
ノズルの製造方法
【課題】ノズルの細径化に有利であり、かつ第1の液体と第2の液体とを確実に混合し、その混合液を噴出しているときにノズル内で圧力損失が生じるのを抑制し得るノズルを製造するノズル製造方法を提供すること。
【解決手段】本発明のノズルの製造方法は、第1のチューブ44aと、第2のチューブ45aと、第1のチューブ44aおよび第2のチューブ45aの先端部が接続された第3のチューブ47aとを備えるノズルを製造する方法である。この製造方法は、棒状の第1の挿入部および第2の挿入部を備える治具の第1の挿入部および第2の挿入部をそれぞれ第1のチューブ44aおよび第2のチューブ45aの先端部内にそれぞれ挿入した状態で、これらの先端部同士を熱融着して収縮部48を形成する工程と、収縮部48から治具を抜去し、この収縮部48と第3のチューブ14の基端部とを連結する工程とを有する。
【解決手段】本発明のノズルの製造方法は、第1のチューブ44aと、第2のチューブ45aと、第1のチューブ44aおよび第2のチューブ45aの先端部が接続された第3のチューブ47aとを備えるノズルを製造する方法である。この製造方法は、棒状の第1の挿入部および第2の挿入部を備える治具の第1の挿入部および第2の挿入部をそれぞれ第1のチューブ44aおよび第2のチューブ45aの先端部内にそれぞれ挿入した状態で、これらの先端部同士を熱融着して収縮部48を形成する工程と、収縮部48から治具を抜去し、この収縮部48と第3のチューブ14の基端部とを連結する工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ノズルの製造方法に関する。
【背景技術】
【0002】
従来、2種以上の液体を混合して患部等に噴射し、癒着防止材や生体組織接着材などを形成する方法が知られており、そのための塗布具が開発されている。
【0003】
このような塗布具は、混合すると凝固する成分同士、例えばトロンビンを含有する溶液とフィブリノーゲンを含有する溶液を互いに分別した状態で、患部付近まで送り、患部で混合しながら塗布するという構成によるものである。
【0004】
従来の塗布具としては、異なる種類の液体をそれぞれ含有する2つのシリンジからそれぞれ流路が並んだ状態で設置され、両流路の先端、すなわち、各吐出口からそれぞれ液体が広がりながら噴出して、これら液体同士が混合するよう構成されたものがある(例えば、特許文献1参照)。
【0005】
この特許文献1に記載の塗布具のノズルでは、2つの流路(チューブ)が並んで配置され、これに従って、2つの吐出口も並んで配置されている。また、前述したように、各吐出口からは、それぞれ、液体が広がりながら噴出する。このような液体の噴出と前記2つの吐出口の配置とにより、噴出した液体には、2種の液体が混合する部分と、混合せずにその液体のままの部分とが存在することとなる(例えば特許文献1中の図2(a)参照)。このため、患部には、混合が不均一な液体、すなわち、2種の液体が混合した液体と、混合していない(または混合が不十分な)液体とが塗布されるという問題があった。
【0006】
また、特許文献1に記載の塗布具のノズルでは、2つの吐出口が並んで配置されているため、ノズルの大きさ(外径)が比較的大きくなってしまう。このため、この塗布具を用いて例えば体腔内の患部に液体を塗布する際、その体腔内の大きさによっては、ノズルを体腔内に挿入することができない場合があった。
【0007】
また、特許文献1に記載の塗布具に代表される、一般的な塗布具では、各吐出口から噴出する液体がそれぞれ霧状となるようにするために、シリンジから吐出口までの流路の内径をできる限り小さくする。しかしながら、このように流路の全長にわたって内径を小さくすると、当該流路内を液体が通過しているときに、その流路内で圧力損失が過剰に生じてしまう。このため、患部に液体を円滑に(迅速に)塗布することができない。
【0008】
【特許文献1】特開2002−282368号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ノズルの細径化に有利であり、かつ複数種の流体同士を確実に混合し、その混合流体を噴出しているときにノズル内で圧力損失が生じるのを抑制し得るノズルを製造するノズル製造方法を提供することにある。
【課題を解決するための手段】
【0010】
このような目的は、下記(1)〜(14)の本発明により達成される。
(1) 第1のチューブと、該第1のチューブと平行に配置された第2のチューブと、前記第1のチューブおよび前記第2のチューブの先端部に基端部が接続され、先端部に流体が噴出する部分を有する第3のチューブとを備えるノズルを製造する方法であって、
長尺な治具本体と、該治具本体の端部に突出形成され、前記第1のチューブの内径よりも外径が小さい棒状をなし、前記第1のチューブ内に挿入可能な第1の挿入部と、前記治具本体の端部に前記第1の挿入部と平行に突出形成され、前記第2のチューブの内径よりも外径が小さい棒状をなし、前記第2のチューブ内に挿入可能な第2の挿入部とを備えるノズル製造用治具を用意し、該ノズル製造用治具の前記第1の挿入部を前記第1のチューブの先端部に挿入するとともに、前記第2の挿入部を前記第2のチューブの先端部に挿入した挿入状態とする治具装着工程と、
前記挿入状態で前記第1のチューブの先端部と前記第2のチューブの先端部とを加熱して、前記第1のチューブの先端部の内腔をその内径が前記第1の挿入部の外径と同等となるように維持し、前記第2のチューブの先端部の内腔をその内径が前記第2の挿入部の外径と同等となるように維持しつつ、当該先端部同士を一体化して一体部を形成する一体部形成工程と、
前記挿入状態の前記一体部から前記第1の挿入部および前記第2の挿入部を抜去する治具抜去工程と、
前記第3のチューブの基端部と前記一体部とを連結するチューブ連結工程とを有することを特徴とするノズルの製造方法。
【0011】
(2) 前記一体部形成工程では、熱収縮性を有する熱収縮チューブで、前記挿入状態の前記第1のチューブの先端部と前記第2のチューブの先端部とを一括して覆い、その状態で前記熱収縮チューブごと加熱する上記(1)に記載のノズルの製造方法。
【0012】
(3) 前記熱収縮チューブは、その長さが前記第1の挿入部および前記第2の挿入部の長さよりも短いものであり、
前記一体部形成工程では、前記熱収縮チューブは、前記第1の挿入部および前記第2の挿入部の長手方向の途中に配置される上記(2)に記載のノズルの製造方法。
【0013】
(4) 前記一体部形成工程と前記治具抜去工程との間に、前記熱収縮チューブを除去するチューブ除去工程とを有する上記(2)または(3)に記載のノズルの製造方法。
【0014】
(5) 前記熱収縮チューブと、前記第1のチューブおよび前記第2のチューブとは、互いに異なる樹脂材料で構成されている上記(2)ないし(4)のいずれかに記載のノズルの製造方法。
【0015】
(6) 前記熱収縮チューブは、シリコーン系樹脂で構成され、前記第1のチューブおよび前記第2のチューブは、それぞれ、ウレタン系樹脂で構成されている上記(5)に記載のノズルの製造方法。
【0016】
(7) 前記一体部は、その横断面形状が円形となる上記(1)ないし(6)のいずれかに記載のノズルの製造方法。
【0017】
(8) 前記一体部の外径は、前記加熱前の前記第1のチューブの外径と前記第2のチューブの外径との和よりも小さい上記(7)に記載のノズルの製造方法。
【0018】
(9) 前記第1の挿入部と前記第2の挿入部とは、外径および長さのうちの少なくとも1つの条件が互いに異なる上記(1)ないし(8)のいずれかに記載のノズルの製造方法。
【0019】
(10) 前記第1の挿入部と前記第2の挿入部とは、それぞれ、その先端が丸みを帯びている上記(1)ないし(9)のいずれかに記載のノズルの製造方法。
【0020】
(11) 前記チューブ連結工程では、前記一体部を前記第3のチューブの基端部に挿入する際に、前記一体部の外周部と前記第3のチューブの基端部の内周部との間に接着剤を付与し、該接着剤を介して前記一体部と前記第3のチューブの基端部とを接着する上記(1)ないし(10)のいずれかに記載のノズルの製造方法。
【0021】
(12) 前記ノズルは、前記第3のチューブの先端部に設置され、前記第3のチューブ内を通過した流体が噴出する流体噴出口を形成する筒状をなす噴出口形成部材を備えており、
前記噴出口形成部材を前記第3のチューブに挿入して装着する噴出口装着工程を有する上記(1)ないし(11)のいずれかに記載のノズルの製造方法。
【0022】
(13) 前記噴出口装着工程では、前記噴出口形成部材を前記第3のチューブに挿入した際、前記噴出口形成部材の先端部を前記第3のチューブの先端面から突出した突出状態とする上記(12)に記載のノズルの製造方法。
【0023】
(14) 前記突出状態の先端部の外周面を、接着剤を介して前記第3のチューブの先端面と接着するための接着代として用いて、前記噴出口形成部材を前記チューブに接着する上記(13)に記載のノズルの製造方法。
【発明の効果】
【0024】
本発明によれば、第3のチューブ内で複数種の流体同士が確実に混合することができ、この混合流体をノズルから噴出することができる。
【0025】
また、第1のチューブでは、その内径が絞られている箇所は、第1のチューブの一体部となる。これと同様に、第2のチューブでも、その内径が絞られている箇所は、第2のチューブの一体部となる。このような構成により、ノズルから前記混合流体を噴出しているときにノズル内で圧力損失が生じるのは、主に一体部内となり、よって、ノズル全体としての圧力損失を抑制することができる。
【0026】
また、ノズルが前記混合流体の噴出する部分が1つとなるよう構成可能であるため、ノズル全体としての太さを抑えることができる、すなわち、ノズルの細径化に有利となる。これにより、ノズルを体腔内に容易かつ確実に挿入することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明のノズルの製造方法を添付図面に示す好適な実施形態に基づいて詳細に説明する。
図1は、ノズルの製造方法によって製造されたノズルを有する塗布具の使用状態の一例を示す概略部分縦断面図、図2および図3は、それぞれ、図1に示す塗布具の拡大部分縦断面図、図4および図5は、それぞれ、図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)、図6は、図4中のA−A線断面図、図7は、ノズルの製造方法で用いられるノズル製造用治具の斜視図、図8〜図19は、それぞれ、ノズルの製造方法における各製造工程を順に説明するための縦断面図である。なお、以下では、説明の都合上、図1〜図4、図7〜図19中の右側を「基端(後端)」、左側を「先端」と言う。
【0028】
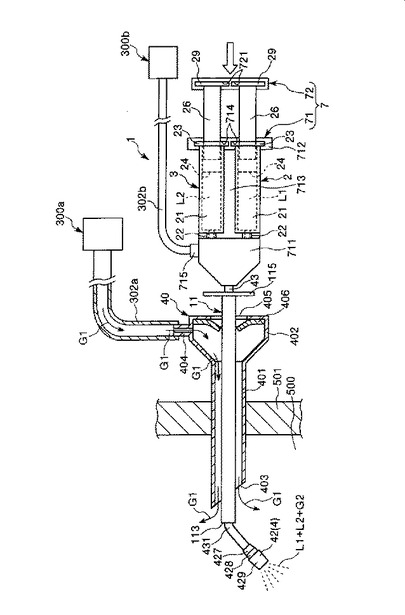
図1に示すように、塗布具1は、例えば腹腔鏡下手術の際に、腹腔500内に挿入して、液組成が異なる2種の液体(第1の液体(第1の流体)L1、第2の液体(第2の流体)L2)を混合しながら、その混合物(混合液)を臓器や腹壁501等に塗布するものである。塗布具1の腹腔500内への挿入は、腹壁501に予め留置されたトロカール管40を介して行われる。具体的には、塗布具1のノズル4をトロカール管40内に挿入して、そのトロカール管40からノズル4のノズルヘッド42を突出させることにより、塗布具1(ノズルヘッド42)を腹腔500内へ挿入することができる。
【0029】
塗布具1について説明する前に、トロカール管40について説明する。
図1に示すように、トロカール管40は、管状をなす本体部(管状体)401と、本体部401の基端部に設けられたハブ402とを有している。
【0030】
本体部401は、その先端および基端が開口したものである。本体部401の先端開口部403は、本体部401の軸に対して傾斜している。これにより、トロカール管40の先端部が、当該トロカール管40を先端側から腹腔500内に挿入するのに容易な形状となる。よって、トロカール管40の腹腔500内への挿入操作を容易に行うことができる。
【0031】
ハブ402は、内径および外径が本体部401よりも拡径した部位であり、本体部401内に連通している。
【0032】
ハブ402の外周部には、ガス供給ポート404が突出形成されている。ガス供給ポート404は、チューブ302aを介してガスボンベ(ガス供給手段)300aと接続されている。ガスボンベ300aから供給されたガス(無菌ガス)G1は、チューブ302a、ガス供給ポート404、ハブ402内、本体部401内を順に通過し、腹腔500内に供給される(図1参照)。このガスG1の供給により、腹腔500内の気腹圧(体内圧)が大気圧よりも例えば8〜12mmHg程度上昇して、当該腹腔500が膨張する。これにより、腹腔500は、腹腔鏡下手術を施すのに十分な大きさとなる。なお、ガスボンベ300aは、後述するガスボンベ300bと同様の構成であり、ここでは、その説明を省略する。
【0033】
また、ハブ402の基端開口部405には、当該基端開口部405を覆うようにダックビル弁(弁体)406が設置されている。ダックビル弁406は、塗布具1がトロカール管40に挿入されていない状態では閉口(閉塞)し、塗布具1が挿入されると開口するものである。このダックビル弁406により、塗布具1が挿入された状態でもガスG1が基端開口部405から流出するのを防止することができ、よって、ガスG1が効率よく、確実に腹腔500内に供給される。ダックビル弁406の構成材料としては、特に限定されないが、例えば、天然ゴム、ブチルゴム、イソプレンゴム、ブタジエンゴム、スチレン−ブタジエンゴム、シリコーンゴムのような各種ゴム材料や、ポリウレタン系、ポリエステル系、ポリアミド系、オレフィン系、スチレン系等の各種熱可塑性エラストマー、あるいはそれらの混合物等の弾性材料が挙げられる。
【0034】
また、本体部401およびハブ402は、一体的に形成されていてもよいし、それぞれを別体で構成し、これら別体同士が連結固定されていてもよい。本体部401およびハブ402の構成材料としては、例えば、ポリ塩化ビニル、ポリエチレン、環状ポリオレフィン、ポリスチレン、ポリ−(4−メチルペンテン−1)、ポリカーボネート、アクリル樹脂、アクリルニトリル−ブタジエン−スチレン共重合体、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ブタジエン−スチレン共重合体、ポリアミド(例えば、ナイロン6、ナイロン6・6、ナイロン6・10、ナイロン12)のような各種樹脂が挙げられるが、その中でも、成形が容易であり、かつ水蒸気透過性が低い点で、ポリプロピレン、環状ポリオレフィン、ポリエステルのような樹脂が好ましい。
【0035】
前述したように、塗布具1は、液組成が異なる2種の液体(第1の液体L1、第2の液体L2)を混合しながら塗布するものである(図1〜図3参照)。塗布具1は、第1の液体L1を収納する第1のシリンジ(液体供給手段)2と、第2の液体L2を収納する第2のシリンジ(液体供給手段)3とをそれぞれ装填して用いられる。第1のシリンジ2と第2のシリンジ3とは、ほぼ同様の構成であるため、代表的に第1のシリンジ2について説明する。
【0036】
第1のシリンジ2は、外筒(シリンジ外筒)21と、外筒21内で摺動し得るガスケット24と、ガスケット24を外筒21の長手方向(軸方向)に沿って移動操作する押し子(プランジャロッド)26とを備えている。ガスケット24は、押し子26の先端に連結されている。
【0037】
外筒21は、有底筒状の部材で構成され、先端側底部の中央部には、外筒21の胴部に対し縮径した縮径部(口部)22が一体的に突出形成されている。
【0038】
外筒21の後端外周には、フランジ23が一体的に形成されている。
また、外筒21の外周面には、液量を示す目盛りが付されている。
【0039】
外筒21の構成材料としては、特に限定されないが、例えば、トロカール管40についての説明で上げたような各種樹脂を用いることができる。なお、外筒21の構成材料は、内部の視認性を確保するために、実質的に透明であるのが好ましい。
【0040】
このような外筒21内には、弾性材料で構成されたガスケット24が収納されて(挿入されて)いる。ガスケット24の外周面が外筒21の内周面に密着しつつ摺動することにより、外筒21内を液密性を確実に保持しつつ、第1の液体L1を口部22に向けて押し出すことができる。ガスケット24の構成材料としては、特に限定されないが、例えば、トロカール管40のダックビル弁406についての説明で挙げたような弾性材料を用いることができる。
【0041】
ガスケット24の移動は、押し子26を移動操作することにより行われる。押し子26は、長尺な部材であり、その基端側には、円盤状のフランジ29が形成されている。また、押し子26の構成材料としては、前述した外筒21と同様のものを用いることができる。
【0042】
第1のシリンジ2は、塗布具1に装填される以前に、外筒21とガスケット24とで囲まれた空間(貯液空間)に、第1の液体L1が充填される。第2のシリンジ3には、外筒21とガスケット24とで囲まれた空間(貯液空間)に、第2の液体L2が充填される。
【0043】
第1のシリンジ2に充填される第1の液体L1と、第2のシリンジ3に充填される第2の液体L2とは、それらの組成(成分)が異なるものである。
【0044】
第1の液体L1と第2の液体L2とは、塗布具1の用途、使用目的、症例等に応じて適宜選定される。例えば、生体組織接着材の投与に使用する場合、第1の液体L1および第2の液体L2のうちの一方は、トロンビンを含有する液体(溶液等)、他方はフィブリノーゲンを含有する液体(溶液等)とすることができる。
【0045】
また、癒着防止材の投与に使用する場合、第1の液体L1および第2の液体L2のうちの一方は、スクシンイミジル基で修飾したカルボキシメチルデキストリンを含有する液体(溶液等)、他方は、リン酸水素二ナトリウムを含有する液体(溶液等)とすることができる。
【0046】
このような組み合わせの第1の液体L1および第2の液体L2は、それらを混合すると、変質、すなわち、ゲル化(固化)する。ゲル化することにより、例えば、第1の液体L1と第2の液体L2とが混合したもの(以下、「混合物(混合液)」という場合がある)が、塗布された生体組織(目的部位)に確実に留まることができる。また、混合物が目的部位に確実に留まるため、当該目的部位において、生体組織接着材や癒着防止材としての機能を確実に発揮することができる。
【0047】
なお、第1の液体L1および第2の液体L2の種類および組み合わせは、上述したものに限定されないことは、言うまでもない。また、本実施形態では、第1の液体L1の粘度(粘性)は、第2の液体L2の粘度(粘性)よりも低くなっている。
【0048】
