
ドラム電極及びその製造方法

【課題】多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供する。
【解決手段】導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、給電層、給電層の表面を被覆する絶縁層、および絶縁層の表面から突出し、かつ絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により給電層と導通する金属製突起を有し、金属製突起が、所定の間隔で整列配置されているドラム電極。給電層及び給電層の表面を被覆する絶縁層を有するドラムの絶縁層内に、絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、電気めっきにより、貫通孔に金属を充填すると共に、貫通孔の開口部に金属の突起を形成する工程とを備えているドラム電極の製造方法。
【解決手段】導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、給電層、給電層の表面を被覆する絶縁層、および絶縁層の表面から突出し、かつ絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により給電層と導通する金属製突起を有し、金属製突起が、所定の間隔で整列配置されているドラム電極。給電層及び給電層の表面を被覆する絶縁層を有するドラムの絶縁層内に、絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、電気めっきにより、貫通孔に金属を充填すると共に、貫通孔の開口部に金属の突起を形成する工程とを備えているドラム電極の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性が付与された多孔性の長尺帯を連続的にめっきするためのめっき装置に使用されるドラム電極及びその製造方法に関する。
【背景技術】
【0002】
近年、電池の電極、各種フイルター、触媒の担体等に、連通気孔を有する3次元網状構造の金属多孔体が広く使用されている。このような金属多孔体は、一般に、発泡ウレタン等の連通気孔を有する3次元網状構造の多孔質樹脂支持体に導電性を付与した後、多孔質樹脂支持体の表面に金属を電気めっきし、その後、多孔質樹脂を熱処理により分解、除去することにより作製される。
【0003】
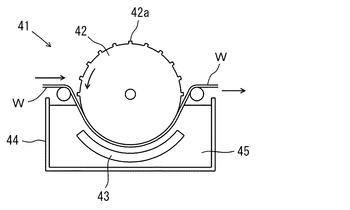
上記電気めっき用として、例えば、図4に示すめっき装置が用いられている。図4において、41はめっき装置であり、42はカソードとしてのドラム電極であり、42aはドラム電極42上に形成された導電材からなる突起であり、43はアノードであり、44はめっき槽であり、45はめっき槽44に収容されためっき液であり、Wは、めっきが施される導電性が付与された多孔性の長尺帯、すなわち多孔質樹脂支持体(ワーク)である。
【0004】
ドラム電極42は、その下部がめっき液45に浸漬されて、ワークWの搬送速度と同じ速度で回転する。めっき中、突起42aが多孔体であるワークWの小孔に入り込み、突起42aの周囲でめっきが行われるため、ワークWの内部まで充分にめっきすることができる。
【0005】
上記のようなめっき装置に用いられるドラム電極として、導電材からなる突起を有すると共に、突起以外の表面が絶縁層で覆われたドラム電極が開示されている(例えば、特許文献1)。突起以外の表面を絶縁層で覆うことにより、突起以外の部分でのめっきの形成を抑制することができ、電気めっきの厚みを多孔質樹脂支持体の表面から内部にわたって均一にすることができる。
【0006】
そして、このようなドラム電極は、表面が給電層(給電ブスバー)であるドラム表面を、3次元網状金属体または多数の金属細線で被覆し、これを樹脂で埋設して固定した後、表面を研磨して金属を露出させ、露出した金属を突起とすることにより製造される。
【0007】
図5は、このような方法により製造されたドラム電極の断面を模式的に示す模式断面図である。図5において、42bは金属からなる給電層であり、42cは3次元網状金属体であり、42dはエポキシ樹脂などの絶縁層である。突起42aは、3次元網状金属体42cを絶縁層42dで埋設して固定した後、絶縁層42dの表面を研磨して露出させるなどの方法により形成される。
【0008】
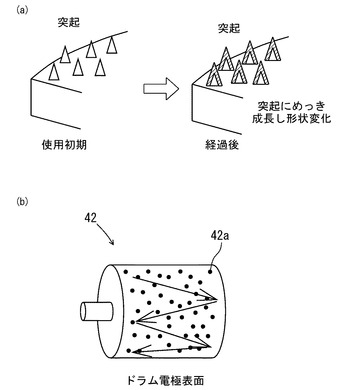
