
ナノインプリントリソグラフィー用の高耐久性レプリカモールドおよびその作製方法
【課題】化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができるレプリカモールドおよび、簡便かつ安価にレプリカモールドを作製する方法を提供する。
【解決手段】一般式(I):

(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が複数個組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物を用いて、レプリカモールドを作製する。
【解決手段】一般式(I):
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が複数個組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物を用いて、レプリカモールドを作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化学的、熱的および機械的なストレスに対して高い耐久性を有する、ナノインプリントリソグラフィー用レプリカモールドに関する。より詳しくは、本発明は、熱ナノインプリントリソグラフィーおよび光ナノインプリントリソグラフィーに好適に用いることができるレプリカモールドに関する。さらに、本発明は、このようなレプリカモールドの作製方法に関する。
【背景技術】
【0002】
近年、ナノインプリントリソグラフィー(NIL)技術は、エレクトロニクス、フォトニクス、磁気デバイス、バイオロジーなど様々な分野において、高解像度でナノスケールのパターンを形成するための最も期待される技術の一つである。
NIL技術は、樹脂層にモールド(スタンプまたはテンプレートともいう。)を押しつけることによって樹脂層にパターン形成する技術であり、熱NIL技術および光NIL技術がある。熱NIL技術では、熱可塑性樹脂の層に、そのガラス転移点以上の温度にて、高い圧力で硬質のモールドを押しつけ、その状態で冷却した後、モールドを取り外すことによって、樹脂層にパターニングを行う。また、光NIL技術では、光硬化性樹脂の層にモールドを押しつけ、その状態でUV等の光を照射した後、モールドを取り外すことによって、樹脂層にパターニングを行う。
さらに、高スループットかつ低コストで大面積にレリーフパターンを形成するNIL技術として、ステップ・アンド・フラッシュ・インプリント・リソグラフィー(SFIL)がある。SFILは、低温低圧の条件下で行うUV−NILである。SFILでは、低粘度の光硬化性樹脂を基板上に滴下するだけで樹脂層を形成するため、スピンコートを行う必要がない。この技術により、大面積に対して100nm以下のサイズの微小パターンを形成することができる[非特許文献1〜5]。
【0003】
しかしながら、NIL技術は、樹脂層に対してモールドを物理的に接触させて、圧力をかけることを要件とするため、高圧に耐えるモールドの材料として非常に高価な石英製のモールドを用いる必要がある。また、石英製モールドは作製するのに時間がかかる。さらに、石英製モールドであっても、比較的長時間のプロセスを繰り返すことによる破損や樹脂の付着による汚染などのいくつかの問題点が存在する。したがって、石英製モールドを用いることは経済的に非常に不利である。
【0004】
そこで、石英製モールドをマスターモールドとして、ナノスケールの構造体を作成するために開発された数々の技術を用いて、安価な樹脂製のレプリカモールドを作製する方法が提案されている。
【0005】
NIL技術に用いるレプリカモールドには、有機溶媒に対する高い耐性および、高い機械的強度が求められ、特に、熱NIL技術に適用するためには、150〜300℃程度の高温下での高い機械的強度が要求される。また、光NIL技術に適用するためには、パターン形成する樹脂層の光硬化に用いる波長に対する高い光透過性が要求される。
さらに、硬化した樹脂層からレプリカモールドを容易に除去するためには、レプリカモールドが樹脂層に対して低い付着性を有することが必要とされる。
【0006】
また、剛性のあるマスターモールドからレプリカモールドを作製するために、UV硬化性樹脂を用いるモールディング技術およびインプリンティング技術が、広く用いられているが、モールディング技術の大きな欠点は、加工の時間が長いことである。
したがって、短時間でナノスケールパターンを有するレプリカモールドを作製するためにも、NIL技術が適している。
特に、経済性の観点から、室温程度の低温にて低圧でレプリカモールドを作製できることが求められる。
室温程度の低温にて低圧でレプリカモールドを作製するため、レプリカモールドを作製するための樹脂が低い粘度を有することが求められる。
【0007】
レプリカモールドを作製するための樹脂として、例えば、ポリジメチルシロキサン(PDMS)、MINS101m(Minuta Technology Co. Ltd. 製)、NOA63(Norland Products Inc. 製)などのウレタン系UV硬化性ポリマー、テフロンAF2400(Du Pont 製)などのアモルファスフルオロポリマー、光硬化性フルオロポリマー、フッ素化有機−無機ハイブリッド材料等の樹脂を用いてレプリカモールドを作製する方法が挙げられる[非特許文献6]。
【0008】
しかしながら、これらの樹脂は、NIL技術に用いるレプリカモールドに求められる特性を十分に満足しない。
PDMSを用いて作製されたモールドは、ヤング率(0.5〜4MPa)も引っ張り弾性率(1.8MPa)も低いため、100nm以下の高い解像度および高密度を有するナノパターンを形成するには適していない。
MINS101mおよびNOA63のウレタン系UV硬化性ポリマーは、非常に高いヤング率(それぞれ、1.7GPaおよび1.655GPa)を有しているが、マスターモールドに強く付着して、取り外すときに、約70℃に加熱しなければならない。
高い引っ張り強度(1.6GPa)を有するアモルファスフルオロポリマーは、100nm以下のパターンを形成する低圧NILに用いることができるが、樹脂製モールド作製の際に、高圧(約150MPa)および高温(約300℃)の厳しい条件が必要である。
光硬化性フルオロポリマーおよびフッ素化有機−無機ハイブリッド材料もレプリカモールドに用いることができるが、機械強度(3.9MPa)や引っ張り強度(13MPa)が低く、高圧インプリント用のモールドには使用することができない。
【0009】
シルセスキオキサンは、一般式(Ia):
【0010】
【化1】
で示されるT単位が複数個組み合わさって構成されるポリシロキサンの総称であり、有機官能基RとSi−O結合でできた無機化合物から構成される(RSiO1.5)nの構造を持つネットワーク型ポリマーであり、SiO2とR2SiOの中間の性質を示す。
複数のT単位で構成されるシルセスキオキサンは、ランダム構造、ラダー型構造またはかご型構造を有するが、特に、8個のT単位で構成されるかご型構造体(T8)、10個のT単位で構成されるかご型構造体(T10)および12個のT単位で構成されるかご型構造体(T12)の三次元ネットワーク構造体は、「ポリへドラルオリゴシルセスキオキサン(Polyhedral Oligomeric Silsesquioxane)」と呼ばれ、種々の側鎖に取り囲まれたSiおよびOからなるコア(数nm)を有し、熱安定性、機械的強度、形状安定性、低誘電特性の観点から、高機能性材料として着目されている。
以下、代表的に、T8の構造を一般式(IIa)で示す。このように、T8は四角柱様構造を有する。同様に、T10およびT12は、それぞれ、五角柱様構造および六角柱様構造を有する。
【0011】
【化2】
【0012】
上記一般式(IIa)のRが水素である水素化シルセスキオサン(HSQ)を用いる室温ナノインプリントリソグラフィーに関する発明が開示されている(特許文献1)。この発明によれば、HSQポリマーをアルコール等の溶媒を用いて溶液にし、この溶液を被加工材料表面に塗布することによって塗布膜を形成する。その後、塗布面を約150℃以下の低温でプリベークした後型押しをすることにより被加工材料表面に微細SiO2パターンを形成する。
上記同様の技術であるが、HSQ膜に形成した微細パターンは一定温度以上に加熱されると形が崩れやすいため、HSQ塗布面に型押しにより微細パターンの付与を行い、HSQ膜の加熱工程をはさむことなく、その表面に酸素照射を行うことによって表面領域にSiO2薄膜を形成して、微細パターンが高温度でも維持できるようにする発明が開示されている(特許文献2)。
【0013】
シュミットらは、上記一般式(Ia)の側鎖Rを変化させて、T8の粘度への影響を調べた結果を開示している(非特許文献7)。側鎖Rとして末端にメタクリル基やエポキシ基のような重合性反応基で置換されたシロキシ基を有するT8誘導体(T8ACR8、T8EPOXY8)が開示されている。
【0014】
【化3】
【0015】
また、少なくとも1種の反応性基を有するシルセスキオキサン化合物、重合性単量体および光重合開始剤および界面活性剤を含む光ナノインプリントリソグラフィ用硬化性組成物の発明が開示されている(特許文献3)。この発明によれば、1〜40質量%のシルセスキオキサン化合物をレジスト膜として用いている。
【0016】
しかしながら、現在まで、NIL法において、このような重合性反応基を有するシルセスキオサンを用いて、化学的および熱的安定性、機械的強度、形状安定性に優れたレプリカモールドが完成された報告はされていない。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2003−100609号公報
【特許文献2】特開2008−053666号公報
【特許文献3】特開2009−073078号公報
【非特許文献】
【0018】
【非特許文献1】S. Y. Chou, P. R. Krauss, J. P. Renstrom, Appl. Phys. Lett. 1995, 67, 3114.
【非特許文献2】S. Y. Chou, P. R. Krauss, J. P. Renstrom, Science 1996, 272, 85.
【非特許文献3】J. Haisma, M. Verheijen, K. Vandenheuvel, J. Vandenberg, J. Vac. Sci. Technol. B 1996, 14, 4124.
【非特許文献4】P. Ruchhoeft, M. Colburn, B. Choi, H. Nounu, S. Johnson, T. Bailey, S. Damle, M. Stewart, J. Ekerdt, S. V. Sreenivasan, J. C. Wolfe, C. G. Willson, J. Vac. Sci. Technol. B 1999, 17, 2965.
【非特許文献5】M. Colburn, S. Johnson, M. Stewart, S. Damle, T. C. Bailey, B. Choi, M. Wedlake, T. Michaelson, S. V. Sreenivasan, J. Ekerdt, C. G. Willson, Proc. SPIE-Int. Soc. Opt. Eng. 1999, 3676, 379.
【非特許文献6】L. J. Guo, P. R. Krauss, S. Y. Chou, Appl. Phys. Lett. 1997, 71, 1881.
【非特許文献7】G. M. Schmid et al., J. Vac. Sci. Technol. B 2006, 24, 1283.
