
ドライラミネート方法及び該方法により得られる積層体
【課題】 ラミネート後の外観が良好なドライラミネート方法及びそれにより得られる積層体を提供する。
【解決手段】 溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が100〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法。
【解決手段】 溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が100〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ドライラミネート方法及び該方法により得られる積層体に関する。
【背景技術】
【0002】
各種プラスチックフィルム同士の貼り合わせる方法、プラスチックフィルムと金属を蒸着したプラスチックフィルムを貼り合わせる方法、又はプラスチックフィルムと金属箔とを貼り合わせる方法としては、従来、ドライラミネート方式により行われていた。ドライラミネート方法は、有機溶剤や水などの溶媒に希釈させた接着剤を基材に塗工した後、乾燥機で溶媒を揮発させ、熱と圧力をかけながら、もう一方の基材と貼り合わせる方法である。
【0003】
ドライラミネート方法に用いる接着剤としては、例えば、ポリエステル樹脂やポリウレタン樹脂等の水酸基を含有する樹脂を有機溶剤に溶解した溶液に、ポリイソシアネート化合物を配合してなる2液硬化型の有機溶剤型接着剤が多く使用されている。
【0004】
しかし、前記有機溶剤型接着剤は有機溶剤を大量に含んでいるため、これを用いるドライラミネート方法は、排気による環境汚染、火災爆発の危険性、作業環境の衛生性阻害等の多くの問題を抱えている。従来の有機溶剤型接着剤は、固形分30質量%以下で基材に塗工するため、接着剤を塗工後、有機溶剤を揮発する際に大量の有機溶剤が外部に放出される。そこで有機溶媒の含有量を低減した高固形分のハイソリッド型接着剤が提案されている(特許文献1参照)。
【0005】
しかし、かかるハイソリッド型接着剤は、従来のグラビア方式を利用したドライラミネート方法では、ラミネート後の積層体の表面に、塗工の流れ方向に対してすじ状の模様が出来てしまい、均一な外観が得られず、良好に仕上げることが難しいという問題があった。
【0006】
近年、労働作業環境の改善、消防法の強化、大気中へのVOC(揮発性有機化合物)の放出規制等の要求から接着剤の脱有機溶剤化の要求が強くなり、接着剤を水性化した水性接着剤を用いるドライラミネート方法が提案されている。水性接着剤を用いるドライラミネート方法では、作業環境の改善、防災上の問題および大気中へのVOCの放出等の問題は改善されるものの、水性であるがゆえの本質的な問題が新たに発生する。すなわち、水の表面張力の高さに起因するプラスチック基材への濡れ不良から、ラミネート後の積層体の表面には、すじ状の模様が出来てしまい良好な外観が得られないという問題があった。
【特許文献1】特開2005−298588号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、ラミネート後の積層体の外観が良好なドライラミネート方法及びそれにより得られる積層体を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために種々検討した結果、固形分35質量%以上の接着剤をグラビア方式で塗工する際に、電子彫刻機で彫刻したグラビア版のスタイラス角度とグラビア線数を選択することにより、有機溶剤型接着剤及び水性接着剤にかかわらずラミネート後の積層体の外観が良好になることを見出だし、本発明を完成するに到った。
【0009】
本発明は、(1)溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法に関する。
【0010】
また、本発明は、(2)前記接着剤が有機溶剤型接着剤又は水性接着剤であることを特徴とする前記(1)記載のドライラミネート方法に関する。
【0011】
また、本発明は、(3)前記(1)又は(3)に記載のドライラミネート方法により得られる積層体に関する。
【発明の効果】
【0012】
本発明によれば、ラミネート後の積層体の外観は、スジやゆず肌状の模様がなく、擦れのない均一な表面に仕上げられるドライラミネート方法及びそれにより得られる積層体を提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明のドライラミネート方法は、溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とする。
【0014】
本発明においては、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いることが重要であり、それによって、接着性能に優れ、ラミネート後の積層体の外観が良好となる。
【0015】
従来のドライラミネート方法において、固形分30質量%以下の接着剤を塗工する場合はグラビア版の線数や形状を特定しなくとも良好な外観が得られたが、固形分35質量%以上の接着剤を塗工する場合、適正なグラビア版の線数や形状を選択しないとラミネート後の積層体は良好な外観品質が得られない。固形分が高い接着剤を塗工する場合、接着剤中の溶媒含有量が少ない為、接着剤をフィルムに塗工した後、フィルム上で接着剤がレベリングしないので、線数の少ないグラビア版ではセル形状に沿ったすじ状の模様が発生し良好な外観品質が得られないのである。一方、高線数のグラビア版は、セル容積が小さくなってしまうため、十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることができない。グラビア版のグラビア線数は高線数であるほど、接着剤を均一に塗工面でき良好な外観品質を得られるが、その一方で、高線数にするとセル容積が小さくなってしまうため塗布量を確保できず接着性能に劣ってしまう。
【0016】
本発明のドライラミネート方法は、電子彫刻機で彫刻したグラビア版のスタイラス角度とグラビア線数を特定範囲に設定することにより、固形分35質量%以上の接着剤を用いた場合に、接着性能に優れ、ラミネート後の積層体は良好な外観を得ることができる。
【0017】
本発明で用いるグラビア版は、電子彫刻機で彫刻した版である。電子彫刻機はドイツ製のヘリオ、アメリカ製のオハイオ、日本製のバルカスなどがあるが、最も代表的なものはヘリオである。電子彫刻機で彫刻したグラビア版は、転刻による彫刻版や腐食法による腐食版とは形状が異なり、セル(凹部)の開口部が広く、セルとセル間の所謂「土手」部分が狭い形状となっているため、高固形分の接着剤をフィルムに塗工した場合でも、フィルム上で接着剤が良好にレベリングする。
【0018】
本発明の方法で用いるグラビア版のグラビア線数は120〜270線/インチであり、好ましくは135〜255線/インチである。前記グラビア線数が120線/インチ未満では、塗工の流れ方向に添ってすじ状の模様が発生し、ラミネート後の積層体は良好な外観品質が得られない。270線/インチを越えると、十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることが出来ない。