上記のようなドラム電極を用いた場合、ドラム電極がめっき液内に浸漬されているため、多孔質樹脂支持体上にめっきが形成されると共に、導電材からなる突起部にもめっきが形成されて、図6(a)に示すように、突起部の形状が変化する。突起部の形状が変化すると、めっき条件が変化してめっき品質が安定しなくなる。そこで、バイト等を用いて析出した金属を切削する切削処理が行われている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第2628600号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来のドラム電極の場合は、前記したように、3次元網状金属体などを用いて突起を形成させているため、突起はドラム表面にランダムに配置された状態となっている。このため、上記の切削処理を均一に行うことは困難である。即ち、横方向(太さ)に成長した突起の横方向の切削処理は、突起の配置がランダムな場合には、各突起毎にバイトの位置調整等を行う必要があるため、多数の突起を同時に(1回のバイトの位置調整で)同様な状態に切削することが難しい。
【0011】
例えば、突起の配置がランダムな場合の切削処理として、具体的には、図6(b)に矢印で示すようにジグザク状に切削する方法が挙げられる。しかし、この方法を用いて、ランダムに配置された多数の突起を切削しようとすると、突起自体が切削されてしまう恐れがあり、切削後の突起の形状や大きさ(横断面積)にばらつきが生じる恐れがある。この結果、連続して安定した品質でめっきを行うことができない。
【0012】
本発明は、上記の従来技術の問題点に鑑み、多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく、容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者は、鋭意検討の結果、以下の各請求項に示す発明により上記課題が解決できることを見出し、本発明を完成するに至った。以下、各請求項の発明について説明する。
【0014】
請求項1に記載の発明は、
導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、
給電層、前記給電層の表面を被覆する絶縁層、および
前記絶縁層の表面から突出し、かつ前記絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により前記給電層と導通する金属製突起を有し、
前記金属製突起が、所定の間隔で整列配置されている
ことを特徴とするドラム電極である。
【0015】
本請求項の発明においては、多数の突起を所定の間隔で整列配置しているため、その間隔に合わせてバイトの位置を固定した状態でドラム電極を回転させることにより、この多数の突起の横側(サイド)を、同時に同様な状態で切削することができる。また、ドラム電極を固定し、1つのバイトを軸方向に沿って動かすことにより、前記とは異なる横側(サイド)を、同時に同様な状態で切削することができる。このように、突起を切削することなく、容易に、同時に同様な状態で切削することができるため、突起の形状を一定に維持することができ、その結果、めっきを連続して安定した品質で行うことができる。また、バイトの位置を工夫することにより、突起を切削することなく、ジグザク状に効率的に切削することも可能となる。
【0016】
請求項2に記載の発明は、
前記絶縁層が、アルミニウムの陽極酸化被膜からなる絶縁層であることを特徴とする請求項1に記載のドラム電極である。
【0017】
アルミニウムの陽極酸化被膜(アルマイト:登録商標)は、絶縁性に優れると共に、耐摩耗性にも優れているため、絶縁層として好ましく使用することができる。
【0018】
請求項3に記載の発明は、
前記絶縁層が、フッ素系樹脂、エポキシ系樹脂、シリコン系樹脂のいずれかからなる絶縁層であることを特徴とする請求項1に記載のドラム電極である。
【0019】
これらの樹脂は、絶縁性に優れると共に、耐摩耗性にも優れているため、絶縁層として好ましく使用することができる。フッ素系樹脂はアルミニウムめっきの場合特に好ましく、エポキシ系樹脂やシリコン系樹脂はニッケルめっきの場合特に好ましく使用することができる。
【0020】
請求項4に記載の発明は、
請求項1乃至請求項3のいずれか1項に記載のドラム電極の製造方法であって、
給電層及び前記給電層の表面を被覆する絶縁層を有するドラムの前記絶縁層内に、前記絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、
電気めっきにより、前記貫通孔に金属を充填すると共に、前記貫通孔の開口部に前記金属の突起を形成する工程と
を備えていることを特徴とするドラム電極の製造方法である。