【発明の概要】
【発明が解決しようとする課題】
【0019】
かくして、本発明の目的は、化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができるレプリカモールドおよび、簡便かつ安価にレプリカモールドを作製する方法を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、微小パターンが形成された樹脂組成物の硬化膜を有するインプリントリソグラフィー用のレプリカモールドを提供する。
本発明のレプリカモールドは、化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができる。さらに、本発明のレプリカモールドは、高圧および高温の厳しい条件を必要とせず、安易かつ廉価に作製することができる。
【0021】
本発明において、重合性シルセスキオキサンを用いてレプリカモールドを作製する。より詳しくは、本発明は、一般式(I):
【化4】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位(以下、「T単位(I)」ともいう)が複数個(例えば、8〜12個)組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物(以下、単に「樹脂組成物」ともいう。)の硬化膜を有する、インプリントリソグラフィー用のレプリカモールドを提供する。
【0022】
本発明の樹脂組成物の硬化膜は、前記重合性シルセスキオキサンのポリマーまたは前記重合性シルセスキオキサンおよび前記シルセスキオキサンと共重合可能な重合性モノマーとのコポリマーである。
すなわち、本発明は、前記樹脂組成物が「重合性シルセスキオキサン」であって、前記硬化膜が前記重合性シルセスキオキサンのポリマー、または、前記樹脂組成物が「重合性シルセスキオキサン」および「重合性シルセスキオキサンと共重合可能な重合性モノマー」の混合物であって、前記硬化膜が前記重合性シルセスキオキサンおよび前記重合性モノマーのコポリマーであるレプリカモールドを提供する。
【0023】
一般式(I)においてAで示される「ラジカル重合可能なエチレン性不飽和結合を有する基」は、1〜3個の炭素数の炭化水素基または、6〜10個の炭素数の芳香族基で置換されていてもよい、エテニル基、プロペニル基、2−ブテニル基、3−ブテニル基、2−ペンテニル基等の炭素数2〜5のアルケニル基または、アクリル基、メタクリル基等の不飽和カルボン酸基が挙げられる。
【0024】
一般式(I)においてAで示される「エポキシ基」は、炭素数1〜3個の炭化水素基で置換されていてもよく、また、置換基を有していてもよいグリシジル基の一部であってよい。
【0025】
前記シルセスキオキサンと共重合可能な重合性モノマーとは、前記シルセスキオキサンが「ラジカル重合可能なエチレン性不飽和結合を有する基」を含む場合、「ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマー」を意味し、前記シルセスキオキサンが「エポキシ基」を含む場合、「エポキシ基を含む重合性モノマー」を意味する。
【0026】
本発明に用いることができる「ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマー」は、例えば、アクリル酸、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、ブトキシエチルアクリレート、ベンジルアクリレート、1,6−ヘキサンジオールジアクリレート、メタクリル酸、メチルメタクリレート、n−ブチルメタクリレート、2−エチルヘキシルメタクリレート、ラウリルメタクリレート、アリルメタクリレート、ベンジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、エチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリプロピレングリコールジメタクリレート等のアクリル酸誘導体を含む。
【0027】
本発明に用いることができる「エポキシ基を含む重合性モノマー」は、例えば、プロピレンオキサイド、ブテンオキサイド、エピクロロヒドリン、エピブロモヒドリン、グリシジルエチルエーテル、グリシジルプロピルエーテル、グリシジルブチルエーテル、ジグリシジルエーテル、グリシジルフェニルエーテル、ジエチレングリコールビスグリシジルエーテル、グリシジルアセテート、グリシジルブチラート、グリシジルヘキサノエート、グリシジルカプロエート、グリシジルクロルアセテート、ジグリシジルマレート、ジグリシジルスクシネート、ジグリシジルフタレート、ジグリシジルテレフタレート、ジグリシジルイソフタレート、トリグリシジルトリメリテート、1,3,5−トリグリシジルベンゼンカルボン酸を含む。
【0028】
一般式(I)においてYで示される「主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基」は、主鎖が置換されていてもよく、例えば、
【0029】
【化5】
(式中、n=3〜10)で示されるポリメチレン基、または
【0030】
【化6】
で示されるシロキシ基を含有する二価基を含む。
【0031】
本発明において、前記樹脂組成物が、一般式(I)で示される基本単位中のXが一般式(II):
【0032】
【化7】
で示されるメタクリル基を含む置換基である重合性シルセスキオキサンを含むことを特徴とする。
【0033】
このような重合性シルセスキオキサンは、例えば、一般式(III):
【0034】
【化8】
で示される、8個のT単位(I)で構成されるかご型構造体(T8−MA)を含む。さらに、10個のT単位(I)および/または12個のT単位(I)で構成されるかご型構造体(T10−MA/T12−MA)を含んでいてもよい。
【0035】
本発明のレプリカモールドは、前記樹脂組成物の硬化膜が、0.127〜0.197GPaの硬度;2.445〜4.160GPaのヤング率;365nm以上の波長領域にて95%以上の透過率;および、メタノール、エタノール、脱水トルエン、テトラヒドロフランまたはそれらの混合物である有機溶媒に対して0.5重量%以下の膨潤度を有することを特徴とする。
特に、前記樹脂組成物の硬化膜が、365nm以上の波長領域にて95%以上の透過率、400nm以上の波長領域にて99%以上の透過率を有することが好ましい。
【0036】
本発明は、微小パターンが形成された樹脂の硬化膜を有するインプリントリソグラフィー用のレプリカモールドの作製方法を提供する。
本発明のレプリカモールドの作製方法は、基板上またはマスターモールド上に、25℃にて100cP以下の粘度を有する本発明の樹脂組成物を滴下して、樹脂層を形成する工程;および、基板上に樹脂層を形成した場合、前記樹脂層にマスターモールドを、または、マスターモールド上に樹脂層を形成した場合、前記樹脂層に基板を、20〜30℃にて、0.2MPa以下の圧力で樹脂層に押しつけた状態で、樹脂層に300〜400nmの波長領域のUV光を照射して、前記樹脂層を硬化させる工程を含む。
【0037】
本発明の樹脂組成物は、硬化前の粘度が十分に低いため、熱NILまたは光NIL技術を用いて、レプリカモールドを作製する際に、スピンコーティングを用いることで基板上またはマスターモールド上に樹脂層を形成することができ、マスターモールドまたは基板を樹脂層に押しつける圧力も低くてよいため、有利である。
約150cPの粘度を有する従来の光硬化性樹脂も0.2MPa程度の圧力でナノパターンを形成することができるが、本発明で用いる樹脂は、従来の光硬化性樹脂と比較して粘度が十分に低いため、より低い圧力にも対応可能であり、さらに、マスターモールドの微細パターン内に十分に充填されるので、非常に有利である。
【図面の簡単な説明】
【0038】
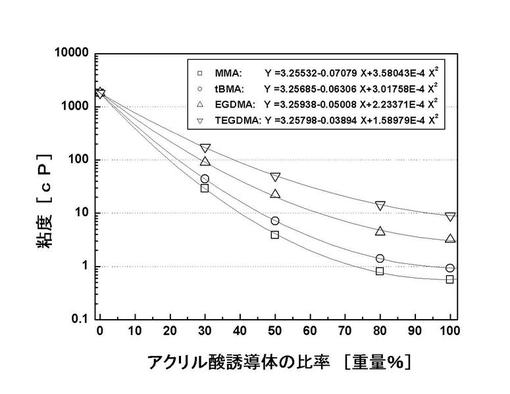
【図1】樹脂組成物の25℃における粘度を示すデータ。
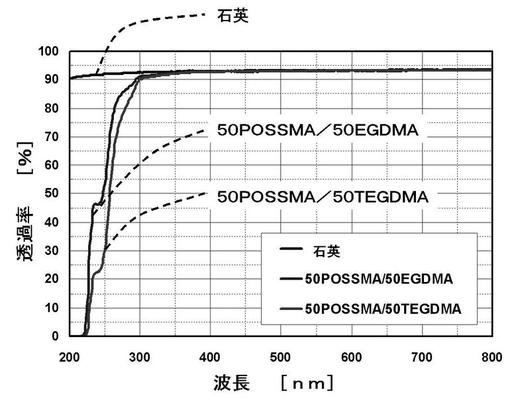
【図2】樹脂組成物の硬化膜のUV透過率を示すデータ。
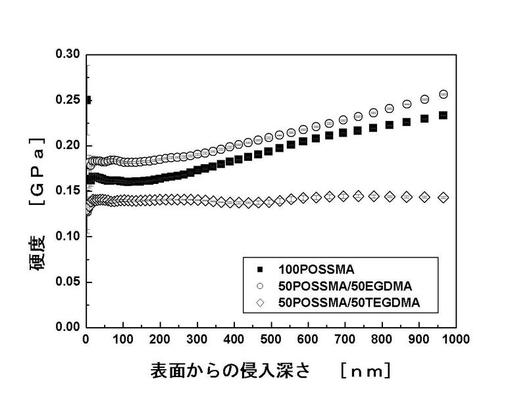
【図3】ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜の硬度を示すグラフ。
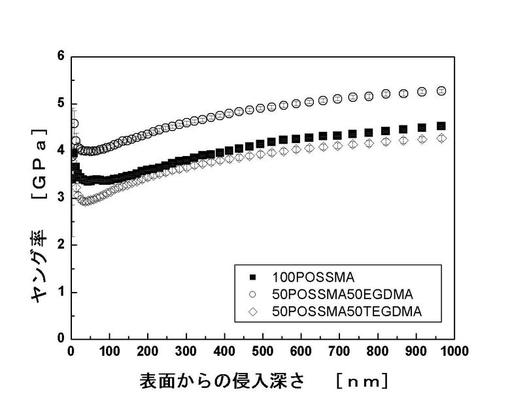
【図4】ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜のヤング率を示すグラフ。
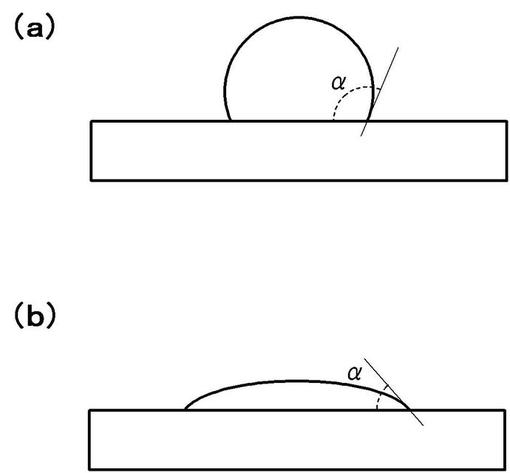
【図5】樹脂組成物の硬化膜に対する水滴の接触角を測定する方法を示す概略図。
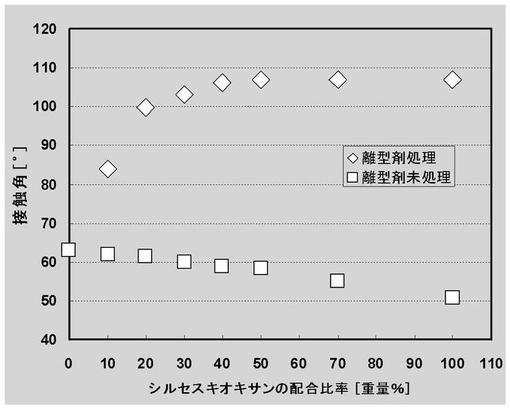
【図6】本発明の樹脂組成物の硬化膜に対する水滴の接触角を示すグラフ。
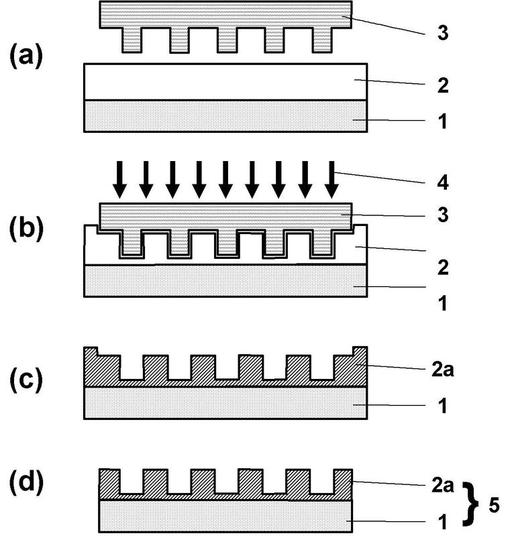
【図7】本発明のレプリカモールドを作製する工程の一例を示す概略図。
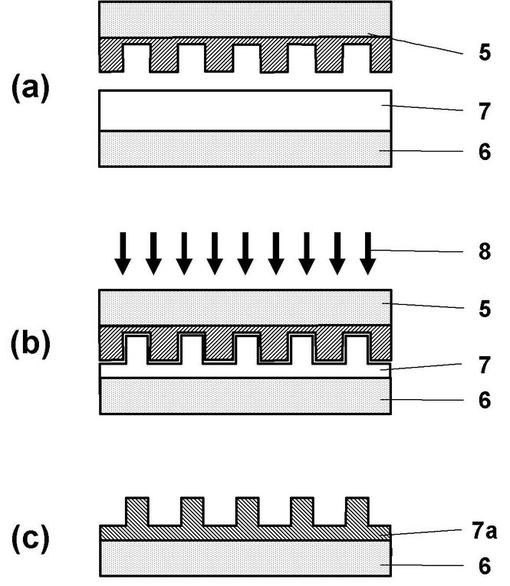
【図8】本発明のレプリカモールドを用いるNIL技術によりナノパターンを形成する工程の一例を示す概略図。
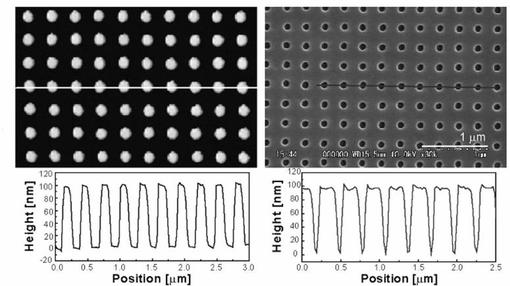
【図9】ナノサイズのドットパターンを有する石英製マスターモールドのAFM像、前記石英製マスターモールドを用いてピンホールパターンを形成した本発明の樹脂5の硬化膜のFE−SEM像およびそれらのラインプロファイル。
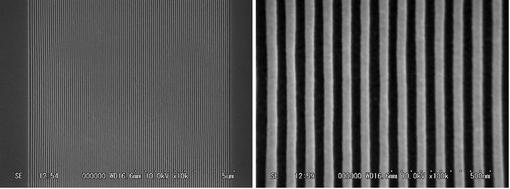
【図10】ナノサイズのラインスペースパターンを有する石英製マスターモールドを用いてラインスペースパターンを形成した本発明の樹脂5のレプリカモールドのFE−SEM像。
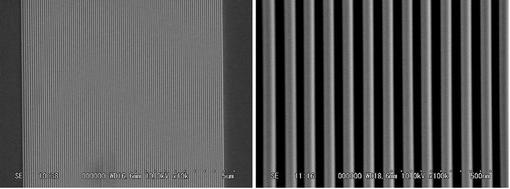
【図11】図10で得られた樹脂5のレプリカモールドを用いてラインスペースパターンを形成した第2世代のレプリカモールドのFE−SEM像。
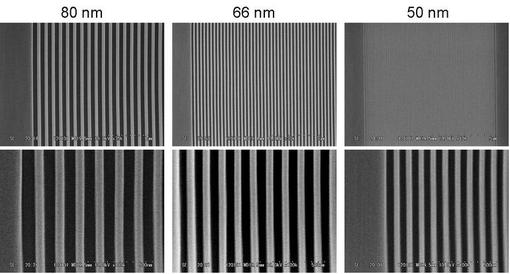
【図12】PMMAを20回インプリントした後の本発明の樹脂5で作製されたレプリカモールドのFE−SEM像。
【発明を実施するための形態】
【実施例】
【0039】
[樹脂組成物の特性評価]
1.未硬化樹脂組成物の粘度
一般式(I):
【0040】
【化9】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位において、Xが一般式(II):
【0041】
【化10】
