
ナノ繊維からなる連続状フィラメントの製造方法
従来のエレクトロスピニング方式によっては、連続状フィラメント(糸)を簡単で連続的な工程で製造することができない。本発明は、このような問題点を解決するために、高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングして、リボン形態のナノ繊維ウエブ(17a)を製造し、次いで、上記ナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造し、次いで、上記ナノ繊維フィラメント(17b)を延伸することを特徴とするナノ繊維からなる連続状フィラメントの製造方法を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノ繊維からなる連続状フィラメント又は糸(以下、“フィラメント”と通称する)を製造する方法に関するものであり、より詳しくは、エレクトロスピニング方式を用いて連続状フィラメントを連続工程により製造する方法に関するものである。
【0002】
本発明において、ナノ繊維とは、その繊維直径が1,000nm以下である、より好ましくは、500nm以下である繊維を意味する。
【0003】
ナノ繊維からなる不織布などは、人造皮革、フィルター、おむつ、生理用ナプキン、縫合糸、癒着防止剤、ワイピングクロス(wiping cloth)、人造血管、骨固定用機具(bone fixture)などに多様に活用することができ、特に人工皮革の製造に極めて有用である。
【背景技術】
【0004】
人工皮革などの製造に適した極細繊維又はナノ繊維を製造するための従来技術としては、海島型複合紡糸方式(sea−island type conjugated spinning)、分割型複合紡糸方式(split type conjugated spinning)及びブレンド紡糸方式(blend spinning)などが知られている。
【0005】
しかし、海島型複合紡糸方式やブレンド紡糸方式の場合は、繊維の極細化のため、繊維を構成する二種の高分子成分の中で、一種の高分子成分を溶出、除去しなければならない。これらの方式により製造された繊維から人工皮革を製造するためには、溶融紡糸、繊維製造、不織布製造、ウレタン含浸、一種成分の溶出のような複雑な工程を経なければならない問題があった。それにもかかわらず、上記二種の方式によっては、直径1,000nm以下の繊維を製造することができなかった。
【0006】
一方、分割型複合紡糸方式の場合は、染色特性の相違する二種の高分子成分(例えば、ポリエステルとポリアミド)などが繊維内に共存するので染色斑ができ、人工皮革の製造工程も複雑であるとの問題点があった。また、上記方式によっては、直径2,000nm以下の繊維を製造することができなかった。
【0007】
ナノ繊維を製造するための他の従来技術として、米国特許第4,323,525号などにはエレクトロスピニング方式が提案されている。上記従来のエレクトロスピニング方式は、紡糸溶液主タンク内の高分子紡糸溶液を計量ポンプを通じて高電圧が与えられる多数のノズル内に連続的に定量供給し、次いで、ノズルに供給された紡糸溶液をノズルを通じて、5kV以上の高電圧が印加されているエンドレス(endless)ベルトタイプのコレクターの上に紡糸、集束することにより、繊維ウエブ(web)を製造する方式である。こうした製造された繊維のウエブを、後続工程で、ニドルパンチングすることにより、ナノ繊維からなる不織布を製造する。
【0008】
以上のように、従来のエレクトロスピニング方式によっては、1,000nm以下のナノ繊維からなるウエブと不織布のみを製造するができた。従って、従来のエレクトロスピニング方式により連続状フィラメントを製造するためには、製造されたナノ繊維のウエブ(web)を一定長さに切断して単繊維を製造し、これを混打綿してから別途の紡績工程を経なければならないので、工程が複雑であるとの問題があった。
【0009】
ナノ繊維からなる不織布の場合は、不織布固有の物性上の限界によって、人造皮革などの多樣な応用分野に広範囲に適用するには限界があった。参考として、ナノ繊維からなる不織布において、10MPa以上の物性を達成することが困難である。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、別途の紡績工程を行わなくても、エレクトロスピニングされたナノ繊維ウエブを用いて、連続的にフィラメント(糸)を製造する方法を提供することにより、ナノ繊維からなる連続状フィラメントを簡単な工程により製造する。また、本発明は、その優れた物性のため、人造皮革は勿論、フィルター、おむつ、生理用ナプキン、人造血管などの多樣な産業素材として適したナノ繊維からなる連続状フィラメントを製造する方法を提供する。
【課題を解決するための手段】
【0011】
上記のような課題を達成するために、高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングして、リボン形態のナノ繊維ウエブ(17a)を製造し、次いで、上記ナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造し、次いで、上記ナノ繊維フィラメント(17b)を延伸することを特徴とする本発明によるナノ繊維からなる連続状フィラメントの製造方法が提供される。
【0012】
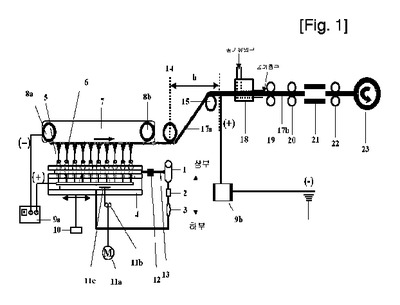
以下、添付した図面などによって、本発明を詳述する。まず、本発明は、第1図、第4図、第7図ないし第10図に図示されたように、高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングすることにより、リボン形態のナノ繊維ウエブ(17a)を製造する。
【0013】
リボン形態のナノ繊維ウエブ(17a)を製造するためには、(I)ナノ繊維ウエブ(17a)の幅をコレクター(7)の全幅と同一に広幅にエレクトロスピニングしてから、広幅のナノ繊維ウエブ(17a)をウエブ切断装置(16)にて切断する方法を用いるか、または(II)ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングする方法を用いる。
【0014】
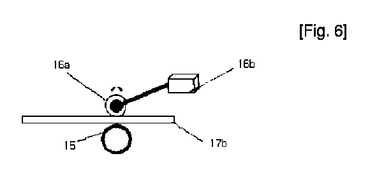
広幅のナノ繊維ウエブ(17a)を小幅に切断する上記ウエブ切断装置(16)は、第6図に図示されたように、回転刃(16a)と、この回転刃(16a)を回転させるモーター(16b)とからなり、第4図のように、ウエブ移送ローラー(15)の上に設けられる。
【0015】
第6図は、ウエブ切断装置(16)にて広幅のナノ繊維ウエブ(17a)を切断する工程の拡大模式図である。
【0016】
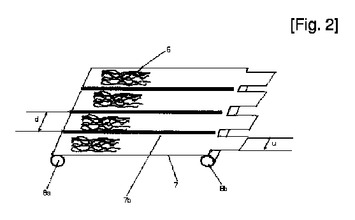
一方、ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングするためには、エレクトロスピニングの時、第2図に図示されたように、一つのノズルブロック(4)の幅と同一距離(d)に、遮断膜(7b)を備えるコレクター(7)を用いる。第2図は、遮断膜(7b)が設けられた第1図のコレクター(7)部分の拡大模式図である。
【0017】
上記遮断膜(7b)は、テフロン(登録商標)などの電気不導体であることが好ましい。
【0018】
ウエブ移送ローラー(14、15)を通過したナノ繊維ウエブ(17a)は強い電荷を持っている。
【0019】
以後、連続状フィラメントの製造工程を円滑に行うためには、ナノ繊維ウエブ(17a)が持っている電荷を放電装置(9b)を用いて放電させることが好ましい。
【0020】
コレクターと放電装置との間の距離(h)は、ナノ繊維ウエブの幅などを考慮して適切に調節する。
【0021】
次いで、本発明は上記のように製造されたリボン形態のナノ繊維ウエブ(17a)を、第1図、第4図、第7図ないし第10図に図示されたように、エア撚り糸装置(18)内に通過させ、空気渦流を用いて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造する。
【0022】
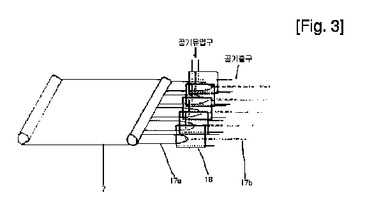
第3図は、一つのノズルブロック(4)の幅単位に、即ち、小幅にエレクトロスピニングされたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、ナノ繊維フィラメント(17b)を製造する工程の拡大模式図である。
【0023】
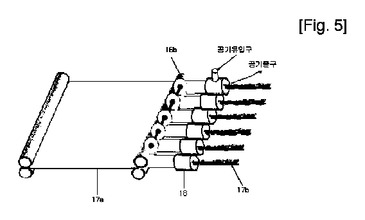
第5図は、コレクターの全幅と同一に広幅にエレクトロスピニングされたナノ繊維ウエブ(17a)をウエブ切断装置(16)にて小幅に切断した後、これをエア撚り糸装置(18)内に通過させて撚り糸することにより、ナノ繊維フィラメント(17b)を製造する工程の拡大模式図である。
【0024】
上記エア撚り糸装置(18)は、その縦方向に沿って中央部にナノ繊維ウエブ(17a)の通路及び空気排出口が形成されており、上記空気排出口と垂直または傾斜方向に空気流入口が形成されている構造を有する。
【0025】
上記空気流入口は、螺旋状のホール構造であることがより好ましい。
【0026】
上記エア撚り糸装置(18)を通過するナノ繊維ウエブ(17b)は、エア撚り糸装置(18)内の空気渦流によって、ウエブを構成するナノ繊維同士に互いに交差結合されるか撚られることになって、連続状フィラメントの形態になる。
【0027】