このような構成の第1のシリンジ2および第2のシリンジ3は、後述するノズル4に接続され、各押し子26を押圧操作することより、ノズル4の第1の液体流路44に第1の液体L1を、第2の液体流路45に第2の液体L2を容易かつ確実に供給する(送る)ことができる。また、各押し子26の押圧操作は、塗布具1の操作者(使用者)により手動で行なわれる。このため、操作者は、混合物の塗布を自身の任意のタイミングで行なうことができる。
【0049】
また、塗布具1は、第1の液体L1と第2の液体L2とをガスG2とともに噴出するものである(図1〜図3参照)。このガスG2により、前記混合物が霧化され、前記混合物を目的部位(患部等の目標部位)に均一に塗布することができる。ガスG2は、ガスボンベ300bにより供給される。ガスボンベ300bは、チューブ302bを介してノズルと接続されている。
【0050】
ガスボンベ300bは、その内部空間に高圧の(圧縮された)無菌ガスG2(以下、単に「ガスG2」と言う)が充填されており、高速に流れるガスG2を塗布具1(ノズル4)に供給する(送る)ことができる。このガスボンベ300bまたはチューブ302bの途中には、塗布具1に対するガスGの供給/供給停止を制御する開閉自在なバルブ(コック)(図示せず)が設置されている。前記混合物を塗布ときには、このバルブを開状態にする。
【0051】
図1〜図3に示すように、塗布具1は、塗布具本体7と、塗布具本体7の先端側に設置された長尺なノズル4と、ノズル4が挿通するシース(外管)11とを備えている。
【0052】
図1に示すように、塗布具本体7は、第1のシリンジ2の外筒21と第2のシリンジ3の外筒21とを保持するシリンジ保持部71と、第1のシリンジ2の押し子26のフランジ29と第2のシリンジ3の押し子26のフランジ29とを連結するフランジ連結部72とで構成されている。
【0053】
シリンジ保持部71は、第1のシリンジ2(外筒21)および第2のシリンジ3(外筒21)を並べて(並列に)固定するものである。このシリンジ保持部71は、各外筒21の口部22が嵌合する(挿入される)嵌合部711と、嵌合部711よりも基端側に位置し、各外筒21のフランジ23の縁部が挿入される挿入部712と、嵌合部711と挿入部712とを連結する連結部713とを有している。
【0054】
嵌合部711に各外筒21の口部22が嵌合すると、第1のシリンジ2の口部22は、ノズル4の第1の液体流路44に接続され、第2のシリンジ3の口部22は、第2の液体流路(液体流路(液体移送路))45に接続される。これにより、第1の液体流路44に第1の液体L1を、第2の液体流路45に第2の液体L2を供給可能となる(図4参照)。
【0055】
また、嵌合部711の外周部には、ガスボンベ300bからのガスG2が通過するチューブ302bの端部が接続される接続部715が突出形成されている。接続部715にチューブ302bが接続されると、当該チューブ302bは、ノズル4のガス流路46に接続される。これにより、ガス流路46にガスG2を供給可能となる(図4参照)。
【0056】
挿入部712には、各外筒21のフランジ23の縁部が挿入される溝714が形成されている。
【0057】
シリンジ保持部71では、嵌合部711に各外筒21の口部22が嵌合し、挿入部712(溝714)に外筒21のフランジ23が挿入されることにより、各外筒21を確実に保持することできる。
【0058】
フランジ連結部72は、第1のシリンジ2の押し子26のフランジ29と第2のシリンジ3の押し子26のフランジ29とを連結する板状の部材である。フランジ連結部72には、各押し子26のフランジ29の縁部が挿入される溝721が形成されている。このフランジ連結部72を先端方向に向かって押圧することにより、各押し子26を一括して先端方向に向かって移動させることができる。このように、フランジ連結部72は、塗布具1を使用する、すなわち、混合物を患部等の目標部位に塗布するとき、使用者によって押圧操作される操作部として機能するものである。
【0059】
シリンジ保持部71およびフランジ連結部72の構成材料としては、例えば、トロカール管40についての説明で上げたような各種樹脂を用いることができる。
【0060】
塗布具本体7の先端側には、ノズル4が設置されている。このノズル4は、ガスG2とともに第1の液体L1、第2の液体L2(混合物)を噴出するものである。
【0061】
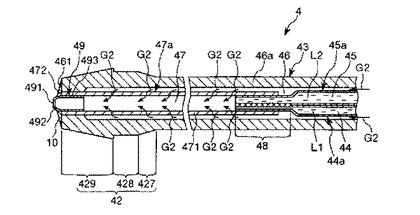
図2〜図4に示すように、ノズル4は、長尺状のノズル本体43と、ノズル本体43の先端側に位置するノズルヘッド42とに分けることができる。
【0062】
図4に示すように、ノズル4(ノズル本体43)は、第1のシリンジ2からの第1の液体L1が通過する第1の液体流路(第1の液体移送路)44と、第2のシリンジ3からの第2の液体L2が通過する第2の液体流路(第2の液体移送路)45と、各流路を通過した第1の液体流路44と第2の液体L2とが合流する合流部(合流空間)47と、ガスボンベ300bからのガスG2が通過するガス流路46とを有している。
【0063】
第1の液体流路44は、第1のチューブ(第1の流路形成部材)44aで構成されて(形成されて(画成されて))いる。第1のチューブ44aは、その基端部が第1のシリンジ2の口部22に接続される位置まで延在している。
【0064】
第2の液体流路45は、第2のチューブ(第2の流路形成部材)45aで構成されて(形成されて(画成されて))いる。第2のチューブ45aは、その基端部が第2のシリンジ3の口部22に接続される位置まで延在している。
【0065】
第1のチューブ44aと第2のチューブ45aとは、同じ(同種の)材料で構成され、その材料としては、例えばポリ塩化ビニル、ポリアミド、ポリウレタン、ポリプロピレン、ポリテトラフルオロエチレン、シリコーンゴム、ポリエチレン、ナイロン、エチレン−酢酸ビニル共重合体等のような可撓性を有する材料が挙げられる。これにより、図11〜図13に示すように、ノズル4を製造する過程で、第1のチューブ44aおよび第2のチューブ45aの先端部同士を確実に融着し、これらを一体化することができる。以下、この一体化した部分を「収縮部(一体部)48」と言う。
【0066】
図4に示すように、第1のチューブ44aの内径と第2のチューブ45aの内径とは互いに大きさが異なっており、すなわち、第1のチューブ44aの内径は第2のチューブ45aの内径よりも小さくなっており、さらに、収縮部48では、その大小関係が顕著になっている。具体的には、第1のチューブ44aの収縮部48以外の部分の内径は第2のチューブ45aの収縮部48以外の部分の内径の30〜70%となっており、第1のチューブ44aの収縮部48での内径は第2のチューブ45aの収縮部48での内径の10〜50%となっている。
【0067】
これは、前述したように第1の液体L1の粘度(粘性)が第2の液体L2の粘度(粘性)よりも低くなっているので、第1のチューブ44a内を第1の液体L1が通過する際の当該第1の液体L1に対する流路抵抗と、第2のチューブ45a内を第2の液体L2が通過する際の当該第2の液体L2に対する流路抵抗とをほぼ同等とするためである。各液体における流路抵抗が互いに同じとなっていることにより、第1のシリンジ2の押し子26と第2のシリンジ3の押し子26とを連結するフランジ連結部72を押圧した際、例えば一方の押し子26が他方の押し子26よりも移動し難くなる等のような不具合が防止され、その押圧操作を安定して行なうことができる。
【0068】
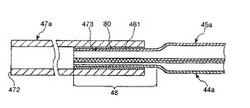
図4に示すように、第1のチューブ44aと第2のチューブ45aとが一体化した部分である収縮部48は、合流部47を形成する第3のチューブ(合流部形成部材)47aの基端部に接続されている。第3のチューブ47aは、第1のチューブ44aおよび第2のチューブ45aに連通し、第1のチューブ44a内を通過した(流下した)第1の液体L1と、第2のチューブ45a内を通過した(流下した)第2の液体L2とが流入することができる。これにより、第3のチューブ47a(合流部47)内で第1の液体L1と第2の液体L2とが合流し、よって、均一に混合することができる(図4参照)。これにより、混合物を好適な状態(混合が均一な状態)で患部へ塗布することができる。
【0069】
また、第3のチューブ47aは、その壁部が通気膜471で構成されたものである。これにより、ガス流路46内のガスG2が通気膜471を介して(透過して)、第3のチューブ47a内に流入する。この流入したガスG2は、混合物とともに、噴出口491から噴出する(図4参照)。これにより、混合物が霧状になり、患部に塗布される。
【0070】
また、図5に示すように、混合物の噴出が停止した際には、通気膜471を介して流入したガスG2が、第3のチューブ47a内の混合物を確実に外方へ押し出す(吹き飛ばす)。これにより、噴出口491に混合物が残留するのが防止される。よって、当該噴出口491(ノズル4)に目詰まりが生じるのが防止される。
【0071】
このようなガスG2が透過する通気膜471には、多数の細孔(図示せず)が形成されている。各細孔は、それぞれ通気膜471をその厚さ方向に貫通するものである。これらの細孔の平均孔径は、特に限定されないが、例えば、2μm以下が好ましい。このような細孔を有する通気膜471としては、例えば、住友電工ファインポリマー社製「ポアフロンチューブ(TB−0201)」が挙げられる。これは、平均孔径が約1μmの通気膜471である。
【0072】
また、孔径を0.01〜0.45μmとすることにより、ガスG2が確実に透過できるとともに、通気膜471が菌不透過性を有することになる。通気膜471が菌不透過性を有することにより、仮にボンベ300b内のガスG2が無菌状態のものでない場合であっても、通気膜471でガスG2内の菌類が除去され、当該菌類が第3のチューブ47a内に流入するのが確実に防止される。これにより、無菌状態の混合物を患部へ塗布することができる。
【0073】
また、通気膜471の膜厚(壁圧)は、特に限定されず、例えば、0.1〜1mmであるのが好ましく、0.3〜0.8mmであるのがより好ましい。
【0074】
また、通気膜471の表面積(外周面の面積)は、20〜200mm2であるのが好ましく、40〜100mm2であるのがより好ましい。
【0075】
通気膜471は、第1の液体L1や第2の液体L2に対して不透過性(撥水性)、すなわち、疎水性を有している。これにより、通気膜471を介して、第3のチューブ47a内の混合液がカバーチューブ46a(ガス流路46)内に逆流する(流れ込む)のが確実に防止される。このような通気膜471は、疎水性を有する材料で構成されたもの、または、その表面が疎水化処理が施されたものである。疎水性を有する材料(構成材料)としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレンとヘキサフルオロプロピレンの共重合体(FEP)、テトラフルオロエチレンとパーフルオロアルキルビニルエーテルの共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、エチレンとテトラフルオロエチレンの共重合体(ETFE)、エチレンとクロロトリフルオロエチレンの共重合体(ECTFE)、ポリプロピレン(PP)等が挙げられる。通気膜471は、これらの材料を、延伸法、ミクロ相分離法、電子線エッチング法、焼結法、アルゴンプラズマ粒子等の方法で多孔質としたものが好適に用いられる。また、疎水化処理の方法としては、特に限定されず、例えば、通気膜471の表面に、前記疎水性を有する材料(例えばフッ素系樹脂材料)をコーティングする方法等が挙げられる。
【0076】
図4に示すように、第3のチューブ47aの先端部には、噴出口形成部材(ノズルチップ(nozzle tip))49が設置されて(挿入されて)いる。噴出口形成部材49は、筒状体(筒体)で構成され、その先端開口部が、混合液が噴出する液体噴出口491を形成する部材である。
【0077】
また、図16に示すように、この噴出口形成部材49は、外形が砲弾形状をなしている。すなわち、噴出口形成部材49は、その先端部に設けられたテーパ状をなすテーパ部492と、テーパ部492の基端に設けられた外径一定部493とで構成されている。
【0078】
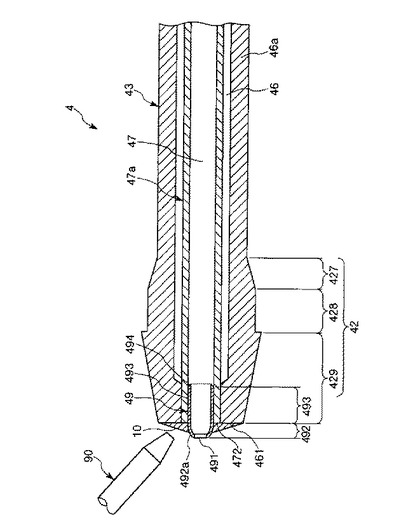
テーパ部492は、その外径が先端方向に向かって漸減した、すなわち、その外周面492aが丸みを帯びた部分である。このテーパ部492は、第3のチューブ47aに固定された(装着された)状態では、第3のチューブ47aの先端(先端面)472から突出している。このようにテーパ部492が突出していることにより、図19に示すように、噴出口形成部材49を第3のチューブ47aに固定する際、当該テーパ部492の外周面492aを、接着剤10を介して第3のチューブ47aの先端472とカバーチューブ46aの先端(先端面)461とに接着するための接着代として用いることができる。また、テーパ部492の外周面492aが丸みを帯びていることにより、ノズル4のノズルヘッド42を腹腔500内に挿入した際に、テーパ部492の外周面492aが臓器や腹壁501等に当接した場合でも、これらの生体組織が外周面492aで損傷を受けるのを確実に防止することができる。また、テーパ部492では、その内径も先端方向に向かって漸減している。これにより、混合物は、噴出口491から噴出する際に確実に霧化する。
【0079】
テーパ部492の基端側に位置する外径一定部493は、その外径が長手方向に沿って一定となった部分である。また、外径一定部493の外径は、第3のチューブ47aの内径とほぼ同等となっている。これにより、外径一定部493を第3のチューブ47aに嵌合する(挿入する)ことができ、よって、この嵌合による固定方法と、前述した接着による固定方法との相乗効果により、第3のチューブ47aに対して噴出口形成部材49をより確実に固定することができる。
【0080】
また、噴出口形成部材49の基端面494には、面取り加工が施されている(図16参照)。これにより、噴出口形成部材49をその基端側から第3のチューブ47aに挿入する際の挿入操作を容易に行なうことができる(図16、図17参照)。
【0081】
噴出口形成部材49は、第3のチューブ47aと異なる硬質の材料(硬質材料)で構成されているのが好ましい。この材料としては、特に限定されないが、例えば、トロカール管40の本体部401やハブ402についての説明で挙げたような樹脂材料やステンレス鋼等のような金属材料を用いることができる。噴出口形成部材49がこのような樹脂材料で構成されている場合には、噴出口形成部材49を第3のチューブ47aに固定する際の固定方法として、前述した接着による方法の他、融着(熱融着、高周波融着、超音波融着等)による方法が可能となる。また、噴出口形成部材49の構成材料としてステンレス鋼のような金属材料を用いた場合、X線透視下でノズル4の先端部の位置確認を補助することができる。
【0082】
図4に示すように、ガスG2が通過するガス流路46は、第1の液体流路44および第2の液体流路45をそれぞれ構成する第1のチューブ44aおよび第2のチューブ45aの外周側に位置する、すなわち、第1のチューブ44aおよび第2のチューブ45aが挿通されたカバーチューブ(ガス流路形成部材)46aで構成されている。カバーチューブ46aは、その先端内周部が第3のチューブ47aの先端外周部と嵌合している。また、カバーチューブ46aの先端461と、第3のチューブ47aの先端472とは、ノズル4の長手方向で同じ位置となっている。また、このカバーチューブ46aは、その基端部が塗布具本体7の接続部715を介してチューブ302bに接続される位置まで延在している。
【0083】
カバーチューブ46aの構成材料としては、特に限定されないが、例えば、第1のチューブ44aや第2のチューブ45aと同様の可撓性を有する材料を用いることができる。
【0084】
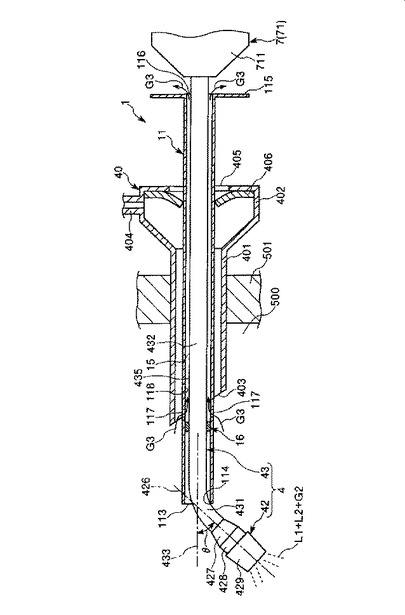
以上のような構成のノズル本体43は、先端部(先端側)に、湾曲または屈曲しており、可撓性(柔軟性)を有する湾曲部431を有している(図1、図2参照)。湾曲部431は、本実施形態では、その先端が斜め下側を向くように、湾曲または屈曲している。この湾曲部431により、ノズルヘッド42の軸線426は、ノズル本体43の軸線(厳密には、ノズル本体43の湾曲部431より基端側の部分432の軸線)433に対して傾斜している(図2参照)。
【0085】
湾曲部431が後述するシース11により規制されることなく湾曲または屈曲した状態のときの、ノズル本体43の軸線433に対するノズルヘッド42の軸線426の傾斜角度θは、30〜90°程度であるのが好ましく、45〜70°程度であるのがより好ましい。
【0086】
また、図4に示すように、ノズル本体43の先端側に位置するノズルヘッド42は、外形形状が円柱状をなし、外径が先端方向に向かって漸増する第1テーパ部427と、外径が長手方向(軸線426)に沿って一定の外径一定部428と、外径が先端方向に向かって漸減する第2テーパ部429とが基端側からこの順に配置されたものである。
【0087】
第1テーパ部427が形成されていることにより、ノズル4が図2に示す状態から図3に示す状態に変化するとき、シース11の先端開口部113の内側の縁部114が第1テーパ部427に沿って、円滑に移動することができる。これにより、ノズルヘッド42をシース11内に確実に導入することができる。なお、縁部114は、丸みを帯びているのが好ましい。これにより、縁部114が第1テーパ部427に沿ってより円滑に移動することができる。
【0088】
第1テーパ部427よりも先端側には、第2テーパ部429が位置している。この第2テーパ部429が形成されていることにより、例えば図3に示す状態で塗布具1をトロカール管40に挿入する際、第2テーパ部429がトロカール管40のダックビル弁406を円滑に通過することができる。これにより、塗布具1のトロカール管40への挿入操作を容易に行うことができる。また、第2テーパ部429の基端の外径は、シース11の内径よりも大きい。これにより、ノズルヘッド42がシース11内に入り込んでしまうこと、すなわち、ノズルヘッド42の先端がシース11の先端よりも基端側に移動してしまうのを防止することができる。
【0089】
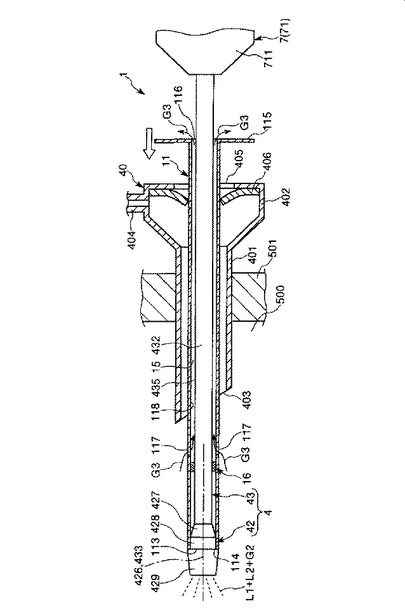
第1テーパ部427と第2テーパ部429との間には、外径一定部428が位置している。外径一定部428の外径は、第1テーパ部427の先端の外径(最大外径)と同じであり、また、シース11の内径と同等またはそれよりも若干大きい。これにより、図3に示すように、ノズルヘッド42の軸線426とノズル本体43の軸線433とが一致する際に、外径一定部428(第1テーパ部427の先端も含む)がシース11の先端開口部113に入り込んで嵌合する。よって、ノズルヘッド42の軸線426とノズル本体43の軸線433とが一致した状態を維持することができる。また、この維持された状態のまま混合物を腹腔500内の目的部位に塗布することができる。塗布具1では、外径一定部428と第1テーパ部427の先端(一部)とをシース11の先端開口部113と嵌合する「嵌合部」ということができる。