【0019】
また、本発明の方法で用いるグラビア版のスタイラス角度は120〜140°、好ましくは120〜130°である。前記スタイラス角度が120°未満では、塗工の流れ方向に添ってすじ状の模様が発生し、ラミネート後の積層体は良好な外観品質が得られず、また、ダイアモンド刃(スタイラス)の刃先の耐久性が劣り、製版の際にすぐに劣化するため、コスト的に不利になる。140°を超えると、グラビア版のセルの深さが浅くなってしまうため十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることが出来ない。
【0020】
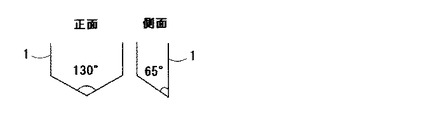
前記スタイラス角度は、グラビア版のセル(凹部)の先端の角度を指す。セルは、電子彫刻機のダイアモンド刃(スタイラス)で、金属製のグラビア版胴の表面に逆ピラミッド形に彫刻することより作製される。ダイアモンド刃1は図1に示すように先端が尖った形状をしており、ダイアモンド刃の先端の角度を適宜選択することによりセルのスタイラス角度を所望の値に調整することが出来る。
【0021】
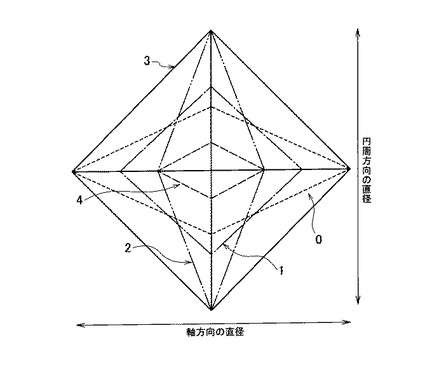
電子彫刻機により彫刻されたセルの形状は、コンプレスト(0)、ノーマル(1)、エロンゲート(2)、コアース(3)、ファイン(4)の5種類がある(図2参照)が、通常、コンプレスト(0)、エロンゲート(2)、コアース(3)、ファイン(4)の種類が主に使用されている。
【0022】
セルの深さと容積は、セルの形状(0〜4)、グラビア線数、スタイラス角度、軸方向の直径及び円周方向の直径によって決まる。また、グラビア線数とスタイラス角度が同じセルでも、形状によって、セルの深さ、セルの容積、軸方向の直径、円周方向の直径は異なる。例えば、グラビア線数が175線/インチ、スタイラス角度120°の場合の例を表1に、グラビア線数が175線/インチ、スタイラス角度130°の場合の例を表2に示す。
【表1】

【表2】
【0023】
本発明では、グラビア版のセルの容積は特に限定されないが、好ましくは10〜30cc/m2であり、好ましくは、10〜27cc/m2である。前記セル容積が10cc/m2未満では、接着剤の十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じる可能性がある。また、前記セル容積が30cc/m2超では、硬化時間が遅くなり作業性に劣ったり、ラミネート後の積層体にトンネリング現象が発生してしまう可能性がある。また、グラビア版のセルの深さは特に限定されないが、20〜100μmであることが好ましく、25〜85μmであることがより好ましい。前記セルの深さが25μm未満では、塗工表面に擦れ模様が生じる傾向にあり、100μm超では硬化時間が遅くなる傾向にある。
本発明のドライラミネート方法で用いる接着剤は、溶媒により希釈された固形分が35質量%以上のものであれば特に限定されず、有機溶剤型接着剤でも水性接着剤でも用いることができる。前記固形分が35質量%未満では、塗布量が確保できず接着性能に劣ってしまう。前記固形分は35〜55質量%が好ましく、35〜50質量%がより好ましい。
【0024】
有機溶剤型接着剤としては、例えば、ポリエステル系樹脂、ポリエーテル系樹脂、ポリエステルエーテル系樹脂、ポリウレタン系樹脂、ポリエステルウレタン系樹脂、ポリエーテルウレタン系樹脂、ポリエステルエーテル系樹脂、ポリエステルエーテルウレタン系樹脂などの接着機能を有する樹脂を有機溶剤で溶解したものが挙げられる。これら接着剤は樹脂単独で使用される場合もあるが、一般的にはポリイソシアネート化合物をふくむ硬化剤と組み合わせ、2液硬化型接着剤として使用する。
【0025】
ポリエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、アジピン酸、アゼライン酸、セバチン酸等二塩基酸若しくはそれらのジアルキルエステル又はそれらの混合物と、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、ブチレングリコール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、3,3′−ジメチロールヘプタン、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール等のグリコール類若しくはそれらの混合物とを反応させて得られるポリエステル系樹脂或いはポリカプロラクトン、ポリバレロラクトン、ポリ(β−メチル−γ−バレロラクトン)等のラクトン類を開環重合して得られるポリエステル系樹脂が挙げられる。
【0026】
ポリエーテル系樹脂としては、例えば、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、テトラヒドロフラン等のオキシラン化合物を、例えば、水、エチレングリコール、プロピレングリコール、トリメチロールプロパン、グリセリン等の低分量ポリオールを開始剤として重合して得られるポリエーテル系樹脂が挙げられる。
【0027】
ポリエーテルエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、アジピン酸、アゼライン酸、セバチン酸等の二塩基酸若しくはそれらのジアルキルエステル又はそれらの混合物と、上記ポリエーテル系樹脂を反応させて得られるポリエーテルエステル系樹脂が挙げられる。
【0028】
ポリウレタン系樹脂としては、1分子中にウレタン結合を有するポリオールであり、例えば、数平均分子量200〜20,000のポリエーテルポリオール、ポリエステルポリオール、ポリエーテルエステルポリオール(以下、有機ポリオール(1)という。)等と有機ポリイソシアネートとをNCO/OHが1未満、好ましくは0.9以下で反応させて得られる。上記有機ポリオールとして、その分子中(分子内部や分子末端)にカルボキシル基を有するもの(以下、有機ポリオール(2)という。)を用いることができる。有機ポリオール(2)は、望ましくは上記の有機ポリオール(1)と多塩基酸若しくはその無水物とを反応させることにより得られる。この際用いられる有機ポリオール(1)としては、分子末端に2個以上の水酸基を含有し、数平均分子量が1,000〜100,000、好ましくは3,000〜15,000のものが好ましく使用される。1,000以下では凝集力が不十分であり、100,000以上では、合成上、末端に多塩基酸若しくはその無水物を反応させることは難しく、著しい増粘やゲル化する可能性もある。多塩基酸若しくはその無水物としては、例えば、フタル酸、トリメリット酸、ピロメリット酸等の芳香族系多塩基酸及びそれらの無水物が挙げられるが、それらの無水物である無水フタル酸、無水トリメリット酸、無水ピロメリット酸等が特に好適である。