
ナノファイバー繊維構造体および繊維製品
【課題】熱溶融せず、また、有機溶媒にも溶解しないパラ系アラミドポリマー等からなる、新規なナノファイバー繊維構造体、およびそれを用いた繊維製品を提供する。
【解決手段】単繊維の平均繊維径が20nm以上1000nm未満で、平均繊維長が0.1mm以上10cm以下であるナノファイバーが、表面の大部分に形成されている、高配向あるいは高強度高弾性繊維からなるナノファイバー繊維構造体、および、それを用いた繊維製品であり、前記ナノファイバーは、高配向あるいは高強度高弾性繊維が長さ方向にフィブリル化して形成されたものである。
【解決手段】単繊維の平均繊維径が20nm以上1000nm未満で、平均繊維長が0.1mm以上10cm以下であるナノファイバーが、表面の大部分に形成されている、高配向あるいは高強度高弾性繊維からなるナノファイバー繊維構造体、および、それを用いた繊維製品であり、前記ナノファイバーは、高配向あるいは高強度高弾性繊維が長さ方向にフィブリル化して形成されたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノファイバーを含むナノファイバー繊維構造体、および該ナノファイバー繊維構造体を用いてなる繊維製品に関する。
【背景技術】
【0002】
単繊維直径がナノオーダーである有機繊維よりなるナノファイバーは、ナノ構造による特異な機能発現が期待されることから、近年注目されている。例えば、ナノファイバーは通常の繊維と比較して比表面積が非常に大きいことから、従来の繊維が有するポリマー固有の性質のほかに、優れた吸着特性や接着特性、ナノオーダーでの空孔制御や高度な分子組織化に由来する機能、あるいは優れた生体適合性といった新機能が発現する。そのため、これらの機能を活用することで、従来にない新素材の開発が期待できる。
【0003】
例えば、ナノファイバーは、再生医療用材料、ウェアラブルエレクトロニクスセンサー、バイオ・ケミカルハザード防御フィルター、複合材料、耐熱絶縁材料、軽量車両用高性能アクチュエーター、人工筋肉、安全防災用材料、対細菌・化学物質用衣料、内装材、電池セパレータ、スポーツ衣料、高性能フィルター、燃料電池用キャパシター、二次電池用電極材料、ハードディスク用研磨布、ワイピングクロス、防音材などへの応用が期待されている。
【0004】
ナノファイバーを製造する方法としては、(A)海島型複合繊維から海成分を除去し、島成分よりなるナノサイズのフィブリルを得る方法、(B)エレクトロスピニング法、または(C)エレクトロブロー法のように電界場中で紡糸することで発生するクーロン力によりナノサイズまで延伸する方法、が知られている。
【0005】
(A)海島型複合繊維からナノファイバーを得る方法として、例えば、海成分が5−ナトリウムスルホイソフタル酸を共重合した改質ポリエステル、島成分がポリエステルである海島型複合繊維を用いて編地を得た後、苛性ソーダ水溶液で海成分である改質ポリエステルを溶解除去することで、直径が10〜1000nmで繊維長が1mm程度のナノファイバーを得る方法(特許文献1)、あるいは、特許文献1で得られる、ナノファイバー化した編地を高圧水で噴射処理することにより、ナノファイバーがばらけた状態で存在するナノファイバーを含む編地を得る方法(特許文献2)が開示されている。
【0006】
(B)エレクトロスピニング法によるナノファイバーの製造法は、電界場中での紡糸により生成したナノファイバーをコレクターと呼ばれる装置上に堆積させることで直接ウェブを形成できるという利点があるが、製造速度が遅いという問題点があり、工業的規模の紡糸法としては採用されて来なかった。しかし、最近になって、エレクトロスピニング法は、種々の高分子の溶融物や溶液に適用ができ、径が数ナノメートルの繊維からなるウェブの製造も可能であることが報告されたことから、再び注目を浴び、1998年ごろから日本、米国およびドイツを中心にあらたな技術開発が始まった(「ナノファイバーテクノロジーを用いた高度産業発掘戦略」、宮本達也監修、(株)シーエムシー出版、発行日2004年2月)。
【0007】
エレクトロスピニング法によるウェブの製造は、以下の原理による。すなわち、高分子溶液を極細ノズルから押し出す際に高電圧を印加することで、高分子溶液の表面に電荷が誘発され蓄積される。蓄積された電荷はお互いに反発し合うので、この反発力が溶液の表面張力に打ち克った時点で、荷電した溶液がジェットとして噴射される。噴射されたジェットは、その体積に比べて表面積が大きいので、溶媒が効率良く蒸発する。溶媒の蒸発により溶液の体積が減少することで電荷密度が更に高まり、反発力がより増大し、更に細いジェットへと分裂して行くことで、ナノサイズの単繊維径からなるフィラメントが生成する。このフィラメントを、集合体として、コレクターと呼ばれる捕集装置上に捕集することでウェブが形成される。
【0008】
エレクトロスピニング法により、ナノファイバーからなるウェブを製造する方法として、例えば、特許文献3には、揮発性の高い溶媒を用い高分子溶液を加温することで吐出量を増加させ、ポリアクリロニトリル、ポリフッ化ビニリデンあるいはポリイミドの微細繊維よりなる高分子ウェブを効率良く製造する方法が開示されている。また、特許文献4、特許文献5には、塩化リチウムを添加したN,N−ジメチルホルムアミドを溶媒とするポリメタフェニレンイソフタルアミドの溶液を用いて、単繊維径が30〜500nmのナノファイバーからなる不織布を得る方法が開示されている。
【0009】
(C)エレクトロブローン法では、エレクトロスピニング法と同様、高分子溶液を極細ノズルから押し出す際に高電圧を印加するが、その際に、高分子溶液の押し出しノズルの周囲から圧縮ガスを同時に噴射することにより、ナノファイバーからなるウェブを得る方法が開示されている。特許文献6では、ポリエチレンオキシドの水溶液を用いて空気を噴射する方法により、繊維径が100〜700nmのナノファイバーからなるウェブを得ている。また特許文献7では、ポリアクリロニトリルのN,N−ジメチルホルムアミド溶液またはポリフッ化ビニリデンのアセトン溶液を用いて、窒素またはアルゴンガスを噴射し、平均直径が1000nm未満のナノファイバーよりなるウェブを得ている。
【0010】
一方、パラ系アラミドポリマーは、熱溶融せず、また、実質的な溶媒は濃硫酸のみであるため、該ポリマーを濃硫酸に溶解した溶液を液晶紡糸することで、繊維が製造されている。しかしながら、パラ系アラミドポリマーから微細直径のナノファイバーを製造する方法としては、前記の、海島型複合繊維からのナノファイバーの製造方法では、使用されるポリマーは熱溶融することが必要であるため、熱溶融しないパラ系アラミドポリマーには適用できない。また、エロクトロスピニングあるいはエレクトロブローンによるナノファイバーの製造法では、使用されるポリマーは、揮発性溶媒に溶解することが必要である。しかし、パラ系アラミドポリマーの実質的溶媒である濃硫酸は極めて沸点が高く、しかも分解して亜硫酸ガスを発生するため、安全性や装置上の問題等があり、好ましい方法ではない。
【0011】
そのため、パラ系アラミドポリマーのように熱溶融せず有機溶媒にも溶解しないポリマーでは、ナノオーダーの繊維径を有するナノファイバー繊維構造体は、今のところ知られていない。特許文献8には、製織または製編したパラ系アラミド繊維布帛に、ノズル噴射圧5〜30MPa程度の高圧流体処理を施し、繊維をマイクロフィラメント化したものを、多層積層体に用いることにより、突き刺し抵抗性かつ耐切創性に優れ、ごわごわ感がなく作業性に優れた防護衣料を提供できることが開示されている。
【0012】
しかし、特許文献8では、表面を構成する繊維の大部分がナノファイバーであるものは得られていない。この原因としては、ノズル噴射圧5〜30MPaの高圧流体処理では、生成したマイクロフィラメントが高圧流体処理により流出してしまうため、マイクロフィラメント化した厚い層が生成されにくいことが考えられる。また、極表層にマイクロフィラメント化層が形成された段階で、このマイクロフィラメント化層により高圧流体が減衰するため、流体が処理布から溢れるように流れて、繊維の内部まで入り込めないため、表面を構成する繊維の大部分がナノファイバーになるまで処理が進行しないものと推定される。
【0013】
また、特許文献9および特許文献10には、アラミドパルプを製造する技術が開示されている。しかし、重合時の剪断力によりゲル状の樹脂を微細化するこれらの方法では、掛けられる剪断力に限界があり、ナノオーダーまで微細化することはできない。また、該方法は、重合工程または紡糸工程と連動して行われる必要があるため、アラミド糸屑などのリサイクル糸には不適であった。また、アラミド糸をアラミド溶解作用のある薬剤と一緒に剪断微細化した場合は、アラミドの重合度、強度、弾性率および配向が低下してしまい、実質的に長いナノファイバーが得られない。
【0014】
一方、繊維あるいは織物等の繊維構造体の表面加工方法として、微細粒子を吹付ける方法が開示されている(特許文献11、12)。これらの文献には、微細な金属粉やセラミック粉、ドライアイス粒を含む圧送気体を、繊維や布の表面に吹付ける加工法が開示されている。この方法は、表面を荒らすことで布地を柔らかくする、表面を毛羽立たせる、あるいは逆に表面の毛羽を取り除くといった表面加工が目的であり、ナノファイバーを得ることを狙ったものではない。
【0015】
非特許文献1のフィブリル[fibril]の項には、以下の記載がある。“繊維(ガラス繊維や金属繊維などを除く)の直径方向に衝撃力を加えると、繊維の長さ方向に平行に亀裂が生じる。繊維に亀裂が発生して、より細かな繊維に分裂する現象をフィブリル化といい、分裂した繊維をフィブリル(小繊維)という。フィブリルは、各繊維材料に固有のもっとも細い繊維であるミクロフィブリルが集合して形成されると考えられている。液晶ポリマーからなる高強度繊維は、フィブリル化しやすい。”しかし、非特許文献1は、繊維がフィブリル化することを開示してはいるが、生成したフィブリルの繊維径などに関する記載はなく、ナノオーダーまで繊維がフィブリル化することを開示するものではない。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2007−107160号公報