【0090】
図2(図1、図3も同様)に示すように、塗布具1は、ノズル本体43の湾曲部431の形状を規制する形状規制部材としての機能を有するシース11を有している。このシース11は、その先端および基端がそれぞれ開口した長尺状の管体で構成されており、その内部には、ノズル4(ノズル本体43)が挿通し(挿入され)ている。本実施形態では、シース11は、湾曲部431よりも先端側の部分(ノズルヘッド42の外径一定部428)からノズル本体43の基端部の近傍まで挿入されるようになっている。また、シース11は、ノズル本体43に対し、ノズル本体43の長手方向(軸方向)に沿って移動可能になっている。
【0091】
このシース11は、湾曲部431の一部または全部を覆ったときに当該湾曲部431の形状を規制し(矯正し)得るように、硬質材料で構成されており、必要かつ十分な剛性を有し、さらには低摺動性を有していることが望ましい。
【0092】
シース11の構成材料としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ポリテトラフルオロエチレン等のフッ素樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリアミド等の硬質樹脂、ステンレス鋼、アルミニウム、銅または銅系合金等の各種金属材料、各種ガラス、アルミナ、シリカ等の各種セラミックスが挙げられる。
【0093】
前述したように、シース11をノズル本体43の長手方向に沿って移動操作することができる。この移動操作により、シース11内に湾曲部431が挿入されて、シース11の先端からの湾曲部431の突出長を調整し、その湾曲部431の形状を矯正する(変更する)ことができる(図2、図3参照)。これにより、ノズル本体43の軸線433に対するノズルヘッド42の軸線426の傾斜角度θ(ノズルヘッド42の方向)を調整することができる。換言すれば、シース11は、図3に示すように、湾曲部431がシース11により矯正(規制)されて直線状となり、ノズルヘッド42の軸線426の方向とノズル本体43の軸線433の方向とが一致する第1の位置(傾斜角度θ=0°)と、図2に示すように、湾曲部431がシース11により規制されることなく湾曲または屈曲した状態となり、ノズル本体43の軸線433がノズルヘッド42の軸線426に対して傾斜する第2の位置(傾斜角度θが最大傾斜角度)との間で移動し得るようになっている。これにより、シース11を第1の位置と第2の位置との間の所定の位置に移動させることで、傾斜角度θを0°から最大傾斜角度までの範囲内で自在に調整することができる。
【0094】
このように、シース11を移動してこの傾斜角度θを適宜調整することによってノズルヘッド42の傾斜角度θを変えつつ、当該ノズルヘッド42から混合物を腹腔500内の複数の箇所(例えば臓器や腹壁501)に向けて噴霧することができる。従って、塗布具1は、腹腔500内で混合物を容易かつ確実に広範囲にわたって塗布することができるものである。なお、塗布具1では、外力が付与されていない自然状態での湾曲部431の湾曲の程度(傾斜角度θ)を適宜設定することにより(例えば「U」字状)、塗布具1の生体への挿入方向に位置する臓器に対向する腹壁501の裏面(裏側)にも混合物を塗布することができる。
【0095】
また、シース11には、その基端外周部に、板状のフランジ(突部)115が突出形成されている。このフランジ115を把持して、シース11の長手方向に沿って移動操作することにより、当該シース11を移動させることができる。このように、フランジ115は、シース11を移動させる際の操作部として機能する。
【0096】
前述したように、塗布具1は、トロカール管40に挿入した状態で用いられる。この状態で、塗布具1を先端方向に押圧していくと、シース11のフランジ115がハブ402の基端開口部405(基端部)に当接することとなる。これにより、シース11のトロカール管40に対する先端方向への移動限界を規制することができ、よって、シース11の基端部がトロカール管40内に不本意に入り込んでしまうこと、すなわち、シース11の基端部がトロカール管40の基端開口部405よりも先端側に移動してしまうのを防止することができる。これにより、シース11の基端部(一部)がトロカール管40の基端開口部405から確実に突出して、その突出した部分を把持することができる。よって、シース11を移動操作することができる。このように、フランジ115は、シース11のトロカール管40に対する先端方向への移動限界を規制する規制手段としても機能する。
【0097】
なお、前記傾斜角度θを調整する操作と、第1の液体L1および第2の液体L2を吐出(噴出)する操作とは、どのような順番でも行うこともできる。
【0098】
すなわち、傾斜角度θを調整する操作と、第1の液体L1および第2の液体L2を噴出する操作とを同時に行ってもよく、また、第1の液体L1および第2の液体L2を噴出する操作を先に開始し、その後、傾斜角度θを調整する操作を行ってもよい。これらの場合は、それぞれ、第1の液体L1および第2の液体L2の噴出を開始した後、傾斜角度θの調整により、塗布を行う範囲を広げることができる。また、傾斜角度θを調整する操作を先に行って、その後、第1の液体L1および第2の液体L2を噴出する操作を行ってもよい。
【0099】
また、図2、図3に示すように、シース11とノズル4との間には、間隙15が形成されている。この間隙15は、シース11(ノズル4)の長手方向に沿って、すなわち、シース11の先端開口部113から基端開口部116にわたって形成されている。
【0100】
また、シース11には、先端開口部113よりも基端側に、壁部を貫通する2つの側孔117が形成されている。これらの側孔117は、シース11の長手方向に関して同じ位置に、シース11の軸を介して対向配置されている。各側孔117は、間隙15に連通しており、腹腔500内のガスG3が間隙15内に流入する流入口(ガスG3を取り入れる取入れ口)として機能する(図2、図3参照)。なお、側孔117の形成数は、2つに限定されず、例えば、1つまたは3つ以上であってもよい。
【0101】
このような間隙15は、腹腔500内のガス(気体)G3を体外へ排出する排気路として機能する。以下、これについて説明する。
【0102】
図1に示すように、腹腔500内には、トロカール管40からガスG1が噴出し、塗布具1(ノズルヘッド42)から混合物とともにガスG2が噴出する。前述したように、ガスG1によって、腹腔500内の気腹圧が上昇して当該腹腔500が膨張する。また、腹腔500内の気腹圧は、ガスG2によっても上昇してしまい、これによって、当該腹腔500がさらに膨張しようとする。しかしながら、腹腔500内のガスG3(ガスG1、G2を含む)は、各側孔117を介して、間隙15内に流入する(図2、図3参照)。そして、ガスG3は、間隙15内を流下し、基端開口部116から排出される(図2、図3参照)。これにより、腹腔500内の気腹圧の過剰な上昇を抑制(または防止)することができ、腹腔500がさらに膨張しようとするのを防止することができる。
【0103】
また、前述したように、塗布具1は、腹腔500内で混合物を容易かつ確実に広範囲にわたって塗布することができるよう構成されたものである。腹腔500内で混合物が広範囲にわたって塗布されるため、当該混合物の噴出量も多くなり、これに伴ってガスG2の噴出量も多くなる。多量のガスG2が噴出されると腹腔500内の気腹圧が上昇しそうになるが、前記間隙の排気作用により、その上昇を抑えることができる。このように、塗布具1は、腹腔500内で混合物を広範囲にわたって塗布する場合にも有効である。
【0104】
間隙15の途中には、ノズル4の外周方向に沿ったリング状のスペーサ(弾性体)16が設置されている(図2、図3参照)。このスペーサ16は、その外周面がシース11の内周面118に固定され、内周面がノズル本体43の外周面435に当接している。スペーサ16の内周面は、シース11が移動したときにノズル本体43の外周面435を摺動し、ノズル本体43の外周面435とスペーサ16の内周面との間に摩擦抵抗が生じる。
【0105】
このような構成のスペーサ16は、シース11を移動して停止させた際、その停止位置でシース11のノズル4の長手方向に対する位置決めを行う位置決め手段として機能する。これにより、ノズルヘッド42の傾斜角度θを維持することができ、この状態のまま混合物を噴出することができる。
【0106】
また、スペーサ16は、シース11の内周面118とノズル本体43の外周面435との間で圧縮された状態で設置されている。これにより、スペーサ16は、その径方向には変形し難いものとなり、間隙15の間隙距離(ギャップ長)を規制する(維持する)機能も発揮する。これにより、シース11の内周面118とノズル本体43の外周面435とが接して、間隙15(排気路)の途中が閉塞するのを確実に防止することができ、ガスG3を間隙15を介してより確実に排気することができる。
【0107】
図2に示すように、スペーサ16は、各側孔117よりも先端側に配置されている。この位置でスペーサ16は、間隙15をその途中で封止している。また、図3に示す状態では、ノズルヘッド42によってシース11の先端開口部113が塞がれてしまうが、各側孔117からは、ガスG3が間隙15内に入り込むので、そのガスG3を確実に排気することができる。
【0108】
スペーサ16の構成材料としては、特に限定されず、例えば、ダックビル弁406についての説明で挙げたような各種弾性材料を用いることができる。
【0109】
以上のような構成の塗布具1のノズル4は、本発明の製造方法(ノズルの製造方法)によって製造されている。以下、この製造方法について説明するが、その前に、当該製造方法で用いるノズル製造用治具(以下単に「治具」と言う)20について説明する。
【0110】
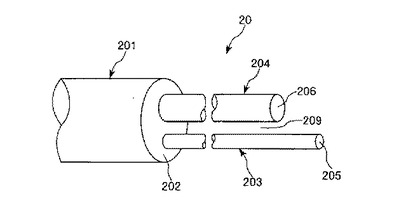
図7に示す治具20は、ノズル4を製造する際に用いられるものである。この治具20は、長尺な治具本体201と、治具本体201の基端面202(基端部)に突出形成された第1の挿入部(第1のマンドレル)203および第2の挿入部(第2のマンドレル)204とを備えている。
【0111】
治具本体201は、円柱状をなし、治具20を使用する際に把持される把持部として機能する。
【0112】
第1の挿入部203は、棒状をなし、第1のチューブ44a内に挿入される部位である(図9参照)。この第1の挿入部203の外径は、第1のチューブ44aに収縮部48が形成される前の第1のチューブ44aの内径よりも小さく、かつ、第1のチューブ44aに収縮部48が形成された際のその収縮部48での第1のチューブ44aの内径と同等である。また、第1の挿入部203の端面205は、丸みを帯びている(図8参照)。これにより、第1の挿入部203を第1のチューブ44aに挿入する際の挿入操作を容易に行なうことができる。
【0113】
第2の挿入部204は、棒状をなし、第1の挿入部203と平行に配置されている。この第2の挿入部204は、第2のチューブ45a内に挿入される部位である(図9参照)。第2の挿入部204の外径は、第2のチューブ45aに収縮部48が形成される前の第2のチューブ45aの内径よりも小さく、かつ、第2のチューブ45aに収縮部48が形成された際のその収縮部48での第2のチューブ45aの内径と同等である。また、第2の挿入部204の端面206は、丸みを帯びている(図8参照)。これにより、第2の挿入部204を第2のチューブ45aに挿入する際の挿入操作を容易に行なうことができる。
【0114】
また、第2の挿入部204は、その長さが第1の挿入部203の長さよりも短い。治具20では、第1の挿入部203と第2の挿入部204との外径同士を比較して、細い方の挿入部には細い方のチューブを確実に挿入し、太い方の挿入部には太い方のチューブを確実に挿入することができることの他、第1の挿入部203と第2の挿入部204との長さ同士を比較しても、細長い方の挿入部には細い方のチューブを確実に挿入し、残った方(他方)の挿入部には太い方のチューブを確実に挿入することができる。このように誤挿入を確実に防止することができる。また、比較的挿入困難な細い方のチューブを先に挿入することができるよう、第1の挿入部203を長くし、挿入容易な太い方のチューブを後に挿入するよう、第2の挿入部204を短くすることで、両チューブを円滑に挿入することができる。
【0115】
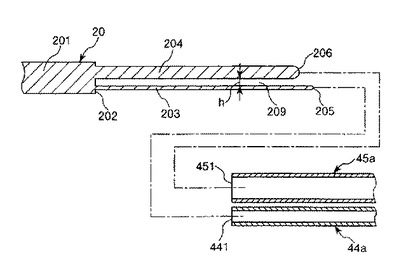
第1の挿入部203の外径と第2の挿入部204の外径と間隙209における間隙距離(ギャップ長)hとの総和は、合流部47の内径よりも小さく設定されている。これにより、一体化した収縮部48に形成される2つの流路は、収縮部48を合流部に嵌合したときに閉塞するのが確実に防止される。
【0116】
なお、治具20の構成材料としては、特に限定されないが、例えば、ステンレス鋼等のような金属材料を用いることができる。また、治具20は、治具本体201と第1の挿入部203と第2の挿入部204とが一体的に形成されたものであってもよいし、治具本体201と第1の挿入部203と第2の挿入部204とをそれぞれ別体で構成し、これらを連結した(接合した)ものであってもよい。
【0117】
次に、ノズル4を製造する製造方法について、図8〜図19を参照しつつ説明する。
この製造方法は、治具装着工程と、収縮部形成工程(一体部形成工程)と、熱収縮チューブ除去工程と、治具抜去工程と、チューブ連結工程と、噴出口装着工程と、カバーチューブ装着工程と、接着剤塗布工程とを有している。
【0118】
[1]治具装着工程
図8に示すように、治具20を用意する。その他、第1のチューブ44aおよび第2のチューブ45aを用意する。
【0119】
また、治具20をその第1の挿入部203、第2の挿入部204を基端側に向け、各挿入部にそれぞれ対応するように第1のチューブ44aおよび第2のチューブ45aを配置する。
【0120】
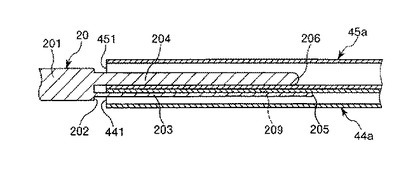
そして、図8に示す状態から第1の挿入部203を第1のチューブ44aの先端部に挿入するとともに、第2の挿入部204を第2のチューブ45aの先端部に挿入する。これにより、図9に示すように、第1の挿入部203が第1のチューブ44aに挿入し、第2の挿入部204が第2のチューブ45aに挿入した挿入状態となる。この挿入状態では、第1のチューブ44aの先端441と第2のチューブ45aの先端451とは、それぞれ、治具20の治具本体201の基端面202から離間している。また、先端441、451同士は、チューブ長手方向に関して同じ位置となっている。
【0121】
[2]収縮部形成工程
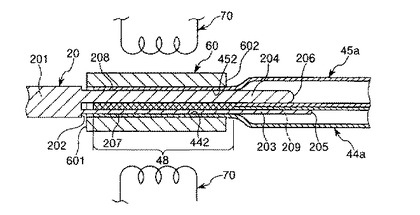
次に、図9に示す挿入状態の第1のチューブ44aの先端部と第2のチューブ45aの先端部とを、熱収縮チューブ60に挿入する。これにより、図10に示すように、熱収縮チューブ60で各チューブの先端部を一括して覆うことができる。
【0122】
ここで用いる熱収縮チューブ60とは、熱収縮性を有する材料で構成されたチューブである。このような材料としては、特に限定されないが、例えば、シリコーン系樹脂、ポリエチレンが挙げられる。また、熱収縮チューブ60を構成する材料(樹脂材料)は、第1のチューブ44aおよび第2のチューブ45aを構成する材料(樹脂材料)と異なるのが好ましい。例えば、第1のチューブ44aおよび第2のチューブ45aがそれぞれウレタン系樹脂で構成されている場合には、熱収縮チューブ60をウレタン系樹脂よりも融点が高いシリコーン系樹脂で構成することができる。後述するようにヒータ70で加熱した際(図11参照)、熱収縮チューブ60が溶融する前に第1のチューブ44aおよび第2のチューブ45aが溶融するため、第1のチューブ44aおよび第2のチューブ45aの先端部同士が融着する。また、熱収縮チューブ60は、熱により収縮するため、第1のチューブ44aおよび第2のチューブ45aの先端部同士を締め付けることとなる。これにより、第1のチューブ44aおよび第2のチューブ45aの先端部同士の融着が確実に行なわれる。また、熱収縮チューブ60は、溶融しないため、第1のチューブ44aおよび第2のチューブ45aの先端部を締め付けても、各チューブと一体化するのが防止される。これにより、以降の工程で熱収縮チューブ60を第1のチューブ44aおよび第2のチューブ45aから容易に除去(剥離)することができる(図12参照)。
【0123】
そして、図11に示すように、熱収縮チューブ60で覆われた部分を当該熱収縮チューブ60ごとヒータ70で加熱する。これにより、熱収縮チューブ60が収縮(縮径)し、この収縮した熱収縮チューブ60によって、第1のチューブ44aおよび第2のチューブ45aの各先端部が締め付けられて収縮変形するとともに、これら先端部同士が融着する。これにより、第1のチューブ44aおよび第2のチューブ45aの先端部同士が一体となった収縮部48を形成することができる。なお、収縮部48の収縮の程度(外径)は、加熱前の第1のチューブ44aの外径と第2のチューブ45aの外径との和よりも小さくなっている。
【0124】
また、ヒータ70で加熱した際、第1のチューブ44aの先端部をその内周面442全周が治具20の第1の挿入部203の外周面207に密着するまで、すなわち、第1のチューブ44aの先端部の内腔をその内径が第1の挿入部203の外径と同等となるように維持しつつ、収縮変形させる。これと同様に、第2のチューブ45aの先端部もその内周面452全周が第2の挿入部204の外周面208に密着するまで、すなわち、第2のチューブ45aの先端部の内腔をその内径が第2の挿入部204の外径と同等となるように維持しつつ、収縮変形させる。これにより、第1のチューブ44aおよび第2のチューブ45aの各先端部がそれぞれ過不足なく収縮した収縮部48を形成することができる。
【0125】
このように形成された収縮部48は、その横断面形状が円形となっている(図6参照)。この収縮部48の外径は、第3のチューブ47aの内径と同等またはそれよりも若干小さい。このように収縮部48がその横断面形状が円形であることにより、以降の工程で収縮部48を第3のチューブ47aを挿入する際(図16参照)、その挿入操作を容易に行なうことができ、また、収縮部48と第3のチューブ47aとが確実に嵌合する。
【0126】
なお、図10に示すように、加熱される前の熱収縮チューブ60の内径は、第1のチューブ44aの内径と第2のチューブ45aの内径との総和よりも大きい。これにより、熱収縮チューブ60に、第1のチューブ44aと第2のチューブ45aとを容易に一括して挿入することができる。