【0021】
絶縁層内に所定の間隔で貫通孔を形成した後、電気めっきにより、貫通孔内および貫通孔の開口部に金属を析出させて、突起を形成することにより、多数の突起が所定の間隔で整列配置されたドラム電極を容易に製造することができる。
【0022】
請求項5に記載の発明は、
前記貫通孔を形成する工程が、機械加工による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法である。
【0023】
機械加工による貫通孔の形成は、容易かつ安価に行うことができるため好ましい。
【0024】
請求項6に記載の発明は、
前記貫通孔を形成する工程が、マスク法による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法である。
【0025】
マスク法を用いた場合、精度が高い貫通孔の配置を容易に行うことができるため好ましい。
【0026】
具体的なマスク法を用いた貫通孔の形成方法の一例としては、フォトリソグラフィを用いたエッチングを挙げることができる。
【発明の効果】
【0027】
本発明によれば、多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施の形態におけるドラム電極の構造を模式的に示す図である。
【図2】本発明の一実施の形態におけるドラム電極の突起の配置の一例を説明する図である。
【図3】本発明の一実施の形態におけるドラム電極の突起の形成方法を説明する図である。
【図4】導電性が付与された長尺帯を、連続して電気めっきするめっき装置の概要を模式的に示す図である。
【図5】従来のめっき装置用のドラム電極の構造を模式的に示す図である。
【図6】めっきを行った場合のドラム電極の突起の形状変化を説明する図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施の形態につき、図面を用いて説明する。
【0030】
1.ドラム電極の構造
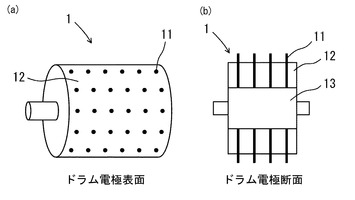
初めに、ドラム電極の構造について説明する。図1は、本実施の形態におけるドラム電極の構造を模式的に示す図であり、図1(a)は斜視図であり、図1(b)はドラムの軸を含む断面図である。図1において1はドラム電極であり、11は突起であり、12は絶縁層であり、13は給電層である。
【0031】
(1)突起
突起11は、絶縁層12を貫通しており、一端は給電層13に接しており、他端は絶縁層12の表面から突出して突起を形成している。突起11のサイズは、ワークに対して一様にめっきが施されるように、ワークのセル径や厚さに応じて適宜設定されており、例えば、底部の直径、高さがそれぞれ0.5mm、1mm程度に設定された突起11が設けられる。
【0032】
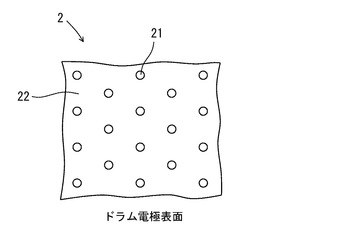
突起11は、ドラム電極1の表面に整列して配置される。突起11の間隔(ピッチ)は、製品に一様にめっきを施すことができるように適宜設定されており、例えば、1.5mm程度に好ましく設定される。また、整列方法としては、図2に示す整列方法が好ましく用いられる。図2は、ドラム電極の表面の一部を表わす平面図であり、図2において2はドラム電極であり、21は突起であり、22は絶縁層である。突起21は、碁盤目状に配置しても良いが、図2に示すように、千鳥状に配置する方が突起ピッチを均等にすることができ、めっき品質の面からは好ましい。
【0033】
突起11は、一般に、めっきする金属と同じ材質の金属で形成されることが好ましい。具体的には、例えばニッケル(Ni)めっき用にはNiで形成された突起11が、アルミニウム(Al)めっき用にはAlで形成された突起11が好ましく用いられる。
【0034】
(2)絶縁層
イ.アルマイト製の絶縁層
絶縁層12としては、アルマイト製の絶縁層が好ましく用いられる。このような絶縁層は、Al製の給電層の表面をアルマイト加工処理することにより形成される。
【0035】
ロ.樹脂製の絶縁層
また、絶縁層12として、エポキシ系、シリコン系、フッ素系樹脂などの樹脂が給電層13の表面にコーティングされた絶縁層を用いることもできる。これらの樹脂の内でも、特に、Alめっき用にはフッ素系樹脂の絶縁層が好ましく用いられる。
【0036】
(3)給電層
給電層13としては、製品への不純物混入防止の観点より、めっき組成と同じ材質の給電層が好ましく用いられる。
【0037】
2.突起の形成方法
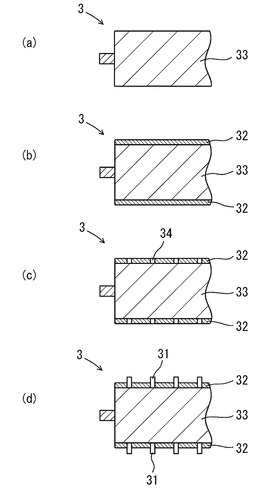
