
ナゲット径測定方法およびナゲット径測定装置
【課題】スポット溶接された鋼材におけるナゲットの径を簡易に、しかも精度良く非破壊検査することのできるナゲット径測定方法を提供する。
【解決手段】一対の電流電極針および一対の電圧電極針を備えた探針プローブを用いてスポット溶接された鋼材の表面を所定のラインに沿って走査し、この走査に伴って前記一対の電圧電極針により検出される電圧変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求める。
【解決手段】一対の電流電極針および一対の電圧電極針を備えた探針プローブを用いてスポット溶接された鋼材の表面を所定のラインに沿って走査し、この走査に伴って前記一対の電圧電極針により検出される電圧変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポット溶接により鋼材に形成されるナゲットの径を高精度に非破壊検査することのできるナゲット径測定方法およびナゲット径測定装置に関する。
【背景技術】
【0002】
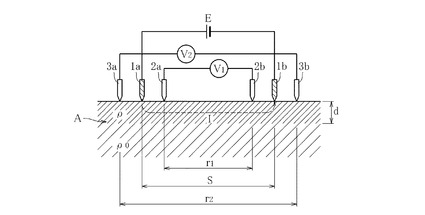
鋼材Aにおける焼き入れ層Bの深さdを検出する手段として、例えば図6に示すように鋼材表面の任意の2点間に電流Iを流す一対の電流電極針1a,1bと上記電流Iによって前記鋼材Aに生じる表面電位の差(電圧)V1,V2を検出する少なくとも一対の電圧電極針2a,2b,3a,3bとを備えた探針プローブを用いた非接触検査法が知られている(例えば特許文献1を参照)。この探針プローブを用いた非接触検査法は6探針法と称され、前述した各電極針間の距離S,r1,r2と前記電位差V1,V2との情報に従い、鋼材Aに生起された電位分布と前記鋼材(母材)Aおよび焼き入れ層Bの各抵抗率ρo,ρとの関係に従って焼き入れ層Bの深さdを算出するものである。
【0003】
また最近では上述した6探針法を応用してスポット溶接した鋼材におけるナゲットの径を計測することが試みられている。尚、上記ナゲットとは2枚の鋼材を重ね合わせてスポット溶接により接合した際、そのスポット溶接部分において2枚の鋼材が互いに溶融固化した塊部分を指す。
【特許文献1】特開2004−39355号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
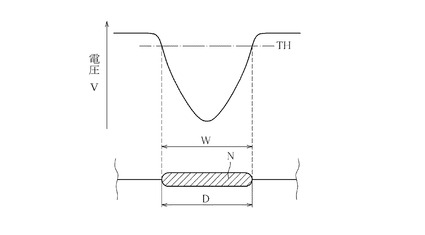
ところで従来のナゲット径計測においては、専ら、前述した探針プローブを用いた検査部位を、鋼材AにおけるナゲットNの形成領域を横切るように走査し、一対の電圧電極針2a,2bを介して検出される電圧V1の変化の様子を、その走査方向に亘って検出している。そして、例えば図7に示すように求められる検出電圧変化のプロフィールを所定の閾値THにて弁別し、これによって検出される上記プロフィールの幅WをナゲットNの径Dとして求めている。しかし上述した如くして求められるプロフィールの幅Wは、概ねナゲットNの径Dを表しているに過ぎない。しかも上記閾値THをどの程度に設定するかによってその計測値(ナゲット径D)が変化すると言う課題が残される。
【0005】
本発明はこのような事情を考慮してなされたもので、その目的は、スポット溶接された鋼材におけるナゲットの径を簡易に、しかも精度良く非破壊検査することのできるナゲット径測定方法およびナゲット径測定装置を提供することにある。
【課題を解決するための手段】
【0006】
上述した目的を達成するべく本発明に係るナゲット径測定方法は、
<A> 計測対象物である鋼材表面の任意の2点間に一定の電流または電圧を加える一対の電極針および上記電流または電圧によって前記鋼材に生じる表面電位を検出する少なくとも一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査し、
<B> この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求める
ことを特徴としている。
【0007】
具体的には、例えば前記探針プローブによる走査ラインを前記鋼材のスポット溶接領域の中心を横切る直線として設定した場合には、前記ナゲットの径を前記走査ラインにおいて検出された2つの特異点間の距離として求めることを特徴とする。或いは前記探針プローブによる走査ラインを、互いに交差して前記鋼材のスポット溶接領域をそれぞれ横切る2つの直線として設定した場合には、前記ナゲットの径を上記各走査ラインにおいてそれぞれ検出された特異点の中の少なくとも3つの特異点の検出位置により決定される前記ナゲットの外形形状を示す円の径として求めることを特徴としている。
【0008】
ちなみに前記探針プローブは、例えば複数の探触針を一定のピッチで直線上に配列したものであって、この探針プローブによる前記鋼材の走査は、上記複数の探触針の中から前記一対の電極針および前記一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えて行われる。
【0009】
また本発明に係るナゲット径測定装置は、
<a> 複数の探触針を一定のピッチで直線上に配列した探針プローブと、
<b> この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えるプローブ走査手段と、
<c> 前記一対の電極針を介して鋼材に一定の電流または電圧を印加する共に、この電流または電圧によって前記鋼材に生じる表面電圧を前記一対の電圧電極針を介して検出する鋼材検査手段と、
<d> 前記プローブ走査手段による前記探触針の走査に伴って上記鋼材検査手段にて検出された電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出する解析手段と、
<e> この解析手段により求められた上記特異点の前記走査方向における検出位置からスポット溶接により前記鋼材に形成されたナゲットの径を求めるナゲット径算出手段と
を具備したことを特徴としている。
【0010】
特に前記探針プローブとして、複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイを、互いに交差させて設けたものを用いることを特徴としている。
【発明の効果】
【0011】
本発明に係るナゲット径測定方法においては、上述したように一対の電極針および一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査することで、この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィール(電位分布)が求められる。その上で走査方向における前記検出電圧の変化のプロフィールを解析したところ、特に前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超えて変化する2つの特異点が存在することに着目している。
