
ニードル式ディスペンサ塗布針および液体転写方法
【課題】一回ごとの塗布針に付着保持される液体が多量となり、結果として塗布された液体が膜厚の厚い立体的な塗布が可能となり、塗布回数も減少する塗布針および塗布方法を提供する。
【解決手段】ニードル式ディスペンサ用の塗布針1の針先端に該先端直径より小さい直径である突起物2を設け、該突起物2の長さが5〜100μm、直径が10〜φ80μmであって、該塗布針1および突起物2の材質が金属またはガラス系材質より成る。
【解決手段】ニードル式ディスペンサ用の塗布針1の針先端に該先端直径より小さい直径である突起物2を設け、該突起物2の長さが5〜100μm、直径が10〜φ80μmであって、該塗布針1および突起物2の材質が金属またはガラス系材質より成る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ニードル式ディスペンサを用いた液体転写機構及び方法に関し、よ
り多量に、又より立体的に液体を転写できる塗布針および液体転写方法に関する。
【背景技術】
【0002】
従来塗布針を用いた液体転写の場合には、その転写液体の塗布径に合わせて塗
布針先端径が選択されて用いられている。通常、塗布針先端は平坦に加工されて
おり、液体を効率よく付着保持させる構造となっている。この方式は先端部に微
量の液体(液状物)を付着保持させ、その針先端部を液体塗布面に接触ないし近
接させて液体を転写するものであるが、針先端部が平坦であるため液体を多量に
付着保持できず、立体的に液体を転写できないという問題があった。また、同じ
点へ2度転写すると、厚みが大きくなり立体的になることもあったが、塗布直径
が大きくなってしまうという問題があった。
【0003】
上記問題を考慮して一度に多量の液体を転写するために塗布針先端に凹部(貯
留部)を有する液塗布針形状が提案されている。( 例えば、特許文献1 参照)
以下に該先行特許文献を示す。
【特許文献1】特開2006−276350号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1は微細な塗布針先端に設けた凹部へ液体をより多く保持させ、
多くの量の液体を転写することを目的としている。しかし、針先端形状が複雑な
為、微細加工が困難で、なおかつ使用できる液体は低粘度液体に限られるため、
高粘度の液体を立体的に転写することは困難とされていた。
【課題を解決するための手段】
【0005】
本発明は、上記の問題を解決するために成されたもので、請求項1に係る発明
は、ニードル式ディスペンサ用の塗布針において、針先端に先端直径より小さい
直径を有する突起物を有し、該塗布針先端よりの該突起物長さが5〜100μm
であることを特徴とする塗布針を提供するものである。
【0006】
従来平面であった塗布針先端部では液体転写後の液体は立体的になっていなか
った為、膜厚を厚くするためには複数回の塗布動作を必要としていたが、この先
端部に長さ5〜100μmの円形の突起部を設けることにより付着保持される塗
布液の体積が増加し、また付着後の塗布直径が大きくならないという特徴を持っ
ている。さらに1回の塗布での立体的な液体転写が可能であり、液体塗布に際し
て複数回必要であった塗布回数を従来よりも減少させることが可能となることを
特徴とするものである。
【0007】
請求項2 に係る発明は、前記塗布針の材質が金属またはガラス系材質であるこ
とを特徴とする請求項1記載の塗布針であり、塗布針先端の加工性向上、物質的
な安定性向上、塗布面へのダメージ低減、使用後の針先端洗浄性を考慮し、さら
に塗布液体や液体を除去する為の洗浄液が有機溶剤系となった場合でも耐溶剤性
を有する事を特徴とする請求項1記載の塗布針である。
【0008】
請求項3に係る発明は、前記塗布針の液体塗布面に接触ないし近接する先端形
状が円形状で直径φ10〜φ80μmであることを特徴とする請求項1または2
記載の塗布針であり、上記径寸法を採用することで、より多量の液体を塗布針先