で示されるメタクリル基を含む置換基である重合性シルセスキオキサンのうち、8個のT単位(I)で構成されたシルセスキオキサン(四角柱様構造;以下、「T8−MA」という)、10個のT単位(I)で構成されたシルセスキオキサン(五角柱様構造;以下、「T10−MA」という)および12個のT単位(I)で構成されたシルセスキオキサン(六角柱様構造;以下、「T12−MA」という)の混合物(Methacryl POSSR Cage Mixture, MA0735;以下、「POSSMA」という)を用いて、本発明の樹脂組成物がレプリカモールドに有用であることを確認した。このPOSSMAは、Hybrid Plastics (Fountain Valley, CA, USA)から購入した。
【0042】
POSSMAの粘度は高いため、POSSMAと共重合可能な重合性モノマーとして、メチルメタクリレート(MMA)、t−ブチルメタクリレート(tBMA)、エチレングリコールジメタクリレート(EGDMA)およびトリエチレングリコールジメタクリレート(TEGDMA)を用いて粘度調整を行った。
【0043】
樹脂組成物の粘度は、円錐状スピンドル(CPE−40)とプレートサンプラからなるブルックフィールドDV−II−PRO粘度計を用いて、プレートサンプラに0.5〜0.8mLの試料を充填し、25℃でスピンドルを12rpmの速度で回転することで決定した。
【0044】
(1)樹脂組成物の調製
POSSMAのみの樹脂組成物(樹脂1)およびPOSSMAとMMA、tBMA、EGDMAおよび/またはTEGDMAとを混合して得られた樹脂組成物(樹脂2〜13)を調製した。各樹脂組成物の配合比率を表1に示す。
【0045】
【表1】
【0046】
POSSMA、重合性モノマー(MMA、tBMA、EGDMAおよびTEGDMA)の粘度ならびに、POSSMAと前記重合性モノマーとを種々の比率で混合して得られた樹脂組成物の粘度を表2および図1に示す。
【0047】
【表2】
【0048】
図1から、POSSMA/モノマー混合物中のモノマー比率が、MMA、tBMAおよびEGDMAについては30重量%以上、TEGDMAについては40重量%以上であれば、粘度が100cPを下回り、溶媒を用いて希釈することなく、大気圧下で20〜30℃程度の室温にて、0.2MPa以下の圧力でマスターモールドを押しつけるだけでレプリカモールドを作製することができる。
さらに、本発明によれば、混合する重合性モノマーの種類およびモノマー比率を調整することで、より低い粘度(10cP以下)の樹脂組成物を得ることができることがわかった。
【0049】
2.樹脂組成物の硬化膜の物理特性
(1)硬化膜の作製
種々の樹脂組成物を基板上に滴下、単一のスピンコーティングまたはディップコーティングして、膜厚20nmから3μmまでの表面粗さが1nm未満の非常に滑らかな樹脂組成物の硬化膜を容易に形成することができる。
樹脂組成物の硬化膜の特性を評価するために、1重量%の光重合開始剤(2,2'−ジメトキシ−2−フェニルアセトフェノン;DMPA)を含有する樹脂組成物を用いて3μm厚の樹脂層をSiウェハー、ポリカーボネート製または石英製の基板上に形成した。
UVランプを用いて365nmのUV照射(200mJ/cm2の紫外線量)によって、樹脂層を光硬化させた。その後、ホットプレート上で120℃にて1時間加熱処理して重合反応を完了させて、3μm厚の硬化膜を得た。20秒間酸素プラズマ処理して硬化膜の表面を酸化させ、その表面を離型剤(0.1重量%のオプツールDSX)で被覆した。
【0050】
(2)硬化膜の光透過率
石英基板上に形成した樹脂組成物の硬化膜の光透過率を測定した。図2に、石英基板および代表的な樹脂の光透過スペクトルを示す
また、300、365および400nmにおける各樹脂および石英基板の光透過率の測定値ならびに、石英基板の光透過率を考慮した各樹脂組成物(代表的に樹脂3、5および10)単体の光透過率の換算値を表3に示す。
【0051】
【表3】
【0052】
各樹脂組成物の硬化膜の光透過率の測定結果から、本発明の樹脂組成物は、300nm以上の波長領域にて90%以上の透過率、365nm以上の波長領域にて95%以上の透過率および400nm以上の波長領域にて99%以上の透過率を有するので、本発明の樹脂組成物を用いて作製したレプリカモールドは光NIL技術に適用できることが分かった。
【0053】
(3)硬化膜の硬度およびヤング率
硬化膜の機械的強度の指標として、Siウェハー上に形成した硬化膜の硬度およびヤング率を測定した。樹脂組成物の硬化膜の硬度およびヤング率の測定は、市販のナノインデンテーションシステム(Nanoindentator XP; MTS Nano Instruments製)を用いて、室温にて行った。
ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜の硬度の変化(図3)およびヤング率の変化(図4)を示す。
場所による測定誤差を最小限にするために、少なくとも膜の10箇所を測定し、その平均値で評価した。
【0054】
硬度は、表面領域から深さ20nm程度まで急激に上昇し、さらに深くなると若干減少するが、深さ100nmを過ぎると、再度増加する傾向が見られた。
ヤング率は、表面領域から深さ50nm程度まで急激に減少し、その後緩やかに上昇した。
この実施例において、硬度およびヤング率の双方について、深さ20nmから200nmの範囲における最小値を樹脂組成物の硬化膜の特性値と評価した。
樹脂組成物(樹脂1〜13)の代表例についての測定結果を表4に示す。
【0055】
本発明による樹脂組成物の硬化膜のヤング率は弾性体のPDMSのヤング率(0.5〜4MPa)の103倍も高いことがわかった。また、本発明による樹脂組成物の硬化膜は、今までに報告されてきたポリマー材料(ウレタンベースのUV硬化性ポリマー)で作製されたレプリカモールドのヤング率の最高値(約1.7GPa)の1.2〜2.6倍のヤング率を示した。
【0056】
【表4】
【0057】
(4)硬化膜の耐溶媒性
NIL法において、樹脂層を形成するための樹脂を膨潤性の高い有機溶媒で希釈して用いるので、レプリカモールドにとって有機溶媒に対する耐性も重要な特性である。
有機溶媒に対する耐性の指標として、3種類の有機溶媒(エタノール、脱水トルエンおよびテトラヒドロフラン)中で各樹脂組成物の硬化膜の膨潤度を測定した。
硬化膜の表面のみを有機溶媒に10分間接触させた。その後、表面上の液滴を取り除いて、表面を室温にて5分間乾燥させた。
樹脂組成物の硬化膜の膨潤度(Qr)は、以下の計算式にしたがって算出した。3種類の溶媒中での膨潤度を表5に示す。
【0058】
【数1】
【0059】
式中、WsおよびWdは、それぞれ、膨潤した試料の重量および乾燥した試料の重量である。
【0060】
【表5】
【0061】
本発明による樹脂組成物の硬化膜は、種々の溶媒中で膨潤することが少なく、非常に耐溶媒性が高いことがわかった。
樹脂10は、他の樹脂組成物と比較すると高めの膨潤度を示したが1重量%を超えることはなく、膨潤によるパターン変形はなかった。
樹脂12は、脱水トルエン中では最大0.4重量%の膨潤度を示したが、膨潤によるパターン変形はなかった。
それ以外の樹脂と溶媒の組合せにおいて、膨潤度は0.2重量%程度であった。
上記の結果から、本発明による樹脂組成物の硬化膜はいずれも高い耐溶媒性を示した。
【0062】
(5)硬化膜の離型剤付与性
NIL法において、樹脂層にナノパターンを形成した後、樹脂層からモールドを剥離する。このとき、剥離を容易にするために、樹脂側に離型剤を添加する方法があるが(例えば、特許文献3)、樹脂に離型剤を添加すれば、膜の特性を変化させてしまうことがある。このため、モールド表面の離型性を向上させることが好ましい。離型性の向上には、一般に、モールド表面を離型剤で処理することが行われる。したがって、レプリカモールドにとって離型剤を容易に付与できる特性(離型剤付与性)も重要な特性である。離型剤を表面に付与するためには、樹脂層表面にSiが多く存在していることが必要である。
本発明における樹脂組成物はSiを有するシルセスキオキサンを含むため、樹脂組成物中のシルセスキオキサンの配合比率が重要となる。
そこで、POSSMA単体、POSSMAとEGDMAとを混合して得られた樹脂組成物(樹脂1、樹脂4〜9)およびEGDMA単体を用いて、シルセスキオキサンの配合比率と離型剤付与性との関係を調べた。
【0063】
離型剤付与性は、各樹脂組成物の硬化膜に対する水滴の接触角度を測定することによって、判断した。
まず、1重量%の光重合開始剤(2,2'−ジメトキシ−2−フェニルアセトフェノン;DMPA)を含有する樹脂組成物を用いて3μm厚の樹脂膜をガラス基板上に形成した。本発明の樹脂組成物は低粘度(約100cP以下)の液体なので、モールドを樹脂組成物上に載せるだけで樹脂組成物はガラス基板全体に広がり、樹脂層が形成された。粘度の高い場合には、3000rpmにて20秒間スピンコートして樹脂層を形成した。
次に、樹脂層に365nmのUV光を35秒間照射することによって(紫外線量 200mJ/cm2)、樹脂組成物の樹脂層を硬化して硬化膜を形成した。さらに、硬化膜の表面を20秒間酸素プラズマ処理した後、離型剤(0.1重量%のオプツールDSX)で硬化膜の表面を被覆した。
【0064】
硬化膜を水平に設置し、その表面上に約0.05mlの純水を滴下した。この状態を側面から観察し、硬化膜表面に対する水滴の接触角αを測定した。接触角αの測定方法を図5に示す。表面エネルギー(親水性)が低い場合には、図5(a)に示すように、接触角が大きい。このことは、レプリカモールドとして用いたときに、樹脂層からの離型性が高いことを示す。一方、表面エネルギー(親水性)が高い場合、図5(b)に示すように、接触角が小さい。このことは、レプリカモールドとして用いたときに、樹脂層からの離型性が低いことを示す。
【0065】
表面処理前後で各樹脂組成物(樹脂1および樹脂4〜9)の硬化膜に対する水滴の接触角を測定した結果を、表6および図6に示す。
【0066】
【表6】
【0067】
離型剤で表面処理しない場合、POSSMAの配合比率が多くなるほど接触角は小さくなり、表面エネルギー(親水性)が上昇した。一方、離型剤で処理した場合、POSSMAの配合比率が多くなるほど、接触角が大きくなり、表面エネルギー(親水性)が低下した。
離型剤(オプツールDSX)は、被処理表面にSiが存在しないと付着しないため、EGDMA単体の硬化膜を処理することはできなかった。POSSMAの配合比率が10重量%あれば、表面処理できることが分かった。
例えば、POSSMA単体(樹脂1)の硬化膜について、未処理の場合は、接触角は50.8゜と非常に小さいにもかかわらず、離型剤での表面処理により107゜まで上昇した。このことは、離型剤が硬化膜表面に十分に付与されたことを意味する。POSSMAが40重量%配合された樹脂組成物(樹脂6)の硬化膜は、表面処理により、106゜の接触角を示した。