【特許文献2】特開2007−291567号公報
【特許文献3】特開2002−249966号公報
【特許文献4】特開2008−013872号公報
【特許文献5】特開2008−013873号公報
【特許文献6】特表2008−525669号公報
【特許文献7】特表2008−519169号公報
【特許文献8】特開2007−321262号公報
【特許文献9】米国特許第4,511,623号明細書
【特許文献10】米国特許第4,876,040号明細書
【特許文献11】特開2000−054255号公報
【特許文献12】特開平10−219525号公報
【非特許文献】
【0017】
【非特許文献1】平成14(2002)年3月25日発行、「繊維の百科事典」(丸善発行、宮田清蔵編集委員長)、フィブリル[fibril]の項目
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明の目的は、熱溶融せず、また、有機溶媒にも溶解しないパラ系アラミドポリマー等からなる、新規なナノファイバー繊維構造体、およびそれを用いた繊維製品を提供することである。
【課題を解決するための手段】
【0019】
本発明者は、かかる課題を解決するため鋭意検討した結果、高強度高弾性繊維の構造体に、ドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を与えることにより、ポリマーを熱溶融したり、また有機溶媒を用いることもなく、高配向した繊維がナノフィブリル化して、マイクロフィラメントよりも繊維径の細いナノファイバーを含むナノファイバー繊維構造体が得られることを見出し、本発明に到達した。
【0020】
すなわち、本発明は、以下の通りである。
(1)表面を構成する繊維の大部分がナノファイバーで、該ナノファイバーの単繊維平均繊維径が20nm以上、1000nm未満である繊維構造体であって、前記ナノファイバーが高配向あるいは高強度高弾性繊維であることを特徴とするナノファイバー繊維構造体。
【0021】
(2)表面を構成する繊維の大部分が前記ナノファイバーからなり、該表面層の厚さが10μm以上である、上記(1)に記載のナノファイバー繊維構造体。
【0022】
(3)ナノファイバーの平均繊維長が0.1mm以上、10cm以下である、上記(1)または(2)に記載のナノファイバー繊維構造体。
【0023】
(4)ナノファイバーが、高配向あるいは高強度高弾性繊維のフィブリル化により形成されたものである、上記(1)に記載のナノファイバー繊維構造体。
【0024】
(5)高配向あるいは高強度高弾性繊維が、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維またはポリビニルアルコール系繊維である、上記(1)に記載のナノファイバー繊維構造体。
【0025】
(6)高強度高弾性繊維の強度が、10cN/dtex以上である、上記(5)に記載のナノファイバー繊維構造体。
【0026】
(7)上記(1)〜(6)のいずれかに記載のナノファイバー繊維構造体を用いた繊維製品。
【0027】
(8)上記(1)〜(6)のいずれかに記載のナノファイバー繊維構造体を少なくとも一部に有するナノファイバー繊維織布、不織布、撚糸、コード、または、当該織布、不織布、撚糸、コードを用いた繊維製品。
【発明の効果】
【0028】
本発明のナノファイバー繊維構造体は、高配向あるいは高強度高弾性繊維からなり、ナノファイバーは繊維径が非常に細く、かつ溶融処理されていないために高強度であり、しかも、ナノファイバー繊維構造体は加工性に優れている。そのため、本発明のナノファイバー繊維構造体を用いることにより、ナノレベルで異物を濾過できる不織布や、ウイルスなど微細な異物を除去できる通気性に優れる手術用手袋等の繊維製品が得られる。
【0029】
また、パラ系アラミド繊維などの非熱可塑性繊維は、高強度、高弾性かつ難燃性に優れているため、織布あるいは不織布から製造したナノファイバー繊維構造体を用いることにより、消防隊員、警察官、医者、プラントエンジニア等の使用に適した着用性のよい防護服が得られる。
【図面の簡単な説明】
【0030】
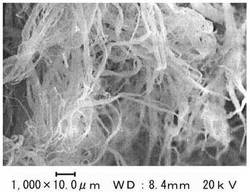
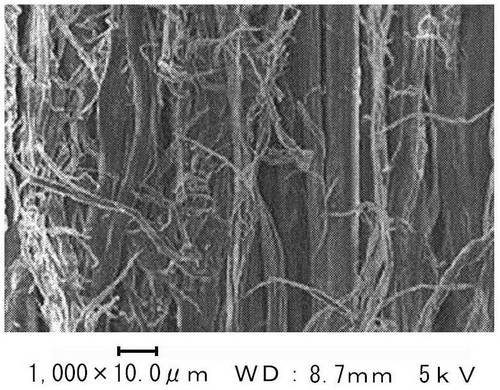
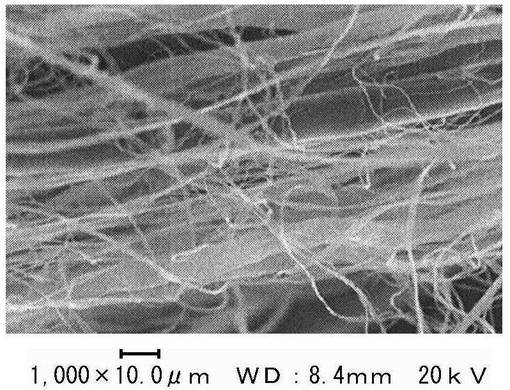
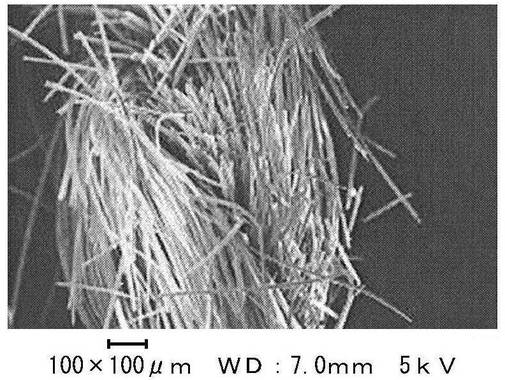
【図1】本発明のナノファイバー繊維構造体(実施例1)の表面SEM写真である。
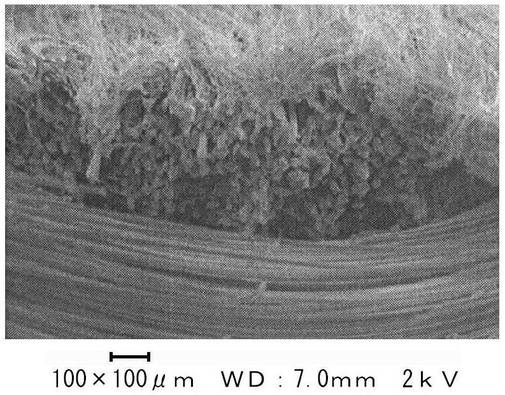
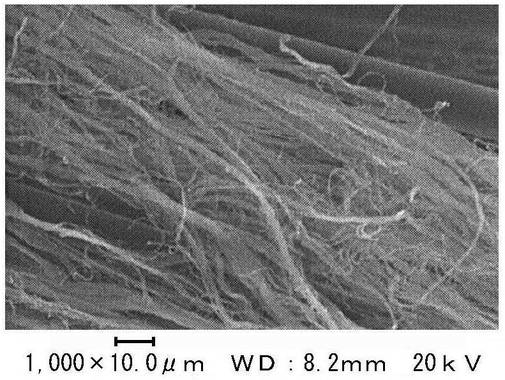
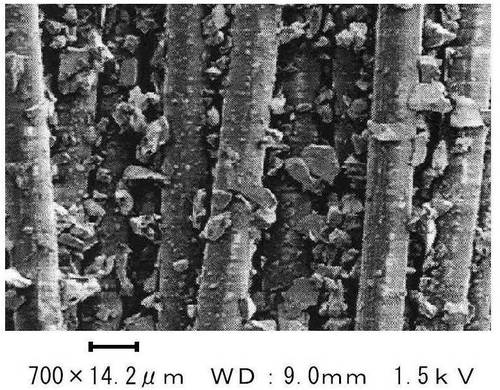
【図2】本発明のナノファイバー繊維構造体(実施例1)の断面SEM写真である
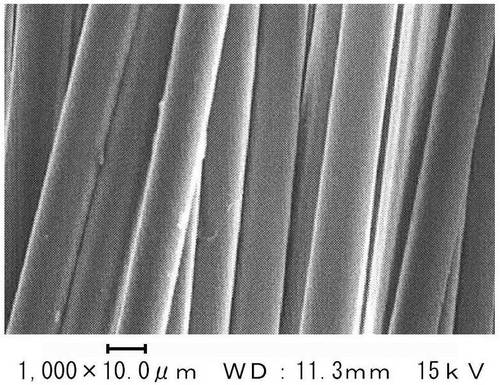
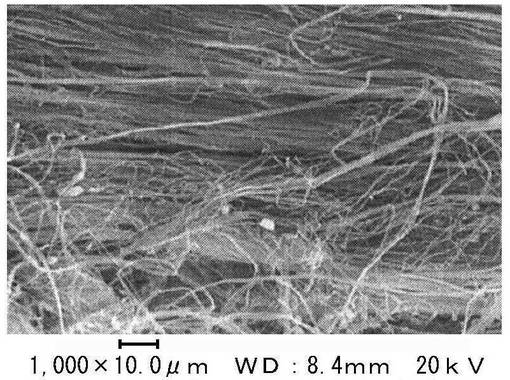
【図3】実施例1で用いたナノファイバー化処理前の織布のSEM写真である。
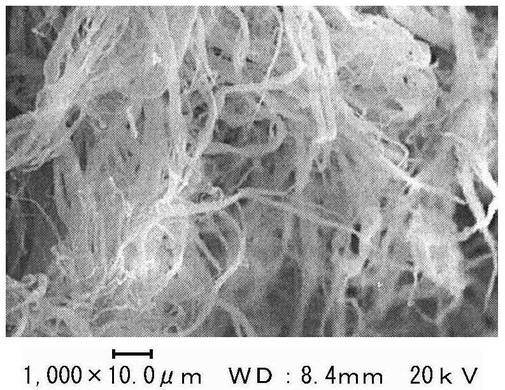
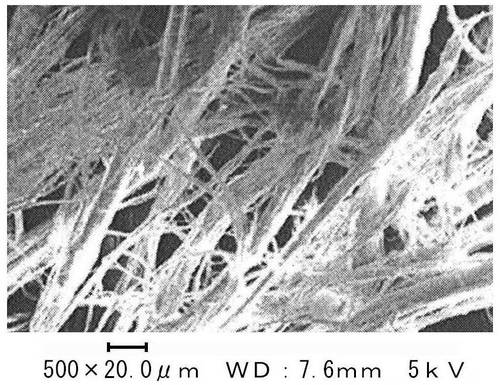
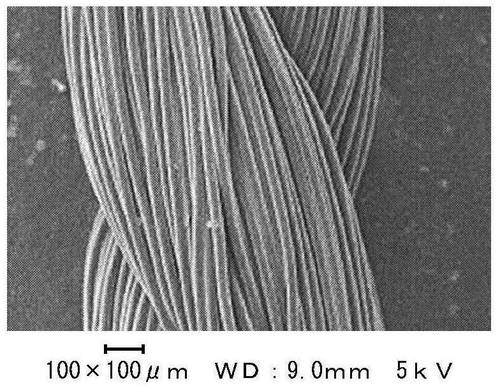
【図4】本発明のナノファイバー繊維構造体(実施例2)の表面SEM写真である。
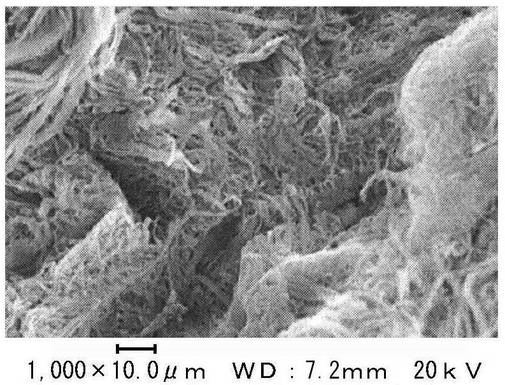
【図5】本発明のナノファイバー繊維構造体(実施例3)の表面SEM写真である。
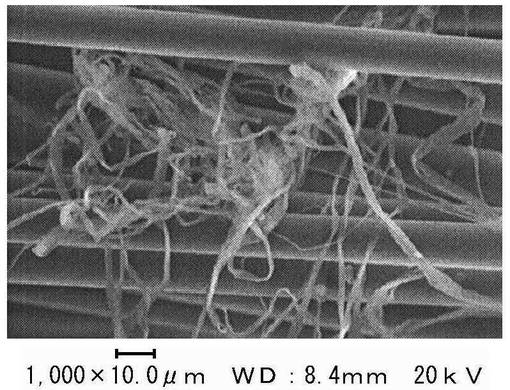
【図6】本発明のナノファイバー繊維構造体(実施例4)の表面SEM写真である。
【図7】本発明のナノファイバー繊維構造体(実施例5)の表面SEM写真である。
【図8】本発明のナノファイバー繊維構造体(実施例6)の表面SEM写真である。
【図9】本発明のナノファイバー繊維構造体(実施例7)の表面SEM写真である。
【図10】本発明のナノファイバー繊維構造体(実施例8)の表面SEM写真である。
【図11】比較例1の繊維構造体の表面SEM写真である。
【図12】比較例2の繊維構造体の表面SEM写真である。
【図13】比較例3のサンドブラスト処理後の繊維構造体のSEM写真である。
【発明を実施するための形態】
【0031】
本発明において、「繊維構造体」とは、繊維が加工されて集合したものを言い、「ナノファイバー繊維構造体」とは、該繊維構造体の表面を構成する繊維の大部分が、単繊維の平均繊維径が20nm以上、1000nm未満のナノファイバーよりなるものを言う。なお、大部分がナノファイバーであるとは、繊維構造体の表面を構成する繊維の50%以上がナノファイバーであることを言い、好ましくは70%以上、特に好ましくは90%以上である。
【0032】
本発明において、ナノファイバー繊維構造体は、ナノファイバーの単繊維の平均繊維径が、好ましくは60nm以上、1000nm未満であり、特に好ましくは60nm以上、950nm以下である。単繊維の平均繊維径が20nm未満の場合は、取扱い操作性が悪く、製造効率も低下する。一般に、ウイルスの大きさは20〜970nm、細菌の大きさは1〜5μmであるので、20nm以上あれば通気性と衛生性を両立できる。一方、単繊維の平均繊維径が1000nm以上になると、不織布にした場合、ナノレベルの濾過が難しくなりウイルスなど微細な異物を除去できなくなる恐れがある。
【0033】
該ナノファイバーにより構成されている表面層(ナノファイバー層)の厚みは10μm以上が好ましい。10μm未満であると、ナノファイバーの特徴が出ない場合がある。一方、厚み方向すべてがナノファイバーであると、防護衣料等に使用した場合、十分な強度が発揮できない場合が生じる。ナノファイバー層の厚みの上限は特に限定されるものではなく、使用目的により任意に調整が可能である。
【0034】
また、本発明のナノファイバー繊維構造体は、ナノファイバーの平均繊維長が0.1mm以上である。ドライアイスの処理条件を弱くして繰り返し処理することにより、繊維長の大きいナノファイバーが作成できる傾向にある。用途としては、繊維長の大きいナノファイバーの方が好ましい場合が多いが、取扱い作業の観点から、上限は10cmである。平均繊維長は、0.7mm以上、10cm以下であることが好ましく、特に好ましくは、1mm以上、5cm以下である。
【0035】
本発明のナノファイバー繊維構造体は、上記の繊維径および繊維長を有するナノファイバーが、繊維構造体の表面の大部分に形成されているが、該ナノファイバーは、高強度高弾性繊維の構造体に、ドライアイスの昇華圧力またはキャビテーション気泡の崩壊圧力などの衝撃力を与えることにより、繊維がその長さ方向にフィブリル化して形成される。溶融処理されていないため、本発明のナノファイバーは、エレクトロスピニング法等では得られ難い、高配向のナノファイバーが形成される点に特徴がある。
【0036】
ナノファイバー化処理する前の繊維構造体を構成する繊維としては、高強度高弾性繊維のフィラメント糸または短繊維が用いられる。短繊維とは、フィラメント糸のカットファイバー、ステープル、パルプなどフィラメント糸ではない繊維状物質を言う。使用する短繊維は、使用済みの製品からリサイクルしたものであってもよい。また、繊維構造体は、前記のフィラメント糸および/または短繊維を用いて製造した、織布(織物)、不織布、撚糸、コード、撚紐、編物などが用いられる。これらのうち、フィブリル化が容易である点より、織布、不織布、撚糸またはコードが好ましい。
【0037】
ナノファイバー化処理する前の繊維構造体を構成する繊維がフィラメント糸である場合は、短繊維の構造体を原料とする繊維構造体に比べて、繊維長の長いナノファイバーが形成される傾向はあるが、衝撃力によって繊維が長さ方向にフィブリル化すると同時に切断され易くなるため、10cmを超える繊維長のナノファイバーを得ることは困難である。