次に、突起の形成方法について説明する。図3は、本発明の一実施の形態におけるドラム電極の突起の形成方法を説明する図である。図3において、3はドラム電極であり、31は突起であり、32は絶縁層であり、33は給電層であり、34は貫通孔である。
【0038】
まず、図3(a)に示す給電層33の表面に、図3(b)に示すように絶縁層32を形成する。次に、機械加工またはフォトリソグラフィなどのマスク法、あるいはエキシマレーザ等のレーザを用いて、図3(c)に示すように絶縁層32の所定の位置に、所定の大きさの貫通孔34を形成する。
【0039】
次に、例えば、電気めっきにより貫通孔34に突起31を形成させる。具体的には、例えば、Ni製の突起31は、給電層33を陰極として、Niめっきすることにより形成され、Al製の突起31は、給電層33を陰極として、Alめっきすることにより形成される。
【0040】
突起31の太さおよび絶縁層32の表面からの高さは、それぞれ貫通孔34の太さおよびめっき量を調整することにより制御される。
【0041】
3.めっき装置およびめっき方法
上記により製造されたドラム電極は、図4に記載の突起42aを有するドラム電極42として使用される。
【0042】
このとき、突起42aは整列配置されているため、バイトを用いる方法等により切削処理を容易に行うことができ、形状や大きさのそろった突起を容易に再生できるので、連続して安定した品質でめっきを行うことができる。
【実施例】
【0043】
図4に示すめっき装置41を用いて、ドラム電極42として図1に示す突起部が整列配置されたドラム電極を使用して、多孔体のワークWにめっきを施した。めっき条件は以下の通りである。
(1)ドラム電極
ドラム径 :2m
突起 :高さ1mm、底部の直径0.5mm、ピッチ1.5mm
(2)めっき条件
めっき液の組成 :AlCl3/EMIC=2mol/1mol
通電電流 :5000A
ワーク :発泡ウレタン(厚さ1.4mm、幅1000mm、孔径
0.5mm)
ワークの速度 :700mm/分
ワークの浸漬長さ:2.5m
【0044】
上記の条件でめっきを行うと共に、ドラム電極がめっき液外に出たところで、毎周、突起部に形成された金属析出物を切削処理した。ワークのめっき目付量(見かけの単位面積当たりのめっき質量)を測定し、幅方向のめっき目付量のばらつきを調べた。その結果、幅方向のめっき目付量のばらつきは、狙い目付量の±5%以内であった。
【0045】
次に、比較のため、図5に示す従来の突起部が整列配置されていない従来のドラム電極を用い、ドラム電極がめっき液外に出たところで、毎周、バイトで突起部を切削加工し、表面の金属析出物を除去した。前記以外は、上記の実施例と同じ条件でめっきを実施した。その結果、幅方向のめっき目付量のばらつきは、狙い目付量の±20%であった。
【0046】
以上より、本発明の場合には、突起部が整列配置されているため、バイトを用いる方法等により切削処理を容易に行うことができ、形状や大きさのそろった突起を容易に再生できるので、連続して安定した品質でめっきを行うことができることが分かる。
【0047】
以上、本発明を実施の形態に基づいて説明したが、本発明は上記の実施の形態に限定されるものではない。本発明と同一および均等の範囲内において、上記の実施の形態に対して種々の変更を加えることができる。
【符号の説明】
【0048】
1、2、3、42 ドラム電極(カソード)
11、21、31、42a 突起
12、22、32、42d 絶縁層
13、33、42b 給電層
34 貫通孔
41 めっき装置
42c 3次元網状金属体
44 めっき槽
45 めっき液
W ワーク
【技術分野】
【0001】
本発明は、導電性が付与された多孔性の長尺帯を連続的にめっきするためのめっき装置に使用されるドラム電極及びその製造方法に関する。
【背景技術】
【0002】
近年、電池の電極、各種フイルター、触媒の担体等に、連通気孔を有する3次元網状構造の金属多孔体が広く使用されている。このような金属多孔体は、一般に、発泡ウレタン等の連通気孔を有する3次元網状構造の多孔質樹脂支持体に導電性を付与した後、多孔質樹脂支持体の表面に金属を電気めっきし、その後、多孔質樹脂を熱処理により分解、除去することにより作製される。
【0003】
上記電気めっき用として、例えば、図4に示すめっき装置が用いられている。図4において、41はめっき装置であり、42はカソードとしてのドラム電極であり、42aはドラム電極42上に形成された導電材からなる突起であり、43はアノードであり、44はめっき槽であり、45はめっき槽44に収容されためっき液であり、Wは、めっきが施される導電性が付与された多孔性の長尺帯、すなわち多孔質樹脂支持体(ワーク)である。