端に付着保持することが可能になるため、塗布直径は小さいながらも塗布量の多
い立体的な液体塗布がおこなえるものである。なお、突起部の先端形状は円形状
或いは多角形状であってもよい。
【0009】
請求項4に係る発明は、請求項1から3何れか記載の塗布針の使用時において
針先端突起に液体を付着保持させ、塗布針突起部を液体塗布面に接触ないし近接
させることで、塗布針に付着保持され液体を立体的に転写する方法を提供するも
のであり、該方法により本願発明の塗布針を使用して液体を塗布面に立体的に転
写することが可能になるものである。
【発明の効果】
【0010】
本発明によれば塗布針の先端に高粘度液体を付着保持させ、塗布面へ液体を転
写した場合において、針先端径が同径寸法であっても、従来の針先端平面形状に
比べ概ね1.5〜5倍の塗布量増加が見込まれた。塗布針全体の直径は小さいた
め、塗布直径は変わらずに高さの高い立体的な塗布が可能となった。また同一箇
所の塗布回数が従来の2/3〜1/5回に減少し処理時間の短縮、および塗布液
体の厚膜化が可能となった。
【0011】
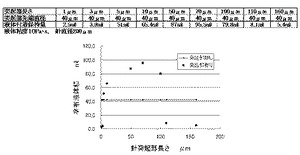
テスト結果の一例では、100〜500Pa.sの粘度の液体を使用して針先
端形状を円形φ100μm 、突起部長さ50μm、突起部直径φ20μmとした
場合、従来塗布量に比べ概ね4倍の塗布量増加となり、目的とする液体膜厚到達
までに従来4回以上の塗布を必要としていたが、本発明での方法により1回の塗
布で目的の液膜厚に到達した。
【0012】
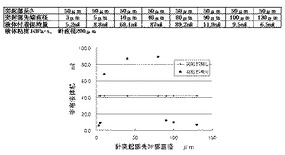
また、別のテスト結果の一例では、10〜70Pa・sの粘度の液体を使用し
て針先端形状を円形φ80μm、突起部長さ20μm、突起部直径φ40μmと
した場合、従来塗布量に比べ概ね2倍の塗布量増加となり、目的とする液体膜厚
到達までに従来2回の塗布を必要としていたが、本発明での方法により1回の塗
布で目的の液膜厚に到達した。なお、突起部長さが5μm以下、100μm以上、
および起部先端直径がφ10μm以下、φ80μm以上では液体付着保持量が少
なくなることが解った。
【0013】
塗布回数が大幅に減少することにより修正にかかる処理時間が大幅に短縮され
たため、多数の修正を行う場合には非常に有効な方法となる。
【0014】
さらに、希望とする塗布直径が小さい場合でも、針先端径の小さい突起部を使
用することで、塗布直径が小さいながら厚みのある立体的な液体塗布が可能とな
り、微小液体塗布の点からも、非常に効果的である。
【発明を実施するための最良の形態】
【0015】
本発明の塗布針について実施の形態に沿って図面を参照し、詳細に説明する。
【0016】
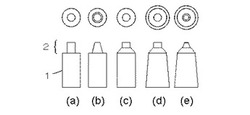
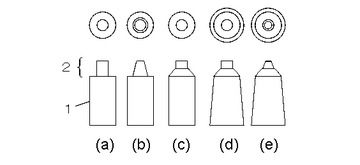
図1(a)、(b)、(c)、(d)、(e)は、本発明の請求項1、2、3の塗布針
形状の例を示す。図2は、塗布後の液面状態を示す。図4は従来の塗布針による
塗布後の液断面状態を示すが、図2に示す本発明による液面断面状態は従来の塗
布針に比べ同じ針先端寸法に対して塗布量増加に伴う厚膜化が可能となっている
。
【0017】
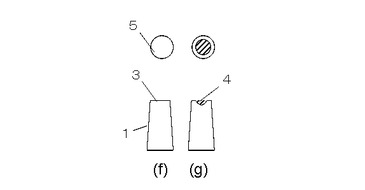
図3(f)は従来の塗布針の先端形状を示すもので5に示すように、針先先端
は円形状となっており、3のごとく液体を付着させるワークとの接触面は平面と
なっている。その為、液体の針先端への付着保持量は平面部の表面積に依存する
こととなり、同じ液体を使用した場合、付着保持量を増加させるには表面積を大
きくする以外に方法は無く、微小直径の液体塗布には不向きである。
【0018】
また、単に先端の表面積を大きくしても付着量は概ね比例傾向にあり、大幅に
付着量を増加させることは出来ない。さらに、液体膜圧の大幅な増加は見込めな
い。
【0019】
