
ノズル位置制御装置及び方法
【課題】ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減する連続めっき装置及び方法を提供する。
【解決手段】連続溶融めっき装置1において、めっき浴3から鉛直方向に引き上げられた金属帯2の表面に気体を吹き付けるワイピングノズル9の位置を制御するために、所定の可動範囲内でワイピングノズル9を鉛直方向に移動する移動機構30と、金属帯2に隣接して配置され、金属帯2の振幅を検出する検出部20と、検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で金属帯2の振幅が許容値以下となる垂直位置を決定し、移動機構30を制御してワイピングノズル9を当該垂直位置に移動させる制御部40を設ける。
【解決手段】連続溶融めっき装置1において、めっき浴3から鉛直方向に引き上げられた金属帯2の表面に気体を吹き付けるワイピングノズル9の位置を制御するために、所定の可動範囲内でワイピングノズル9を鉛直方向に移動する移動機構30と、金属帯2に隣接して配置され、金属帯2の振幅を検出する検出部20と、検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で金属帯2の振幅が許容値以下となる垂直位置を決定し、移動機構30を制御してワイピングノズル9を当該垂直位置に移動させる制御部40を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ノズル位置制御装置及び方法に関し、特に、連続溶融めっき装置において金属帯の振動に伴う溶融金属の目付量のバラツキを低減するためのノズル位置制御装置及び方法に関する。
【背景技術】
【0002】
金属帯(例えば鋼帯)の連続溶融めっき装置は、亜鉛などの溶融金属を満たしためっき浴中に、鋼帯の進行方向を転換するためのシンクロールと、シンクロールから鉛直方向に引き上げられる鋼帯の形状を矯正する上下サポートロールとが配設され、めっき浴外にワイピングノズルが設けられている。この連続溶融めっき装置では、めっき浴内に斜め下方に向けて導入された鋼帯は、シンクロールによりその進行方向を鉛直方向上方に転換された後に、上下サポートロールの間を通過してめっき浴外に引き上げられ、ワイピングノズルから吹き付けられる気体により、鋼帯表面に付着した余剰の溶融金属が払拭され、所定の目付量に制御される。
【0003】
上記のような連続溶融めっき装置では、めっき浴から鉛直方向に引き上げられた鋼帯は、様々な要因により振動する。かかる鋼帯の振動が大きいと、操業中にワイピングノズルと鋼帯表面との間の距離が変動するため、ワイピングノズルによる鋼帯表面に対する気体の吹き付け圧力が変動する。この結果、上記鋼帯振動が原因で、鋼帯表面の溶融金属の目付量が不均一になってしまうという問題があった。
【0004】
従来では、上記鋼帯の振動を抑制するために各種の制振機構が考案されている。例えば、特許文献1には、サポートロールを支持するフレームに振動検出手段を取り付け、ワイピングノズルの直上に鋼帯の振れ量を検出する検出手段を配置し、検出されたフレーム振動及び鋼帯の振れ量が小さくなるように、サポートロールの押し込み量を調節して、フレーム振動を抑える方法が開示されている。
【0005】
また、特許文献2には、走行する鋼板の両面に電磁石を鋼板幅方向に複数対配置し、かつ、電磁石に近接して鋼板位置の変位センサを設け、変位センサからの信号に基づいて電磁石の吸引力を調節することにより、鋼板の振動・形状を制御することが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−88181号公報
【特許文献2】特開平10−298727号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年では、連続溶融めっき装置において、生産性を向上させるため、鋼帯の通板速度を高速化(例えば250m/分前後)することが要求されている。このように鋼帯の通板速度が大きくなると、めっき浴から引き上げられた鋼板の振動も増大するので、該鋼帯の振動を抑制する必要性が高まる。
【0008】
しかし、該鋼帯の振動は、例えば、浴中ロールに滑り軸受けが用いられること、浴中ロールの支持フレームの剛性不足、サポートロールの駆動源から伝達する振動など、様々な要因が複雑に作用して生じる。このため、振動発生のメカニズムや、鋼帯振動の実際の挙動は十分に解明されていないのが実情である。従って、鋼帯振動を完全に抑制することは現実的には極めて困難であり、ある程度の振動発生を許容する必要がある。
【0009】
ところが、上述した特許文献1、2等に記載の従来技術は、電磁石やタッチロールなどの制振装置を用いて、めっき浴から引き上げられた鋼帯の振動自体を抑制することに主眼をおいたものばかりであり、ある程度の振動発生を許容した上で、鋼帯振動が最も問題となるワイピングノズル位置を、実際の鋼帯振動に合わせて如何に調整するかという発想は見られない。このため、従来技術では、ワイピングノズル位置での鋼帯振動を十分に抑制し切れておらず、改善の余地があった。
【0010】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減することが可能な、新規かつ改良されたノズル位置制御装置及び方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本願発明者は、従来技術のように金属帯の振動自体を抑制することに主眼をおくのではなく、めっき浴から引き上げられる金属帯の振動を実際に検出し、該振動が最小となる垂直位置にワイピングノズルを移動させれば、ワイピングノズル位置での金属帯の振動を最小化できることに着目し、鋭意努力して、以下の発明に相当した。
【0012】
即ち、本発明のある観点によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御装置であって、所定の可動範囲内で前記ワイピングノズルを鉛直方向に移動する移動機構と、前記金属帯に隣接して配置され、前記金属帯の振幅を検出する検出部と、前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定し、前記移動機構を制御して前記ワイピングノズルを前記垂直位置に移動させる制御部と、を備えることを特徴とする、ノズル位置制御装置が提供される。
【0013】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、前記制御部は、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0014】
前記検出部は少なくとも1つの変位センサからなり、前記変位センサは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動することで、相異なる複数の垂直位置における前記金属帯の振幅を検出し、前記制御部は、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0015】
前記移動機構は、前記ワイピングノズル及び前記検出部が設けられた支持体を鉛直方向に移動するようにしてもよい。
【0016】
また、本発明の別の観点によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御方法であって、前記金属帯に隣接して配置された検出部により、前記金属帯の振幅を検出する検出ステップと、前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定する決定ステップと、前記ワイピングノズルを鉛直方向に移動する移動機構により、前記ワイピングノズルを前記垂直位置に移動させる移動ステップと、を含む、ノズル位置制御方法が提供される。
【0017】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記検出ステップでは、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0018】
前記検出部は少なくとも1つの変位センサからなり、前記検出ステップでは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動する前記変位センサにより、相異なる複数の垂直位置における前記金属帯の振幅を検出し、前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0019】
上記構成によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯に隣接して配置された検出部により、該金属帯の振幅が検出され、その検出結果に基づいて、ワイピングノズルの可動範囲内で該金属帯の振幅が許容値以下となる垂直位置が決定され、該垂直位置にワイピングノズルを移動させる。このように金属帯の振幅が許容値以下となる垂直位置にワイピングノズルを移動させることで、ワイピングノズル位置での金属帯の振幅を許容値以下に抑制することができる。
【発明の効果】
【0020】
以上説明したように本発明によれば、ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施形態に係る連続溶融めっき装置を示す模式図である。
【図2】同実施形態に係る連続溶融めっき装置におけるワイピングノズルの周辺構造を示す斜視図である。
【図3】同実施形態に係る連続溶融めっき装置のノズル制御装置を示す模式図である。
【図4】同実施形態に係る変位センサの検出信号の具体例を示す波形図である
【図5】本発明の第2の実施形態に係る連続溶融めっき装置のノズル制御装置を示す模式図である。
【発明を実施するための形態】