したがって、本発明の樹脂組成物は、10重量%以上のシルセスキオキサンが配合されていることが好ましい。本発明の樹脂組成物は、40重量%以上のシルセスキオキサンが配合されていることがより好ましく、50重量%以上のシルセスキオキサンが配合されていることがさらに好ましい。
【0068】
(6)結論
上記の結果から、本発明の樹脂組成物がNIL技術に用いるレプリカモールドを作製するための材料として適していることが分かる。
【0069】
[レプリカモールドの作製]
図7は、本発明による樹脂組成物を用いて、UV−NIL技術により、レプリカモールドを作製する工程の一例を示す概略図である。
まず、透明ガラス基板1の表面を酸化させるために、オゾンクリーナー(NL−UV253;日本レーザ電子株式会社)を用いて1時間UV−オゾン処理した。UV−オゾンで処理したガラス基板上に、1重量%のDMPAを含有する樹脂組成物を透明ガラス基板1の上に滴下した。本発明の樹脂組成物は低粘度(約100cP以下)の液体なので、滴下しただけで樹脂組成物はガラス基板1全体に広がり、樹脂層2が形成された。(図7a)。粘度の高い場合には、3000rpmにて20秒間スピンコートして樹脂層2を形成した。
【0070】
硬化膜の付着防止のために離型剤(オプツールDSX;ダイキン工業株式会社製)で被覆したポジ型石英モールドをマスターモールド3として用いた。このポジ型石英モールドはマルチスケールドットを有し、マルチスケールドットの高さは100nmであり、ドット−スペース比は1:1であった。
石英製のマスターモールド3を減圧下および室温にて、0.1MPaの圧力で1分間樹脂層に押しつけた(図7b)。樹脂組成物は低粘度(約100cP以下)の液体なので、室温にて低圧でインプリントを行うことができる。
UVランプを装着したナノインプリント装置(NM−401:明昌機工株式会社製)を用いて、マスターモールドに圧力を負荷した状態で、樹脂組成物の樹脂層2に365nmのUV光4を35秒間照射することによって(紫外線量 200mJ/cm2)、樹脂組成物の樹脂層2を硬化して硬化膜2aを形成した。
石英マスターモールドを基板から取り外し(図7c)、ナノパターンが形成された樹脂組成物の硬化膜2aを120℃にて1時間加熱処理して、機械強度および溶媒耐性を強化した。
インプリントされていない硬化膜2aの周囲をダイヤモンドカッターで切り落として、レプリカモールド5を完成させた。
離型剤(0.1重量%のオプツールDSX)でレプリカモールド5のパターンを被覆した。
【0071】
マスターモールドがUV光に対して透明な場合、マスターモールド側からUV照射を行うことができるので、上記工程を適用することができる。
一方、マスターモールドがUV光に対して不透明な場合、透明な基板を用いて、基板側からUV照射を行う。この場合、マスターモールドのパターン形成面上に樹脂層を形成し、基板を樹脂層に押しつける以外は上記工程と同様にして樹脂層にナノパターンを形成することができる。
【0072】
[レプリカモールドの特性評価]
(1)レプリカモールドの表面モルフォロジーの観察
得られた樹脂組成物レプリカモールド5の表面モルフォロジーを原子間力顕微鏡 (Atomic Force Microscope; AFM))および電界放射型走査電子顕微鏡(Field Emission Scanning Electron Microscope; FE-SEM)を用いて観察した。
原子間力顕微鏡(NanoScope III, Veeco Instruments Inc.)を用いて、パターン化されたナノ構造を観察した。観察は、空気中、室温にてタッピングモードで行った。走査速度は、0.5Hzでサンプル辺り512ラインを走査した。バネ定数が38N/mのタッピングモードチップ(NCH-10V:オリンパス株式会社製)を用いた。得られたデータは、画像解析ソフトウェア(SPIP Ver. 3.3.7.0: Image Metrology A/S)によって加工した。
また、電界放射型走査電子顕微鏡(S−4300:株式会社日立ハイテクノロジーズ)を用いて、インプリント後の樹脂組成物レプリカモールドの表面モルフォロジーを観察した。帯電防止のため、サンプル表面は3nm厚のプラチナ層をコートした。
【0073】
図7に示した工程によって、直径80nm、高さ100nmのピンが形成された石英製マスターモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にピンホールパターンを形成した(図8)。
【0074】
図9の左上段にマスターモールドの原子間力顕微鏡(AFM)像を示し、その下にラインプロファイルを示す。また、図9の右上段に樹脂5の樹脂層に形成されたピンホールパターンのFE−SEM像を示し、その下にラインプロファイルを示す。
これらの結果は、ガラス基板上の樹脂組成物のレリーフナノ構造は、レプリカモールドの表面近傍を酸化する、酸素プラズマ処理によって破壊されないことを示している。
【0075】
樹脂5の樹脂層に形成されたピンホールパターンの平均深さは約96nmであった。100nm高さのマスターモールドを用いたので、樹脂組成物がUV−NIL法の条件において約4%の収縮率を有していることを示している。この値は、従来のUVインプリント用のアクリル系樹脂の収縮率の約10%よりも小さく、膜厚制御が行い易いことを示している。
【0076】
同様に、図7に示した工程によって、50nmライン/50nmスペースパターンが形成された石英製マスターモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にラインスペースパターンを形成することによって、レプリカモールドを作製した。
図10に、レプリカモールドのパターンのFE−SEM像を示す。図10から分かるように、作製されたレプリカモールドのパターンにはラインの欠けや残渣がなかった。
このことから、本発明の樹脂組成物は、NIL法によりレプリカモールドを作製するためには十分な特性を有していることが分かった。
(2)レプリカモールドとしての利用可能性
図10のレプリカモールドがNIL法に利用可能か否かを確認した。
図7に示した工程によって、図10のレプリカモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にラインスペースパターンを形成することによって、第2世代のレプリカモールドを作製した。
図11に、第2世代のレプリカモールドのパターンのFE−SEM像を示す。図11から分かるように、作製されたレプリカモールドのパターンにはラインの欠けや残渣がなかった。
このことから、本発明のレプリカモールドは、NIL法に利用可能であることが分かった。
【0077】
(3)レプリカモールドの耐久性
本発明のレプリカモールドの耐久性を確認するために、図7に示した工程によって、8nm/80nm、66nm/66nmおよび50nm/50nmのラインスペースパターンが形成された樹脂5のレプリカモールドを作製した。
スピンコーティングにより、UV−オゾンクリーナーを用いて洗浄したSiO2基板上に120nm厚のポリ(メチルメタクリレート)(PMMA;MicroChem社製)の樹脂層を形成し、80℃にて10分間予備加熱処理を行って溶媒を除去した後、PMMAの樹脂層に比較的高い温度(150℃)および圧力(10MPa)にて5分間レプリカモールドを押しつけた。冷却後、レプリカモールドを基板から取り外した。
図12は、PMMAを20回インプリントした後のレプリカモールドのFE−SEM像である。
熱インプリントを20回繰り返した後でもモールドの損傷や汚染は観察されなかった。
これらの結果は、本発明のレプリカモールドは、高圧および高温に対して高い耐性を有することを示している。
【0078】
(3)レプリカモールドの柔軟性
近年、ナノテクノロジーの分野では、大面積にナノサイズのパターンを形成することが求められる。現在、レプリカモールド作製のための基板として、石英、シリカ、ガラス製の基板のように剛性の高い材料が用いられているが、このような材料では、コストが高いこと、インプリントする基材が平坦ではない場合など、モールド全面に圧力が均一に負荷されない場合、基板に歪みが生じ破損してしまうこと、および、基板の剛性が高い場合、樹脂層からモールドを分離するとき、全面を同時に剥離されるため、強い力が必要であること、などの不都合がある。
このため、大面積にナノパターンを形成する場合に、レプリカモールド作製のための基板として、PETフィルムのような柔軟性のあるフィルムが用いられる。このような柔軟なフィルム上にパターンを形成すれば、フィルムの変形に伴い、その上に形成されたパターンに歪みが生じることになる。したがって、柔軟なPETフィルム上にパターン形成したときには、フィルムが変形してもパターンが破折しないことが重要である。
【0079】
図7に示した工程によって、50nmライン/50nmスペースパターンが形成された石英製マスターモールドを用いて、100μm厚のPETフィルム(1cm×1cm角)上に樹脂1〜13のそれぞれで形成した樹脂層にラインスペースパターンを形成した。
形成されたラインパターンが引き延ばされるように、PETフィルムを90゜折り曲げた後、光学顕微鏡を用いてパターン破折の有無を確認した。
樹脂1〜3を用いて作製したパターンは破折したが、樹脂4〜13を用いて作製したパターンは破折しなかった(表7)。
【0080】
【表7】
【0081】
本発明による樹脂組成物は、柔軟なPETフィルム上にパターン形成する場合、ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマーのうちでもEGDMAやTEGDMAのように、2つのエチレン性不飽和結合を有し、それら2つが1〜3個のエチレングリコール(EG)単位で連結された構造を有する重合性モノマーを用いることが好ましい。
【0082】
(4)結論
ガラス基板や石英基板等の剛性の高い基板上にレプリカモールドを形成した場合、本発明の樹脂組成物は、いずれも、NIL法に適用可能であることが証明された。
さらに、基板として柔軟性のある材質を用いる場合、本発明の樹脂組成物のうち、重合性シルセスキオキサンと、1〜3個のEG単位で連結された構造を有する重合性モノマーのような架橋剤との混合物を用いれば、樹脂組成物の硬化膜も十分な柔軟性を有するため、全体としては柔軟性があり、かつ、必要性のある部分のみが剛性の高いレプリカモールドを作製することができる。このような柔軟性と剛性を併せ持つレプリカモールドは、多くのアプリケーションに有用である。特に、基板が平坦でない場合、モールドに高い負荷をかけずに、大面積のパターン面を均一に樹脂層に押しつけることができるため、非常に有利である。したがって、本発明のレプリカモールドは、NIL法を経済的かつ簡便にするだけではなく、金、ナノチューブ、ナノワイヤーなどの種々の材質のトランスファープリンティングに有用である。