【0012】
そしてこれらの特異点の電圧は、専ら、ナゲットの形成領域における電位勾配が比較的急峻であり、これに対してナゲットが形成されていなす領域での電位勾配が比較的緩慢であることに起因して、ナゲットのエッジを挟む部位間での電位勾配が急激であり、この急峻な電位勾配によって生じているとの考察結果に基づいてなされている。そこで本発明においては上記プロフィールにおける上述した特異点を検出し、例えば2つの特異点間の幅(距離)をナゲットの径として検出することで、スポット溶接により鋼材に形成されたナゲットの径を簡易に精度良く、しかも再現性良く計測し得るものとなっている。
【0013】
また本発明に係るナゲット径測定装置は、複数の探触針を一定のピッチで直線上に配列した探針プローブを用い、この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えることで探針プローブを走査するプローブ走査手段と、この走査に連動して前記一対の電流電極針を介して鋼材に一定の電流または電圧を加えると共に、この電流または電圧によって前記鋼材に生じる表面電位を前記一対の電圧電極針を介して検出する鋼材検査手段とを備えるので、計測対象物である鋼材を簡易に走査することができる。
【0014】
しかも上述した走査によって求められる電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える点を特異点として検出し(解析手段)、この解析手段により求められた2つの特異点の前記走査方向における検出位置から、スポット溶接により前記鋼材に形成されたナゲットの径を求めるので(ナゲット径算出手段)、簡易な構成でありながらナゲット径を精度良く、しかも再現性良く検出することができる。
【0015】
換言すれば探針プローブの電気的な走査と、検出された電圧変化のプロフィールに対する簡易な解析処理だけで、スポット溶接により鋼材に形成されたナゲットの径を簡易に精度良く、しかも再現性良く計測することができる等の実用上多大なる効果が奏せられる。
【発明を実施するための最良の形態】
【0016】
以下、図面を参照して本発明の実施形態に係るナゲット径測定方法およびナゲット径測定装置について説明する。
本発明に係るナゲット径測定方法は、例えば2枚の鋼材Aを重ね合わせて、その重ね合わせ部をスポット溶接したときに生じるナゲットNの径を上記鋼材の表面から非破壊検査により計測するものであって、例えば図1に示すように構成されたナゲット径測定装置を用いて実施される。
【0017】
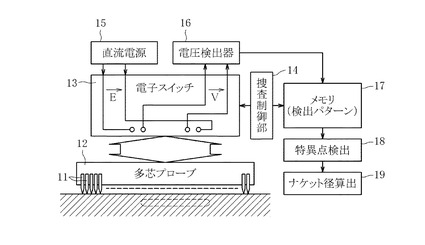
このナゲット径測定装置は、概略的には複数(例えば10〜20本)の探触針11を一定のピッチ、例えば1mmピッチで直線配列してアレイ構造化した探針プローブ12と、この探針プローブ12における複数の探触針11の中から一対の電流電極針Ia,Ibおよび一対の電圧電極針Va,Vbとして用いる探触針11をそれぞれ選択する電子スイッチ13と、この電子スイッチ13の作動を制御して前記電流電極針Ia,Ibおよび前記電圧電極針Va,Vbとして選択する探触針11をその配列方向に順次切り換える走査制御部(プローブ走査手段)14とを備える。
【0018】
前記一対の電流電極針Ia,Ibは、例えば前記鋼材に電流Iを流すことで該鋼材に、その内部抵抗に応じた電位分布を生起する為のものであって、前記一対の電圧電極針Va,Vbは上記電流Iによって前記鋼材に生じる表面電位を検出する為のものである。尚、前記一対の電流電極針Ia,Ibを介して一定の電流Iを流すことに代えて、一対の電流電極針Ia,Ib間に一定の電圧Eを印加して前記鋼材に、その内部抵抗に応じた電位分布を生起するようにしても良い。
【0019】
ちなみに上記電流電極針Ia,Ibおよび前記電圧電極針Va,Vbの選択は、上述した複数(n本)の探触針11の配列順序を#1,#2,#3,#4,#5〜#nとした場合、例えば#1,#4の探触針11を電流電極針Ia,Ibとし、#2,#3の探触針11を電圧電極針Va,Vbとして用いるように、連続する4本の探触針11を1組として捉え、その外側の2本を電流電極針Ia,Ib、内側の2本を電圧電極針Va,Vbとしてそれぞれ選択することによって行われる。そしてこの探針プローブ12の走査は、上述したように選択する探触針11の組を[#1,#2,#3,#4]から[#2,#3,#4,#5]へと変更し、次いで[#3,#4,#5,#6]へと変更すると言う手順を繰り返すことにより、探触針11を順次1本ずつシフトさせて行われる。
【0020】
このようにして選択される一対の電流電極針Ia,Ibとしての2本の探触針11は直流電源15に接続される。また一対の電圧電極針Va,Vbは電圧検出器16に接続される。即ち、上述した探針プローブ12は、検査対象物である鋼材Aの表面に複数の探触針11を一括して接触させて該鋼材Aの非破壊検査に供せられるものであって、前記一対の電流電極針Ia,Ibは鋼材Aとの接触点間に、例えば前述した直流電源15から一定の電圧Eを印加することで、その間に前記鋼材Aの内部抵抗に応じた電流Iを流す役割を担う。尚、前述したように一対の電流電極針Ia,Ibを介して前記直流電源15から鋼材Aに一定の電流Iを流すようにしても良い。また前記一対の電圧電極針Va,Vbは、上述した一対の電流電極針Ia,Ib間に加えられた一定の電圧Eまたは一定の電流Iによって鋼材Aの内部に生じる電位分布を、該電圧電極針Va,Vb間に生じる電圧Vとして検出する役割を担い、この電圧が前記電圧検出器16にて検出される。これらの直流電源15および電圧検出器16は、探針プローブ12を用いて鋼材Aの内部状況に応じて変化する情報を求める鋼材検査手段としての役割を担う。
【0021】
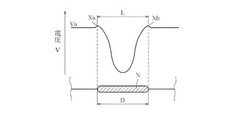
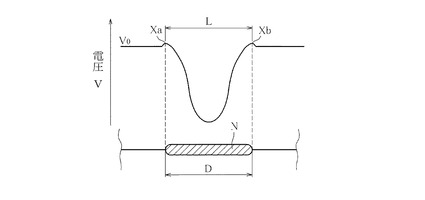
本発明に係るナゲット径測定装置は、上述した探針プローブ11とその駆動手段に加えて、前述したプローブ走査に連動して前記電圧電極針Va,Vbを介して検出された電圧Vを順次記録し、その電圧変化のプロフィール(電圧変化パターン)を上記走査方向に亘って求めるメモリ17を備える。そして本装置の特徴的な処理機能である特異点検出手段(解析手段)18は、上記メモリ17に求められた検出電圧の走査方向に亘る変化のプロフィールを解析し、その電圧Vが前記鋼材Aのスポット溶接領域(ナゲット形成領域)を外れた部位での検出電圧Voを超える2つの特異点Xa,Xbを検出しており、ナゲット径算出手段19は、上記特異点検出手段(解析手段)18により求められた2つの特異点Xa,Xbの前記鋼材Aの表面における検出位置間の距離Lとして、スポット溶接により前記鋼材Aに形成されたナゲットNの径Dを求めている。