また、ナノファイバー化処理する前の繊維構造体として、織布および不織布を用いた場合には、ナノファイバー化処理により直接、繊維構造体が作成できるので好ましい形態である。防護衣料等の強度が必要な用途には織布が好ましく、フィルター等には不織布が好ましい場合がある。また、ナノファイバー化処理する前の繊維構造体として、コードを用いた場合には、ナノファイバーを表面層に有する繊維構造体またはナノファイバーで起毛された繊維構造体が作成できるので、タイヤまたはゴム補強用途に好ましい。更に、ナノファイバー化処理する前の繊維構造体として、撚糸を用いた場合には、ナノファイバー化した部分とナノファイバー化していない部分とが連続不離一体の構造を有する繊維構造体が作製でき、これを加工して織布または不織布の形態に利用できるので、熱可塑性樹脂含浸されたFRP用途に好ましい場合がある。
【0038】
ナノファイバー化処理する前の繊維構造体を構成する高強度高弾性繊維の単糸繊度は、特に限定されるものではないが、0.1〜10dtexであることが好ましく、より好ましくは0.2〜10dtex、特に好ましくは0.4〜5dtexである。0.1dtex未満もしくは10dtexを超える場合は、製糸効率が低いため経済性に劣る。
【0039】
本発明の高強度高弾性繊維としては、パラ系アラミド繊維(ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン社製「ケブラー(登録商標)」、テイジン・アラミド社製「トワロン」);コポリパラフェニレン−3,4−ジフェニルエーテルテレフタルアミド繊維(帝人テクノプロダクツ社製「テクノーラ(登録商標)」)等)、ポリパラフェニレンベンゾビスオキサゾール繊維(東洋紡績社製「ザイロン」等)、セルロース系繊維(レンチング社製「リヨセル」等)などの非熱可塑性繊維、全芳香族ポリエステル繊維(クラレ社製「ベクトラン」等)、ポリケトン繊維(旭化成社製「サイバロン」等)、超高分子量ポリエチレン繊維(東洋紡績社製「ダイニーマ」、ハネゥエル社製「スペクトラ」等)、メタ系アラミド繊維(ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名「ノーメックス」、帝人テクノプロダクツ社製「コーネックス」))、ポリビニルアルコール系繊維(クラレ社製「クラロン」)などが挙げられ、これらの繊維は高配向繊維であるため好ましい繊維である。前記のポリケトン繊維としては、繰り返し単位の95質量%以上が1−オキソトリメチレンにより構成されるポリケトン(PK)繊維、ポリエーテルケトン(PEK)繊維、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維などでもよい。これらの繊維を用いて繊維構造体を作製する場合は、これらの繊維を2種以上併用することもできる。
【0040】
上記の高強度高弾性繊維の中でも、耐切創性及び耐熱、耐アルカリ性に優れている点から、パラ系アラミド繊維が好ましく、パラ系アラミド繊維の中でもフィブリル化しやすいポリパラフェニレンテレフタルアミド繊維が、特に好ましい。
【0041】
高強度高弾性繊維は、JIS L 1013(1999)に基づいて測定される引張強度が10cN/dtex以上であることが好ましく、より好ましくは15cN/dtex以上である。なお、繊維が高強度であるほど配向度が高くなる傾向があるため、ナノファイバーを製造し易くなる。また、上記の高強度高弾性繊維は、高強度かつ高弾性率の繊維であることがより好ましく、該弾性率は、JIS L 1013(1999)に基づいて測定される引張弾性率が400cN/dtex程度以上であることが望ましい。
【0042】
本発明において、ナノファイバーが得られる理由を、パラ系アラミド繊維を例に説明する。パラ系アラミド繊維中では、繊維軸方向(すなわち、繊維の長さ方向)にアラミド分子鎖が配向しており、繊維軸に垂直な方向(すなわち、繊維の直径方向)は分子間力による結合または水素結合のような弱い結合力で結合していると推定している。このような繊維に、例えばドライアイス粒を噴射(ブラスト)した場合、ドライアイスは昇華性の固体冷媒であるため、昇華した二酸化炭素ガスが膨張してアラミド繊維内部のミクロ間隙に侵入し、その侵入性が高いためか、ガス膨張による衝撃力によって、繊維軸方向の結合は切断されずに繊維軸に垂直な方向の結合のみ切断されて繊維が長さ方向に分裂してフィブリル化し、ナノファイバー化するものと推定している。ドライアイスブラスト以外の方法として、超高圧水流または超音波による方法の場合も、キャビテーションによる衝撃力によって、同様に繊維軸に垂直方向の結合のみが切断され、ナノファイバー化するものと推定している。
【0043】
本発明のナノファイバー繊維構造体を製造する場合は、高強度高弾性繊維のフィラメント糸または短繊維を用いて、公知の方法により、織布、不織布、撚糸、コード、撚紐、編物などを製造する。織布の織成方法(織り方)としては、例えば、平織、綾織、からみ織、朱子織、三軸織、横縞織、斜文織などが挙げられ、特に限定されるものではない。織布を形成する繊維は、フィラメント糸、スパン糸、紡績糸のいずれでもよい。また、不織布としては、例えば、ニードルパンチ不織布、ウォータージェットパンチ不織布、スパンレース不織布、スパンボンド不織布などが挙げられ、特に限定されるものではない。
【0044】
次いで、上記の方法で製造した繊維構造体に対し、衝撃力を与え、繊維を長さ方向にフィブリル化させることにより、ナノファイバー繊維構造体を製造する。この場合、ナノファイバー繊維構造体は、繊維構造体の表面の大部分がナノファイバー化される。
【0045】
衝撃力を与える方法としては、ドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を利用する方法が挙げられる。ドライアイスによる衝撃力を利用する方法としては、繊維構造体に対して、空気や窒素等の加圧気体で加速したドライアイス粒をノズルから噴射する直圧方式(この場合、ノズルの噴射孔と繊維構造体との距離は、10mm〜150mmが好ましい)、細かいドライアイス粒を噴射するスプレー方式、あるいは、液化炭酸をスプレーにより霧状にし、空気中の水分を核にドライアイスを形成させる直接ドライアイス製造スプレー方式、による方法、または、タンブラー装置などを用いて、繊維構造体とドライアイス粒を衝突させて繊維をフィブリル化させる方法がある。繊維構造体にキャビテーションによる衝撃力を与える方法としては、例えば、繊維構造体に対して、加圧された噴射液(好ましくは、35MPa以上の高圧水)を噴射し、噴射によりキャビテーションを発生させ、そのキャビテーション気泡の崩壊圧力を利用して繊維をフィブリル化させる方法等がある。
【0046】
特にドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を利用する方法は、本発明のナノファイバー繊維構造体を製造する際に、繊維構造体から作成できるので好ましく、フィラメントがナノファイバー化した部分とナノファイバー化していない部分とが連続不離一体した構造の構造体を作製できる。
【0047】
上記の方法により、繊維の長さ方向にフィブリル化して形成された、単繊維の平均繊維径が20nm以上1000nm未満で、平均繊維長が0.1mm以上10cm以下のナノファイバーが、繊維構造体の表面の大部分に形成されている、ナノファイバー繊維構造体を製造することができる。
【0048】
なお、上記の方法で製造されたナノファイバー繊維構造体には、さらに、常法の染色加工、撥水加工、親水加工等の各種機能を付与する後処理加工を施してもよい。
【0049】
このようにして得られたナノファイバー繊維構造体は、繊維径が非常に細いナノファイバーを少なくとも一部に含んでいるため、ナノレベルで微細な異物を除去でき、通気性に優れている。さらに、高強度高弾性繊維は高強度であり、特に、非熱可塑性繊維は強度、弾性率および耐熱性に優れているため、得られるナノファイバー繊維構造体は高強度、高弾性率、高耐熱性である。
【0050】
本発明のナノファイバー繊維構造体は、これらの機能を活用して、バイオ・ケミカルハザード防御フィルターや超高精密濾過材等の高性能フィルター、対細菌・化学物質用衣料や防風性・防水性に優れたスポーツ衣料等の衣料材料、ワイピングクロス、ハードディスク研磨布、医療用創傷包帯や組織培養支持体、人工筋肉等の再生医療用材料、燃料電池・二次電池のセパレータや電解質膜、センサー等のウェアラブルエレクトロニクス材料、複合材料、耐熱絶縁材料、軽量車両用材料、高性能アクチュエーター、安全防災用材料、内装材、防音材等の繊維製品として好適に用いることができる。
【0051】
また、本発明のナノファイバー繊維構造体に、更に微細切断や分散等の加工をした物は、フィルム添加材、有機・無機ガラス、樹脂や塗料の充填材としても好適に用いることができる。
【0052】
本発明のナノファイバー繊維構造体は、織布、不織布、撚糸、コードなどの繊維構造体を原料として製造されうるが、かかる織布、不織布、撚糸、コードなどを用いることで、ナノファイバーを表面の大部分に有するナノファイバー繊維織布、不織布、撚糸、コードが得られる。さらに、当該織布、不織布、撚糸、コードを用いることにより、各種の繊維製品が得られる。
【0053】
さらに、本発明のナノファイバー繊維構造体よりなるシート状物においては、ナノフィブリル化した表面層と内層部とが連続不離一体化した構造を有している点が、エレクトロスピニング法等で生成させたナノファイバー集合体を基布上に捕集して張り合わせた構造と異なる。
【0054】