図3(g)は参考文献としてあげた従来の塗布針を示す図である。従来の先端
平面部に液体貯留部スペース4を設ける事により、先端での液体の付着する表面
積が増加し、さらに液体が貯留されるスペースが確保されると参考文献には記載
されている。この構造では、粘度の低い液体では効果があろうが、高粘度の液体
では貯蔵スペースに液体が補充されず結果として塗布量を大きくすることはでき
ない。
【0020】
図1(a)から(e)は、請求項1、2、3にかかる本発明を示す上面図および
側面図である。塗布針の先端に突起物を設け、長さは5〜100μmである。こ
の突起部側面に主に液体が付着し、従来の平坦面を有する塗布針よりも多量の液
体を保持することができる。結果として、厚みのある立体的な塗布を可能とする。
【0021】
塗布針の形状は先端に向かうに従い、テーパ形状となっていてもよく、ストレート形状でもよい。
【0022】
突起部の先端径は塗布針の直径より細くする必要がある。形状に関しては、先
端に向かうに従い、テーパ形状となっていてもよく、ストレート形状でも良い。
【0023】
請求項2に示すように、図1(a)から(e)いずれの塗布針において、その
材質を金属、もしくはガラス系とすることにより有機溶媒の液体を用いても材質
的な劣化がなく、液体の針への付着性と液体塗布面への塗布性が安定し、さらに
は塗布後の針先の有機溶媒を使用しての洗浄が容易となり、有機溶媒による劣化
を防止することが出来る。
【0024】
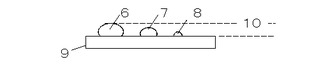
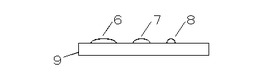
図2は本願発明の塗布針にて高粘度液体を塗布した時の塗布液体の断面形状を
示した図である。塗布針先端突起部の直径と長さの関係から針先端に付着保持可
能な液体が増加する為、1回での塗布でその塗布量が増加し、液体塗布面への液
体膜厚を厚くし、針先端径に左右されることなく立体的な目的膜厚10迄従来よ
りも減少された回数の塗布により到達する事が可能となる。図4は従来形状での
塗布後の液断面形状であるが、それに比べて本願発明の膜厚が概ね1.5〜5倍
とすることが可能である。
【0025】
なお、図1(a)〜(e)に示すような形状の突起物を有する塗布針を用いて
液体の塗布をすることにより、塗布液体面積を広げることなく、液体形状は、少
ない塗布回数で液体の目的膜厚10が得られるという特段の効果が得られる。
【産業上の利用可能性】
【0026】
本発明の活用例として、接着剤の微小径大容量塗布、金属ペーストの微細配線
塗布、その他のリペア用塗布針を使用する修正等に幅広く利用できる。
【図面の簡単な説明】
【0027】
【図1】本発明の液体塗布用針の形状例を示す上面図および側面図である。
【図2】本発明による液体塗布用針で塗布した液体断面図の実施例を示す側面図である。
【図3】従来例による液塗布用針の実施例を示す上面図および側面図である。
【図4】従来の液体塗布用針で塗布した液体断面図の実施例を示す側面図である。
【図5】突起部先端直径を一定にし突起部長さを変化させた場合のテスト結果例を示す図である。
【図6】突起部長さを一定にし突起部先端直径を変化させた場合のテスト結果例を示す図である。
【符号の説明】
【0028】
1 塗布針
2 突起物
3 塗布針先端(側面方向より見た場合)
4 塗布針先端凹部(貯留部)
5 塗布針先端(上面方向より見た場合)
6 塗布後の液体断面(塗布径大)
7 塗布後の液体断面(塗布径中)
8 塗布後の液体断面(塗布径小)
9 ガラス基板
1 0 … 液体の目的膜厚
【技術分野】
【0001】
本発明は、ニードル式ディスペンサを用いた液体転写機構及び方法に関し、よ
り多量に、又より立体的に液体を転写できる塗布針および液体転写方法に関する。
【背景技術】
【0002】
従来塗布針を用いた液体転写の場合には、その転写液体の塗布径に合わせて塗
布針先端径が選択されて用いられている。通常、塗布針先端は平坦に加工されて
おり、液体を効率よく付着保持させる構造となっている。この方式は先端部に微