更に、これらの無水物から誘導されたエチレングリコールビスアンヒドロトリメリテート、グリセロールトリスアンヒドロトリメリテート、エチレングリコールビスアンヒドロピロメリテート、グリセロールトリスアンヒドロピロメリテート、又ロジン成分のアビエチン酸や、C10H16ジエン化合物及びこれらの混合物に無水マレイン酸を付加反応させた誘導体等を使用することができる。有機ポリオール(2)の合成は、有機ポリオール(1)の合成後、多塩基酸若しくはその無水物、好ましくは多塩基酸無水物を加熱下に添加して行なわれるが、有機ポリオールの合成の際、多価カルボン酸と多価アルコールから一段階で分子内部或いは分子末端にカルボキシル基を含有するものを得ることが可能である。これらの多塩基酸無水物との反応は、接着剤組成物の接着性能、例えば、耐熱水性、耐油性、耐酸性等を向上させるのに、促進効果を示す。有機ポリオールと多塩基酸無水物の反応は、多塩基酸無水物の開環反応によるエステル化反応が主反応になるように、反応温度を200℃以下、好ましくは150〜180℃の範囲に制御する必要がある。両者の反応割合は、有機ポリオールの分子中の水酸基を40%以上消費する量の多塩基酸無水物となるようにする。ここでの「%」とは、有機ポリオールの分子中の水酸基の個数を基準にしたものである。上記数値が40%未満の場合、得られる組成物の耐酸性の向上は十分でない。又、多塩基酸無水物として、脂肪族多価カルボン酸無水物を用いても、同様に分子内にカルボキシル基を導入できるが、この場合は耐酸性の向上は見られなく、脂肪族多価カルボン酸無水物の使用は好ましくない。更に、有機ポリオール(1)にポリエステルポリオールやポリエーテルエステルポリオールを用いる場合、それらの出発原料であるカルボン酸として芳香族系の多価カルボン酸のみを用いると、有機ポリオール(1)の物性をコントロールする上で問題が多い。特に、3価或いは4価の多価カルボン酸は、分岐した有機ポリオール(1)を生じ、このものはゲル化し易く、多量に使用できない。又、芳香族系多価カルボン酸は昇華性があるので、有機ポリオール(1)の合成の際、これらの昇華物が反応釜や脱水装置に付着し、製造上困難を来す。その点、その分子中にカルボキシル基を有する有機ポリオール(有機ポリオール(2))を用いると、上記のような問題を回避できる。有機ポリイソシアネートとしては、例えば、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、1,2−プロピレンジイソシアネート、1,2−ブチレンジイソシアネート、2,3−ブチレンジイソシアネート、1,3−ブチレンジイソシアネート、2,4,4−又は2,2,4−トリメチルヘキサメチレンジイソシアネート、2,6−ジイソシアネートメチルカプロエート等の脂肪族ジイソシアネート、1,4−シクロヘキサンジイソシアネート、1,3−シクロヘキサンジイソシアネート、3−イソシアネートメチル−3,5,5−トリメチルシクロヘキシルイソシアネート、4,4′−メチレンビス(シクロヘキシルイソシアネート)、メチル2,4−シクロヘキサンジイソシアネート、メチル2,6−シクロヘキサンジイソシアネート、1,4−ビス(イソシアネートメチル)シクロヘキサン、1,3−ビス(イソシアネートメチル)シクロヘキサン等の脂環式ジイソシアネート、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、4,4′−ジフェニルジイソシアネート、1,5−ナフタレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、2,4−又は2,6−トリレンジイソシアネート若しくはその混合物、4,4′−トルイジンジイソシアネート、ジアニシジンジイソシアネート、4,4′−ジフェニルエーテルジイソシアネート等の芳香族ジイソシアネート、1,3−又は1,4−キシリレンジイソシアネート若しくはその混合物、ω,ω′−ジイソシアネート−1,4−ジエチルベンゼン、1,3−又は1,4−ビス(1−イソシアネート−1−メチルエチル)ベンゼン若しくはその混合物等の芳香脂肪族ジイソシアネート、トリフェニルメタン−4,4′,4″−トリイソシアネート、1,3,5−トリイソシアネートベンゼン、2,4,6−トリイソシアネートトルエン等の有機トリイソシアネート、4,4′−ジフェニルジメチルメタン−2,2′−5,5′−テトライソシアネート等の有機テトライソシアネート等のポリイソシアネート単量体、上記ポリイソシアネート単量体から誘導されたダイマー、トリマー、ビウレット、アロファネート、炭酸ガスと上記ポリイソシアネート単量体とから得られる2,4,6−オキサジアジントリオン環を有するポリイソシアネート、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、ヘキシレングリコール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、3,3′−ジメチロールプロパン、シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール、グリセロール、トリメチロールプロパン、ペンタエリスリトール、ソルビトール等の分子量200未満の低分子ポリオールとの付加体、或いは、分子量200〜20,000のポリエステルポリオール、ポリエーテルエステルポリオール、ポリエステルアミドポリオール、ポリカプロラクトンポリオール、ポリバレロラクトンポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、ポリウレタンポリオール等の付加体等が挙げられる。
【0029】
有機溶剤型接着剤の硬化剤として使用されるポリイソシアネート化合物としては、上記有機ポリイソシアネートが例示される。
【0030】
また、水性接着剤は、水性ポリウレタン接着剤、水性アクリル接着剤、水性ポリエステル接着剤、水性ポリエーテル接着剤等が挙げられる。
【0031】
水性ポリウレタン接着剤は分子内にカルボキシル基を含まないポリオール化合物と分子内にカルボキシル基を含むポリオール化合物とポリイソシアネート化合物とを反応させて得られるカルボキシル基を有するポリウレタン化合物を水の中に分散または溶解させた自己乳化型水分散性または水溶解性水性ウレタン接着剤がある。また、分子内にカルボキシル基を含まないポリオール化合物とポリイソシアネート化合物とを反応させたポリウレタン化合物を、界面活性を使用して水の中に強制乳化させた水分散性ポリウレタン接着剤がある。水性ウレタン接着剤に使用される分子内にカルボキシル基を含まないポリオール化合物は、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリエーテルポリエステルポリオール、ポリウレタンポリオール、ポリエステルアミドポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、またはそれらの混合物を用いることができる。カルボキシル基含有ポリオールとしては、ジメチロールプロピオン酸、ジメチロールブタン酸等が挙げられるが、ジメチロールブタン酸が特に好ましい。ポリイソシアネート化合物としては、トリレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、1,6−ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、1,5−ナフタレンジイソシアネート、キシリレンジイソシアネート等が挙げられるが、トリレンジイソシアネート及び4,4′−ジフェニルメタンジイソシアネートが特に好ましい。