【0127】
また、図10に示す状態では、熱収縮チューブ60の先端601は、第1のチューブ44aの先端441と第2のチューブ45aの先端451よりも先端側に位置している。これにより、熱収縮チューブ60が収縮した際、その収縮力によって各先端441、451をそれぞれ確実に収縮変形させることができる(図11参照)。
【0128】
また、熱収縮チューブ60の基端602は、第1の挿入部203および第2の挿入部204の長手方向の途中に位置している、すなわち、熱収縮チューブ60の長さは、治具20の第1の挿入部203および第2の挿入部204の長さよりも短くなっている。これにより、熱収縮チューブ60を第1の挿入部203(第2の挿入部204についても同様)の長手方向の途中に位置させることができる。そして、この状態で熱収縮チューブ60が収縮した際、その収縮力によって、第1のチューブ44aの収縮部48を形成するのに必要な部分を確実に収縮変形させることができる(第2のチューブ45aについても同様)。
【0129】
[3]熱収縮チューブ除去工程
次に、図12に示すように、前記収縮した熱収縮チューブ60を収縮部48から除去する、すなわち、前記収縮した熱収縮チューブ60から収縮部48を抜去する。前述したように熱収縮チューブ60を加熱しても当該熱収縮チューブ60が第1のチューブ44aおよび第2のチューブ45aと一体化するのが防止されているため、この除去操作(除去作業)を容易に行なうことができる。
【0130】
[4]治具抜去工程
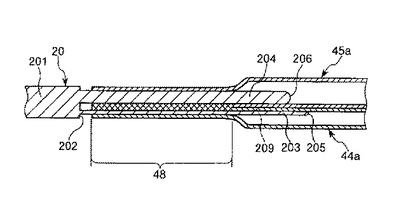
次に、図13に示すように、挿入状態の収縮部48から治具20の第1の挿入部203および第2の挿入部204を抜去する。
【0131】
[5]チューブ連結工程
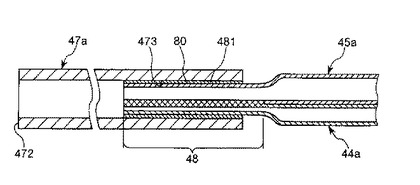
次に、図14に示すように、第3のチューブ47aの基端側と収縮部48の先端側とを対向させる。そして、図15に示すように、第3のチューブ47aの基端部に収縮部48の一部または全部を挿入する。これにより、第3のチューブ47aの基端部に収縮部48が確実に嵌合し、よって、第1のチューブ44aおよび第2のチューブ45aと第3のチューブ47aとが確実に連結する。
【0132】
また、第3のチューブ47aの外径は、加熱前の第1のチューブ44aの外径、すなわち、第1のチューブ44aの収縮部48以外の部分の外径と、加熱前の第2のチューブ45aの外径、すなわち、第2のチューブ45aの収縮部48以外の部分の外径との和とほぼ同等となっている(例えば図4参照)。これにより、カバーチューブ46a内でのデッドスペースが生じるのを抑制することができ、よって、カバーチューブ46aが太くなるのを防止することができる、すなわち、ノズル4の細径化に寄与する。
【0133】
また、図14に示すように、第3のチューブ47aの基端部に収縮部48を挿入する際に、収縮部48の外周面(外周部)481の一部に接着剤80を例えば接着剤塗布具90を用いて塗布する。そして、第3のチューブ47aをその軸回りに回転しつつ、収縮部48の挿入操作を行なう。これにより、第3のチューブ47aの基端部の内周面(内周部)473と収縮部48の外周面481との間に接着剤80が付与される。この接着剤80を介して第3のチューブ47aの基端部と収縮部48とが接着し、よって、第1のチューブ44aおよび第2のチューブ45aと第3のチューブ47aとがより確実に連結する。なお、接着剤80は、図14示す構成では収縮部48の外周面481に塗布されているが、これに限定されず、第3のチューブ47aの基端部の内周面473に塗布されていてもよい。また、接着剤80は、後述する接着剤10と同様(同種)のものを用いることができる。
【0134】
[6]噴出口装着工程
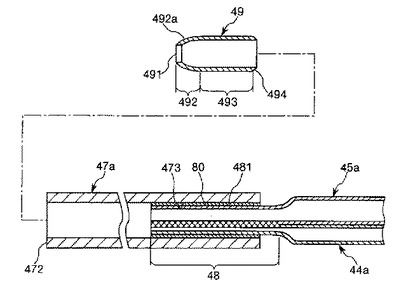
次に、図16に示すように、噴出口形成部材49の基端側と第3のチューブ47aの先端側とを対向させる。そして、図17に示すように、第3のチューブ47aの先端部に、噴出口形成部材49をその途中、すなわち、テーパ部492と外径一定部493との境界部まで挿入する。これにより、第3のチューブ47aの先端部にその内径とほぼ同等の噴出口形成部材49の外径一定部493が嵌合し、よって、噴出口形成部材49を第3のチューブ47aに装着することができる。
【0135】
また、このとき、噴出口形成部材49のテーパ部492(先端部)は、第3のチューブ47aの先端472から突出した突出状態となっている。この突出したテーパ部492の外周面492aは、後述する接着剤塗布工程では、接着剤10を介して第3のチューブ47aの先端472とカバーチューブ46aの先端461とに噴出口形成部材49を接着するための接着代として用いられる。
【0136】
[7]カバーチューブ装着工程
次に、図18に示すように、前記噴出口装着工程で得られた部材をカバーチューブ46a内に挿入する。これにより、カバーチューブ46aが装着される。
【0137】
また、カバーチューブ46aの先端461と第3のチューブ47aの先端472とは、チューブ長手方向に関して同じ位置となっている。
【0138】
[8]接着剤塗布工程
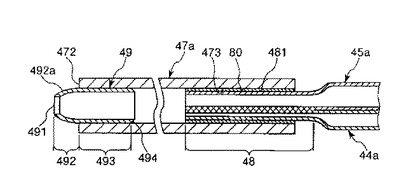
次に、図19に示すように、接着剤塗布具90を用いて、噴出口形成部材49の接着代としてのテーパ部492の外周面492aと、第3のチューブ47aの先端472と、カバーチューブ46aの先端461とに接着剤10を塗布する(付与する)。この接着剤10が硬化すると、その接着剤10を介して噴出口形成部材49が第3のチューブ47aおよびカバーチューブ46aに対して確実に固定される。これにより、ノズル4を得る。
【0139】
また、接着剤10は、硬化した際にその厚さが外方(図19中上下方向)に向かって漸減している。これにより、テーパ部492の第3のチューブ47aの先端472からの突出分を緩和することができる。これにより、例えば、ノズル4のノズルヘッド42が腹腔500内に挿入されたとき、当該ノズル4の先端周辺が生体組織に接触してもその部分で生体組織が損傷するのが確実に防止される。
【0140】
また、この硬化した接着剤10の最大厚さは、噴出口形成部材49のテーパ部492の突出量よりも小さい。これにより、テーパ部492の最先端のみが突出した形状となるため、合流液(混合液)がノズル先端から液垂れしても、テーパ部492の最先端に合流液が留まりづらく、目詰まりが起こりにくい。
【0141】
また、接着剤80は、特に限定されず、例えば、シリコーン系、エポキシ系、アクリル系、シアノアクリレート系、ポリウレタン系等の、紫外線硬化型、可視光硬化型、または電子線硬化型の接着剤を好適に用いることができ、これらの中でも特にシアノアクリレート系が好ましい。
【0142】
また、接着代の長さ、すなわち、第3のチューブ47aの先端472(カバーチューブ46aの先端461)から突出するテーパ部492の突出量は、噴出口形成部材49外径の10〜70%であるのが好ましく、30〜50%であるのがより好ましい。これにより、噴出口形成部材49に接着剤10を塗布するのに必要な塗布面積を十分に確保することができ、よって、接着剤10を介して、噴出口形成部材49を第3のチューブ47aに対して確実に固定することができる。また、突出した噴出口形成部材49が生体に接触した際に傷害を与えるのを防止または抑制することができる。
【0143】
また、テーパ部492の外周面492aは、前述したように丸みを帯びている(テーパ状をなっている)ため、例えば側面視で直線状となっている場合に比べて接着剤10との接着面積が多くなり、よって、接着強度が高まる。
【0144】
また、テーパ部492の外周面492aには、接着剤10との親和性を付与する表面処理が施されていてもよい。この表面処理としては、特に限定されず、例えば、粗面化処理等が挙げられる。テーパ部492の外周面492aが粗面化されている場合、外周面492aが平滑な場合に比べて、接着剤10の外周面492aに対する接着強度が高まる。
【0145】
以上のような製造方法により、ノズル4(塗布具1)が第3のチューブ47aで構成された合流部47を有するものとなる。これにより、合流部47で第1の液体L1と第2の液体L2とが確実に混合することができ、この混合物をノズル4から噴出することができる。
【0146】
また、混合物の噴出口が1つとなるため、ノズル4全体としての太さを抑えることができる、すなわち、ノズル4の細径化に有利となる。これにより、ノズル4を体腔内に容易かつ確実に挿入することができる。
【0147】
また、接着剤10は噴出口形成部材49と第3のチューブ47aとの間に介在しないため、ノズル4の太さが太くなるのが防止され、よって、ノズル4の細径化に有利となる。
【0148】
また、第1の液体L1が通過する第1の液体流路44では、その流路径が絞られている箇所は、第1のチューブ44aの収縮部48となっている。これと同様に、第2の液体L2が通過する第2の液体流路45でも、その流路径が絞られている箇所は、第2のチューブ45aの収縮部48となっている。また、第1の液体L1と第2の液体L2とが通過する合流部47では、その流路径が絞られている箇所は、噴出口形成部材49内となっている。このような構成により、ノズル4から混合物を噴出しているときにノズル4内で圧力損失が生じるのは、主に収縮部48内や噴出口形成部材49内となり、よって、ノズル4全体としての圧力損失を抑制することができる。
【0149】
以上、本発明のノズルの製造方法を図示の実施形態について説明したが、本発明は、これに限定されるものではなく、ノズルの製造方法を構成する各工程は、同様の操作を行なう任意の工程のものと置換することができる。また、任意の工程が付加されていてもよい。
【0150】
また、塗布具は、腹腔内に挿入して用いることができるが、これに限定されず、例えば、胸腔内、子宮内等のような体腔内にも挿入して用いることができる。
【0151】
また、塗布具は、トロカール管から腹腔内にガスを供給して該腹腔を膨張させるような手技に用いられるが、これに限定されず、例えば、腹壁を吊り下げて腹腔の大きさを確保する手技、いわゆる吊り下げ法に用いることもできる。
【0152】
また、腹腔鏡下でトロカール管が複数腹壁に留置されて(穿刺されて)いる場合には、これらのトロカール管のうち、例えば1つのトロカール管からガスが供給され、その他のトロカール管からはガスの供給が停止していることもある。
【0153】
また、ノズル製造用治具は、第1の挿入部と第2の挿入部との長さが異なっているが、第1の挿入部と第2の挿入部との長さ同じであってもよい。
【0154】
また、ノズルの第1のチューブおよび第2のチューブを通過するものは、それぞれ、液体であるのに限定されず、例えば、一方のチューブを通過するものは、液体であり、他方のチューブを通過するものは、気体であってもよい。
【図面の簡単な説明】
【0155】
【図1】ノズルの製造方法によって製造されたノズルを有する塗布具の使用状態の一例を示す概略部分縦断面図である。
【図2】図1に示す塗布具の拡大部分縦断面図である。
【図3】図1に示す塗布具の拡大部分縦断面図である。
【図4】図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)である。
【図5】図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)である。
【図6】図4中のA−A線断面図である。
【図7】ノズルの製造方法で用いられるノズル製造用治具の斜視図である。
【図8】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図9】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図10】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図11】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図12】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図13】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図14】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図15】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図16】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図17】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図18】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図19】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【符号の説明】
【0156】
1 塗布具
2 第1のシリンジ(液体供給手段)
21 外筒
22 縮径部(口部)
23 フランジ
24 ガスケット
26 押し子(プランジャロッド)
29 フランジ
3 第2のシリンジ(液体供給手段)
4 ノズル
42 ノズルヘッド
426 軸線
427 第1テーパ部
428 外径一定部
429 第2テーパ部
43 ノズル本体
431 湾曲部
432 湾曲部より基端側の部分
433 軸線
435 外周面
44 第1の液体流路(第1の液体移送路)
44a 第1のチューブ(第1の流路形成部材)
441 先端
442 内周面
45 第2の液体流路(第2の液体移送路)
45a 第2のチューブ(第2の流路形成部材)
451 先端
452 内周面
46 ガス流路
46a カバーチューブ(ガス流路形成部材)
461 先端
47 合流部(合流空間)
47a 第3のチューブ(合流部形成部材)
471 通気膜
472 先端
473 内周面(内周部)
48 収縮部(一体部)
481 外周面(外周部)
49 噴出口形成部材
491 噴出口
492 テーパ部
492a 外周面
493 外径一定部
494 基端面
7 塗布具本体
71 シリンジ保持部
711 嵌合部
712 挿入部
713 連結部
714 溝
715 接続部
72 フランジ連結部
721 溝
10 接着剤
11 シース(外管)
113 先端開口部
114 縁部
115 フランジ(突部)
116 基端開口部
117 側孔
118 内周面
15 間隙
16 スペーサ(弾性体)
20 ノズル製造用治具(治具)
201 治具本体
202 基端面
203 第1の挿入部(第1のマンドレル)
204 第2の挿入部(第2のマンドレル)
205、206 端面
207、208 外周面
209 間隙
300a、300b ガスボンベ(ガス供給手段)
302a、302b チューブ
40 トロカール管
401 本体部(管状体)
402 ハブ
403 先端開口部
404 ガス供給ポート
405 基端開口部
406 ダックビル弁(弁体)
500 腹腔
501 腹壁
60 熱収縮チューブ
601 先端
602 基端
70 ヒータ
80 接着剤
90 接着剤塗布具
G1、G2 ガス(無菌ガス)
G3 ガス(気体)
L1 第1の液体(第2の流体)
L2 第2の液体(第2の流体)
h 間隙距離(ギャップ長)
θ 傾斜角度
【技術分野】
【0001】
本発明は、ノズルの製造方法に関する。
【背景技術】
【0002】
従来、2種以上の液体を混合して患部等に噴射し、癒着防止材や生体組織接着材などを形成する方法が知られており、そのための塗布具が開発されている。
【0003】
このような塗布具は、混合すると凝固する成分同士、例えばトロンビンを含有する溶液とフィブリノーゲンを含有する溶液を互いに分別した状態で、患部付近まで送り、患部で混合しながら塗布するという構成によるものである。
【0004】
従来の塗布具としては、異なる種類の液体をそれぞれ含有する2つのシリンジからそれぞれ流路が並んだ状態で設置され、両流路の先端、すなわち、各吐出口からそれぞれ液体が広がりながら噴出して、これら液体同士が混合するよう構成されたものがある(例えば、特許文献1参照)。
【0005】
この特許文献1に記載の塗布具のノズルでは、2つの流路(チューブ)が並んで配置され、これに従って、2つの吐出口も並んで配置されている。また、前述したように、各吐出口からは、それぞれ、液体が広がりながら噴出する。このような液体の噴出と前記2つの吐出口の配置とにより、噴出した液体には、2種の液体が混合する部分と、混合せずにその液体のままの部分とが存在することとなる(例えば特許文献1中の図2(a)参照)。このため、患部には、混合が不均一な液体、すなわち、2種の液体が混合した液体と、混合していない(または混合が不十分な)液体とが塗布されるという問題があった。
【0006】
また、特許文献1に記載の塗布具のノズルでは、2つの吐出口が並んで配置されているため、ノズルの大きさ(外径)が比較的大きくなってしまう。このため、この塗布具を用いて例えば体腔内の患部に液体を塗布する際、その体腔内の大きさによっては、ノズルを体腔内に挿入することができない場合があった。
【0007】
また、特許文献1に記載の塗布具に代表される、一般的な塗布具では、各吐出口から噴出する液体がそれぞれ霧状となるようにするために、シリンジから吐出口までの流路の内径をできる限り小さくする。しかしながら、このように流路の全長にわたって内径を小さくすると、当該流路内を液体が通過しているときに、その流路内で圧力損失が過剰に生じてしまう。このため、患部に液体を円滑に(迅速に)塗布することができない。
【0008】
【特許文献1】特開2002−282368号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、ノズルの細径化に有利であり、かつ複数種の流体同士を確実に混合し、その混合流体を噴出しているときにノズル内で圧力損失が生じるのを抑制し得るノズルを製造するノズル製造方法を提供することにある。
【課題を解決するための手段】
【0010】
このような目的は、下記(1)〜(14)の本発明により達成される。
(1) 第1のチューブと、該第1のチューブと平行に配置された第2のチューブと、前記第1のチューブおよび前記第2のチューブの先端部に基端部が接続され、先端部に流体が噴出する部分を有する第3のチューブとを備えるノズルを製造する方法であって、
長尺な治具本体と、該治具本体の端部に突出形成され、前記第1のチューブの内径よりも外径が小さい棒状をなし、前記第1のチューブ内に挿入可能な第1の挿入部と、前記治具本体の端部に前記第1の挿入部と平行に突出形成され、前記第2のチューブの内径よりも外径が小さい棒状をなし、前記第2のチューブ内に挿入可能な第2の挿入部とを備えるノズル製造用治具を用意し、該ノズル製造用治具の前記第1の挿入部を前記第1のチューブの先端部に挿入するとともに、前記第2の挿入部を前記第2のチューブの先端部に挿入した挿入状態とする治具装着工程と、