【0022】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0023】
[1.連続溶融めっき装置の構成]
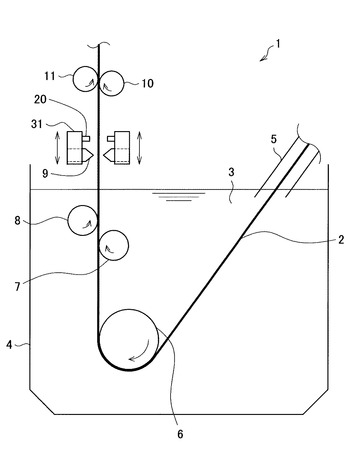
まず、図1を参照して、本発明の第1の実施形態に係る連続溶融めっき装置について説明する。図1は、本実施形態に係る連続溶融めっき装置1を示す模式図である。
【0024】
図1に示すように、連続溶融めっき装置1は、鋼帯2を、溶融金属を満たしためっき浴3に浸漬することにより、鋼帯2の表面に溶融金属を連続的に付着させるための装置である。連続溶融めっき装置1は、浴槽4と、スナウト5と、シンクロール6と、上下一対のサポートロール7、8と、ワイピングノズル9と、一対のタッチロール10、11とを備える。
【0025】
鋼帯2は、溶融金属によるめっき対象となる金属帯の一例である。本実施形態では鋼帯2の例を上げて説明するが、本発明の金属帯は、めっき対象となる帯状の金属材料であれば、その材質は問わない。また、溶融金属は、亜鉛、鉛−錫、アルミニウムなどの耐食性金属が一般的であるが、めっき金属として使用されるその他の金属であってもよい。溶融金属で鋼帯2をめっきして得られる溶融めっき鋼板としては、亜鉛めっき鋼板、合金化亜鉛めっき鋼板等が代表的であるが、その他の種類のめっき鋼板であってもよい。
【0026】
浴槽4は、上記溶融金属からなるめっき浴3を貯留する。スナウト5は、その一端をめっき浴3内に浸漬されるように傾斜配設される。
【0027】
シンクロール6は、めっき浴3中の最下方に配設され、サポートロール7、8よりもロール径が大きい。このシンクロール6は、スナウト5を通ってめっき浴3内に斜め下方に向けて導入された鋼帯2を、鉛直方向上方に方向転換する。
【0028】
サポートロール7、8は、めっき浴3中のシンクロール6の上方に配置され、シンクロール6から鉛直方向に引き上げられた鋼帯2を左右両側から挟み込むようにして配設される。サポートロール7、8は、不図示の軸受け(例えば、滑り軸受け、転がり軸受け等)により回転自在に支持される。
【0029】
このサポートロール7、8は、ロール軸の高さを上下にずらして配設されており、このうち下方に配置されたサポートロールを下サポートロール7と称し、上方に配置されたサポートロールを上サポートロール8と称する。また、鋼帯2を境としてシンクロール6側に配置されたサポートロールをバックサポートロールと称し、鋼帯2を境としてシンクロール6とは他側に配置されたサポートロールをフロントサポートロールと称する。図1の例では、上サポートロール8がフロントサポートロールとなり、下サポートロール7がバックサポートロールとなるロール配置(FU配置)であるが、これとは逆に、下サポートロール7がフロントサポートロールとなり、上サポートロール8がバックサポートロールとなるロール配置(FD配置)であってもよい。また、サポートロール7、8は駆動式/無駆動式のいずれであってもよい。
【0030】
ワイピングノズル9は、鋼帯2の両面に気体(例えば空気)を吹き付ける一対のガスワイピングノズルで構成される。ワイピングノズル9は、サポートロール7、8の直上のめっき浴3外であって、めっき浴3の浴面から所定の高さ(例えば100〜1500mm)だけ上方に配設される。かかるワイピングノズル9は、めっき浴3から鉛直方向に引き上げられた鋼帯2の両面に気体を吹き付けて、余剰な溶融金属を払拭する。これにより、鋼帯2表面に対する溶融金属の目付量を適正量に制御できる。なお、目付量は鋼帯の単位面積当たりの溶融金属の付着量であり、例えば、板厚0.5〜2.0mmの亜鉛めっき鋼板の場合、目付量は例えば数十g/m2である。
【0031】
タッチロール10、11は、ワイピングノズル9の直上に配設され、鉛直方向に引き上げられた鋼帯2を両側より支持する。このタッチロール10、11も、ロール軸の高さを上下にずらして配設され、ロール間を通過する鋼帯2を傷つけないようになっている。タッチロール10、11は、めっき浴3外に引き上げられた鋼帯2が振動しないように支持しており、該鋼帯2の振動を抑制する制振装置として機能する。なお、制振装置は、図1のタッチロール10、11に限られず、例えば電磁制振装置(図示せず。特許文献2参照。)であってもよい。電磁制振装置は、鋼帯2の両側に配置された電磁石と、該電磁石を駆動させる駆動回路からなり、電磁石による吸引力により鋼帯2を非接触方式で支持することで、鋼板振動を抑制する。
【0032】
ここで、上記構成の連続溶融めっき装置1の動作について説明する。連続溶融めっき装置1は、不図示の駆動源により鋼帯2を長手方向に移動させて、装置内の各部を通板させる。この鋼帯2は、スナウト5を通じてめっき浴3中に斜め下方に導入され、シンクロール6を周回して、その進行方向が鉛直方向上方に変換される。次いで、鋼帯2は、サポートロール7、8の間を通過して上昇し、めっき浴3外に引き上げられる。このとき、鋼帯2は、サポートロール7、8により形状矯正されて、幅方向の反り(所謂C反り)等が抑制される。その後、めっき浴3外に引き上げられた鋼帯2は、ワイピングノズル9から吹き付けられる気体の圧力により余剰な溶融金属が払拭されて所定の目付量に制御され、タッチロール10、11に至る。このワイピング時には、鉛直方向に引き上げられる鋼帯2は、その下部側をサポートロール7、8、上部側をタッチロール10、11により支持されているので、鋼帯2の振動はある程度抑制される。以上のようにして、連続溶融めっき装置1は、鋼帯2をめっき浴3中に連続的に浸漬して、溶融金属でめっきすることで、所定の目付量のめっき鋼板を製造する。
【0033】
[2.ノズル位置制御方法の概要]
次に、図1を参照して、本実施形態に係るノズル位置制御方法の概要を説明する。
【0034】
図1で説明したように、鋼帯2は、シンクロール6からサポートロール7、8を介してめっき浴3外に鉛直方向に引き上げられ、めっき浴3の上方の所定位置に配置されたワイピングノズル9により、溶融金属の目付量が制御される。このワイピングノズル9位置での振動を抑制するために、タッチロール10、11等の制振装置を設けて、鉛直方向に引き上げられる鋼帯2を支持している。しかし、タッチロール10、11とサポートロール7、8との間を通過する鋼帯2には、サポートロール7、8からの振動が伝達するなどして、どうしても微細な振動が発生してしまう。
【0035】
そこで、本願発明者は、制振装置で抑えきれないある程度の微細な振動は許容することとし、当該振動している鋼帯2の水平方向の振幅(振れ量)が許容値以下となっている位置(好ましくは、振幅が最小の位置)を検出し、当該位置にワイピングノズル9を移動させることにより、ワイピングノズル9位置での振動を許容値以下に抑制する方法を考案した。かかるノズル位置制御方法によれば、ワイピングノズル9の移動という簡単な方法により、鋼帯2の振動による目付量のバラツキを低減できる効果がある。
【0036】
かかるノズル位置制御方法を実現すべく、図1に示したように、ワイピングノズル9の近傍に、鋼帯2の両側に一対の検出部20を設けるとともに、ワイピングノズル9を鋼帯2に沿って鉛直方向に移動可能に構成した。該検出部20は、振動している鋼帯2の水平方向の変位(検出部20から鋼帯2表面までの水平距離の変化)を検出する変位センサで構成される。変位センサは、例えば、光学式変位センサ、渦電流式変位センサ、超音波式変位センサなど、任意の非接触式センサを使用できるが、本実施形態では、レーザ光を媒介とするレーザ変位センサを用いる例について述べる。また、検出部20は、ワイピングノズル9を支持する支持体31に設置されており、該支持体31は後述する移動機構30(図2参照。)により、鉛直方向に移動可能となっている。
【0037】
本実施形態では、上記の変位センサからなる検出部20を用いて、ワイピングノズル9周辺の複数の垂直位置において、振動する鋼帯2の水平方向の変位(即ち、振幅)を、検出する。ここで、垂直位置とは、鉛直方向の位置(例えば、めっき浴3の浴面からの高さ)である。検出部20は、相異なる複数の垂直位置における鋼帯2の振幅をそれぞれ検出する。そして、連続溶融めっき装置1の制御部は、上記検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で、鋼帯2の振幅が最小となる垂直位置(以下、最小振幅位置という。)を特定し、当該最小振幅位置を最適なノズル位置に決定する。さらに、上記移動機構により、ワイピングノズル9を鉛直方向に移動させて、ワイピングノズル9を上記最小振幅位置に配置する。このようにワイピングノズル9を鋼帯2の最小振幅位置に移動させることで、ワイピングノズル9位置における鋼帯2の振動を最小化できる。よって、ワイピングノズル9からの気体の吹き付け圧力を、鋼帯2両面にほぼ均等に作用させることができるので、鋼帯2両面に付着した余剰な溶融金属を通板方向に均等に払拭して、鋼帯2に対する溶融金属の目付量を最大限に均一化できる。
【0038】
例えば、鋼帯2の振動が定常波振動である場合には、上記最小振幅位置は、鋼帯2の振動の節の垂直位置であり、該節の垂直位置での鋼帯2の変位(振幅)はゼロである。従って、検出部20により鋼帯2の振動の節の垂直位置を検出し、該節の垂直位置にワイピングノズル9を配置すれば、鋼帯2の振動による目付量のバラツキを極限まで抑制できる。
【0039】
しかし、実際の鋼帯2の振動は、上述した様々な要因の相互作用により発生するので、非定常波となっている場合も多いと考えられる。鋼帯2の振動が非定常波状である場合には、上記最小振幅位置は、非定常波振動する鋼帯2の変位(振幅)が最小となる垂直位置である。かかる最小振幅位置での鋼帯2の振幅が所定の許容値以下であれば、検出部20により当該最小振幅位置を検出し、ワイピングノズル9を当該最小振幅位置に配置することで、鋼帯2の振動による目付量のバラツキを最小化できる。また、必ずしも最小振幅位置を厳密に検出しなくてもよい。例えば、該最小振幅位置の周辺で、鋼帯2の振幅が所定の許容値以下となる垂直位置を検出して、当該位置にワイピングノズル9を配置してもよい。これによっても、鋼帯2の振動による目付量のバラツキを十分に抑制できる。
