
ハイブリッドウェーブの形成方法およびハイブリッドウェーブの形成装置
【課題】 ハイブリッドウェーブとして噴流波を安定に形成し、しかもプリント配線板がハイブリッドウェーブから離脱するまではんだ温度の低下を生じないはんだ付け実装を可能にする。
【解決手段】 吹き口体110上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波113と表面形状が一定した整形噴流波115とを隣接させて形成するハイブリッドウェーブの形成方法であって、吹き口チャンバ101に設けられた吹き口体110に、鉛フリー溶融はんだを噴流する多数の透孔112を設けた孔群部111とそれに隣接して板状の表面形状を有する整形板部114とを設けると供に、この孔群部111と整形板部114との間にカーテン噴流118を形成する遮蔽噴流孔117を形成して、孔群部111上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部114上に表面形状が一定した整形噴流波115を形成する。
【解決手段】 吹き口体110上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波113と表面形状が一定した整形噴流波115とを隣接させて形成するハイブリッドウェーブの形成方法であって、吹き口チャンバ101に設けられた吹き口体110に、鉛フリー溶融はんだを噴流する多数の透孔112を設けた孔群部111とそれに隣接して板状の表面形状を有する整形板部114とを設けると供に、この孔群部111と整形板部114との間にカーテン噴流118を形成する遮蔽噴流孔117を形成して、孔群部111上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部114上に表面形状が一定した整形噴流波115を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品を搭載したプリント配線板のような被はんだ付けワークと溶融はんだの噴流波を接触させてフローはんだ付けを行う際に使用する噴流波の形成方法および形成装置に関する。
【背景技術】
【0002】
環境問題に端を発したはんだの鉛フリー化により、プリント配線板のはんだ付け実装において鉛フリーはんだが使用されるようになった。鉛フリーはんだとしては錫−銀−銅系の鉛フリーはんだが最も一般的であるが、錫−銅系鉛フリーはんだや錫−銅−ニッケル系鉛フリーはんだも使用されている。これらの鉛フリーはんだの融点は約220℃前後である。なお従来から使用されて来た錫−鉛はんだの融点は約183℃である。
【0003】
はんだ付け実装に使用される溶融はんだの温度は電子部品の耐熱温度で制限されており、最大でも255℃程度である。これ以上の温度ではんだ付け実装を行うと、電子部品の信頼性が大幅に低下し、はんだ付け実装によりプリント配線板に形成される電子回路の寿命が大幅に低下する。すなわち、従来の錫−鉛はんだが溶融している許容温度幅は約72℃もあったのに対して、鉛フリーはんだが溶融している許容温度幅は約35℃となった。
【0004】
ところで、フローはんだ付けを行う際に良好なはんだ付けを行うためには、プリント配線板の被はんだ付け部に溶融はんだを確実に供給し十分な濡れを確保し、また、スルーホールには溶融はんだを確実に濡れ上がらせることが求められる。そして、十分な濡れ性やスルーホールでの濡れ上がりを確保するためには、プリント配線板と溶融はんだとの接触時間を十分に確保することが必要であり、メニスコグラフ法におけるゼロクロスタイム以上の接触時間が求められる。なお、この接触時間は鉛フリーはんだの使用の場合には従来の錫−鉛はんだよりも長い時間が必要になっている。
【0005】
また、被はんだ付け部の十分なはんだ濡れとスルーホールに確実にはんだを濡れ上がらせることが必要とされるだけでなく、温度変化や振動等によるストレスに対するはんだ付け強度がフィレット形状によって影響されるため、さらに被はんだ付け部のフィレット形状を整えることも必要とされる。