前記挿入状態で前記第1のチューブの先端部と前記第2のチューブの先端部とを加熱して、前記第1のチューブの先端部の内腔をその内径が前記第1の挿入部の外径と同等となるように維持し、前記第2のチューブの先端部の内腔をその内径が前記第2の挿入部の外径と同等となるように維持しつつ、当該先端部同士を一体化して一体部を形成する一体部形成工程と、
前記挿入状態の前記一体部から前記第1の挿入部および前記第2の挿入部を抜去する治具抜去工程と、
前記第3のチューブの基端部と前記一体部とを連結するチューブ連結工程とを有することを特徴とするノズルの製造方法。
【0011】
(2) 前記一体部形成工程では、熱収縮性を有する熱収縮チューブで、前記挿入状態の前記第1のチューブの先端部と前記第2のチューブの先端部とを一括して覆い、その状態で前記熱収縮チューブごと加熱する上記(1)に記載のノズルの製造方法。
【0012】
(3) 前記熱収縮チューブは、その長さが前記第1の挿入部および前記第2の挿入部の長さよりも短いものであり、
前記一体部形成工程では、前記熱収縮チューブは、前記第1の挿入部および前記第2の挿入部の長手方向の途中に配置される上記(2)に記載のノズルの製造方法。
【0013】
(4) 前記一体部形成工程と前記治具抜去工程との間に、前記熱収縮チューブを除去するチューブ除去工程とを有する上記(2)または(3)に記載のノズルの製造方法。
【0014】
(5) 前記熱収縮チューブと、前記第1のチューブおよび前記第2のチューブとは、互いに異なる樹脂材料で構成されている上記(2)ないし(4)のいずれかに記載のノズルの製造方法。
【0015】
(6) 前記熱収縮チューブは、シリコーン系樹脂で構成され、前記第1のチューブおよび前記第2のチューブは、それぞれ、ウレタン系樹脂で構成されている上記(5)に記載のノズルの製造方法。
【0016】
(7) 前記一体部は、その横断面形状が円形となる上記(1)ないし(6)のいずれかに記載のノズルの製造方法。
【0017】
(8) 前記一体部の外径は、前記加熱前の前記第1のチューブの外径と前記第2のチューブの外径との和よりも小さい上記(7)に記載のノズルの製造方法。
【0018】
(9) 前記第1の挿入部と前記第2の挿入部とは、外径および長さのうちの少なくとも1つの条件が互いに異なる上記(1)ないし(8)のいずれかに記載のノズルの製造方法。
【0019】
(10) 前記第1の挿入部と前記第2の挿入部とは、それぞれ、その先端が丸みを帯びている上記(1)ないし(9)のいずれかに記載のノズルの製造方法。
【0020】
(11) 前記チューブ連結工程では、前記一体部を前記第3のチューブの基端部に挿入する際に、前記一体部の外周部と前記第3のチューブの基端部の内周部との間に接着剤を付与し、該接着剤を介して前記一体部と前記第3のチューブの基端部とを接着する上記(1)ないし(10)のいずれかに記載のノズルの製造方法。
【0021】
(12) 前記ノズルは、前記第3のチューブの先端部に設置され、前記第3のチューブ内を通過した流体が噴出する流体噴出口を形成する筒状をなす噴出口形成部材を備えており、
前記噴出口形成部材を前記第3のチューブに挿入して装着する噴出口装着工程を有する上記(1)ないし(11)のいずれかに記載のノズルの製造方法。
【0022】
(13) 前記噴出口装着工程では、前記噴出口形成部材を前記第3のチューブに挿入した際、前記噴出口形成部材の先端部を前記第3のチューブの先端面から突出した突出状態とする上記(12)に記載のノズルの製造方法。
【0023】
(14) 前記突出状態の先端部の外周面を、接着剤を介して前記第3のチューブの先端面と接着するための接着代として用いて、前記噴出口形成部材を前記チューブに接着する上記(13)に記載のノズルの製造方法。
【発明の効果】
【0024】
本発明によれば、第3のチューブ内で複数種の流体同士が確実に混合することができ、この混合流体をノズルから噴出することができる。
【0025】
また、第1のチューブでは、その内径が絞られている箇所は、第1のチューブの一体部となる。これと同様に、第2のチューブでも、その内径が絞られている箇所は、第2のチューブの一体部となる。このような構成により、ノズルから前記混合流体を噴出しているときにノズル内で圧力損失が生じるのは、主に一体部内となり、よって、ノズル全体としての圧力損失を抑制することができる。
【0026】
また、ノズルが前記混合流体の噴出する部分が1つとなるよう構成可能であるため、ノズル全体としての太さを抑えることができる、すなわち、ノズルの細径化に有利となる。これにより、ノズルを体腔内に容易かつ確実に挿入することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明のノズルの製造方法を添付図面に示す好適な実施形態に基づいて詳細に説明する。
図1は、ノズルの製造方法によって製造されたノズルを有する塗布具の使用状態の一例を示す概略部分縦断面図、図2および図3は、それぞれ、図1に示す塗布具の拡大部分縦断面図、図4および図5は、それぞれ、図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)、図6は、図4中のA−A線断面図、図7は、ノズルの製造方法で用いられるノズル製造用治具の斜視図、図8〜図19は、それぞれ、ノズルの製造方法における各製造工程を順に説明するための縦断面図である。なお、以下では、説明の都合上、図1〜図4、図7〜図19中の右側を「基端(後端)」、左側を「先端」と言う。
【0028】
図1に示すように、塗布具1は、例えば腹腔鏡下手術の際に、腹腔500内に挿入して、液組成が異なる2種の液体(第1の液体(第1の流体)L1、第2の液体(第2の流体)L2)を混合しながら、その混合物(混合液)を臓器や腹壁501等に塗布するものである。塗布具1の腹腔500内への挿入は、腹壁501に予め留置されたトロカール管40を介して行われる。具体的には、塗布具1のノズル4をトロカール管40内に挿入して、そのトロカール管40からノズル4のノズルヘッド42を突出させることにより、塗布具1(ノズルヘッド42)を腹腔500内へ挿入することができる。
【0029】
塗布具1について説明する前に、トロカール管40について説明する。
図1に示すように、トロカール管40は、管状をなす本体部(管状体)401と、本体部401の基端部に設けられたハブ402とを有している。
【0030】
本体部401は、その先端および基端が開口したものである。本体部401の先端開口部403は、本体部401の軸に対して傾斜している。これにより、トロカール管40の先端部が、当該トロカール管40を先端側から腹腔500内に挿入するのに容易な形状となる。よって、トロカール管40の腹腔500内への挿入操作を容易に行うことができる。
【0031】
ハブ402は、内径および外径が本体部401よりも拡径した部位であり、本体部401内に連通している。
【0032】
ハブ402の外周部には、ガス供給ポート404が突出形成されている。ガス供給ポート404は、チューブ302aを介してガスボンベ(ガス供給手段)300aと接続されている。ガスボンベ300aから供給されたガス(無菌ガス)G1は、チューブ302a、ガス供給ポート404、ハブ402内、本体部401内を順に通過し、腹腔500内に供給される(図1参照)。このガスG1の供給により、腹腔500内の気腹圧(体内圧)が大気圧よりも例えば8〜12mmHg程度上昇して、当該腹腔500が膨張する。これにより、腹腔500は、腹腔鏡下手術を施すのに十分な大きさとなる。なお、ガスボンベ300aは、後述するガスボンベ300bと同様の構成であり、ここでは、その説明を省略する。
【0033】
また、ハブ402の基端開口部405には、当該基端開口部405を覆うようにダックビル弁(弁体)406が設置されている。ダックビル弁406は、塗布具1がトロカール管40に挿入されていない状態では閉口(閉塞)し、塗布具1が挿入されると開口するものである。このダックビル弁406により、塗布具1が挿入された状態でもガスG1が基端開口部405から流出するのを防止することができ、よって、ガスG1が効率よく、確実に腹腔500内に供給される。ダックビル弁406の構成材料としては、特に限定されないが、例えば、天然ゴム、ブチルゴム、イソプレンゴム、ブタジエンゴム、スチレン−ブタジエンゴム、シリコーンゴムのような各種ゴム材料や、ポリウレタン系、ポリエステル系、ポリアミド系、オレフィン系、スチレン系等の各種熱可塑性エラストマー、あるいはそれらの混合物等の弾性材料が挙げられる。
【0034】
また、本体部401およびハブ402は、一体的に形成されていてもよいし、それぞれを別体で構成し、これら別体同士が連結固定されていてもよい。本体部401およびハブ402の構成材料としては、例えば、ポリ塩化ビニル、ポリエチレン、環状ポリオレフィン、ポリスチレン、ポリ−(4−メチルペンテン−1)、ポリカーボネート、アクリル樹脂、アクリルニトリル−ブタジエン−スチレン共重合体、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ブタジエン−スチレン共重合体、ポリアミド(例えば、ナイロン6、ナイロン6・6、ナイロン6・10、ナイロン12)のような各種樹脂が挙げられるが、その中でも、成形が容易であり、かつ水蒸気透過性が低い点で、ポリプロピレン、環状ポリオレフィン、ポリエステルのような樹脂が好ましい。
【0035】
前述したように、塗布具1は、液組成が異なる2種の液体(第1の液体L1、第2の液体L2)を混合しながら塗布するものである(図1〜図3参照)。塗布具1は、第1の液体L1を収納する第1のシリンジ(液体供給手段)2と、第2の液体L2を収納する第2のシリンジ(液体供給手段)3とをそれぞれ装填して用いられる。第1のシリンジ2と第2のシリンジ3とは、ほぼ同様の構成であるため、代表的に第1のシリンジ2について説明する。
【0036】
第1のシリンジ2は、外筒(シリンジ外筒)21と、外筒21内で摺動し得るガスケット24と、ガスケット24を外筒21の長手方向(軸方向)に沿って移動操作する押し子(プランジャロッド)26とを備えている。ガスケット24は、押し子26の先端に連結されている。
【0037】
外筒21は、有底筒状の部材で構成され、先端側底部の中央部には、外筒21の胴部に対し縮径した縮径部(口部)22が一体的に突出形成されている。
【0038】
外筒21の後端外周には、フランジ23が一体的に形成されている。
また、外筒21の外周面には、液量を示す目盛りが付されている。
【0039】
外筒21の構成材料としては、特に限定されないが、例えば、トロカール管40についての説明で上げたような各種樹脂を用いることができる。なお、外筒21の構成材料は、内部の視認性を確保するために、実質的に透明であるのが好ましい。
【0040】
このような外筒21内には、弾性材料で構成されたガスケット24が収納されて(挿入されて)いる。ガスケット24の外周面が外筒21の内周面に密着しつつ摺動することにより、外筒21内を液密性を確実に保持しつつ、第1の液体L1を口部22に向けて押し出すことができる。ガスケット24の構成材料としては、特に限定されないが、例えば、トロカール管40のダックビル弁406についての説明で挙げたような弾性材料を用いることができる。
【0041】
ガスケット24の移動は、押し子26を移動操作することにより行われる。押し子26は、長尺な部材であり、その基端側には、円盤状のフランジ29が形成されている。また、押し子26の構成材料としては、前述した外筒21と同様のものを用いることができる。
【0042】
第1のシリンジ2は、塗布具1に装填される以前に、外筒21とガスケット24とで囲まれた空間(貯液空間)に、第1の液体L1が充填される。第2のシリンジ3には、外筒21とガスケット24とで囲まれた空間(貯液空間)に、第2の液体L2が充填される。
【0043】
第1のシリンジ2に充填される第1の液体L1と、第2のシリンジ3に充填される第2の液体L2とは、それらの組成(成分)が異なるものである。
【0044】
第1の液体L1と第2の液体L2とは、塗布具1の用途、使用目的、症例等に応じて適宜選定される。例えば、生体組織接着材の投与に使用する場合、第1の液体L1および第2の液体L2のうちの一方は、トロンビンを含有する液体(溶液等)、他方はフィブリノーゲンを含有する液体(溶液等)とすることができる。
【0045】
また、癒着防止材の投与に使用する場合、第1の液体L1および第2の液体L2のうちの一方は、スクシンイミジル基で修飾したカルボキシメチルデキストリンを含有する液体(溶液等)、他方は、リン酸水素二ナトリウムを含有する液体(溶液等)とすることができる。
【0046】
このような組み合わせの第1の液体L1および第2の液体L2は、それらを混合すると、変質、すなわち、ゲル化(固化)する。ゲル化することにより、例えば、第1の液体L1と第2の液体L2とが混合したもの(以下、「混合物(混合液)」という場合がある)が、塗布された生体組織(目的部位)に確実に留まることができる。また、混合物が目的部位に確実に留まるため、当該目的部位において、生体組織接着材や癒着防止材としての機能を確実に発揮することができる。
【0047】
なお、第1の液体L1および第2の液体L2の種類および組み合わせは、上述したものに限定されないことは、言うまでもない。また、本実施形態では、第1の液体L1の粘度(粘性)は、第2の液体L2の粘度(粘性)よりも低くなっている。
【0048】
このような構成の第1のシリンジ2および第2のシリンジ3は、後述するノズル4に接続され、各押し子26を押圧操作することより、ノズル4の第1の液体流路44に第1の液体L1を、第2の液体流路45に第2の液体L2を容易かつ確実に供給する(送る)ことができる。また、各押し子26の押圧操作は、塗布具1の操作者(使用者)により手動で行なわれる。このため、操作者は、混合物の塗布を自身の任意のタイミングで行なうことができる。
【0049】
また、塗布具1は、第1の液体L1と第2の液体L2とをガスG2とともに噴出するものである(図1〜図3参照)。このガスG2により、前記混合物が霧化され、前記混合物を目的部位(患部等の目標部位)に均一に塗布することができる。ガスG2は、ガスボンベ300bにより供給される。ガスボンベ300bは、チューブ302bを介してノズルと接続されている。
【0050】
ガスボンベ300bは、その内部空間に高圧の(圧縮された)無菌ガスG2(以下、単に「ガスG2」と言う)が充填されており、高速に流れるガスG2を塗布具1(ノズル4)に供給する(送る)ことができる。このガスボンベ300bまたはチューブ302bの途中には、塗布具1に対するガスGの供給/供給停止を制御する開閉自在なバルブ(コック)(図示せず)が設置されている。前記混合物を塗布ときには、このバルブを開状態にする。
【0051】
図1〜図3に示すように、塗布具1は、塗布具本体7と、塗布具本体7の先端側に設置された長尺なノズル4と、ノズル4が挿通するシース(外管)11とを備えている。
【0052】
図1に示すように、塗布具本体7は、第1のシリンジ2の外筒21と第2のシリンジ3の外筒21とを保持するシリンジ保持部71と、第1のシリンジ2の押し子26のフランジ29と第2のシリンジ3の押し子26のフランジ29とを連結するフランジ連結部72とで構成されている。
【0053】
シリンジ保持部71は、第1のシリンジ2(外筒21)および第2のシリンジ3(外筒21)を並べて(並列に)固定するものである。このシリンジ保持部71は、各外筒21の口部22が嵌合する(挿入される)嵌合部711と、嵌合部711よりも基端側に位置し、各外筒21のフランジ23の縁部が挿入される挿入部712と、嵌合部711と挿入部712とを連結する連結部713とを有している。
【0054】
嵌合部711に各外筒21の口部22が嵌合すると、第1のシリンジ2の口部22は、ノズル4の第1の液体流路44に接続され、第2のシリンジ3の口部22は、第2の液体流路(液体流路(液体移送路))45に接続される。これにより、第1の液体流路44に第1の液体L1を、第2の液体流路45に第2の液体L2を供給可能となる(図4参照)。
【0055】
また、嵌合部711の外周部には、ガスボンベ300bからのガスG2が通過するチューブ302bの端部が接続される接続部715が突出形成されている。接続部715にチューブ302bが接続されると、当該チューブ302bは、ノズル4のガス流路46に接続される。これにより、ガス流路46にガスG2を供給可能となる(図4参照)。
【0056】
挿入部712には、各外筒21のフランジ23の縁部が挿入される溝714が形成されている。
【0057】
シリンジ保持部71では、嵌合部711に各外筒21の口部22が嵌合し、挿入部712(溝714)に外筒21のフランジ23が挿入されることにより、各外筒21を確実に保持することできる。
【0058】
フランジ連結部72は、第1のシリンジ2の押し子26のフランジ29と第2のシリンジ3の押し子26のフランジ29とを連結する板状の部材である。フランジ連結部72には、各押し子26のフランジ29の縁部が挿入される溝721が形成されている。このフランジ連結部72を先端方向に向かって押圧することにより、各押し子26を一括して先端方向に向かって移動させることができる。このように、フランジ連結部72は、塗布具1を使用する、すなわち、混合物を患部等の目標部位に塗布するとき、使用者によって押圧操作される操作部として機能するものである。
【0059】
シリンジ保持部71およびフランジ連結部72の構成材料としては、例えば、トロカール管40についての説明で上げたような各種樹脂を用いることができる。
【0060】
塗布具本体7の先端側には、ノズル4が設置されている。このノズル4は、ガスG2とともに第1の液体L1、第2の液体L2(混合物)を噴出するものである。
【0061】
図2〜図4に示すように、ノズル4は、長尺状のノズル本体43と、ノズル本体43の先端側に位置するノズルヘッド42とに分けることができる。
【0062】
図4に示すように、ノズル4(ノズル本体43)は、第1のシリンジ2からの第1の液体L1が通過する第1の液体流路(第1の液体移送路)44と、第2のシリンジ3からの第2の液体L2が通過する第2の液体流路(第2の液体移送路)45と、各流路を通過した第1の液体流路44と第2の液体L2とが合流する合流部(合流空間)47と、ガスボンベ300bからのガスG2が通過するガス流路46とを有している。
【0063】
第1の液体流路44は、第1のチューブ(第1の流路形成部材)44aで構成されて(形成されて(画成されて))いる。第1のチューブ44aは、その基端部が第1のシリンジ2の口部22に接続される位置まで延在している。