【0022】
即ち、スポット溶接された鋼材Aの表面を、前述した探針プローブ11を用いてそのスポット溶接領域(ナゲット形成領域)を横切って走査したとき、該プローブ11によって検出される電圧Vは、スポット溶接領域(ナゲット形成領域)とこのスポット溶接領域(ナゲット形成領域)から外れた領域とで異なり、例えば図2に示すように変化する。具体的には上記検出電圧Vは、その走査線上の両端部であるスポット溶接領域(ナゲット形成領域)から外れた領域においては或る一定の電圧Voとなり、走査線上の中央部であるスポット溶接領域(ナゲット形成領域)においては、ナゲットNの中心部程その電圧が上記電圧Voよりも低くなる。特にナゲットNのエッジ部においては、スポット溶接領域(ナゲット形成領域)での電位分布と、上記スポット溶接領域(ナゲット形成領域)から外れた領域での電位分布の異なりに起因して、その検出電圧は前記一定電圧Voよりも若干高くなる。
【0023】
前述した特異点検出手段(解析手段)18は、スポット溶接領域(ナゲット形成領域)から外れた領域において検出される一定電圧Voよりも若干高くなる電圧が検出された位置を図2に示すように特異点Xa,Xbとして検出しており、ナゲット径算出手段19は上記2つの特異点Xa,XbがそれぞれナゲットNのエッジ位置を示していることに着目して、上記特異点Xa,Xbの検出位置間の距離LとしてそのナゲットNの径Dを求めている。
【0024】
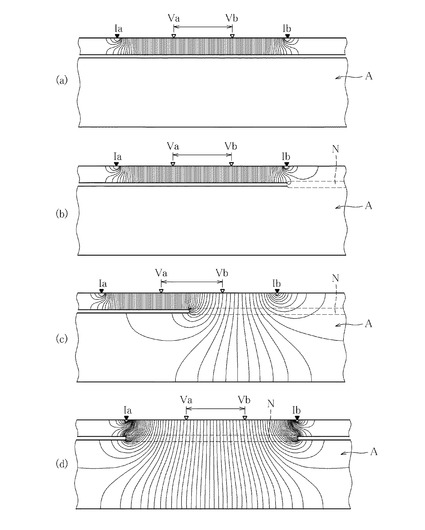
今少し詳しく説明すると、2枚の鋼板を重ね合わせてスポット溶接すると、そのスポット溶接領域においては上記2枚の鋼板が溶融固化して一体化してナゲットNを形成する。従ってのこのナゲットNの形成領域における鋼板Aの厚みは、上記2枚の鋼板が重なり合って一体化した厚みとなる。しかし上記ナゲットNの形成領域から外れた領域においては上記2枚の鋼板が単に重なり合っているだけであり、これらの鋼板は物理的には離れていると看做し得る。これ故、前述した一対の電流電極針Ia,Ibから前記鋼材Aに一定の電圧Eを印加したとき、或いは一対の電流電極針Ia,Ib間に一定の電流Iを流したときに該鋼材Aに生じる電位分布は、前記電流電極針Ia,Ibの接触位置が鋼材Aのどの領域であるかによって異なる。即ち、鋼材Aに生じる電位分布は、例えば図3(a)〜(d)に模式的に示すように電流電極針Ia,Ibの位置とナゲットNの形成領域との位置関係によって異なる。
【0025】
具体的には一対の電流電極針Ia,IbをナゲットNの形成領域から外れた領域に位置付けた場合には、専ら、該電流電極針Ia,Ibが接触した表面側の鋼材中だけに電界が形成されるので、図3(a)に示すように表面側の鋼材にだけ電位分布が生じる。しかも電界の形成幅が狭く、電界生成領域での内部抵抗が大きいので、鋼材Aに生じる電位分布の様子を示す等電位線は、例えば図3(a)に示すように略一定間隔で密となる。これ故、前記一対の電流電極針Ia,Ib間に設けられた一対の電圧電極針Va,Vbによって検出される電位差(電圧)は高くなる。このような鋼材Aの一対の電流電極針Ia,Ib間における電位分布の形成状態は、前記電流電極針Ia,Ibの位置を徐々にずらしながら、その一方がナゲットNのエッジ位置に掛かる状態まで移動させた場合にも、図3(b)に示すように殆ど変わることがない。従って一対の電流電極針Ia,IbをナゲットNの形成領域から外れた領域において移動させても、一対の電圧電極針Va,Vbによって検出される電位差(電圧)は殆ど変化することがなく、表面側の鋼材の内部抵抗だけに依存して或る程度高い一定の電圧Voとして検出される。
【0026】
これに対して一対の電流電極針Ia,Ibの一方が、図3(c)に示すようにナゲットNのエッジを跨いでナゲットNの形成領域に位置付けられると、電流電極針Ia,Ib間に形成される電界はナゲットNを介して裏面側の鋼材にまで拡がる。そしてナゲットNの形成領域においては電界の形成幅が広くなり、その内部抵抗も小さくなるので、ナゲットNの形成領域における電位分布の様子を示す等電位線は、例えば図3(c)に示すように粗くなる。しかしナゲットNの形成領域から外れた周辺領域においては、表面側の鋼材と裏面側の鋼材との間に隙間(空間)が存在するので(表裏の鋼材を一体化するナゲットNが存在しないので)、上述した如く裏面側にまで拡がった電界は表面側の鋼材まで延びることはない。
【0027】
そして鋼材A内に形成される電位分布は、図3(c)に示すようにナゲットNのエッジを境として大きく変化し、ナゲットNの形成領域においては等電位線の間隔が粗くなり、ナゲットNの形成領域から外れた周辺領域においては上記ナゲットNの形成領域においては等電位線の間隔が粗くなった分、その等電位線の間隔が前述した図3(a)(b)にそれぞれ示す等電位線の間隔よりも狭くなる。この結果、ナゲットNのエッジを跨いで位置付けられる一対の電圧電極針Va,Vbにて検出される電圧が前述した一定電圧Voを超えて高くなることがある。特に前記ナゲットNのエッジを横切って前記一対の電圧電極針Va,Vbによる電圧検出位置を移動させた場合、上述した如く等電位線の間隔がより密に狭まった領域の電圧を検出することになるので、その検出電圧が前述した一定電圧Voよりも僅かではあるが高くなることになる。
【0028】
その後、一対の電流電極針Ia,IbがナゲットNの形成領域に位置付けられた場合には、例えば図3(d)に示すように鋼材Aの電流電極針Ia,Ib間に形成される電位分布の等電位線はナゲットNを介して裏面側の鋼材にまで幅広く拡がり、その等電位線の間隔が粗くなる。そして電流電極針Ia,Ibの近傍領域においてのみ、その周囲の影響を受けて等電位線の間隔が若干狭くなる。この結果、前述した一対の電圧電極針Va,Vbは、ナゲットNの形成領域における等電位線の間隔が広い電位分布の領域の電位差を検出することになるので、その検出電圧は前述した一定電圧Voよりも低くなる。このようにして一対の電圧電極針Va,Vbにて検出される電圧が最も低くなる位置は、ナゲットNのエッジの影響が最も少なくなる該ナゲットNの中心である。
【0029】
この結果、前述した探針プローブ11にてナゲットNの形成領域を横切って走査し、その電圧変化(表面電位分布)を検出した場合、前述した図2に示すようにナゲットNの形成領域に対応してその検出電圧が低くなり、ナゲットNのエッジにおいてその検出電圧が、ナゲットNの周囲にて検出される電圧Voよりも若干高くなる。そしてこの検出電圧が周囲電圧Voよりも若干高くなる位置、つまり検出電圧の変化プロフィール(変化パターン)における上述した特異点は、ナゲットNのエッジ位置を示していることになる。
【0030】
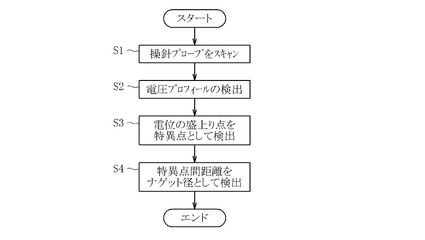
