
ノズル外観検査装置およびノズル外観検査方法
【課題】低コストでノズル穴に生じる不良箇所を精度よく特定可能なノズル外観検査装置、およびノズル外観検査方法を提供すること。
【解決手段】ノズル外観検査装置100は、暗視野光学系ユニット5と、ノズル穴の撮像画像を取得する画像入力手段(撮像手段)70と、ノズル穴の中心を推定する中心推定手段71と、エッジ検出により輪郭を検出する輪郭検出手段72と、輪郭から仮の近似円の中心を求める仮近似円算出手段73と、仮の近似円の中心と輪郭上の各点との距離の平均値を求める仮距離平均算出手段74と、平均値と各距離との差が規定値未満となる輪郭上の点を抽出する近似円候補抽出手段75と、抽出された点によって形成される輪郭から近似円を特定する近似円特定手段76と、近似円の中心から抽出された輪郭までの距離が規定値以上となる箇所を不良箇所と特定する不良箇所特定手段77と、を備える。
【解決手段】ノズル外観検査装置100は、暗視野光学系ユニット5と、ノズル穴の撮像画像を取得する画像入力手段(撮像手段)70と、ノズル穴の中心を推定する中心推定手段71と、エッジ検出により輪郭を検出する輪郭検出手段72と、輪郭から仮の近似円の中心を求める仮近似円算出手段73と、仮の近似円の中心と輪郭上の各点との距離の平均値を求める仮距離平均算出手段74と、平均値と各距離との差が規定値未満となる輪郭上の点を抽出する近似円候補抽出手段75と、抽出された点によって形成される輪郭から近似円を特定する近似円特定手段76と、近似円の中心から抽出された輪郭までの距離が規定値以上となる箇所を不良箇所と特定する不良箇所特定手段77と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ノズルを撮像した画像を処理することで、ノズル穴の形状の不良を検出するノズル外観検査装置、およびノズル外観検査方法に関する。
【背景技術】
【0002】
従来、ノズルを有する基板として、インクジェットプリンターのインクジェットヘッドに用いられるノズルプレートが知られている。このノズルプレートにおけるノズル穴の形状に欠陥(不良)があると液状材料を液滴として吐出する際に不具合が生じるため、ノズルプレートの製造後に、ノズル穴の形状の欠陥の有無を検出する処理が行われている(例えば、特許文献1参照)。
【0003】
特許文献1に記載の方法では、基板の貫通部に光を照射し、基板に対して垂直の方向から貫通部の画像を撮像した撮像画像と、この撮像画像から求められる近似曲線とを比較することで、貫通部に付着しているカエリと称する金属製のバリの大きさを定量的に把握している。
しかしながら、特許文献1では、基板の貫通部に照射した光の反射光を撮像する明視野光学系であるため、ノズル穴そのものと周辺にある透明膜が同化して映し出されてしまう。したがって、透明膜上に発生する欠陥を映し出すことができないため、透明膜上の欠陥を検査するには目視による人の判断が必要となり、コストや検査の安定性に問題があった。
【0004】
一方で、半導体ウェハの微細構造の観察を容易にするために暗視野光学系を備えた検査装置が知られている(例えば、特許文献2参照)。
特許文献2では、暗視野光学系を含む複数の光学系を備えており、欠陥の種類に応じて最適な光学系を一つまたは複数選択し、撮像された画像と参照画像とを比較することで欠陥の検出を行っている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−111695号公報
【特許文献2】特開2010−151824号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2の検査装置は複数の光学系を備えた大きなシステムであるため、コストが増大してしまう。また、このように大きなシステムは、処理も複雑であることから検査に時間がかかってしまい、増産に対応できない。
【0007】
本発明は、上記のような問題に鑑みて、低コストでノズル穴に生じる不良箇所を精度よく特定可能なノズル外観検査装置、およびノズル外観検査方法を提供することである。
【課題を解決するための手段】
【0008】
本発明のノズル外観検査装置は、ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系と、前記照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像手段と、前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定手段と、前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出手段と、前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出手段と、前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出手段と、前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出手段と、前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定手段と、前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定手段と、を備えることを特徴とする。
【0009】
この発明では、中心推定手段により撮像画像の二値化画像を生成し、この二値化画像に基づいてノズル穴のおおよその中心を推定し、この中心を撮像画像に適用する。仮近似円算出手段は、輪郭検出手段により撮像画像において検出される内輪郭および外輪郭からそれぞれの仮の近似円である仮の内輪郭近似円および仮の外輪郭近似円を求め、仮距離平均算出手段は、仮の内輪郭近似円の中心と検出された内輪郭上の各点との距離の平均値(内輪郭距離平均)および仮の外輪郭近似円の中心と検出された外輪郭上の各点との距離の平均値(外輪郭距離平均)を求める。近似円候補抽出手段は、検出された内輪郭および外輪郭上の各点と求められた距離の平均値の差をそれぞれ算出し、この差が第一規定値未満となる内輪郭および外輪郭上の点を抽出する。すなわち、差が第一規定値以上となる箇所(点)は、他の点よりも各輪郭の外側に大きく突出しているため、輪郭の近似円を求めるための要素とするには適さない。したがって、差が第一規定値以上となる箇所(点)を除外し、差が第一規定値未満となる箇所(点)のみを抽出する。そして、近似円特定手段は、抽出された各点の集合によって形成される内輪郭に基づいて内輪郭近似円を求め、抽出された各点の集合によって形成される外輪郭に基づいて外輪郭近似円を求める。
【0010】
撮像画像に映し出されたノズル穴には不良が生じている可能性があるため、撮像画像から検出した内輪郭および外輪郭には、その不良箇所も含まれることになる。したがって、検出された内輪郭および外輪郭上の全ての点に基づいて近似円を求めることとなると、不良箇所の要素も含まれた近似円となるため、より正確なものとはならない。本発明では、上述したように、近似円候補抽出手段により不良箇所と思われる箇所を除外し、より近似円に近い内輪郭および外輪郭上の点に基づいて、近似円を求めている。したがって、より正確な近似円を特定することができる。
【0011】
不良箇所特定手段は、このように正確に算出された近似円と、撮像画像から検出された内輪郭および外輪郭との差を算出し、この差が第二規定値以上となる箇所(点)を不良箇所と特定する。このように、近似円が正確であるため、この近似円との比較により特定された不良箇所はより正確である。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。また、不良箇所を正確に特定できるため、製品の修復を容易かつ確実に行うことができる。
なお、第一規定値および第二規定値は、検査の精度等に応じて適宜設定されるものである。
【0012】
また、暗視野光学系によりノズル穴の開口部を撮像するため、ノズル穴の周辺にある透明膜を映し出すことができ、透明膜を含むノズル穴周辺の表面状態を鮮鋭化することができる。したがって、ノズル穴だけではなく透明膜上に生じる不良も認識することができ、精度の高い検査を行うことができる。このように、本発明のノズル外観検査装置を用いれば、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応できる。
【0013】
本発明のノズル外観検査装置において、前記不良箇所の不良の種類を分類する不良分類手段をさらに備え、前記不良分類手段は、前記外輪郭に前記不良箇所が存在しない場合は、不良箇所なしに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第一範囲内である場合は、当該不良箇所の不良をチッピングに分類し、前記外輪郭に前記不良箇所が存在し、かつ、前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲に重複する前記内輪郭に不良箇所が存在しない場合は、当該不良箇所の不良をノリ残りに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第二範囲である場合は、当該不良箇所の不良をカケに分類することが好ましい。
【0014】
この発明では、上述のようにして特定した不良箇所の状態から、不良なし、チッピング、ノリ残り、カケのいずれかに分類する。各不良は、輪郭形状にそれぞれ特徴がある。チッピングは、内輪郭および外輪郭の重複する位置にそれぞれ不良箇所が存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第一範囲内となる。なお、第一範囲は検査の精度等に応じて適宜設定されるものである。ノリ残りは、外輪郭のみに不良箇所が存在する。カケは、内輪郭および外輪郭の重複する位置に不良箇所が存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第二範囲となる。ここで、第二範囲は検査の精度等に応じて適宜設定されるものである。このように、不良の場合は外輪郭に不良箇所が存在するため、外輪郭に不良箇所が存在しない場合は不良なしと判定できる。
上述したように精度よく特定された不良箇所の状態と、これらの特徴に基づいて不良を分類するため、精度よく不良の種類を分類することができる。
【0015】
本発明のノズル外観検査装置において、前記不良分類手段は、前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が前記輝度閾値以上の箇所を有しない場合は、不良箇所なしに分類することが好ましい。
【0016】
撮像画像に基づいて不良を検査する場合、撮像画像の状態によっては正確に不良を分類できない場合がある。特に、カケの場合は、撮像画像の状態によって、不良なしに分類される場合がある。
この発明では、カケと不良なしを区別することができる。カケの場合は、撮像画像において輝度値が輝度閾値以上の高い箇所が存在するため、これにより区別する。すなわち、上述した特徴に基づいて不良が分類される際、外輪郭に不良箇所がない場合は不良なしに分類されるが、輝度値が輝度閾値以上の箇所が存在すればカケに分類する。なお、輝度閾値は、撮像画像の状態等に応じて適宜設定することができる。
【0017】
本発明のノズル外観検査装置において、前記不良分類手段は、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有しない場合は、不良をチッピングに分類することが好ましい。
【0018】
撮像画像に基づいて不良を検査する場合、撮像画像の状態によっては正確に不良を分類できない場合がある。特に、カケの場合は、撮像画像の状態によって、チッピングと判定される場合がある。
この発明では、カケとチッピングを区別することができる。カケの場合は、撮像画像において輝度値が輝度閾値以上の高い箇所が存在するため、これにより区別する。すなわち、上述した特徴に基づいて不良が分類される際、外輪郭および内輪郭の重複する位置にそれぞれ不良箇所があり、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲が第一範囲内である場合はチッピングに分類するが、輝度値が輝度閾値以上の箇所が存在すればカケに分類する。このように、輝度分布による特徴を考慮して不良を分類することで、誤判定を防止することができる。
【0019】
本発明のノズル外観検査装置において、前記不良分類手段は、前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在する場合は、不良をチッピングに分類し、前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在しない場合は、不良をカケに分類することが好ましい。
【0020】