次いで、本発明は、第1図、第4図、第7図ないし第10図に図示されたように、上記のように製造したナノ繊維フィラメント(17b)を延伸及び巻き取って、最終製品である連続状ナノ繊維フィラメントを製造する。選択的に延伸した後、熱処理することもよい。
【0028】
具体的に、第1ローラー(19)と第2ローラー(20)との間で、又は第2ローラー(20)と第3ローラー(22)との間で、各ローラーなどの回転線速度の差を用いて、ナノ繊維フィラメント(17b)を延伸し、第2ローラー(20)と第3ローラー(22)との間に設置されている熱硬化ヒーター(21)によって、ナノ繊維フィラメント(17b)を熱処理してから巻き取りローラー(23)によって巻き取る。
【0029】
本発明の製造方法は、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式又は水平式エレクトロスピニング方式のいずれにも適用することができる。
【0030】
すなわち、本発明は、エレクトロスピニング形態として、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式及び水平式エレクトロスピニング方式を全て含む。
【0031】
本発明において、水平式エレクトロスピニング方式とは、ノズルとコレクターを水平又はほぼ水平に配列してエレクトロスピニングする方式である。
【0032】
第1図、第4図、第7ないし第10図はいずれも上向式エレクトロスピニング方式による本発明の工程概略図である。
【0033】
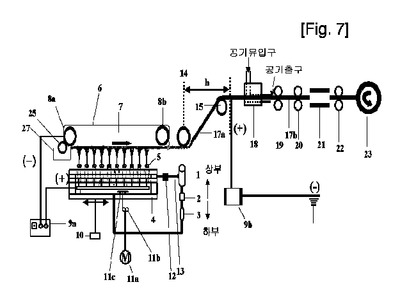
具体的に、第1図は、上向式エレクトロスピニングする時、第2図のように、遮断膜(7b)が一定間隔で設置されているコレクター(7)を用いて小幅のナノ繊維ウエブを製造してから、これを用いてナノ繊維フィラメントを製造する本発明の工程概略図である。
【0034】
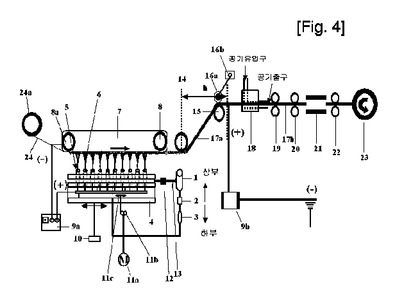
一方、第4図は、上向式エレクトロスピニングする時、遮断膜(7b)が設置されていないコレクター(7)を用いて、広幅のナノ繊維ウエブを製造してから、ウエブ切断装置(16)によって上記広幅のナノ繊維ウエブを小幅に切断した後、これを用いてナノ繊維フィラメントを製造する本発明の工程概略図である。
【0035】
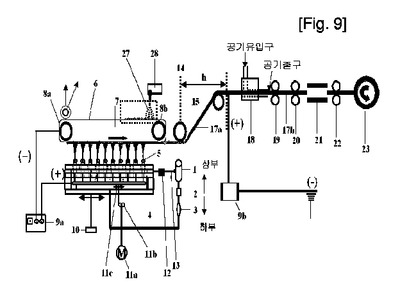
なお、本発明のコレクター(7)の表面に形成されているナノ繊維ウエブ(17a)をコレクター(7)から容易に分離するために、第4図のように、ナノ繊維がエレクトロスピニングされるコレクター(7)の表面に、ナノ繊維ウエブ分離用フィルム又は不織布(24)、又は不織布供給ローラー(24a)を連続的に供給するか、第7図ないし第9図のように、コレクター(7)の上にナノ繊維ウエブ分離用溶液(27)を連続的又は不連続的にコーティング又は噴霧することが好ましい。
【0036】
上記ナノ繊維ウエブ分離用溶液(27)は、水、陽イオン界面活性剤、陰イオン界面活性剤、両性(陽イオン−陰イオン)界面活性剤又は中性界面活性剤などである。
【0037】
また、ウエブ分離用溶液としては、エタノール、メタノール、ベンゼン、ジクロロメタン及びトルエンなどの溶媒類を使用してもよい。
【0038】
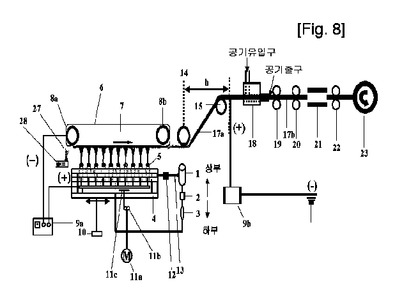
第7図は、供給ローラー(25)を用いてナノ繊維ウエブ分離用溶液(27)をコレクター上にコーティングする方法を採用した本発明の工程概略図である。第8図は、噴霧装置(28)を用いてナノ繊維ウエブ分離用溶液(27)をコレクターの下部から上向に噴霧する方式を採用した本発明の工程概略図である。また、第9は、噴霧装置(28)を用いてナノ繊維ウエブ分離用溶液(27)をコレクターの上部から下向に噴霧する方式を採用した本発明の工程概略図である。
【0039】
上記のように、エレクトロスピニングする時、ナノ繊維ウエブ分離用溶液(27)をコレクター(7)の上にコーティング又は噴霧する場合、ナノ繊維の材質によっては上記の放電処理工程を省略してもよい。
【0040】
一つのノズルブロックの幅単位に、小幅のナノ繊維ウエブを製造する方法を採用する場合には、上記のように、ナノ繊維ウエブ分離用溶液(27)をコレクター(7)の上にコーティング又は噴霧する効果がもっと著しく発現される。
【0041】
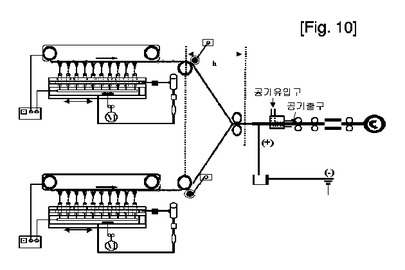
一方、本発明は、2種以上の紡糸溶液を各々のエレクトロスピニング装置によってエレクトロスピニングして、2種以上のリボン状ナノ繊維ウエブ(17a)を各々製造してから、これらを一つのエア撚り糸装置(18)内に通過させることにより、ハイブリッド(Hybrid)形態のナノ繊維フィラメントを製造する方法も含む。第10図は、ハイブリッド形態のナノ繊維フィラメントを製造する本発明の工程概略図であり、図面中に符号の表示は省略した。
【0042】
ナノ繊維フィラメントがハイブリッド形態である場合は、ウエブを構成する個々の繊維の物性を相互補完することができる長所がある。
【0043】
第1図などに図示された上向式エレクトロスピニング装置などは、紡糸溶液を保管する紡糸溶液主タンク(1)と;紡糸溶液定量供給のための計量ポンプ(2)と;多数個のピンとから構成されるノズル(5)がブロック形態に組み合われ、紡糸溶液を繊維状に吐出する上向式ノズルブロック(4)と;上記ノズルブロックの上部に位置して紡糸される単繊維などを集積するコレクター(7)と;高電圧を発生させる電圧発生装置(19a)と;ノズルブロックの最上部に連結されている紡糸溶液排出装置(12)などとから構成される。
【0044】
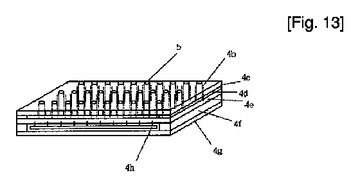
上記ノズルブロック(4)は、第13図のように、[I]ノズル(5)が配列されているノズルプレイト(4e)と;[II]ノズル(5)を包囲するノズル外径ホール(4b)と;[III]ノズル外径ホール(4b)と連結され、ノズルプレイト(4e)の直上段に位置する紡糸溶液臨時供給板(4d)と;[IV]紡糸溶液臨時供給板(4d)の直上段に設置されている絶縁体板(4c)と;[V]ノズル配列と同一にピンが配列され、ノズルプレイト(4e)の直下段に位置する導電体板(4h)と;[VI]導電体板(4h)を含む紡糸溶液主供給板(4f)と;[VII]紡糸溶液主供給板(4f)の直下段に位置する加熱装置(4g)と;[VIII]紡糸溶液主供給板(4f)の内部に設置されている攪拌機(11c)とから構成される。
【0045】
ノズルブロック(4)内の多数のノズル(5)はノズルプレイト(4e)に配列されており、ノズル(5)の外部にはこれらを包囲するノズル外径ホール(4b)などが設置されている。
【0046】
上記ノズル外径ホール(4b)は、ノズル(5)の出口に過量で形成された紡糸溶液が全て繊維化できない場合に発生するドロップレット(Droplet)現象を防止し、溢れる紡糸溶液を回収する目的で設置され、ノズル出口で繊維化されなかった紡糸溶液を溜めて、これをノズルプレイト(4e)の直上段に位置する紡糸溶液臨時供給板(4d)に移送させる役割を持つ。
【0047】
上記ノズル外径ホール(4b)は、ノズル(5)より当然に直径が長く、好ましくは、絶縁体から構成される。
【0048】
上記紡糸溶液臨時供給板(4d)は、絶縁体から製造され、ノズル外径ホール(4b)を通じて流入される残余紡糸溶液を一時的に貯蔵してから、これを紡糸溶液主供給板(4f)に移送する役割もする。
【0049】
上記紡糸溶液臨時供給板(4d)の直上段には絶縁体板(4c)が設置され、ノズル部位のみに円滑に紡糸されることができるように、ノズル上部を保護する役割をする。
【0050】
ノズルプレイト(4e)の直下段には、ノズル配列と同一にピンが配列されている導電体板(4h)が設置され、導電体板(4h)を含んでいる紡糸溶液主供給板(4f)が設置される。
【0051】
また、紡糸溶液主供給板(4f)の直下段には、間接加熱方式の加熱装置(4g)が設置される。
【0052】
上記導電体板(4h)は、ノズル(5)に高電圧を印加する役割をし、紡糸溶液主供給板(4f)は、紡糸ドロップ装置(3)から紡糸ブロック(4)に流入される紡糸溶液を貯蔵した後、ノズル(5)に供給する役割をする。この時、紡糸溶液主供給板(4f)は、紡糸溶液の貯蔵量を最少化することができるように、最小空間を占めるように製作することが好ましい。
【0053】
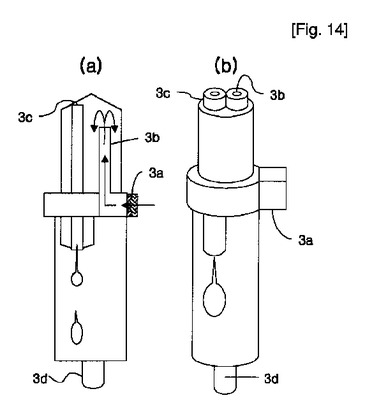
なお、本発明の紡糸溶液ドロップ装置(3)は全体的に第14(a)図及び第14(b)図のように密閉された円筒状になるように設計され、紡糸溶液主タンク(1)から連続的に流入される紡糸溶液をノズルブロック(4)に液滴形態に供給する役割をする。
【0054】
上記紡糸溶液ドロップ装置(3)は、第14(a)図及び第14(b)図のように、全体的に密閉された円筒状の形状を有する。第14(a)図は紡糸溶液ドロップ装置の断面図で、第14(b)図は紡糸溶液ドロップ装置の斜視図である。
【0055】
紡糸溶液ドロップ装置(3)の上端部には、紡糸溶液をノズルブロックの方に誘導する紡糸溶液誘導管(3c)と気体流入管(3b)が並んで配列されている。この時、紡糸溶液誘導管(3c)を気体流入管(3b)より多少長く形成することが好ましい。
【0056】
上記気体流入管の下端から気体が流入され、最初に気体が流入される部分はフィルター(3a)と連結される。紡糸溶液ドロップ装置(3)の下端部にはドロップされた紡糸溶液をノズルブロック(4)に誘導する紡糸溶液排出管(3d)が形成されている。紡糸溶液ドロップ装置(3)の中間部は、紡糸溶液が紡糸溶液誘導管(3c)の末端部からドロップ(drop)されるように、中空形態に形成されている。