【0006】
そのため、チップ型電子部品やリード型電子部品が搭載され、さらにはスルーホールを有するプリント配線板のフローはんだ付けを行う場合には、はんだ濡れを確実に生じさせるための噴流波と被はんだ付け部のフィレット形状を整えるための噴流波とが使用され、はんだ付け工程が性質の異なる噴流波により2段階(通常は1次はんだ付け工程および2次はんだ付け工程と呼称されている)に構成されている。
【0007】
以上のような鉛フリーはんだの特性を理解した上で開発されたフローはんだ付け技術として、特許文献1の技術がある。この技術は、主に動圧の大きい噴流を被はんだ付け部に供給する第1の噴流波(動圧噴流波)と、被はんだ付け部のフィレット形状等を整えて仕上げを行う第2の噴流波(整形噴流波)とから構成され、第1の噴流波の接触幅をプリント配線板の熱容量がはんだ温度にチャージされる幅に設け、さらに第1の噴流波と第2の噴流波との間隔すなわちプリント配線板が噴流波から離脱している期間を、該プリント配線板の被はんだ付け部に供給した溶融はんだが凝固しない程度の温度低下の範囲内の間隔となるように構成した技術である。これにより、それぞれ性質の異なる第1の噴流波と第2の噴流波とを連続したものとして取り扱うことができるようになる。
【0008】
一方で、このように性質の異なる2つの噴流波を、連続した1つの噴流波にまとめようとした技術として、特許文献2の技術がある。この技術は、動圧噴流波を形成する「凹凸波形成手段」と整形噴流波を形成する「層流波形成手段」とを連続配置したもので、さらに「層流波形成手段」内に「丸棒状」や「板構造」の「乱流抑制部材」を設け、「凹凸波形成手段」によって発生する溶融はんだ噴流により生じた「乱流」や波動の影響が「層流波形成手段」上に形成される噴流波に伝搬しにくいように考慮された技術である。
【特許文献1】特開2004−71785号公報
【特許文献2】実開平4−104269号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
ところが、先に説明した特許文献1の技術では、第2の噴流波(整形噴流波)において形成されるピールバックポイントが他の部分からの給熱の無い「トレイ部」上に形成されるため、溶融はんだからプリント配線板への給熱により溶融はんだの温度が急速に低下し、被はんだ付け部のフィレットにアイスクル(icicle:はんだが垂れ下がるような突起がフィレットに形成されるはんだ付け不良)を生じ易いという問題がある。特に熱容量の大きい電子部品に発生し易く例えばコネクタのリード端子部に生じ易い。これも融点の高い、したがって、従来の錫−鉛はんだに比較して溶融している許容温度幅が狭い鉛フリーはんだを使用するようになってから発生するようになった問題である。
【0010】
また、特許文献2の技術では、「はんだ留り」内に「丸棒状」や「板構造」の「乱流抑制部材」を設けただけであり、さらに、この「乱流抑制部材」は、プリント配線板の被はんだ付け面すなわち下方側の面に突出するリード型電子部品のリード端子に当接しないようにする必要があるため、噴流波の表面から数mm下方に埋没されている。そのため「凹凸波形成手段」によって発生する溶融はんだ噴流により生じた「乱流」や波動の影響を十分に減衰させることが出来ず、「層流波形成手段」上に形成される噴流波の表面が波立ってしまい、これに原因してピールバックポイントが変動して被はんだ付け部のフィレット形状が不安定に変化したりアイスクルを生じる問題が依然として残っていた。したがって、特許文献2の技術では被はんだ付け部のフィレット形状が不安定に変化したりアイスクルを生じる問題を解決するのには十分とはいえなかった。
【0011】
本発明の目的は、主に被はんだ付け部に確実に溶融はんだを供給することを目的とする動圧噴流波と主に被はんだ付け部のフィレット形状を整える整形噴流波とを相互に干渉することなく連続した噴流波すなわちハイブリッドウェーブとして形成し、しかもプリント配線板がハイブリッドウェーブから離脱するまではんだ温度の低下を生じないようにして、はんだ濡れやスルーホールのはんだ上がりを確実に生じさせると供に、フィレット形状が安定でアイスクル等のはんだ付け不良を生じないようにして、信頼性の高いプリント配線板のはんだ付け実装を可能にすることにある。