上述した特徴のいずれにも当てはまらない場合、すなわち、内輪郭および外輪郭の重複する位置に不良箇所がそれぞれ存在し、内輪郭の不良箇所の範囲に対する前記外輪郭の不良箇所の範囲が第三範囲である場合は、何らかの不良が生じているため、透明膜上の輝度分布に応じて不良を分類する。すなわち、透明膜上の輝度分布において、輝度値が輝度閾値以上の箇所の存在割合が第三規定値以上であれば、不良をチッピングと判定し、第三規定値未満であればカケと判定する。なお、第三範囲は検査の精度等に応じて適宜設定されるものである。輝度閾値および第三規定値は撮像画像の状態等に応じて適宜設定することができる。これは、不良がチッピングである場合に、上述した特徴に当てはまらない場合があるために行われる処理である。すなわち、チッピングによっては、透明膜上の輝度分布に輝度値が輝度閾値以上の高い箇所の存在割合が第三規定値以上という高い割合で存在する。したがって、この特徴を考慮して不良を分類することで、誤判定を防止することができる。
【0021】
本発明のノズル外観検査方法は、ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系から照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像工程と、前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定工程と、前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出工程と、前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出工程と、前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出工程と、前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出工程と、前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定工程と、前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定工程と、を実施することを特徴とする。
【0022】
この発明は、上記発明と同様に、より正確な近似円を特定することができることから、ノズル穴に生じる不良箇所を正確に特定することができる。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。
また、暗視野光学系により撮像した撮像画像に基づいて検査を行うため、従来の装置では映し出すことができなかったノズル穴の周辺に存在する透明膜を映し出すことができ、透明膜上の不良も検出することができる。したがって、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応できる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るノズル外観検査装置の構成を示すブロック図。
【図2】撮像画像の例を示す図であり、(A)は不良なし、(B)はチッピング、(C)はノリ残り、(D)はカケが生じている。
【図3】図2(A)の撮像画像の処理結果を示すグラフ。
【図4】図2(B)の撮像画像の処理結果を示すグラフ。
【図5】図2(C)の撮像画像の処理結果を示すグラフ。
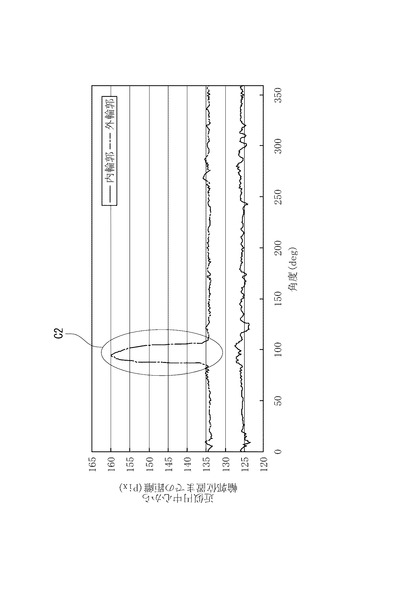
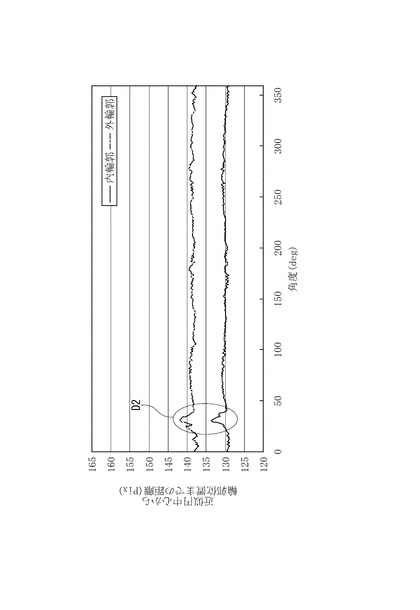
【図6】図2(D)の撮像画像の処理結果を示すグラフ。
【図7】不良箇所がカケであるノズル穴の撮像画像の例を示す図。
【図8】不良箇所がチッピングの場合の透明膜上の輝度分布を示すグラフ。
【図9】不良箇所が図7(A)のカケの場合の透明膜上の輝度分布を示すグラフ。
【図10】不良箇所がない場合の透明膜上の輝度分布を示すグラフ。
【図11】不良箇所が図7(B)のカケの場合の透明膜上の輝度分布を示すグラフ。
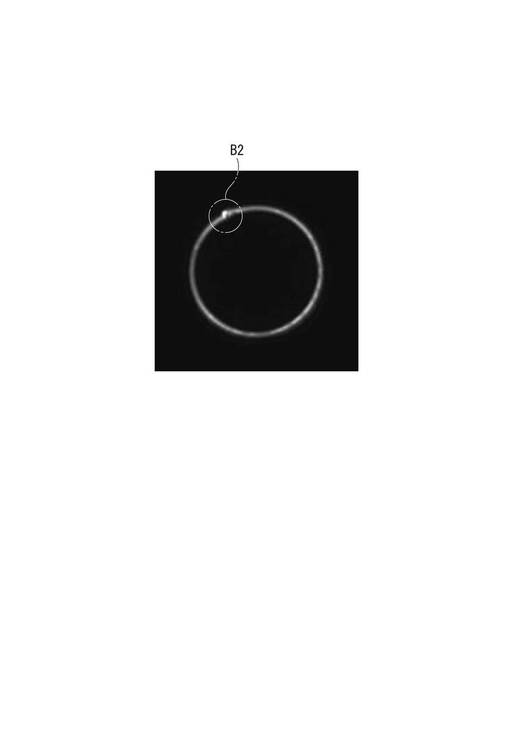
【図12】不良箇所がチッピングであるノズル穴の撮像画像の例を示す図。
【図13】不良箇所が図12のチッピングの場合の透明膜上の輝度分布を示すグラフ。
【図14】前記ノズル外観検査装置が不良箇所を特定する動作を示すフローチャート。
【図15】前記ノズル外観検査装置が不良箇所を特定する動作を示すフローチャート。
【図16】前記ノズル外観検査装置が不良を分類する処理を示すフローチャート。
【発明を実施するための形態】
【0024】
〔ノズル外観検査装置の構成〕
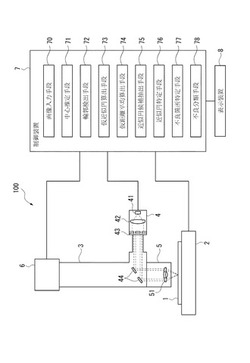
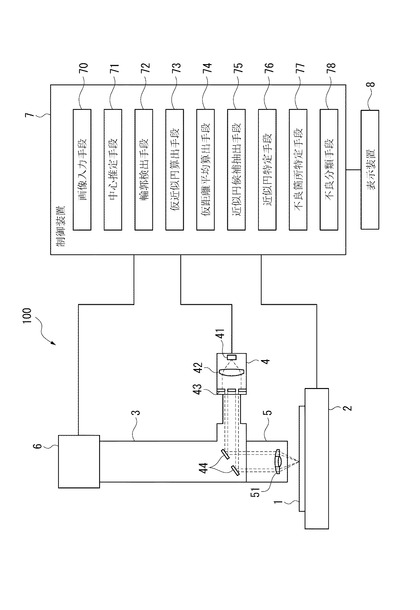
図1は本発明の一実施形態に係るノズル外観検査装置の構成を示すブロック図である。
ノズル外観検査装置100は、シリコンノズルプレートなどの被検査物1のノズル穴の形状における不良箇所とその種類を検出するものであり、本実施形態では、カケ、チッピング、ノリ残りの不良を検出する。
そして、ノズル外観検査装置100は、XYステージ2、顕微鏡3、照明光学系ユニット4、暗視野光学系ユニット5、CCDカメラ6、制御装置7、表示装置8を備えて構成される。被検査物1は、XYステージ2上に載置され、平面的に移動可能に構成されている。
【0025】
顕微鏡3は、被検査物1を拡大してCCDカメラ6で撮影するために設けられており、被検査物1の不良を検出するために十分な倍率を有するものが用いられている。
照明光学系ユニット4は、光源41を備え、光源41から照射される光の光軸上に凸レンズ42を配し、凸レンズ42によってされた光を円環状に絞るリング絞り43と、円環の光束を暗視野光学系ユニット5の方向に反射させる穴あきミラー44とを備えている。
暗視野光学系ユニット5は、リング状集光レンズ51を備えている。リング状集光レンズ51は、穴あきミラー44によって反射された光束を集光し、被検査物1に対して斜め方向からリング状の光を照射する。
【0026】
CCDカメラ6は、顕微鏡3を介して被検査物1を撮影する撮像手段である。本実施形態では、暗視野光学系ユニット5により入射されたリング状の光に対する被検査物1の散乱光を撮像する。
制御装置7は、CCDカメラ6、照明光学系ユニット4、およびXYステージ2を制御し、被検査物1の不良を検出する画像処理手段である。
表示装置8は、制御装置7に接続された液晶ディスプレイなどの表示装置である。
【0027】
制御装置7は、例えばパーソナルコンピューターなどを用いることができ、CCDカメラ6により撮像された撮像画像を処理して、被検査物1の不良を検出する。そして、この制御装置7は、図1に示すように、画像入力手段70と、中心推定手段71と、輪郭検出手段72と、仮近似円算出手段73と、仮距離平均算出手段74と、近似円候補抽出手段75と、近似円特定手段76と、不良箇所特定手段77と、不良分類手段78と、を備えている。
【0028】
ここで、制御装置7は、HDDやメモリーなどの図示しない記憶手段を備え、この記憶手段に記録されるプログラムとして上記手段71から78が記憶されている。そして、制御装置7に設けられる図示しないCPU(Central Processing Unit)により、記憶手段から適宜上記手段71から78などのプログラムが読み出され、演算処理されることで、被検査物1におけるノズル穴の不良の検出処理が実行される。
なお、本実施形態では、上記のように、中心推定手段71、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、近似円特定手段76、不良箇所特定手段77、および不良分類手段78がプログラムとして記憶手段に記憶され、CPUにより適宜読み出されて処理が実行される構成を例示するが、これに限定されない。すなわち、中心推定手段71、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、近似円特定手段76、不良箇所特定手段77、および不良分類手段78は、ICチップなどの集積回路、その他ハードウェアにより構成され、画像入力手段70から入力される撮像画像の画像データを適宜信号処理することで不良を検出する構成としてもよい。
【0029】
画像入力手段70は、CCDカメラ6によって撮像された撮像画像をA/D変換器により、例えば、256階調(8ビット)のデジタルデータとして制御装置7に入力し、入力された撮像画像を図示しない記憶手段に記憶する。
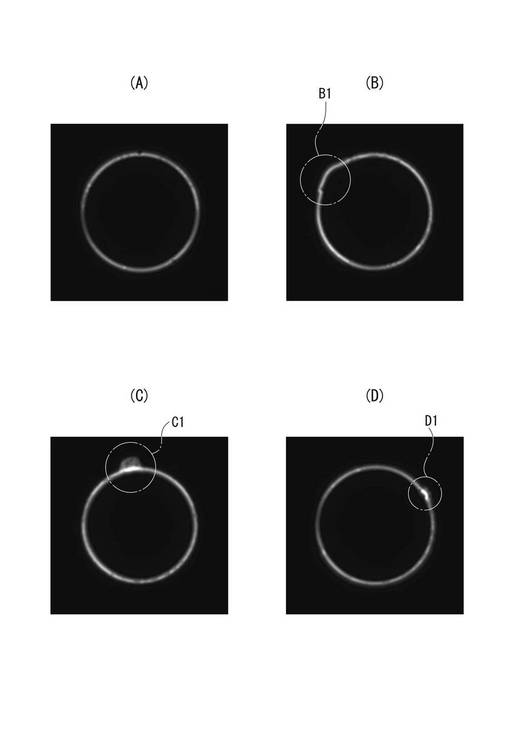
ここで入力された撮像画像の例を図2に示す。図2(A)は不良が存在していない例、図2(B)はB1で示す部分にチッピングが生じている例、図2(C)はC1で示す箇所にノリ残りが生じている例、図2(D)はD1で示す箇所にカケが生じている例である。
中心推定手段71は、撮像画像から二値化画像を生成し、この二値化画像に基づいて、ノズル穴のおおよその中心(座標)を求める。なお、二値化画像は、入力された撮像画像に対して、例えばメディアンフィルターを適用してノイズ成分を除去し、ノイズ成分を除去した画像に対して、所定輝度閾値で二値化処理することで生成される。
【0030】
輪郭検出手段72は、撮像画像において、ノズル穴の内輪郭と外輪郭とを検出する。具体的には、入力された撮像画像に、中心推定手段71で求めたノズル穴のおおよその中心を適用し、この中心からノズル穴の外側に向かってエッジ検出を行い、内輪郭を検出する。また、撮像画像の外側から中心に向かってエッジ検出を行い、外輪郭を検出する。ここで、内輪郭および外輪郭は多数の点の集合により形成されるものであり、各点の位置を求めることで内輪郭および外輪郭を検出することができる。
【0031】
仮近似円算出手段73は、輪郭検出手段72で検出した内輪郭および外輪郭の位置に基づいて、仮の内輪郭近似円および仮の外輪郭近似円を求め、これらの中心をそれぞれ求める。
仮距離平均算出手段74は、仮の内輪郭近似円の中心と、輪郭検出手段72で検出した内輪郭上の各点との距離(仮の内輪郭距離)をそれぞれ求め、これらの距離の平均値(第一内輪郭距離平均)を算出する。また、仮の外輪郭近似円の中心と、輪郭検出手段72で検出した外輪郭上の各点との距離(仮の外輪郭距離)をそれぞれ求め、これらの距離の平均値(第一外輪郭距離平均)を算出する。
【0032】
近似円候補抽出手段75は、輪郭検出手段72で検出した内輪郭および外輪郭上の各点について、近似円となり得る点を抽出する。
具体的には、第一内輪郭距離平均と、内輪郭上の各点の仮の内輪郭距離との差をそれぞれ算出し、この差が規定値、例えば3以上となる仮の内輪郭距離を除外する。そして、除外されなかった仮の内輪郭距離の平均値(第二内輪郭距離平均)を算出する。このようにして算出する内輪郭距離平均と、除外されなかった仮の内輪郭距離との差が規定値を超えなくなるまで、上記処理を繰り返す。また、外輪郭についても同様に、第一外輪郭距離平均と、外輪郭上の各点の仮の外輪郭距離との差をそれぞれ算出し、この差が規定値(第一規定値)、例えば3以上となる仮の外輪郭距離を除外する。そして、除外されなかった仮の外輪郭距離の平均値(第二外輪郭距離平均)を算出する。このようにして算出する外輪郭距離平均と、除外されなかった仮の外輪郭距離との差が第一規定値を超えなくなるまで、上記処理を繰り返す。そして、内輪郭上の点のうち、除外した仮の内輪郭距離に該当する点を除外することで、正確な内輪郭近似円となり得る点を抽出することができる。なお、第一規定値は上記範囲に限定されず、検査の精度等に応じて適宜調整すればよい。
【0033】
近似円特定手段76は、近似円候補抽出手段75により抽出された内輪郭上の各点の位置から内輪郭近似円を求め、その中心の座標と半径を特定する。同様に、近似円候補抽出手段75により抽出された外輪郭上の各点の位置から外輪郭近似円を求め、その中心の座標と半径を特定する。このようにして、正確な内輪郭近似円および外輪郭近似円を求めることができる。
不良箇所特定手段77は、近似円特定手段76により特定された内輪郭近似円および外輪郭近似円と、輪郭検出手段72で検出した内輪郭および外輪郭と比較することで、ノズル穴の不良箇所を特定する。具体的には、近似円特定手段76により特定された内輪郭近似円の中心と、輪郭検出手段72で検出した内輪郭上の各点との距離(内輪郭距離)をそれぞれ求め、この内輪郭距離と内輪郭近似円の半径との差を求める。この差が所定値、例えば1以上となる箇所を不良箇所と特定する。同様に、近似円特定手段76により特定された外輪郭近似円の中心と、輪郭検出手段72で検出した外輪郭上の各点との距離(外輪郭距離)をそれぞれ求め、この外輪郭距離と外輪郭近似円の半径との差を求める。この差が規定値(第二規定値)、例えば1以上となる箇所を不良箇所と特定する。なお、第二規定値は上記範囲に限定されず、検査の精度等に応じて適宜調整すればよい。