たとえば、不織布を用いて製造されたナノファイバー繊維構造体(以下、「ナノファイバー繊維不織布」という)は、上記のナノフィブリル化処理によって繊維の交絡状態が乱されている。したがって、このようなナノファイバー繊維不織布を、公知の不織布製造方法で再度処理することもできる。具体的には、ナノファイバー繊維不織布を用いて、湿式法または乾式法により不織布を製造する。例えば、ナノファイバー繊維不織布をニードルパンチあるいはウォータージェットパンチにより絡合させる、または、さらにステッチボンド法を組合せる、接着剤や熱処理加工を施す等の方法で、不織布を製造することができる。接着剤を用いるケミカルボンド法や、樹脂あるいは低融点繊維を混合するサーマルボンド法を用いた場合は、不織布が硬化しやすくなり、柔軟性または着用性を損なう恐れがあるので留意する必要がある。用途に応じて交絡方法を選択すればよいが、軽度のニードルパンチやウォータージェットパンチによる方法あるいは湿式抄紙法が望ましい。ニードルパンチ法では繊維が切断されやすくなるので、不織布製造法として最も好ましいのは、ウォータージェットパンチ法または湿式抄紙法である。
【0055】
また、ナノファイバー繊維不織布に、市販の短繊維またはフィブリッドを添加し、不織布を製造することもできる。添加する市販の短繊維またはフィブリッドとしては、公知の熱可塑性または非熱可塑性の材料を用いることができる。かかる熱可塑性の材料としては、例えば、ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、モダクリル系繊維、塩化ビニリデン系繊維、ポリビニルアルコール系繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維などが挙げられる。非熱可塑性の材料としては、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、セルロース系繊維などが挙げられる。
【0056】
これらの材料の中でも、アラミド繊維が好ましく、更に好ましいのはパラ系アラミド繊維であり、特に好ましいのはポリフェニレンテレフタルアミド(PPTA)繊維である。
【0057】
上記の方法で得られた不織布を、さらに加熱ロールによるカレンダー処理等の後加工を施すことにより、不織布の密度が上がるので、消防隊員、警察官、医者、プラントエンジニアが着用する着用性のよい防護服の用途に好適な材料が得られる。
【実施例】
【0058】
以下に、好ましい実施例および比較例を挙げて本発明をさらに詳しく説明する。しかしながら、本発明はこれら実施例に限定されるものではない。
【0059】
[測定方法]
(1)平均繊維径
走査型電子顕微鏡(通称SEM)にて30〜1000倍に拡大して撮影した写真を用いて、無作為に選出した10箇所のフィブリル化した繊維の直径を実測し、平均値(d)を算出した。
【0060】
(2)平均繊維長
走査型電子顕微鏡(通称SEM)にて30〜1000倍に拡大して撮影した写真を用いて、表層に位置するフィブリル化した繊維の長さを実測し、平均値(L)を算出した。
【0061】
(3)ポリマーの固有粘度(I.V.)
I.V.(dl/g)=ln(ηrel )/c
(式中、cはポリマー溶液の濃度(溶媒100mL中0.5gのポリマー)であり、ηrel (相対粘度)は、毛細管粘度計を用いて30℃で測定した時にポリマー溶液が示す流れ時間とその溶媒が示す流れ時間との間の比率である。)
溶媒としては、濃硫酸(96%H2SO4)を用いて測定した。
【0062】
(4)ドライアイス粒の大きさ
高分解能ビデオカメラ撮影により、噴射するドライアイス粒の大きさを計測した。
【0063】
(実施例1)
総繊度が1110dtex、単繊維繊度1.7dtex、フィラメント本数が670本のポリパラフェニレンテレフタルアミド(東レ・デュポン(株)製「ケブラー」(登録商標))フィラメント糸を用い、平織織布を作製した。「ケブラー」は、引張強度20.3cN/dtex、引張弾性率490cN/dtexのものを用いた。この平織織布(目付278g/m2)に、卓上型ドライアイスブラスト機アイキューブマイクロクリーン(COLD JET社製、昭和炭酸社総代理店)を用いて、円筒型ノズル(内直径6.3mm)で粒径0.3μmのドライアイス粒を、空気圧0.2MPa、ドライアイス噴射量0.135kg/min、ノズル−布間距離100mmで18秒間吹き付けた。
【0064】
吹き付け処理後の織布(ナノファイバー繊維構造体)表面の走査型電子顕微鏡(SEM)写真を、図1に示した。断面写真を図2に示した。
【0065】
比較のために、平織織布について、ドライアイス吹き付け処理前の織布表面のSEM写真を、図3に示した
【0066】
図1から、本発明のナノファイバー繊維構造体は、処理前の織布に比べて、繊維が非常に細かくフィブリル化しており、表面を構成する繊維の大部分がナノファイバーであることがわかる。また、図2から、構成する繊維の大部分がナノファイバーからなる表面の厚さは、約70〜100μmであることがわかる。得られたナノファイバー構造体は、通気性にも優れるものであった。
【0067】
(実施例2)
総繊度が1110dtex、単繊維繊度1.7dtex、フィラメント本数が670本のポリパラフェニレンテレフタルアミド(東レ・デュポン(株)製「ケブラー」(登録商標))フィラメント糸を用い、撚糸(30cm当たり35回転)を作製した。これを処理対象にした以外は、実施例1と同様に処理を行った。SEM写真を、図4に示した。
【0068】
(実施例3)
カット長51mm、繊度1.7dtexのポリパラフェニレンテレフタルアミド繊維(東レ・デュポン(株)製「ケブラー」(登録商標))ステープルを、ローラーカードを通してウェブに形成し、クロスレーヤで積層してウェブとし、このウェブを100本/cm2の密度でニードルパンチを施して目付280g/m2の不織布を作製した。この不織布を用いた以外は、実施例2と同様に処理を行った。SEM写真を図5に示した。
【0069】
(実施例4)
総繊度1670dtexのポリパラフェニレンテレフタルアミド繊維(東レ・デュポン(株)製「ケブラー」(登録商標))を10cmで35回転撚ったフィラメント2本組からなるコードを用いた以外は、実施例2と同様に処理を行った。SEM写真を図6に示した。
【0070】
図4〜図6からわかるとおり、ポリパラフェニレンテレフタルアミド繊維構造体である、撚糸、不織布及びコードにドライアイス粒を衝突させることにより、表面の大部分がナノフィブリル化したナノファイバー繊維構造体が得られていた。得られたナノファイバー構造体は、通気性にも優れるものであった。
【0071】
上記の実施例で製造したナノファイバー繊維構造体における、フィブリル化した繊維の性状を表1にまとめて示した。
【0072】
【表1】

【0073】
表1の結果から、原料となる高強度高弾性繊維の処理条件を変更することにより、ナノファイバーの平均繊維径が20nm以上1000nm未満、平均繊維長が0.1mm以上10cm以下である、新規なパラ系アラミドナノファイバーが得られていることがわかる。得られたナノファイバーの固有粘度(すなわち、ナノファイバー処理後のポリパラフェニレンテレフタルアミドの固有粘度)は表1に示すように5.5であった。ナノファイバー化処理前のポリパラフェニレンテレフタルアミドの固有粘度が5.6であることから、ナノファイバー化処理による固有粘度低下率は2%であり、ポリパラフェニレンテレフタルアミドは劣化していないことがわかる。
【0074】
(実施例5)
総繊度1670dtexの共重合ポリパラフェニレンテレフタルアミド繊維(帝人(株)製「テクノーラ」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図7に示した。
【0075】
(実施例6)
総繊度1670dtexのポリベンゾオキサゾール繊維(東洋紡(株)製「ザイロン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図8に示した。
【0076】
(実施例7)
総繊度1670dtexのポリケトン繊維(旭化成(株)製「サイバロン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図9に示した。
【0077】
(実施例8)
総繊度1670dtexの液晶性芳香族ポリエステル繊維((株)クラレ製「ベクトラン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図10に示した。
【0078】
(比較例1)
市販のナイロン66繊維を用いた以外は、実施例2と同様に処理を行った。SEM写真を図11に示した。
【0079】
(比較例2)
市販のポリエチレンテレフタレート繊維を用いた以外は、実施例2と同様に処理を行った。SEM写真を図12に示した。
【0080】
(比較例3)
実施例1で作製した平織織布の表面を、ジルコニウム粒子(株式会社不二製作所製)で1分間サンドブラスト処理した。処理後の織布表面のSEM写真を、図13に示した。
【0081】
図7〜図10からわかるとおり、ポリパラフェニレンテレフタルアミド以外の高強度高弾性繊維を用いた場合も、表面の大部分がナノフィブリル化したナノファイバー繊維構造体が得られていた。これに対し、ナイロン66繊維およびポリエチレンテレフタレート繊維を用いた場合は、ナノファイバー繊維構造体は得られなかった。
【0082】
ドライアイス粒の硬度(モーズ硬度)は2.0mohsであり、ジルコニウム等の硬く重量のある無機粒子に比べて、遥かに対象物を傷つけない粒子である。ジルコニウム粒子の方が、対象物に与える衝撃性は高いが、図1と図13を比較すると明らかなように、ドライアイス粒の方がナノファイバー化に優れていることがわかる。
【産業上の利用可能性】
【0083】
本発明のナノファイバー繊維構造体は、不織布あるいは織布などの形態で、バイオ・ケミカルハザード防御フィルター等の高性能フィルター、複合材料、耐熱絶縁材料、軽量車両用材料、安全防災用材料、対細菌・化学物質用衣料、内装材、電池セパレータ、スポーツ衣料、高効率燃料電池用、二次電池用電極材料超高性能キャパシター、ハードディスク用研磨布、ワイピングクロス、防音材など各種繊維製品に幅広く利用できる。特に、消防隊員、警察官、医者、プラントエンジニア等が着用する防護服に好ましく利用できる。
【0084】
本発明のナノファイバー繊維構造体に、更に微細切断や分散等の加工をした物は、フィルム、樹脂、ガラス、塗料などの添加材としても幅広く利用できる。特に、フィルム、樹脂、ガラスの強化材として好適である。
【技術分野】
【0001】
本発明は、ナノファイバーを含むナノファイバー繊維構造体、および該ナノファイバー繊維構造体を用いてなる繊維製品に関する。