本発明に係るナゲット径測定方法およびナゲット径測定装置は上述した考察に立脚してなされており、図4にその概略的な処理手順を示すように前述した探針プローブ11を用いてスポット溶接した鋼材AのナゲットNの形成位置を横切るように走査することにより開始される[ステップS1]。好ましくは探針プローブ11による走査は、ナゲットNの形成領域の中心を通るようにして行われる。この探針プローブ11の走査は、前述したように探針プローブ11を構成する複数本の探触針11を電気的にその接続を順次切り替えることにより行われる。
【0031】
しかる後、上記探針プローブ11の走査によって検出される電圧を、その走査に連動して展開することで電圧変化のプロフィール(変化パターン)をその走査方向に亘って検出し[ステップS2]、前述したようにナゲットNの周辺部において検出される電圧Voよりも若干高い電圧となる2つの特異点Xa,Xbを検出する[ステップS3]。そしてこれらの特異点Xa,Xb間の距離Lと、探針プローブ11による鋼材Aの走査幅との関係から上記特異点Xa,Xb間の距離Lに相当するナゲットNの径Dを求める[ステップS4]。
【0032】
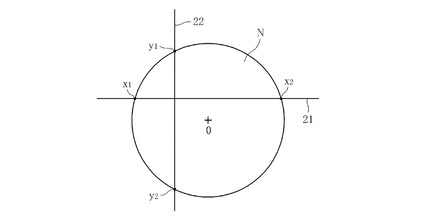
尚、ナゲットNの形成領域の中心を通るように前記探針プローブ11による鋼材Aの走査位置を設定することが困難な場合には、例えば複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイ21,22を互いに交差させて設けた探針プローブを用い、図5に示すように上記2組の探触針アレイにて鋼材Aのスポット溶接領域(ナゲット形成領域)をそれぞれ横切って走査するようにすれば良い。そしてこれらの2組の探触針アレイにてそれぞれ検出される特異点(ナゲットNのエッジ位置)xa,xb,ya,ybの中の少なくとも3つの特異点の検出位置からナゲットNの外形形状を示す円を求め、この円の径としてナゲット径Dを求めるようにすれば良い。但し、この場合、2組の探触針アレイが互いに干渉しないように、その駆動・走査を制御することは勿論のことである。
【0033】
以上説明したようにしてナゲットNの径Dを計測する本発明方法および装置によれば、ナゲット領域を走査したときに得られる電圧変化の特異点に着目しているので、ナゲットNの径Dを簡易に、しかも精度良く計測することができる。しかも従来のようにナゲット領域を走査したときに得られる電圧変化のパターンを、図7に示したように或る閾値THで弁別してナゲット径を求めるものとは異なるので計測値に対する信頼性が高く、しかも計測再現性も高い等の効果が奏せられる。
【0034】
尚、本発明は上述した実施形態に限定されるものではない。例えば探針プローブ11の構成、つまり複数本の探触針12の数やその配列ピッチ等は、要求される測定仕様に応じて設定すれば良いものである。また2つの特異点Xa,Xbの間隔と、その電圧プロフィールのボトム点をなすナゲットNの中心位置とを基準にしてナゲットNの径を最定義することも勿論可能である。また電圧検出器16の出力をパーソナルコンピュータ(PC)に取り込み、前述した処理をソフトウェア的に実行することも勿論可能である。また前述した2組の探触針アレイ21,22については、必ずしもその探触針11の配列方向を互いに直交させて設ける必要はない。その他、本発明はその要旨を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施形態に係るナゲット径測定方法を実施するナゲット径測定装置の概略構成図。
【図2】スポット溶接した鋼材を走査して求められる電位分布の変化パターンの例と、この変化パターンにおける特異点とナゲット径との関係を示す図。
【図3】走査位置よって変化する鋼材内部の電位分布の様子を模式的に示す図。
【図4】本発明に係るナゲット径測定方法の概略的な処理手順を示す図。
【図5】2組の探触針アレイを用いたナゲット径計測の原理を説明する為の図。
【図6】6探針法による鋼材内部の状態検出の原理を説明する為の図。
【図7】従来の一般的なナゲット径計測の測定原理を説明する為の図。
【符号の説明】
【0036】
11 探針プローブ
12 探触針
13 電子スイッチ
14 走査制御部
15 直流電源
16 電圧検出器
17 メモリ
18 特異点検出部
19 ナゲット径算出部
21,22 探触針アレイ
Ia,Ib 電流電極針
Va,Vb 電圧電極針
【技術分野】
【0001】
本発明は、スポット溶接により鋼材に形成されるナゲットの径を高精度に非破壊検査することのできるナゲット径測定方法およびナゲット径測定装置に関する。
【背景技術】
【0002】
鋼材Aにおける焼き入れ層Bの深さdを検出する手段として、例えば図6に示すように鋼材表面の任意の2点間に電流Iを流す一対の電流電極針1a,1bと上記電流Iによって前記鋼材Aに生じる表面電位の差(電圧)V1,V2を検出する少なくとも一対の電圧電極針2a,2b,3a,3bとを備えた探針プローブを用いた非接触検査法が知られている(例えば特許文献1を参照)。この探針プローブを用いた非接触検査法は6探針法と称され、前述した各電極針間の距離S,r1,r2と前記電位差V1,V2との情報に従い、鋼材Aに生起された電位分布と前記鋼材(母材)Aおよび焼き入れ層Bの各抵抗率ρo,ρとの関係に従って焼き入れ層Bの深さdを算出するものである。
【0003】
また最近では上述した6探針法を応用してスポット溶接した鋼材におけるナゲットの径を計測することが試みられている。尚、上記ナゲットとは2枚の鋼材を重ね合わせてスポット溶接により接合した際、そのスポット溶接部分において2枚の鋼材が互いに溶融固化した塊部分を指す。
【特許文献1】特開2004−39355号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで従来のナゲット径計測においては、専ら、前述した探針プローブを用いた検査部位を、鋼材AにおけるナゲットNの形成領域を横切るように走査し、一対の電圧電極針2a,2bを介して検出される電圧V1の変化の様子を、その走査方向に亘って検出している。そして、例えば図7に示すように求められる検出電圧変化のプロフィールを所定の閾値THにて弁別し、これによって検出される上記プロフィールの幅WをナゲットNの径Dとして求めている。しかし上述した如くして求められるプロフィールの幅Wは、概ねナゲットNの径Dを表しているに過ぎない。しかも上記閾値THをどの程度に設定するかによってその計測値(ナゲット径D)が変化すると言う課題が残される。
【0005】
本発明はこのような事情を考慮してなされたもので、その目的は、スポット溶接された鋼材におけるナゲットの径を簡易に、しかも精度良く非破壊検査することのできるナゲット径測定方法およびナゲット径測定装置を提供することにある。
【課題を解決するための手段】
【0006】