【0057】
上記紡糸溶液ドロップ装置(3)に流入された紡糸溶液は、紡糸溶液誘導管(3c)を沿って流れ、その末端部でドロップされることにより、紡糸溶液の流れが一回以上遮断される。
【0058】
紡糸溶液がドロップされる原理を具体的に説明する。気体がフィルター(3a)及び気体流入管(3b)を沿って密閉された紡糸溶液ドロップ装置(3)の上端部に流入されると、気体渦流などによって紡糸溶液誘導管(3c)の圧力が自然に不規則になり、この時発生する圧力差によって紡糸溶液がドロップされることになる。
【0059】
本発明において、流入される気体としては、空気または窒素などの不活性ガスを使用することができる。
【0060】
本発明のノズルブロック(4)全体は、エレクトロスピニングされたナノ繊維の分布を均一にするために、ノズルブロック左右往復運動裝置(10)によって、エレクトロスピニングされたナノ繊維の進行方向と直角方向に左右往復運動する。
【0061】
また、上記ノズルブロック(4)の内部には、より具体的には、紡糸溶液主供給板(4f)の内部には、紡糸溶液がノズルブロック(4)の内でゲル化されることを防止するために、ノズルブロック(4)の内に保管されている紡糸溶液を攪拌する攪拌機(11c)が設置されている。
【0062】
上記攪拌機(11c)は、非伝導性絶縁棒(11b)によって、攪拌機用モーター(11a)と連結されている。
【0063】
ノズルブロック(4)内に攪拌機(11c)が設置されると、無機金属を含有する溶液をエレクトロスピニングするか、長時間混合溶媒を使用して溶解させた紡糸溶液をエレクトロスピニングする時、ノズルブロック(4)内の紡糸溶液のゲル化を効果的に防止することができる。
【0064】
また、上記ノズルブロック(4)の最上部には、ノズルブロックに過剰供給された紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が連結されている。
【0065】
上記紡糸溶液排出裝置(12)は、ノズルブロック内に過剰供給された紡糸溶液を吸気などによって紡糸溶液主タンク(1)に強制移送させる。
【0066】
また、本発明のコレクター(7)には、直接加熱方式または間接加熱方式の加熱裝置(図示せず)が設置(付着)されており、上記コレクター(7)は固定または連続回転する。
【0067】
ノズルブロック(4)上に位置するノズル(5)などは、対角線状または一直線状に配列される。
【発明の効果】
【0068】
本発明は、ナノ繊維からなる連続状フィラメントをより簡単な連続工程にて製造することができる。本発明によって製造された上記連続状フィラメントは、その物性がかなり向上されるので、人造皮革、空気清浄用フィルター、ワイピングクロース、ゴルフグラブ、鬘などの日常用品は勿論、人工透析用フィルター、人造血管、癒着防止剤、人工骨などの多樣な産業分野の素材として有用である。
【発明を実施するための最良の形態】
【0069】
以下、実施例及び比較例により本発明をさらに詳しく説明する。しかし、本発明がこれらの実施例のみに限定されるものではない。
【実施例1】
【0070】
数平均分子量が80,000であるポリ(ε−カプローラークトン)高分子(米国Aldrich社製)をジクロロメタン/N、N−ジメチルホルムアミド(体積比:75/25)の混合溶媒に13重量%の濃度になるように溶解して、高分子紡糸溶液を製造した。
【0071】
上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で250センチポアズ、電気伝導度は0.02mS/m、誘電率定数は90であった。上記高分子紡糸溶液を図1のように、計量ポンプ(2)を通じて、直径1mmのノズルなどが一例に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして単位幅が2.5cmのナノ繊維ウエブを製造した。この時、ノズルブロック(4)としては、各々80個のノズルがナノ繊維の進行方向に一例に配列された単位ノズルブロック10個からなり、ノズルの総個数が800個であるノズルブロックを用い、ノズル一つ当たりの吐出量は1.6mg/分とした。
【0072】
また、コレクター(7)としては、テフロン(登録商標)の遮断膜(7b)が3cmの間隔で設置されたコレクターを用いた。
【0073】
また、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いてノズルブロック(4)を3m/分の速度で左右往復運動させ、コレクター(7)の温度を35℃に加熱した。
【0074】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は20cmとした。
【0075】
続いて、上記のように製造されたナノ繊維ウエブ(17a)を回転線速度が64.2m/分であるウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)に15kVの電圧を印加して放電処理した。
【0076】
上記放電処理の時、コレクターから放電装置までの距離(h)を2.5mと設定し、エレクトロスピニングの時とは反対である電極を掛けた。
【0077】
続いて、上記のように放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を2kg/cm2とし、撚り数を60撚り(Turns)/mとした。
【0078】
続いて、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、2.0倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させ、35℃に熱処理した後、巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0079】
この時、第1ローラー(19)の回転線速度を64.2m/分として設定した。
【0080】
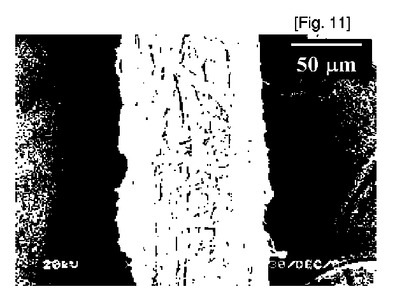
上記のように製造したナノ繊維フィラメントは、繊度が75デニールで、強度が1.3g/dで、伸度は32%であった。また、上記ナノ繊維フィラメントの表面を電子顕微鏡にて撮影した写真を第11図に示した。
【実施例2】
【0081】
数平均分子量が80,000であるポリウレタン樹脂(韓国、Daewoo International社製)と重合度800のポリ塩化ビニール(韓国、LG Chemical)とを重量比70/30になるようにジメチルホルムアミド/テトラヒドロフラン(体積比:5/5)の混合溶媒に溶解して12.5重量%の高分子紡糸溶液を製造した。この高分子紡糸溶液の粘度は450センチポアズであった。
【0082】
上記高分子紡糸溶液を第4図のように、計量ポンプ(2)を通じて、直径1mmのノズル400個が対角線に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして、幅60cmの広幅のナノ繊維ウエブを製造した。
【0083】
この時、ノズル一つ当たりの吐出量は2.0mg/分とし、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いてノズルブロック(4)を2.5m/分の速度で左右往復運動させ、コレクター(7)の温度を85℃に加熱した。
【0084】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は25cmとした。
【0085】
続いて、上記のように製造された広幅のナノ繊維ウエブ(17a)をウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)を用いて放電処理すると共に、回転刃を備えるウエブ切断装置(16)によって2.0cmの間隔で切断して幅2cmのナノ繊維ウエブ30個を製造した。
【0086】
上記放電処理の時、放電装置(9b)に25kVの電圧を印加し、コレクターから放電装置までの距離(h)を2.5mと設定し、エレクトロスピニング時とは逆方向に電極を取り付けた。
【0087】
また、ウエブ移送ローラー(14、15)の回転線速度は30m/分とした。
【0088】
続いて、上記のように切断及び放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を2kg/cm2とし、撚り数を45撚り(Turns)/mとした。
【0089】
次いで、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、1.2倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させてから巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0090】
この時、第1ローラー(19)の回転線速度を30m/分として設定した。
【0091】
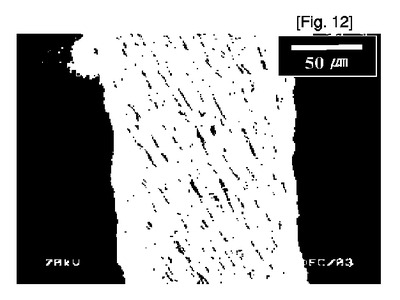
上記のように製造したナノ繊維フィラメントは、繊度が120デニールで、強度が1.4g/dで、伸度は50%であった。また、上記ナノ繊維フィラメントの表面を電子顕微鏡にて撮影した写真を第12図に示した。
【実施例3】
【0092】
96%硫酸溶液での相対粘度が3.2であるナイロン−6樹脂をギ酸に15重量%の濃度に溶解して高分子紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は49mN/m、溶液粘度は常温で1,150センチポアズ、電気伝導度は420mS/mであった。