【0040】
ここで、鋼帯2の振幅の許容値は、鋼帯2の鋼種、板厚、板幅や、通板速度、ロール配置、ワイピングノズル9の間隔等の操業条件に応じた適正値に設定される。当該鋼帯2の振幅の許容値は、定性的には、ワイピングノズル9による払拭後の目付量のバラツキが所定の許容値以下となるような値に設定され、定量的には、サポートロール7、8とタッチロール10、11の間の鋼帯2の最大振幅の10分の1以下の値に設定されることが好ましい。例えば、ワイピングノズル9の間隔(つまり、一対のワイピングノズル9の先端間の距離)が10mmである場合、鋼帯2の振幅の許容値は、2mm、好ましくは1mm程度に設定してもよい。
【0041】
以上のように、本実施形態では、めっき浴3から引き上げられた鋼帯2の振幅を検出部20により実際に検出し、該鋼帯2の振幅が許容値以下となる垂直位置、好ましくは上記最小振幅位置に、ワイピングノズル9を移動させる。これにより、ワイピングノズル9の移動という簡単な方法により、鋼帯2の振動による目付量のバラツキを抑え、鋼帯2に対して溶融金属を均一な目付量でめっきできる。
【0042】
[3.ノズル位置制御装置の構成]
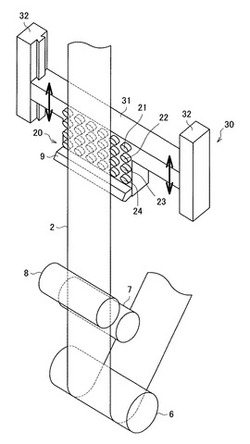
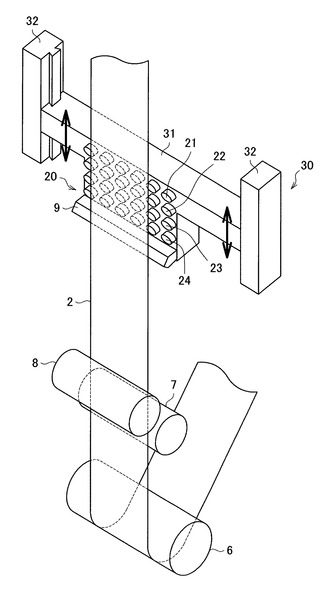
次に、図2を参照して、本実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置について説明する。図2は、本実施形態に係る連続溶融めっき装置1におけるワイピングノズル9の周辺構造を示す斜視図である。
【0043】
図2に示すように、連続溶融めっき装置1は、ワイピングノズル9を鉛直方向に移動する移動機構30を備える。移動機構30は、例えば、ワイピングノズル9を鉛直方向に上下動させるリニアガイド機構で構成される。
【0044】
詳細には、移動機構30は、ワイピングノズル9及び検出部20を支持する支持体31と、支持体31の両側に起立配置された2本のガイドレール32、32と、支持体31を鉛直方向に上下動させるための駆動力を発生するアクチュエータ等の駆動源(図示せず。)と、を備える。かかる移動機構30は、不図示の駆動源からの駆動力によって、支持体31をガイドレール32、32に沿って鉛直方向に摺動させる。これにより、支持体31の例えば下端に取り付けられたワイピングノズル9を鉛直方向に移動させ、鉛直方向の任意の垂直位置に配置できる。
【0045】
この移動機構30によるワイピングノズル9の可動範囲は、連続溶融めっき装置1の装置構成上、めっき浴3とタッチロール10、11との間の所定の範囲に限られる。例えば、ワイピングノズル9の下限位置は、めっき浴3からのスプラッシュの影響等を考慮して定められ、ワイピングノズル9の上限位置は、ワイピングノズル9とタッチロール10、11等の他部材とのレイアウト上の制約等を考慮して定められる。かかるワイピングノズル9の可動範囲は、例えば、めっき浴3の浴面から上方に100〜1500mmの範囲である。
【0046】
なお、移動機構は、図2に示すリニアガイド機構の例に限られず、ワイピングノズル9を鉛直方向に移動可能な機構であれば、例えば、ボールネジを用いたリニアガイド機構など、任意の移動機構に変更可能である。
【0047】
さらに図2を参照して、検出部20の具体的構成について説明する。図2に示すように、検出部20は、ワイピングノズル9の近傍で、鉛直方向に引き上げられる鋼帯2と対向するように配置される。この検出部20は、該ワイピングノズル9と同一の支持体31に固設されており、上記移動機構30により、ワイピングノズル9とともに上下動するようになっている。
【0048】
かかる検出部20は、鉛直方向に引き上げられる鋼帯2の水平方向の変位(振幅)を検出する複数の変位センサ21〜24を備える。これらの変位センサ21〜24は、支持体31の前面(支持体31の鋼帯2に対する対向面)に装着され、鉛直方向に所定間隔で配置される。図示の例では、鉛直方向に4個、水平方向に6個、合計24個の変位センサ21〜24が設けられている。
【0049】
最上段にある6個の変位センサ21は、最も高い第1垂直位置に水平に配列されており、当該第1垂直位置における鋼帯2の変位を検出する。同様に、変位センサ22は、2番目に高い第2垂直位置における鋼帯2の変位を検出し、変位センサ23は、3番目に高い第3垂直位置における鋼帯2の変位を検出し、変位センサ24は、最も低い第4垂直位置における鋼帯2の変位を検出する。このように、変位センサ21〜24は、鉛直方向に所定間隔で、相異なる複数の垂直位置に配置されている。当該垂直位置ごとに、変位センサ21、22、23、24を水平方向(鋼帯2の幅方向)に複数設置することにより、鋼帯2がC反りしていたとしても、同一垂直位置における鋼帯2の幅方向の各位置の変位を検出できる。
【0050】
なお、図2には示していないが、鋼帯2を挟んで他側にも、上記と同様の構成の移動機構30及び検出部20が設けられ、鋼帯2の他側の表面に対向するように、複数の変位センサ21〜24が同様に配設されている。
【0051】
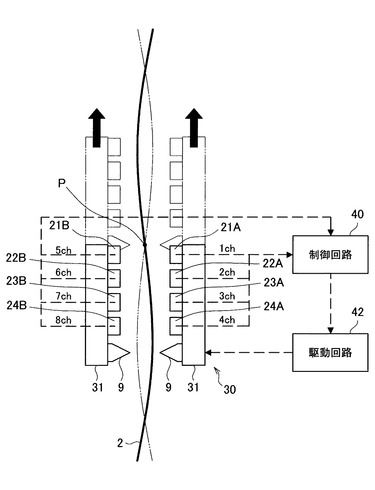
次に、図3を参照して、検出部20の検出結果から、鋼帯2の最小振幅位置Pを決定する方法について詳述する。図3は、本実施形態に係る連続溶融めっき装置1のノズル制御装置を示す模式図である。
【0052】
図3に示すように、ワイピングノズル9の周辺で鉛直方向に引き上げられる鋼帯2は、所定の振幅で振動している。図3の例の鋼帯2は、定常波振動しており、振幅が最大となる腹と、振幅が最小となる節が存在する。
【0053】
上記変位センサ21〜24は、鋼帯2の両側に対向配置される。符号21A〜24Aは、鋼帯2の一側に配置された変位センサを表し、符号21B〜24Bは、鋼帯2の他側に配置された変位センサを表す。一対の変位センサ21〜24はそれぞれ、相異なる複数の垂直位置における鋼帯2の水平方向の変位(振幅)を検出する。例えば、鋼帯2の両側に配置された一対の変位センサ21は、最も高い第1垂直位置における鋼帯2の変位を検出する。
【0054】
これらの複数対の変位センサ21〜24は、各垂直位置における鋼帯2の変位を表す検出信号を出力する。変位センサ21A〜24Aの検出信号はそれぞれ、第1〜第4チャンネルの検出信号であり、変位センサ21B〜24Bの検出信号はそれぞれ、第5〜第8チャンネルの検出信号である。
【0055】
上記変位センサ21〜24の検出信号は、制御回路40に入力される。制御回路40と駆動回路42は、本発明の制御部の一例である。制御回路40は変位センサ21〜24の検出信号に基づいて、鋼帯2の振動が許容値以下となる最小振幅位置Pを決定する。詳細には、制御回路40はマイクロプロセッサ等の演算処理装置を具備しており、上記検出信号が表す各垂直位置における鋼帯2の振幅データを用いて鋼帯2の振動を解析することで、鋼帯2の振動の振幅、振動数などを計算する。制御回路40はかかる振動解析処理により、振動する鋼帯2の最小振幅位置Pを推定する。
【0056】
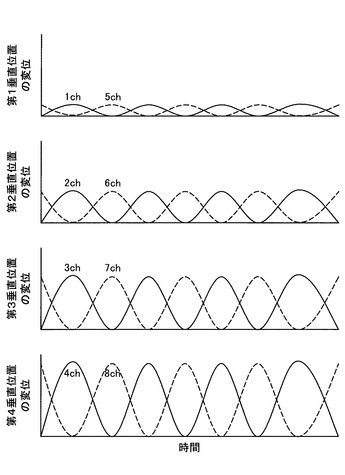
図4は、本実施形態に係る変位センサ21〜24の検出信号の具体例を示す波形図である。図4に示すように、同一の垂直位置に配置された一対の変位センサ21A〜24A、21B〜24Bの波形は、上下対称に現れる。例えば、変位センサ21Aの検出信号(1ch)と、変位センサ21Bの検出信号(5ch)は、同一の振幅を有し、位相が半周期ずれた波形となっている。また、図3に示した配置では、変位センサ21、22、23、24の順に、当該各センサの垂直位置における鋼帯2の振幅が大きくなっているので、図4の信号波形の振幅も、同一順で大きくなっている。
【0057】
制御回路40は、図4に示すような検出信号を用いて、複数の垂直位置における鋼帯2の振幅を解析することで、振動する鋼帯2の最小振幅位置P(例えば、鋼帯2の振動の節の位置)を求め、該最小振幅位置Pのデータを駆動回路42に出力する。駆動回路42は、上記移動機構30を駆動させるための回路である。移動機構30は、制御回路40及び駆動回路42による制御に従って、ワイピングノズル9を鉛直方向に移動させて、上記最小振幅位置Pに位置づける。図3の例では、ワイピングノズル9が、元の垂直位置から上方に所定距離だけ移動して、最小振幅位置Pに配置されている。
【0058】
以上、本発明の第1の実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置及び方法について説明した。本実施形態によれば、相異なる複数の垂直位置に設けられた複数の変位センサ21〜24により、通板中に振動している鋼帯2の当該各垂直位置における振幅を検出する。さらに、制御回路40は、上記変位センサ21〜24により検出された鋼帯2の振幅に基づき、鋼帯2の振動を解析して、鋼帯2の振幅が最小となる最小振幅位置Pを求める。そして、制御回路40及び駆動回路42は、移動機構30を制御して、ワイピングノズル9を鉛直方向に移動させ、最小振幅位置Pに配置する。
【0059】
かかる構成により、ワイピングノズル9を移動させるといった簡単な方法により、ワイピングノズル9位置における鋼帯2の振幅を最小化して、鋼帯2の振動による目付量のバラツキを抑制できる。また、鋼帯2の振動の節の位置にワイピングノズル9を移動させることで、様々な周波数の鋼帯2の振動に対しても効果的である。さらに、鋼帯2の高速通板時(例えば250m/分)でも、ワイピングノズル9位置での鋼帯2の振動を的確に抑制できる。
【0060】