【背景技術】
【0002】
単繊維直径がナノオーダーである有機繊維よりなるナノファイバーは、ナノ構造による特異な機能発現が期待されることから、近年注目されている。例えば、ナノファイバーは通常の繊維と比較して比表面積が非常に大きいことから、従来の繊維が有するポリマー固有の性質のほかに、優れた吸着特性や接着特性、ナノオーダーでの空孔制御や高度な分子組織化に由来する機能、あるいは優れた生体適合性といった新機能が発現する。そのため、これらの機能を活用することで、従来にない新素材の開発が期待できる。
【0003】
例えば、ナノファイバーは、再生医療用材料、ウェアラブルエレクトロニクスセンサー、バイオ・ケミカルハザード防御フィルター、複合材料、耐熱絶縁材料、軽量車両用高性能アクチュエーター、人工筋肉、安全防災用材料、対細菌・化学物質用衣料、内装材、電池セパレータ、スポーツ衣料、高性能フィルター、燃料電池用キャパシター、二次電池用電極材料、ハードディスク用研磨布、ワイピングクロス、防音材などへの応用が期待されている。
【0004】
ナノファイバーを製造する方法としては、(A)海島型複合繊維から海成分を除去し、島成分よりなるナノサイズのフィブリルを得る方法、(B)エレクトロスピニング法、または(C)エレクトロブロー法のように電界場中で紡糸することで発生するクーロン力によりナノサイズまで延伸する方法、が知られている。
【0005】
(A)海島型複合繊維からナノファイバーを得る方法として、例えば、海成分が5−ナトリウムスルホイソフタル酸を共重合した改質ポリエステル、島成分がポリエステルである海島型複合繊維を用いて編地を得た後、苛性ソーダ水溶液で海成分である改質ポリエステルを溶解除去することで、直径が10〜1000nmで繊維長が1mm程度のナノファイバーを得る方法(特許文献1)、あるいは、特許文献1で得られる、ナノファイバー化した編地を高圧水で噴射処理することにより、ナノファイバーがばらけた状態で存在するナノファイバーを含む編地を得る方法(特許文献2)が開示されている。
【0006】
(B)エレクトロスピニング法によるナノファイバーの製造法は、電界場中での紡糸により生成したナノファイバーをコレクターと呼ばれる装置上に堆積させることで直接ウェブを形成できるという利点があるが、製造速度が遅いという問題点があり、工業的規模の紡糸法としては採用されて来なかった。しかし、最近になって、エレクトロスピニング法は、種々の高分子の溶融物や溶液に適用ができ、径が数ナノメートルの繊維からなるウェブの製造も可能であることが報告されたことから、再び注目を浴び、1998年ごろから日本、米国およびドイツを中心にあらたな技術開発が始まった(「ナノファイバーテクノロジーを用いた高度産業発掘戦略」、宮本達也監修、(株)シーエムシー出版、発行日2004年2月)。
【0007】
エレクトロスピニング法によるウェブの製造は、以下の原理による。すなわち、高分子溶液を極細ノズルから押し出す際に高電圧を印加することで、高分子溶液の表面に電荷が誘発され蓄積される。蓄積された電荷はお互いに反発し合うので、この反発力が溶液の表面張力に打ち克った時点で、荷電した溶液がジェットとして噴射される。噴射されたジェットは、その体積に比べて表面積が大きいので、溶媒が効率良く蒸発する。溶媒の蒸発により溶液の体積が減少することで電荷密度が更に高まり、反発力がより増大し、更に細いジェットへと分裂して行くことで、ナノサイズの単繊維径からなるフィラメントが生成する。このフィラメントを、集合体として、コレクターと呼ばれる捕集装置上に捕集することでウェブが形成される。
【0008】
エレクトロスピニング法により、ナノファイバーからなるウェブを製造する方法として、例えば、特許文献3には、揮発性の高い溶媒を用い高分子溶液を加温することで吐出量を増加させ、ポリアクリロニトリル、ポリフッ化ビニリデンあるいはポリイミドの微細繊維よりなる高分子ウェブを効率良く製造する方法が開示されている。また、特許文献4、特許文献5には、塩化リチウムを添加したN,N−ジメチルホルムアミドを溶媒とするポリメタフェニレンイソフタルアミドの溶液を用いて、単繊維径が30〜500nmのナノファイバーからなる不織布を得る方法が開示されている。
【0009】
(C)エレクトロブローン法では、エレクトロスピニング法と同様、高分子溶液を極細ノズルから押し出す際に高電圧を印加するが、その際に、高分子溶液の押し出しノズルの周囲から圧縮ガスを同時に噴射することにより、ナノファイバーからなるウェブを得る方法が開示されている。特許文献6では、ポリエチレンオキシドの水溶液を用いて空気を噴射する方法により、繊維径が100〜700nmのナノファイバーからなるウェブを得ている。また特許文献7では、ポリアクリロニトリルのN,N−ジメチルホルムアミド溶液またはポリフッ化ビニリデンのアセトン溶液を用いて、窒素またはアルゴンガスを噴射し、平均直径が1000nm未満のナノファイバーよりなるウェブを得ている。
【0010】
一方、パラ系アラミドポリマーは、熱溶融せず、また、実質的な溶媒は濃硫酸のみであるため、該ポリマーを濃硫酸に溶解した溶液を液晶紡糸することで、繊維が製造されている。しかしながら、パラ系アラミドポリマーから微細直径のナノファイバーを製造する方法としては、前記の、海島型複合繊維からのナノファイバーの製造方法では、使用されるポリマーは熱溶融することが必要であるため、熱溶融しないパラ系アラミドポリマーには適用できない。また、エロクトロスピニングあるいはエレクトロブローンによるナノファイバーの製造法では、使用されるポリマーは、揮発性溶媒に溶解することが必要である。しかし、パラ系アラミドポリマーの実質的溶媒である濃硫酸は極めて沸点が高く、しかも分解して亜硫酸ガスを発生するため、安全性や装置上の問題等があり、好ましい方法ではない。
【0011】
そのため、パラ系アラミドポリマーのように熱溶融せず有機溶媒にも溶解しないポリマーでは、ナノオーダーの繊維径を有するナノファイバー繊維構造体は、今のところ知られていない。特許文献8には、製織または製編したパラ系アラミド繊維布帛に、ノズル噴射圧5〜30MPa程度の高圧流体処理を施し、繊維をマイクロフィラメント化したものを、多層積層体に用いることにより、突き刺し抵抗性かつ耐切創性に優れ、ごわごわ感がなく作業性に優れた防護衣料を提供できることが開示されている。
【0012】
しかし、特許文献8では、表面を構成する繊維の大部分がナノファイバーであるものは得られていない。この原因としては、ノズル噴射圧5〜30MPaの高圧流体処理では、生成したマイクロフィラメントが高圧流体処理により流出してしまうため、マイクロフィラメント化した厚い層が生成されにくいことが考えられる。また、極表層にマイクロフィラメント化層が形成された段階で、このマイクロフィラメント化層により高圧流体が減衰するため、流体が処理布から溢れるように流れて、繊維の内部まで入り込めないため、表面を構成する繊維の大部分がナノファイバーになるまで処理が進行しないものと推定される。
【0013】
また、特許文献9および特許文献10には、アラミドパルプを製造する技術が開示されている。しかし、重合時の剪断力によりゲル状の樹脂を微細化するこれらの方法では、掛けられる剪断力に限界があり、ナノオーダーまで微細化することはできない。また、該方法は、重合工程または紡糸工程と連動して行われる必要があるため、アラミド糸屑などのリサイクル糸には不適であった。また、アラミド糸をアラミド溶解作用のある薬剤と一緒に剪断微細化した場合は、アラミドの重合度、強度、弾性率および配向が低下してしまい、実質的に長いナノファイバーが得られない。
【0014】
一方、繊維あるいは織物等の繊維構造体の表面加工方法として、微細粒子を吹付ける方法が開示されている(特許文献11、12)。これらの文献には、微細な金属粉やセラミック粉、ドライアイス粒を含む圧送気体を、繊維や布の表面に吹付ける加工法が開示されている。この方法は、表面を荒らすことで布地を柔らかくする、表面を毛羽立たせる、あるいは逆に表面の毛羽を取り除くといった表面加工が目的であり、ナノファイバーを得ることを狙ったものではない。
【0015】
非特許文献1のフィブリル[fibril]の項には、以下の記載がある。“繊維(ガラス繊維や金属繊維などを除く)の直径方向に衝撃力を加えると、繊維の長さ方向に平行に亀裂が生じる。繊維に亀裂が発生して、より細かな繊維に分裂する現象をフィブリル化といい、分裂した繊維をフィブリル(小繊維)という。フィブリルは、各繊維材料に固有のもっとも細い繊維であるミクロフィブリルが集合して形成されると考えられている。液晶ポリマーからなる高強度繊維は、フィブリル化しやすい。”しかし、非特許文献1は、繊維がフィブリル化することを開示してはいるが、生成したフィブリルの繊維径などに関する記載はなく、ナノオーダーまで繊維がフィブリル化することを開示するものではない。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2007−107160号公報
【特許文献2】特開2007−291567号公報
【特許文献3】特開2002−249966号公報
【特許文献4】特開2008−013872号公報
【特許文献5】特開2008−013873号公報
【特許文献6】特表2008−525669号公報
【特許文献7】特表2008−519169号公報
【特許文献8】特開2007−321262号公報
【特許文献9】米国特許第4,511,623号明細書
【特許文献10】米国特許第4,876,040号明細書
【特許文献11】特開2000−054255号公報
【特許文献12】特開平10−219525号公報
【非特許文献】
【0017】
【非特許文献1】平成14(2002)年3月25日発行、「繊維の百科事典」(丸善発行、宮田清蔵編集委員長)、フィブリル[fibril]の項目
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明の目的は、熱溶融せず、また、有機溶媒にも溶解しないパラ系アラミドポリマー等からなる、新規なナノファイバー繊維構造体、およびそれを用いた繊維製品を提供することである。