【0012】
また、本発明の別の目的は、これまで鉛フリーはんだのフローはんだ付け方法として2つの噴流波形成手段が使用されてきたが、これを1つの噴流波形成手段で可能にすることではんだ槽の必要容積を大幅に減少させ、錫−鉛はんだの3〜4倍とも言われる高価な鉛フリーはんだの初期必要量を削減してイニシャルコストを低減し、また、日々の生産開始に伴って必要となるはんだの溶融エネルギー(通常は電力エネルギー)も大幅に低減することにある。
【課題を解決するための手段】
【0013】
本発明は、プリント配線板に接触するハイブリッドウェーブのどの場所もが、新たに供給される噴流前のはんだから給熱を受けるようにして温度低下を生じ難くしたことと、カーテン噴流(遮蔽噴流)により動圧噴流波と整形噴流波とを遮蔽するようにしたところに大きな特徴がある。
【0014】
(1)溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成方法であって、吹き口体に溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部とを、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部を挟んで設け、孔群部上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部上に表面形状が一定した整形噴流波を形成するようにする。
【0015】
こうすることにより、動圧噴流波と整形噴流波とがカーテン噴流により遮蔽され、動圧噴流波に生じる乱流や波動の影響が整形噴流波に伝搬しなくなって安定した整形噴流波を形成することができるので、ピールバックポイントが極めて安定に維持され被はんだ付け部に安定した形状のフィレットを形成することができる。
【0016】
(2)前記(1)のハイブリッドウェーブを形成する際に、ポンプから送給された溶融はんだを吹き口体に導く吹き口チャンバ上に孔群部および遮蔽部そして整形板部を有する前記吹き口体を設けて前記吹き口体の整形板部上に形成される整形噴流波に吹き口チャンバ内を流れる溶融はんだから給熱しながら動圧噴流波と整形噴流波とを形成するようにする。
【0017】
これにより、整形噴流波にも常に整形板部を介しても給熱が行われ、ハイブリッドウェーブに接触するプリント配線板への給熱によってもこのハイブリッドウェーブを形成しているはんだ自体の温度が低下することがなく、ピールバックポイントにおけるはんだ温度の低下がないのでアイスクルを生じなくなる。
【0018】
(3)溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成装置であって、ポンプから供給された溶融はんだが吹き口チャンバを介して吹き口体に供給される流路を有すると供に前記吹き口チャンバ上に前記吹き口体が設けられ、前記吹き口体には溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部と、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部とを設け、前記孔群部と前記整形板部とを前記遮蔽部を挟んで隣接配置して構成する。
【0019】
これにより、動圧噴流波と整形噴流波とが遮蔽噴流孔から噴流するカーテン噴流により遮蔽され、動圧噴流波に生じる乱流や波動の影響が整形噴流波に伝搬しなくなって安定した整形噴流波を形成することができる。また、吹き口チャンバ内の溶融はんだから整形噴流波にも常に給熱が行われる構成なので、ハイブリッドウェーブに接触するプリント配線板への給熱によってもこのハイブリッドウェーブを形成しているはんだ自体の温度が低下しない。
【0020】