上述した目的を達成するべく本発明に係るナゲット径測定方法は、
<A> 計測対象物である鋼材表面の任意の2点間に一定の電流または電圧を加える一対の電極針および上記電流または電圧によって前記鋼材に生じる表面電位を検出する少なくとも一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査し、
<B> この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求める
ことを特徴としている。
【0007】
具体的には、例えば前記探針プローブによる走査ラインを前記鋼材のスポット溶接領域の中心を横切る直線として設定した場合には、前記ナゲットの径を前記走査ラインにおいて検出された2つの特異点間の距離として求めることを特徴とする。或いは前記探針プローブによる走査ラインを、互いに交差して前記鋼材のスポット溶接領域をそれぞれ横切る2つの直線として設定した場合には、前記ナゲットの径を上記各走査ラインにおいてそれぞれ検出された特異点の中の少なくとも3つの特異点の検出位置により決定される前記ナゲットの外形形状を示す円の径として求めることを特徴としている。
【0008】
ちなみに前記探針プローブは、例えば複数の探触針を一定のピッチで直線上に配列したものであって、この探針プローブによる前記鋼材の走査は、上記複数の探触針の中から前記一対の電極針および前記一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えて行われる。
【0009】
また本発明に係るナゲット径測定装置は、
<a> 複数の探触針を一定のピッチで直線上に配列した探針プローブと、
<b> この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えるプローブ走査手段と、
<c> 前記一対の電極針を介して鋼材に一定の電流または電圧を印加する共に、この電流または電圧によって前記鋼材に生じる表面電圧を前記一対の電圧電極針を介して検出する鋼材検査手段と、
<d> 前記プローブ走査手段による前記探触針の走査に伴って上記鋼材検査手段にて検出された電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出する解析手段と、
<e> この解析手段により求められた上記特異点の前記走査方向における検出位置からスポット溶接により前記鋼材に形成されたナゲットの径を求めるナゲット径算出手段と
を具備したことを特徴としている。
【0010】
特に前記探針プローブとして、複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイを、互いに交差させて設けたものを用いることを特徴としている。
【発明の効果】
【0011】
本発明に係るナゲット径測定方法においては、上述したように一対の電極針および一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査することで、この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィール(電位分布)が求められる。その上で走査方向における前記検出電圧の変化のプロフィールを解析したところ、特に前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超えて変化する2つの特異点が存在することに着目している。
【0012】
そしてこれらの特異点の電圧は、専ら、ナゲットの形成領域における電位勾配が比較的急峻であり、これに対してナゲットが形成されていなす領域での電位勾配が比較的緩慢であることに起因して、ナゲットのエッジを挟む部位間での電位勾配が急激であり、この急峻な電位勾配によって生じているとの考察結果に基づいてなされている。そこで本発明においては上記プロフィールにおける上述した特異点を検出し、例えば2つの特異点間の幅(距離)をナゲットの径として検出することで、スポット溶接により鋼材に形成されたナゲットの径を簡易に精度良く、しかも再現性良く計測し得るものとなっている。
【0013】
また本発明に係るナゲット径測定装置は、複数の探触針を一定のピッチで直線上に配列した探針プローブを用い、この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えることで探針プローブを走査するプローブ走査手段と、この走査に連動して前記一対の電流電極針を介して鋼材に一定の電流または電圧を加えると共に、この電流または電圧によって前記鋼材に生じる表面電位を前記一対の電圧電極針を介して検出する鋼材検査手段とを備えるので、計測対象物である鋼材を簡易に走査することができる。
【0014】
しかも上述した走査によって求められる電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える点を特異点として検出し(解析手段)、この解析手段により求められた2つの特異点の前記走査方向における検出位置から、スポット溶接により前記鋼材に形成されたナゲットの径を求めるので(ナゲット径算出手段)、簡易な構成でありながらナゲット径を精度良く、しかも再現性良く検出することができる。
【0015】
換言すれば探針プローブの電気的な走査と、検出された電圧変化のプロフィールに対する簡易な解析処理だけで、スポット溶接により鋼材に形成されたナゲットの径を簡易に精度良く、しかも再現性良く計測することができる等の実用上多大なる効果が奏せられる。
【発明を実施するための最良の形態】
【0016】
以下、図面を参照して本発明の実施形態に係るナゲット径測定方法およびナゲット径測定装置について説明する。
本発明に係るナゲット径測定方法は、例えば2枚の鋼材Aを重ね合わせて、その重ね合わせ部をスポット溶接したときに生じるナゲットNの径を上記鋼材の表面から非破壊検査により計測するものであって、例えば図1に示すように構成されたナゲット径測定装置を用いて実施される。
【0017】
このナゲット径測定装置は、概略的には複数(例えば10〜20本)の探触針11を一定のピッチ、例えば1mmピッチで直線配列してアレイ構造化した探針プローブ12と、この探針プローブ12における複数の探触針11の中から一対の電流電極針Ia,Ibおよび一対の電圧電極針Va,Vbとして用いる探触針11をそれぞれ選択する電子スイッチ13と、この電子スイッチ13の作動を制御して前記電流電極針Ia,Ibおよび前記電圧電極針Va,Vbとして選択する探触針11をその配列方向に順次切り換える走査制御部(プローブ走査手段)14とを備える。
【0018】
前記一対の電流電極針Ia,Ibは、例えば前記鋼材に電流Iを流すことで該鋼材に、その内部抵抗に応じた電位分布を生起する為のものであって、前記一対の電圧電極針Va,Vbは上記電流Iによって前記鋼材に生じる表面電位を検出する為のものである。尚、前記一対の電流電極針Ia,Ibを介して一定の電流Iを流すことに代えて、一対の電流電極針Ia,Ib間に一定の電圧Eを印加して前記鋼材に、その内部抵抗に応じた電位分布を生起するようにしても良い。