また、上記ワイピングノズル9の位置制御は、連続溶融めっき装置1の操業中にオンラインで行ってもよいし、或いは、非操業中にオフラインで行ってもよい。オンラインの場合、操業条件の変動やその他の要因で、めっき浴3から鉛直方向に引き上げられる鋼帯2の振動が変化する場合であっても、当該振動の変化に応じて、ワイピングノズル9の位置を動的に制御することで、鋼帯2に対する目付量を常時均一化できる。一方、オフラインの場合、非操業時にノズル位置を適切な位置に制御しておくことで、操業時にワイピングノズル9を移動させるリスクを回避でき、鋼帯2の品質の安定化を図れる。
【0061】
また、本実施形態では、複数の変位センサ21〜24を設けることで、相異なる複数の垂直位置における鋼帯2の振幅を検出するために、変位センサ21〜24を移動させなくてもよい。従って、当該変位センサ21〜24用の移動機構を増設しなくてもすむ。
【0062】
なお、変位センサの鉛直方向の設置数は、図3のような4個の例に限定されず、2個以上であれば、任意の個数であってよい。変位センサの鉛直方向の設置数が多い方が、鋼帯2の振動をより高精度で解析できる。また、上記では、鋼帯2の両側に複数の変位センサ21A〜24A、21B〜24Bを設けたが、鋼帯2の一側のみに変位センサ21A〜24Aを設けて、鋼帯2の振幅を検出してもよい。
【0063】
また、本実施形態ではワイピングノズル9と変位センサ21〜24を同一の支持体31に固設して、移動機構30により両者を一体として移動したが、本発明はかかる例に限定されない。例えば、ワイピングノズル9と変位センサ21〜24を別の支持体で支持して、移動機構によりワイピングノズル9のみを移動するようにしてもよい。
【0064】
また、本実施形態では鋼帯2の最小振幅位置P(例えば、鋼帯2の振動の節の位置)を検出する例について述べたが、本発明はかかる例に限定されない。例えば、鋼帯2の振幅が許容値以下となる垂直位置を検出するようにしてもよい。鋼帯2の振幅が許容値以下であれば、鋼帯2の振動による溶融金属の目付量のバラツキを十分に抑制できる。
【0065】
[4.他の実施形態]
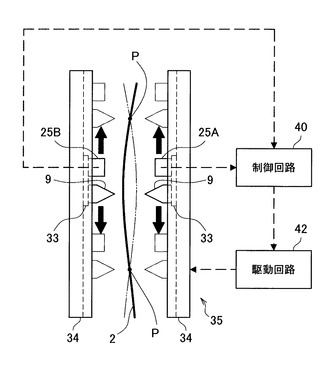
次に、図5を参照して、本発明の第2の実施形態に係る検出部20と移動機構35の構成について説明する。図5は、第2の実施形態に係る連続溶融めっき装置1のノズル制御装置を示す模式図である。
【0066】
上記第1の実施形態では、複数の垂直位置における鋼帯2の振幅を検出するために、当該複数の垂直位置にそれぞれ配置される複数対の変位センサ21〜24を用いた。これに対し、第2の実施形態では、図5に示すように、検出部20として、鉛直方向に一対の変位センサ25のみを設置し、移動機構35により当該変位センサ25を鉛直方向に移動させることで、複数の垂直位置における鋼帯2の振幅を検出する。即ち、1つの変位センサ25を鋼帯2の通板方向に沿って移動させることで、ワイピングノズル9の可動範囲内における鋼帯2の振幅を走査する。
【0067】
第2の実施形態に係る連続溶融めっき装置1は、かかる変位センサ25とその移動機構30以外の機能構成については、上述した第1の実施形態の場合と同様であるので、詳細説明は省略する。以下に第2の実施形態の特徴について詳述する。
【0068】
図5に示すように、鋼帯2の両側には、ワイピングノズル9に隣接してそれぞれ1つの変位センサ25A、25Bが設置されている。このように本実施形態では、鋼帯2の両側に一対の変位センサ25のみが設けられている。なお、鋼帯2の幅方向には、図2の例と同様に変位センサ25A、25Bを複数設置してもよい。
【0069】
ワイピングノズル9と変位センサ25は、例えばリニアガイド機構からなる移動機構35により鉛直方向に移動可能である。移動機構35は、ワイピングノズル9と変位センサ25が固設される支持体33と、支持体33を摺動可能に支持するガイドレール34と、支持体33を鉛直方向に上下動させるための駆動力を発生するアクチュエータ等の駆動源(図示せず。)と、を備える。かかる移動機構35は、不図示の駆動源からの駆動力によって、支持体33をガイドレール34に沿って鉛直方向に摺動させる。これにより、支持体33に取り付けられたワイピングノズル9及び変位センサ25を鉛直方向に移動させ、鉛直方向の任意の垂直位置に配置できる。
【0070】
上記のような移動機構35により、変位センサ25を所定間隔(例えば100mmピッチ)で鉛直方向に移動させ、鋼帯2の水平方向の変位を所定時間(例えば0.5秒)だけ測定する。これにより、1つの変位センサ25を用いて、相異なる複数の垂直位置における鋼帯2の水平方向の変位を検出できる。この結果、図4に示した検出信号と同等以上のピッチ間隔で鋼帯2の振幅を表す検出信号が得られることとなる。
【0071】
変位センサ25の検出信号は制御回路40に入力され、制御回路40は、上記第1の実施形態と同様にして、上記変位センサ25により検出された鋼帯2の振幅に基づき、鋼帯2の振動を解析して、鋼帯2の振幅が最小となる最小振幅位置P(例えば、鋼帯2の振動の節の位置)を決定する。また、変位センサ25の移動ピッチを細かくして、多数の垂直位置における鋼帯2の振幅を検出した場合には、それら多数の振幅のうちで最小の振幅を選択して、該最小の振幅が検出された垂直位置を最小振幅位置Pとして設定してもよい。これにより、上記振動解析処理を行わなくて済むので、制御回路40の処理負荷と処理時間を低減できる。
【0072】
このようにして制御回路40は、変位センサ25の検出信号に基づいて、最小振幅位置Pを求める。そして、制御回路40及び駆動回路42は、移動機構35を制御して、ワイピングノズル9を鉛直方向に移動させて、当該最小振幅位置Pに配置する。
【0073】
以上、本発明の第2の実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置及び方法について説明した。本実施形態によれば、第1の実施形態と同様の効果に加え、変位センサ25の設置数を低減できるという効果が得られる。また、鉛直方向の広い範囲(例えばワイピングノズル9の可動範囲全体)に渡って、鋼帯2の振幅を検出できるので、鋼帯2の最小振幅位置Pを的確に見つけることができる。
【0074】
さらに、ワイピングノズル9と変位センサ25を同一の支持体33に固設し、該支持体33を上下動させることで、ワイピングノズル9と変位センサ25の移動機構を一体化できる。従って、設備構成を簡略化して、設備コストを低減できる。しかし、本発明はかかる例に限定されず、ワイピングノズル9用の移動機構と、変位センサ用の移動機構を別構成にしてもよい。
【0075】
以上、添付図面を参照しながら本発明の好適な実施形態について詳細に説明したが、本発明はかかる例に限定されない。本発明の属する技術の分野における通常の知識を有する者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、これらについても、当然に本発明の技術的範囲に属するものと了解される。
【符号の説明】
【0076】
1 連続溶融めっき装置
2 鋼帯
3 めっき浴
4 浴槽
5 スナウト
6 シンクロール
7、8 サポートロール
9 ワイピングノズル
10、11 タッチロール
20 検出部
21、22、23、24、25 変位センサ
30 移動機構
31、33 支持体
32、34 ガイドレール
35 移動機構
40 制御回路
42 駆動回路
【技術分野】
【0001】
本発明は、ノズル位置制御装置及び方法に関し、特に、連続溶融めっき装置において金属帯の振動に伴う溶融金属の目付量のバラツキを低減するためのノズル位置制御装置及び方法に関する。
【背景技術】
【0002】
金属帯(例えば鋼帯)の連続溶融めっき装置は、亜鉛などの溶融金属を満たしためっき浴中に、鋼帯の進行方向を転換するためのシンクロールと、シンクロールから鉛直方向に引き上げられる鋼帯の形状を矯正する上下サポートロールとが配設され、めっき浴外にワイピングノズルが設けられている。この連続溶融めっき装置では、めっき浴内に斜め下方に向けて導入された鋼帯は、シンクロールによりその進行方向を鉛直方向上方に転換された後に、上下サポートロールの間を通過してめっき浴外に引き上げられ、ワイピングノズルから吹き付けられる気体により、鋼帯表面に付着した余剰の溶融金属が払拭され、所定の目付量に制御される。
【0003】
上記のような連続溶融めっき装置では、めっき浴から鉛直方向に引き上げられた鋼帯は、様々な要因により振動する。かかる鋼帯の振動が大きいと、操業中にワイピングノズルと鋼帯表面との間の距離が変動するため、ワイピングノズルによる鋼帯表面に対する気体の吹き付け圧力が変動する。この結果、上記鋼帯振動が原因で、鋼帯表面の溶融金属の目付量が不均一になってしまうという問題があった。
【0004】
従来では、上記鋼帯の振動を抑制するために各種の制振機構が考案されている。例えば、特許文献1には、サポートロールを支持するフレームに振動検出手段を取り付け、ワイピングノズルの直上に鋼帯の振れ量を検出する検出手段を配置し、検出されたフレーム振動及び鋼帯の振れ量が小さくなるように、サポートロールの押し込み量を調節して、フレーム振動を抑える方法が開示されている。
【0005】
また、特許文献2には、走行する鋼板の両面に電磁石を鋼板幅方向に複数対配置し、かつ、電磁石に近接して鋼板位置の変位センサを設け、変位センサからの信号に基づいて電磁石の吸引力を調節することにより、鋼板の振動・形状を制御することが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−88181号公報
【特許文献2】特開平10−298727号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年では、連続溶融めっき装置において、生産性を向上させるため、鋼帯の通板速度を高速化(例えば250m/分前後)することが要求されている。このように鋼帯の通板速度が大きくなると、めっき浴から引き上げられた鋼板の振動も増大するので、該鋼帯の振動を抑制する必要性が高まる。