【0034】
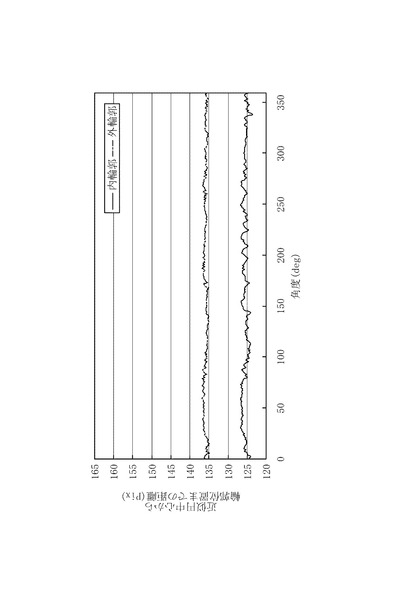
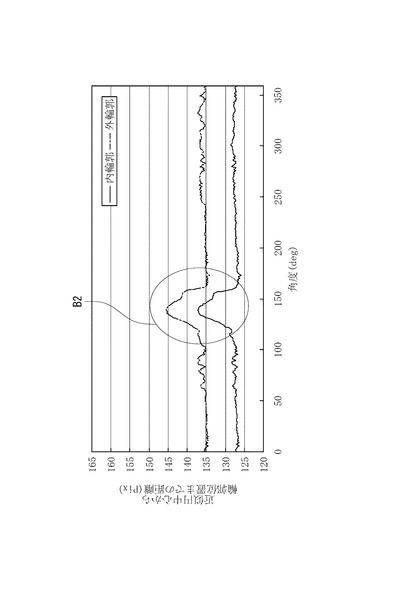
ここで、中心推定手段71から不良箇所特定手段77による処理結果を図3から図6に示す。図3は、図2(A)の画像に対する処理結果であり、図4は、図2(B)の画像に対する処理結果であり、図5は、図2(C)の画像に対する処理結果であり、図6は、図2(D)の画像に対する処理結果である。図2(A)の画像のように不良箇所がない場合は、図3に示すように、内輪郭、外輪郭ともに、近似円の半径に対して近似円の中心からの距離が長い箇所が存在しない。また、図2(B)の画像のようにB1で示す部分にチッピングが発生している場合は、図4に示すように、内輪郭、外輪郭ともに、B1に該当するB2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。また、図2(C)の画像のようにC1で示す部分にノリ残りが発生している場合は、図5に示すように、外輪郭のC1に該当するC2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。また、図2(D)の画像のようにD1で示す部分にカケが発生している場合は、図6に示すように、内輪郭および外輪郭のD1に該当するD2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。
【0035】
不良分類手段78は、中心推定手段71から不良箇所特定手段77による処理で特定された不良箇所に発生している不良を分類する。
ノズル穴周辺に発生する不良としては、図2(B)(C)(D)の画像に示すように、チッピング、ノリ残り、カケの3種類がある。これらの画像の処理結果である図4から図6までのグラフでは、不良の種類に応じて以下の表1に示す特徴がある。すなわち、チッピングは、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離が長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が1以上2以下(第一範囲)となっている。ノリ残りは、外輪郭のみに近似円の中心から輪郭位置までの距離の長い箇所がある。カケは、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離の長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が1未満(第二範囲)となっている。なお、第一範囲および第二範囲は上記範囲に限られず、適宜調整することができる。
【0036】
【表1】

【0037】
ここで、図2(B)(C)(D)の処理結果である図4から図6のグラフから、外輪郭不良箇所の範囲および内輪郭不良箇所の範囲を求め、これらの輪郭範囲の比率を算出した結果を以下の表2に示す。
【0038】
【表2】
【0039】
図2(B)(C)(D)の画像は、表1に示す特徴が顕著であるため、表2に示すように、表1に示す特徴に基づいて各画像の不良種類を分類することができる。
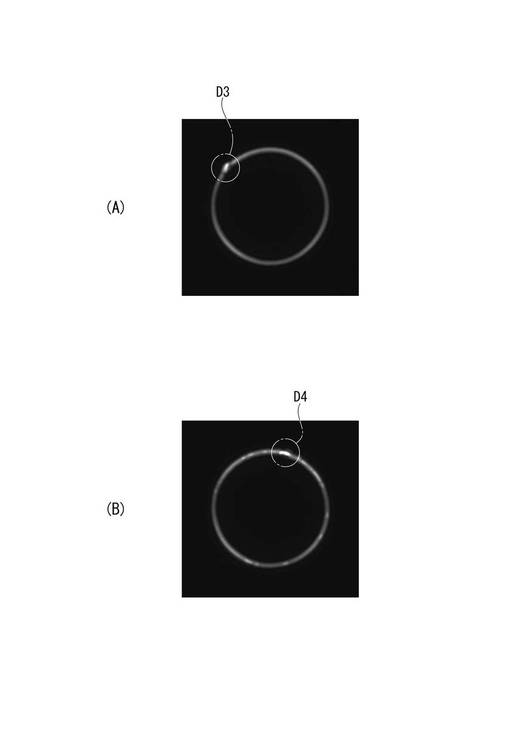
一方、不良がカケの場合、表1に示す特徴だけでは正しい分類が難しい場合がある。図7(A)(B)に示す画像は、カケが生じていることを示す。これらの画像から得られる処理結果を表1に示す特徴に基づいて不良種類を分類すると以下の表3に示す結果が得られる。
【0040】
【表3】
【0041】
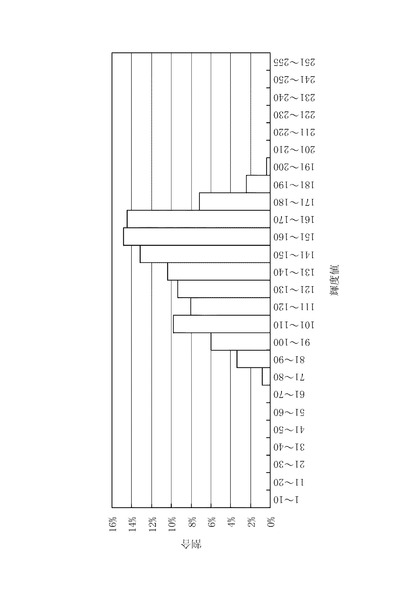
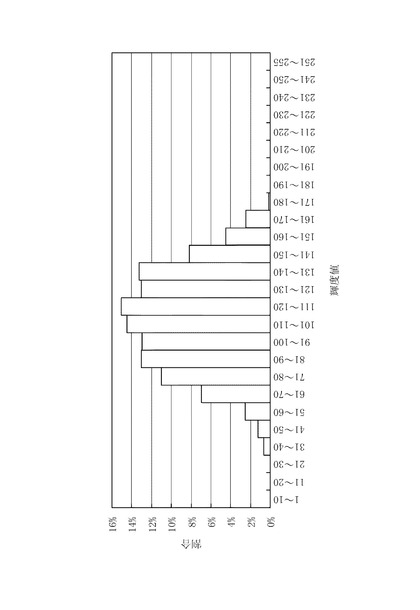
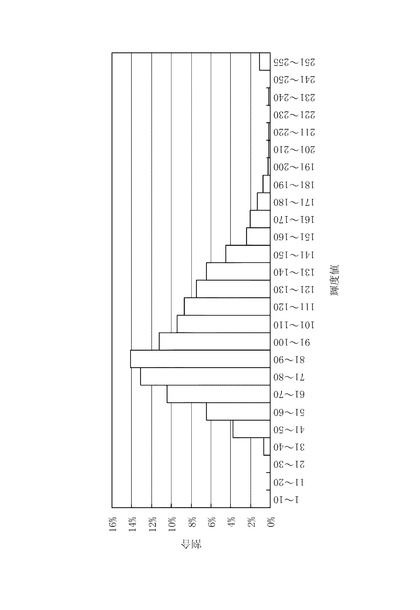
このように、カケが生じているにも関わらず、異なる結果となってしまう。この誤判定を避けるために、不良の種類による透明膜上の輝度分布の違いを考慮する。図8は、図2(B)のようなチッピングが生じている画像における、ノズル穴の透明膜上の輝度分布であり、図9は、図7(A)のようなカケが生じている画像における、ノズル穴の透明膜上の輝度分布である。また、図10は、図2(A)のように不良箇所が存在しない画像における、ノズル穴の透明膜上の輝度分布であり、図11は、図7(B)のようなカケが生じている画像における、ノズル穴の透明膜上の輝度分布である。図8から図11に示す輝度分布において、図9および図11では輝度値が251以上の箇所を有するが、図8および図10では輝度値が251以上の箇所は有していない。すなわち、カケが生じている場合は、透明膜上の輝度分布に輝度値が251以上の箇所が存在する。このように、本実施形態では、輝度閾値を251としているが、この輝度閾値は、撮像画像の状態等に応じて適宜調整することができる。
【0042】
また、不良がチッピングの場合であっても、上記表1に示す特徴を示さない場合がある。図12に示す画像は、B2で示す部分にチッピングが生じていることを示す。この画像から得られる処理結果を表1に示す特徴に基づいて不良種類を分類すると、以下の表4に示すように、いずれの不良にも当てはまらない。
【0043】
【表4】
【0044】
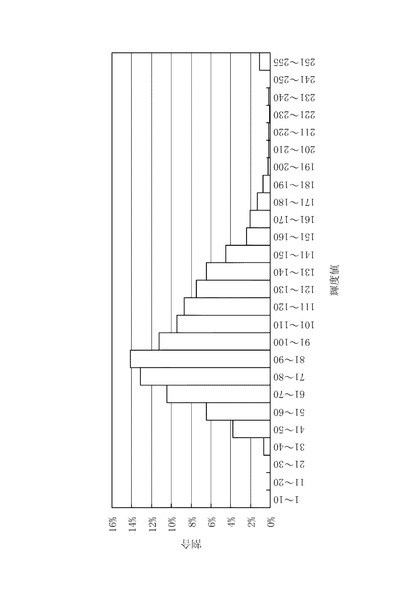
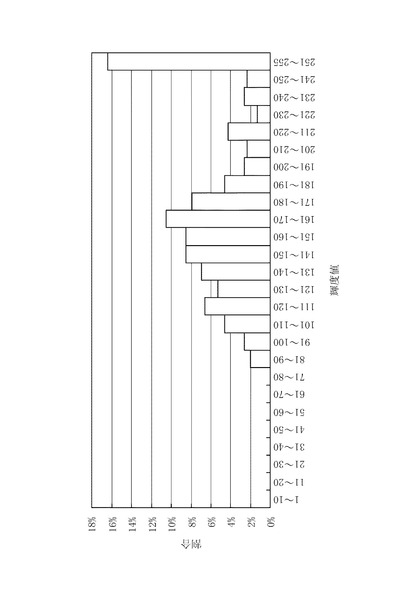
このように、チッピングが生じているにも関わらず、チッピングに分類されない。この誤判定を避けるために、透明膜上の輝度分布の違いを考慮する。図13は、図12のようなチッピングが生じている画像における、ノズル穴の透明膜上の輝度分布を示す。図13において、輝度値が251以上の箇所が全体の16%存在する。一方、カケの場合は、図9に示すように、輝度値が251以上の箇所は存在するが、存在割合は1%と小さい。すなわち、チッピングが生じている場合は、透明膜上の輝度分布に輝度値が251以上の箇所の存在割合が10%以上存在する。
【0045】
したがって、不良分類手段78は、表1に示す特徴と、透明膜上の輝度分布に基づいて不良を分類する。すなわち、表1に示す特徴によれば、何らかの不良がある場合は外輪郭に不良箇所があるが、外輪郭に不良箇所がない場合でも輝度値が251以上の箇所がある場合は、カケに分類する。また、表1に示す特徴によれば、外輪郭と内輪郭の重複する位置に不良箇所がそれぞれ存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲が1以上2以下の場合はチッピングに分類するが、輝度値が251以上の箇所がある場合は、カケに分類する。
【0046】
さらに、不良分類手段78は、何らかの不良があるにも関わらず表1に示す特徴のいずれにも該当しない場合、すなわち、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離が長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が2より大きい(第三範囲)場合、カケとチッピングのいずれかに分類する。分類方法は、透明膜上の輝度分布に基づき、輝度値が251以上の箇所が全体の10%(第三規定値)以上存在する場合はチッピングに分類し、10%未満である場合はカケに分類する。なお、第三範囲は上記範囲に限られず、適宜調整することができ、第三規定値は上記値に限られず、撮像画像の状態等に応じて適宜調整することができる。
【0047】
〔ノズル外観検査装置の動作〕
次に、本実施形態のノズル外観検査装置によるノズル外観検査方法について、フローチャートを用いて説明する。ノズル外観検査装置100は、まず、不良箇所を特定する処理を行った後、不良の種類を分類する工程を行う。
まず、不良箇所を特定する処理を、図14および図15に示すフローチャートに基づいて説明する。
【0048】
まず、被検査物1がXYステージ2にセットされると、制御装置7の画像入力手段70は、被検査物1の画像をCCDカメラ6で撮影し、その撮影画像の画像データを取得する画像取得工程(撮像工程)を行う。このとき撮影画像は、図示しないA/D変換器により、例えば、256階調(8ビット)のデジタルデータとして、制御装置7に取り込まれる。
【0049】
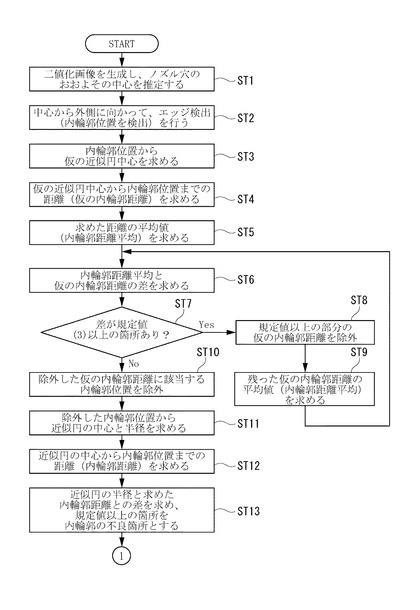
そして、中心推定手段711は、取得された撮像画像に対して所定輝度閾値で二値化処理を行うことで二値化画像を生成し、この二値化画像からノズル穴のおおよその中心を推定する(ST1)。
次に、輪郭検出手段72は、撮像画像に対してノズル穴のおおよその中心を適用し、このおおよその中心からノズル穴の外側に向かってエッジ検出を行い、検出された各点の集合となる内輪郭を検出する(ST2)。
次に、仮近似円算出手段73は、検出された内輪郭の位置から、仮の内輪郭近似円を求め、この中心座標を求める(ST3)。
【0050】
次に、仮距離平均算出手段74は、仮の内輪郭近似円の中心と内輪郭上の各点との距離(仮の内輪郭距離)をそれぞれ求め(ST4)、これらの距離の平均値(第一内輪郭距離平均)を算出する(ST5)。
次に、近似円候補抽出手段75は、第一内輪郭距離平均と内輪郭上の各点の仮の内輪郭距離との差を算出し(ST6)、この差が第一規定値、本実施形態では3以上の点が存在するか否かを判定する(ST7)。差が3以上の点が存在する場合は、差が3以上となる仮の内輪郭距離を除外し(ST8)、残った仮の内輪郭距離の平均値(第二内輪郭距離)を算出し(ST9)、ST6へ戻る。そして、ST6では、第二内輪郭距離平均と内輪郭上に残った点の仮の内輪郭距離との差を算出し、ST7からST9の処理を繰り返す。
一方、ST7の処理において、差が3以上の点が存在しない場合は、ステップST10へ進む。
【0051】
そして、近似円候補抽出手段75は、内輪郭上の点のうち、ST8で除外した仮の内輪郭距離に該当する点を除外する(ST10)。これにより、正確な内輪郭近似円を求めるのに適した点のみを抽出することができる。
次に、近似円特定手段76は、抽出された内輪郭上の点に基づいて内輪郭近似円を求め、その中心の座標と半径を特定する(ST11)。
次に、不良箇所特定手段77は、内輪郭近似円の中心とST2で検出した内輪郭位置(点)との距離(内輪郭距離)をそれぞれ求める(ST12)。そして、この内輪郭距離と内輪郭近似円の半径との差を求め、この差が第二規定値、本実施形態では1以上となる箇所を不良箇所と特定する(ST13)。
【0052】
次に、外輪郭の不良箇所を特定する処理について説明する。基本的には、内輪郭の不良箇所と特定する処理(ST2からST13)と同様に行う。
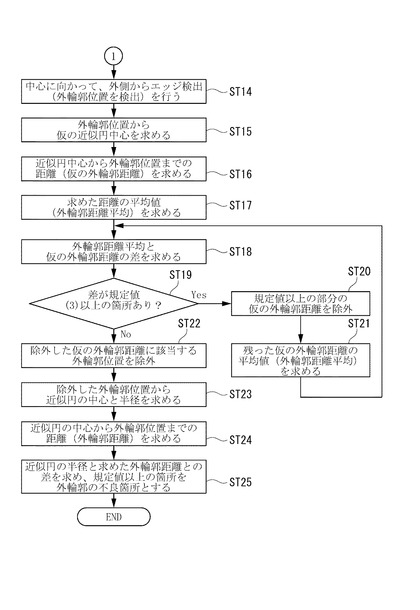
輪郭検出手段72は、撮像画像に対してノズル穴のおおよその中心を適用し、撮像画像の外側からこのおおよその中心に向かってエッジ検出を行い、検出された各点の集合となる外内輪郭を検出する(ST14)。
次に、仮近似円算出手段73は、検出された外輪郭の位置から、仮の外輪郭近似円を求め、この中心座標を求める(ST15)。
【0053】
次に、仮距離平均算出手段74は、仮の外輪郭近似円の中心と外輪郭上の各点との距離(仮の外輪郭距離)をそれぞれ求め(ST16)、これらの距離の平均値(第一外輪郭距離平均)を算出する(ST17)。
次に、近似円候補抽出手段75は、第一外輪郭距離平均と外輪郭上の各点の仮の外輪郭距離との差を算出し(ST18)、この差が第一規定値、本実施形態では3以上の点が存在するか否かを判定する(ST19)。差が3以上の点が存在する場合は、差が3以上となる仮の外輪郭距離を除外し(ST20)、残った仮の外輪郭距離の平均値(第二外輪郭距離)を算出し(ST21)、ST18へ戻る。そして、ST18では、第二外輪郭距離平均と外輪郭上に残った点の仮の外輪郭距離との差を算出し、ST18からST21の処理を繰り返す。
一方、ST19の処理において、差が3以上の点が存在しない場合は、ステップST22へ進む。
【0054】
そして、近似円候補抽出手段75は、外輪郭上の点のうち、ST20で除外した仮の内輪郭距離に該当する点を除外する(ST22)。これにより、正確な外輪郭近似円を求めるのに適した点のみを抽出することができる。
次に、近似円特定手段76は、抽出された外輪郭上の点に基づいて外輪郭近似円を求め、その中心の座標と半径を特定する(ST23)。
次に、不良箇所特定手段77は、外輪郭近似円の中心とST2で検出した外輪郭位置(点)との距離(外輪郭距離)をそれぞれ求める(ST24)。そして、この外輪郭距離と外輪郭近似円の半径との差を求め、この差が第二規定値、本実施形態では1以上となる箇所を不良箇所と特定する(ST25)。
以上の処理により、図3から図6に示す処理結果を得ることができ、内輪郭および外輪郭の不良箇所を特定することができる。