量の液体(液状物)を付着保持させ、その針先端部を液体塗布面に接触ないし近
接させて液体を転写するものであるが、針先端部が平坦であるため液体を多量に
付着保持できず、立体的に液体を転写できないという問題があった。また、同じ
点へ2度転写すると、厚みが大きくなり立体的になることもあったが、塗布直径
が大きくなってしまうという問題があった。
【0003】
上記問題を考慮して一度に多量の液体を転写するために塗布針先端に凹部(貯
留部)を有する液塗布針形状が提案されている。( 例えば、特許文献1 参照)
以下に該先行特許文献を示す。
【特許文献1】特開2006−276350号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1は微細な塗布針先端に設けた凹部へ液体をより多く保持させ、
多くの量の液体を転写することを目的としている。しかし、針先端形状が複雑な
為、微細加工が困難で、なおかつ使用できる液体は低粘度液体に限られるため、
高粘度の液体を立体的に転写することは困難とされていた。
【課題を解決するための手段】
【0005】
本発明は、上記の問題を解決するために成されたもので、請求項1に係る発明
は、ニードル式ディスペンサ用の塗布針において、針先端に先端直径より小さい
直径を有する突起物を有し、該塗布針先端よりの該突起物長さが5〜100μm
であることを特徴とする塗布針を提供するものである。
【0006】
従来平面であった塗布針先端部では液体転写後の液体は立体的になっていなか
った為、膜厚を厚くするためには複数回の塗布動作を必要としていたが、この先
端部に長さ5〜100μmの円形の突起部を設けることにより付着保持される塗
布液の体積が増加し、また付着後の塗布直径が大きくならないという特徴を持っ
ている。さらに1回の塗布での立体的な液体転写が可能であり、液体塗布に際し
て複数回必要であった塗布回数を従来よりも減少させることが可能となることを
特徴とするものである。
【0007】
請求項2 に係る発明は、前記塗布針の材質が金属またはガラス系材質であるこ
とを特徴とする請求項1記載の塗布針であり、塗布針先端の加工性向上、物質的
な安定性向上、塗布面へのダメージ低減、使用後の針先端洗浄性を考慮し、さら
に塗布液体や液体を除去する為の洗浄液が有機溶剤系となった場合でも耐溶剤性
を有する事を特徴とする請求項1記載の塗布針である。
【0008】
請求項3に係る発明は、前記塗布針の液体塗布面に接触ないし近接する先端形
状が円形状で直径φ10〜φ80μmであることを特徴とする請求項1または2
記載の塗布針であり、上記径寸法を採用することで、より多量の液体を塗布針先
端に付着保持することが可能になるため、塗布直径は小さいながらも塗布量の多
い立体的な液体塗布がおこなえるものである。なお、突起部の先端形状は円形状
或いは多角形状であってもよい。
【0009】
請求項4に係る発明は、請求項1から3何れか記載の塗布針の使用時において
針先端突起に液体を付着保持させ、塗布針突起部を液体塗布面に接触ないし近接
させることで、塗布針に付着保持され液体を立体的に転写する方法を提供するも
のであり、該方法により本願発明の塗布針を使用して液体を塗布面に立体的に転
写することが可能になるものである。
【発明の効果】
【0010】
本発明によれば塗布針の先端に高粘度液体を付着保持させ、塗布面へ液体を転
写した場合において、針先端径が同径寸法であっても、従来の針先端平面形状に
比べ概ね1.5〜5倍の塗布量増加が見込まれた。塗布針全体の直径は小さいた
め、塗布直径は変わらずに高さの高い立体的な塗布が可能となった。また同一箇
所の塗布回数が従来の2/3〜1/5回に減少し処理時間の短縮、および塗布液
体の厚膜化が可能となった。
【0011】
テスト結果の一例では、100〜500Pa.sの粘度の液体を使用して針先
端形状を円形φ100μm 、突起部長さ50μm、突起部直径φ20μmとした
場合、従来塗布量に比べ概ね4倍の塗布量増加となり、目的とする液体膜厚到達