【0004】
ドラム電極42は、その下部がめっき液45に浸漬されて、ワークWの搬送速度と同じ速度で回転する。めっき中、突起42aが多孔体であるワークWの小孔に入り込み、突起42aの周囲でめっきが行われるため、ワークWの内部まで充分にめっきすることができる。
【0005】
上記のようなめっき装置に用いられるドラム電極として、導電材からなる突起を有すると共に、突起以外の表面が絶縁層で覆われたドラム電極が開示されている(例えば、特許文献1)。突起以外の表面を絶縁層で覆うことにより、突起以外の部分でのめっきの形成を抑制することができ、電気めっきの厚みを多孔質樹脂支持体の表面から内部にわたって均一にすることができる。
【0006】
そして、このようなドラム電極は、表面が給電層(給電ブスバー)であるドラム表面を、3次元網状金属体または多数の金属細線で被覆し、これを樹脂で埋設して固定した後、表面を研磨して金属を露出させ、露出した金属を突起とすることにより製造される。
【0007】
図5は、このような方法により製造されたドラム電極の断面を模式的に示す模式断面図である。図5において、42bは金属からなる給電層であり、42cは3次元網状金属体であり、42dはエポキシ樹脂などの絶縁層である。突起42aは、3次元網状金属体42cを絶縁層42dで埋設して固定した後、絶縁層42dの表面を研磨して露出させるなどの方法により形成される。
【0008】
上記のようなドラム電極を用いた場合、ドラム電極がめっき液内に浸漬されているため、多孔質樹脂支持体上にめっきが形成されると共に、導電材からなる突起部にもめっきが形成されて、図6(a)に示すように、突起部の形状が変化する。突起部の形状が変化すると、めっき条件が変化してめっき品質が安定しなくなる。そこで、バイト等を用いて析出した金属を切削する切削処理が行われている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第2628600号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来のドラム電極の場合は、前記したように、3次元網状金属体などを用いて突起を形成させているため、突起はドラム表面にランダムに配置された状態となっている。このため、上記の切削処理を均一に行うことは困難である。即ち、横方向(太さ)に成長した突起の横方向の切削処理は、突起の配置がランダムな場合には、各突起毎にバイトの位置調整等を行う必要があるため、多数の突起を同時に(1回のバイトの位置調整で)同様な状態に切削することが難しい。
【0011】
例えば、突起の配置がランダムな場合の切削処理として、具体的には、図6(b)に矢印で示すようにジグザク状に切削する方法が挙げられる。しかし、この方法を用いて、ランダムに配置された多数の突起を切削しようとすると、突起自体が切削されてしまう恐れがあり、切削後の突起の形状や大きさ(横断面積)にばらつきが生じる恐れがある。この結果、連続して安定した品質でめっきを行うことができない。
【0012】
本発明は、上記の従来技術の問題点に鑑み、多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく、容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者は、鋭意検討の結果、以下の各請求項に示す発明により上記課題が解決できることを見出し、本発明を完成するに至った。以下、各請求項の発明について説明する。
【0014】
請求項1に記載の発明は、
導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、
給電層、前記給電層の表面を被覆する絶縁層、および
前記絶縁層の表面から突出し、かつ前記絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により前記給電層と導通する金属製突起を有し、
前記金属製突起が、所定の間隔で整列配置されている
ことを特徴とするドラム電極である。
【0015】
本請求項の発明においては、多数の突起を所定の間隔で整列配置しているため、その間隔に合わせてバイトの位置を固定した状態でドラム電極を回転させることにより、この多数の突起の横側(サイド)を、同時に同様な状態で切削することができる。また、ドラム電極を固定し、1つのバイトを軸方向に沿って動かすことにより、前記とは異なる横側(サイド)を、同時に同様な状態で切削することができる。このように、突起を切削することなく、容易に、同時に同様な状態で切削することができるため、突起の形状を一定に維持することができ、その結果、めっきを連続して安定した品質で行うことができる。また、バイトの位置を工夫することにより、突起を切削することなく、ジグザク状に効率的に切削することも可能となる。