【0055】
次に、ノズル外観検査装置100が不良種類を分類する処理を、図16に示すフローチャートに基づいて説明する。
不良分類手段78は、まず、得られた処理結果に基づいて、外輪郭の不良箇所があるか否かを判定する(ST31)。外輪郭に不良箇所がない場合は、図8から図11に示す透明膜上の輝度分布に基づき、透明膜の全周で輝度値が輝度閾値以上、本実施形態では251以上の箇所があるか否かを判定する(ST32)。輝度値が251以上の箇所が存在しない場合は、不良なしに分類し(ST33)、処理を終了する。一方、ST32の処理において輝度値が251以上の箇所が存在する場合は、不良をカケに分類し(ST34)、処理を終了する。
また、ST31に処理において、外輪郭に不良箇所がある場合は、次のステップST35へ進む。
【0056】
次に、不良分類手段78は、内輪郭に不良箇所があるか否かを判定する(ST35)。内輪郭に不良箇所がない場合は、不良をノリ残りに分類し(ST36)、処理を終了する。一方、ST35の処理において、内輪郭に不良箇所がある場合は、次のステップへ進む。
次に、不良分類手段78は、内輪郭の不良箇所の角度の範囲に対する外輪郭の不良箇所の角度の範囲の比率が第一範囲内、本実施形態では1以上2以下であるか否かを判定する(ST37)。比率が1以上2以下である場合は、図8から図11に示す透明膜上の輝度分布に基づき、透明膜の全周で輝度値が251以上の箇所があるか否かを判定する(ST38)。輝度値が251以上の箇所が存在しない場合は、不良をチッピングに分類し(ST39)、処理を終了する。一方、ST38の処理において、輝度値が251以上の箇所が存在する場合は、不良をカケに分類し(ST40)、処理を終了する。
一方、ST37の処理において、比率が1以上2以下でない場合は、次のステップST41へ進む。
【0057】
次に、不良分類手段78は、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第二範囲内、本実施形態では1未満であるか否かを判定する(ST41)。比率が1未満である場合は、不良をカケに分類し(ST42)、処理を終了する。一方、ST41の処理において、比率が1未満でない場合は、次のステップST43へ進む。
次に、不良分類手段78は、図13に示す透明膜上の輝度分布に基づき、不良箇所の透明膜で輝度値が輝度閾値(251)以上の箇所が全体の第三規定値、本実施形態では10%以上存在するか否かを判定する(ST43)。存在する場合は、不良をチッピングに分類し(ST44)、処理を終了する。一方、ST43の処理において、存在しない場合は、不良をカケに分類し(ST45)、処理を終了する。
以上の処理により、不良の種類を分類することができる。
【0058】
〔実施形態の作用効果〕
上記実施形態のノズル外観検査装置100では、中心推定手段71により推定されたノズル穴のおおよその中心を撮像画像に適用し、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、および近似円特定手段76が撮像画像に基づいて正確な近似円を特定する。具体的には、仮近似円算出手段73が輪郭検出手段により撮像画像から検出された内輪郭および外輪郭からそれぞれ仮の内輪郭近似円および仮の外輪郭近似円を求める。仮距離平均算出手段74により求められたそれぞれの仮の近似円と内輪郭および外輪郭上の各点との距離の平均値を求め、近似円候補抽出手段75によりこの平均値と、それぞれの仮の近似円と内輪郭および外輪郭上の各点までの距離と、の差が規定値以上となる内輪郭および外輪郭上の点を除外し、除外されずに残った内輪郭および外輪郭上の点とそれぞれの仮の近似円までの距離の平均値を算出し、同様の処理を繰り返す。この処理により、近似円を特定するための基準となり内輪郭および外輪郭を抽出することができる。そして、近似円特定手段76は抽出された各点の集合によって形成される内輪郭または外輪郭に基づいて近似円を求める。
撮像画像に映っているノズル穴には、不良が生じている可能性がある。上記処理において、近似円候補抽出手段75がこのような不良箇所を除外する処理を行い、近似円特定手段76はより近似円に近い内輪郭および外輪郭上の点に基づいて、近似円を求めている。したがって、より正確な近似円を特定することができる。
【0059】
また、不良箇所特定手段77は、このように正確な近似円と、撮像画像から検出された内輪郭および外輪郭との差を算出し、この差が規定値以上となる箇所(点)を不良箇所と特定する。このように、近似円が正確であるため、この近似円との比較により特定された不良箇所はより正確である。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。また、不良箇所を正確に特定できるため、製品の修復を容易かつ確実に行うことができる。
【0060】
また、上記実施形態のノズル外観検査装置100は、暗視野光学系ユニット5によりノズル穴の開口部を撮像するため、より鮮鋭な撮像画像を得ることができ、明視野光学系では映し出すことのできなかった、ノズル穴の周辺にある透明膜を映し出すことができる。したがって、ノズル穴だけではなく透明膜上に生じる不良も認識することができ、精度の高い検査を行うことができる。これにより、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応することができる。
【0061】
上記実施形態では、不良分類手段78は、上述の処理により特定された不良箇所の形状の特徴に基づいて、チッピング、ノリ残り、カケ、不良なしのいずれかに分類する。各不良は、それぞれ特徴的な形状を有しているため、容易に分類することができる。
また、不良分類手段78は、外輪郭に不良箇所が存在しないために不良なしと判定する際(ST31)に、透明膜上における輝度分布に基づき、輝度値が251以上の箇所が存在する場合はカケに分類している。カケは、撮像画像の状態によっては、カケに特徴的な形状を有していない場合があり、不良なしと誤判定される場合がある。カケが生じている箇所は、透明膜上の輝度分布において、輝度値が251以上の箇所が存在するため、このような箇所の存在の有無によってもカケの有無を判定することで、誤判定を防止することができる。
【0062】
また、不良分類手段78は、上述した特徴に基づいてチッピングに分類する際(ST37)、透明膜上における輝度分布に基づいて、輝度値が251以上の箇所が存在する場合はカケに分類している。カケは、撮像画像の状態によっては、カケに特徴的な形状を有していない場合があり、チッピングと誤判定される場合がある。カケが生じている箇所は、透明膜上の輝度分布において、輝度値が251以上の箇所が存在するため、このような箇所の存在の有無によってもカケの有無を判定することで、誤判定を防止することができる。
【0063】
さらに、不良分類手段78は、上述した特徴に基づいて分類してもいずれにも分類されず、何らかの不良が存在する場合は、透明膜上における輝度分布に基づいて、輝度値が251以上の箇所が全体の10%以上存在する場合をチッピングに分類し、10%未満である場合をカケに分類する(ST41〜ST43)。チッピングは、撮像画像の状態によっては、チッピングに特徴的な形状を有していない場合があり、誤判定される場合がある。チッピングによっては、透明膜上の輝度分布において、輝度値が251以上の箇所が全体の10%以上存在することがあるため、このような箇所の存在の有無によってもチッピングの有無を判定することで、誤判定を防止することができる。
【0064】
〔他の実施形態〕
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
例えば、上記実施形態では、ST2の輪郭検出工程において、輪郭検出手段72は、撮像画像に対してエッジ検出により内輪郭および外輪郭を検出したが、これに限定されない。例えば、輪郭検出手段72は、撮像画像に対して1次微分フィルターやラプラシアンフィルターを適用するなど、微分フィルターによる輪郭抽出処理を実施してもよい。
【0065】
その他、本発明の実施の際の具体的な構造および手順は、本発明の目的を達成できる範囲で他の構造などに適宜変更できる。
【符号の説明】
【0066】
3…顕微鏡、4…照明光学系ユニット、5…暗視野光学系ユニット、6…CCDカメラ、7…制御装置、70…画像入力手段、71…中心推定手段、72…輪郭検出手段、73…仮近似円算出手段、74…仮距離平均算出手段、75…近似円候補抽出手段、76…近似円特定手段、77…不良箇所特定手段、78…不良分類手段、100…ノズル外観検査装置。
【技術分野】
【0001】
本発明は、ノズルを撮像した画像を処理することで、ノズル穴の形状の不良を検出するノズル外観検査装置、およびノズル外観検査方法に関する。
【背景技術】
【0002】
従来、ノズルを有する基板として、インクジェットプリンターのインクジェットヘッドに用いられるノズルプレートが知られている。このノズルプレートにおけるノズル穴の形状に欠陥(不良)があると液状材料を液滴として吐出する際に不具合が生じるため、ノズルプレートの製造後に、ノズル穴の形状の欠陥の有無を検出する処理が行われている(例えば、特許文献1参照)。
【0003】
特許文献1に記載の方法では、基板の貫通部に光を照射し、基板に対して垂直の方向から貫通部の画像を撮像した撮像画像と、この撮像画像から求められる近似曲線とを比較することで、貫通部に付着しているカエリと称する金属製のバリの大きさを定量的に把握している。
しかしながら、特許文献1では、基板の貫通部に照射した光の反射光を撮像する明視野光学系であるため、ノズル穴そのものと周辺にある透明膜が同化して映し出されてしまう。したがって、透明膜上に発生する欠陥を映し出すことができないため、透明膜上の欠陥を検査するには目視による人の判断が必要となり、コストや検査の安定性に問題があった。
【0004】
一方で、半導体ウェハの微細構造の観察を容易にするために暗視野光学系を備えた検査装置が知られている(例えば、特許文献2参照)。
特許文献2では、暗視野光学系を含む複数の光学系を備えており、欠陥の種類に応じて最適な光学系を一つまたは複数選択し、撮像された画像と参照画像とを比較することで欠陥の検出を行っている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−111695号公報
【特許文献2】特開2010−151824号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2の検査装置は複数の光学系を備えた大きなシステムであるため、コストが増大してしまう。また、このように大きなシステムは、処理も複雑であることから検査に時間がかかってしまい、増産に対応できない。
【0007】
本発明は、上記のような問題に鑑みて、低コストでノズル穴に生じる不良箇所を精度よく特定可能なノズル外観検査装置、およびノズル外観検査方法を提供することである。
【課題を解決するための手段】
【0008】
本発明のノズル外観検査装置は、ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系と、前記照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像手段と、前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定手段と、前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出手段と、前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出手段と、前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出手段と、前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出手段と、前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定手段と、前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定手段と、を備えることを特徴とする。
【0009】