【0008】
しかし、該鋼帯の振動は、例えば、浴中ロールに滑り軸受けが用いられること、浴中ロールの支持フレームの剛性不足、サポートロールの駆動源から伝達する振動など、様々な要因が複雑に作用して生じる。このため、振動発生のメカニズムや、鋼帯振動の実際の挙動は十分に解明されていないのが実情である。従って、鋼帯振動を完全に抑制することは現実的には極めて困難であり、ある程度の振動発生を許容する必要がある。
【0009】
ところが、上述した特許文献1、2等に記載の従来技術は、電磁石やタッチロールなどの制振装置を用いて、めっき浴から引き上げられた鋼帯の振動自体を抑制することに主眼をおいたものばかりであり、ある程度の振動発生を許容した上で、鋼帯振動が最も問題となるワイピングノズル位置を、実際の鋼帯振動に合わせて如何に調整するかという発想は見られない。このため、従来技術では、ワイピングノズル位置での鋼帯振動を十分に抑制し切れておらず、改善の余地があった。
【0010】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減することが可能な、新規かつ改良されたノズル位置制御装置及び方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本願発明者は、従来技術のように金属帯の振動自体を抑制することに主眼をおくのではなく、めっき浴から引き上げられる金属帯の振動を実際に検出し、該振動が最小となる垂直位置にワイピングノズルを移動させれば、ワイピングノズル位置での金属帯の振動を最小化できることに着目し、鋭意努力して、以下の発明に相当した。
【0012】
即ち、本発明のある観点によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御装置であって、所定の可動範囲内で前記ワイピングノズルを鉛直方向に移動する移動機構と、前記金属帯に隣接して配置され、前記金属帯の振幅を検出する検出部と、前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定し、前記移動機構を制御して前記ワイピングノズルを前記垂直位置に移動させる制御部と、を備えることを特徴とする、ノズル位置制御装置が提供される。
【0013】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、前記制御部は、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0014】
前記検出部は少なくとも1つの変位センサからなり、前記変位センサは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動することで、相異なる複数の垂直位置における前記金属帯の振幅を検出し、前記制御部は、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0015】
前記移動機構は、前記ワイピングノズル及び前記検出部が設けられた支持体を鉛直方向に移動するようにしてもよい。
【0016】
また、本発明の別の観点によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御方法であって、前記金属帯に隣接して配置された検出部により、前記金属帯の振幅を検出する検出ステップと、前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定する決定ステップと、前記ワイピングノズルを鉛直方向に移動する移動機構により、前記ワイピングノズルを前記垂直位置に移動させる移動ステップと、を含む、ノズル位置制御方法が提供される。
【0017】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記検出ステップでは、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0018】
前記検出部は少なくとも1つの変位センサからなり、前記検出ステップでは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動する前記変位センサにより、相異なる複数の垂直位置における前記金属帯の振幅を検出し、前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定するようにしてもよい。
【0019】
上記構成によれば、連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯に隣接して配置された検出部により、該金属帯の振幅が検出され、その検出結果に基づいて、ワイピングノズルの可動範囲内で該金属帯の振幅が許容値以下となる垂直位置が決定され、該垂直位置にワイピングノズルを移動させる。このように金属帯の振幅が許容値以下となる垂直位置にワイピングノズルを移動させることで、ワイピングノズル位置での金属帯の振幅を許容値以下に抑制することができる。
【発明の効果】
【0020】
以上説明したように本発明によれば、ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施形態に係る連続溶融めっき装置を示す模式図である。
【図2】同実施形態に係る連続溶融めっき装置におけるワイピングノズルの周辺構造を示す斜視図である。
【図3】同実施形態に係る連続溶融めっき装置のノズル制御装置を示す模式図である。
【図4】同実施形態に係る変位センサの検出信号の具体例を示す波形図である
【図5】本発明の第2の実施形態に係る連続溶融めっき装置のノズル制御装置を示す模式図である。
【発明を実施するための形態】
【0022】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0023】
[1.連続溶融めっき装置の構成]
まず、図1を参照して、本発明の第1の実施形態に係る連続溶融めっき装置について説明する。図1は、本実施形態に係る連続溶融めっき装置1を示す模式図である。
【0024】
図1に示すように、連続溶融めっき装置1は、鋼帯2を、溶融金属を満たしためっき浴3に浸漬することにより、鋼帯2の表面に溶融金属を連続的に付着させるための装置である。連続溶融めっき装置1は、浴槽4と、スナウト5と、シンクロール6と、上下一対のサポートロール7、8と、ワイピングノズル9と、一対のタッチロール10、11とを備える。
【0025】
鋼帯2は、溶融金属によるめっき対象となる金属帯の一例である。本実施形態では鋼帯2の例を上げて説明するが、本発明の金属帯は、めっき対象となる帯状の金属材料であれば、その材質は問わない。また、溶融金属は、亜鉛、鉛−錫、アルミニウムなどの耐食性金属が一般的であるが、めっき金属として使用されるその他の金属であってもよい。溶融金属で鋼帯2をめっきして得られる溶融めっき鋼板としては、亜鉛めっき鋼板、合金化亜鉛めっき鋼板等が代表的であるが、その他の種類のめっき鋼板であってもよい。
【0026】
浴槽4は、上記溶融金属からなるめっき浴3を貯留する。スナウト5は、その一端をめっき浴3内に浸漬されるように傾斜配設される。
【0027】
シンクロール6は、めっき浴3中の最下方に配設され、サポートロール7、8よりもロール径が大きい。このシンクロール6は、スナウト5を通ってめっき浴3内に斜め下方に向けて導入された鋼帯2を、鉛直方向上方に方向転換する。
【0028】
サポートロール7、8は、めっき浴3中のシンクロール6の上方に配置され、シンクロール6から鉛直方向に引き上げられた鋼帯2を左右両側から挟み込むようにして配設される。サポートロール7、8は、不図示の軸受け(例えば、滑り軸受け、転がり軸受け等)により回転自在に支持される。
【0029】
このサポートロール7、8は、ロール軸の高さを上下にずらして配設されており、このうち下方に配置されたサポートロールを下サポートロール7と称し、上方に配置されたサポートロールを上サポートロール8と称する。また、鋼帯2を境としてシンクロール6側に配置されたサポートロールをバックサポートロールと称し、鋼帯2を境としてシンクロール6とは他側に配置されたサポートロールをフロントサポートロールと称する。図1の例では、上サポートロール8がフロントサポートロールとなり、下サポートロール7がバックサポートロールとなるロール配置(FU配置)であるが、これとは逆に、下サポートロール7がフロントサポートロールとなり、上サポートロール8がバックサポートロールとなるロール配置(FD配置)であってもよい。また、サポートロール7、8は駆動式/無駆動式のいずれであってもよい。
【0030】
ワイピングノズル9は、鋼帯2の両面に気体(例えば空気)を吹き付ける一対のガスワイピングノズルで構成される。ワイピングノズル9は、サポートロール7、8の直上のめっき浴3外であって、めっき浴3の浴面から所定の高さ(例えば100〜1500mm)だけ上方に配設される。かかるワイピングノズル9は、めっき浴3から鉛直方向に引き上げられた鋼帯2の両面に気体を吹き付けて、余剰な溶融金属を払拭する。これにより、鋼帯2表面に対する溶融金属の目付量を適正量に制御できる。なお、目付量は鋼帯の単位面積当たりの溶融金属の付着量であり、例えば、板厚0.5〜2.0mmの亜鉛めっき鋼板の場合、目付量は例えば数十g/m2である。
【0031】