【0064】
第2の液体流路45は、第2のチューブ(第2の流路形成部材)45aで構成されて(形成されて(画成されて))いる。第2のチューブ45aは、その基端部が第2のシリンジ3の口部22に接続される位置まで延在している。
【0065】
第1のチューブ44aと第2のチューブ45aとは、同じ(同種の)材料で構成され、その材料としては、例えばポリ塩化ビニル、ポリアミド、ポリウレタン、ポリプロピレン、ポリテトラフルオロエチレン、シリコーンゴム、ポリエチレン、ナイロン、エチレン−酢酸ビニル共重合体等のような可撓性を有する材料が挙げられる。これにより、図11〜図13に示すように、ノズル4を製造する過程で、第1のチューブ44aおよび第2のチューブ45aの先端部同士を確実に融着し、これらを一体化することができる。以下、この一体化した部分を「収縮部(一体部)48」と言う。
【0066】
図4に示すように、第1のチューブ44aの内径と第2のチューブ45aの内径とは互いに大きさが異なっており、すなわち、第1のチューブ44aの内径は第2のチューブ45aの内径よりも小さくなっており、さらに、収縮部48では、その大小関係が顕著になっている。具体的には、第1のチューブ44aの収縮部48以外の部分の内径は第2のチューブ45aの収縮部48以外の部分の内径の30〜70%となっており、第1のチューブ44aの収縮部48での内径は第2のチューブ45aの収縮部48での内径の10〜50%となっている。
【0067】
これは、前述したように第1の液体L1の粘度(粘性)が第2の液体L2の粘度(粘性)よりも低くなっているので、第1のチューブ44a内を第1の液体L1が通過する際の当該第1の液体L1に対する流路抵抗と、第2のチューブ45a内を第2の液体L2が通過する際の当該第2の液体L2に対する流路抵抗とをほぼ同等とするためである。各液体における流路抵抗が互いに同じとなっていることにより、第1のシリンジ2の押し子26と第2のシリンジ3の押し子26とを連結するフランジ連結部72を押圧した際、例えば一方の押し子26が他方の押し子26よりも移動し難くなる等のような不具合が防止され、その押圧操作を安定して行なうことができる。
【0068】
図4に示すように、第1のチューブ44aと第2のチューブ45aとが一体化した部分である収縮部48は、合流部47を形成する第3のチューブ(合流部形成部材)47aの基端部に接続されている。第3のチューブ47aは、第1のチューブ44aおよび第2のチューブ45aに連通し、第1のチューブ44a内を通過した(流下した)第1の液体L1と、第2のチューブ45a内を通過した(流下した)第2の液体L2とが流入することができる。これにより、第3のチューブ47a(合流部47)内で第1の液体L1と第2の液体L2とが合流し、よって、均一に混合することができる(図4参照)。これにより、混合物を好適な状態(混合が均一な状態)で患部へ塗布することができる。
【0069】
また、第3のチューブ47aは、その壁部が通気膜471で構成されたものである。これにより、ガス流路46内のガスG2が通気膜471を介して(透過して)、第3のチューブ47a内に流入する。この流入したガスG2は、混合物とともに、噴出口491から噴出する(図4参照)。これにより、混合物が霧状になり、患部に塗布される。
【0070】
また、図5に示すように、混合物の噴出が停止した際には、通気膜471を介して流入したガスG2が、第3のチューブ47a内の混合物を確実に外方へ押し出す(吹き飛ばす)。これにより、噴出口491に混合物が残留するのが防止される。よって、当該噴出口491(ノズル4)に目詰まりが生じるのが防止される。
【0071】
このようなガスG2が透過する通気膜471には、多数の細孔(図示せず)が形成されている。各細孔は、それぞれ通気膜471をその厚さ方向に貫通するものである。これらの細孔の平均孔径は、特に限定されないが、例えば、2μm以下が好ましい。このような細孔を有する通気膜471としては、例えば、住友電工ファインポリマー社製「ポアフロンチューブ(TB−0201)」が挙げられる。これは、平均孔径が約1μmの通気膜471である。
【0072】
また、孔径を0.01〜0.45μmとすることにより、ガスG2が確実に透過できるとともに、通気膜471が菌不透過性を有することになる。通気膜471が菌不透過性を有することにより、仮にボンベ300b内のガスG2が無菌状態のものでない場合であっても、通気膜471でガスG2内の菌類が除去され、当該菌類が第3のチューブ47a内に流入するのが確実に防止される。これにより、無菌状態の混合物を患部へ塗布することができる。
【0073】
また、通気膜471の膜厚(壁圧)は、特に限定されず、例えば、0.1〜1mmであるのが好ましく、0.3〜0.8mmであるのがより好ましい。
【0074】
また、通気膜471の表面積(外周面の面積)は、20〜200mm2であるのが好ましく、40〜100mm2であるのがより好ましい。
【0075】
通気膜471は、第1の液体L1や第2の液体L2に対して不透過性(撥水性)、すなわち、疎水性を有している。これにより、通気膜471を介して、第3のチューブ47a内の混合液がカバーチューブ46a(ガス流路46)内に逆流する(流れ込む)のが確実に防止される。このような通気膜471は、疎水性を有する材料で構成されたもの、または、その表面が疎水化処理が施されたものである。疎水性を有する材料(構成材料)としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレンとヘキサフルオロプロピレンの共重合体(FEP)、テトラフルオロエチレンとパーフルオロアルキルビニルエーテルの共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、エチレンとテトラフルオロエチレンの共重合体(ETFE)、エチレンとクロロトリフルオロエチレンの共重合体(ECTFE)、ポリプロピレン(PP)等が挙げられる。通気膜471は、これらの材料を、延伸法、ミクロ相分離法、電子線エッチング法、焼結法、アルゴンプラズマ粒子等の方法で多孔質としたものが好適に用いられる。また、疎水化処理の方法としては、特に限定されず、例えば、通気膜471の表面に、前記疎水性を有する材料(例えばフッ素系樹脂材料)をコーティングする方法等が挙げられる。
【0076】
図4に示すように、第3のチューブ47aの先端部には、噴出口形成部材(ノズルチップ(nozzle tip))49が設置されて(挿入されて)いる。噴出口形成部材49は、筒状体(筒体)で構成され、その先端開口部が、混合液が噴出する液体噴出口491を形成する部材である。
【0077】
また、図16に示すように、この噴出口形成部材49は、外形が砲弾形状をなしている。すなわち、噴出口形成部材49は、その先端部に設けられたテーパ状をなすテーパ部492と、テーパ部492の基端に設けられた外径一定部493とで構成されている。
【0078】
テーパ部492は、その外径が先端方向に向かって漸減した、すなわち、その外周面492aが丸みを帯びた部分である。このテーパ部492は、第3のチューブ47aに固定された(装着された)状態では、第3のチューブ47aの先端(先端面)472から突出している。このようにテーパ部492が突出していることにより、図19に示すように、噴出口形成部材49を第3のチューブ47aに固定する際、当該テーパ部492の外周面492aを、接着剤10を介して第3のチューブ47aの先端472とカバーチューブ46aの先端(先端面)461とに接着するための接着代として用いることができる。また、テーパ部492の外周面492aが丸みを帯びていることにより、ノズル4のノズルヘッド42を腹腔500内に挿入した際に、テーパ部492の外周面492aが臓器や腹壁501等に当接した場合でも、これらの生体組織が外周面492aで損傷を受けるのを確実に防止することができる。また、テーパ部492では、その内径も先端方向に向かって漸減している。これにより、混合物は、噴出口491から噴出する際に確実に霧化する。
【0079】
テーパ部492の基端側に位置する外径一定部493は、その外径が長手方向に沿って一定となった部分である。また、外径一定部493の外径は、第3のチューブ47aの内径とほぼ同等となっている。これにより、外径一定部493を第3のチューブ47aに嵌合する(挿入する)ことができ、よって、この嵌合による固定方法と、前述した接着による固定方法との相乗効果により、第3のチューブ47aに対して噴出口形成部材49をより確実に固定することができる。
【0080】
また、噴出口形成部材49の基端面494には、面取り加工が施されている(図16参照)。これにより、噴出口形成部材49をその基端側から第3のチューブ47aに挿入する際の挿入操作を容易に行なうことができる(図16、図17参照)。
【0081】
噴出口形成部材49は、第3のチューブ47aと異なる硬質の材料(硬質材料)で構成されているのが好ましい。この材料としては、特に限定されないが、例えば、トロカール管40の本体部401やハブ402についての説明で挙げたような樹脂材料やステンレス鋼等のような金属材料を用いることができる。噴出口形成部材49がこのような樹脂材料で構成されている場合には、噴出口形成部材49を第3のチューブ47aに固定する際の固定方法として、前述した接着による方法の他、融着(熱融着、高周波融着、超音波融着等)による方法が可能となる。また、噴出口形成部材49の構成材料としてステンレス鋼のような金属材料を用いた場合、X線透視下でノズル4の先端部の位置確認を補助することができる。
【0082】
図4に示すように、ガスG2が通過するガス流路46は、第1の液体流路44および第2の液体流路45をそれぞれ構成する第1のチューブ44aおよび第2のチューブ45aの外周側に位置する、すなわち、第1のチューブ44aおよび第2のチューブ45aが挿通されたカバーチューブ(ガス流路形成部材)46aで構成されている。カバーチューブ46aは、その先端内周部が第3のチューブ47aの先端外周部と嵌合している。また、カバーチューブ46aの先端461と、第3のチューブ47aの先端472とは、ノズル4の長手方向で同じ位置となっている。また、このカバーチューブ46aは、その基端部が塗布具本体7の接続部715を介してチューブ302bに接続される位置まで延在している。
【0083】
カバーチューブ46aの構成材料としては、特に限定されないが、例えば、第1のチューブ44aや第2のチューブ45aと同様の可撓性を有する材料を用いることができる。
【0084】
以上のような構成のノズル本体43は、先端部(先端側)に、湾曲または屈曲しており、可撓性(柔軟性)を有する湾曲部431を有している(図1、図2参照)。湾曲部431は、本実施形態では、その先端が斜め下側を向くように、湾曲または屈曲している。この湾曲部431により、ノズルヘッド42の軸線426は、ノズル本体43の軸線(厳密には、ノズル本体43の湾曲部431より基端側の部分432の軸線)433に対して傾斜している(図2参照)。
【0085】
湾曲部431が後述するシース11により規制されることなく湾曲または屈曲した状態のときの、ノズル本体43の軸線433に対するノズルヘッド42の軸線426の傾斜角度θは、30〜90°程度であるのが好ましく、45〜70°程度であるのがより好ましい。
【0086】
また、図4に示すように、ノズル本体43の先端側に位置するノズルヘッド42は、外形形状が円柱状をなし、外径が先端方向に向かって漸増する第1テーパ部427と、外径が長手方向(軸線426)に沿って一定の外径一定部428と、外径が先端方向に向かって漸減する第2テーパ部429とが基端側からこの順に配置されたものである。
【0087】
第1テーパ部427が形成されていることにより、ノズル4が図2に示す状態から図3に示す状態に変化するとき、シース11の先端開口部113の内側の縁部114が第1テーパ部427に沿って、円滑に移動することができる。これにより、ノズルヘッド42をシース11内に確実に導入することができる。なお、縁部114は、丸みを帯びているのが好ましい。これにより、縁部114が第1テーパ部427に沿ってより円滑に移動することができる。
【0088】
第1テーパ部427よりも先端側には、第2テーパ部429が位置している。この第2テーパ部429が形成されていることにより、例えば図3に示す状態で塗布具1をトロカール管40に挿入する際、第2テーパ部429がトロカール管40のダックビル弁406を円滑に通過することができる。これにより、塗布具1のトロカール管40への挿入操作を容易に行うことができる。また、第2テーパ部429の基端の外径は、シース11の内径よりも大きい。これにより、ノズルヘッド42がシース11内に入り込んでしまうこと、すなわち、ノズルヘッド42の先端がシース11の先端よりも基端側に移動してしまうのを防止することができる。
【0089】
第1テーパ部427と第2テーパ部429との間には、外径一定部428が位置している。外径一定部428の外径は、第1テーパ部427の先端の外径(最大外径)と同じであり、また、シース11の内径と同等またはそれよりも若干大きい。これにより、図3に示すように、ノズルヘッド42の軸線426とノズル本体43の軸線433とが一致する際に、外径一定部428(第1テーパ部427の先端も含む)がシース11の先端開口部113に入り込んで嵌合する。よって、ノズルヘッド42の軸線426とノズル本体43の軸線433とが一致した状態を維持することができる。また、この維持された状態のまま混合物を腹腔500内の目的部位に塗布することができる。塗布具1では、外径一定部428と第1テーパ部427の先端(一部)とをシース11の先端開口部113と嵌合する「嵌合部」ということができる。
【0090】
図2(図1、図3も同様)に示すように、塗布具1は、ノズル本体43の湾曲部431の形状を規制する形状規制部材としての機能を有するシース11を有している。このシース11は、その先端および基端がそれぞれ開口した長尺状の管体で構成されており、その内部には、ノズル4(ノズル本体43)が挿通し(挿入され)ている。本実施形態では、シース11は、湾曲部431よりも先端側の部分(ノズルヘッド42の外径一定部428)からノズル本体43の基端部の近傍まで挿入されるようになっている。また、シース11は、ノズル本体43に対し、ノズル本体43の長手方向(軸方向)に沿って移動可能になっている。
【0091】
このシース11は、湾曲部431の一部または全部を覆ったときに当該湾曲部431の形状を規制し(矯正し)得るように、硬質材料で構成されており、必要かつ十分な剛性を有し、さらには低摺動性を有していることが望ましい。
【0092】
シース11の構成材料としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ポリテトラフルオロエチレン等のフッ素樹脂、ポリカーボネート、ポリエチレンテレフタレート、ポリアミド等の硬質樹脂、ステンレス鋼、アルミニウム、銅または銅系合金等の各種金属材料、各種ガラス、アルミナ、シリカ等の各種セラミックスが挙げられる。
【0093】
前述したように、シース11をノズル本体43の長手方向に沿って移動操作することができる。この移動操作により、シース11内に湾曲部431が挿入されて、シース11の先端からの湾曲部431の突出長を調整し、その湾曲部431の形状を矯正する(変更する)ことができる(図2、図3参照)。これにより、ノズル本体43の軸線433に対するノズルヘッド42の軸線426の傾斜角度θ(ノズルヘッド42の方向)を調整することができる。換言すれば、シース11は、図3に示すように、湾曲部431がシース11により矯正(規制)されて直線状となり、ノズルヘッド42の軸線426の方向とノズル本体43の軸線433の方向とが一致する第1の位置(傾斜角度θ=0°)と、図2に示すように、湾曲部431がシース11により規制されることなく湾曲または屈曲した状態となり、ノズル本体43の軸線433がノズルヘッド42の軸線426に対して傾斜する第2の位置(傾斜角度θが最大傾斜角度)との間で移動し得るようになっている。これにより、シース11を第1の位置と第2の位置との間の所定の位置に移動させることで、傾斜角度θを0°から最大傾斜角度までの範囲内で自在に調整することができる。
【0094】
このように、シース11を移動してこの傾斜角度θを適宜調整することによってノズルヘッド42の傾斜角度θを変えつつ、当該ノズルヘッド42から混合物を腹腔500内の複数の箇所(例えば臓器や腹壁501)に向けて噴霧することができる。従って、塗布具1は、腹腔500内で混合物を容易かつ確実に広範囲にわたって塗布することができるものである。なお、塗布具1では、外力が付与されていない自然状態での湾曲部431の湾曲の程度(傾斜角度θ)を適宜設定することにより(例えば「U」字状)、塗布具1の生体への挿入方向に位置する臓器に対向する腹壁501の裏面(裏側)にも混合物を塗布することができる。
【0095】
また、シース11には、その基端外周部に、板状のフランジ(突部)115が突出形成されている。このフランジ115を把持して、シース11の長手方向に沿って移動操作することにより、当該シース11を移動させることができる。このように、フランジ115は、シース11を移動させる際の操作部として機能する。
【0096】
前述したように、塗布具1は、トロカール管40に挿入した状態で用いられる。この状態で、塗布具1を先端方向に押圧していくと、シース11のフランジ115がハブ402の基端開口部405(基端部)に当接することとなる。これにより、シース11のトロカール管40に対する先端方向への移動限界を規制することができ、よって、シース11の基端部がトロカール管40内に不本意に入り込んでしまうこと、すなわち、シース11の基端部がトロカール管40の基端開口部405よりも先端側に移動してしまうのを防止することができる。これにより、シース11の基端部(一部)がトロカール管40の基端開口部405から確実に突出して、その突出した部分を把持することができる。よって、シース11を移動操作することができる。このように、フランジ115は、シース11のトロカール管40に対する先端方向への移動限界を規制する規制手段としても機能する。
【0097】
なお、前記傾斜角度θを調整する操作と、第1の液体L1および第2の液体L2を吐出(噴出)する操作とは、どのような順番でも行うこともできる。
【0098】
すなわち、傾斜角度θを調整する操作と、第1の液体L1および第2の液体L2を噴出する操作とを同時に行ってもよく、また、第1の液体L1および第2の液体L2を噴出する操作を先に開始し、その後、傾斜角度θを調整する操作を行ってもよい。これらの場合は、それぞれ、第1の液体L1および第2の液体L2の噴出を開始した後、傾斜角度θの調整により、塗布を行う範囲を広げることができる。また、傾斜角度θを調整する操作を先に行って、その後、第1の液体L1および第2の液体L2を噴出する操作を行ってもよい。
【0099】