【0016】
請求項2に記載の発明は、
前記絶縁層が、アルミニウムの陽極酸化被膜からなる絶縁層であることを特徴とする請求項1に記載のドラム電極である。
【0017】
アルミニウムの陽極酸化被膜(アルマイト:登録商標)は、絶縁性に優れると共に、耐摩耗性にも優れているため、絶縁層として好ましく使用することができる。
【0018】
請求項3に記載の発明は、
前記絶縁層が、フッ素系樹脂、エポキシ系樹脂、シリコン系樹脂のいずれかからなる絶縁層であることを特徴とする請求項1に記載のドラム電極である。
【0019】
これらの樹脂は、絶縁性に優れると共に、耐摩耗性にも優れているため、絶縁層として好ましく使用することができる。フッ素系樹脂はアルミニウムめっきの場合特に好ましく、エポキシ系樹脂やシリコン系樹脂はニッケルめっきの場合特に好ましく使用することができる。
【0020】
請求項4に記載の発明は、
請求項1乃至請求項3のいずれか1項に記載のドラム電極の製造方法であって、
給電層及び前記給電層の表面を被覆する絶縁層を有するドラムの前記絶縁層内に、前記絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、
電気めっきにより、前記貫通孔に金属を充填すると共に、前記貫通孔の開口部に前記金属の突起を形成する工程と
を備えていることを特徴とするドラム電極の製造方法である。
【0021】
絶縁層内に所定の間隔で貫通孔を形成した後、電気めっきにより、貫通孔内および貫通孔の開口部に金属を析出させて、突起を形成することにより、多数の突起が所定の間隔で整列配置されたドラム電極を容易に製造することができる。
【0022】
請求項5に記載の発明は、
前記貫通孔を形成する工程が、機械加工による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法である。
【0023】
機械加工による貫通孔の形成は、容易かつ安価に行うことができるため好ましい。
【0024】
請求項6に記載の発明は、
前記貫通孔を形成する工程が、マスク法による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法である。
【0025】
マスク法を用いた場合、精度が高い貫通孔の配置を容易に行うことができるため好ましい。
【0026】
具体的なマスク法を用いた貫通孔の形成方法の一例としては、フォトリソグラフィを用いたエッチングを挙げることができる。
【発明の効果】
【0027】
本発明によれば、多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施の形態におけるドラム電極の構造を模式的に示す図である。
【図2】本発明の一実施の形態におけるドラム電極の突起の配置の一例を説明する図である。
【図3】本発明の一実施の形態におけるドラム電極の突起の形成方法を説明する図である。
【図4】導電性が付与された長尺帯を、連続して電気めっきするめっき装置の概要を模式的に示す図である。
【図5】従来のめっき装置用のドラム電極の構造を模式的に示す図である。
【図6】めっきを行った場合のドラム電極の突起の形状変化を説明する図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施の形態につき、図面を用いて説明する。
【0030】
1.ドラム電極の構造
初めに、ドラム電極の構造について説明する。図1は、本実施の形態におけるドラム電極の構造を模式的に示す図であり、図1(a)は斜視図であり、図1(b)はドラムの軸を含む断面図である。図1において1はドラム電極であり、11は突起であり、12は絶縁層であり、13は給電層である。
【0031】
(1)突起
突起11は、絶縁層12を貫通しており、一端は給電層13に接しており、他端は絶縁層12の表面から突出して突起を形成している。突起11のサイズは、ワークに対して一様にめっきが施されるように、ワークのセル径や厚さに応じて適宜設定されており、例えば、底部の直径、高さがそれぞれ0.5mm、1mm程度に設定された突起11が設けられる。
【0032】
突起11は、ドラム電極1の表面に整列して配置される。突起11の間隔(ピッチ)は、製品に一様にめっきを施すことができるように適宜設定されており、例えば、1.5mm程度に好ましく設定される。また、整列方法としては、図2に示す整列方法が好ましく用いられる。図2は、ドラム電極の表面の一部を表わす平面図であり、図2において2はドラム電極であり、21は突起であり、22は絶縁層である。突起21は、碁盤目状に配置しても良いが、図2に示すように、千鳥状に配置する方が突起ピッチを均等にすることができ、めっき品質の面からは好ましい。