【0093】
上記高分子紡糸溶液を第1図のように、計量ポンプ(2)を通じて、直径1mmのノズルなどが一例に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして単位幅が1.8cmのナノ繊維ウエブを製造した。
【0094】
この時、ノズルブロック(4)としては、各々100個のノズルがナノ繊維の進行方向に一例に配列された単位ノズルブロック10個からなり、ノズルの総個数が1,000個であるノズルブロックを用い、ノズル一つ当たりの吐出量は1.2mg/分とした。
【0095】
また、コレクター(7)としては、テフロン(登録商標)の遮断膜(7b)が2.5cmの間隔で設置されたコレクターを用いた。
【0096】
また、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いて、ノズルブロック(4)を3m/分の速度で左右往復運動させ、コレクター(7)の温度を35℃に加熱した。
【0097】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は15cmとした。
【0098】
続いて、上記のように製造されたナノ繊維ウエブ(17a)を回転線速度50m/分のウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)に20kVの電圧を印加して放電処理した。
【0099】
上記放電処理の時、コレクターから放電装置までの距離(h)を3.5mと設定し、エレクトロスピニングの時とは反対である電極を掛けた。
【0100】
続いて、上記のように放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を3kg/cm2とし、撚り数を80撚り(Turns)/mとした。
【0101】
次いで、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、2倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させて、90℃に熱処理した後、巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0102】
この時、第1ローラー(19)の回転線速度を50m/分として設定した。
【0103】
上記のように製造したナノ繊維フィラメントは、繊度が75デニールで、強度が3.0g/dで、伸度は36%であった。
【図面の簡単な説明】
【0104】
【図1】ノズルブロックの単位で分離された小幅のウエブなどを製造する上向式エレクトロスピニング方式による本発明の工程概略図。
【図2】第1図におけるコレクター(7)部分の拡大模式図。
【図3】第1図における小幅のウエブをエア撚り糸装置(18)にて撚り糸する工程の拡大模式図。
【図4】ウエブ分離用フィルムまたは不織布(24)を用いて、広幅のウエブを製造する上向式エレクトロスピニング方式による本発明の工程概略図。
【図5】第4図における広幅のウエブをウエブ切断装置(16)にて切断する工程とエア撚り糸装置(18)にて撚り糸する工程の拡大模式図。
【図6】ウエブ切断装置の回転刃(16a)にて広幅のウエブを切断する工程の拡大模式図。
【図7】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図8】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図9】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図10】ハイブリッド(Hybrid)形態のナノ繊維フィラメントを製造する本発明の工程概略図。
【図11】実施例1から製造されたナノ繊維フィラメントの電子顕微鏡写真。
【図12】実施例2から製造されたナノ繊維フィラメントの電子顕微鏡写真。
【図13】上向式エレクトロスピニング方式で使われるノズルブロック(4)の模式図。
【図14a】上向式エレクトロスピニング方式で使われる紡糸原液ドロップ装置(3)の断面図。
【図14b】上向式エレクトロスピニング方式で使われる紡糸原液ドロップ装置(3)の斜視図。
【符号の説明】
【0105】
1:紡糸溶液主タンク
2:計量ポンプ
3:紡糸溶液ドロップ裝置
3a:紡糸溶液ドロップ裝置のフィルター
3b:気体流入管
3c:紡糸溶液誘導管
3d:紡糸溶液排出管
4:ノズルブロック
4b:ノズル外径ホール
4c:絶縁体板
4d:紡糸溶液臨時貯蔵板
4e:ノズルプレイト
4f:紡糸溶液主供給板
4g:加熱裝置
4h:導電体板
5:ノズル
6:ナノ繊維
7:コレクター(コンベヤーベルト)
7b:コレクター遮断膜
8a、8b:コレクター支持ローラー
9a:電圧発生裝置
9b:放電装置
10:ノズルブロック左右往復運動裝置
11a:攪拌機用モーター
11b:非伝導性絶縁棒
11c:攪拌機
12:紡糸溶液排出裝置
13:移送管
14、15:ウエブ移送ローラー
16:ウエブ切断装置
16a:ウエブ切断装置の回転刃
16b:回転刃用モーター
17a:ナノ繊維ウエブ
17b:ナノ繊維フィラメント
18:エア撚り糸装置
19:第1ローラー
20:第2ローラー
21:熱硬化装置(ヒーター)
22:第3ローラー
23:フィラメント巻き取りローラー
24:ナノ繊維ウエブ分離用フィルムまたは不織布
24a:フィルムまたは不織布の供給ローラー
25:ナノ繊維ウエブ分離用溶液の供給ローラー
27:ナノ繊維ウエブ分離用溶液
28:ナノ繊維ウエブ分離用溶液の噴霧装置
h:コレクターから放電装置までの距離
u:一つのノズルブロックの幅に紡糸されたウエブの幅
d:コレクター内の遮断膜間の距離(単位コレクターの距離)
【技術分野】
【0001】
本発明は、ナノ繊維からなる連続状フィラメント又は糸(以下、“フィラメント”と通称する)を製造する方法に関するものであり、より詳しくは、エレクトロスピニング方式を用いて連続状フィラメントを連続工程により製造する方法に関するものである。
【0002】
本発明において、ナノ繊維とは、その繊維直径が1,000nm以下である、より好ましくは、500nm以下である繊維を意味する。
【0003】
ナノ繊維からなる不織布などは、人造皮革、フィルター、おむつ、生理用ナプキン、縫合糸、癒着防止剤、ワイピングクロス(wiping cloth)、人造血管、骨固定用機具(bone fixture)などに多様に活用することができ、特に人工皮革の製造に極めて有用である。
【背景技術】
【0004】
人工皮革などの製造に適した極細繊維又はナノ繊維を製造するための従来技術としては、海島型複合紡糸方式(sea−island type conjugated spinning)、分割型複合紡糸方式(split type conjugated spinning)及びブレンド紡糸方式(blend spinning)などが知られている。
【0005】
しかし、海島型複合紡糸方式やブレンド紡糸方式の場合は、繊維の極細化のため、繊維を構成する二種の高分子成分の中で、一種の高分子成分を溶出、除去しなければならない。これらの方式により製造された繊維から人工皮革を製造するためには、溶融紡糸、繊維製造、不織布製造、ウレタン含浸、一種成分の溶出のような複雑な工程を経なければならない問題があった。それにもかかわらず、上記二種の方式によっては、直径1,000nm以下の繊維を製造することができなかった。
【0006】
一方、分割型複合紡糸方式の場合は、染色特性の相違する二種の高分子成分(例えば、ポリエステルとポリアミド)などが繊維内に共存するので染色斑ができ、人工皮革の製造工程も複雑であるとの問題点があった。また、上記方式によっては、直径2,000nm以下の繊維を製造することができなかった。
【0007】
ナノ繊維を製造するための他の従来技術として、米国特許第4,323,525号などにはエレクトロスピニング方式が提案されている。上記従来のエレクトロスピニング方式は、紡糸溶液主タンク内の高分子紡糸溶液を計量ポンプを通じて高電圧が与えられる多数のノズル内に連続的に定量供給し、次いで、ノズルに供給された紡糸溶液をノズルを通じて、5kV以上の高電圧が印加されているエンドレス(endless)ベルトタイプのコレクターの上に紡糸、集束することにより、繊維ウエブ(web)を製造する方式である。こうした製造された繊維のウエブを、後続工程で、ニドルパンチングすることにより、ナノ繊維からなる不織布を製造する。
【0008】
以上のように、従来のエレクトロスピニング方式によっては、1,000nm以下のナノ繊維からなるウエブと不織布のみを製造するができた。従って、従来のエレクトロスピニング方式により連続状フィラメントを製造するためには、製造されたナノ繊維のウエブ(web)を一定長さに切断して単繊維を製造し、これを混打綿してから別途の紡績工程を経なければならないので、工程が複雑であるとの問題があった。
【0009】
ナノ繊維からなる不織布の場合は、不織布固有の物性上の限界によって、人造皮革などの多樣な応用分野に広範囲に適用するには限界があった。参考として、ナノ繊維からなる不織布において、10MPa以上の物性を達成することが困難である。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、別途の紡績工程を行わなくても、エレクトロスピニングされたナノ繊維ウエブを用いて、連続的にフィラメント(糸)を製造する方法を提供することにより、ナノ繊維からなる連続状フィラメントを簡単な工程により製造する。また、本発明は、その優れた物性のため、人造皮革は勿論、フィルター、おむつ、生理用ナプキン、人造血管などの多樣な産業素材として適したナノ繊維からなる連続状フィラメントを製造する方法を提供する。