までに従来4回以上の塗布を必要としていたが、本発明での方法により1回の塗
布で目的の液膜厚に到達した。
【0012】
また、別のテスト結果の一例では、10〜70Pa・sの粘度の液体を使用し
て針先端形状を円形φ80μm、突起部長さ20μm、突起部直径φ40μmと
した場合、従来塗布量に比べ概ね2倍の塗布量増加となり、目的とする液体膜厚
到達までに従来2回の塗布を必要としていたが、本発明での方法により1回の塗
布で目的の液膜厚に到達した。なお、突起部長さが5μm以下、100μm以上、
および起部先端直径がφ10μm以下、φ80μm以上では液体付着保持量が少
なくなることが解った。
【0013】
塗布回数が大幅に減少することにより修正にかかる処理時間が大幅に短縮され
たため、多数の修正を行う場合には非常に有効な方法となる。
【0014】
さらに、希望とする塗布直径が小さい場合でも、針先端径の小さい突起部を使
用することで、塗布直径が小さいながら厚みのある立体的な液体塗布が可能とな
り、微小液体塗布の点からも、非常に効果的である。
【発明を実施するための最良の形態】
【0015】
本発明の塗布針について実施の形態に沿って図面を参照し、詳細に説明する。
【0016】
図1(a)、(b)、(c)、(d)、(e)は、本発明の請求項1、2、3の塗布針
形状の例を示す。図2は、塗布後の液面状態を示す。図4は従来の塗布針による
塗布後の液断面状態を示すが、図2に示す本発明による液面断面状態は従来の塗
布針に比べ同じ針先端寸法に対して塗布量増加に伴う厚膜化が可能となっている
。
【0017】
図3(f)は従来の塗布針の先端形状を示すもので5に示すように、針先先端
は円形状となっており、3のごとく液体を付着させるワークとの接触面は平面と
なっている。その為、液体の針先端への付着保持量は平面部の表面積に依存する
こととなり、同じ液体を使用した場合、付着保持量を増加させるには表面積を大
きくする以外に方法は無く、微小直径の液体塗布には不向きである。
【0018】
また、単に先端の表面積を大きくしても付着量は概ね比例傾向にあり、大幅に
付着量を増加させることは出来ない。さらに、液体膜圧の大幅な増加は見込めな
い。
【0019】
図3(g)は参考文献としてあげた従来の塗布針を示す図である。従来の先端
平面部に液体貯留部スペース4を設ける事により、先端での液体の付着する表面
積が増加し、さらに液体が貯留されるスペースが確保されると参考文献には記載
されている。この構造では、粘度の低い液体では効果があろうが、高粘度の液体
では貯蔵スペースに液体が補充されず結果として塗布量を大きくすることはでき
ない。
【0020】
図1(a)から(e)は、請求項1、2、3にかかる本発明を示す上面図および
側面図である。塗布針の先端に突起物を設け、長さは5〜100μmである。こ
の突起部側面に主に液体が付着し、従来の平坦面を有する塗布針よりも多量の液
体を保持することができる。結果として、厚みのある立体的な塗布を可能とする。
【0021】
塗布針の形状は先端に向かうに従い、テーパ形状となっていてもよく、ストレート形状でもよい。
【0022】
突起部の先端径は塗布針の直径より細くする必要がある。形状に関しては、先
端に向かうに従い、テーパ形状となっていてもよく、ストレート形状でも良い。
【0023】
請求項2に示すように、図1(a)から(e)いずれの塗布針において、その
材質を金属、もしくはガラス系とすることにより有機溶媒の液体を用いても材質
的な劣化がなく、液体の針への付着性と液体塗布面への塗布性が安定し、さらに
は塗布後の針先の有機溶媒を使用しての洗浄が容易となり、有機溶媒による劣化
を防止することが出来る。
【0024】
図2は本願発明の塗布針にて高粘度液体を塗布した時の塗布液体の断面形状を
示した図である。塗布針先端突起部の直径と長さの関係から針先端に付着保持可
能な液体が増加する為、1回での塗布でその塗布量が増加し、液体塗布面への液
体膜厚を厚くし、針先端径に左右されることなく立体的な目的膜厚10迄従来よ