この発明では、中心推定手段により撮像画像の二値化画像を生成し、この二値化画像に基づいてノズル穴のおおよその中心を推定し、この中心を撮像画像に適用する。仮近似円算出手段は、輪郭検出手段により撮像画像において検出される内輪郭および外輪郭からそれぞれの仮の近似円である仮の内輪郭近似円および仮の外輪郭近似円を求め、仮距離平均算出手段は、仮の内輪郭近似円の中心と検出された内輪郭上の各点との距離の平均値(内輪郭距離平均)および仮の外輪郭近似円の中心と検出された外輪郭上の各点との距離の平均値(外輪郭距離平均)を求める。近似円候補抽出手段は、検出された内輪郭および外輪郭上の各点と求められた距離の平均値の差をそれぞれ算出し、この差が第一規定値未満となる内輪郭および外輪郭上の点を抽出する。すなわち、差が第一規定値以上となる箇所(点)は、他の点よりも各輪郭の外側に大きく突出しているため、輪郭の近似円を求めるための要素とするには適さない。したがって、差が第一規定値以上となる箇所(点)を除外し、差が第一規定値未満となる箇所(点)のみを抽出する。そして、近似円特定手段は、抽出された各点の集合によって形成される内輪郭に基づいて内輪郭近似円を求め、抽出された各点の集合によって形成される外輪郭に基づいて外輪郭近似円を求める。
【0010】
撮像画像に映し出されたノズル穴には不良が生じている可能性があるため、撮像画像から検出した内輪郭および外輪郭には、その不良箇所も含まれることになる。したがって、検出された内輪郭および外輪郭上の全ての点に基づいて近似円を求めることとなると、不良箇所の要素も含まれた近似円となるため、より正確なものとはならない。本発明では、上述したように、近似円候補抽出手段により不良箇所と思われる箇所を除外し、より近似円に近い内輪郭および外輪郭上の点に基づいて、近似円を求めている。したがって、より正確な近似円を特定することができる。
【0011】
不良箇所特定手段は、このように正確に算出された近似円と、撮像画像から検出された内輪郭および外輪郭との差を算出し、この差が第二規定値以上となる箇所(点)を不良箇所と特定する。このように、近似円が正確であるため、この近似円との比較により特定された不良箇所はより正確である。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。また、不良箇所を正確に特定できるため、製品の修復を容易かつ確実に行うことができる。
なお、第一規定値および第二規定値は、検査の精度等に応じて適宜設定されるものである。
【0012】
また、暗視野光学系によりノズル穴の開口部を撮像するため、ノズル穴の周辺にある透明膜を映し出すことができ、透明膜を含むノズル穴周辺の表面状態を鮮鋭化することができる。したがって、ノズル穴だけではなく透明膜上に生じる不良も認識することができ、精度の高い検査を行うことができる。このように、本発明のノズル外観検査装置を用いれば、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応できる。
【0013】
本発明のノズル外観検査装置において、前記不良箇所の不良の種類を分類する不良分類手段をさらに備え、前記不良分類手段は、前記外輪郭に前記不良箇所が存在しない場合は、不良箇所なしに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第一範囲内である場合は、当該不良箇所の不良をチッピングに分類し、前記外輪郭に前記不良箇所が存在し、かつ、前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲に重複する前記内輪郭に不良箇所が存在しない場合は、当該不良箇所の不良をノリ残りに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第二範囲である場合は、当該不良箇所の不良をカケに分類することが好ましい。
【0014】
この発明では、上述のようにして特定した不良箇所の状態から、不良なし、チッピング、ノリ残り、カケのいずれかに分類する。各不良は、輪郭形状にそれぞれ特徴がある。チッピングは、内輪郭および外輪郭の重複する位置にそれぞれ不良箇所が存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第一範囲内となる。なお、第一範囲は検査の精度等に応じて適宜設定されるものである。ノリ残りは、外輪郭のみに不良箇所が存在する。カケは、内輪郭および外輪郭の重複する位置に不良箇所が存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第二範囲となる。ここで、第二範囲は検査の精度等に応じて適宜設定されるものである。このように、不良の場合は外輪郭に不良箇所が存在するため、外輪郭に不良箇所が存在しない場合は不良なしと判定できる。
上述したように精度よく特定された不良箇所の状態と、これらの特徴に基づいて不良を分類するため、精度よく不良の種類を分類することができる。
【0015】
本発明のノズル外観検査装置において、前記不良分類手段は、前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が前記輝度閾値以上の箇所を有しない場合は、不良箇所なしに分類することが好ましい。
【0016】
撮像画像に基づいて不良を検査する場合、撮像画像の状態によっては正確に不良を分類できない場合がある。特に、カケの場合は、撮像画像の状態によって、不良なしに分類される場合がある。
この発明では、カケと不良なしを区別することができる。カケの場合は、撮像画像において輝度値が輝度閾値以上の高い箇所が存在するため、これにより区別する。すなわち、上述した特徴に基づいて不良が分類される際、外輪郭に不良箇所がない場合は不良なしに分類されるが、輝度値が輝度閾値以上の箇所が存在すればカケに分類する。なお、輝度閾値は、撮像画像の状態等に応じて適宜設定することができる。
【0017】
本発明のノズル外観検査装置において、前記不良分類手段は、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有しない場合は、不良をチッピングに分類することが好ましい。
【0018】
撮像画像に基づいて不良を検査する場合、撮像画像の状態によっては正確に不良を分類できない場合がある。特に、カケの場合は、撮像画像の状態によって、チッピングと判定される場合がある。
この発明では、カケとチッピングを区別することができる。カケの場合は、撮像画像において輝度値が輝度閾値以上の高い箇所が存在するため、これにより区別する。すなわち、上述した特徴に基づいて不良が分類される際、外輪郭および内輪郭の重複する位置にそれぞれ不良箇所があり、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲が第一範囲内である場合はチッピングに分類するが、輝度値が輝度閾値以上の箇所が存在すればカケに分類する。このように、輝度分布による特徴を考慮して不良を分類することで、誤判定を防止することができる。
【0019】
本発明のノズル外観検査装置において、前記不良分類手段は、前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在する場合は、不良をチッピングに分類し、前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在しない場合は、不良をカケに分類することが好ましい。
【0020】
上述した特徴のいずれにも当てはまらない場合、すなわち、内輪郭および外輪郭の重複する位置に不良箇所がそれぞれ存在し、内輪郭の不良箇所の範囲に対する前記外輪郭の不良箇所の範囲が第三範囲である場合は、何らかの不良が生じているため、透明膜上の輝度分布に応じて不良を分類する。すなわち、透明膜上の輝度分布において、輝度値が輝度閾値以上の箇所の存在割合が第三規定値以上であれば、不良をチッピングと判定し、第三規定値未満であればカケと判定する。なお、第三範囲は検査の精度等に応じて適宜設定されるものである。輝度閾値および第三規定値は撮像画像の状態等に応じて適宜設定することができる。これは、不良がチッピングである場合に、上述した特徴に当てはまらない場合があるために行われる処理である。すなわち、チッピングによっては、透明膜上の輝度分布に輝度値が輝度閾値以上の高い箇所の存在割合が第三規定値以上という高い割合で存在する。したがって、この特徴を考慮して不良を分類することで、誤判定を防止することができる。
【0021】
本発明のノズル外観検査方法は、ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系から照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像工程と、前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定工程と、前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出工程と、前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出工程と、前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出工程と、前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出工程と、前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定工程と、前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定工程と、を実施することを特徴とする。
【0022】
この発明は、上記発明と同様に、より正確な近似円を特定することができることから、ノズル穴に生じる不良箇所を正確に特定することができる。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。
また、暗視野光学系により撮像した撮像画像に基づいて検査を行うため、従来の装置では映し出すことができなかったノズル穴の周辺に存在する透明膜を映し出すことができ、透明膜上の不良も検出することができる。したがって、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応できる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るノズル外観検査装置の構成を示すブロック図。
【図2】撮像画像の例を示す図であり、(A)は不良なし、(B)はチッピング、(C)はノリ残り、(D)はカケが生じている。
【図3】図2(A)の撮像画像の処理結果を示すグラフ。
【図4】図2(B)の撮像画像の処理結果を示すグラフ。
【図5】図2(C)の撮像画像の処理結果を示すグラフ。
【図6】図2(D)の撮像画像の処理結果を示すグラフ。
【図7】不良箇所がカケであるノズル穴の撮像画像の例を示す図。
【図8】不良箇所がチッピングの場合の透明膜上の輝度分布を示すグラフ。
【図9】不良箇所が図7(A)のカケの場合の透明膜上の輝度分布を示すグラフ。
【図10】不良箇所がない場合の透明膜上の輝度分布を示すグラフ。
【図11】不良箇所が図7(B)のカケの場合の透明膜上の輝度分布を示すグラフ。
【図12】不良箇所がチッピングであるノズル穴の撮像画像の例を示す図。
【図13】不良箇所が図12のチッピングの場合の透明膜上の輝度分布を示すグラフ。
【図14】前記ノズル外観検査装置が不良箇所を特定する動作を示すフローチャート。
【図15】前記ノズル外観検査装置が不良箇所を特定する動作を示すフローチャート。
【図16】前記ノズル外観検査装置が不良を分類する処理を示すフローチャート。
【発明を実施するための形態】
【0024】
〔ノズル外観検査装置の構成〕
図1は本発明の一実施形態に係るノズル外観検査装置の構成を示すブロック図である。
ノズル外観検査装置100は、シリコンノズルプレートなどの被検査物1のノズル穴の形状における不良箇所とその種類を検出するものであり、本実施形態では、カケ、チッピング、ノリ残りの不良を検出する。
そして、ノズル外観検査装置100は、XYステージ2、顕微鏡3、照明光学系ユニット4、暗視野光学系ユニット5、CCDカメラ6、制御装置7、表示装置8を備えて構成される。被検査物1は、XYステージ2上に載置され、平面的に移動可能に構成されている。
【0025】
顕微鏡3は、被検査物1を拡大してCCDカメラ6で撮影するために設けられており、被検査物1の不良を検出するために十分な倍率を有するものが用いられている。
照明光学系ユニット4は、光源41を備え、光源41から照射される光の光軸上に凸レンズ42を配し、凸レンズ42によってされた光を円環状に絞るリング絞り43と、円環の光束を暗視野光学系ユニット5の方向に反射させる穴あきミラー44とを備えている。
暗視野光学系ユニット5は、リング状集光レンズ51を備えている。リング状集光レンズ51は、穴あきミラー44によって反射された光束を集光し、被検査物1に対して斜め方向からリング状の光を照射する。
【0026】
CCDカメラ6は、顕微鏡3を介して被検査物1を撮影する撮像手段である。本実施形態では、暗視野光学系ユニット5により入射されたリング状の光に対する被検査物1の散乱光を撮像する。
制御装置7は、CCDカメラ6、照明光学系ユニット4、およびXYステージ2を制御し、被検査物1の不良を検出する画像処理手段である。