【0032】
水性アクリル接着剤は、カルボキシル基を含まないアクリルモノマーとカルボキシル基を含むアクリル酸モノマーとを乳化重合させて得られた水性アクリル接着剤である。
【0033】
本発明のドライラミネート方法に用いられるフィルムは特に限定されず、例えば、ポリエステル、ポリアミド、ポレエチレン、ポリプロピレン等のプラスチックフィルム、アルミニウム、酸化珪素、酸化アルミニウムなどの金属蒸着フィルム、アルミ箔などの金属箔などが挙げられ、その組合せは、前記プラスチックフィルム同士、プラスチックフィルムと金属蒸着フィルム、プラスチックフィルムと金属箔などである。フィルムの厚さも特に限定されず、通常、5〜200μmである。
【0034】
本発明のドライラミネート方法では、高固形分の接着剤を用いることにより、
接着剤のドライ塗布量を1〜8g/m2の範囲に確保することができ、接着性能に優れた積層体が得られ、特に食品分野の用途に好適に用いることができる。
【実施例】
【0035】
以下、本発明を実施例によりで詳細に説明する。ただし、下記の実施例は本発明を制限するものではない。
【0036】
(実施例1)
厚さ20μmのニ軸延伸ポリプロピレンフィルム(OPP;東洋紡績株式会社製、パイレンフィルムOT P−2161)を基材として、電子彫刻製版(ヘリオ版)で作成したグラビア線数175線/インチ、スタイラス角度120°、コンプレスト、軸方向の直径180μm、円周方向の直径170μm、セルの深さ52μmのヘリオ版を用いてドライラミネーター(富士機械工業株式会社製:FL2型)で、ハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で塗工し、溶剤を乾燥機(温度60℃、70℃、80℃、80℃)により揮発させた後、厚さ25μmの無延伸ポリプロピレンフィルム(CPP;東セロ株式会社製、GHC#25)をニップロールにより50℃でラミネートして積層体を得た。
【0037】
得られた積層体を10cm×10cmの大きさに切った後、精密天秤で積層体の重量:A(g)を測定した。その後、積層体を剥離して、両方の剥離面に付着している接着剤を酢酸エチルで完全にふき取った。接着剤をふき取った後のフィルムを80℃5分乾燥した後、精密天秤で剥離した両方のフィルムの重量:B(g)を測定した。ドライ塗布量を下記式により算出したところ、2.8g/m2であった。
【0038】
ドライ塗布量(g/m2)=(A−B)/0.01
また、得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0039】
(実施例2)
ヘリオ版としてグラビア線数200線/インチ、スタイラス角度120°、エロンゲート、軸方向の直径125μm、円周方向の直径180μm、セルの深さ36μmのヘリオ版を用い、接着剤として水性アクリル系接着剤(ロームアンドハース社製、ROBOND L−250)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は2.2g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0040】
(実施例3)
ヘリオ版としてグラビア線数250線/インチ、スタイラス角度130°、エロンゲート、軸方向の直径98μm、円周方向の直径145μm、セルの深さ22μmのヘリオ版を用い、接着剤として水性アクリル系接着剤(ロームアンドハース社製、ROBOND L−250)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.5g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0041】
(実施例4)
ヘリオ版としてグラビア線数150線/インチ、スタイラス角度130°、コアース、軸方向の直径210μm、円周方向の直径300μm、セルの深さ49μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は2.8g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0042】
(比較例1)
ヘリオ版としてグラビア線数150線/インチ、スタイラス角度115°、コンプレスト、軸方向の直径230μm、円周方向の直径200μm、セルの深さ67μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は4.8g/m2であった。得られた積層体の外観を目視観察したところ、すじ状の模様が生じていた。
【0043】
(比較例2)
ヘリオ版としてグラビア線数175線/インチ、スタイラス角度150°、コンプレスト、軸方向の直径180μm、円周方向の直径170μm、セルの深さ23μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.2g/m2であった。得られた積層体の外観を目視観察したところ、擦れが生じていた。
(比較例3)
ヘリオ版としてグラビア線数100線/インチ、スタイラス角度130°、コンプレスト、軸方向の直径310μm、円周方向の直径305μm、セルの深さ72μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は5.2g/m2であった。得られた積層体の外観を目視観察したところ、すじ状の模様が生じていた。
【0044】
(比較例4)
ヘリオ版としてグラビア線数350線/インチ、スタイラス角度130°、コンプレスト、軸方向の直径85μm、円周方向の直径80μm、セルの深さ20μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.2g/m2であった。得られた積層体の外観を目視観察したところ、擦れが生じていた。
以上の結果を表3に示す。
【表3】
【0045】
表3より、実施例1〜4は、ラミネート後の積層体の外観が均一で良好な表面であった。これに対し、グラビア線数とスタイラス角が本発明の範囲を外れる比較例1〜4は、ラミネート後の積層体の外観がすじ状の模様や擦れが生じ良好な表面を得ることができなかった。
【図面の簡単な説明】
【0046】
【図1】ダイアモンド刃(スタイラス)を示す図である。
【図2】電子彫刻機により彫刻されたセルの形状を示す図である。
【技術分野】
【0001】
本発明は、ドライラミネート方法及び該方法により得られる積層体に関する。
【背景技術】
【0002】
各種プラスチックフィルム同士の貼り合わせる方法、プラスチックフィルムと金属を蒸着したプラスチックフィルムを貼り合わせる方法、又はプラスチックフィルムと金属箔とを貼り合わせる方法としては、従来、ドライラミネート方式により行われていた。ドライラミネート方法は、有機溶剤や水などの溶媒に希釈させた接着剤を基材に塗工した後、乾燥機で溶媒を揮発させ、熱と圧力をかけながら、もう一方の基材と貼り合わせる方法である。