【符号の説明】
【0083】
1・・・基板
2・・・樹脂層
2a・・・硬化膜
3・・・マスターモールド
4・・・UV光
5・・・レプリカモールド
6・・・基板
7・・・樹脂層
7a・・・硬化膜
8・・・UV光
【技術分野】
【0001】
本発明は、化学的、熱的および機械的なストレスに対して高い耐久性を有する、ナノインプリントリソグラフィー用レプリカモールドに関する。より詳しくは、本発明は、熱ナノインプリントリソグラフィーおよび光ナノインプリントリソグラフィーに好適に用いることができるレプリカモールドに関する。さらに、本発明は、このようなレプリカモールドの作製方法に関する。
【背景技術】
【0002】
近年、ナノインプリントリソグラフィー(NIL)技術は、エレクトロニクス、フォトニクス、磁気デバイス、バイオロジーなど様々な分野において、高解像度でナノスケールのパターンを形成するための最も期待される技術の一つである。
NIL技術は、樹脂層にモールド(スタンプまたはテンプレートともいう。)を押しつけることによって樹脂層にパターン形成する技術であり、熱NIL技術および光NIL技術がある。熱NIL技術では、熱可塑性樹脂の層に、そのガラス転移点以上の温度にて、高い圧力で硬質のモールドを押しつけ、その状態で冷却した後、モールドを取り外すことによって、樹脂層にパターニングを行う。また、光NIL技術では、光硬化性樹脂の層にモールドを押しつけ、その状態でUV等の光を照射した後、モールドを取り外すことによって、樹脂層にパターニングを行う。
さらに、高スループットかつ低コストで大面積にレリーフパターンを形成するNIL技術として、ステップ・アンド・フラッシュ・インプリント・リソグラフィー(SFIL)がある。SFILは、低温低圧の条件下で行うUV−NILである。SFILでは、低粘度の光硬化性樹脂を基板上に滴下するだけで樹脂層を形成するため、スピンコートを行う必要がない。この技術により、大面積に対して100nm以下のサイズの微小パターンを形成することができる[非特許文献1〜5]。
【0003】
しかしながら、NIL技術は、樹脂層に対してモールドを物理的に接触させて、圧力をかけることを要件とするため、高圧に耐えるモールドの材料として非常に高価な石英製のモールドを用いる必要がある。また、石英製モールドは作製するのに時間がかかる。さらに、石英製モールドであっても、比較的長時間のプロセスを繰り返すことによる破損や樹脂の付着による汚染などのいくつかの問題点が存在する。したがって、石英製モールドを用いることは経済的に非常に不利である。
【0004】
そこで、石英製モールドをマスターモールドとして、ナノスケールの構造体を作成するために開発された数々の技術を用いて、安価な樹脂製のレプリカモールドを作製する方法が提案されている。
【0005】
NIL技術に用いるレプリカモールドには、有機溶媒に対する高い耐性および、高い機械的強度が求められ、特に、熱NIL技術に適用するためには、150〜300℃程度の高温下での高い機械的強度が要求される。また、光NIL技術に適用するためには、パターン形成する樹脂層の光硬化に用いる波長に対する高い光透過性が要求される。
さらに、硬化した樹脂層からレプリカモールドを容易に除去するためには、レプリカモールドが樹脂層に対して低い付着性を有することが必要とされる。
【0006】
また、剛性のあるマスターモールドからレプリカモールドを作製するために、UV硬化性樹脂を用いるモールディング技術およびインプリンティング技術が、広く用いられているが、モールディング技術の大きな欠点は、加工の時間が長いことである。
したがって、短時間でナノスケールパターンを有するレプリカモールドを作製するためにも、NIL技術が適している。
特に、経済性の観点から、室温程度の低温にて低圧でレプリカモールドを作製できることが求められる。
室温程度の低温にて低圧でレプリカモールドを作製するため、レプリカモールドを作製するための樹脂が低い粘度を有することが求められる。
【0007】
レプリカモールドを作製するための樹脂として、例えば、ポリジメチルシロキサン(PDMS)、MINS101m(Minuta Technology Co. Ltd. 製)、NOA63(Norland Products Inc. 製)などのウレタン系UV硬化性ポリマー、テフロンAF2400(Du Pont 製)などのアモルファスフルオロポリマー、光硬化性フルオロポリマー、フッ素化有機−無機ハイブリッド材料等の樹脂を用いてレプリカモールドを作製する方法が挙げられる[非特許文献6]。
【0008】
しかしながら、これらの樹脂は、NIL技術に用いるレプリカモールドに求められる特性を十分に満足しない。
PDMSを用いて作製されたモールドは、ヤング率(0.5〜4MPa)も引っ張り弾性率(1.8MPa)も低いため、100nm以下の高い解像度および高密度を有するナノパターンを形成するには適していない。
MINS101mおよびNOA63のウレタン系UV硬化性ポリマーは、非常に高いヤング率(それぞれ、1.7GPaおよび1.655GPa)を有しているが、マスターモールドに強く付着して、取り外すときに、約70℃に加熱しなければならない。
高い引っ張り強度(1.6GPa)を有するアモルファスフルオロポリマーは、100nm以下のパターンを形成する低圧NILに用いることができるが、樹脂製モールド作製の際に、高圧(約150MPa)および高温(約300℃)の厳しい条件が必要である。
光硬化性フルオロポリマーおよびフッ素化有機−無機ハイブリッド材料もレプリカモールドに用いることができるが、機械強度(3.9MPa)や引っ張り強度(13MPa)が低く、高圧インプリント用のモールドには使用することができない。
【0009】
シルセスキオキサンは、一般式(Ia):
【0010】
【化1】
で示されるT単位が複数個組み合わさって構成されるポリシロキサンの総称であり、有機官能基RとSi−O結合でできた無機化合物から構成される(RSiO1.5)nの構造を持つネットワーク型ポリマーであり、SiO2とR2SiOの中間の性質を示す。
複数のT単位で構成されるシルセスキオキサンは、ランダム構造、ラダー型構造またはかご型構造を有するが、特に、8個のT単位で構成されるかご型構造体(T8)、10個のT単位で構成されるかご型構造体(T10)および12個のT単位で構成されるかご型構造体(T12)の三次元ネットワーク構造体は、「ポリへドラルオリゴシルセスキオキサン(Polyhedral Oligomeric Silsesquioxane)」と呼ばれ、種々の側鎖に取り囲まれたSiおよびOからなるコア(数nm)を有し、熱安定性、機械的強度、形状安定性、低誘電特性の観点から、高機能性材料として着目されている。
以下、代表的に、T8の構造を一般式(IIa)で示す。このように、T8は四角柱様構造を有する。同様に、T10およびT12は、それぞれ、五角柱様構造および六角柱様構造を有する。
【0011】
【化2】
【0012】
上記一般式(IIa)のRが水素である水素化シルセスキオサン(HSQ)を用いる室温ナノインプリントリソグラフィーに関する発明が開示されている(特許文献1)。この発明によれば、HSQポリマーをアルコール等の溶媒を用いて溶液にし、この溶液を被加工材料表面に塗布することによって塗布膜を形成する。その後、塗布面を約150℃以下の低温でプリベークした後型押しをすることにより被加工材料表面に微細SiO2パターンを形成する。
上記同様の技術であるが、HSQ膜に形成した微細パターンは一定温度以上に加熱されると形が崩れやすいため、HSQ塗布面に型押しにより微細パターンの付与を行い、HSQ膜の加熱工程をはさむことなく、その表面に酸素照射を行うことによって表面領域にSiO2薄膜を形成して、微細パターンが高温度でも維持できるようにする発明が開示されている(特許文献2)。
【0013】
シュミットらは、上記一般式(Ia)の側鎖Rを変化させて、T8の粘度への影響を調べた結果を開示している(非特許文献7)。側鎖Rとして末端にメタクリル基やエポキシ基のような重合性反応基で置換されたシロキシ基を有するT8誘導体(T8ACR8、T8EPOXY8)が開示されている。
【0014】
【化3】
【0015】
また、少なくとも1種の反応性基を有するシルセスキオキサン化合物、重合性単量体および光重合開始剤および界面活性剤を含む光ナノインプリントリソグラフィ用硬化性組成物の発明が開示されている(特許文献3)。この発明によれば、1〜40質量%のシルセスキオキサン化合物をレジスト膜として用いている。
【0016】
しかしながら、現在まで、NIL法において、このような重合性反応基を有するシルセスキオサンを用いて、化学的および熱的安定性、機械的強度、形状安定性に優れたレプリカモールドが完成された報告はされていない。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2003−100609号公報
【特許文献2】特開2008−053666号公報
【特許文献3】特開2009−073078号公報
【非特許文献】
【0018】
【非特許文献1】S. Y. Chou, P. R. Krauss, J. P. Renstrom, Appl. Phys. Lett. 1995, 67, 3114.
【非特許文献2】S. Y. Chou, P. R. Krauss, J. P. Renstrom, Science 1996, 272, 85.
【非特許文献3】J. Haisma, M. Verheijen, K. Vandenheuvel, J. Vandenberg, J. Vac. Sci. Technol. B 1996, 14, 4124.
【非特許文献4】P. Ruchhoeft, M. Colburn, B. Choi, H. Nounu, S. Johnson, T. Bailey, S. Damle, M. Stewart, J. Ekerdt, S. V. Sreenivasan, J. C. Wolfe, C. G. Willson, J. Vac. Sci. Technol. B 1999, 17, 2965.
【非特許文献5】M. Colburn, S. Johnson, M. Stewart, S. Damle, T. C. Bailey, B. Choi, M. Wedlake, T. Michaelson, S. V. Sreenivasan, J. Ekerdt, C. G. Willson, Proc. SPIE-Int. Soc. Opt. Eng. 1999, 3676, 379.
【非特許文献6】L. J. Guo, P. R. Krauss, S. Y. Chou, Appl. Phys. Lett. 1997, 71, 1881.
【非特許文献7】G. M. Schmid et al., J. Vac. Sci. Technol. B 2006, 24, 1283.