【0019】
ちなみに上記電流電極針Ia,Ibおよび前記電圧電極針Va,Vbの選択は、上述した複数(n本)の探触針11の配列順序を#1,#2,#3,#4,#5〜#nとした場合、例えば#1,#4の探触針11を電流電極針Ia,Ibとし、#2,#3の探触針11を電圧電極針Va,Vbとして用いるように、連続する4本の探触針11を1組として捉え、その外側の2本を電流電極針Ia,Ib、内側の2本を電圧電極針Va,Vbとしてそれぞれ選択することによって行われる。そしてこの探針プローブ12の走査は、上述したように選択する探触針11の組を[#1,#2,#3,#4]から[#2,#3,#4,#5]へと変更し、次いで[#3,#4,#5,#6]へと変更すると言う手順を繰り返すことにより、探触針11を順次1本ずつシフトさせて行われる。
【0020】
このようにして選択される一対の電流電極針Ia,Ibとしての2本の探触針11は直流電源15に接続される。また一対の電圧電極針Va,Vbは電圧検出器16に接続される。即ち、上述した探針プローブ12は、検査対象物である鋼材Aの表面に複数の探触針11を一括して接触させて該鋼材Aの非破壊検査に供せられるものであって、前記一対の電流電極針Ia,Ibは鋼材Aとの接触点間に、例えば前述した直流電源15から一定の電圧Eを印加することで、その間に前記鋼材Aの内部抵抗に応じた電流Iを流す役割を担う。尚、前述したように一対の電流電極針Ia,Ibを介して前記直流電源15から鋼材Aに一定の電流Iを流すようにしても良い。また前記一対の電圧電極針Va,Vbは、上述した一対の電流電極針Ia,Ib間に加えられた一定の電圧Eまたは一定の電流Iによって鋼材Aの内部に生じる電位分布を、該電圧電極針Va,Vb間に生じる電圧Vとして検出する役割を担い、この電圧が前記電圧検出器16にて検出される。これらの直流電源15および電圧検出器16は、探針プローブ12を用いて鋼材Aの内部状況に応じて変化する情報を求める鋼材検査手段としての役割を担う。
【0021】
本発明に係るナゲット径測定装置は、上述した探針プローブ11とその駆動手段に加えて、前述したプローブ走査に連動して前記電圧電極針Va,Vbを介して検出された電圧Vを順次記録し、その電圧変化のプロフィール(電圧変化パターン)を上記走査方向に亘って求めるメモリ17を備える。そして本装置の特徴的な処理機能である特異点検出手段(解析手段)18は、上記メモリ17に求められた検出電圧の走査方向に亘る変化のプロフィールを解析し、その電圧Vが前記鋼材Aのスポット溶接領域(ナゲット形成領域)を外れた部位での検出電圧Voを超える2つの特異点Xa,Xbを検出しており、ナゲット径算出手段19は、上記特異点検出手段(解析手段)18により求められた2つの特異点Xa,Xbの前記鋼材Aの表面における検出位置間の距離Lとして、スポット溶接により前記鋼材Aに形成されたナゲットNの径Dを求めている。
【0022】
即ち、スポット溶接された鋼材Aの表面を、前述した探針プローブ11を用いてそのスポット溶接領域(ナゲット形成領域)を横切って走査したとき、該プローブ11によって検出される電圧Vは、スポット溶接領域(ナゲット形成領域)とこのスポット溶接領域(ナゲット形成領域)から外れた領域とで異なり、例えば図2に示すように変化する。具体的には上記検出電圧Vは、その走査線上の両端部であるスポット溶接領域(ナゲット形成領域)から外れた領域においては或る一定の電圧Voとなり、走査線上の中央部であるスポット溶接領域(ナゲット形成領域)においては、ナゲットNの中心部程その電圧が上記電圧Voよりも低くなる。特にナゲットNのエッジ部においては、スポット溶接領域(ナゲット形成領域)での電位分布と、上記スポット溶接領域(ナゲット形成領域)から外れた領域での電位分布の異なりに起因して、その検出電圧は前記一定電圧Voよりも若干高くなる。
【0023】
前述した特異点検出手段(解析手段)18は、スポット溶接領域(ナゲット形成領域)から外れた領域において検出される一定電圧Voよりも若干高くなる電圧が検出された位置を図2に示すように特異点Xa,Xbとして検出しており、ナゲット径算出手段19は上記2つの特異点Xa,XbがそれぞれナゲットNのエッジ位置を示していることに着目して、上記特異点Xa,Xbの検出位置間の距離LとしてそのナゲットNの径Dを求めている。
【0024】
今少し詳しく説明すると、2枚の鋼板を重ね合わせてスポット溶接すると、そのスポット溶接領域においては上記2枚の鋼板が溶融固化して一体化してナゲットNを形成する。従ってのこのナゲットNの形成領域における鋼板Aの厚みは、上記2枚の鋼板が重なり合って一体化した厚みとなる。しかし上記ナゲットNの形成領域から外れた領域においては上記2枚の鋼板が単に重なり合っているだけであり、これらの鋼板は物理的には離れていると看做し得る。これ故、前述した一対の電流電極針Ia,Ibから前記鋼材Aに一定の電圧Eを印加したとき、或いは一対の電流電極針Ia,Ib間に一定の電流Iを流したときに該鋼材Aに生じる電位分布は、前記電流電極針Ia,Ibの接触位置が鋼材Aのどの領域であるかによって異なる。即ち、鋼材Aに生じる電位分布は、例えば図3(a)〜(d)に模式的に示すように電流電極針Ia,Ibの位置とナゲットNの形成領域との位置関係によって異なる。
【0025】
具体的には一対の電流電極針Ia,IbをナゲットNの形成領域から外れた領域に位置付けた場合には、専ら、該電流電極針Ia,Ibが接触した表面側の鋼材中だけに電界が形成されるので、図3(a)に示すように表面側の鋼材にだけ電位分布が生じる。しかも電界の形成幅が狭く、電界生成領域での内部抵抗が大きいので、鋼材Aに生じる電位分布の様子を示す等電位線は、例えば図3(a)に示すように略一定間隔で密となる。これ故、前記一対の電流電極針Ia,Ib間に設けられた一対の電圧電極針Va,Vbによって検出される電位差(電圧)は高くなる。このような鋼材Aの一対の電流電極針Ia,Ib間における電位分布の形成状態は、前記電流電極針Ia,Ibの位置を徐々にずらしながら、その一方がナゲットNのエッジ位置に掛かる状態まで移動させた場合にも、図3(b)に示すように殆ど変わることがない。従って一対の電流電極針Ia,IbをナゲットNの形成領域から外れた領域において移動させても、一対の電圧電極針Va,Vbによって検出される電位差(電圧)は殆ど変化することがなく、表面側の鋼材の内部抵抗だけに依存して或る程度高い一定の電圧Voとして検出される。
【0026】