【0003】
ドライラミネート方法に用いる接着剤としては、例えば、ポリエステル樹脂やポリウレタン樹脂等の水酸基を含有する樹脂を有機溶剤に溶解した溶液に、ポリイソシアネート化合物を配合してなる2液硬化型の有機溶剤型接着剤が多く使用されている。
【0004】
しかし、前記有機溶剤型接着剤は有機溶剤を大量に含んでいるため、これを用いるドライラミネート方法は、排気による環境汚染、火災爆発の危険性、作業環境の衛生性阻害等の多くの問題を抱えている。従来の有機溶剤型接着剤は、固形分30質量%以下で基材に塗工するため、接着剤を塗工後、有機溶剤を揮発する際に大量の有機溶剤が外部に放出される。そこで有機溶媒の含有量を低減した高固形分のハイソリッド型接着剤が提案されている(特許文献1参照)。
【0005】
しかし、かかるハイソリッド型接着剤は、従来のグラビア方式を利用したドライラミネート方法では、ラミネート後の積層体の表面に、塗工の流れ方向に対してすじ状の模様が出来てしまい、均一な外観が得られず、良好に仕上げることが難しいという問題があった。
【0006】
近年、労働作業環境の改善、消防法の強化、大気中へのVOC(揮発性有機化合物)の放出規制等の要求から接着剤の脱有機溶剤化の要求が強くなり、接着剤を水性化した水性接着剤を用いるドライラミネート方法が提案されている。水性接着剤を用いるドライラミネート方法では、作業環境の改善、防災上の問題および大気中へのVOCの放出等の問題は改善されるものの、水性であるがゆえの本質的な問題が新たに発生する。すなわち、水の表面張力の高さに起因するプラスチック基材への濡れ不良から、ラミネート後の積層体の表面には、すじ状の模様が出来てしまい良好な外観が得られないという問題があった。
【特許文献1】特開2005−298588号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、ラミネート後の積層体の外観が良好なドライラミネート方法及びそれにより得られる積層体を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために種々検討した結果、固形分35質量%以上の接着剤をグラビア方式で塗工する際に、電子彫刻機で彫刻したグラビア版のスタイラス角度とグラビア線数を選択することにより、有機溶剤型接着剤及び水性接着剤にかかわらずラミネート後の積層体の外観が良好になることを見出だし、本発明を完成するに到った。
【0009】
本発明は、(1)溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法に関する。
【0010】
また、本発明は、(2)前記接着剤が有機溶剤型接着剤又は水性接着剤であることを特徴とする前記(1)記載のドライラミネート方法に関する。
【0011】
また、本発明は、(3)前記(1)又は(3)に記載のドライラミネート方法により得られる積層体に関する。
【発明の効果】
【0012】
本発明によれば、ラミネート後の積層体の外観は、スジやゆず肌状の模様がなく、擦れのない均一な表面に仕上げられるドライラミネート方法及びそれにより得られる積層体を提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明のドライラミネート方法は、溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とする。
【0014】
本発明においては、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いることが重要であり、それによって、接着性能に優れ、ラミネート後の積層体の外観が良好となる。
【0015】
従来のドライラミネート方法において、固形分30質量%以下の接着剤を塗工する場合はグラビア版の線数や形状を特定しなくとも良好な外観が得られたが、固形分35質量%以上の接着剤を塗工する場合、適正なグラビア版の線数や形状を選択しないとラミネート後の積層体は良好な外観品質が得られない。固形分が高い接着剤を塗工する場合、接着剤中の溶媒含有量が少ない為、接着剤をフィルムに塗工した後、フィルム上で接着剤がレベリングしないので、線数の少ないグラビア版ではセル形状に沿ったすじ状の模様が発生し良好な外観品質が得られないのである。一方、高線数のグラビア版は、セル容積が小さくなってしまうため、十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることができない。グラビア版のグラビア線数は高線数であるほど、接着剤を均一に塗工面でき良好な外観品質を得られるが、その一方で、高線数にするとセル容積が小さくなってしまうため塗布量を確保できず接着性能に劣ってしまう。
【0016】
本発明のドライラミネート方法は、電子彫刻機で彫刻したグラビア版のスタイラス角度とグラビア線数を特定範囲に設定することにより、固形分35質量%以上の接着剤を用いた場合に、接着性能に優れ、ラミネート後の積層体は良好な外観を得ることができる。
【0017】
本発明で用いるグラビア版は、電子彫刻機で彫刻した版である。電子彫刻機はドイツ製のヘリオ、アメリカ製のオハイオ、日本製のバルカスなどがあるが、最も代表的なものはヘリオである。電子彫刻機で彫刻したグラビア版は、転刻による彫刻版や腐食法による腐食版とは形状が異なり、セル(凹部)の開口部が広く、セルとセル間の所謂「土手」部分が狭い形状となっているため、高固形分の接着剤をフィルムに塗工した場合でも、フィルム上で接着剤が良好にレベリングする。
【0018】
本発明の方法で用いるグラビア版のグラビア線数は120〜270線/インチであり、好ましくは135〜255線/インチである。前記グラビア線数が120線/インチ未満では、塗工の流れ方向に添ってすじ状の模様が発生し、ラミネート後の積層体は良好な外観品質が得られない。270線/インチを越えると、十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることが出来ない。
【0019】
また、本発明の方法で用いるグラビア版のスタイラス角度は120〜140°、好ましくは120〜130°である。前記スタイラス角度が120°未満では、塗工の流れ方向に添ってすじ状の模様が発生し、ラミネート後の積層体は良好な外観品質が得られず、また、ダイアモンド刃(スタイラス)の刃先の耐久性が劣り、製版の際にすぐに劣化するため、コスト的に不利になる。140°を超えると、グラビア版のセルの深さが浅くなってしまうため十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じ、良好な外観品質を得ることが出来ない。
【0020】
前記スタイラス角度は、グラビア版のセル(凹部)の先端の角度を指す。セルは、電子彫刻機のダイアモンド刃(スタイラス)で、金属製のグラビア版胴の表面に逆ピラミッド形に彫刻することより作製される。ダイアモンド刃1は図1に示すように先端が尖った形状をしており、ダイアモンド刃の先端の角度を適宜選択することによりセルのスタイラス角度を所望の値に調整することが出来る。