【課題を解決するための手段】
【0019】
本発明者は、かかる課題を解決するため鋭意検討した結果、高強度高弾性繊維の構造体に、ドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を与えることにより、ポリマーを熱溶融したり、また有機溶媒を用いることもなく、高配向した繊維がナノフィブリル化して、マイクロフィラメントよりも繊維径の細いナノファイバーを含むナノファイバー繊維構造体が得られることを見出し、本発明に到達した。
【0020】
すなわち、本発明は、以下の通りである。
(1)表面を構成する繊維の大部分がナノファイバーで、該ナノファイバーの単繊維平均繊維径が20nm以上、1000nm未満である繊維構造体であって、前記ナノファイバーが高配向あるいは高強度高弾性繊維であることを特徴とするナノファイバー繊維構造体。
【0021】
(2)表面を構成する繊維の大部分が前記ナノファイバーからなり、該表面層の厚さが10μm以上である、上記(1)に記載のナノファイバー繊維構造体。
【0022】
(3)ナノファイバーの平均繊維長が0.1mm以上、10cm以下である、上記(1)または(2)に記載のナノファイバー繊維構造体。
【0023】
(4)ナノファイバーが、高配向あるいは高強度高弾性繊維のフィブリル化により形成されたものである、上記(1)に記載のナノファイバー繊維構造体。
【0024】
(5)高配向あるいは高強度高弾性繊維が、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維またはポリビニルアルコール系繊維である、上記(1)に記載のナノファイバー繊維構造体。
【0025】
(6)高強度高弾性繊維の強度が、10cN/dtex以上である、上記(5)に記載のナノファイバー繊維構造体。
【0026】
(7)上記(1)〜(6)のいずれかに記載のナノファイバー繊維構造体を用いた繊維製品。
【0027】
(8)上記(1)〜(6)のいずれかに記載のナノファイバー繊維構造体を少なくとも一部に有するナノファイバー繊維織布、不織布、撚糸、コード、または、当該織布、不織布、撚糸、コードを用いた繊維製品。
【発明の効果】
【0028】
本発明のナノファイバー繊維構造体は、高配向あるいは高強度高弾性繊維からなり、ナノファイバーは繊維径が非常に細く、かつ溶融処理されていないために高強度であり、しかも、ナノファイバー繊維構造体は加工性に優れている。そのため、本発明のナノファイバー繊維構造体を用いることにより、ナノレベルで異物を濾過できる不織布や、ウイルスなど微細な異物を除去できる通気性に優れる手術用手袋等の繊維製品が得られる。
【0029】
また、パラ系アラミド繊維などの非熱可塑性繊維は、高強度、高弾性かつ難燃性に優れているため、織布あるいは不織布から製造したナノファイバー繊維構造体を用いることにより、消防隊員、警察官、医者、プラントエンジニア等の使用に適した着用性のよい防護服が得られる。
【図面の簡単な説明】
【0030】
【図1】本発明のナノファイバー繊維構造体(実施例1)の表面SEM写真である。
【図2】本発明のナノファイバー繊維構造体(実施例1)の断面SEM写真である
【図3】実施例1で用いたナノファイバー化処理前の織布のSEM写真である。
【図4】本発明のナノファイバー繊維構造体(実施例2)の表面SEM写真である。
【図5】本発明のナノファイバー繊維構造体(実施例3)の表面SEM写真である。
【図6】本発明のナノファイバー繊維構造体(実施例4)の表面SEM写真である。
【図7】本発明のナノファイバー繊維構造体(実施例5)の表面SEM写真である。
【図8】本発明のナノファイバー繊維構造体(実施例6)の表面SEM写真である。
【図9】本発明のナノファイバー繊維構造体(実施例7)の表面SEM写真である。
【図10】本発明のナノファイバー繊維構造体(実施例8)の表面SEM写真である。
【図11】比較例1の繊維構造体の表面SEM写真である。
【図12】比較例2の繊維構造体の表面SEM写真である。
【図13】比較例3のサンドブラスト処理後の繊維構造体のSEM写真である。
【発明を実施するための形態】
【0031】
本発明において、「繊維構造体」とは、繊維が加工されて集合したものを言い、「ナノファイバー繊維構造体」とは、該繊維構造体の表面を構成する繊維の大部分が、単繊維の平均繊維径が20nm以上、1000nm未満のナノファイバーよりなるものを言う。なお、大部分がナノファイバーであるとは、繊維構造体の表面を構成する繊維の50%以上がナノファイバーであることを言い、好ましくは70%以上、特に好ましくは90%以上である。
【0032】
本発明において、ナノファイバー繊維構造体は、ナノファイバーの単繊維の平均繊維径が、好ましくは60nm以上、1000nm未満であり、特に好ましくは60nm以上、950nm以下である。単繊維の平均繊維径が20nm未満の場合は、取扱い操作性が悪く、製造効率も低下する。一般に、ウイルスの大きさは20〜970nm、細菌の大きさは1〜5μmであるので、20nm以上あれば通気性と衛生性を両立できる。一方、単繊維の平均繊維径が1000nm以上になると、不織布にした場合、ナノレベルの濾過が難しくなりウイルスなど微細な異物を除去できなくなる恐れがある。
【0033】
該ナノファイバーにより構成されている表面層(ナノファイバー層)の厚みは10μm以上が好ましい。10μm未満であると、ナノファイバーの特徴が出ない場合がある。一方、厚み方向すべてがナノファイバーであると、防護衣料等に使用した場合、十分な強度が発揮できない場合が生じる。ナノファイバー層の厚みの上限は特に限定されるものではなく、使用目的により任意に調整が可能である。
【0034】
また、本発明のナノファイバー繊維構造体は、ナノファイバーの平均繊維長が0.1mm以上である。ドライアイスの処理条件を弱くして繰り返し処理することにより、繊維長の大きいナノファイバーが作成できる傾向にある。用途としては、繊維長の大きいナノファイバーの方が好ましい場合が多いが、取扱い作業の観点から、上限は10cmである。平均繊維長は、0.7mm以上、10cm以下であることが好ましく、特に好ましくは、1mm以上、5cm以下である。
【0035】
本発明のナノファイバー繊維構造体は、上記の繊維径および繊維長を有するナノファイバーが、繊維構造体の表面の大部分に形成されているが、該ナノファイバーは、高強度高弾性繊維の構造体に、ドライアイスの昇華圧力またはキャビテーション気泡の崩壊圧力などの衝撃力を与えることにより、繊維がその長さ方向にフィブリル化して形成される。溶融処理されていないため、本発明のナノファイバーは、エレクトロスピニング法等では得られ難い、高配向のナノファイバーが形成される点に特徴がある。
【0036】
ナノファイバー化処理する前の繊維構造体を構成する繊維としては、高強度高弾性繊維のフィラメント糸または短繊維が用いられる。短繊維とは、フィラメント糸のカットファイバー、ステープル、パルプなどフィラメント糸ではない繊維状物質を言う。使用する短繊維は、使用済みの製品からリサイクルしたものであってもよい。また、繊維構造体は、前記のフィラメント糸および/または短繊維を用いて製造した、織布(織物)、不織布、撚糸、コード、撚紐、編物などが用いられる。これらのうち、フィブリル化が容易である点より、織布、不織布、撚糸またはコードが好ましい。
【0037】
ナノファイバー化処理する前の繊維構造体を構成する繊維がフィラメント糸である場合は、短繊維の構造体を原料とする繊維構造体に比べて、繊維長の長いナノファイバーが形成される傾向はあるが、衝撃力によって繊維が長さ方向にフィブリル化すると同時に切断され易くなるため、10cmを超える繊維長のナノファイバーを得ることは困難である。
また、ナノファイバー化処理する前の繊維構造体として、織布および不織布を用いた場合には、ナノファイバー化処理により直接、繊維構造体が作成できるので好ましい形態である。防護衣料等の強度が必要な用途には織布が好ましく、フィルター等には不織布が好ましい場合がある。また、ナノファイバー化処理する前の繊維構造体として、コードを用いた場合には、ナノファイバーを表面層に有する繊維構造体またはナノファイバーで起毛された繊維構造体が作成できるので、タイヤまたはゴム補強用途に好ましい。更に、ナノファイバー化処理する前の繊維構造体として、撚糸を用いた場合には、ナノファイバー化した部分とナノファイバー化していない部分とが連続不離一体の構造を有する繊維構造体が作製でき、これを加工して織布または不織布の形態に利用できるので、熱可塑性樹脂含浸されたFRP用途に好ましい場合がある。
【0038】
ナノファイバー化処理する前の繊維構造体を構成する高強度高弾性繊維の単糸繊度は、特に限定されるものではないが、0.1〜10dtexであることが好ましく、より好ましくは0.2〜10dtex、特に好ましくは0.4〜5dtexである。0.1dtex未満もしくは10dtexを超える場合は、製糸効率が低いため経済性に劣る。
【0039】
本発明の高強度高弾性繊維としては、パラ系アラミド繊維(ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン社製「ケブラー(登録商標)」、テイジン・アラミド社製「トワロン」);コポリパラフェニレン−3,4−ジフェニルエーテルテレフタルアミド繊維(帝人テクノプロダクツ社製「テクノーラ(登録商標)」)等)、ポリパラフェニレンベンゾビスオキサゾール繊維(東洋紡績社製「ザイロン」等)、セルロース系繊維(レンチング社製「リヨセル」等)などの非熱可塑性繊維、全芳香族ポリエステル繊維(クラレ社製「ベクトラン」等)、ポリケトン繊維(旭化成社製「サイバロン」等)、超高分子量ポリエチレン繊維(東洋紡績社製「ダイニーマ」、ハネゥエル社製「スペクトラ」等)、メタ系アラミド繊維(ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名「ノーメックス」、帝人テクノプロダクツ社製「コーネックス」))、ポリビニルアルコール系繊維(クラレ社製「クラロン」)などが挙げられ、これらの繊維は高配向繊維であるため好ましい繊維である。前記のポリケトン繊維としては、繰り返し単位の95質量%以上が1−オキソトリメチレンにより構成されるポリケトン(PK)繊維、ポリエーテルケトン(PEK)繊維、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維などでもよい。これらの繊維を用いて繊維構造体を作製する場合は、これらの繊維を2種以上併用することもできる。