したがって、ピールバックポイントが極めて安定に維持され被はんだ付け部に安定した形状のフィレットを形成することができるようになると供に、ピールバックポイントにおけるはんだ温度の低下がないのでアイスクルを生じなくなる。また、プリント配線板に搭載されているリード型電子部品のリード端子が構成部材に当接することもない。
【0021】
(4)前記(3)のハイブリッドウェーブの形成装置において、遮蔽部がスリット状の孔または孔群部の孔間隔よりも狭い間隔で設けられた孔列から成る遮蔽噴流孔を有するように構成する。
【0022】
スリット状の孔から噴流するカーテン噴流は強い遮蔽力を有するので、動圧噴流波によって生じる乱流や波動が整形噴流波に伝搬することを阻止(極めて大幅に減衰)することができる。また、孔群部の孔間隔よりも狭い間隔で設けられた孔列によっても、孔群部によって生じる波動を十分に阻止するカーテン噴流を形成することができる。
【0023】
(5)前記(3)(4)のハイブリッドウェーブの形成装置において、孔群部が吹き口体に揺動可能に嵌合された揺動体に設けられ、さらにこの揺動体の揺動手段を備えた構成とする。
【0024】
これによりプリント配線板がハイブリッドウェーブに接触している際に動圧噴流波が揺動することになり、前記(3)(4)の作用に加えてこの揺動力によっても微細な被はんだ付け部にも確実に溶融はんだを供給することができるようになる。さらに、プリント配線板とハイブリッドウェーブ間に留まろうとする大気やガスを容易に放出させることができるようになり、被はんだ付け部にはんだ濡れを生じない部分が発生することを防止できる。
【発明の効果】
【0025】
本発明によれば、激しい噴流力を有する動圧噴流波と静かで穏やかな流れを有し表面形状の安定した整形噴流波とをカーテン噴流(遮蔽噴流)によって確実に仕切って相互干渉を生じないようにすることができるので、これら動圧噴流波と整形噴流波とを連続した噴流波としてすなわちハイブリッドウェーブとして形成することができる。また、ポンプから次々と新たに供給される溶融はんだから整形噴流波に給熱が行われるため、プリント配線板がハイブリッドウェーブから離脱するまではんだ温度の低下を生じることが無い。
【0026】
したがって、このハイブリッドウェーブによりはんだ付け実装を行うプリント配線板には、被はんだ付け部に確実にはんだ濡れを生じさせ、スルーホールにも確実にはんだ濡れ上がりを生じさせることができる。しかも、被はんだ付け部のフィレット形状が安定でアイスクル等のはんだ付け不良を生じることが無く、品質が良好で信頼性の高いプリント配線板のはんだ付け実装を可能にすることができる。
【0027】
さらに、1つの噴流波形成手段によりプリント配線板のはんだ付け実装を行うことができるので、はんだ槽の必要容積を大幅に減少させ、高価な鉛フリーはんだの初期必要量を削減してイニシャルコストを低減し、また、日々の生産開始に伴って必要となるはんだの溶融電力エネルギーも大幅に低減することができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明におけるハイブリッドウェーブの形成方法およびハイブリッドウェーブの形成装置の構成例を説明する。
【0029】
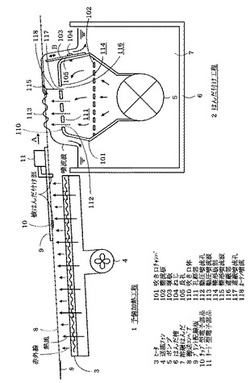
図1は、本発明のハイブリッドウェーブの形成方法を採用したはんだ付け装置の構成例を説明する図であり、その側断面を示している。この図1に示されたはんだ付け装置は、予備加熱工程1とはんだ付け工程2とから構成され、それらをプリント配線板9が矢印A方向に搬送されて通るように搬送コンベア8が設けてある。なお、搬送コンベア8は一点鎖線を用いて略図で示してある。
【0030】
予備加熱工程1では、プリント配線板9に塗布されているフラックスの前置的活性化を行うと供に、プリント配線板9が溶融はんだ(ハイブリッドウェーブ)に接触した際のヒートショックを軽減するための予備的な加熱を行う。ここでは、ヒータ3からの赤外線と熱風とを併用して加熱するように構成され、赤外線はヒータ表面から放射され、送風ファン4からの送風雰囲気がヒータ3により加熱されて熱風としてプリント配線板9に吹きつけられる。