タッチロール10、11は、ワイピングノズル9の直上に配設され、鉛直方向に引き上げられた鋼帯2を両側より支持する。このタッチロール10、11も、ロール軸の高さを上下にずらして配設され、ロール間を通過する鋼帯2を傷つけないようになっている。タッチロール10、11は、めっき浴3外に引き上げられた鋼帯2が振動しないように支持しており、該鋼帯2の振動を抑制する制振装置として機能する。なお、制振装置は、図1のタッチロール10、11に限られず、例えば電磁制振装置(図示せず。特許文献2参照。)であってもよい。電磁制振装置は、鋼帯2の両側に配置された電磁石と、該電磁石を駆動させる駆動回路からなり、電磁石による吸引力により鋼帯2を非接触方式で支持することで、鋼板振動を抑制する。
【0032】
ここで、上記構成の連続溶融めっき装置1の動作について説明する。連続溶融めっき装置1は、不図示の駆動源により鋼帯2を長手方向に移動させて、装置内の各部を通板させる。この鋼帯2は、スナウト5を通じてめっき浴3中に斜め下方に導入され、シンクロール6を周回して、その進行方向が鉛直方向上方に変換される。次いで、鋼帯2は、サポートロール7、8の間を通過して上昇し、めっき浴3外に引き上げられる。このとき、鋼帯2は、サポートロール7、8により形状矯正されて、幅方向の反り(所謂C反り)等が抑制される。その後、めっき浴3外に引き上げられた鋼帯2は、ワイピングノズル9から吹き付けられる気体の圧力により余剰な溶融金属が払拭されて所定の目付量に制御され、タッチロール10、11に至る。このワイピング時には、鉛直方向に引き上げられる鋼帯2は、その下部側をサポートロール7、8、上部側をタッチロール10、11により支持されているので、鋼帯2の振動はある程度抑制される。以上のようにして、連続溶融めっき装置1は、鋼帯2をめっき浴3中に連続的に浸漬して、溶融金属でめっきすることで、所定の目付量のめっき鋼板を製造する。
【0033】
[2.ノズル位置制御方法の概要]
次に、図1を参照して、本実施形態に係るノズル位置制御方法の概要を説明する。
【0034】
図1で説明したように、鋼帯2は、シンクロール6からサポートロール7、8を介してめっき浴3外に鉛直方向に引き上げられ、めっき浴3の上方の所定位置に配置されたワイピングノズル9により、溶融金属の目付量が制御される。このワイピングノズル9位置での振動を抑制するために、タッチロール10、11等の制振装置を設けて、鉛直方向に引き上げられる鋼帯2を支持している。しかし、タッチロール10、11とサポートロール7、8との間を通過する鋼帯2には、サポートロール7、8からの振動が伝達するなどして、どうしても微細な振動が発生してしまう。
【0035】
そこで、本願発明者は、制振装置で抑えきれないある程度の微細な振動は許容することとし、当該振動している鋼帯2の水平方向の振幅(振れ量)が許容値以下となっている位置(好ましくは、振幅が最小の位置)を検出し、当該位置にワイピングノズル9を移動させることにより、ワイピングノズル9位置での振動を許容値以下に抑制する方法を考案した。かかるノズル位置制御方法によれば、ワイピングノズル9の移動という簡単な方法により、鋼帯2の振動による目付量のバラツキを低減できる効果がある。
【0036】
かかるノズル位置制御方法を実現すべく、図1に示したように、ワイピングノズル9の近傍に、鋼帯2の両側に一対の検出部20を設けるとともに、ワイピングノズル9を鋼帯2に沿って鉛直方向に移動可能に構成した。該検出部20は、振動している鋼帯2の水平方向の変位(検出部20から鋼帯2表面までの水平距離の変化)を検出する変位センサで構成される。変位センサは、例えば、光学式変位センサ、渦電流式変位センサ、超音波式変位センサなど、任意の非接触式センサを使用できるが、本実施形態では、レーザ光を媒介とするレーザ変位センサを用いる例について述べる。また、検出部20は、ワイピングノズル9を支持する支持体31に設置されており、該支持体31は後述する移動機構30(図2参照。)により、鉛直方向に移動可能となっている。
【0037】
本実施形態では、上記の変位センサからなる検出部20を用いて、ワイピングノズル9周辺の複数の垂直位置において、振動する鋼帯2の水平方向の変位(即ち、振幅)を、検出する。ここで、垂直位置とは、鉛直方向の位置(例えば、めっき浴3の浴面からの高さ)である。検出部20は、相異なる複数の垂直位置における鋼帯2の振幅をそれぞれ検出する。そして、連続溶融めっき装置1の制御部は、上記検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で、鋼帯2の振幅が最小となる垂直位置(以下、最小振幅位置という。)を特定し、当該最小振幅位置を最適なノズル位置に決定する。さらに、上記移動機構により、ワイピングノズル9を鉛直方向に移動させて、ワイピングノズル9を上記最小振幅位置に配置する。このようにワイピングノズル9を鋼帯2の最小振幅位置に移動させることで、ワイピングノズル9位置における鋼帯2の振動を最小化できる。よって、ワイピングノズル9からの気体の吹き付け圧力を、鋼帯2両面にほぼ均等に作用させることができるので、鋼帯2両面に付着した余剰な溶融金属を通板方向に均等に払拭して、鋼帯2に対する溶融金属の目付量を最大限に均一化できる。
【0038】
例えば、鋼帯2の振動が定常波振動である場合には、上記最小振幅位置は、鋼帯2の振動の節の垂直位置であり、該節の垂直位置での鋼帯2の変位(振幅)はゼロである。従って、検出部20により鋼帯2の振動の節の垂直位置を検出し、該節の垂直位置にワイピングノズル9を配置すれば、鋼帯2の振動による目付量のバラツキを極限まで抑制できる。
【0039】
しかし、実際の鋼帯2の振動は、上述した様々な要因の相互作用により発生するので、非定常波となっている場合も多いと考えられる。鋼帯2の振動が非定常波状である場合には、上記最小振幅位置は、非定常波振動する鋼帯2の変位(振幅)が最小となる垂直位置である。かかる最小振幅位置での鋼帯2の振幅が所定の許容値以下であれば、検出部20により当該最小振幅位置を検出し、ワイピングノズル9を当該最小振幅位置に配置することで、鋼帯2の振動による目付量のバラツキを最小化できる。また、必ずしも最小振幅位置を厳密に検出しなくてもよい。例えば、該最小振幅位置の周辺で、鋼帯2の振幅が所定の許容値以下となる垂直位置を検出して、当該位置にワイピングノズル9を配置してもよい。これによっても、鋼帯2の振動による目付量のバラツキを十分に抑制できる。
【0040】
ここで、鋼帯2の振幅の許容値は、鋼帯2の鋼種、板厚、板幅や、通板速度、ロール配置、ワイピングノズル9の間隔等の操業条件に応じた適正値に設定される。当該鋼帯2の振幅の許容値は、定性的には、ワイピングノズル9による払拭後の目付量のバラツキが所定の許容値以下となるような値に設定され、定量的には、サポートロール7、8とタッチロール10、11の間の鋼帯2の最大振幅の10分の1以下の値に設定されることが好ましい。例えば、ワイピングノズル9の間隔(つまり、一対のワイピングノズル9の先端間の距離)が10mmである場合、鋼帯2の振幅の許容値は、2mm、好ましくは1mm程度に設定してもよい。
【0041】
以上のように、本実施形態では、めっき浴3から引き上げられた鋼帯2の振幅を検出部20により実際に検出し、該鋼帯2の振幅が許容値以下となる垂直位置、好ましくは上記最小振幅位置に、ワイピングノズル9を移動させる。これにより、ワイピングノズル9の移動という簡単な方法により、鋼帯2の振動による目付量のバラツキを抑え、鋼帯2に対して溶融金属を均一な目付量でめっきできる。
【0042】
[3.ノズル位置制御装置の構成]
次に、図2を参照して、本実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置について説明する。図2は、本実施形態に係る連続溶融めっき装置1におけるワイピングノズル9の周辺構造を示す斜視図である。
【0043】
図2に示すように、連続溶融めっき装置1は、ワイピングノズル9を鉛直方向に移動する移動機構30を備える。移動機構30は、例えば、ワイピングノズル9を鉛直方向に上下動させるリニアガイド機構で構成される。
【0044】
詳細には、移動機構30は、ワイピングノズル9及び検出部20を支持する支持体31と、支持体31の両側に起立配置された2本のガイドレール32、32と、支持体31を鉛直方向に上下動させるための駆動力を発生するアクチュエータ等の駆動源(図示せず。)と、を備える。かかる移動機構30は、不図示の駆動源からの駆動力によって、支持体31をガイドレール32、32に沿って鉛直方向に摺動させる。これにより、支持体31の例えば下端に取り付けられたワイピングノズル9を鉛直方向に移動させ、鉛直方向の任意の垂直位置に配置できる。
【0045】
この移動機構30によるワイピングノズル9の可動範囲は、連続溶融めっき装置1の装置構成上、めっき浴3とタッチロール10、11との間の所定の範囲に限られる。例えば、ワイピングノズル9の下限位置は、めっき浴3からのスプラッシュの影響等を考慮して定められ、ワイピングノズル9の上限位置は、ワイピングノズル9とタッチロール10、11等の他部材とのレイアウト上の制約等を考慮して定められる。かかるワイピングノズル9の可動範囲は、例えば、めっき浴3の浴面から上方に100〜1500mmの範囲である。
【0046】
なお、移動機構は、図2に示すリニアガイド機構の例に限られず、ワイピングノズル9を鉛直方向に移動可能な機構であれば、例えば、ボールネジを用いたリニアガイド機構など、任意の移動機構に変更可能である。
【0047】
さらに図2を参照して、検出部20の具体的構成について説明する。図2に示すように、検出部20は、ワイピングノズル9の近傍で、鉛直方向に引き上げられる鋼帯2と対向するように配置される。この検出部20は、該ワイピングノズル9と同一の支持体31に固設されており、上記移動機構30により、ワイピングノズル9とともに上下動するようになっている。
【0048】
かかる検出部20は、鉛直方向に引き上げられる鋼帯2の水平方向の変位(振幅)を検出する複数の変位センサ21〜24を備える。これらの変位センサ21〜24は、支持体31の前面(支持体31の鋼帯2に対する対向面)に装着され、鉛直方向に所定間隔で配置される。図示の例では、鉛直方向に4個、水平方向に6個、合計24個の変位センサ21〜24が設けられている。