【発明の概要】
【発明が解決しようとする課題】
【0019】
かくして、本発明の目的は、化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができるレプリカモールドおよび、簡便かつ安価にレプリカモールドを作製する方法を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、微小パターンが形成された樹脂組成物の硬化膜を有するインプリントリソグラフィー用のレプリカモールドを提供する。
本発明のレプリカモールドは、化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができる。さらに、本発明のレプリカモールドは、高圧および高温の厳しい条件を必要とせず、安易かつ廉価に作製することができる。
【0021】
本発明において、重合性シルセスキオキサンを用いてレプリカモールドを作製する。より詳しくは、本発明は、一般式(I):
【化4】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位(以下、「T単位(I)」ともいう)が複数個(例えば、8〜12個)組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物(以下、単に「樹脂組成物」ともいう。)の硬化膜を有する、インプリントリソグラフィー用のレプリカモールドを提供する。
【0022】
本発明の樹脂組成物の硬化膜は、前記重合性シルセスキオキサンのポリマーまたは前記重合性シルセスキオキサンおよび前記シルセスキオキサンと共重合可能な重合性モノマーとのコポリマーである。
すなわち、本発明は、前記樹脂組成物が「重合性シルセスキオキサン」であって、前記硬化膜が前記重合性シルセスキオキサンのポリマー、または、前記樹脂組成物が「重合性シルセスキオキサン」および「重合性シルセスキオキサンと共重合可能な重合性モノマー」の混合物であって、前記硬化膜が前記重合性シルセスキオキサンおよび前記重合性モノマーのコポリマーであるレプリカモールドを提供する。
【0023】
一般式(I)においてAで示される「ラジカル重合可能なエチレン性不飽和結合を有する基」は、1〜3個の炭素数の炭化水素基または、6〜10個の炭素数の芳香族基で置換されていてもよい、エテニル基、プロペニル基、2−ブテニル基、3−ブテニル基、2−ペンテニル基等の炭素数2〜5のアルケニル基または、アクリル基、メタクリル基等の不飽和カルボン酸基が挙げられる。
【0024】
一般式(I)においてAで示される「エポキシ基」は、炭素数1〜3個の炭化水素基で置換されていてもよく、また、置換基を有していてもよいグリシジル基の一部であってよい。
【0025】
前記シルセスキオキサンと共重合可能な重合性モノマーとは、前記シルセスキオキサンが「ラジカル重合可能なエチレン性不飽和結合を有する基」を含む場合、「ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマー」を意味し、前記シルセスキオキサンが「エポキシ基」を含む場合、「エポキシ基を含む重合性モノマー」を意味する。
【0026】
本発明に用いることができる「ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマー」は、例えば、アクリル酸、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、ブトキシエチルアクリレート、ベンジルアクリレート、1,6−ヘキサンジオールジアクリレート、メタクリル酸、メチルメタクリレート、n−ブチルメタクリレート、2−エチルヘキシルメタクリレート、ラウリルメタクリレート、アリルメタクリレート、ベンジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、エチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリプロピレングリコールジメタクリレート等のアクリル酸誘導体を含む。
【0027】
本発明に用いることができる「エポキシ基を含む重合性モノマー」は、例えば、プロピレンオキサイド、ブテンオキサイド、エピクロロヒドリン、エピブロモヒドリン、グリシジルエチルエーテル、グリシジルプロピルエーテル、グリシジルブチルエーテル、ジグリシジルエーテル、グリシジルフェニルエーテル、ジエチレングリコールビスグリシジルエーテル、グリシジルアセテート、グリシジルブチラート、グリシジルヘキサノエート、グリシジルカプロエート、グリシジルクロルアセテート、ジグリシジルマレート、ジグリシジルスクシネート、ジグリシジルフタレート、ジグリシジルテレフタレート、ジグリシジルイソフタレート、トリグリシジルトリメリテート、1,3,5−トリグリシジルベンゼンカルボン酸を含む。
【0028】
一般式(I)においてYで示される「主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基」は、主鎖が置換されていてもよく、例えば、
【0029】
【化5】
(式中、n=3〜10)で示されるポリメチレン基、または
【0030】
【化6】
で示されるシロキシ基を含有する二価基を含む。
【0031】
本発明において、前記樹脂組成物が、一般式(I)で示される基本単位中のXが一般式(II):
【0032】
【化7】
で示されるメタクリル基を含む置換基である重合性シルセスキオキサンを含むことを特徴とする。
【0033】
このような重合性シルセスキオキサンは、例えば、一般式(III):
【0034】
【化8】
で示される、8個のT単位(I)で構成されるかご型構造体(T8−MA)を含む。さらに、10個のT単位(I)および/または12個のT単位(I)で構成されるかご型構造体(T10−MA/T12−MA)を含んでいてもよい。
【0035】
本発明のレプリカモールドは、前記樹脂組成物の硬化膜が、0.127〜0.197GPaの硬度;2.445〜4.160GPaのヤング率;365nm以上の波長領域にて95%以上の透過率;および、メタノール、エタノール、脱水トルエン、テトラヒドロフランまたはそれらの混合物である有機溶媒に対して0.5重量%以下の膨潤度を有することを特徴とする。
特に、前記樹脂組成物の硬化膜が、365nm以上の波長領域にて95%以上の透過率、400nm以上の波長領域にて99%以上の透過率を有することが好ましい。
【0036】
本発明は、微小パターンが形成された樹脂の硬化膜を有するインプリントリソグラフィー用のレプリカモールドの作製方法を提供する。
本発明のレプリカモールドの作製方法は、基板上またはマスターモールド上に、25℃にて100cP以下の粘度を有する本発明の樹脂組成物を滴下して、樹脂層を形成する工程;および、基板上に樹脂層を形成した場合、前記樹脂層にマスターモールドを、または、マスターモールド上に樹脂層を形成した場合、前記樹脂層に基板を、20〜30℃にて、0.2MPa以下の圧力で樹脂層に押しつけた状態で、樹脂層に300〜400nmの波長領域のUV光を照射して、前記樹脂層を硬化させる工程を含む。
【0037】
本発明の樹脂組成物は、硬化前の粘度が十分に低いため、熱NILまたは光NIL技術を用いて、レプリカモールドを作製する際に、スピンコーティングを用いることで基板上またはマスターモールド上に樹脂層を形成することができ、マスターモールドまたは基板を樹脂層に押しつける圧力も低くてよいため、有利である。
約150cPの粘度を有する従来の光硬化性樹脂も0.2MPa程度の圧力でナノパターンを形成することができるが、本発明で用いる樹脂は、従来の光硬化性樹脂と比較して粘度が十分に低いため、より低い圧力にも対応可能であり、さらに、マスターモールドの微細パターン内に十分に充填されるので、非常に有利である。
【図面の簡単な説明】
【0038】
【図1】樹脂組成物の25℃における粘度を示すデータ。
【図2】樹脂組成物の硬化膜のUV透過率を示すデータ。
【図3】ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜の硬度を示すグラフ。
【図4】ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜のヤング率を示すグラフ。
【図5】樹脂組成物の硬化膜に対する水滴の接触角を測定する方法を示す概略図。
【図6】本発明の樹脂組成物の硬化膜に対する水滴の接触角を示すグラフ。
【図7】本発明のレプリカモールドを作製する工程の一例を示す概略図。
【図8】本発明のレプリカモールドを用いるNIL技術によりナノパターンを形成する工程の一例を示す概略図。
【図9】ナノサイズのドットパターンを有する石英製マスターモールドのAFM像、前記石英製マスターモールドを用いてピンホールパターンを形成した本発明の樹脂5の硬化膜のFE−SEM像およびそれらのラインプロファイル。
【図10】ナノサイズのラインスペースパターンを有する石英製マスターモールドを用いてラインスペースパターンを形成した本発明の樹脂5のレプリカモールドのFE−SEM像。
【図11】図10で得られた樹脂5のレプリカモールドを用いてラインスペースパターンを形成した第2世代のレプリカモールドのFE−SEM像。
【図12】PMMAを20回インプリントした後の本発明の樹脂5で作製されたレプリカモールドのFE−SEM像。
【発明を実施するための形態】
【実施例】
【0039】
[樹脂組成物の特性評価]
1.未硬化樹脂組成物の粘度
一般式(I):
【0040】
【化9】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位において、Xが一般式(II):
【0041】
【化10】
で示されるメタクリル基を含む置換基である重合性シルセスキオキサンのうち、8個のT単位(I)で構成されたシルセスキオキサン(四角柱様構造;以下、「T8−MA」という)、10個のT単位(I)で構成されたシルセスキオキサン(五角柱様構造;以下、「T10−MA」という)および12個のT単位(I)で構成されたシルセスキオキサン(六角柱様構造;以下、「T12−MA」という)の混合物(Methacryl POSSR Cage Mixture, MA0735;以下、「POSSMA」という)を用いて、本発明の樹脂組成物がレプリカモールドに有用であることを確認した。このPOSSMAは、Hybrid Plastics (Fountain Valley, CA, USA)から購入した。
【0042】
POSSMAの粘度は高いため、POSSMAと共重合可能な重合性モノマーとして、メチルメタクリレート(MMA)、t−ブチルメタクリレート(tBMA)、エチレングリコールジメタクリレート(EGDMA)およびトリエチレングリコールジメタクリレート(TEGDMA)を用いて粘度調整を行った。
【0043】
樹脂組成物の粘度は、円錐状スピンドル(CPE−40)とプレートサンプラからなるブルックフィールドDV−II−PRO粘度計を用いて、プレートサンプラに0.5〜0.8mLの試料を充填し、25℃でスピンドルを12rpmの速度で回転することで決定した。
【0044】
(1)樹脂組成物の調製
POSSMAのみの樹脂組成物(樹脂1)およびPOSSMAとMMA、tBMA、EGDMAおよび/またはTEGDMAとを混合して得られた樹脂組成物(樹脂2〜13)を調製した。各樹脂組成物の配合比率を表1に示す。
【0045】
【表1】
【0046】
POSSMA、重合性モノマー(MMA、tBMA、EGDMAおよびTEGDMA)の粘度ならびに、POSSMAと前記重合性モノマーとを種々の比率で混合して得られた樹脂組成物の粘度を表2および図1に示す。
【0047】
【表2】
【0048】
図1から、POSSMA/モノマー混合物中のモノマー比率が、MMA、tBMAおよびEGDMAについては30重量%以上、TEGDMAについては40重量%以上であれば、粘度が100cPを下回り、溶媒を用いて希釈することなく、大気圧下で20〜30℃程度の室温にて、0.2MPa以下の圧力でマスターモールドを押しつけるだけでレプリカモールドを作製することができる。
さらに、本発明によれば、混合する重合性モノマーの種類およびモノマー比率を調整することで、より低い粘度(10cP以下)の樹脂組成物を得ることができることがわかった。
【0049】
2.樹脂組成物の硬化膜の物理特性
(1)硬化膜の作製
種々の樹脂組成物を基板上に滴下、単一のスピンコーティングまたはディップコーティングして、膜厚20nmから3μmまでの表面粗さが1nm未満の非常に滑らかな樹脂組成物の硬化膜を容易に形成することができる。
樹脂組成物の硬化膜の特性を評価するために、1重量%の光重合開始剤(2,2'−ジメトキシ−2−フェニルアセトフェノン;DMPA)を含有する樹脂組成物を用いて3μm厚の樹脂層をSiウェハー、ポリカーボネート製または石英製の基板上に形成した。
UVランプを用いて365nmのUV照射(200mJ/cm2の紫外線量)によって、樹脂層を光硬化させた。その後、ホットプレート上で120℃にて1時間加熱処理して重合反応を完了させて、3μm厚の硬化膜を得た。20秒間酸素プラズマ処理して硬化膜の表面を酸化させ、その表面を離型剤(0.1重量%のオプツールDSX)で被覆した。
【0050】
(2)硬化膜の光透過率