【0021】
電子彫刻機により彫刻されたセルの形状は、コンプレスト(0)、ノーマル(1)、エロンゲート(2)、コアース(3)、ファイン(4)の5種類がある(図2参照)が、通常、コンプレスト(0)、エロンゲート(2)、コアース(3)、ファイン(4)の種類が主に使用されている。
【0022】
セルの深さと容積は、セルの形状(0〜4)、グラビア線数、スタイラス角度、軸方向の直径及び円周方向の直径によって決まる。また、グラビア線数とスタイラス角度が同じセルでも、形状によって、セルの深さ、セルの容積、軸方向の直径、円周方向の直径は異なる。例えば、グラビア線数が175線/インチ、スタイラス角度120°の場合の例を表1に、グラビア線数が175線/インチ、スタイラス角度130°の場合の例を表2に示す。
【表1】
【表2】
【0023】
本発明では、グラビア版のセルの容積は特に限定されないが、好ましくは10〜30cc/m2であり、好ましくは、10〜27cc/m2である。前記セル容積が10cc/m2未満では、接着剤の十分な塗布量を確保できず、接着性能が不良となったり、塗工表面に擦れ模様が生じる可能性がある。また、前記セル容積が30cc/m2超では、硬化時間が遅くなり作業性に劣ったり、ラミネート後の積層体にトンネリング現象が発生してしまう可能性がある。また、グラビア版のセルの深さは特に限定されないが、20〜100μmであることが好ましく、25〜85μmであることがより好ましい。前記セルの深さが25μm未満では、塗工表面に擦れ模様が生じる傾向にあり、100μm超では硬化時間が遅くなる傾向にある。
本発明のドライラミネート方法で用いる接着剤は、溶媒により希釈された固形分が35質量%以上のものであれば特に限定されず、有機溶剤型接着剤でも水性接着剤でも用いることができる。前記固形分が35質量%未満では、塗布量が確保できず接着性能に劣ってしまう。前記固形分は35〜55質量%が好ましく、35〜50質量%がより好ましい。
【0024】
有機溶剤型接着剤としては、例えば、ポリエステル系樹脂、ポリエーテル系樹脂、ポリエステルエーテル系樹脂、ポリウレタン系樹脂、ポリエステルウレタン系樹脂、ポリエーテルウレタン系樹脂、ポリエステルエーテル系樹脂、ポリエステルエーテルウレタン系樹脂などの接着機能を有する樹脂を有機溶剤で溶解したものが挙げられる。これら接着剤は樹脂単独で使用される場合もあるが、一般的にはポリイソシアネート化合物をふくむ硬化剤と組み合わせ、2液硬化型接着剤として使用する。
【0025】
ポリエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、アジピン酸、アゼライン酸、セバチン酸等二塩基酸若しくはそれらのジアルキルエステル又はそれらの混合物と、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、ブチレングリコール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、3,3′−ジメチロールヘプタン、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリテトラメチレンエーテルグリコール等のグリコール類若しくはそれらの混合物とを反応させて得られるポリエステル系樹脂或いはポリカプロラクトン、ポリバレロラクトン、ポリ(β−メチル−γ−バレロラクトン)等のラクトン類を開環重合して得られるポリエステル系樹脂が挙げられる。
【0026】
ポリエーテル系樹脂としては、例えば、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、テトラヒドロフラン等のオキシラン化合物を、例えば、水、エチレングリコール、プロピレングリコール、トリメチロールプロパン、グリセリン等の低分量ポリオールを開始剤として重合して得られるポリエーテル系樹脂が挙げられる。
【0027】
ポリエーテルエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、アジピン酸、アゼライン酸、セバチン酸等の二塩基酸若しくはそれらのジアルキルエステル又はそれらの混合物と、上記ポリエーテル系樹脂を反応させて得られるポリエーテルエステル系樹脂が挙げられる。
【0028】
ポリウレタン系樹脂としては、1分子中にウレタン結合を有するポリオールであり、例えば、数平均分子量200〜20,000のポリエーテルポリオール、ポリエステルポリオール、ポリエーテルエステルポリオール(以下、有機ポリオール(1)という。)等と有機ポリイソシアネートとをNCO/OHが1未満、好ましくは0.9以下で反応させて得られる。上記有機ポリオールとして、その分子中(分子内部や分子末端)にカルボキシル基を有するもの(以下、有機ポリオール(2)という。)を用いることができる。有機ポリオール(2)は、望ましくは上記の有機ポリオール(1)と多塩基酸若しくはその無水物とを反応させることにより得られる。この際用いられる有機ポリオール(1)としては、分子末端に2個以上の水酸基を含有し、数平均分子量が1,000〜100,000、好ましくは3,000〜15,000のものが好ましく使用される。1,000以下では凝集力が不十分であり、100,000以上では、合成上、末端に多塩基酸若しくはその無水物を反応させることは難しく、著しい増粘やゲル化する可能性もある。多塩基酸若しくはその無水物としては、例えば、フタル酸、トリメリット酸、ピロメリット酸等の芳香族系多塩基酸及びそれらの無水物が挙げられるが、それらの無水物である無水フタル酸、無水トリメリット酸、無水ピロメリット酸等が特に好適である。更に、これらの無水物から誘導されたエチレングリコールビスアンヒドロトリメリテート、グリセロールトリスアンヒドロトリメリテート、エチレングリコールビスアンヒドロピロメリテート、グリセロールトリスアンヒドロピロメリテート、又ロジン成分のアビエチン酸や、C10H16ジエン化合物及びこれらの混合物に無水マレイン酸を付加反応させた誘導体等を使用することができる。有機ポリオール(2)の合成は、有機ポリオール(1)の合成後、多塩基酸若しくはその無水物、好ましくは多塩基酸無水物を加熱下に添加して行なわれるが、有機ポリオールの合成の際、多価カルボン酸と多価アルコールから一段階で分子内部或いは分子末端にカルボキシル基を含有するものを得ることが可能である。これらの多塩基酸無水物との反応は、接着剤組成物の接着性能、例えば、耐熱水性、耐油性、耐酸性等を向上させるのに、促進効果を示す。有機ポリオールと多塩基酸無水物の反応は、多塩基酸無水物の開環反応によるエステル化反応が主反応になるように、反応温度を200℃以下、好ましくは150〜180℃の範囲に制御する必要がある。両者の反応割合は、有機ポリオールの分子中の水酸基を40%以上消費する量の多塩基酸無水物となるようにする。ここでの「%」とは、有機ポリオールの分子中の水酸基の個数を基準にしたものである。上記数値が40%未満の場合、得られる組成物の耐酸性の向上は十分でない。又、多塩基酸無水物として、脂肪族多価カルボン酸無水物を用いても、同様に分子内にカルボキシル基を導入できるが、この場合は耐酸性の向上は見られなく、脂肪族多価カルボン酸無水物の使用は好ましくない。