また、図2、図3に示すように、シース11とノズル4との間には、間隙15が形成されている。この間隙15は、シース11(ノズル4)の長手方向に沿って、すなわち、シース11の先端開口部113から基端開口部116にわたって形成されている。
【0100】
また、シース11には、先端開口部113よりも基端側に、壁部を貫通する2つの側孔117が形成されている。これらの側孔117は、シース11の長手方向に関して同じ位置に、シース11の軸を介して対向配置されている。各側孔117は、間隙15に連通しており、腹腔500内のガスG3が間隙15内に流入する流入口(ガスG3を取り入れる取入れ口)として機能する(図2、図3参照)。なお、側孔117の形成数は、2つに限定されず、例えば、1つまたは3つ以上であってもよい。
【0101】
このような間隙15は、腹腔500内のガス(気体)G3を体外へ排出する排気路として機能する。以下、これについて説明する。
【0102】
図1に示すように、腹腔500内には、トロカール管40からガスG1が噴出し、塗布具1(ノズルヘッド42)から混合物とともにガスG2が噴出する。前述したように、ガスG1によって、腹腔500内の気腹圧が上昇して当該腹腔500が膨張する。また、腹腔500内の気腹圧は、ガスG2によっても上昇してしまい、これによって、当該腹腔500がさらに膨張しようとする。しかしながら、腹腔500内のガスG3(ガスG1、G2を含む)は、各側孔117を介して、間隙15内に流入する(図2、図3参照)。そして、ガスG3は、間隙15内を流下し、基端開口部116から排出される(図2、図3参照)。これにより、腹腔500内の気腹圧の過剰な上昇を抑制(または防止)することができ、腹腔500がさらに膨張しようとするのを防止することができる。
【0103】
また、前述したように、塗布具1は、腹腔500内で混合物を容易かつ確実に広範囲にわたって塗布することができるよう構成されたものである。腹腔500内で混合物が広範囲にわたって塗布されるため、当該混合物の噴出量も多くなり、これに伴ってガスG2の噴出量も多くなる。多量のガスG2が噴出されると腹腔500内の気腹圧が上昇しそうになるが、前記間隙の排気作用により、その上昇を抑えることができる。このように、塗布具1は、腹腔500内で混合物を広範囲にわたって塗布する場合にも有効である。
【0104】
間隙15の途中には、ノズル4の外周方向に沿ったリング状のスペーサ(弾性体)16が設置されている(図2、図3参照)。このスペーサ16は、その外周面がシース11の内周面118に固定され、内周面がノズル本体43の外周面435に当接している。スペーサ16の内周面は、シース11が移動したときにノズル本体43の外周面435を摺動し、ノズル本体43の外周面435とスペーサ16の内周面との間に摩擦抵抗が生じる。
【0105】
このような構成のスペーサ16は、シース11を移動して停止させた際、その停止位置でシース11のノズル4の長手方向に対する位置決めを行う位置決め手段として機能する。これにより、ノズルヘッド42の傾斜角度θを維持することができ、この状態のまま混合物を噴出することができる。
【0106】
また、スペーサ16は、シース11の内周面118とノズル本体43の外周面435との間で圧縮された状態で設置されている。これにより、スペーサ16は、その径方向には変形し難いものとなり、間隙15の間隙距離(ギャップ長)を規制する(維持する)機能も発揮する。これにより、シース11の内周面118とノズル本体43の外周面435とが接して、間隙15(排気路)の途中が閉塞するのを確実に防止することができ、ガスG3を間隙15を介してより確実に排気することができる。
【0107】
図2に示すように、スペーサ16は、各側孔117よりも先端側に配置されている。この位置でスペーサ16は、間隙15をその途中で封止している。また、図3に示す状態では、ノズルヘッド42によってシース11の先端開口部113が塞がれてしまうが、各側孔117からは、ガスG3が間隙15内に入り込むので、そのガスG3を確実に排気することができる。
【0108】
スペーサ16の構成材料としては、特に限定されず、例えば、ダックビル弁406についての説明で挙げたような各種弾性材料を用いることができる。
【0109】
以上のような構成の塗布具1のノズル4は、本発明の製造方法(ノズルの製造方法)によって製造されている。以下、この製造方法について説明するが、その前に、当該製造方法で用いるノズル製造用治具(以下単に「治具」と言う)20について説明する。
【0110】
図7に示す治具20は、ノズル4を製造する際に用いられるものである。この治具20は、長尺な治具本体201と、治具本体201の基端面202(基端部)に突出形成された第1の挿入部(第1のマンドレル)203および第2の挿入部(第2のマンドレル)204とを備えている。
【0111】
治具本体201は、円柱状をなし、治具20を使用する際に把持される把持部として機能する。
【0112】
第1の挿入部203は、棒状をなし、第1のチューブ44a内に挿入される部位である(図9参照)。この第1の挿入部203の外径は、第1のチューブ44aに収縮部48が形成される前の第1のチューブ44aの内径よりも小さく、かつ、第1のチューブ44aに収縮部48が形成された際のその収縮部48での第1のチューブ44aの内径と同等である。また、第1の挿入部203の端面205は、丸みを帯びている(図8参照)。これにより、第1の挿入部203を第1のチューブ44aに挿入する際の挿入操作を容易に行なうことができる。
【0113】
第2の挿入部204は、棒状をなし、第1の挿入部203と平行に配置されている。この第2の挿入部204は、第2のチューブ45a内に挿入される部位である(図9参照)。第2の挿入部204の外径は、第2のチューブ45aに収縮部48が形成される前の第2のチューブ45aの内径よりも小さく、かつ、第2のチューブ45aに収縮部48が形成された際のその収縮部48での第2のチューブ45aの内径と同等である。また、第2の挿入部204の端面206は、丸みを帯びている(図8参照)。これにより、第2の挿入部204を第2のチューブ45aに挿入する際の挿入操作を容易に行なうことができる。
【0114】
また、第2の挿入部204は、その長さが第1の挿入部203の長さよりも短い。治具20では、第1の挿入部203と第2の挿入部204との外径同士を比較して、細い方の挿入部には細い方のチューブを確実に挿入し、太い方の挿入部には太い方のチューブを確実に挿入することができることの他、第1の挿入部203と第2の挿入部204との長さ同士を比較しても、細長い方の挿入部には細い方のチューブを確実に挿入し、残った方(他方)の挿入部には太い方のチューブを確実に挿入することができる。このように誤挿入を確実に防止することができる。また、比較的挿入困難な細い方のチューブを先に挿入することができるよう、第1の挿入部203を長くし、挿入容易な太い方のチューブを後に挿入するよう、第2の挿入部204を短くすることで、両チューブを円滑に挿入することができる。
【0115】
第1の挿入部203の外径と第2の挿入部204の外径と間隙209における間隙距離(ギャップ長)hとの総和は、合流部47の内径よりも小さく設定されている。これにより、一体化した収縮部48に形成される2つの流路は、収縮部48を合流部に嵌合したときに閉塞するのが確実に防止される。
【0116】
なお、治具20の構成材料としては、特に限定されないが、例えば、ステンレス鋼等のような金属材料を用いることができる。また、治具20は、治具本体201と第1の挿入部203と第2の挿入部204とが一体的に形成されたものであってもよいし、治具本体201と第1の挿入部203と第2の挿入部204とをそれぞれ別体で構成し、これらを連結した(接合した)ものであってもよい。
【0117】
次に、ノズル4を製造する製造方法について、図8〜図19を参照しつつ説明する。
この製造方法は、治具装着工程と、収縮部形成工程(一体部形成工程)と、熱収縮チューブ除去工程と、治具抜去工程と、チューブ連結工程と、噴出口装着工程と、カバーチューブ装着工程と、接着剤塗布工程とを有している。
【0118】
[1]治具装着工程
図8に示すように、治具20を用意する。その他、第1のチューブ44aおよび第2のチューブ45aを用意する。
【0119】
また、治具20をその第1の挿入部203、第2の挿入部204を基端側に向け、各挿入部にそれぞれ対応するように第1のチューブ44aおよび第2のチューブ45aを配置する。
【0120】
そして、図8に示す状態から第1の挿入部203を第1のチューブ44aの先端部に挿入するとともに、第2の挿入部204を第2のチューブ45aの先端部に挿入する。これにより、図9に示すように、第1の挿入部203が第1のチューブ44aに挿入し、第2の挿入部204が第2のチューブ45aに挿入した挿入状態となる。この挿入状態では、第1のチューブ44aの先端441と第2のチューブ45aの先端451とは、それぞれ、治具20の治具本体201の基端面202から離間している。また、先端441、451同士は、チューブ長手方向に関して同じ位置となっている。
【0121】
[2]収縮部形成工程
次に、図9に示す挿入状態の第1のチューブ44aの先端部と第2のチューブ45aの先端部とを、熱収縮チューブ60に挿入する。これにより、図10に示すように、熱収縮チューブ60で各チューブの先端部を一括して覆うことができる。
【0122】
ここで用いる熱収縮チューブ60とは、熱収縮性を有する材料で構成されたチューブである。このような材料としては、特に限定されないが、例えば、シリコーン系樹脂、ポリエチレンが挙げられる。また、熱収縮チューブ60を構成する材料(樹脂材料)は、第1のチューブ44aおよび第2のチューブ45aを構成する材料(樹脂材料)と異なるのが好ましい。例えば、第1のチューブ44aおよび第2のチューブ45aがそれぞれウレタン系樹脂で構成されている場合には、熱収縮チューブ60をウレタン系樹脂よりも融点が高いシリコーン系樹脂で構成することができる。後述するようにヒータ70で加熱した際(図11参照)、熱収縮チューブ60が溶融する前に第1のチューブ44aおよび第2のチューブ45aが溶融するため、第1のチューブ44aおよび第2のチューブ45aの先端部同士が融着する。また、熱収縮チューブ60は、熱により収縮するため、第1のチューブ44aおよび第2のチューブ45aの先端部同士を締め付けることとなる。これにより、第1のチューブ44aおよび第2のチューブ45aの先端部同士の融着が確実に行なわれる。また、熱収縮チューブ60は、溶融しないため、第1のチューブ44aおよび第2のチューブ45aの先端部を締め付けても、各チューブと一体化するのが防止される。これにより、以降の工程で熱収縮チューブ60を第1のチューブ44aおよび第2のチューブ45aから容易に除去(剥離)することができる(図12参照)。
【0123】
そして、図11に示すように、熱収縮チューブ60で覆われた部分を当該熱収縮チューブ60ごとヒータ70で加熱する。これにより、熱収縮チューブ60が収縮(縮径)し、この収縮した熱収縮チューブ60によって、第1のチューブ44aおよび第2のチューブ45aの各先端部が締め付けられて収縮変形するとともに、これら先端部同士が融着する。これにより、第1のチューブ44aおよび第2のチューブ45aの先端部同士が一体となった収縮部48を形成することができる。なお、収縮部48の収縮の程度(外径)は、加熱前の第1のチューブ44aの外径と第2のチューブ45aの外径との和よりも小さくなっている。
【0124】
また、ヒータ70で加熱した際、第1のチューブ44aの先端部をその内周面442全周が治具20の第1の挿入部203の外周面207に密着するまで、すなわち、第1のチューブ44aの先端部の内腔をその内径が第1の挿入部203の外径と同等となるように維持しつつ、収縮変形させる。これと同様に、第2のチューブ45aの先端部もその内周面452全周が第2の挿入部204の外周面208に密着するまで、すなわち、第2のチューブ45aの先端部の内腔をその内径が第2の挿入部204の外径と同等となるように維持しつつ、収縮変形させる。これにより、第1のチューブ44aおよび第2のチューブ45aの各先端部がそれぞれ過不足なく収縮した収縮部48を形成することができる。
【0125】
このように形成された収縮部48は、その横断面形状が円形となっている(図6参照)。この収縮部48の外径は、第3のチューブ47aの内径と同等またはそれよりも若干小さい。このように収縮部48がその横断面形状が円形であることにより、以降の工程で収縮部48を第3のチューブ47aを挿入する際(図16参照)、その挿入操作を容易に行なうことができ、また、収縮部48と第3のチューブ47aとが確実に嵌合する。
【0126】
なお、図10に示すように、加熱される前の熱収縮チューブ60の内径は、第1のチューブ44aの内径と第2のチューブ45aの内径との総和よりも大きい。これにより、熱収縮チューブ60に、第1のチューブ44aと第2のチューブ45aとを容易に一括して挿入することができる。
【0127】
また、図10に示す状態では、熱収縮チューブ60の先端601は、第1のチューブ44aの先端441と第2のチューブ45aの先端451よりも先端側に位置している。これにより、熱収縮チューブ60が収縮した際、その収縮力によって各先端441、451をそれぞれ確実に収縮変形させることができる(図11参照)。
【0128】
また、熱収縮チューブ60の基端602は、第1の挿入部203および第2の挿入部204の長手方向の途中に位置している、すなわち、熱収縮チューブ60の長さは、治具20の第1の挿入部203および第2の挿入部204の長さよりも短くなっている。これにより、熱収縮チューブ60を第1の挿入部203(第2の挿入部204についても同様)の長手方向の途中に位置させることができる。そして、この状態で熱収縮チューブ60が収縮した際、その収縮力によって、第1のチューブ44aの収縮部48を形成するのに必要な部分を確実に収縮変形させることができる(第2のチューブ45aについても同様)。
【0129】
[3]熱収縮チューブ除去工程
次に、図12に示すように、前記収縮した熱収縮チューブ60を収縮部48から除去する、すなわち、前記収縮した熱収縮チューブ60から収縮部48を抜去する。前述したように熱収縮チューブ60を加熱しても当該熱収縮チューブ60が第1のチューブ44aおよび第2のチューブ45aと一体化するのが防止されているため、この除去操作(除去作業)を容易に行なうことができる。
【0130】
[4]治具抜去工程
次に、図13に示すように、挿入状態の収縮部48から治具20の第1の挿入部203および第2の挿入部204を抜去する。
【0131】
[5]チューブ連結工程
次に、図14に示すように、第3のチューブ47aの基端側と収縮部48の先端側とを対向させる。そして、図15に示すように、第3のチューブ47aの基端部に収縮部48の一部または全部を挿入する。これにより、第3のチューブ47aの基端部に収縮部48が確実に嵌合し、よって、第1のチューブ44aおよび第2のチューブ45aと第3のチューブ47aとが確実に連結する。
【0132】
また、第3のチューブ47aの外径は、加熱前の第1のチューブ44aの外径、すなわち、第1のチューブ44aの収縮部48以外の部分の外径と、加熱前の第2のチューブ45aの外径、すなわち、第2のチューブ45aの収縮部48以外の部分の外径との和とほぼ同等となっている(例えば図4参照)。これにより、カバーチューブ46a内でのデッドスペースが生じるのを抑制することができ、よって、カバーチューブ46aが太くなるのを防止することができる、すなわち、ノズル4の細径化に寄与する。
【0133】
また、図14に示すように、第3のチューブ47aの基端部に収縮部48を挿入する際に、収縮部48の外周面(外周部)481の一部に接着剤80を例えば接着剤塗布具90を用いて塗布する。そして、第3のチューブ47aをその軸回りに回転しつつ、収縮部48の挿入操作を行なう。これにより、第3のチューブ47aの基端部の内周面(内周部)473と収縮部48の外周面481との間に接着剤80が付与される。この接着剤80を介して第3のチューブ47aの基端部と収縮部48とが接着し、よって、第1のチューブ44aおよび第2のチューブ45aと第3のチューブ47aとがより確実に連結する。なお、接着剤80は、図14示す構成では収縮部48の外周面481に塗布されているが、これに限定されず、第3のチューブ47aの基端部の内周面473に塗布されていてもよい。また、接着剤80は、後述する接着剤10と同様(同種)のものを用いることができる。
【0134】
[6]噴出口装着工程
次に、図16に示すように、噴出口形成部材49の基端側と第3のチューブ47aの先端側とを対向させる。そして、図17に示すように、第3のチューブ47aの先端部に、噴出口形成部材49をその途中、すなわち、テーパ部492と外径一定部493との境界部まで挿入する。これにより、第3のチューブ47aの先端部にその内径とほぼ同等の噴出口形成部材49の外径一定部493が嵌合し、よって、噴出口形成部材49を第3のチューブ47aに装着することができる。
【0135】
また、このとき、噴出口形成部材49のテーパ部492(先端部)は、第3のチューブ47aの先端472から突出した突出状態となっている。この突出したテーパ部492の外周面492aは、後述する接着剤塗布工程では、接着剤10を介して第3のチューブ47aの先端472とカバーチューブ46aの先端461とに噴出口形成部材49を接着するための接着代として用いられる。
【0136】
[7]カバーチューブ装着工程
次に、図18に示すように、前記噴出口装着工程で得られた部材をカバーチューブ46a内に挿入する。これにより、カバーチューブ46aが装着される。
【0137】
また、カバーチューブ46aの先端461と第3のチューブ47aの先端472とは、チューブ長手方向に関して同じ位置となっている。
【0138】
[8]接着剤塗布工程
次に、図19に示すように、接着剤塗布具90を用いて、噴出口形成部材49の接着代としてのテーパ部492の外周面492aと、第3のチューブ47aの先端472と、カバーチューブ46aの先端461とに接着剤10を塗布する(付与する)。この接着剤10が硬化すると、その接着剤10を介して噴出口形成部材49が第3のチューブ47aおよびカバーチューブ46aに対して確実に固定される。これにより、ノズル4を得る。
【0139】
また、接着剤10は、硬化した際にその厚さが外方(図19中上下方向)に向かって漸減している。これにより、テーパ部492の第3のチューブ47aの先端472からの突出分を緩和することができる。これにより、例えば、ノズル4のノズルヘッド42が腹腔500内に挿入されたとき、当該ノズル4の先端周辺が生体組織に接触してもその部分で生体組織が損傷するのが確実に防止される。
【0140】