【0033】
突起11は、一般に、めっきする金属と同じ材質の金属で形成されることが好ましい。具体的には、例えばニッケル(Ni)めっき用にはNiで形成された突起11が、アルミニウム(Al)めっき用にはAlで形成された突起11が好ましく用いられる。
【0034】
(2)絶縁層
イ.アルマイト製の絶縁層
絶縁層12としては、アルマイト製の絶縁層が好ましく用いられる。このような絶縁層は、Al製の給電層の表面をアルマイト加工処理することにより形成される。
【0035】
ロ.樹脂製の絶縁層
また、絶縁層12として、エポキシ系、シリコン系、フッ素系樹脂などの樹脂が給電層13の表面にコーティングされた絶縁層を用いることもできる。これらの樹脂の内でも、特に、Alめっき用にはフッ素系樹脂の絶縁層が好ましく用いられる。
【0036】
(3)給電層
給電層13としては、製品への不純物混入防止の観点より、めっき組成と同じ材質の給電層が好ましく用いられる。
【0037】
2.突起の形成方法
次に、突起の形成方法について説明する。図3は、本発明の一実施の形態におけるドラム電極の突起の形成方法を説明する図である。図3において、3はドラム電極であり、31は突起であり、32は絶縁層であり、33は給電層であり、34は貫通孔である。
【0038】
まず、図3(a)に示す給電層33の表面に、図3(b)に示すように絶縁層32を形成する。次に、機械加工またはフォトリソグラフィなどのマスク法、あるいはエキシマレーザ等のレーザを用いて、図3(c)に示すように絶縁層32の所定の位置に、所定の大きさの貫通孔34を形成する。
【0039】
次に、例えば、電気めっきにより貫通孔34に突起31を形成させる。具体的には、例えば、Ni製の突起31は、給電層33を陰極として、Niめっきすることにより形成され、Al製の突起31は、給電層33を陰極として、Alめっきすることにより形成される。
【0040】
突起31の太さおよび絶縁層32の表面からの高さは、それぞれ貫通孔34の太さおよびめっき量を調整することにより制御される。
【0041】
3.めっき装置およびめっき方法
上記により製造されたドラム電極は、図4に記載の突起42aを有するドラム電極42として使用される。
【0042】
このとき、突起42aは整列配置されているため、バイトを用いる方法等により切削処理を容易に行うことができ、形状や大きさのそろった突起を容易に再生できるので、連続して安定した品質でめっきを行うことができる。
【実施例】
【0043】
図4に示すめっき装置41を用いて、ドラム電極42として図1に示す突起部が整列配置されたドラム電極を使用して、多孔体のワークWにめっきを施した。めっき条件は以下の通りである。
(1)ドラム電極
ドラム径 :2m
突起 :高さ1mm、底部の直径0.5mm、ピッチ1.5mm
(2)めっき条件
めっき液の組成 :AlCl3/EMIC=2mol/1mol
通電電流 :5000A
ワーク :発泡ウレタン(厚さ1.4mm、幅1000mm、孔径
0.5mm)
ワークの速度 :700mm/分
ワークの浸漬長さ:2.5m
【0044】
上記の条件でめっきを行うと共に、ドラム電極がめっき液外に出たところで、毎周、突起部に形成された金属析出物を切削処理した。ワークのめっき目付量(見かけの単位面積当たりのめっき質量)を測定し、幅方向のめっき目付量のばらつきを調べた。その結果、幅方向のめっき目付量のばらつきは、狙い目付量の±5%以内であった。
【0045】
次に、比較のため、図5に示す従来の突起部が整列配置されていない従来のドラム電極を用い、ドラム電極がめっき液外に出たところで、毎周、バイトで突起部を切削加工し、表面の金属析出物を除去した。前記以外は、上記の実施例と同じ条件でめっきを実施した。その結果、幅方向のめっき目付量のばらつきは、狙い目付量の±20%であった。
【0046】
以上より、本発明の場合には、突起部が整列配置されているため、バイトを用いる方法等により切削処理を容易に行うことができ、形状や大きさのそろった突起を容易に再生できるので、連続して安定した品質でめっきを行うことができることが分かる。
【0047】
以上、本発明を実施の形態に基づいて説明したが、本発明は上記の実施の形態に限定されるものではない。本発明と同一および均等の範囲内において、上記の実施の形態に対して種々の変更を加えることができる。
【符号の説明】
【0048】