りも減少された回数の塗布により到達する事が可能となる。図4は従来形状での
塗布後の液断面形状であるが、それに比べて本願発明の膜厚が概ね1.5〜5倍
とすることが可能である。
【0025】
なお、図1(a)〜(e)に示すような形状の突起物を有する塗布針を用いて
液体の塗布をすることにより、塗布液体面積を広げることなく、液体形状は、少
ない塗布回数で液体の目的膜厚10が得られるという特段の効果が得られる。
【産業上の利用可能性】
【0026】
本発明の活用例として、接着剤の微小径大容量塗布、金属ペーストの微細配線
塗布、その他のリペア用塗布針を使用する修正等に幅広く利用できる。
【図面の簡単な説明】
【0027】
【図1】本発明の液体塗布用針の形状例を示す上面図および側面図である。
【図2】本発明による液体塗布用針で塗布した液体断面図の実施例を示す側面図である。
【図3】従来例による液塗布用針の実施例を示す上面図および側面図である。
【図4】従来の液体塗布用針で塗布した液体断面図の実施例を示す側面図である。
【図5】突起部先端直径を一定にし突起部長さを変化させた場合のテスト結果例を示す図である。
【図6】突起部長さを一定にし突起部先端直径を変化させた場合のテスト結果例を示す図である。
【符号の説明】
【0028】
1 塗布針
2 突起物
3 塗布針先端(側面方向より見た場合)
4 塗布針先端凹部(貯留部)
5 塗布針先端(上面方向より見た場合)
6 塗布後の液体断面(塗布径大)
7 塗布後の液体断面(塗布径中)
8 塗布後の液体断面(塗布径小)
9 ガラス基板
1 0 … 液体の目的膜厚
【特許請求の範囲】
【請求項1】
ニードル式ディスペンサ用の塗布針において、針先端に該先端直径より小さい
直径であるテーパもしくはストレート形状の突起物を有し、該塗布針先端よりの該突起物の長さが5〜100μmであることを特徴とする塗布針。
【請求項2】
前記塗布針の材質が金属またはガラス系材質であることを特徴とする請求項1
記載の塗布針。
【請求項3】
前記塗布針の液体塗布面に接触ないし近接する該突起物先端形状が円形状或い
は多角形状で直径φ10〜φ80μmであることを特徴とする請求項1または2
記載の塗布針。
【請求項4】
請求項1から3何れか記載の塗布針の使用時において前記塗布針先端の突起物
に液体を付着保持させ、該塗布針突起物を前記液体塗布面に接触ないし近接させ
ることで、前記塗布針に付着保持された液体を立体的に転写する方法。
【請求項1】
ニードル式ディスペンサ用の塗布針において、針先端に該先端直径より小さい
直径であるテーパもしくはストレート形状の突起物を有し、該塗布針先端よりの該突起物の長さが5〜100μmであることを特徴とする塗布針。
【請求項2】
前記塗布針の材質が金属またはガラス系材質であることを特徴とする請求項1
記載の塗布針。
【請求項3】
前記塗布針の液体塗布面に接触ないし近接する該突起物先端形状が円形状或い
は多角形状で直径φ10〜φ80μmであることを特徴とする請求項1または2
記載の塗布針。
【請求項4】
請求項1から3何れか記載の塗布針の使用時において前記塗布針先端の突起物
に液体を付着保持させ、該塗布針突起物を前記液体塗布面に接触ないし近接させ
ることで、前記塗布針に付着保持された液体を立体的に転写する方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−207703(P2010−207703A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−55826(P2009−55826)
【出願日】平成21年3月10日(2009.3.10)
【出願人】(505246066)株式会社アプライド・マイクロシステム (7)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【出願人】(505246066)株式会社アプライド・マイクロシステム (7)
【Fターム(参考)】
[ Back to top ]