【0049】
最上段にある6個の変位センサ21は、最も高い第1垂直位置に水平に配列されており、当該第1垂直位置における鋼帯2の変位を検出する。同様に、変位センサ22は、2番目に高い第2垂直位置における鋼帯2の変位を検出し、変位センサ23は、3番目に高い第3垂直位置における鋼帯2の変位を検出し、変位センサ24は、最も低い第4垂直位置における鋼帯2の変位を検出する。このように、変位センサ21〜24は、鉛直方向に所定間隔で、相異なる複数の垂直位置に配置されている。当該垂直位置ごとに、変位センサ21、22、23、24を水平方向(鋼帯2の幅方向)に複数設置することにより、鋼帯2がC反りしていたとしても、同一垂直位置における鋼帯2の幅方向の各位置の変位を検出できる。
【0050】
なお、図2には示していないが、鋼帯2を挟んで他側にも、上記と同様の構成の移動機構30及び検出部20が設けられ、鋼帯2の他側の表面に対向するように、複数の変位センサ21〜24が同様に配設されている。
【0051】
次に、図3を参照して、検出部20の検出結果から、鋼帯2の最小振幅位置Pを決定する方法について詳述する。図3は、本実施形態に係る連続溶融めっき装置1のノズル制御装置を示す模式図である。
【0052】
図3に示すように、ワイピングノズル9の周辺で鉛直方向に引き上げられる鋼帯2は、所定の振幅で振動している。図3の例の鋼帯2は、定常波振動しており、振幅が最大となる腹と、振幅が最小となる節が存在する。
【0053】
上記変位センサ21〜24は、鋼帯2の両側に対向配置される。符号21A〜24Aは、鋼帯2の一側に配置された変位センサを表し、符号21B〜24Bは、鋼帯2の他側に配置された変位センサを表す。一対の変位センサ21〜24はそれぞれ、相異なる複数の垂直位置における鋼帯2の水平方向の変位(振幅)を検出する。例えば、鋼帯2の両側に配置された一対の変位センサ21は、最も高い第1垂直位置における鋼帯2の変位を検出する。
【0054】
これらの複数対の変位センサ21〜24は、各垂直位置における鋼帯2の変位を表す検出信号を出力する。変位センサ21A〜24Aの検出信号はそれぞれ、第1〜第4チャンネルの検出信号であり、変位センサ21B〜24Bの検出信号はそれぞれ、第5〜第8チャンネルの検出信号である。
【0055】
上記変位センサ21〜24の検出信号は、制御回路40に入力される。制御回路40と駆動回路42は、本発明の制御部の一例である。制御回路40は変位センサ21〜24の検出信号に基づいて、鋼帯2の振動が許容値以下となる最小振幅位置Pを決定する。詳細には、制御回路40はマイクロプロセッサ等の演算処理装置を具備しており、上記検出信号が表す各垂直位置における鋼帯2の振幅データを用いて鋼帯2の振動を解析することで、鋼帯2の振動の振幅、振動数などを計算する。制御回路40はかかる振動解析処理により、振動する鋼帯2の最小振幅位置Pを推定する。
【0056】
図4は、本実施形態に係る変位センサ21〜24の検出信号の具体例を示す波形図である。図4に示すように、同一の垂直位置に配置された一対の変位センサ21A〜24A、21B〜24Bの波形は、上下対称に現れる。例えば、変位センサ21Aの検出信号(1ch)と、変位センサ21Bの検出信号(5ch)は、同一の振幅を有し、位相が半周期ずれた波形となっている。また、図3に示した配置では、変位センサ21、22、23、24の順に、当該各センサの垂直位置における鋼帯2の振幅が大きくなっているので、図4の信号波形の振幅も、同一順で大きくなっている。
【0057】
制御回路40は、図4に示すような検出信号を用いて、複数の垂直位置における鋼帯2の振幅を解析することで、振動する鋼帯2の最小振幅位置P(例えば、鋼帯2の振動の節の位置)を求め、該最小振幅位置Pのデータを駆動回路42に出力する。駆動回路42は、上記移動機構30を駆動させるための回路である。移動機構30は、制御回路40及び駆動回路42による制御に従って、ワイピングノズル9を鉛直方向に移動させて、上記最小振幅位置Pに位置づける。図3の例では、ワイピングノズル9が、元の垂直位置から上方に所定距離だけ移動して、最小振幅位置Pに配置されている。
【0058】
以上、本発明の第1の実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置及び方法について説明した。本実施形態によれば、相異なる複数の垂直位置に設けられた複数の変位センサ21〜24により、通板中に振動している鋼帯2の当該各垂直位置における振幅を検出する。さらに、制御回路40は、上記変位センサ21〜24により検出された鋼帯2の振幅に基づき、鋼帯2の振動を解析して、鋼帯2の振幅が最小となる最小振幅位置Pを求める。そして、制御回路40及び駆動回路42は、移動機構30を制御して、ワイピングノズル9を鉛直方向に移動させ、最小振幅位置Pに配置する。
【0059】
かかる構成により、ワイピングノズル9を移動させるといった簡単な方法により、ワイピングノズル9位置における鋼帯2の振幅を最小化して、鋼帯2の振動による目付量のバラツキを抑制できる。また、鋼帯2の振動の節の位置にワイピングノズル9を移動させることで、様々な周波数の鋼帯2の振動に対しても効果的である。さらに、鋼帯2の高速通板時(例えば250m/分)でも、ワイピングノズル9位置での鋼帯2の振動を的確に抑制できる。
【0060】
また、上記ワイピングノズル9の位置制御は、連続溶融めっき装置1の操業中にオンラインで行ってもよいし、或いは、非操業中にオフラインで行ってもよい。オンラインの場合、操業条件の変動やその他の要因で、めっき浴3から鉛直方向に引き上げられる鋼帯2の振動が変化する場合であっても、当該振動の変化に応じて、ワイピングノズル9の位置を動的に制御することで、鋼帯2に対する目付量を常時均一化できる。一方、オフラインの場合、非操業時にノズル位置を適切な位置に制御しておくことで、操業時にワイピングノズル9を移動させるリスクを回避でき、鋼帯2の品質の安定化を図れる。
【0061】
また、本実施形態では、複数の変位センサ21〜24を設けることで、相異なる複数の垂直位置における鋼帯2の振幅を検出するために、変位センサ21〜24を移動させなくてもよい。従って、当該変位センサ21〜24用の移動機構を増設しなくてもすむ。
【0062】
なお、変位センサの鉛直方向の設置数は、図3のような4個の例に限定されず、2個以上であれば、任意の個数であってよい。変位センサの鉛直方向の設置数が多い方が、鋼帯2の振動をより高精度で解析できる。また、上記では、鋼帯2の両側に複数の変位センサ21A〜24A、21B〜24Bを設けたが、鋼帯2の一側のみに変位センサ21A〜24Aを設けて、鋼帯2の振幅を検出してもよい。
【0063】
また、本実施形態ではワイピングノズル9と変位センサ21〜24を同一の支持体31に固設して、移動機構30により両者を一体として移動したが、本発明はかかる例に限定されない。例えば、ワイピングノズル9と変位センサ21〜24を別の支持体で支持して、移動機構によりワイピングノズル9のみを移動するようにしてもよい。
【0064】
また、本実施形態では鋼帯2の最小振幅位置P(例えば、鋼帯2の振動の節の位置)を検出する例について述べたが、本発明はかかる例に限定されない。例えば、鋼帯2の振幅が許容値以下となる垂直位置を検出するようにしてもよい。鋼帯2の振幅が許容値以下であれば、鋼帯2の振動による溶融金属の目付量のバラツキを十分に抑制できる。
【0065】
[4.他の実施形態]
次に、図5を参照して、本発明の第2の実施形態に係る検出部20と移動機構35の構成について説明する。図5は、第2の実施形態に係る連続溶融めっき装置1のノズル制御装置を示す模式図である。
【0066】
上記第1の実施形態では、複数の垂直位置における鋼帯2の振幅を検出するために、当該複数の垂直位置にそれぞれ配置される複数対の変位センサ21〜24を用いた。これに対し、第2の実施形態では、図5に示すように、検出部20として、鉛直方向に一対の変位センサ25のみを設置し、移動機構35により当該変位センサ25を鉛直方向に移動させることで、複数の垂直位置における鋼帯2の振幅を検出する。即ち、1つの変位センサ25を鋼帯2の通板方向に沿って移動させることで、ワイピングノズル9の可動範囲内における鋼帯2の振幅を走査する。
【0067】
第2の実施形態に係る連続溶融めっき装置1は、かかる変位センサ25とその移動機構30以外の機能構成については、上述した第1の実施形態の場合と同様であるので、詳細説明は省略する。以下に第2の実施形態の特徴について詳述する。
【0068】
図5に示すように、鋼帯2の両側には、ワイピングノズル9に隣接してそれぞれ1つの変位センサ25A、25Bが設置されている。このように本実施形態では、鋼帯2の両側に一対の変位センサ25のみが設けられている。なお、鋼帯2の幅方向には、図2の例と同様に変位センサ25A、25Bを複数設置してもよい。
【0069】
ワイピングノズル9と変位センサ25は、例えばリニアガイド機構からなる移動機構35により鉛直方向に移動可能である。移動機構35は、ワイピングノズル9と変位センサ25が固設される支持体33と、支持体33を摺動可能に支持するガイドレール34と、支持体33を鉛直方向に上下動させるための駆動力を発生するアクチュエータ等の駆動源(図示せず。)と、を備える。かかる移動機構35は、不図示の駆動源からの駆動力によって、支持体33をガイドレール34に沿って鉛直方向に摺動させる。これにより、支持体33に取り付けられたワイピングノズル9及び変位センサ25を鉛直方向に移動させ、鉛直方向の任意の垂直位置に配置できる。
【0070】