1、2、3、42 ドラム電極(カソード)
11、21、31、42a 突起
12、22、32、42d 絶縁層
13、33、42b 給電層
34 貫通孔
41 めっき装置
42c 3次元網状金属体
44 めっき槽
45 めっき液
W ワーク
【特許請求の範囲】
【請求項1】
導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、
給電層、前記給電層の表面を被覆する絶縁層、および
前記絶縁層の表面から突出し、かつ前記絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により前記給電層と導通する金属製突起を有し、
前記金属製突起が、所定の間隔で整列配置されている
ことを特徴とするドラム電極。
【請求項2】
前記絶縁層が、アルミニウムの陽極酸化被膜からなる絶縁層であることを特徴とする請求項1に記載のドラム電極。
【請求項3】
前記絶縁層が、フッ素系樹脂、エポキシ系樹脂、シリコン系樹脂のいずれかからなる絶縁層であることを特徴とする請求項1に記載のドラム電極。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載のドラム電極の製造方法であって、
給電層及び前記給電層の表面を被覆する絶縁層を有するドラムの前記絶縁層内に、前記絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、
電気めっきにより、前記貫通孔に金属を充填すると共に、前記貫通孔の開口部に前記金属の突起を形成する工程と
を備えていることを特徴とするドラム電極の製造方法。
【請求項5】
前記貫通孔を形成する工程が、機械加工による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法。
【請求項6】
前記貫通孔を形成する工程が、マスク法による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法。
【請求項1】
導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、
給電層、前記給電層の表面を被覆する絶縁層、および
前記絶縁層の表面から突出し、かつ前記絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により前記給電層と導通する金属製突起を有し、
前記金属製突起が、所定の間隔で整列配置されている
ことを特徴とするドラム電極。
【請求項2】
前記絶縁層が、アルミニウムの陽極酸化被膜からなる絶縁層であることを特徴とする請求項1に記載のドラム電極。
【請求項3】
前記絶縁層が、フッ素系樹脂、エポキシ系樹脂、シリコン系樹脂のいずれかからなる絶縁層であることを特徴とする請求項1に記載のドラム電極。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載のドラム電極の製造方法であって、
給電層及び前記給電層の表面を被覆する絶縁層を有するドラムの前記絶縁層内に、前記絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、
電気めっきにより、前記貫通孔に金属を充填すると共に、前記貫通孔の開口部に前記金属の突起を形成する工程と
を備えていることを特徴とするドラム電極の製造方法。
【請求項5】
前記貫通孔を形成する工程が、機械加工による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法。
【請求項6】
前記貫通孔を形成する工程が、マスク法による貫通孔の形成であることを特徴とする請求項4に記載のドラム電極の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−7069(P2013−7069A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−138686(P2011−138686)
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(591174368)富山住友電工株式会社 (50)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月22日(2011.6.22)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(591174368)富山住友電工株式会社 (50)
【Fターム(参考)】
[ Back to top ]