また、この硬化した接着剤10の最大厚さは、噴出口形成部材49のテーパ部492の突出量よりも小さい。これにより、テーパ部492の最先端のみが突出した形状となるため、合流液(混合液)がノズル先端から液垂れしても、テーパ部492の最先端に合流液が留まりづらく、目詰まりが起こりにくい。
【0141】
また、接着剤80は、特に限定されず、例えば、シリコーン系、エポキシ系、アクリル系、シアノアクリレート系、ポリウレタン系等の、紫外線硬化型、可視光硬化型、または電子線硬化型の接着剤を好適に用いることができ、これらの中でも特にシアノアクリレート系が好ましい。
【0142】
また、接着代の長さ、すなわち、第3のチューブ47aの先端472(カバーチューブ46aの先端461)から突出するテーパ部492の突出量は、噴出口形成部材49外径の10〜70%であるのが好ましく、30〜50%であるのがより好ましい。これにより、噴出口形成部材49に接着剤10を塗布するのに必要な塗布面積を十分に確保することができ、よって、接着剤10を介して、噴出口形成部材49を第3のチューブ47aに対して確実に固定することができる。また、突出した噴出口形成部材49が生体に接触した際に傷害を与えるのを防止または抑制することができる。
【0143】
また、テーパ部492の外周面492aは、前述したように丸みを帯びている(テーパ状をなっている)ため、例えば側面視で直線状となっている場合に比べて接着剤10との接着面積が多くなり、よって、接着強度が高まる。
【0144】
また、テーパ部492の外周面492aには、接着剤10との親和性を付与する表面処理が施されていてもよい。この表面処理としては、特に限定されず、例えば、粗面化処理等が挙げられる。テーパ部492の外周面492aが粗面化されている場合、外周面492aが平滑な場合に比べて、接着剤10の外周面492aに対する接着強度が高まる。
【0145】
以上のような製造方法により、ノズル4(塗布具1)が第3のチューブ47aで構成された合流部47を有するものとなる。これにより、合流部47で第1の液体L1と第2の液体L2とが確実に混合することができ、この混合物をノズル4から噴出することができる。
【0146】
また、混合物の噴出口が1つとなるため、ノズル4全体としての太さを抑えることができる、すなわち、ノズル4の細径化に有利となる。これにより、ノズル4を体腔内に容易かつ確実に挿入することができる。
【0147】
また、接着剤10は噴出口形成部材49と第3のチューブ47aとの間に介在しないため、ノズル4の太さが太くなるのが防止され、よって、ノズル4の細径化に有利となる。
【0148】
また、第1の液体L1が通過する第1の液体流路44では、その流路径が絞られている箇所は、第1のチューブ44aの収縮部48となっている。これと同様に、第2の液体L2が通過する第2の液体流路45でも、その流路径が絞られている箇所は、第2のチューブ45aの収縮部48となっている。また、第1の液体L1と第2の液体L2とが通過する合流部47では、その流路径が絞られている箇所は、噴出口形成部材49内となっている。このような構成により、ノズル4から混合物を噴出しているときにノズル4内で圧力損失が生じるのは、主に収縮部48内や噴出口形成部材49内となり、よって、ノズル4全体としての圧力損失を抑制することができる。
【0149】
以上、本発明のノズルの製造方法を図示の実施形態について説明したが、本発明は、これに限定されるものではなく、ノズルの製造方法を構成する各工程は、同様の操作を行なう任意の工程のものと置換することができる。また、任意の工程が付加されていてもよい。
【0150】
また、塗布具は、腹腔内に挿入して用いることができるが、これに限定されず、例えば、胸腔内、子宮内等のような体腔内にも挿入して用いることができる。
【0151】
また、塗布具は、トロカール管から腹腔内にガスを供給して該腹腔を膨張させるような手技に用いられるが、これに限定されず、例えば、腹壁を吊り下げて腹腔の大きさを確保する手技、いわゆる吊り下げ法に用いることもできる。
【0152】
また、腹腔鏡下でトロカール管が複数腹壁に留置されて(穿刺されて)いる場合には、これらのトロカール管のうち、例えば1つのトロカール管からガスが供給され、その他のトロカール管からはガスの供給が停止していることもある。
【0153】
また、ノズル製造用治具は、第1の挿入部と第2の挿入部との長さが異なっているが、第1の挿入部と第2の挿入部との長さ同じであってもよい。
【0154】
また、ノズルの第1のチューブおよび第2のチューブを通過するものは、それぞれ、液体であるのに限定されず、例えば、一方のチューブを通過するものは、液体であり、他方のチューブを通過するものは、気体であってもよい。
【図面の簡単な説明】
【0155】
【図1】ノズルの製造方法によって製造されたノズルを有する塗布具の使用状態の一例を示す概略部分縦断面図である。
【図2】図1に示す塗布具の拡大部分縦断面図である。
【図3】図1に示す塗布具の拡大部分縦断面図である。
【図4】図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)である。
【図5】図1の塗布具におけるノズルの先端側の部分の縦断面図(使用状態を示す図)である。
【図6】図4中のA−A線断面図である。
【図7】ノズルの製造方法で用いられるノズル製造用治具の斜視図である。
【図8】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図9】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図10】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図11】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図12】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図13】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図14】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図15】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図16】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図17】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図18】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【図19】ノズルの製造方法における各製造工程を順に説明するための縦断面図である。
【符号の説明】
【0156】
1 塗布具
2 第1のシリンジ(液体供給手段)
21 外筒
22 縮径部(口部)
23 フランジ
24 ガスケット
26 押し子(プランジャロッド)
29 フランジ
3 第2のシリンジ(液体供給手段)
4 ノズル
42 ノズルヘッド
426 軸線
427 第1テーパ部
428 外径一定部
429 第2テーパ部
43 ノズル本体
431 湾曲部
432 湾曲部より基端側の部分
433 軸線
435 外周面
44 第1の液体流路(第1の液体移送路)
44a 第1のチューブ(第1の流路形成部材)
441 先端
442 内周面
45 第2の液体流路(第2の液体移送路)
45a 第2のチューブ(第2の流路形成部材)
451 先端
452 内周面
46 ガス流路
46a カバーチューブ(ガス流路形成部材)
461 先端
47 合流部(合流空間)
47a 第3のチューブ(合流部形成部材)
471 通気膜
472 先端
473 内周面(内周部)
48 収縮部(一体部)
481 外周面(外周部)
49 噴出口形成部材
491 噴出口
492 テーパ部
492a 外周面
493 外径一定部
494 基端面
7 塗布具本体
71 シリンジ保持部
711 嵌合部
712 挿入部
713 連結部
714 溝
715 接続部
72 フランジ連結部
721 溝
10 接着剤
11 シース(外管)
113 先端開口部
114 縁部
115 フランジ(突部)
116 基端開口部
117 側孔
118 内周面
15 間隙
16 スペーサ(弾性体)
20 ノズル製造用治具(治具)
201 治具本体
202 基端面
203 第1の挿入部(第1のマンドレル)
204 第2の挿入部(第2のマンドレル)
205、206 端面
207、208 外周面
209 間隙
300a、300b ガスボンベ(ガス供給手段)
302a、302b チューブ
40 トロカール管
401 本体部(管状体)
402 ハブ
403 先端開口部
404 ガス供給ポート
405 基端開口部
406 ダックビル弁(弁体)
500 腹腔
501 腹壁
60 熱収縮チューブ
601 先端
602 基端
70 ヒータ
80 接着剤
90 接着剤塗布具
G1、G2 ガス(無菌ガス)
G3 ガス(気体)
L1 第1の液体(第2の流体)
L2 第2の液体(第2の流体)
h 間隙距離(ギャップ長)
θ 傾斜角度
【特許請求の範囲】
【請求項1】
第1のチューブと、該第1のチューブと平行に配置された第2のチューブと、前記第1のチューブおよび前記第2のチューブの先端部に基端部が接続され、先端部に流体が噴出する部分を有する第3のチューブとを備えるノズルを製造する方法であって、
長尺な治具本体と、該治具本体の端部に突出形成され、前記第1のチューブの内径よりも外径が小さい棒状をなし、前記第1のチューブ内に挿入可能な第1の挿入部と、前記治具本体の端部に前記第1の挿入部と平行に突出形成され、前記第2のチューブの内径よりも外径が小さい棒状をなし、前記第2のチューブ内に挿入可能な第2の挿入部とを備えるノズル製造用治具を用意し、該ノズル製造用治具の前記第1の挿入部を前記第1のチューブの先端部に挿入するとともに、前記第2の挿入部を前記第2のチューブの先端部に挿入した挿入状態とする治具装着工程と、
前記挿入状態で前記第1のチューブの先端部と前記第2のチューブの先端部とを加熱して、前記第1のチューブの先端部の内腔をその内径が前記第1の挿入部の外径と同等となるように維持し、前記第2のチューブの先端部の内腔をその内径が前記第2の挿入部の外径と同等となるように維持しつつ、当該先端部同士を一体化して一体部を形成する一体部形成工程と、
前記挿入状態の前記一体部から前記第1の挿入部および前記第2の挿入部を抜去する治具抜去工程と、
前記第3のチューブの基端部と前記一体部とを連結するチューブ連結工程とを有することを特徴とするノズルの製造方法。
【請求項2】
前記一体部形成工程では、熱収縮性を有する熱収縮チューブで、前記挿入状態の前記第1のチューブの先端部と前記第2のチューブの先端部とを一括して覆い、その状態で前記熱収縮チューブごと加熱する請求項1に記載のノズルの製造方法。
【請求項3】
前記熱収縮チューブは、その長さが前記第1の挿入部および前記第2の挿入部の長さよりも短いものであり、
前記一体部形成工程では、前記熱収縮チューブは、前記第1の挿入部および前記第2の挿入部の長手方向の途中に配置される請求項2に記載のノズルの製造方法。
【請求項4】
前記一体部形成工程と前記治具抜去工程との間に、前記熱収縮チューブを除去するチューブ除去工程とを有する請求項2または3に記載のノズルの製造方法。
【請求項5】
前記熱収縮チューブと、前記第1のチューブおよび前記第2のチューブとは、互いに異なる樹脂材料で構成されている請求項2ないし4のいずれかに記載のノズルの製造方法。
【請求項6】
前記熱収縮チューブは、シリコーン系樹脂で構成され、前記第1のチューブおよび前記第2のチューブは、それぞれ、ウレタン系樹脂で構成されている請求項5に記載のノズルの製造方法。
【請求項7】
前記一体部は、その横断面形状が円形となる請求項1ないし6のいずれかに記載のノズルの製造方法。
【請求項8】
前記一体部の外径は、前記加熱前の前記第1のチューブの外径と前記第2のチューブの外径との和よりも小さい請求項7に記載のノズルの製造方法。
【請求項9】
前記第1の挿入部と前記第2の挿入部とは、外径および長さのうちの少なくとも1つの条件が互いに異なる請求項1ないし8のいずれかに記載のノズルの製造方法。
【請求項10】
前記第1の挿入部と前記第2の挿入部とは、それぞれ、その先端が丸みを帯びている請求項1ないし9のいずれかに記載のノズルの製造方法。
【請求項11】
前記チューブ連結工程では、前記一体部を前記第3のチューブの基端部に挿入する際に、前記一体部の外周部と前記第3のチューブの基端部の内周部との間に接着剤を付与し、該接着剤を介して前記一体部と前記第3のチューブの基端部とを接着する請求項1ないし10のいずれかに記載のノズルの製造方法。
【請求項12】
前記ノズルは、前記第3のチューブの先端部に設置され、前記第3のチューブ内を通過した流体が噴出する流体噴出口を形成する筒状をなす噴出口形成部材を備えており、
前記噴出口形成部材を前記第3のチューブに挿入して装着する噴出口装着工程を有する請求項1ないし11のいずれかに記載のノズルの製造方法。
【請求項13】
前記噴出口装着工程では、前記噴出口形成部材を前記第3のチューブに挿入した際、前記噴出口形成部材の先端部を前記第3のチューブの先端面から突出した突出状態とする請求項12に記載のノズルの製造方法。
【請求項14】
前記突出状態の先端部の外周面を、接着剤を介して前記第3のチューブの先端面と接着するための接着代として用いて、前記噴出口形成部材を前記チューブに接着する請求項13に記載のノズルの製造方法。
【請求項1】
第1のチューブと、該第1のチューブと平行に配置された第2のチューブと、前記第1のチューブおよび前記第2のチューブの先端部に基端部が接続され、先端部に流体が噴出する部分を有する第3のチューブとを備えるノズルを製造する方法であって、
長尺な治具本体と、該治具本体の端部に突出形成され、前記第1のチューブの内径よりも外径が小さい棒状をなし、前記第1のチューブ内に挿入可能な第1の挿入部と、前記治具本体の端部に前記第1の挿入部と平行に突出形成され、前記第2のチューブの内径よりも外径が小さい棒状をなし、前記第2のチューブ内に挿入可能な第2の挿入部とを備えるノズル製造用治具を用意し、該ノズル製造用治具の前記第1の挿入部を前記第1のチューブの先端部に挿入するとともに、前記第2の挿入部を前記第2のチューブの先端部に挿入した挿入状態とする治具装着工程と、
前記挿入状態で前記第1のチューブの先端部と前記第2のチューブの先端部とを加熱して、前記第1のチューブの先端部の内腔をその内径が前記第1の挿入部の外径と同等となるように維持し、前記第2のチューブの先端部の内腔をその内径が前記第2の挿入部の外径と同等となるように維持しつつ、当該先端部同士を一体化して一体部を形成する一体部形成工程と、
前記挿入状態の前記一体部から前記第1の挿入部および前記第2の挿入部を抜去する治具抜去工程と、
前記第3のチューブの基端部と前記一体部とを連結するチューブ連結工程とを有することを特徴とするノズルの製造方法。
【請求項2】
前記一体部形成工程では、熱収縮性を有する熱収縮チューブで、前記挿入状態の前記第1のチューブの先端部と前記第2のチューブの先端部とを一括して覆い、その状態で前記熱収縮チューブごと加熱する請求項1に記載のノズルの製造方法。
【請求項3】
前記熱収縮チューブは、その長さが前記第1の挿入部および前記第2の挿入部の長さよりも短いものであり、
前記一体部形成工程では、前記熱収縮チューブは、前記第1の挿入部および前記第2の挿入部の長手方向の途中に配置される請求項2に記載のノズルの製造方法。
【請求項4】
前記一体部形成工程と前記治具抜去工程との間に、前記熱収縮チューブを除去するチューブ除去工程とを有する請求項2または3に記載のノズルの製造方法。
【請求項5】
前記熱収縮チューブと、前記第1のチューブおよび前記第2のチューブとは、互いに異なる樹脂材料で構成されている請求項2ないし4のいずれかに記載のノズルの製造方法。
【請求項6】
前記熱収縮チューブは、シリコーン系樹脂で構成され、前記第1のチューブおよび前記第2のチューブは、それぞれ、ウレタン系樹脂で構成されている請求項5に記載のノズルの製造方法。
【請求項7】
前記一体部は、その横断面形状が円形となる請求項1ないし6のいずれかに記載のノズルの製造方法。
【請求項8】
前記一体部の外径は、前記加熱前の前記第1のチューブの外径と前記第2のチューブの外径との和よりも小さい請求項7に記載のノズルの製造方法。
【請求項9】
前記第1の挿入部と前記第2の挿入部とは、外径および長さのうちの少なくとも1つの条件が互いに異なる請求項1ないし8のいずれかに記載のノズルの製造方法。
【請求項10】
前記第1の挿入部と前記第2の挿入部とは、それぞれ、その先端が丸みを帯びている請求項1ないし9のいずれかに記載のノズルの製造方法。
【請求項11】
前記チューブ連結工程では、前記一体部を前記第3のチューブの基端部に挿入する際に、前記一体部の外周部と前記第3のチューブの基端部の内周部との間に接着剤を付与し、該接着剤を介して前記一体部と前記第3のチューブの基端部とを接着する請求項1ないし10のいずれかに記載のノズルの製造方法。
【請求項12】
前記ノズルは、前記第3のチューブの先端部に設置され、前記第3のチューブ内を通過した流体が噴出する流体噴出口を形成する筒状をなす噴出口形成部材を備えており、
前記噴出口形成部材を前記第3のチューブに挿入して装着する噴出口装着工程を有する請求項1ないし11のいずれかに記載のノズルの製造方法。
【請求項13】
前記噴出口装着工程では、前記噴出口形成部材を前記第3のチューブに挿入した際、前記噴出口形成部材の先端部を前記第3のチューブの先端面から突出した突出状態とする請求項12に記載のノズルの製造方法。
【請求項14】
前記突出状態の先端部の外周面を、接着剤を介して前記第3のチューブの先端面と接着するための接着代として用いて、前記噴出口形成部材を前記チューブに接着する請求項13に記載のノズルの製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】

【図15】
【図16】
【図17】
【図18】

【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2010−51696(P2010−51696A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−221702(P2008−221702)
【出願日】平成20年8月29日(2008.8.29)
【出願人】(000109543)テルモ株式会社 (2,232)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月29日(2008.8.29)
【出願人】(000109543)テルモ株式会社 (2,232)
【Fターム(参考)】
[ Back to top ]