【課題を解決するための手段】
【0011】
上記のような課題を達成するために、高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングして、リボン形態のナノ繊維ウエブ(17a)を製造し、次いで、上記ナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造し、次いで、上記ナノ繊維フィラメント(17b)を延伸することを特徴とする本発明によるナノ繊維からなる連続状フィラメントの製造方法が提供される。
【0012】
以下、添付した図面などによって、本発明を詳述する。まず、本発明は、第1図、第4図、第7図ないし第10図に図示されたように、高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングすることにより、リボン形態のナノ繊維ウエブ(17a)を製造する。
【0013】
リボン形態のナノ繊維ウエブ(17a)を製造するためには、(I)ナノ繊維ウエブ(17a)の幅をコレクター(7)の全幅と同一に広幅にエレクトロスピニングしてから、広幅のナノ繊維ウエブ(17a)をウエブ切断装置(16)にて切断する方法を用いるか、または(II)ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングする方法を用いる。
【0014】
広幅のナノ繊維ウエブ(17a)を小幅に切断する上記ウエブ切断装置(16)は、第6図に図示されたように、回転刃(16a)と、この回転刃(16a)を回転させるモーター(16b)とからなり、第4図のように、ウエブ移送ローラー(15)の上に設けられる。
【0015】
第6図は、ウエブ切断装置(16)にて広幅のナノ繊維ウエブ(17a)を切断する工程の拡大模式図である。
【0016】
一方、ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングするためには、エレクトロスピニングの時、第2図に図示されたように、一つのノズルブロック(4)の幅と同一距離(d)に、遮断膜(7b)を備えるコレクター(7)を用いる。第2図は、遮断膜(7b)が設けられた第1図のコレクター(7)部分の拡大模式図である。
【0017】
上記遮断膜(7b)は、テフロン(登録商標)などの電気不導体であることが好ましい。
【0018】
ウエブ移送ローラー(14、15)を通過したナノ繊維ウエブ(17a)は強い電荷を持っている。
【0019】
以後、連続状フィラメントの製造工程を円滑に行うためには、ナノ繊維ウエブ(17a)が持っている電荷を放電装置(9b)を用いて放電させることが好ましい。
【0020】
コレクターと放電装置との間の距離(h)は、ナノ繊維ウエブの幅などを考慮して適切に調節する。
【0021】
次いで、本発明は上記のように製造されたリボン形態のナノ繊維ウエブ(17a)を、第1図、第4図、第7図ないし第10図に図示されたように、エア撚り糸装置(18)内に通過させ、空気渦流を用いて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造する。
【0022】
第3図は、一つのノズルブロック(4)の幅単位に、即ち、小幅にエレクトロスピニングされたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、ナノ繊維フィラメント(17b)を製造する工程の拡大模式図である。
【0023】
第5図は、コレクターの全幅と同一に広幅にエレクトロスピニングされたナノ繊維ウエブ(17a)をウエブ切断装置(16)にて小幅に切断した後、これをエア撚り糸装置(18)内に通過させて撚り糸することにより、ナノ繊維フィラメント(17b)を製造する工程の拡大模式図である。
【0024】
上記エア撚り糸装置(18)は、その縦方向に沿って中央部にナノ繊維ウエブ(17a)の通路及び空気排出口が形成されており、上記空気排出口と垂直または傾斜方向に空気流入口が形成されている構造を有する。
【0025】
上記空気流入口は、螺旋状のホール構造であることがより好ましい。
【0026】
上記エア撚り糸装置(18)を通過するナノ繊維ウエブ(17b)は、エア撚り糸装置(18)内の空気渦流によって、ウエブを構成するナノ繊維同士に互いに交差結合されるか撚られることになって、連続状フィラメントの形態になる。
【0027】
次いで、本発明は、第1図、第4図、第7図ないし第10図に図示されたように、上記のように製造したナノ繊維フィラメント(17b)を延伸及び巻き取って、最終製品である連続状ナノ繊維フィラメントを製造する。選択的に延伸した後、熱処理することもよい。
【0028】
具体的に、第1ローラー(19)と第2ローラー(20)との間で、又は第2ローラー(20)と第3ローラー(22)との間で、各ローラーなどの回転線速度の差を用いて、ナノ繊維フィラメント(17b)を延伸し、第2ローラー(20)と第3ローラー(22)との間に設置されている熱硬化ヒーター(21)によって、ナノ繊維フィラメント(17b)を熱処理してから巻き取りローラー(23)によって巻き取る。
【0029】
本発明の製造方法は、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式又は水平式エレクトロスピニング方式のいずれにも適用することができる。
【0030】
すなわち、本発明は、エレクトロスピニング形態として、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式及び水平式エレクトロスピニング方式を全て含む。
【0031】
本発明において、水平式エレクトロスピニング方式とは、ノズルとコレクターを水平又はほぼ水平に配列してエレクトロスピニングする方式である。
【0032】
第1図、第4図、第7ないし第10図はいずれも上向式エレクトロスピニング方式による本発明の工程概略図である。
【0033】
具体的に、第1図は、上向式エレクトロスピニングする時、第2図のように、遮断膜(7b)が一定間隔で設置されているコレクター(7)を用いて小幅のナノ繊維ウエブを製造してから、これを用いてナノ繊維フィラメントを製造する本発明の工程概略図である。
【0034】
一方、第4図は、上向式エレクトロスピニングする時、遮断膜(7b)が設置されていないコレクター(7)を用いて、広幅のナノ繊維ウエブを製造してから、ウエブ切断装置(16)によって上記広幅のナノ繊維ウエブを小幅に切断した後、これを用いてナノ繊維フィラメントを製造する本発明の工程概略図である。
【0035】
なお、本発明のコレクター(7)の表面に形成されているナノ繊維ウエブ(17a)をコレクター(7)から容易に分離するために、第4図のように、ナノ繊維がエレクトロスピニングされるコレクター(7)の表面に、ナノ繊維ウエブ分離用フィルム又は不織布(24)、又は不織布供給ローラー(24a)を連続的に供給するか、第7図ないし第9図のように、コレクター(7)の上にナノ繊維ウエブ分離用溶液(27)を連続的又は不連続的にコーティング又は噴霧することが好ましい。
【0036】
上記ナノ繊維ウエブ分離用溶液(27)は、水、陽イオン界面活性剤、陰イオン界面活性剤、両性(陽イオン−陰イオン)界面活性剤又は中性界面活性剤などである。
【0037】
また、ウエブ分離用溶液としては、エタノール、メタノール、ベンゼン、ジクロロメタン及びトルエンなどの溶媒類を使用してもよい。
【0038】
第7図は、供給ローラー(25)を用いてナノ繊維ウエブ分離用溶液(27)をコレクター上にコーティングする方法を採用した本発明の工程概略図である。第8図は、噴霧装置(28)を用いてナノ繊維ウエブ分離用溶液(27)をコレクターの下部から上向に噴霧する方式を採用した本発明の工程概略図である。また、第9は、噴霧装置(28)を用いてナノ繊維ウエブ分離用溶液(27)をコレクターの上部から下向に噴霧する方式を採用した本発明の工程概略図である。
【0039】
上記のように、エレクトロスピニングする時、ナノ繊維ウエブ分離用溶液(27)をコレクター(7)の上にコーティング又は噴霧する場合、ナノ繊維の材質によっては上記の放電処理工程を省略してもよい。
【0040】
一つのノズルブロックの幅単位に、小幅のナノ繊維ウエブを製造する方法を採用する場合には、上記のように、ナノ繊維ウエブ分離用溶液(27)をコレクター(7)の上にコーティング又は噴霧する効果がもっと著しく発現される。
【0041】
一方、本発明は、2種以上の紡糸溶液を各々のエレクトロスピニング装置によってエレクトロスピニングして、2種以上のリボン状ナノ繊維ウエブ(17a)を各々製造してから、これらを一つのエア撚り糸装置(18)内に通過させることにより、ハイブリッド(Hybrid)形態のナノ繊維フィラメントを製造する方法も含む。第10図は、ハイブリッド形態のナノ繊維フィラメントを製造する本発明の工程概略図であり、図面中に符号の表示は省略した。
【0042】
ナノ繊維フィラメントがハイブリッド形態である場合は、ウエブを構成する個々の繊維の物性を相互補完することができる長所がある。
【0043】
第1図などに図示された上向式エレクトロスピニング装置などは、紡糸溶液を保管する紡糸溶液主タンク(1)と;紡糸溶液定量供給のための計量ポンプ(2)と;多数個のピンとから構成されるノズル(5)がブロック形態に組み合われ、紡糸溶液を繊維状に吐出する上向式ノズルブロック(4)と;上記ノズルブロックの上部に位置して紡糸される単繊維などを集積するコレクター(7)と;高電圧を発生させる電圧発生装置(19a)と;ノズルブロックの最上部に連結されている紡糸溶液排出装置(12)などとから構成される。