石英基板上に形成した樹脂組成物の硬化膜の光透過率を測定した。図2に、石英基板および代表的な樹脂の光透過スペクトルを示す
また、300、365および400nmにおける各樹脂および石英基板の光透過率の測定値ならびに、石英基板の光透過率を考慮した各樹脂組成物(代表的に樹脂3、5および10)単体の光透過率の換算値を表3に示す。
【0051】
【表3】
【0052】
各樹脂組成物の硬化膜の光透過率の測定結果から、本発明の樹脂組成物は、300nm以上の波長領域にて90%以上の透過率、365nm以上の波長領域にて95%以上の透過率および400nm以上の波長領域にて99%以上の透過率を有するので、本発明の樹脂組成物を用いて作製したレプリカモールドは光NIL技術に適用できることが分かった。
【0053】
(3)硬化膜の硬度およびヤング率
硬化膜の機械的強度の指標として、Siウェハー上に形成した硬化膜の硬度およびヤング率を測定した。樹脂組成物の硬化膜の硬度およびヤング率の測定は、市販のナノインデンテーションシステム(Nanoindentator XP; MTS Nano Instruments製)を用いて、室温にて行った。
ナノインデンテーション法を用いて測定した深さ方向に対する樹脂組成物の硬化膜の硬度の変化(図3)およびヤング率の変化(図4)を示す。
場所による測定誤差を最小限にするために、少なくとも膜の10箇所を測定し、その平均値で評価した。
【0054】
硬度は、表面領域から深さ20nm程度まで急激に上昇し、さらに深くなると若干減少するが、深さ100nmを過ぎると、再度増加する傾向が見られた。
ヤング率は、表面領域から深さ50nm程度まで急激に減少し、その後緩やかに上昇した。
この実施例において、硬度およびヤング率の双方について、深さ20nmから200nmの範囲における最小値を樹脂組成物の硬化膜の特性値と評価した。
樹脂組成物(樹脂1〜13)の代表例についての測定結果を表4に示す。
【0055】
本発明による樹脂組成物の硬化膜のヤング率は弾性体のPDMSのヤング率(0.5〜4MPa)の103倍も高いことがわかった。また、本発明による樹脂組成物の硬化膜は、今までに報告されてきたポリマー材料(ウレタンベースのUV硬化性ポリマー)で作製されたレプリカモールドのヤング率の最高値(約1.7GPa)の1.2〜2.6倍のヤング率を示した。
【0056】
【表4】
【0057】
(4)硬化膜の耐溶媒性
NIL法において、樹脂層を形成するための樹脂を膨潤性の高い有機溶媒で希釈して用いるので、レプリカモールドにとって有機溶媒に対する耐性も重要な特性である。
有機溶媒に対する耐性の指標として、3種類の有機溶媒(エタノール、脱水トルエンおよびテトラヒドロフラン)中で各樹脂組成物の硬化膜の膨潤度を測定した。
硬化膜の表面のみを有機溶媒に10分間接触させた。その後、表面上の液滴を取り除いて、表面を室温にて5分間乾燥させた。
樹脂組成物の硬化膜の膨潤度(Qr)は、以下の計算式にしたがって算出した。3種類の溶媒中での膨潤度を表5に示す。
【0058】
【数1】
【0059】
式中、WsおよびWdは、それぞれ、膨潤した試料の重量および乾燥した試料の重量である。
【0060】
【表5】
【0061】
本発明による樹脂組成物の硬化膜は、種々の溶媒中で膨潤することが少なく、非常に耐溶媒性が高いことがわかった。
樹脂10は、他の樹脂組成物と比較すると高めの膨潤度を示したが1重量%を超えることはなく、膨潤によるパターン変形はなかった。
樹脂12は、脱水トルエン中では最大0.4重量%の膨潤度を示したが、膨潤によるパターン変形はなかった。
それ以外の樹脂と溶媒の組合せにおいて、膨潤度は0.2重量%程度であった。
上記の結果から、本発明による樹脂組成物の硬化膜はいずれも高い耐溶媒性を示した。
【0062】
(5)硬化膜の離型剤付与性
NIL法において、樹脂層にナノパターンを形成した後、樹脂層からモールドを剥離する。このとき、剥離を容易にするために、樹脂側に離型剤を添加する方法があるが(例えば、特許文献3)、樹脂に離型剤を添加すれば、膜の特性を変化させてしまうことがある。このため、モールド表面の離型性を向上させることが好ましい。離型性の向上には、一般に、モールド表面を離型剤で処理することが行われる。したがって、レプリカモールドにとって離型剤を容易に付与できる特性(離型剤付与性)も重要な特性である。離型剤を表面に付与するためには、樹脂層表面にSiが多く存在していることが必要である。
本発明における樹脂組成物はSiを有するシルセスキオキサンを含むため、樹脂組成物中のシルセスキオキサンの配合比率が重要となる。
そこで、POSSMA単体、POSSMAとEGDMAとを混合して得られた樹脂組成物(樹脂1、樹脂4〜9)およびEGDMA単体を用いて、シルセスキオキサンの配合比率と離型剤付与性との関係を調べた。
【0063】
離型剤付与性は、各樹脂組成物の硬化膜に対する水滴の接触角度を測定することによって、判断した。
まず、1重量%の光重合開始剤(2,2'−ジメトキシ−2−フェニルアセトフェノン;DMPA)を含有する樹脂組成物を用いて3μm厚の樹脂膜をガラス基板上に形成した。本発明の樹脂組成物は低粘度(約100cP以下)の液体なので、モールドを樹脂組成物上に載せるだけで樹脂組成物はガラス基板全体に広がり、樹脂層が形成された。粘度の高い場合には、3000rpmにて20秒間スピンコートして樹脂層を形成した。
次に、樹脂層に365nmのUV光を35秒間照射することによって(紫外線量 200mJ/cm2)、樹脂組成物の樹脂層を硬化して硬化膜を形成した。さらに、硬化膜の表面を20秒間酸素プラズマ処理した後、離型剤(0.1重量%のオプツールDSX)で硬化膜の表面を被覆した。
【0064】
硬化膜を水平に設置し、その表面上に約0.05mlの純水を滴下した。この状態を側面から観察し、硬化膜表面に対する水滴の接触角αを測定した。接触角αの測定方法を図5に示す。表面エネルギー(親水性)が低い場合には、図5(a)に示すように、接触角が大きい。このことは、レプリカモールドとして用いたときに、樹脂層からの離型性が高いことを示す。一方、表面エネルギー(親水性)が高い場合、図5(b)に示すように、接触角が小さい。このことは、レプリカモールドとして用いたときに、樹脂層からの離型性が低いことを示す。
【0065】
表面処理前後で各樹脂組成物(樹脂1および樹脂4〜9)の硬化膜に対する水滴の接触角を測定した結果を、表6および図6に示す。
【0066】
【表6】
【0067】
離型剤で表面処理しない場合、POSSMAの配合比率が多くなるほど接触角は小さくなり、表面エネルギー(親水性)が上昇した。一方、離型剤で処理した場合、POSSMAの配合比率が多くなるほど、接触角が大きくなり、表面エネルギー(親水性)が低下した。
離型剤(オプツールDSX)は、被処理表面にSiが存在しないと付着しないため、EGDMA単体の硬化膜を処理することはできなかった。POSSMAの配合比率が10重量%あれば、表面処理できることが分かった。
例えば、POSSMA単体(樹脂1)の硬化膜について、未処理の場合は、接触角は50.8゜と非常に小さいにもかかわらず、離型剤での表面処理により107゜まで上昇した。このことは、離型剤が硬化膜表面に十分に付与されたことを意味する。POSSMAが40重量%配合された樹脂組成物(樹脂6)の硬化膜は、表面処理により、106゜の接触角を示した。
したがって、本発明の樹脂組成物は、10重量%以上のシルセスキオキサンが配合されていることが好ましい。本発明の樹脂組成物は、40重量%以上のシルセスキオキサンが配合されていることがより好ましく、50重量%以上のシルセスキオキサンが配合されていることがさらに好ましい。
【0068】
(6)結論
上記の結果から、本発明の樹脂組成物がNIL技術に用いるレプリカモールドを作製するための材料として適していることが分かる。
【0069】
[レプリカモールドの作製]
図7は、本発明による樹脂組成物を用いて、UV−NIL技術により、レプリカモールドを作製する工程の一例を示す概略図である。
まず、透明ガラス基板1の表面を酸化させるために、オゾンクリーナー(NL−UV253;日本レーザ電子株式会社)を用いて1時間UV−オゾン処理した。UV−オゾンで処理したガラス基板上に、1重量%のDMPAを含有する樹脂組成物を透明ガラス基板1の上に滴下した。本発明の樹脂組成物は低粘度(約100cP以下)の液体なので、滴下しただけで樹脂組成物はガラス基板1全体に広がり、樹脂層2が形成された。(図7a)。粘度の高い場合には、3000rpmにて20秒間スピンコートして樹脂層2を形成した。
【0070】
硬化膜の付着防止のために離型剤(オプツールDSX;ダイキン工業株式会社製)で被覆したポジ型石英モールドをマスターモールド3として用いた。このポジ型石英モールドはマルチスケールドットを有し、マルチスケールドットの高さは100nmであり、ドット−スペース比は1:1であった。
石英製のマスターモールド3を減圧下および室温にて、0.1MPaの圧力で1分間樹脂層に押しつけた(図7b)。樹脂組成物は低粘度(約100cP以下)の液体なので、室温にて低圧でインプリントを行うことができる。
UVランプを装着したナノインプリント装置(NM−401:明昌機工株式会社製)を用いて、マスターモールドに圧力を負荷した状態で、樹脂組成物の樹脂層2に365nmのUV光4を35秒間照射することによって(紫外線量 200mJ/cm2)、樹脂組成物の樹脂層2を硬化して硬化膜2aを形成した。
石英マスターモールドを基板から取り外し(図7c)、ナノパターンが形成された樹脂組成物の硬化膜2aを120℃にて1時間加熱処理して、機械強度および溶媒耐性を強化した。
インプリントされていない硬化膜2aの周囲をダイヤモンドカッターで切り落として、レプリカモールド5を完成させた。
離型剤(0.1重量%のオプツールDSX)でレプリカモールド5のパターンを被覆した。
【0071】
マスターモールドがUV光に対して透明な場合、マスターモールド側からUV照射を行うことができるので、上記工程を適用することができる。
一方、マスターモールドがUV光に対して不透明な場合、透明な基板を用いて、基板側からUV照射を行う。この場合、マスターモールドのパターン形成面上に樹脂層を形成し、基板を樹脂層に押しつける以外は上記工程と同様にして樹脂層にナノパターンを形成することができる。
【0072】
[レプリカモールドの特性評価]
(1)レプリカモールドの表面モルフォロジーの観察
得られた樹脂組成物レプリカモールド5の表面モルフォロジーを原子間力顕微鏡 (Atomic Force Microscope; AFM))および電界放射型走査電子顕微鏡(Field Emission Scanning Electron Microscope; FE-SEM)を用いて観察した。
原子間力顕微鏡(NanoScope III, Veeco Instruments Inc.)を用いて、パターン化されたナノ構造を観察した。観察は、空気中、室温にてタッピングモードで行った。走査速度は、0.5Hzでサンプル辺り512ラインを走査した。バネ定数が38N/mのタッピングモードチップ(NCH-10V:オリンパス株式会社製)を用いた。得られたデータは、画像解析ソフトウェア(SPIP Ver. 3.3.7.0: Image Metrology A/S)によって加工した。
また、電界放射型走査電子顕微鏡(S−4300:株式会社日立ハイテクノロジーズ)を用いて、インプリント後の樹脂組成物レプリカモールドの表面モルフォロジーを観察した。帯電防止のため、サンプル表面は3nm厚のプラチナ層をコートした。
【0073】
図7に示した工程によって、直径80nm、高さ100nmのピンが形成された石英製マスターモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にピンホールパターンを形成した(図8)。
【0074】
図9の左上段にマスターモールドの原子間力顕微鏡(AFM)像を示し、その下にラインプロファイルを示す。また、図9の右上段に樹脂5の樹脂層に形成されたピンホールパターンのFE−SEM像を示し、その下にラインプロファイルを示す。
これらの結果は、ガラス基板上の樹脂組成物のレリーフナノ構造は、レプリカモールドの表面近傍を酸化する、酸素プラズマ処理によって破壊されないことを示している。
【0075】
樹脂5の樹脂層に形成されたピンホールパターンの平均深さは約96nmであった。100nm高さのマスターモールドを用いたので、樹脂組成物がUV−NIL法の条件において約4%の収縮率を有していることを示している。この値は、従来のUVインプリント用のアクリル系樹脂の収縮率の約10%よりも小さく、膜厚制御が行い易いことを示している。
【0076】
同様に、図7に示した工程によって、50nmライン/50nmスペースパターンが形成された石英製マスターモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にラインスペースパターンを形成することによって、レプリカモールドを作製した。
図10に、レプリカモールドのパターンのFE−SEM像を示す。図10から分かるように、作製されたレプリカモールドのパターンにはラインの欠けや残渣がなかった。
このことから、本発明の樹脂組成物は、NIL法によりレプリカモールドを作製するためには十分な特性を有していることが分かった。