上記のような移動機構35により、変位センサ25を所定間隔(例えば100mmピッチ)で鉛直方向に移動させ、鋼帯2の水平方向の変位を所定時間(例えば0.5秒)だけ測定する。これにより、1つの変位センサ25を用いて、相異なる複数の垂直位置における鋼帯2の水平方向の変位を検出できる。この結果、図4に示した検出信号と同等以上のピッチ間隔で鋼帯2の振幅を表す検出信号が得られることとなる。
【0071】
変位センサ25の検出信号は制御回路40に入力され、制御回路40は、上記第1の実施形態と同様にして、上記変位センサ25により検出された鋼帯2の振幅に基づき、鋼帯2の振動を解析して、鋼帯2の振幅が最小となる最小振幅位置P(例えば、鋼帯2の振動の節の位置)を決定する。また、変位センサ25の移動ピッチを細かくして、多数の垂直位置における鋼帯2の振幅を検出した場合には、それら多数の振幅のうちで最小の振幅を選択して、該最小の振幅が検出された垂直位置を最小振幅位置Pとして設定してもよい。これにより、上記振動解析処理を行わなくて済むので、制御回路40の処理負荷と処理時間を低減できる。
【0072】
このようにして制御回路40は、変位センサ25の検出信号に基づいて、最小振幅位置Pを求める。そして、制御回路40及び駆動回路42は、移動機構35を制御して、ワイピングノズル9を鉛直方向に移動させて、当該最小振幅位置Pに配置する。
【0073】
以上、本発明の第2の実施形態に係る連続溶融めっき装置1におけるノズル位置制御装置及び方法について説明した。本実施形態によれば、第1の実施形態と同様の効果に加え、変位センサ25の設置数を低減できるという効果が得られる。また、鉛直方向の広い範囲(例えばワイピングノズル9の可動範囲全体)に渡って、鋼帯2の振幅を検出できるので、鋼帯2の最小振幅位置Pを的確に見つけることができる。
【0074】
さらに、ワイピングノズル9と変位センサ25を同一の支持体33に固設し、該支持体33を上下動させることで、ワイピングノズル9と変位センサ25の移動機構を一体化できる。従って、設備構成を簡略化して、設備コストを低減できる。しかし、本発明はかかる例に限定されず、ワイピングノズル9用の移動機構と、変位センサ用の移動機構を別構成にしてもよい。
【0075】
以上、添付図面を参照しながら本発明の好適な実施形態について詳細に説明したが、本発明はかかる例に限定されない。本発明の属する技術の分野における通常の知識を有する者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、これらについても、当然に本発明の技術的範囲に属するものと了解される。
【符号の説明】
【0076】
1 連続溶融めっき装置
2 鋼帯
3 めっき浴
4 浴槽
5 スナウト
6 シンクロール
7、8 サポートロール
9 ワイピングノズル
10、11 タッチロール
20 検出部
21、22、23、24、25 変位センサ
30 移動機構
31、33 支持体
32、34 ガイドレール
35 移動機構
40 制御回路
42 駆動回路
【特許請求の範囲】
【請求項1】
連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御装置であって、
所定の可動範囲内で前記ワイピングノズルを鉛直方向に移動する移動機構と、
前記金属帯に隣接して配置され、前記金属帯の振幅を検出する検出部と、
前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定し、前記移動機構を制御して前記ワイピングノズルを前記垂直位置に移動させる制御部と、
を備えることを特徴とする、ノズル位置制御装置。
【請求項2】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、
前記制御部は、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項1に記載のノズル位置制御装置。
【請求項3】
前記検出部は少なくとも1つの変位センサからなり、
前記変位センサは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動することで、相異なる複数の垂直位置における前記金属帯の振幅を検出し、
前記制御部は、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項1に記載の、ノズル位置制御装置。
【請求項4】
前記移動機構は、前記ワイピングノズル及び前記検出部が設けられた支持体を鉛直方向に移動することを特徴とする、請求項1〜3のいずれか一項に記載の、ノズル位置制御装置。
【請求項5】
連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御方法であって、
前記金属帯に隣接して配置された検出部により、前記金属帯の振幅を検出する検出ステップと、
前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定する決定ステップと、
前記ワイピングノズルを鉛直方向に移動する移動機構により、前記ワイピングノズルを前記垂直位置に移動させる移動ステップと、
を含む、ノズル位置制御方法。
【請求項6】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、
前記検出ステップでは、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、
前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項5に記載のノズル位置制御方法。
【請求項7】
前記検出部は少なくとも1つの変位センサからなり、
前記検出ステップでは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動する前記変位センサにより、相異なる複数の垂直位置における前記金属帯の振幅を検出し、
前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項5に記載のノズル位置制御方法。
【請求項1】
連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御装置であって、
所定の可動範囲内で前記ワイピングノズルを鉛直方向に移動する移動機構と、
前記金属帯に隣接して配置され、前記金属帯の振幅を検出する検出部と、
前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定し、前記移動機構を制御して前記ワイピングノズルを前記垂直位置に移動させる制御部と、
を備えることを特徴とする、ノズル位置制御装置。
【請求項2】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、
前記制御部は、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項1に記載のノズル位置制御装置。
【請求項3】
前記検出部は少なくとも1つの変位センサからなり、
前記変位センサは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動することで、相異なる複数の垂直位置における前記金属帯の振幅を検出し、
前記制御部は、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項1に記載の、ノズル位置制御装置。
【請求項4】
前記移動機構は、前記ワイピングノズル及び前記検出部が設けられた支持体を鉛直方向に移動することを特徴とする、請求項1〜3のいずれか一項に記載の、ノズル位置制御装置。
【請求項5】
連続溶融めっき装置において、めっき浴から鉛直方向に引き上げられた金属帯の表面に気体を吹き付けるワイピングノズルの位置を制御するノズル位置制御方法であって、
前記金属帯に隣接して配置された検出部により、前記金属帯の振幅を検出する検出ステップと、
前記検出部の検出結果に基づいて、前記ワイピングノズルの可動範囲内で前記金属帯の振幅が許容値以下となる垂直位置を決定する決定ステップと、
前記ワイピングノズルを鉛直方向に移動する移動機構により、前記ワイピングノズルを前記垂直位置に移動させる移動ステップと、
を含む、ノズル位置制御方法。
【請求項6】
前記検出部は、前記金属帯に沿って相異なる複数の垂直位置にそれぞれ配置された複数の変位センサを備え、
前記検出ステップでは、前記複数の変位センサにより前記複数の垂直位置における前記金属帯の振幅を検出し、
前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅を用いて前記金属帯の振動を解析することによって、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項5に記載のノズル位置制御方法。
【請求項7】
前記検出部は少なくとも1つの変位センサからなり、
前記検出ステップでは、前記移動機構又は他の移動機構により前記金属帯に沿って鉛直方向に移動する前記変位センサにより、相異なる複数の垂直位置における前記金属帯の振幅を検出し、
前記決定ステップでは、前記複数の垂直位置における前記金属帯の振幅に基づいて、前記金属帯の振幅が許容値以下となる前記垂直位置を決定することを特徴とする、請求項5に記載のノズル位置制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−80109(P2011−80109A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−232618(P2009−232618)
【出願日】平成21年10月6日(2009.10.6)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月6日(2009.10.6)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]