これに対して一対の電流電極針Ia,Ibの一方が、図3(c)に示すようにナゲットNのエッジを跨いでナゲットNの形成領域に位置付けられると、電流電極針Ia,Ib間に形成される電界はナゲットNを介して裏面側の鋼材にまで拡がる。そしてナゲットNの形成領域においては電界の形成幅が広くなり、その内部抵抗も小さくなるので、ナゲットNの形成領域における電位分布の様子を示す等電位線は、例えば図3(c)に示すように粗くなる。しかしナゲットNの形成領域から外れた周辺領域においては、表面側の鋼材と裏面側の鋼材との間に隙間(空間)が存在するので(表裏の鋼材を一体化するナゲットNが存在しないので)、上述した如く裏面側にまで拡がった電界は表面側の鋼材まで延びることはない。
【0027】
そして鋼材A内に形成される電位分布は、図3(c)に示すようにナゲットNのエッジを境として大きく変化し、ナゲットNの形成領域においては等電位線の間隔が粗くなり、ナゲットNの形成領域から外れた周辺領域においては上記ナゲットNの形成領域においては等電位線の間隔が粗くなった分、その等電位線の間隔が前述した図3(a)(b)にそれぞれ示す等電位線の間隔よりも狭くなる。この結果、ナゲットNのエッジを跨いで位置付けられる一対の電圧電極針Va,Vbにて検出される電圧が前述した一定電圧Voを超えて高くなることがある。特に前記ナゲットNのエッジを横切って前記一対の電圧電極針Va,Vbによる電圧検出位置を移動させた場合、上述した如く等電位線の間隔がより密に狭まった領域の電圧を検出することになるので、その検出電圧が前述した一定電圧Voよりも僅かではあるが高くなることになる。
【0028】
その後、一対の電流電極針Ia,IbがナゲットNの形成領域に位置付けられた場合には、例えば図3(d)に示すように鋼材Aの電流電極針Ia,Ib間に形成される電位分布の等電位線はナゲットNを介して裏面側の鋼材にまで幅広く拡がり、その等電位線の間隔が粗くなる。そして電流電極針Ia,Ibの近傍領域においてのみ、その周囲の影響を受けて等電位線の間隔が若干狭くなる。この結果、前述した一対の電圧電極針Va,Vbは、ナゲットNの形成領域における等電位線の間隔が広い電位分布の領域の電位差を検出することになるので、その検出電圧は前述した一定電圧Voよりも低くなる。このようにして一対の電圧電極針Va,Vbにて検出される電圧が最も低くなる位置は、ナゲットNのエッジの影響が最も少なくなる該ナゲットNの中心である。
【0029】
この結果、前述した探針プローブ11にてナゲットNの形成領域を横切って走査し、その電圧変化(表面電位分布)を検出した場合、前述した図2に示すようにナゲットNの形成領域に対応してその検出電圧が低くなり、ナゲットNのエッジにおいてその検出電圧が、ナゲットNの周囲にて検出される電圧Voよりも若干高くなる。そしてこの検出電圧が周囲電圧Voよりも若干高くなる位置、つまり検出電圧の変化プロフィール(変化パターン)における上述した特異点は、ナゲットNのエッジ位置を示していることになる。
【0030】
本発明に係るナゲット径測定方法およびナゲット径測定装置は上述した考察に立脚してなされており、図4にその概略的な処理手順を示すように前述した探針プローブ11を用いてスポット溶接した鋼材AのナゲットNの形成位置を横切るように走査することにより開始される[ステップS1]。好ましくは探針プローブ11による走査は、ナゲットNの形成領域の中心を通るようにして行われる。この探針プローブ11の走査は、前述したように探針プローブ11を構成する複数本の探触針11を電気的にその接続を順次切り替えることにより行われる。
【0031】
しかる後、上記探針プローブ11の走査によって検出される電圧を、その走査に連動して展開することで電圧変化のプロフィール(変化パターン)をその走査方向に亘って検出し[ステップS2]、前述したようにナゲットNの周辺部において検出される電圧Voよりも若干高い電圧となる2つの特異点Xa,Xbを検出する[ステップS3]。そしてこれらの特異点Xa,Xb間の距離Lと、探針プローブ11による鋼材Aの走査幅との関係から上記特異点Xa,Xb間の距離Lに相当するナゲットNの径Dを求める[ステップS4]。
【0032】
尚、ナゲットNの形成領域の中心を通るように前記探針プローブ11による鋼材Aの走査位置を設定することが困難な場合には、例えば複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイ21,22を互いに交差させて設けた探針プローブを用い、図5に示すように上記2組の探触針アレイにて鋼材Aのスポット溶接領域(ナゲット形成領域)をそれぞれ横切って走査するようにすれば良い。そしてこれらの2組の探触針アレイにてそれぞれ検出される特異点(ナゲットNのエッジ位置)xa,xb,ya,ybの中の少なくとも3つの特異点の検出位置からナゲットNの外形形状を示す円を求め、この円の径としてナゲット径Dを求めるようにすれば良い。但し、この場合、2組の探触針アレイが互いに干渉しないように、その駆動・走査を制御することは勿論のことである。
【0033】
以上説明したようにしてナゲットNの径Dを計測する本発明方法および装置によれば、ナゲット領域を走査したときに得られる電圧変化の特異点に着目しているので、ナゲットNの径Dを簡易に、しかも精度良く計測することができる。しかも従来のようにナゲット領域を走査したときに得られる電圧変化のパターンを、図7に示したように或る閾値THで弁別してナゲット径を求めるものとは異なるので計測値に対する信頼性が高く、しかも計測再現性も高い等の効果が奏せられる。
【0034】
尚、本発明は上述した実施形態に限定されるものではない。例えば探針プローブ11の構成、つまり複数本の探触針12の数やその配列ピッチ等は、要求される測定仕様に応じて設定すれば良いものである。また2つの特異点Xa,Xbの間隔と、その電圧プロフィールのボトム点をなすナゲットNの中心位置とを基準にしてナゲットNの径を最定義することも勿論可能である。また電圧検出器16の出力をパーソナルコンピュータ(PC)に取り込み、前述した処理をソフトウェア的に実行することも勿論可能である。また前述した2組の探触針アレイ21,22については、必ずしもその探触針11の配列方向を互いに直交させて設ける必要はない。その他、本発明はその要旨を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施形態に係るナゲット径測定方法を実施するナゲット径測定装置の概略構成図。
【図2】スポット溶接した鋼材を走査して求められる電位分布の変化パターンの例と、この変化パターンにおける特異点とナゲット径との関係を示す図。
【図3】走査位置よって変化する鋼材内部の電位分布の様子を模式的に示す図。
【図4】本発明に係るナゲット径測定方法の概略的な処理手順を示す図。
【図5】2組の探触針アレイを用いたナゲット径計測の原理を説明する為の図。
【図6】6探針法による鋼材内部の状態検出の原理を説明する為の図。
【図7】従来の一般的なナゲット径計測の測定原理を説明する為の図。