【0040】
上記の高強度高弾性繊維の中でも、耐切創性及び耐熱、耐アルカリ性に優れている点から、パラ系アラミド繊維が好ましく、パラ系アラミド繊維の中でもフィブリル化しやすいポリパラフェニレンテレフタルアミド繊維が、特に好ましい。
【0041】
高強度高弾性繊維は、JIS L 1013(1999)に基づいて測定される引張強度が10cN/dtex以上であることが好ましく、より好ましくは15cN/dtex以上である。なお、繊維が高強度であるほど配向度が高くなる傾向があるため、ナノファイバーを製造し易くなる。また、上記の高強度高弾性繊維は、高強度かつ高弾性率の繊維であることがより好ましく、該弾性率は、JIS L 1013(1999)に基づいて測定される引張弾性率が400cN/dtex程度以上であることが望ましい。
【0042】
本発明において、ナノファイバーが得られる理由を、パラ系アラミド繊維を例に説明する。パラ系アラミド繊維中では、繊維軸方向(すなわち、繊維の長さ方向)にアラミド分子鎖が配向しており、繊維軸に垂直な方向(すなわち、繊維の直径方向)は分子間力による結合または水素結合のような弱い結合力で結合していると推定している。このような繊維に、例えばドライアイス粒を噴射(ブラスト)した場合、ドライアイスは昇華性の固体冷媒であるため、昇華した二酸化炭素ガスが膨張してアラミド繊維内部のミクロ間隙に侵入し、その侵入性が高いためか、ガス膨張による衝撃力によって、繊維軸方向の結合は切断されずに繊維軸に垂直な方向の結合のみ切断されて繊維が長さ方向に分裂してフィブリル化し、ナノファイバー化するものと推定している。ドライアイスブラスト以外の方法として、超高圧水流または超音波による方法の場合も、キャビテーションによる衝撃力によって、同様に繊維軸に垂直方向の結合のみが切断され、ナノファイバー化するものと推定している。
【0043】
本発明のナノファイバー繊維構造体を製造する場合は、高強度高弾性繊維のフィラメント糸または短繊維を用いて、公知の方法により、織布、不織布、撚糸、コード、撚紐、編物などを製造する。織布の織成方法(織り方)としては、例えば、平織、綾織、からみ織、朱子織、三軸織、横縞織、斜文織などが挙げられ、特に限定されるものではない。織布を形成する繊維は、フィラメント糸、スパン糸、紡績糸のいずれでもよい。また、不織布としては、例えば、ニードルパンチ不織布、ウォータージェットパンチ不織布、スパンレース不織布、スパンボンド不織布などが挙げられ、特に限定されるものではない。
【0044】
次いで、上記の方法で製造した繊維構造体に対し、衝撃力を与え、繊維を長さ方向にフィブリル化させることにより、ナノファイバー繊維構造体を製造する。この場合、ナノファイバー繊維構造体は、繊維構造体の表面の大部分がナノファイバー化される。
【0045】
衝撃力を与える方法としては、ドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を利用する方法が挙げられる。ドライアイスによる衝撃力を利用する方法としては、繊維構造体に対して、空気や窒素等の加圧気体で加速したドライアイス粒をノズルから噴射する直圧方式(この場合、ノズルの噴射孔と繊維構造体との距離は、10mm〜150mmが好ましい)、細かいドライアイス粒を噴射するスプレー方式、あるいは、液化炭酸をスプレーにより霧状にし、空気中の水分を核にドライアイスを形成させる直接ドライアイス製造スプレー方式、による方法、または、タンブラー装置などを用いて、繊維構造体とドライアイス粒を衝突させて繊維をフィブリル化させる方法がある。繊維構造体にキャビテーションによる衝撃力を与える方法としては、例えば、繊維構造体に対して、加圧された噴射液(好ましくは、35MPa以上の高圧水)を噴射し、噴射によりキャビテーションを発生させ、そのキャビテーション気泡の崩壊圧力を利用して繊維をフィブリル化させる方法等がある。
【0046】
特にドライアイスによる衝撃力またはキャビテーションによる崩壊圧力を利用する方法は、本発明のナノファイバー繊維構造体を製造する際に、繊維構造体から作成できるので好ましく、フィラメントがナノファイバー化した部分とナノファイバー化していない部分とが連続不離一体した構造の構造体を作製できる。
【0047】
上記の方法により、繊維の長さ方向にフィブリル化して形成された、単繊維の平均繊維径が20nm以上1000nm未満で、平均繊維長が0.1mm以上10cm以下のナノファイバーが、繊維構造体の表面の大部分に形成されている、ナノファイバー繊維構造体を製造することができる。
【0048】
なお、上記の方法で製造されたナノファイバー繊維構造体には、さらに、常法の染色加工、撥水加工、親水加工等の各種機能を付与する後処理加工を施してもよい。
【0049】
このようにして得られたナノファイバー繊維構造体は、繊維径が非常に細いナノファイバーを少なくとも一部に含んでいるため、ナノレベルで微細な異物を除去でき、通気性に優れている。さらに、高強度高弾性繊維は高強度であり、特に、非熱可塑性繊維は強度、弾性率および耐熱性に優れているため、得られるナノファイバー繊維構造体は高強度、高弾性率、高耐熱性である。
【0050】
本発明のナノファイバー繊維構造体は、これらの機能を活用して、バイオ・ケミカルハザード防御フィルターや超高精密濾過材等の高性能フィルター、対細菌・化学物質用衣料や防風性・防水性に優れたスポーツ衣料等の衣料材料、ワイピングクロス、ハードディスク研磨布、医療用創傷包帯や組織培養支持体、人工筋肉等の再生医療用材料、燃料電池・二次電池のセパレータや電解質膜、センサー等のウェアラブルエレクトロニクス材料、複合材料、耐熱絶縁材料、軽量車両用材料、高性能アクチュエーター、安全防災用材料、内装材、防音材等の繊維製品として好適に用いることができる。
【0051】
また、本発明のナノファイバー繊維構造体に、更に微細切断や分散等の加工をした物は、フィルム添加材、有機・無機ガラス、樹脂や塗料の充填材としても好適に用いることができる。
【0052】
本発明のナノファイバー繊維構造体は、織布、不織布、撚糸、コードなどの繊維構造体を原料として製造されうるが、かかる織布、不織布、撚糸、コードなどを用いることで、ナノファイバーを表面の大部分に有するナノファイバー繊維織布、不織布、撚糸、コードが得られる。さらに、当該織布、不織布、撚糸、コードを用いることにより、各種の繊維製品が得られる。
【0053】
さらに、本発明のナノファイバー繊維構造体よりなるシート状物においては、ナノフィブリル化した表面層と内層部とが連続不離一体化した構造を有している点が、エレクトロスピニング法等で生成させたナノファイバー集合体を基布上に捕集して張り合わせた構造と異なる。
【0054】
たとえば、不織布を用いて製造されたナノファイバー繊維構造体(以下、「ナノファイバー繊維不織布」という)は、上記のナノフィブリル化処理によって繊維の交絡状態が乱されている。したがって、このようなナノファイバー繊維不織布を、公知の不織布製造方法で再度処理することもできる。具体的には、ナノファイバー繊維不織布を用いて、湿式法または乾式法により不織布を製造する。例えば、ナノファイバー繊維不織布をニードルパンチあるいはウォータージェットパンチにより絡合させる、または、さらにステッチボンド法を組合せる、接着剤や熱処理加工を施す等の方法で、不織布を製造することができる。接着剤を用いるケミカルボンド法や、樹脂あるいは低融点繊維を混合するサーマルボンド法を用いた場合は、不織布が硬化しやすくなり、柔軟性または着用性を損なう恐れがあるので留意する必要がある。用途に応じて交絡方法を選択すればよいが、軽度のニードルパンチやウォータージェットパンチによる方法あるいは湿式抄紙法が望ましい。ニードルパンチ法では繊維が切断されやすくなるので、不織布製造法として最も好ましいのは、ウォータージェットパンチ法または湿式抄紙法である。
【0055】
また、ナノファイバー繊維不織布に、市販の短繊維またはフィブリッドを添加し、不織布を製造することもできる。添加する市販の短繊維またはフィブリッドとしては、公知の熱可塑性または非熱可塑性の材料を用いることができる。かかる熱可塑性の材料としては、例えば、ポリアミド系繊維、ポリエステル系繊維、ポリオレフィン系繊維、アクリル系繊維、モダクリル系繊維、塩化ビニリデン系繊維、ポリビニルアルコール系繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維などが挙げられる。非熱可塑性の材料としては、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、セルロース系繊維などが挙げられる。
【0056】
これらの材料の中でも、アラミド繊維が好ましく、更に好ましいのはパラ系アラミド繊維であり、特に好ましいのはポリフェニレンテレフタルアミド(PPTA)繊維である。
【0057】
上記の方法で得られた不織布を、さらに加熱ロールによるカレンダー処理等の後加工を施すことにより、不織布の密度が上がるので、消防隊員、警察官、医者、プラントエンジニアが着用する着用性のよい防護服の用途に好適な材料が得られる。
【実施例】
【0058】
以下に、好ましい実施例および比較例を挙げて本発明をさらに詳しく説明する。しかしながら、本発明はこれら実施例に限定されるものではない。
【0059】
[測定方法]
(1)平均繊維径
走査型電子顕微鏡(通称SEM)にて30〜1000倍に拡大して撮影した写真を用いて、無作為に選出した10箇所のフィブリル化した繊維の直径を実測し、平均値(d)を算出した。
【0060】
(2)平均繊維長
走査型電子顕微鏡(通称SEM)にて30〜1000倍に拡大して撮影した写真を用いて、表層に位置するフィブリル化した繊維の長さを実測し、平均値(L)を算出した。
【0061】
(3)ポリマーの固有粘度(I.V.)