表示装置8は、制御装置7に接続された液晶ディスプレイなどの表示装置である。
【0027】
制御装置7は、例えばパーソナルコンピューターなどを用いることができ、CCDカメラ6により撮像された撮像画像を処理して、被検査物1の不良を検出する。そして、この制御装置7は、図1に示すように、画像入力手段70と、中心推定手段71と、輪郭検出手段72と、仮近似円算出手段73と、仮距離平均算出手段74と、近似円候補抽出手段75と、近似円特定手段76と、不良箇所特定手段77と、不良分類手段78と、を備えている。
【0028】
ここで、制御装置7は、HDDやメモリーなどの図示しない記憶手段を備え、この記憶手段に記録されるプログラムとして上記手段71から78が記憶されている。そして、制御装置7に設けられる図示しないCPU(Central Processing Unit)により、記憶手段から適宜上記手段71から78などのプログラムが読み出され、演算処理されることで、被検査物1におけるノズル穴の不良の検出処理が実行される。
なお、本実施形態では、上記のように、中心推定手段71、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、近似円特定手段76、不良箇所特定手段77、および不良分類手段78がプログラムとして記憶手段に記憶され、CPUにより適宜読み出されて処理が実行される構成を例示するが、これに限定されない。すなわち、中心推定手段71、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、近似円特定手段76、不良箇所特定手段77、および不良分類手段78は、ICチップなどの集積回路、その他ハードウェアにより構成され、画像入力手段70から入力される撮像画像の画像データを適宜信号処理することで不良を検出する構成としてもよい。
【0029】
画像入力手段70は、CCDカメラ6によって撮像された撮像画像をA/D変換器により、例えば、256階調(8ビット)のデジタルデータとして制御装置7に入力し、入力された撮像画像を図示しない記憶手段に記憶する。
ここで入力された撮像画像の例を図2に示す。図2(A)は不良が存在していない例、図2(B)はB1で示す部分にチッピングが生じている例、図2(C)はC1で示す箇所にノリ残りが生じている例、図2(D)はD1で示す箇所にカケが生じている例である。
中心推定手段71は、撮像画像から二値化画像を生成し、この二値化画像に基づいて、ノズル穴のおおよその中心(座標)を求める。なお、二値化画像は、入力された撮像画像に対して、例えばメディアンフィルターを適用してノイズ成分を除去し、ノイズ成分を除去した画像に対して、所定輝度閾値で二値化処理することで生成される。
【0030】
輪郭検出手段72は、撮像画像において、ノズル穴の内輪郭と外輪郭とを検出する。具体的には、入力された撮像画像に、中心推定手段71で求めたノズル穴のおおよその中心を適用し、この中心からノズル穴の外側に向かってエッジ検出を行い、内輪郭を検出する。また、撮像画像の外側から中心に向かってエッジ検出を行い、外輪郭を検出する。ここで、内輪郭および外輪郭は多数の点の集合により形成されるものであり、各点の位置を求めることで内輪郭および外輪郭を検出することができる。
【0031】
仮近似円算出手段73は、輪郭検出手段72で検出した内輪郭および外輪郭の位置に基づいて、仮の内輪郭近似円および仮の外輪郭近似円を求め、これらの中心をそれぞれ求める。
仮距離平均算出手段74は、仮の内輪郭近似円の中心と、輪郭検出手段72で検出した内輪郭上の各点との距離(仮の内輪郭距離)をそれぞれ求め、これらの距離の平均値(第一内輪郭距離平均)を算出する。また、仮の外輪郭近似円の中心と、輪郭検出手段72で検出した外輪郭上の各点との距離(仮の外輪郭距離)をそれぞれ求め、これらの距離の平均値(第一外輪郭距離平均)を算出する。
【0032】
近似円候補抽出手段75は、輪郭検出手段72で検出した内輪郭および外輪郭上の各点について、近似円となり得る点を抽出する。
具体的には、第一内輪郭距離平均と、内輪郭上の各点の仮の内輪郭距離との差をそれぞれ算出し、この差が規定値、例えば3以上となる仮の内輪郭距離を除外する。そして、除外されなかった仮の内輪郭距離の平均値(第二内輪郭距離平均)を算出する。このようにして算出する内輪郭距離平均と、除外されなかった仮の内輪郭距離との差が規定値を超えなくなるまで、上記処理を繰り返す。また、外輪郭についても同様に、第一外輪郭距離平均と、外輪郭上の各点の仮の外輪郭距離との差をそれぞれ算出し、この差が規定値(第一規定値)、例えば3以上となる仮の外輪郭距離を除外する。そして、除外されなかった仮の外輪郭距離の平均値(第二外輪郭距離平均)を算出する。このようにして算出する外輪郭距離平均と、除外されなかった仮の外輪郭距離との差が第一規定値を超えなくなるまで、上記処理を繰り返す。そして、内輪郭上の点のうち、除外した仮の内輪郭距離に該当する点を除外することで、正確な内輪郭近似円となり得る点を抽出することができる。なお、第一規定値は上記範囲に限定されず、検査の精度等に応じて適宜調整すればよい。
【0033】
近似円特定手段76は、近似円候補抽出手段75により抽出された内輪郭上の各点の位置から内輪郭近似円を求め、その中心の座標と半径を特定する。同様に、近似円候補抽出手段75により抽出された外輪郭上の各点の位置から外輪郭近似円を求め、その中心の座標と半径を特定する。このようにして、正確な内輪郭近似円および外輪郭近似円を求めることができる。
不良箇所特定手段77は、近似円特定手段76により特定された内輪郭近似円および外輪郭近似円と、輪郭検出手段72で検出した内輪郭および外輪郭と比較することで、ノズル穴の不良箇所を特定する。具体的には、近似円特定手段76により特定された内輪郭近似円の中心と、輪郭検出手段72で検出した内輪郭上の各点との距離(内輪郭距離)をそれぞれ求め、この内輪郭距離と内輪郭近似円の半径との差を求める。この差が所定値、例えば1以上となる箇所を不良箇所と特定する。同様に、近似円特定手段76により特定された外輪郭近似円の中心と、輪郭検出手段72で検出した外輪郭上の各点との距離(外輪郭距離)をそれぞれ求め、この外輪郭距離と外輪郭近似円の半径との差を求める。この差が規定値(第二規定値)、例えば1以上となる箇所を不良箇所と特定する。なお、第二規定値は上記範囲に限定されず、検査の精度等に応じて適宜調整すればよい。
【0034】
ここで、中心推定手段71から不良箇所特定手段77による処理結果を図3から図6に示す。図3は、図2(A)の画像に対する処理結果であり、図4は、図2(B)の画像に対する処理結果であり、図5は、図2(C)の画像に対する処理結果であり、図6は、図2(D)の画像に対する処理結果である。図2(A)の画像のように不良箇所がない場合は、図3に示すように、内輪郭、外輪郭ともに、近似円の半径に対して近似円の中心からの距離が長い箇所が存在しない。また、図2(B)の画像のようにB1で示す部分にチッピングが発生している場合は、図4に示すように、内輪郭、外輪郭ともに、B1に該当するB2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。また、図2(C)の画像のようにC1で示す部分にノリ残りが発生している場合は、図5に示すように、外輪郭のC1に該当するC2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。また、図2(D)の画像のようにD1で示す部分にカケが発生している場合は、図6に示すように、内輪郭および外輪郭のD1に該当するD2の部分に、近似円の半径に対して近似円の中心からの距離が長い箇所が存在する。
【0035】
不良分類手段78は、中心推定手段71から不良箇所特定手段77による処理で特定された不良箇所に発生している不良を分類する。
ノズル穴周辺に発生する不良としては、図2(B)(C)(D)の画像に示すように、チッピング、ノリ残り、カケの3種類がある。これらの画像の処理結果である図4から図6までのグラフでは、不良の種類に応じて以下の表1に示す特徴がある。すなわち、チッピングは、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離が長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が1以上2以下(第一範囲)となっている。ノリ残りは、外輪郭のみに近似円の中心から輪郭位置までの距離の長い箇所がある。カケは、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離の長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が1未満(第二範囲)となっている。なお、第一範囲および第二範囲は上記範囲に限られず、適宜調整することができる。
【0036】
【表1】
【0037】
ここで、図2(B)(C)(D)の処理結果である図4から図6のグラフから、外輪郭不良箇所の範囲および内輪郭不良箇所の範囲を求め、これらの輪郭範囲の比率を算出した結果を以下の表2に示す。
【0038】
【表2】
【0039】
図2(B)(C)(D)の画像は、表1に示す特徴が顕著であるため、表2に示すように、表1に示す特徴に基づいて各画像の不良種類を分類することができる。
一方、不良がカケの場合、表1に示す特徴だけでは正しい分類が難しい場合がある。図7(A)(B)に示す画像は、カケが生じていることを示す。これらの画像から得られる処理結果を表1に示す特徴に基づいて不良種類を分類すると以下の表3に示す結果が得られる。
【0040】
【表3】
【0041】
このように、カケが生じているにも関わらず、異なる結果となってしまう。この誤判定を避けるために、不良の種類による透明膜上の輝度分布の違いを考慮する。図8は、図2(B)のようなチッピングが生じている画像における、ノズル穴の透明膜上の輝度分布であり、図9は、図7(A)のようなカケが生じている画像における、ノズル穴の透明膜上の輝度分布である。また、図10は、図2(A)のように不良箇所が存在しない画像における、ノズル穴の透明膜上の輝度分布であり、図11は、図7(B)のようなカケが生じている画像における、ノズル穴の透明膜上の輝度分布である。図8から図11に示す輝度分布において、図9および図11では輝度値が251以上の箇所を有するが、図8および図10では輝度値が251以上の箇所は有していない。すなわち、カケが生じている場合は、透明膜上の輝度分布に輝度値が251以上の箇所が存在する。このように、本実施形態では、輝度閾値を251としているが、この輝度閾値は、撮像画像の状態等に応じて適宜調整することができる。
【0042】
また、不良がチッピングの場合であっても、上記表1に示す特徴を示さない場合がある。図12に示す画像は、B2で示す部分にチッピングが生じていることを示す。この画像から得られる処理結果を表1に示す特徴に基づいて不良種類を分類すると、以下の表4に示すように、いずれの不良にも当てはまらない。
【0043】
【表4】
【0044】
このように、チッピングが生じているにも関わらず、チッピングに分類されない。この誤判定を避けるために、透明膜上の輝度分布の違いを考慮する。図13は、図12のようなチッピングが生じている画像における、ノズル穴の透明膜上の輝度分布を示す。図13において、輝度値が251以上の箇所が全体の16%存在する。一方、カケの場合は、図9に示すように、輝度値が251以上の箇所は存在するが、存在割合は1%と小さい。すなわち、チッピングが生じている場合は、透明膜上の輝度分布に輝度値が251以上の箇所の存在割合が10%以上存在する。
【0045】
したがって、不良分類手段78は、表1に示す特徴と、透明膜上の輝度分布に基づいて不良を分類する。すなわち、表1に示す特徴によれば、何らかの不良がある場合は外輪郭に不良箇所があるが、外輪郭に不良箇所がない場合でも輝度値が251以上の箇所がある場合は、カケに分類する。また、表1に示す特徴によれば、外輪郭と内輪郭の重複する位置に不良箇所がそれぞれ存在し、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲が1以上2以下の場合はチッピングに分類するが、輝度値が251以上の箇所がある場合は、カケに分類する。
【0046】
さらに、不良分類手段78は、何らかの不良があるにも関わらず表1に示す特徴のいずれにも該当しない場合、すなわち、内輪郭および外輪郭の各近似円の中心に対する角度が重複する範囲に、近似円の半径に対して近似円の中心から輪郭位置までの距離が長い箇所がそれぞれ存在し、内輪郭上のこの距離の長い箇所の範囲に対する外輪郭上のこの距離の長い箇所の範囲の比率が2より大きい(第三範囲)場合、カケとチッピングのいずれかに分類する。分類方法は、透明膜上の輝度分布に基づき、輝度値が251以上の箇所が全体の10%(第三規定値)以上存在する場合はチッピングに分類し、10%未満である場合はカケに分類する。なお、第三範囲は上記範囲に限られず、適宜調整することができ、第三規定値は上記値に限られず、撮像画像の状態等に応じて適宜調整することができる。