【0044】
上記ノズルブロック(4)は、第13図のように、[I]ノズル(5)が配列されているノズルプレイト(4e)と;[II]ノズル(5)を包囲するノズル外径ホール(4b)と;[III]ノズル外径ホール(4b)と連結され、ノズルプレイト(4e)の直上段に位置する紡糸溶液臨時供給板(4d)と;[IV]紡糸溶液臨時供給板(4d)の直上段に設置されている絶縁体板(4c)と;[V]ノズル配列と同一にピンが配列され、ノズルプレイト(4e)の直下段に位置する導電体板(4h)と;[VI]導電体板(4h)を含む紡糸溶液主供給板(4f)と;[VII]紡糸溶液主供給板(4f)の直下段に位置する加熱装置(4g)と;[VIII]紡糸溶液主供給板(4f)の内部に設置されている攪拌機(11c)とから構成される。
【0045】
ノズルブロック(4)内の多数のノズル(5)はノズルプレイト(4e)に配列されており、ノズル(5)の外部にはこれらを包囲するノズル外径ホール(4b)などが設置されている。
【0046】
上記ノズル外径ホール(4b)は、ノズル(5)の出口に過量で形成された紡糸溶液が全て繊維化できない場合に発生するドロップレット(Droplet)現象を防止し、溢れる紡糸溶液を回収する目的で設置され、ノズル出口で繊維化されなかった紡糸溶液を溜めて、これをノズルプレイト(4e)の直上段に位置する紡糸溶液臨時供給板(4d)に移送させる役割を持つ。
【0047】
上記ノズル外径ホール(4b)は、ノズル(5)より当然に直径が長く、好ましくは、絶縁体から構成される。
【0048】
上記紡糸溶液臨時供給板(4d)は、絶縁体から製造され、ノズル外径ホール(4b)を通じて流入される残余紡糸溶液を一時的に貯蔵してから、これを紡糸溶液主供給板(4f)に移送する役割もする。
【0049】
上記紡糸溶液臨時供給板(4d)の直上段には絶縁体板(4c)が設置され、ノズル部位のみに円滑に紡糸されることができるように、ノズル上部を保護する役割をする。
【0050】
ノズルプレイト(4e)の直下段には、ノズル配列と同一にピンが配列されている導電体板(4h)が設置され、導電体板(4h)を含んでいる紡糸溶液主供給板(4f)が設置される。
【0051】
また、紡糸溶液主供給板(4f)の直下段には、間接加熱方式の加熱装置(4g)が設置される。
【0052】
上記導電体板(4h)は、ノズル(5)に高電圧を印加する役割をし、紡糸溶液主供給板(4f)は、紡糸ドロップ装置(3)から紡糸ブロック(4)に流入される紡糸溶液を貯蔵した後、ノズル(5)に供給する役割をする。この時、紡糸溶液主供給板(4f)は、紡糸溶液の貯蔵量を最少化することができるように、最小空間を占めるように製作することが好ましい。
【0053】
なお、本発明の紡糸溶液ドロップ装置(3)は全体的に第14(a)図及び第14(b)図のように密閉された円筒状になるように設計され、紡糸溶液主タンク(1)から連続的に流入される紡糸溶液をノズルブロック(4)に液滴形態に供給する役割をする。
【0054】
上記紡糸溶液ドロップ装置(3)は、第14(a)図及び第14(b)図のように、全体的に密閉された円筒状の形状を有する。第14(a)図は紡糸溶液ドロップ装置の断面図で、第14(b)図は紡糸溶液ドロップ装置の斜視図である。
【0055】
紡糸溶液ドロップ装置(3)の上端部には、紡糸溶液をノズルブロックの方に誘導する紡糸溶液誘導管(3c)と気体流入管(3b)が並んで配列されている。この時、紡糸溶液誘導管(3c)を気体流入管(3b)より多少長く形成することが好ましい。
【0056】
上記気体流入管の下端から気体が流入され、最初に気体が流入される部分はフィルター(3a)と連結される。紡糸溶液ドロップ装置(3)の下端部にはドロップされた紡糸溶液をノズルブロック(4)に誘導する紡糸溶液排出管(3d)が形成されている。紡糸溶液ドロップ装置(3)の中間部は、紡糸溶液が紡糸溶液誘導管(3c)の末端部からドロップ(drop)されるように、中空形態に形成されている。
【0057】
上記紡糸溶液ドロップ装置(3)に流入された紡糸溶液は、紡糸溶液誘導管(3c)を沿って流れ、その末端部でドロップされることにより、紡糸溶液の流れが一回以上遮断される。
【0058】
紡糸溶液がドロップされる原理を具体的に説明する。気体がフィルター(3a)及び気体流入管(3b)を沿って密閉された紡糸溶液ドロップ装置(3)の上端部に流入されると、気体渦流などによって紡糸溶液誘導管(3c)の圧力が自然に不規則になり、この時発生する圧力差によって紡糸溶液がドロップされることになる。
【0059】
本発明において、流入される気体としては、空気または窒素などの不活性ガスを使用することができる。
【0060】
本発明のノズルブロック(4)全体は、エレクトロスピニングされたナノ繊維の分布を均一にするために、ノズルブロック左右往復運動裝置(10)によって、エレクトロスピニングされたナノ繊維の進行方向と直角方向に左右往復運動する。
【0061】
また、上記ノズルブロック(4)の内部には、より具体的には、紡糸溶液主供給板(4f)の内部には、紡糸溶液がノズルブロック(4)の内でゲル化されることを防止するために、ノズルブロック(4)の内に保管されている紡糸溶液を攪拌する攪拌機(11c)が設置されている。
【0062】
上記攪拌機(11c)は、非伝導性絶縁棒(11b)によって、攪拌機用モーター(11a)と連結されている。
【0063】
ノズルブロック(4)内に攪拌機(11c)が設置されると、無機金属を含有する溶液をエレクトロスピニングするか、長時間混合溶媒を使用して溶解させた紡糸溶液をエレクトロスピニングする時、ノズルブロック(4)内の紡糸溶液のゲル化を効果的に防止することができる。
【0064】
また、上記ノズルブロック(4)の最上部には、ノズルブロックに過剰供給された紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が連結されている。
【0065】
上記紡糸溶液排出裝置(12)は、ノズルブロック内に過剰供給された紡糸溶液を吸気などによって紡糸溶液主タンク(1)に強制移送させる。
【0066】
また、本発明のコレクター(7)には、直接加熱方式または間接加熱方式の加熱裝置(図示せず)が設置(付着)されており、上記コレクター(7)は固定または連続回転する。
【0067】
ノズルブロック(4)上に位置するノズル(5)などは、対角線状または一直線状に配列される。
【発明の効果】
【0068】
本発明は、ナノ繊維からなる連続状フィラメントをより簡単な連続工程にて製造することができる。本発明によって製造された上記連続状フィラメントは、その物性がかなり向上されるので、人造皮革、空気清浄用フィルター、ワイピングクロース、ゴルフグラブ、鬘などの日常用品は勿論、人工透析用フィルター、人造血管、癒着防止剤、人工骨などの多樣な産業分野の素材として有用である。
【発明を実施するための最良の形態】
【0069】
以下、実施例及び比較例により本発明をさらに詳しく説明する。しかし、本発明がこれらの実施例のみに限定されるものではない。
【実施例1】
【0070】
数平均分子量が80,000であるポリ(ε−カプローラークトン)高分子(米国Aldrich社製)をジクロロメタン/N、N−ジメチルホルムアミド(体積比:75/25)の混合溶媒に13重量%の濃度になるように溶解して、高分子紡糸溶液を製造した。
【0071】
上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で250センチポアズ、電気伝導度は0.02mS/m、誘電率定数は90であった。上記高分子紡糸溶液を図1のように、計量ポンプ(2)を通じて、直径1mmのノズルなどが一例に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして単位幅が2.5cmのナノ繊維ウエブを製造した。この時、ノズルブロック(4)としては、各々80個のノズルがナノ繊維の進行方向に一例に配列された単位ノズルブロック10個からなり、ノズルの総個数が800個であるノズルブロックを用い、ノズル一つ当たりの吐出量は1.6mg/分とした。
【0072】
また、コレクター(7)としては、テフロン(登録商標)の遮断膜(7b)が3cmの間隔で設置されたコレクターを用いた。
【0073】
また、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いてノズルブロック(4)を3m/分の速度で左右往復運動させ、コレクター(7)の温度を35℃に加熱した。
【0074】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は20cmとした。
【0075】
続いて、上記のように製造されたナノ繊維ウエブ(17a)を回転線速度が64.2m/分であるウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)に15kVの電圧を印加して放電処理した。
【0076】
上記放電処理の時、コレクターから放電装置までの距離(h)を2.5mと設定し、エレクトロスピニングの時とは反対である電極を掛けた。
【0077】
続いて、上記のように放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を2kg/cm2とし、撚り数を60撚り(Turns)/mとした。
【0078】