(2)レプリカモールドとしての利用可能性
図10のレプリカモールドがNIL法に利用可能か否かを確認した。
図7に示した工程によって、図10のレプリカモールドを用いて、ガラス基板上に樹脂5で形成した樹脂層にラインスペースパターンを形成することによって、第2世代のレプリカモールドを作製した。
図11に、第2世代のレプリカモールドのパターンのFE−SEM像を示す。図11から分かるように、作製されたレプリカモールドのパターンにはラインの欠けや残渣がなかった。
このことから、本発明のレプリカモールドは、NIL法に利用可能であることが分かった。
【0077】
(3)レプリカモールドの耐久性
本発明のレプリカモールドの耐久性を確認するために、図7に示した工程によって、8nm/80nm、66nm/66nmおよび50nm/50nmのラインスペースパターンが形成された樹脂5のレプリカモールドを作製した。
スピンコーティングにより、UV−オゾンクリーナーを用いて洗浄したSiO2基板上に120nm厚のポリ(メチルメタクリレート)(PMMA;MicroChem社製)の樹脂層を形成し、80℃にて10分間予備加熱処理を行って溶媒を除去した後、PMMAの樹脂層に比較的高い温度(150℃)および圧力(10MPa)にて5分間レプリカモールドを押しつけた。冷却後、レプリカモールドを基板から取り外した。
図12は、PMMAを20回インプリントした後のレプリカモールドのFE−SEM像である。
熱インプリントを20回繰り返した後でもモールドの損傷や汚染は観察されなかった。
これらの結果は、本発明のレプリカモールドは、高圧および高温に対して高い耐性を有することを示している。
【0078】
(3)レプリカモールドの柔軟性
近年、ナノテクノロジーの分野では、大面積にナノサイズのパターンを形成することが求められる。現在、レプリカモールド作製のための基板として、石英、シリカ、ガラス製の基板のように剛性の高い材料が用いられているが、このような材料では、コストが高いこと、インプリントする基材が平坦ではない場合など、モールド全面に圧力が均一に負荷されない場合、基板に歪みが生じ破損してしまうこと、および、基板の剛性が高い場合、樹脂層からモールドを分離するとき、全面を同時に剥離されるため、強い力が必要であること、などの不都合がある。
このため、大面積にナノパターンを形成する場合に、レプリカモールド作製のための基板として、PETフィルムのような柔軟性のあるフィルムが用いられる。このような柔軟なフィルム上にパターンを形成すれば、フィルムの変形に伴い、その上に形成されたパターンに歪みが生じることになる。したがって、柔軟なPETフィルム上にパターン形成したときには、フィルムが変形してもパターンが破折しないことが重要である。
【0079】
図7に示した工程によって、50nmライン/50nmスペースパターンが形成された石英製マスターモールドを用いて、100μm厚のPETフィルム(1cm×1cm角)上に樹脂1〜13のそれぞれで形成した樹脂層にラインスペースパターンを形成した。
形成されたラインパターンが引き延ばされるように、PETフィルムを90゜折り曲げた後、光学顕微鏡を用いてパターン破折の有無を確認した。
樹脂1〜3を用いて作製したパターンは破折したが、樹脂4〜13を用いて作製したパターンは破折しなかった(表7)。
【0080】
【表7】
【0081】
本発明による樹脂組成物は、柔軟なPETフィルム上にパターン形成する場合、ラジカル重合可能なエチレン性不飽和結合を有する基を含む重合性モノマーのうちでもEGDMAやTEGDMAのように、2つのエチレン性不飽和結合を有し、それら2つが1〜3個のエチレングリコール(EG)単位で連結された構造を有する重合性モノマーを用いることが好ましい。
【0082】
(4)結論
ガラス基板や石英基板等の剛性の高い基板上にレプリカモールドを形成した場合、本発明の樹脂組成物は、いずれも、NIL法に適用可能であることが証明された。
さらに、基板として柔軟性のある材質を用いる場合、本発明の樹脂組成物のうち、重合性シルセスキオキサンと、1〜3個のEG単位で連結された構造を有する重合性モノマーのような架橋剤との混合物を用いれば、樹脂組成物の硬化膜も十分な柔軟性を有するため、全体としては柔軟性があり、かつ、必要性のある部分のみが剛性の高いレプリカモールドを作製することができる。このような柔軟性と剛性を併せ持つレプリカモールドは、多くのアプリケーションに有用である。特に、基板が平坦でない場合、モールドに高い負荷をかけずに、大面積のパターン面を均一に樹脂層に押しつけることができるため、非常に有利である。したがって、本発明のレプリカモールドは、NIL法を経済的かつ簡便にするだけではなく、金、ナノチューブ、ナノワイヤーなどの種々の材質のトランスファープリンティングに有用である。
【符号の説明】
【0083】
1・・・基板
2・・・樹脂層
2a・・・硬化膜
3・・・マスターモールド
4・・・UV光
5・・・レプリカモールド
6・・・基板
7・・・樹脂層
7a・・・硬化膜
8・・・UV光
【特許請求の範囲】
【請求項1】
一般式(I):
【化1】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が8〜12個組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物の硬化膜を有する、インプリントリソグラフィー用のレプリカモールド。
【請求項2】
前記樹脂組成物が、前記シルセスキオキサンと共重合可能な重合性モノマーをさらに含み、前記硬化膜が、前記シルセスキオキサンと前記重合性モノマーとのコポリマーである、請求項1に記載のレプリカモールド。
【請求項3】
前記シルセスキオキサンがラジカル重合可能なエチレン性不飽和結合を有する基を含む場合、前記シルセスキオキサンと共重合可能な重合性モノマーは、アクリル酸、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、ブトキシエチルアクリレート、ベンジルアクリレート、1,6−ヘキサンジオールジアクリレート、メタクリル酸、メチルメタクリレート、n−ブチルメタクリレート、2−エチルヘキシルメタクリレート、ラウリルメタクリレート、アリルメタクリレート、ベンジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、エチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリプロピレングリコールジメタクリレートよりなる群から選択される1または複数の化合物であり、前記シルセスキオキサンがエポキシ基を含む場合、前記シルセスキオキサンと共重合可能な重合性モノマーは、プロピレンオキサイド、ブテンオキサイド、エピクロロヒドリン、エピブロモヒドリン、グリシジルエチルエーテル、グリシジルプロピルエーテル、グリシジルブチルエーテル、ジグリシジルエーテル、グリシジルフェニルエーテル、ジエチレングリコールビスグリシジルエーテル、グリシジルアセテート、グリシジルブチラート、グリシジルヘキサノエート、グリシジルカプロエート、グリシジルクロルアセテート、ジグリシジルマレート、ジグリシジルスクシネート、ジグリシジルフタレート、ジグリシジルテレフタレート、ジグリシジルイソフタレート、トリグリシジルトリメリテート、1,3,5−トリグリシジルベンゼンカルボン酸よりなる群から選択される1または複数の化合物である、請求項2に記載のレプリカモールド。
【請求項4】
前記樹脂組成物の硬化膜が、
0.127〜0.197GPaの硬度;
2.445〜4.160GPaのヤング率;
365nm以上の波長領域にて95%以上の透過率;および、メタノール、エタノール、脱水トルエン、テトラヒドロフランまたはそれらの混合物である有機溶媒に対して0.5重量%以下の膨潤度
を有する、請求項1に記載のレプリカモールド。
【請求項5】
微小パターンが形成された樹脂組成物の硬化膜を有するインプリントリソグラフィー用のレプリカモールドの作製方法であって、
基板上またはマスターモールド上に、一般式(I):
【化2】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が8〜12個組み合わさって構成された重合性シルセスキオキサンを含み、かつ、25℃にて100cP以下の粘度を有する樹脂組成物を滴下して、樹脂層を形成する工程;および、
基板上に樹脂層を形成した場合、前記樹脂層にマスターモールドを、または、マスターモールド上に樹脂層を形成した場合、前記樹脂層に基板を、20〜30℃にて0.2MPa以下の圧力で樹脂層に押しつけた状態で、樹脂層に300〜400nmの波長領域のUV光を照射して、前記樹脂層を硬化させる工程を含むことを特徴とする作製方法。
【請求項1】
一般式(I):
【化1】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が8〜12個組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物の硬化膜を有する、インプリントリソグラフィー用のレプリカモールド。
【請求項2】
前記樹脂組成物が、前記シルセスキオキサンと共重合可能な重合性モノマーをさらに含み、前記硬化膜が、前記シルセスキオキサンと前記重合性モノマーとのコポリマーである、請求項1に記載のレプリカモールド。
【請求項3】
前記シルセスキオキサンがラジカル重合可能なエチレン性不飽和結合を有する基を含む場合、前記シルセスキオキサンと共重合可能な重合性モノマーは、アクリル酸、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、ブトキシエチルアクリレート、ベンジルアクリレート、1,6−ヘキサンジオールジアクリレート、メタクリル酸、メチルメタクリレート、n−ブチルメタクリレート、2−エチルヘキシルメタクリレート、ラウリルメタクリレート、アリルメタクリレート、ベンジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、エチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリプロピレングリコールジメタクリレートよりなる群から選択される1または複数の化合物であり、前記シルセスキオキサンがエポキシ基を含む場合、前記シルセスキオキサンと共重合可能な重合性モノマーは、プロピレンオキサイド、ブテンオキサイド、エピクロロヒドリン、エピブロモヒドリン、グリシジルエチルエーテル、グリシジルプロピルエーテル、グリシジルブチルエーテル、ジグリシジルエーテル、グリシジルフェニルエーテル、ジエチレングリコールビスグリシジルエーテル、グリシジルアセテート、グリシジルブチラート、グリシジルヘキサノエート、グリシジルカプロエート、グリシジルクロルアセテート、ジグリシジルマレート、ジグリシジルスクシネート、ジグリシジルフタレート、ジグリシジルテレフタレート、ジグリシジルイソフタレート、トリグリシジルトリメリテート、1,3,5−トリグリシジルベンゼンカルボン酸よりなる群から選択される1または複数の化合物である、請求項2に記載のレプリカモールド。
【請求項4】
前記樹脂組成物の硬化膜が、
0.127〜0.197GPaの硬度;
2.445〜4.160GPaのヤング率;
365nm以上の波長領域にて95%以上の透過率;および、メタノール、エタノール、脱水トルエン、テトラヒドロフランまたはそれらの混合物である有機溶媒に対して0.5重量%以下の膨潤度
を有する、請求項1に記載のレプリカモールド。
【請求項5】
微小パターンが形成された樹脂組成物の硬化膜を有するインプリントリソグラフィー用のレプリカモールドの作製方法であって、
基板上またはマスターモールド上に、一般式(I):
【化2】
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が8〜12個組み合わさって構成された重合性シルセスキオキサンを含み、かつ、25℃にて100cP以下の粘度を有する樹脂組成物を滴下して、樹脂層を形成する工程;および、
基板上に樹脂層を形成した場合、前記樹脂層にマスターモールドを、または、マスターモールド上に樹脂層を形成した場合、前記樹脂層に基板を、20〜30℃にて0.2MPa以下の圧力で樹脂層に押しつけた状態で、樹脂層に300〜400nmの波長領域のUV光を照射して、前記樹脂層を硬化させる工程を含むことを特徴とする作製方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2010−280159(P2010−280159A)
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2009−136157(P2009−136157)
【出願日】平成21年6月5日(2009.6.5)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【Fターム(参考)】
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成21年6月5日(2009.6.5)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【Fターム(参考)】
[ Back to top ]