【符号の説明】
【0036】
11 探針プローブ
12 探触針
13 電子スイッチ
14 走査制御部
15 直流電源
16 電圧検出器
17 メモリ
18 特異点検出部
19 ナゲット径算出部
21,22 探触針アレイ
Ia,Ib 電流電極針
Va,Vb 電圧電極針
【特許請求の範囲】
【請求項1】
鋼材表面の任意の2点間に一定の電流または電圧を印加する一対の電極針および上記電流または電圧によって前記鋼材に生じる表面電位を検出する少なくとも一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査し、
この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求めることを特徴とするナゲット径測定方法。
【請求項2】
前記探針プローブによる走査ラインは、前記鋼材のスポット溶接領域の中心を横切る直線として設定されるものであって、
前記ナゲットの径は、前記走査ラインにおいて検出された2つの特異点間の距離として求められる請求項1に記載のナゲット径測定方法。
【請求項3】
前記探針プローブによる走査ラインは、互いに交差して前記鋼材のスポット溶接領域をそれぞれ横切る2つの直線として設定されるものであって、
前記ナゲットの径は、上記各走査ラインにおいてそれぞれ検出された特異点の中の少なくとも3つの特異点の検出位置により決定される前記ナゲットの外形形状を示す円の径として求められる請求項1に記載のナゲット径測定方法。
【請求項4】
前記探針プローブは、複数の探触針を一定のピッチで直線配列したものであって、
前記探針プローブによる前記鋼材の走査は、上記複数の探触針の中から前記一対の電極針および前記一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えて行われるものである請求項1に記載のナゲット径測定方法。
【請求項5】
複数の探触針を一定のピッチで直線配列した探針プローブと、
この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えるプローブ走査手段と、
前記一対の電極針を介して鋼材に一定の電流または電圧を加えると共に、この電流または電圧によって前記鋼材に生じる表面電位を前記一対の電圧電極針にて検出する鋼材検査手段と、
前記プローブ走査手段による前記探触針の走査に伴って上記鋼材検査手段にて検出された電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出する解析手段と、
この解析手段により求められた上記特異点の前記走査方向における検出位置からスポット溶接により前記鋼材に形成されたナゲットの径を求めるナゲット径算出手段と
を具備したことを特徴とするナゲット径測定装置。
【請求項6】
前記探針プローブは、複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイを、互いに交差させて設けたものである請求項5に記載のナゲット径測定装置。
【請求項1】
鋼材表面の任意の2点間に一定の電流または電圧を印加する一対の電極針および上記電流または電圧によって前記鋼材に生じる表面電位を検出する少なくとも一対の電圧電極針を備えた探針プローブを用いて、スポット溶接された鋼材の表面を所定のラインに沿って走査し、
この走査に伴って前記一対の電圧電極針により検出される電圧の前記走査方向に亘る変化のプロフィールから、その電圧が前記鋼材におけるスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出し、これらの特異点を検出した走査位置から前記スポット溶接により前記鋼材に形成されたナゲットの径を求めることを特徴とするナゲット径測定方法。
【請求項2】
前記探針プローブによる走査ラインは、前記鋼材のスポット溶接領域の中心を横切る直線として設定されるものであって、
前記ナゲットの径は、前記走査ラインにおいて検出された2つの特異点間の距離として求められる請求項1に記載のナゲット径測定方法。
【請求項3】
前記探針プローブによる走査ラインは、互いに交差して前記鋼材のスポット溶接領域をそれぞれ横切る2つの直線として設定されるものであって、
前記ナゲットの径は、上記各走査ラインにおいてそれぞれ検出された特異点の中の少なくとも3つの特異点の検出位置により決定される前記ナゲットの外形形状を示す円の径として求められる請求項1に記載のナゲット径測定方法。
【請求項4】
前記探針プローブは、複数の探触針を一定のピッチで直線配列したものであって、
前記探針プローブによる前記鋼材の走査は、上記複数の探触針の中から前記一対の電極針および前記一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えて行われるものである請求項1に記載のナゲット径測定方法。
【請求項5】
複数の探触針を一定のピッチで直線配列した探針プローブと、
この探針プローブにおける複数の探触針の中から一対の電極針および一対の電圧電極針として用いる探触針をそれぞれ選択すると共に、前記電極針および前記電圧電極針として選択する探触針をその配列方向に順次切り換えるプローブ走査手段と、
前記一対の電極針を介して鋼材に一定の電流または電圧を加えると共に、この電流または電圧によって前記鋼材に生じる表面電位を前記一対の電圧電極針にて検出する鋼材検査手段と、
前記プローブ走査手段による前記探触針の走査に伴って上記鋼材検査手段にて検出された電圧の上記走査方向に亘る変化のプロフィールから上記電圧が前記鋼材のスポット溶接領域を外れた部位での検出電圧を超える2つの特異点を検出する解析手段と、
この解析手段により求められた上記特異点の前記走査方向における検出位置からスポット溶接により前記鋼材に形成されたナゲットの径を求めるナゲット径算出手段と
を具備したことを特徴とするナゲット径測定装置。
【請求項6】
前記探針プローブは、複数の探触針をそれぞれ一定のピッチで直線配列した2組の探触針アレイを、互いに交差させて設けたものである請求項5に記載のナゲット径測定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−241419(P2008−241419A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−81354(P2007−81354)
【出願日】平成19年3月27日(2007.3.27)
【出願人】(591011775)電子磁気工業株式会社 (12)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月27日(2007.3.27)
【出願人】(591011775)電子磁気工業株式会社 (12)
【Fターム(参考)】
[ Back to top ]