更に、有機ポリオール(1)にポリエステルポリオールやポリエーテルエステルポリオールを用いる場合、それらの出発原料であるカルボン酸として芳香族系の多価カルボン酸のみを用いると、有機ポリオール(1)の物性をコントロールする上で問題が多い。特に、3価或いは4価の多価カルボン酸は、分岐した有機ポリオール(1)を生じ、このものはゲル化し易く、多量に使用できない。又、芳香族系多価カルボン酸は昇華性があるので、有機ポリオール(1)の合成の際、これらの昇華物が反応釜や脱水装置に付着し、製造上困難を来す。その点、その分子中にカルボキシル基を有する有機ポリオール(有機ポリオール(2))を用いると、上記のような問題を回避できる。有機ポリイソシアネートとしては、例えば、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、1,2−プロピレンジイソシアネート、1,2−ブチレンジイソシアネート、2,3−ブチレンジイソシアネート、1,3−ブチレンジイソシアネート、2,4,4−又は2,2,4−トリメチルヘキサメチレンジイソシアネート、2,6−ジイソシアネートメチルカプロエート等の脂肪族ジイソシアネート、1,4−シクロヘキサンジイソシアネート、1,3−シクロヘキサンジイソシアネート、3−イソシアネートメチル−3,5,5−トリメチルシクロヘキシルイソシアネート、4,4′−メチレンビス(シクロヘキシルイソシアネート)、メチル2,4−シクロヘキサンジイソシアネート、メチル2,6−シクロヘキサンジイソシアネート、1,4−ビス(イソシアネートメチル)シクロヘキサン、1,3−ビス(イソシアネートメチル)シクロヘキサン等の脂環式ジイソシアネート、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、4,4′−ジフェニルジイソシアネート、1,5−ナフタレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、2,4−又は2,6−トリレンジイソシアネート若しくはその混合物、4,4′−トルイジンジイソシアネート、ジアニシジンジイソシアネート、4,4′−ジフェニルエーテルジイソシアネート等の芳香族ジイソシアネート、1,3−又は1,4−キシリレンジイソシアネート若しくはその混合物、ω,ω′−ジイソシアネート−1,4−ジエチルベンゼン、1,3−又は1,4−ビス(1−イソシアネート−1−メチルエチル)ベンゼン若しくはその混合物等の芳香脂肪族ジイソシアネート、トリフェニルメタン−4,4′,4″−トリイソシアネート、1,3,5−トリイソシアネートベンゼン、2,4,6−トリイソシアネートトルエン等の有機トリイソシアネート、4,4′−ジフェニルジメチルメタン−2,2′−5,5′−テトライソシアネート等の有機テトライソシアネート等のポリイソシアネート単量体、上記ポリイソシアネート単量体から誘導されたダイマー、トリマー、ビウレット、アロファネート、炭酸ガスと上記ポリイソシアネート単量体とから得られる2,4,6−オキサジアジントリオン環を有するポリイソシアネート、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、ヘキシレングリコール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、3,3′−ジメチロールプロパン、シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール、グリセロール、トリメチロールプロパン、ペンタエリスリトール、ソルビトール等の分子量200未満の低分子ポリオールとの付加体、或いは、分子量200〜20,000のポリエステルポリオール、ポリエーテルエステルポリオール、ポリエステルアミドポリオール、ポリカプロラクトンポリオール、ポリバレロラクトンポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、ポリウレタンポリオール等の付加体等が挙げられる。
【0029】
有機溶剤型接着剤の硬化剤として使用されるポリイソシアネート化合物としては、上記有機ポリイソシアネートが例示される。
【0030】
また、水性接着剤は、水性ポリウレタン接着剤、水性アクリル接着剤、水性ポリエステル接着剤、水性ポリエーテル接着剤等が挙げられる。
【0031】
水性ポリウレタン接着剤は分子内にカルボキシル基を含まないポリオール化合物と分子内にカルボキシル基を含むポリオール化合物とポリイソシアネート化合物とを反応させて得られるカルボキシル基を有するポリウレタン化合物を水の中に分散または溶解させた自己乳化型水分散性または水溶解性水性ウレタン接着剤がある。また、分子内にカルボキシル基を含まないポリオール化合物とポリイソシアネート化合物とを反応させたポリウレタン化合物を、界面活性を使用して水の中に強制乳化させた水分散性ポリウレタン接着剤がある。水性ウレタン接着剤に使用される分子内にカルボキシル基を含まないポリオール化合物は、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリエーテルポリエステルポリオール、ポリウレタンポリオール、ポリエステルアミドポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、またはそれらの混合物を用いることができる。カルボキシル基含有ポリオールとしては、ジメチロールプロピオン酸、ジメチロールブタン酸等が挙げられるが、ジメチロールブタン酸が特に好ましい。ポリイソシアネート化合物としては、トリレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、1,6−ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、1,5−ナフタレンジイソシアネート、キシリレンジイソシアネート等が挙げられるが、トリレンジイソシアネート及び4,4′−ジフェニルメタンジイソシアネートが特に好ましい。
【0032】
水性アクリル接着剤は、カルボキシル基を含まないアクリルモノマーとカルボキシル基を含むアクリル酸モノマーとを乳化重合させて得られた水性アクリル接着剤である。
【0033】
本発明のドライラミネート方法に用いられるフィルムは特に限定されず、例えば、ポリエステル、ポリアミド、ポレエチレン、ポリプロピレン等のプラスチックフィルム、アルミニウム、酸化珪素、酸化アルミニウムなどの金属蒸着フィルム、アルミ箔などの金属箔などが挙げられ、その組合せは、前記プラスチックフィルム同士、プラスチックフィルムと金属蒸着フィルム、プラスチックフィルムと金属箔などである。フィルムの厚さも特に限定されず、通常、5〜200μmである。
【0034】
本発明のドライラミネート方法では、高固形分の接着剤を用いることにより、
接着剤のドライ塗布量を1〜8g/m2の範囲に確保することができ、接着性能に優れた積層体が得られ、特に食品分野の用途に好適に用いることができる。
【実施例】
【0035】