【0031】
次のはんだ付け工程2では、溶融はんだとプリント配線板9の被はんだ付け面すなわち図の下方側の面とを接触させてその被はんだ付け部に溶融はんだが供給されており、ここで本発明のハイブリッドウェーブを形成しておいて、このハイブリッドウェーブとプリント配線板9とを接触させてはんだ付けが行われる。
【0032】
(1)ハイブリッドウェーブの形成装置
図1を用いて、本発明のハイブリッドウェーブの形成装置の構成について詳細に説明する。はんだ槽6には図示しないヒータにより加熱されて溶融状態の鉛フリーはんだ7が収容されており、その温度は図示しない温度センサと温度制御装置とにより前記ヒータに供給する電力を制御して予め決められた所定の温度に維持されている。
【0033】
この鉛フリー溶融はんだ7(以後単に溶融はんだと呼称する)は、ポンプ5により吹き口チャンバ101に送出され、その際に整流板102でその流れが整えられた後に吹き口体110に供給される。吹き口チャンバ101のはんだ供給断面積と吹き口体110の平面面積とはほぼ同じであり、吹き口チャンバ101に吹き口体110を連結して、吹き口チャンバ101内を図の上方に向けて流れる溶融はんだが常に吹き口体110とその上方を流れる溶融はんだすなわちハイブリッドウェーブを形成する溶融はんだを加熱するように構成されている。
【0034】
プリント配線板9は、ピールバック作用を高めるために通常は仰角θで搬送され、それに合わせて吹き口体110の平面もやや図の右方に向けて上方へ傾斜させて設けてある。そして、吹き口体110のプリント配線板9が搬入する側には多数の動圧噴流孔112を設けて孔群部111を構成し、続いてスリット状等の遮蔽噴流孔117を設けて遮蔽部116を構成し、さらに続けて平坦面の整形板部114を設けて構成してあり、プリント配線板9が搬出される整形板部114の端部には溶融はんだを溜めて溢流させるための堰板103を設けてある。なお、この堰板103は長孔105とねじ104とにより矢印B方向に位置調節可能に設けてある。また、孔群部、遮蔽部および整形板部は吹き口体に一体に形成してもよいし、または、一部を別部材で構成してもよい。
【0035】
以上の構成によって、孔群部111から噴流する溶融はんだにより動圧噴流波113が形成され、遮蔽噴流孔117からはカーテン噴流118が形成される。これら噴流した溶融はんだはプリント配線板9の搬入側と搬出側とに分かれて流れるが、動圧噴流波113の波動はカーテン噴流118により遮蔽されて、カーテン噴流118よりプリント配線板9の搬出側に伝わることは抑制される。その結果、吹き口体110の孔群部111上にはプリント配線板9の被はんだ付け部に強い噴流力を与えてはんだ濡れを生じさせる動圧噴流波113を形成しながら遮蔽部116上には波動の遮蔽力に優れたカーテン噴流118を形成し、整形板部114上には安定したピールバック作用を与えるための穏やかな流れで形状の安定した整形噴流波115が形成され、これらが一体となったハイブリッドウェーブが形成される。
【0036】
次に、図2ないし図5を用いて本発明のハイブリッドウェーブを形成する要となる吹き口体の主要部分の構成の具体例を説明する。なお、以下の説明においては、各図をとおして同一のものには同一の符号を付してある。
【0037】
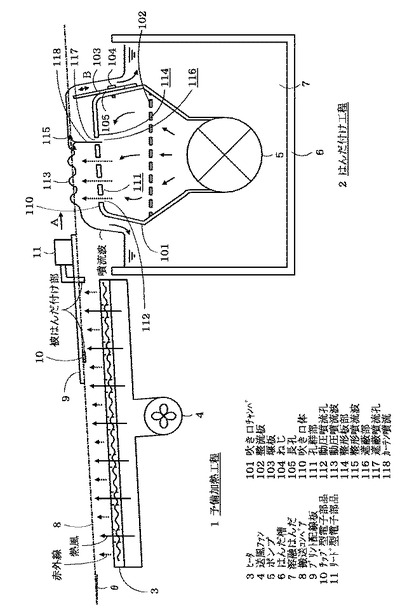
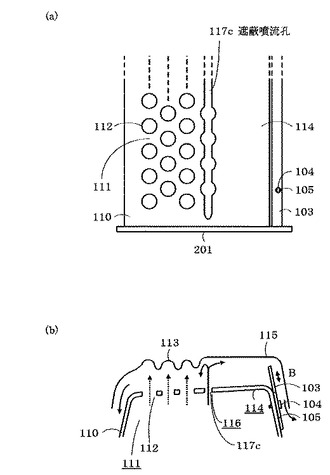
図2(a)は吹き口体の1つの具体例を示す平面図で、図2(b)はその側断面を示す図である。この例では、孔群部111は千鳥状に3列に配置された多数の動圧噴流孔112から構成され、遮蔽部116はスリット状の遮蔽噴流孔117aから構成され、整形板部114は平面板状に構成されている。なお、側板201は溶融はんだが側方へ流出しないようにするための手段である。
【0038】