続いて、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、2.0倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させ、35℃に熱処理した後、巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0079】
この時、第1ローラー(19)の回転線速度を64.2m/分として設定した。
【0080】
上記のように製造したナノ繊維フィラメントは、繊度が75デニールで、強度が1.3g/dで、伸度は32%であった。また、上記ナノ繊維フィラメントの表面を電子顕微鏡にて撮影した写真を第11図に示した。
【実施例2】
【0081】
数平均分子量が80,000であるポリウレタン樹脂(韓国、Daewoo International社製)と重合度800のポリ塩化ビニール(韓国、LG Chemical)とを重量比70/30になるようにジメチルホルムアミド/テトラヒドロフラン(体積比:5/5)の混合溶媒に溶解して12.5重量%の高分子紡糸溶液を製造した。この高分子紡糸溶液の粘度は450センチポアズであった。
【0082】
上記高分子紡糸溶液を第4図のように、計量ポンプ(2)を通じて、直径1mmのノズル400個が対角線に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして、幅60cmの広幅のナノ繊維ウエブを製造した。
【0083】
この時、ノズル一つ当たりの吐出量は2.0mg/分とし、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いてノズルブロック(4)を2.5m/分の速度で左右往復運動させ、コレクター(7)の温度を85℃に加熱した。
【0084】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は25cmとした。
【0085】
続いて、上記のように製造された広幅のナノ繊維ウエブ(17a)をウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)を用いて放電処理すると共に、回転刃を備えるウエブ切断装置(16)によって2.0cmの間隔で切断して幅2cmのナノ繊維ウエブ30個を製造した。
【0086】
上記放電処理の時、放電装置(9b)に25kVの電圧を印加し、コレクターから放電装置までの距離(h)を2.5mと設定し、エレクトロスピニング時とは逆方向に電極を取り付けた。
【0087】
また、ウエブ移送ローラー(14、15)の回転線速度は30m/分とした。
【0088】
続いて、上記のように切断及び放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を2kg/cm2とし、撚り数を45撚り(Turns)/mとした。
【0089】
次いで、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、1.2倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させてから巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0090】
この時、第1ローラー(19)の回転線速度を30m/分として設定した。
【0091】
上記のように製造したナノ繊維フィラメントは、繊度が120デニールで、強度が1.4g/dで、伸度は50%であった。また、上記ナノ繊維フィラメントの表面を電子顕微鏡にて撮影した写真を第12図に示した。
【実施例3】
【0092】
96%硫酸溶液での相対粘度が3.2であるナイロン−6樹脂をギ酸に15重量%の濃度に溶解して高分子紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は49mN/m、溶液粘度は常温で1,150センチポアズ、電気伝導度は420mS/mであった。
【0093】
上記高分子紡糸溶液を第1図のように、計量ポンプ(2)を通じて、直径1mmのノズルなどが一例に配列されているノズルブロック(4)を通じて上部に位置するコレクター(7)にエレクトロスピニングして単位幅が1.8cmのナノ繊維ウエブを製造した。
【0094】
この時、ノズルブロック(4)としては、各々100個のノズルがナノ繊維の進行方向に一例に配列された単位ノズルブロック10個からなり、ノズルの総個数が1,000個であるノズルブロックを用い、ノズル一つ当たりの吐出量は1.2mg/分とした。
【0095】
また、コレクター(7)としては、テフロン(登録商標)の遮断膜(7b)が2.5cmの間隔で設置されたコレクターを用いた。
【0096】
また、エレクトロスピニングの時、ノズルブロック左右往復運動装置(10)を用いて、ノズルブロック(4)を3m/分の速度で左右往復運動させ、コレクター(7)の温度を35℃に加熱した。
【0097】
また、エレクトロスピニングの時、電圧は30kVとし、紡糸距離は15cmとした。
【0098】
続いて、上記のように製造されたナノ繊維ウエブ(17a)を回転線速度50m/分のウエブ移送ローラー(14、15)の間に供給し、放電装置(9b)に20kVの電圧を印加して放電処理した。
【0099】
上記放電処理の時、コレクターから放電装置までの距離(h)を3.5mと設定し、エレクトロスピニングの時とは反対である電極を掛けた。
【0100】
続いて、上記のように放電処理されたナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造した。この時、エア撚り糸装置に供給される空気圧力を3kg/cm2とし、撚り数を80撚り(Turns)/mとした。
【0101】
次いで、上記のように製造されたナノ繊維フィラメント(17b)は第1ローラー(19)と第2ローラー(20)との間に通過させて、2倍の延伸倍率に延伸し、続いて第2ローラー(20)と第3ローラー(22)との間に通過させて、90℃に熱処理した後、巻き取って、最終製品であるナノ繊維フィラメントを製造した。
【0102】
この時、第1ローラー(19)の回転線速度を50m/分として設定した。
【0103】
上記のように製造したナノ繊維フィラメントは、繊度が75デニールで、強度が3.0g/dで、伸度は36%であった。
【図面の簡単な説明】
【0104】
【図1】ノズルブロックの単位で分離された小幅のウエブなどを製造する上向式エレクトロスピニング方式による本発明の工程概略図。
【図2】第1図におけるコレクター(7)部分の拡大模式図。
【図3】第1図における小幅のウエブをエア撚り糸装置(18)にて撚り糸する工程の拡大模式図。
【図4】ウエブ分離用フィルムまたは不織布(24)を用いて、広幅のウエブを製造する上向式エレクトロスピニング方式による本発明の工程概略図。
【図5】第4図における広幅のウエブをウエブ切断装置(16)にて切断する工程とエア撚り糸装置(18)にて撚り糸する工程の拡大模式図。
【図6】ウエブ切断装置の回転刃(16a)にて広幅のウエブを切断する工程の拡大模式図。
【図7】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図8】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図9】コレクター(7)の上にナノ繊維分離用溶液(27)をコーティングまたは噴霧する上向式エレクトロスピニング方式による本発明の工程概略図。
【図10】ハイブリッド(Hybrid)形態のナノ繊維フィラメントを製造する本発明の工程概略図。
【図11】実施例1から製造されたナノ繊維フィラメントの電子顕微鏡写真。
【図12】実施例2から製造されたナノ繊維フィラメントの電子顕微鏡写真。
【図13】上向式エレクトロスピニング方式で使われるノズルブロック(4)の模式図。
【図14a】上向式エレクトロスピニング方式で使われる紡糸原液ドロップ装置(3)の断面図。
【図14b】上向式エレクトロスピニング方式で使われる紡糸原液ドロップ装置(3)の斜視図。
【符号の説明】
【0105】
1:紡糸溶液主タンク
2:計量ポンプ
3:紡糸溶液ドロップ裝置
3a:紡糸溶液ドロップ裝置のフィルター
3b:気体流入管
3c:紡糸溶液誘導管
3d:紡糸溶液排出管
4:ノズルブロック
4b:ノズル外径ホール
4c:絶縁体板
4d:紡糸溶液臨時貯蔵板
4e:ノズルプレイト
4f:紡糸溶液主供給板
4g:加熱裝置
4h:導電体板
5:ノズル
6:ナノ繊維
7:コレクター(コンベヤーベルト)
7b:コレクター遮断膜
8a、8b:コレクター支持ローラー
9a:電圧発生裝置
9b:放電装置
10:ノズルブロック左右往復運動裝置
11a:攪拌機用モーター
11b:非伝導性絶縁棒
11c:攪拌機
12:紡糸溶液排出裝置
13:移送管
14、15:ウエブ移送ローラー
16:ウエブ切断装置
16a:ウエブ切断装置の回転刃
16b:回転刃用モーター
17a:ナノ繊維ウエブ
17b:ナノ繊維フィラメント
18:エア撚り糸装置
19:第1ローラー
20:第2ローラー
21:熱硬化装置(ヒーター)
22:第3ローラー
23:フィラメント巻き取りローラー
24:ナノ繊維ウエブ分離用フィルムまたは不織布
24a:フィルムまたは不織布の供給ローラー
25:ナノ繊維ウエブ分離用溶液の供給ローラー
27:ナノ繊維ウエブ分離用溶液
28:ナノ繊維ウエブ分離用溶液の噴霧装置
h:コレクターから放電装置までの距離
u:一つのノズルブロックの幅に紡糸されたウエブの幅
d:コレクター内の遮断膜間の距離(単位コレクターの距離)
【特許請求の範囲】
【請求項1】