【0047】
〔ノズル外観検査装置の動作〕
次に、本実施形態のノズル外観検査装置によるノズル外観検査方法について、フローチャートを用いて説明する。ノズル外観検査装置100は、まず、不良箇所を特定する処理を行った後、不良の種類を分類する工程を行う。
まず、不良箇所を特定する処理を、図14および図15に示すフローチャートに基づいて説明する。
【0048】
まず、被検査物1がXYステージ2にセットされると、制御装置7の画像入力手段70は、被検査物1の画像をCCDカメラ6で撮影し、その撮影画像の画像データを取得する画像取得工程(撮像工程)を行う。このとき撮影画像は、図示しないA/D変換器により、例えば、256階調(8ビット)のデジタルデータとして、制御装置7に取り込まれる。
【0049】
そして、中心推定手段711は、取得された撮像画像に対して所定輝度閾値で二値化処理を行うことで二値化画像を生成し、この二値化画像からノズル穴のおおよその中心を推定する(ST1)。
次に、輪郭検出手段72は、撮像画像に対してノズル穴のおおよその中心を適用し、このおおよその中心からノズル穴の外側に向かってエッジ検出を行い、検出された各点の集合となる内輪郭を検出する(ST2)。
次に、仮近似円算出手段73は、検出された内輪郭の位置から、仮の内輪郭近似円を求め、この中心座標を求める(ST3)。
【0050】
次に、仮距離平均算出手段74は、仮の内輪郭近似円の中心と内輪郭上の各点との距離(仮の内輪郭距離)をそれぞれ求め(ST4)、これらの距離の平均値(第一内輪郭距離平均)を算出する(ST5)。
次に、近似円候補抽出手段75は、第一内輪郭距離平均と内輪郭上の各点の仮の内輪郭距離との差を算出し(ST6)、この差が第一規定値、本実施形態では3以上の点が存在するか否かを判定する(ST7)。差が3以上の点が存在する場合は、差が3以上となる仮の内輪郭距離を除外し(ST8)、残った仮の内輪郭距離の平均値(第二内輪郭距離)を算出し(ST9)、ST6へ戻る。そして、ST6では、第二内輪郭距離平均と内輪郭上に残った点の仮の内輪郭距離との差を算出し、ST7からST9の処理を繰り返す。
一方、ST7の処理において、差が3以上の点が存在しない場合は、ステップST10へ進む。
【0051】
そして、近似円候補抽出手段75は、内輪郭上の点のうち、ST8で除外した仮の内輪郭距離に該当する点を除外する(ST10)。これにより、正確な内輪郭近似円を求めるのに適した点のみを抽出することができる。
次に、近似円特定手段76は、抽出された内輪郭上の点に基づいて内輪郭近似円を求め、その中心の座標と半径を特定する(ST11)。
次に、不良箇所特定手段77は、内輪郭近似円の中心とST2で検出した内輪郭位置(点)との距離(内輪郭距離)をそれぞれ求める(ST12)。そして、この内輪郭距離と内輪郭近似円の半径との差を求め、この差が第二規定値、本実施形態では1以上となる箇所を不良箇所と特定する(ST13)。
【0052】
次に、外輪郭の不良箇所を特定する処理について説明する。基本的には、内輪郭の不良箇所と特定する処理(ST2からST13)と同様に行う。
輪郭検出手段72は、撮像画像に対してノズル穴のおおよその中心を適用し、撮像画像の外側からこのおおよその中心に向かってエッジ検出を行い、検出された各点の集合となる外内輪郭を検出する(ST14)。
次に、仮近似円算出手段73は、検出された外輪郭の位置から、仮の外輪郭近似円を求め、この中心座標を求める(ST15)。
【0053】
次に、仮距離平均算出手段74は、仮の外輪郭近似円の中心と外輪郭上の各点との距離(仮の外輪郭距離)をそれぞれ求め(ST16)、これらの距離の平均値(第一外輪郭距離平均)を算出する(ST17)。
次に、近似円候補抽出手段75は、第一外輪郭距離平均と外輪郭上の各点の仮の外輪郭距離との差を算出し(ST18)、この差が第一規定値、本実施形態では3以上の点が存在するか否かを判定する(ST19)。差が3以上の点が存在する場合は、差が3以上となる仮の外輪郭距離を除外し(ST20)、残った仮の外輪郭距離の平均値(第二外輪郭距離)を算出し(ST21)、ST18へ戻る。そして、ST18では、第二外輪郭距離平均と外輪郭上に残った点の仮の外輪郭距離との差を算出し、ST18からST21の処理を繰り返す。
一方、ST19の処理において、差が3以上の点が存在しない場合は、ステップST22へ進む。
【0054】
そして、近似円候補抽出手段75は、外輪郭上の点のうち、ST20で除外した仮の内輪郭距離に該当する点を除外する(ST22)。これにより、正確な外輪郭近似円を求めるのに適した点のみを抽出することができる。
次に、近似円特定手段76は、抽出された外輪郭上の点に基づいて外輪郭近似円を求め、その中心の座標と半径を特定する(ST23)。
次に、不良箇所特定手段77は、外輪郭近似円の中心とST2で検出した外輪郭位置(点)との距離(外輪郭距離)をそれぞれ求める(ST24)。そして、この外輪郭距離と外輪郭近似円の半径との差を求め、この差が第二規定値、本実施形態では1以上となる箇所を不良箇所と特定する(ST25)。
以上の処理により、図3から図6に示す処理結果を得ることができ、内輪郭および外輪郭の不良箇所を特定することができる。
【0055】
次に、ノズル外観検査装置100が不良種類を分類する処理を、図16に示すフローチャートに基づいて説明する。
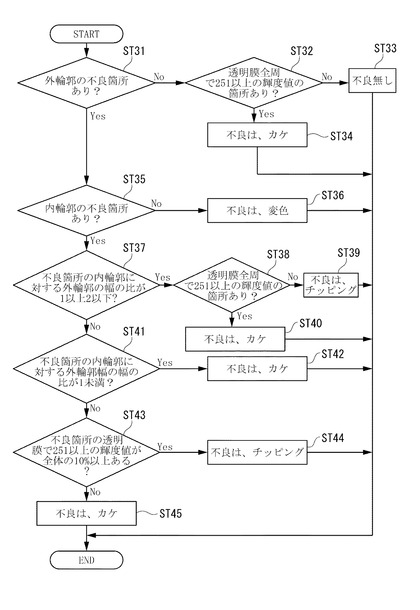
不良分類手段78は、まず、得られた処理結果に基づいて、外輪郭の不良箇所があるか否かを判定する(ST31)。外輪郭に不良箇所がない場合は、図8から図11に示す透明膜上の輝度分布に基づき、透明膜の全周で輝度値が輝度閾値以上、本実施形態では251以上の箇所があるか否かを判定する(ST32)。輝度値が251以上の箇所が存在しない場合は、不良なしに分類し(ST33)、処理を終了する。一方、ST32の処理において輝度値が251以上の箇所が存在する場合は、不良をカケに分類し(ST34)、処理を終了する。
また、ST31に処理において、外輪郭に不良箇所がある場合は、次のステップST35へ進む。
【0056】
次に、不良分類手段78は、内輪郭に不良箇所があるか否かを判定する(ST35)。内輪郭に不良箇所がない場合は、不良をノリ残りに分類し(ST36)、処理を終了する。一方、ST35の処理において、内輪郭に不良箇所がある場合は、次のステップへ進む。
次に、不良分類手段78は、内輪郭の不良箇所の角度の範囲に対する外輪郭の不良箇所の角度の範囲の比率が第一範囲内、本実施形態では1以上2以下であるか否かを判定する(ST37)。比率が1以上2以下である場合は、図8から図11に示す透明膜上の輝度分布に基づき、透明膜の全周で輝度値が251以上の箇所があるか否かを判定する(ST38)。輝度値が251以上の箇所が存在しない場合は、不良をチッピングに分類し(ST39)、処理を終了する。一方、ST38の処理において、輝度値が251以上の箇所が存在する場合は、不良をカケに分類し(ST40)、処理を終了する。
一方、ST37の処理において、比率が1以上2以下でない場合は、次のステップST41へ進む。
【0057】
次に、不良分類手段78は、内輪郭の不良箇所の範囲に対する外輪郭の不良箇所の範囲の比率が第二範囲内、本実施形態では1未満であるか否かを判定する(ST41)。比率が1未満である場合は、不良をカケに分類し(ST42)、処理を終了する。一方、ST41の処理において、比率が1未満でない場合は、次のステップST43へ進む。
次に、不良分類手段78は、図13に示す透明膜上の輝度分布に基づき、不良箇所の透明膜で輝度値が輝度閾値(251)以上の箇所が全体の第三規定値、本実施形態では10%以上存在するか否かを判定する(ST43)。存在する場合は、不良をチッピングに分類し(ST44)、処理を終了する。一方、ST43の処理において、存在しない場合は、不良をカケに分類し(ST45)、処理を終了する。
以上の処理により、不良の種類を分類することができる。
【0058】
〔実施形態の作用効果〕
上記実施形態のノズル外観検査装置100では、中心推定手段71により推定されたノズル穴のおおよその中心を撮像画像に適用し、輪郭検出手段72、仮近似円算出手段73、仮距離平均算出手段74、近似円候補抽出手段75、および近似円特定手段76が撮像画像に基づいて正確な近似円を特定する。具体的には、仮近似円算出手段73が輪郭検出手段により撮像画像から検出された内輪郭および外輪郭からそれぞれ仮の内輪郭近似円および仮の外輪郭近似円を求める。仮距離平均算出手段74により求められたそれぞれの仮の近似円と内輪郭および外輪郭上の各点との距離の平均値を求め、近似円候補抽出手段75によりこの平均値と、それぞれの仮の近似円と内輪郭および外輪郭上の各点までの距離と、の差が規定値以上となる内輪郭および外輪郭上の点を除外し、除外されずに残った内輪郭および外輪郭上の点とそれぞれの仮の近似円までの距離の平均値を算出し、同様の処理を繰り返す。この処理により、近似円を特定するための基準となり内輪郭および外輪郭を抽出することができる。そして、近似円特定手段76は抽出された各点の集合によって形成される内輪郭または外輪郭に基づいて近似円を求める。
撮像画像に映っているノズル穴には、不良が生じている可能性がある。上記処理において、近似円候補抽出手段75がこのような不良箇所を除外する処理を行い、近似円特定手段76はより近似円に近い内輪郭および外輪郭上の点に基づいて、近似円を求めている。したがって、より正確な近似円を特定することができる。
【0059】
また、不良箇所特定手段77は、このように正確な近似円と、撮像画像から検出された内輪郭および外輪郭との差を算出し、この差が規定値以上となる箇所(点)を不良箇所と特定する。このように、近似円が正確であるため、この近似円との比較により特定された不良箇所はより正確である。すなわち、精度の高い検査を行うことができ、検査の安定性を向上させることができる。また、不良箇所を正確に特定できるため、製品の修復を容易かつ確実に行うことができる。
【0060】
また、上記実施形態のノズル外観検査装置100は、暗視野光学系ユニット5によりノズル穴の開口部を撮像するため、より鮮鋭な撮像画像を得ることができ、明視野光学系では映し出すことのできなかった、ノズル穴の周辺にある透明膜を映し出すことができる。したがって、ノズル穴だけではなく透明膜上に生じる不良も認識することができ、精度の高い検査を行うことができる。これにより、人による目視検査を必要としないため、人件費等のコスト削減を図ることができ、増産にも対応することができる。
【0061】
上記実施形態では、不良分類手段78は、上述の処理により特定された不良箇所の形状の特徴に基づいて、チッピング、ノリ残り、カケ、不良なしのいずれかに分類する。各不良は、それぞれ特徴的な形状を有しているため、容易に分類することができる。
また、不良分類手段78は、外輪郭に不良箇所が存在しないために不良なしと判定する際(ST31)に、透明膜上における輝度分布に基づき、輝度値が251以上の箇所が存在する場合はカケに分類している。カケは、撮像画像の状態によっては、カケに特徴的な形状を有していない場合があり、不良なしと誤判定される場合がある。カケが生じている箇所は、透明膜上の輝度分布において、輝度値が251以上の箇所が存在するため、このような箇所の存在の有無によってもカケの有無を判定することで、誤判定を防止することができる。
【0062】
また、不良分類手段78は、上述した特徴に基づいてチッピングに分類する際(ST37)、透明膜上における輝度分布に基づいて、輝度値が251以上の箇所が存在する場合はカケに分類している。カケは、撮像画像の状態によっては、カケに特徴的な形状を有していない場合があり、チッピングと誤判定される場合がある。カケが生じている箇所は、透明膜上の輝度分布において、輝度値が251以上の箇所が存在するため、このような箇所の存在の有無によってもカケの有無を判定することで、誤判定を防止することができる。
【0063】
さらに、不良分類手段78は、上述した特徴に基づいて分類してもいずれにも分類されず、何らかの不良が存在する場合は、透明膜上における輝度分布に基づいて、輝度値が251以上の箇所が全体の10%以上存在する場合をチッピングに分類し、10%未満である場合をカケに分類する(ST41〜ST43)。チッピングは、撮像画像の状態によっては、チッピングに特徴的な形状を有していない場合があり、誤判定される場合がある。チッピングによっては、透明膜上の輝度分布において、輝度値が251以上の箇所が全体の10%以上存在することがあるため、このような箇所の存在の有無によってもチッピングの有無を判定することで、誤判定を防止することができる。