I.V.(dl/g)=ln(ηrel )/c
(式中、cはポリマー溶液の濃度(溶媒100mL中0.5gのポリマー)であり、ηrel (相対粘度)は、毛細管粘度計を用いて30℃で測定した時にポリマー溶液が示す流れ時間とその溶媒が示す流れ時間との間の比率である。)
溶媒としては、濃硫酸(96%H2SO4)を用いて測定した。
【0062】
(4)ドライアイス粒の大きさ
高分解能ビデオカメラ撮影により、噴射するドライアイス粒の大きさを計測した。
【0063】
(実施例1)
総繊度が1110dtex、単繊維繊度1.7dtex、フィラメント本数が670本のポリパラフェニレンテレフタルアミド(東レ・デュポン(株)製「ケブラー」(登録商標))フィラメント糸を用い、平織織布を作製した。「ケブラー」は、引張強度20.3cN/dtex、引張弾性率490cN/dtexのものを用いた。この平織織布(目付278g/m2)に、卓上型ドライアイスブラスト機アイキューブマイクロクリーン(COLD JET社製、昭和炭酸社総代理店)を用いて、円筒型ノズル(内直径6.3mm)で粒径0.3μmのドライアイス粒を、空気圧0.2MPa、ドライアイス噴射量0.135kg/min、ノズル−布間距離100mmで18秒間吹き付けた。
【0064】
吹き付け処理後の織布(ナノファイバー繊維構造体)表面の走査型電子顕微鏡(SEM)写真を、図1に示した。断面写真を図2に示した。
【0065】
比較のために、平織織布について、ドライアイス吹き付け処理前の織布表面のSEM写真を、図3に示した
【0066】
図1から、本発明のナノファイバー繊維構造体は、処理前の織布に比べて、繊維が非常に細かくフィブリル化しており、表面を構成する繊維の大部分がナノファイバーであることがわかる。また、図2から、構成する繊維の大部分がナノファイバーからなる表面の厚さは、約70〜100μmであることがわかる。得られたナノファイバー構造体は、通気性にも優れるものであった。
【0067】
(実施例2)
総繊度が1110dtex、単繊維繊度1.7dtex、フィラメント本数が670本のポリパラフェニレンテレフタルアミド(東レ・デュポン(株)製「ケブラー」(登録商標))フィラメント糸を用い、撚糸(30cm当たり35回転)を作製した。これを処理対象にした以外は、実施例1と同様に処理を行った。SEM写真を、図4に示した。
【0068】
(実施例3)
カット長51mm、繊度1.7dtexのポリパラフェニレンテレフタルアミド繊維(東レ・デュポン(株)製「ケブラー」(登録商標))ステープルを、ローラーカードを通してウェブに形成し、クロスレーヤで積層してウェブとし、このウェブを100本/cm2の密度でニードルパンチを施して目付280g/m2の不織布を作製した。この不織布を用いた以外は、実施例2と同様に処理を行った。SEM写真を図5に示した。
【0069】
(実施例4)
総繊度1670dtexのポリパラフェニレンテレフタルアミド繊維(東レ・デュポン(株)製「ケブラー」(登録商標))を10cmで35回転撚ったフィラメント2本組からなるコードを用いた以外は、実施例2と同様に処理を行った。SEM写真を図6に示した。
【0070】
図4〜図6からわかるとおり、ポリパラフェニレンテレフタルアミド繊維構造体である、撚糸、不織布及びコードにドライアイス粒を衝突させることにより、表面の大部分がナノフィブリル化したナノファイバー繊維構造体が得られていた。得られたナノファイバー構造体は、通気性にも優れるものであった。
【0071】
上記の実施例で製造したナノファイバー繊維構造体における、フィブリル化した繊維の性状を表1にまとめて示した。
【0072】
【表1】
【0073】
表1の結果から、原料となる高強度高弾性繊維の処理条件を変更することにより、ナノファイバーの平均繊維径が20nm以上1000nm未満、平均繊維長が0.1mm以上10cm以下である、新規なパラ系アラミドナノファイバーが得られていることがわかる。得られたナノファイバーの固有粘度(すなわち、ナノファイバー処理後のポリパラフェニレンテレフタルアミドの固有粘度)は表1に示すように5.5であった。ナノファイバー化処理前のポリパラフェニレンテレフタルアミドの固有粘度が5.6であることから、ナノファイバー化処理による固有粘度低下率は2%であり、ポリパラフェニレンテレフタルアミドは劣化していないことがわかる。
【0074】
(実施例5)
総繊度1670dtexの共重合ポリパラフェニレンテレフタルアミド繊維(帝人(株)製「テクノーラ」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図7に示した。
【0075】
(実施例6)
総繊度1670dtexのポリベンゾオキサゾール繊維(東洋紡(株)製「ザイロン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図8に示した。
【0076】
(実施例7)
総繊度1670dtexのポリケトン繊維(旭化成(株)製「サイバロン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図9に示した。
【0077】
(実施例8)
総繊度1670dtexの液晶性芳香族ポリエステル繊維((株)クラレ製「ベクトラン」(登録商標))撚糸を用いた以外は、実施例2と同様に処理を行った。SEM写真を図10に示した。
【0078】
(比較例1)
市販のナイロン66繊維を用いた以外は、実施例2と同様に処理を行った。SEM写真を図11に示した。
【0079】
(比較例2)
市販のポリエチレンテレフタレート繊維を用いた以外は、実施例2と同様に処理を行った。SEM写真を図12に示した。
【0080】
(比較例3)
実施例1で作製した平織織布の表面を、ジルコニウム粒子(株式会社不二製作所製)で1分間サンドブラスト処理した。処理後の織布表面のSEM写真を、図13に示した。
【0081】
図7〜図10からわかるとおり、ポリパラフェニレンテレフタルアミド以外の高強度高弾性繊維を用いた場合も、表面の大部分がナノフィブリル化したナノファイバー繊維構造体が得られていた。これに対し、ナイロン66繊維およびポリエチレンテレフタレート繊維を用いた場合は、ナノファイバー繊維構造体は得られなかった。
【0082】
ドライアイス粒の硬度(モーズ硬度)は2.0mohsであり、ジルコニウム等の硬く重量のある無機粒子に比べて、遥かに対象物を傷つけない粒子である。ジルコニウム粒子の方が、対象物に与える衝撃性は高いが、図1と図13を比較すると明らかなように、ドライアイス粒の方がナノファイバー化に優れていることがわかる。
【産業上の利用可能性】
【0083】
本発明のナノファイバー繊維構造体は、不織布あるいは織布などの形態で、バイオ・ケミカルハザード防御フィルター等の高性能フィルター、複合材料、耐熱絶縁材料、軽量車両用材料、安全防災用材料、対細菌・化学物質用衣料、内装材、電池セパレータ、スポーツ衣料、高効率燃料電池用、二次電池用電極材料超高性能キャパシター、ハードディスク用研磨布、ワイピングクロス、防音材など各種繊維製品に幅広く利用できる。特に、消防隊員、警察官、医者、プラントエンジニア等が着用する防護服に好ましく利用できる。
【0084】
本発明のナノファイバー繊維構造体に、更に微細切断や分散等の加工をした物は、フィルム、樹脂、ガラス、塗料などの添加材としても幅広く利用できる。特に、フィルム、樹脂、ガラスの強化材として好適である。
【特許請求の範囲】
【請求項1】
表面を構成する繊維の大部分がナノファイバーで、該ナノファイバーの単繊維平均繊維径が20nm以上、1000nm未満である繊維構造体であって、前記ナノファイバーが高配向あるいは高強度高弾性繊維であることを特徴とするナノファイバー繊維構造体。
【請求項2】
表面を構成する繊維の大部分が前記ナノファイバーからなり、該表面層の厚さが10μm以上である、請求項1に記載のナノファイバー繊維構造体。
【請求項3】
ナノファイバーの平均繊維長が0.1mm以上、10cm以下である、請求項1または2に記載のナノファイバー繊維構造体。
【請求項4】
ナノファイバーが、高配向あるいは高強度高弾性繊維のフィブリル化により形成されたものである、請求項1に記載のナノファイバー繊維構造体。
【請求項5】
高配向あるいは高強度高弾性繊維が、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維またはポリビニルアルコール系繊維である、請求項1に記載のナノファイバー繊維構造体。
【請求項6】
高強度高弾性繊維の強度が、10cN/dtex以上である、請求項5に記載のナノファイバー繊維構造体。
【請求項7】
請求項1〜6のいずれかに記載のナノファイバー繊維構造体を用いた繊維製品。
【請求項8】
請求項1〜6のいずれかに記載のナノファイバー繊維構造体を少なくとも一部に有するナノファイバー繊維織布、不織布、撚糸、コード、または、当該織布、不織布、撚糸、コードを用いた繊維製品。
【請求項1】
表面を構成する繊維の大部分がナノファイバーで、該ナノファイバーの単繊維平均繊維径が20nm以上、1000nm未満である繊維構造体であって、前記ナノファイバーが高配向あるいは高強度高弾性繊維であることを特徴とするナノファイバー繊維構造体。
【請求項2】
表面を構成する繊維の大部分が前記ナノファイバーからなり、該表面層の厚さが10μm以上である、請求項1に記載のナノファイバー繊維構造体。
【請求項3】
ナノファイバーの平均繊維長が0.1mm以上、10cm以下である、請求項1または2に記載のナノファイバー繊維構造体。
【請求項4】
ナノファイバーが、高配向あるいは高強度高弾性繊維のフィブリル化により形成されたものである、請求項1に記載のナノファイバー繊維構造体。
【請求項5】
高配向あるいは高強度高弾性繊維が、パラ系アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリケトン繊維、超高分子量ポリエチレン繊維、メタ系アラミド繊維またはポリビニルアルコール系繊維である、請求項1に記載のナノファイバー繊維構造体。
【請求項6】
高強度高弾性繊維の強度が、10cN/dtex以上である、請求項5に記載のナノファイバー繊維構造体。
【請求項7】
請求項1〜6のいずれかに記載のナノファイバー繊維構造体を用いた繊維製品。
【請求項8】
請求項1〜6のいずれかに記載のナノファイバー繊維構造体を少なくとも一部に有するナノファイバー繊維織布、不織布、撚糸、コード、または、当該織布、不織布、撚糸、コードを用いた繊維製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−216024(P2010−216024A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−61856(P2009−61856)
【出願日】平成21年3月13日(2009.3.13)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月13日(2009.3.13)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
[ Back to top ]