高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングして、リボン形態のナノ繊維ウエブ(17a)を製造し、次いで、上記ナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造し、次いで、上記ナノ繊維フィラメント(17b)を延伸することを特徴とするナノ繊維からなる連続状フィラメントの製造方法。
【請求項2】
ナノ繊維ウエブ(17a)の幅をコレクター(7)の全幅と同一にエレクトロスピニングしてから、ウエブ切断装置(16)にて切断することにより、リボン形態のナノ繊維ウエブ(17a)を製造することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項3】
ウエブ切断装置(16)が、回転刃(16a)と、この回転刃(16a)を回転させるモーター(16b)とからなることを特徴とする特許請求の範囲第2項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項4】
ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングすることにより、リボン形態のナノ繊維ウエブ(17a)を製造することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項5】
エレクトロスピニング時、一つのノズルブロック(4)の幅と同一距離で遮断膜(7b)が備えているコレクター(7)を用いることを特徴とする特許請求の範囲第4項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項6】
上記エア撚り糸装置(18)には、その縦方向に沿って中央部にナノ繊維ウエブ(17a)の通路及び空気排出口が形成されており、上記空気排出口と垂直または傾斜方向に空気流入口が形成されていることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項7】
エレクトロスピニング方式が、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式又は水平式エレクトロスピニング方式であることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項8】
ナノ繊維がエレクトロスピニングされたコレクター(7)の表面にナノ繊維ウエブ分離用フィルムまたは不織布(24)を連続的に供給することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項9】
ナノ繊維がエレクトロスピニングされたコレクター(7)の上にナノ繊維ウエブ分離用溶液(27)を連続的又は不連続的にコーティング又は噴霧することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項10】
上記ナノ繊維ウエブ分離用溶液(27)が、水、陽イオン界面活性剤、陰イオン界面活性剤、両性(陽イオン−陰イオン)界面活性剤又は中性界面活性剤であることを特徴とする特許請求の範囲第9項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項11】
上記ウエブ分離用溶液(27)が、エタノール、メタノール、トルエン又はジクロロメタンであることを特徴とする特許請求の範囲第9項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項12】
ナノ繊維フィラメント(17b)を、二つのローラーの間で上記ローラー間の回転線速度の差を用いて延伸することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項13】
二種以上の紡糸溶液を各々のエレクトロスピニング装置によってエレクトロスピニングして製造した二種以上のリボン状ナノ繊維ウエブを一つのエア撚り糸装置(18)の内に通過させることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項14】
延伸されたナノ繊維フィラメント(17b)を熱処理することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項1】
高分子紡糸溶液をノズル(5)を通じてコレクター(7)にエレクトロスピニングして、リボン形態のナノ繊維ウエブ(17a)を製造し、次いで、上記ナノ繊維ウエブ(17a)をエア撚り糸装置(18)内に通過させて撚り糸することにより、連続状フィラメント形態のナノ繊維フィラメント(17b)を製造し、次いで、上記ナノ繊維フィラメント(17b)を延伸することを特徴とするナノ繊維からなる連続状フィラメントの製造方法。
【請求項2】
ナノ繊維ウエブ(17a)の幅をコレクター(7)の全幅と同一にエレクトロスピニングしてから、ウエブ切断装置(16)にて切断することにより、リボン形態のナノ繊維ウエブ(17a)を製造することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項3】
ウエブ切断装置(16)が、回転刃(16a)と、この回転刃(16a)を回転させるモーター(16b)とからなることを特徴とする特許請求の範囲第2項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項4】
ナノ繊維ウエブ(17a)の幅を一つのノズルブロック(4)の幅と同一に小幅にエレクトロスピニングすることにより、リボン形態のナノ繊維ウエブ(17a)を製造することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項5】
エレクトロスピニング時、一つのノズルブロック(4)の幅と同一距離で遮断膜(7b)が備えているコレクター(7)を用いることを特徴とする特許請求の範囲第4項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項6】
上記エア撚り糸装置(18)には、その縦方向に沿って中央部にナノ繊維ウエブ(17a)の通路及び空気排出口が形成されており、上記空気排出口と垂直または傾斜方向に空気流入口が形成されていることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項7】
エレクトロスピニング方式が、上向式エレクトロスピニング方式、下向式エレクトロスピニング方式又は水平式エレクトロスピニング方式であることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項8】
ナノ繊維がエレクトロスピニングされたコレクター(7)の表面にナノ繊維ウエブ分離用フィルムまたは不織布(24)を連続的に供給することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項9】
ナノ繊維がエレクトロスピニングされたコレクター(7)の上にナノ繊維ウエブ分離用溶液(27)を連続的又は不連続的にコーティング又は噴霧することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項10】
上記ナノ繊維ウエブ分離用溶液(27)が、水、陽イオン界面活性剤、陰イオン界面活性剤、両性(陽イオン−陰イオン)界面活性剤又は中性界面活性剤であることを特徴とする特許請求の範囲第9項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項11】
上記ウエブ分離用溶液(27)が、エタノール、メタノール、トルエン又はジクロロメタンであることを特徴とする特許請求の範囲第9項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項12】
ナノ繊維フィラメント(17b)を、二つのローラーの間で上記ローラー間の回転線速度の差を用いて延伸することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項13】
二種以上の紡糸溶液を各々のエレクトロスピニング装置によってエレクトロスピニングして製造した二種以上のリボン状ナノ繊維ウエブを一つのエア撚り糸装置(18)の内に通過させることを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【請求項14】
延伸されたナノ繊維フィラメント(17b)を熱処理することを特徴とする特許請求の範囲第1項記載のナノ繊維からなる連続状フィラメントの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2007−518891(P2007−518891A)
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2006−546796(P2006−546796)
【出願日】平成16年2月2日(2004.2.2)
【国際出願番号】PCT/KR2004/000188
【国際公開番号】WO2005/073442
【国際公開日】平成17年8月11日(2005.8.11)
【出願人】(506153756)
【出願人】(506154409)
【Fターム(参考)】
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成16年2月2日(2004.2.2)
【国際出願番号】PCT/KR2004/000188
【国際公開番号】WO2005/073442
【国際公開日】平成17年8月11日(2005.8.11)
【出願人】(506153756)
【出願人】(506154409)
【Fターム(参考)】
[ Back to top ]