【0064】
〔他の実施形態〕
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
例えば、上記実施形態では、ST2の輪郭検出工程において、輪郭検出手段72は、撮像画像に対してエッジ検出により内輪郭および外輪郭を検出したが、これに限定されない。例えば、輪郭検出手段72は、撮像画像に対して1次微分フィルターやラプラシアンフィルターを適用するなど、微分フィルターによる輪郭抽出処理を実施してもよい。
【0065】
その他、本発明の実施の際の具体的な構造および手順は、本発明の目的を達成できる範囲で他の構造などに適宜変更できる。
【符号の説明】
【0066】
3…顕微鏡、4…照明光学系ユニット、5…暗視野光学系ユニット、6…CCDカメラ、7…制御装置、70…画像入力手段、71…中心推定手段、72…輪郭検出手段、73…仮近似円算出手段、74…仮距離平均算出手段、75…近似円候補抽出手段、76…近似円特定手段、77…不良箇所特定手段、78…不良分類手段、100…ノズル外観検査装置。
【特許請求の範囲】
【請求項1】
ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系と、
前記照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像手段と、
前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定手段と、
前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出手段と、
前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出手段と、
前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出手段と、
前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出手段と、
前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定手段と、
前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定手段と、を備える
ことを特徴とするノズル外観検査装置。
【請求項2】
請求項1に記載のノズル外観検査装置において、
前記不良箇所の不良の種類を分類する不良分類手段をさらに備え、
前記不良分類手段は、
前記外輪郭に前記不良箇所が存在しない場合は、不良箇所なしに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第一範囲内である場合は、当該不良箇所の不良をチッピングに分類し、
前記外輪郭に前記不良箇所が存在し、かつ、前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲に重複する前記内輪郭に不良箇所が存在しない場合は、当該不良箇所の不良をノリ残りに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第二範囲である場合は、当該不良箇所の不良をカケに分類する
ことを特徴とするノズル外観検査装置。
【請求項3】
請求項2に記載のノズル外観検査装置において、
前記不良分類手段は、
前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、
前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が前記輝度閾値以上の箇所を有しない場合は、不良箇所なしに分類する
ことを特徴とするノズル外観検査装置。
【請求項4】
請求項2または請求項3に記載のノズル外観検査装置において、
前記不良分類手段は、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有しない場合は、不良をチッピングに分類する
ことを特徴とするノズル外観検査装置。
【請求項5】
請求項2から請求項4のいずれかに記載のノズル外観検査装置において、
前記不良分類手段は、
前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在する場合は、不良をチッピングに分類し、
前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在しない場合は、不良をカケに分類する
ことを特徴とするノズル外観検査装置。
【請求項6】
ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系から照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像工程と、
前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定工程と、
前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出工程と、
前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出工程と、
前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出工程と、
前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出工程と、
前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定工程と、
前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定工程と、を実施する
ことを特徴とするノズル外観検査方法。
【請求項1】
ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系と、
前記照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像手段と、
前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定手段と、
前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出手段と、
前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出手段と、
前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出手段と、
前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出手段と、
前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定手段と、
前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定手段と、を備える
ことを特徴とするノズル外観検査装置。
【請求項2】
請求項1に記載のノズル外観検査装置において、
前記不良箇所の不良の種類を分類する不良分類手段をさらに備え、
前記不良分類手段は、
前記外輪郭に前記不良箇所が存在しない場合は、不良箇所なしに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第一範囲内である場合は、当該不良箇所の不良をチッピングに分類し、
前記外輪郭に前記不良箇所が存在し、かつ、前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲に重複する前記内輪郭に不良箇所が存在しない場合は、当該不良箇所の不良をノリ残りに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第二範囲である場合は、当該不良箇所の不良をカケに分類する
ことを特徴とするノズル外観検査装置。
【請求項3】
請求項2に記載のノズル外観検査装置において、
前記不良分類手段は、
前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、
前記外輪郭に不良箇所が存在せず、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が前記輝度閾値以上の箇所を有しない場合は、不良箇所なしに分類する
ことを特徴とするノズル外観検査装置。
【請求項4】
請求項2または請求項3に記載のノズル外観検査装置において、
前記不良分類手段は、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有する場合は、不良をカケに分類し、
前記内輪郭および前記外輪郭に前記不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第一範囲内であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所を有しない場合は、不良をチッピングに分類する
ことを特徴とするノズル外観検査装置。
【請求項5】
請求項2から請求項4のいずれかに記載のノズル外観検査装置において、
前記不良分類手段は、
前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在する場合は、不良をチッピングに分類し、
前記内輪郭および前記外輪郭に不良箇所が存在し、かつ、前記内輪郭近似円の中心に対する前記内輪郭の前記不良箇所の角度の範囲と前記外輪郭近似円の中心に対する前記外輪郭の前記不良箇所の角度の範囲とが重複し、かつ、前記内輪郭の前記不良箇所の角度の範囲に対する前記外輪郭の前記不良箇所の角度の範囲の比率が前記第三範囲であり、かつ、ノズル穴の周辺に存在する透明膜上の輝度分布において輝度値が輝度閾値以上となる箇所がノズル穴全体の第三規定値以上存在しない場合は、不良をカケに分類する
ことを特徴とするノズル外観検査装置。
【請求項6】
ノズル穴の開口部に対して斜め方向から光を照射する暗視野光学系から照射された光の散乱光を撮像し、前記ノズル穴の撮像画像を取得する撮像工程と、
前記撮像画像を、輝度閾値に対して二値化した二値化画像を生成し、この二値化画像に基づいて、前記ノズル穴の中心を推定する中心推定工程と、
前記撮像画像における前記ノズル穴の中心を基点としてエッジ検出を行い、前記ノズル穴の内輪郭および外輪郭を検出する輪郭検出工程と、
前記検出された内輪郭の位置に基づいて前記内輪郭の仮の近似円である仮の内輪郭近似円の中心、および前記検出された外輪郭の位置に基づいて前記外輪郭の仮の近似円である仮の外輪郭近似円の中心を求める仮近似円算出工程と、
前記仮の内輪郭近似円の中心と前記内輪郭上の各点との距離である仮の内輪郭距離および前記仮の外輪郭近似円の中心と前記外輪郭上の各点との距離である仮の外輪郭距離を求め、前記仮の内輪郭距離の平均値である内輪郭距離平均および前記仮の外輪郭距離の平均値である外輪郭距離平均を求める仮距離平均算出工程と、
前記内輪郭距離平均と前記仮の内輪郭距離との差が第一規定値未満となる前記内輪郭上の点、および前記外輪郭距離平均と前記仮の外輪郭距離との差が前記第一規定値未満となる前記外輪郭上の点を抽出する近似円候補抽出工程と、
前記抽出された点によって形成される内輪郭に基づいて前記内輪郭の近似円である内輪郭近似円の中心と半径、および前記抽出された点によって形成される外輪郭に基づいて前記外輪郭の近似円である外輪郭近似円の中心と半径を特定する近似円特定工程と、
前記内輪郭近似円の中心から前記抽出された点によって形成される内輪郭までの距離である内輪郭距離および前記外輪郭近似円の中心から前記抽出された点によって形成される外輪郭までの距離である外輪郭距離を求め、前記内輪郭距離が第二規定値以上となる箇所および前記外輪郭距離が前記第二規定値以上となる箇所を不良箇所と特定する不良箇所特定工程と、を実施する
ことを特徴とするノズル外観検査方法。
【図1】

【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図13】
【図14】
【図15】
【図16】
【図2】
【図7】
【図12】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図13】
【図14】
【図15】
【図16】
【図2】
【図7】
【図12】
【公開番号】特開2012−198026(P2012−198026A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−60444(P2011−60444)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]