以下、本発明を実施例によりで詳細に説明する。ただし、下記の実施例は本発明を制限するものではない。
【0036】
(実施例1)
厚さ20μmのニ軸延伸ポリプロピレンフィルム(OPP;東洋紡績株式会社製、パイレンフィルムOT P−2161)を基材として、電子彫刻製版(ヘリオ版)で作成したグラビア線数175線/インチ、スタイラス角度120°、コンプレスト、軸方向の直径180μm、円周方向の直径170μm、セルの深さ52μmのヘリオ版を用いてドライラミネーター(富士機械工業株式会社製:FL2型)で、ハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で塗工し、溶剤を乾燥機(温度60℃、70℃、80℃、80℃)により揮発させた後、厚さ25μmの無延伸ポリプロピレンフィルム(CPP;東セロ株式会社製、GHC#25)をニップロールにより50℃でラミネートして積層体を得た。
【0037】
得られた積層体を10cm×10cmの大きさに切った後、精密天秤で積層体の重量:A(g)を測定した。その後、積層体を剥離して、両方の剥離面に付着している接着剤を酢酸エチルで完全にふき取った。接着剤をふき取った後のフィルムを80℃5分乾燥した後、精密天秤で剥離した両方のフィルムの重量:B(g)を測定した。ドライ塗布量を下記式により算出したところ、2.8g/m2であった。
【0038】
ドライ塗布量(g/m2)=(A−B)/0.01
また、得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0039】
(実施例2)
ヘリオ版としてグラビア線数200線/インチ、スタイラス角度120°、エロンゲート、軸方向の直径125μm、円周方向の直径180μm、セルの深さ36μmのヘリオ版を用い、接着剤として水性アクリル系接着剤(ロームアンドハース社製、ROBOND L−250)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は2.2g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0040】
(実施例3)
ヘリオ版としてグラビア線数250線/インチ、スタイラス角度130°、エロンゲート、軸方向の直径98μm、円周方向の直径145μm、セルの深さ22μmのヘリオ版を用い、接着剤として水性アクリル系接着剤(ロームアンドハース社製、ROBOND L−250)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.5g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0041】
(実施例4)
ヘリオ版としてグラビア線数150線/インチ、スタイラス角度130°、コアース、軸方向の直径210μm、円周方向の直径300μm、セルの深さ49μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は2.8g/m2であった。得られた積層体の外観を目視観察したところ、均一で良好な表面であった。
【0042】
(比較例1)
ヘリオ版としてグラビア線数150線/インチ、スタイラス角度115°、コンプレスト、軸方向の直径230μm、円周方向の直径200μm、セルの深さ67μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は4.8g/m2であった。得られた積層体の外観を目視観察したところ、すじ状の模様が生じていた。
【0043】
(比較例2)
ヘリオ版としてグラビア線数175線/インチ、スタイラス角度150°、コンプレスト、軸方向の直径180μm、円周方向の直径170μm、セルの深さ23μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.2g/m2であった。得られた積層体の外観を目視観察したところ、擦れが生じていた。
(比較例3)
ヘリオ版としてグラビア線数100線/インチ、スタイラス角度130°、コンプレスト、軸方向の直径310μm、円周方向の直径305μm、セルの深さ72μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は5.2g/m2であった。得られた積層体の外観を目視観察したところ、すじ状の模様が生じていた。
【0044】
(比較例4)
ヘリオ版としてグラビア線数350線/インチ、スタイラス角度130°、コンプレスト、軸方向の直径85μm、円周方向の直径80μm、セルの深さ20μmのヘリオ版を用い、接着剤としてハイソリッド型有機溶剤型接着剤(東洋モートン株式会社製、ポリエステル系接着剤、TM−550)を固形分45質量%で用いる他は、実施例1と同様の方法により積層体を得た。接着剤のドライ塗布量は1.2g/m2であった。得られた積層体の外観を目視観察したところ、擦れが生じていた。
以上の結果を表3に示す。
【表3】
【0045】
表3より、実施例1〜4は、ラミネート後の積層体の外観が均一で良好な表面であった。これに対し、グラビア線数とスタイラス角が本発明の範囲を外れる比較例1〜4は、ラミネート後の積層体の外観がすじ状の模様や擦れが生じ良好な表面を得ることができなかった。
【図面の簡単な説明】
【0046】
【図1】ダイアモンド刃(スタイラス)を示す図である。
【図2】電子彫刻機により彫刻されたセルの形状を示す図である。
【特許請求の範囲】
【請求項1】
溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法。
【請求項2】
前記接着剤が有機溶剤型接着剤又は水性接着剤であることを特徴とする請求項1記載のドライラミネート方法。
【請求項3】
請求項1又は2に記載のドライラミネート方法により得られる積層体。
【請求項1】
溶媒により希釈された固形分35質量%以上の接着剤をグラビア方式でフィルムに塗工した後、溶媒を揮発させ、別のフィルムとを貼り合わせて積層体を得るドライラミネート方式において、スタイラス角度が120〜140°、グラビア線数が120〜270線/インチの電子彫刻機で彫刻したグラビア版を用いて前記接着剤を塗工することを特徴とするドライラミネート方法。
【請求項2】
前記接着剤が有機溶剤型接着剤又は水性接着剤であることを特徴とする請求項1記載のドライラミネート方法。
【請求項3】
請求項1又は2に記載のドライラミネート方法により得られる積層体。
【図1】

【図2】
【図2】
【公開番号】特開2010−155343(P2010−155343A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−333277(P2008−333277)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(396009595)東洋モートン株式会社 (13)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(396009595)東洋モートン株式会社 (13)
【Fターム(参考)】
[ Back to top ]