そして、堰板103は整形板部114上に安定した平面形状を有する整形噴流波115を形成するための手段であり、矢印B方向の高さを調節することにより溶融はんだの溢流量を調節し、整形噴流波115の表面の傾斜角度(わずかな角度だが重要な角度)や整形噴流波115の流速を調節することができる。すなわち、ピールバックポイントにおける溶融はんだの離脱角度と離脱速度を調節することができる。また、ポンプの回転速度等を調節して単位時間当たりの溶融はんだ供給流量を調節することにより、ハイブリッドウェーブ全体の波高を調節することができる。なお、ハイブリッドウェーブ全体の波高および吹き口体の傾斜角度を適切に調整することにより堰板を設けないことも可能である。
【0039】
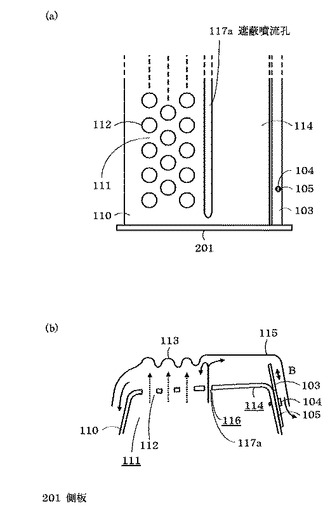
図3(a)は吹き口体の別の具体例を示す平面図で、図3(b)はその側断面を示す図である。この例では、遮蔽部116を構成する遮蔽噴流孔117bが孔群部111を構成する動圧噴流孔112の孔ピッチよりも狭い間隔に列状に設けた複数の噴流孔で構成されている。このように構成することによっても、動圧噴流波113の乱流や波動を遮蔽するカーテン噴流を形成することができる。なお、遮蔽噴流孔を複数の長孔を列状に設けた構成としてもよい。
【0040】
図4(a)は吹き口体のさらに別の具体例を示す平面図で、図4(b)はその側断面を示す図である。この例では、遮蔽部116を構成するスリット状の遮蔽噴流孔117cに動圧噴流孔112と同様の噴流孔を重畳して設けて、これにより形成されるカーテン噴流すなわち遮蔽噴流波にも僅かではあるが動圧噴流波の性質を付与している。
【0041】
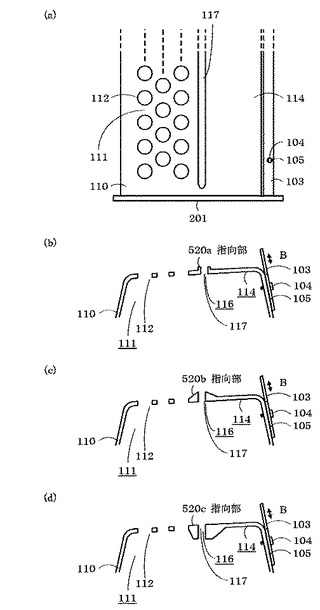
図5は、カーテン噴流すなわち遮蔽噴流波の作用を高めるための吹き口体の構成例を説明する図で、図5(a)はスリット状の遮蔽噴流孔の場合の吹き口体の平面図で、図5(b)、(c)、(d)はそれぞれその側断面の例を示す図である。
【0042】
カーテン噴流すなわち遮蔽噴流波の遮蔽作用を高めるためには、カーテン噴流の指向性を高めればよい。そのため、図5(b)の例では遮蔽噴流孔の噴出側に立ち上がりを有して整流作用のある指向部520aを設けている。また、図5(c)は(b)の指向部520bの形状をなだらかな形状にして整形板部を流れる溶融はんだを穏やかに流すように工夫しており、さらに、図5(d)は指向部520cを整形板部の下方側に設けて整形板部上のはんだの流れがこの指向部によって影響されることなく一層安定になるように工夫している。
【0043】
(2)ハイブリッドウェーブによるプリント配線板のはんだ付け実装
次に、本発明のハイブリッドウェーブを用いたプリント配線板のはんだ付け実装について図1を参照して説明する。予備加熱工程1によって予備加熱されたプリント配線板9がハイブリッドウェーブが形成されたはんだ付け工程2に搬入されると、このプリント配線板9は先ず多数の山状に形成された噴流が形成された動圧噴流波113に接触し、その被はんだ付け部に激しく噴流する溶融はんだが供給されて確実にはんだ濡れを生じさせる。
【0044】
続いてハイブリッドウェーブに接触したままの状態でカーテン噴流部分を通過して整形噴流波115に接触し、吹き口チャンバ101を上昇する溶融はんだの流れにより連続して給熱されている整形噴流波115から十分な給熱を受けたプリント配線板9はスルーホールに確実に溶融はんだを濡れ上がらせる。プリント配線板9に給熱した整形噴流波115は吹き口チャンバ101内の溶融はんだから整形板を介しても給熱されるため温度低下をすることがない。そして、プリント配線板9が穏やかで安定した流れと形状の安定した整形噴流波115から離脱する際にはピールバックポイントの位置も変動することがなく、溶融はんだだが供給された被はんだ付け部に安定したピールバック作用を与えることが可能となって、形状の揃ったフィレットを形成することができる。このとき、整形噴流波115のはんだ温度は低下することがないのでこの離脱の際にアイスクル等の不良フィレットを生じることもない。
【0045】
このように、本発明のハイブリッドウェーブによれば、従来から行われているように2つの噴流波を独立して形成しておいて、1次はんだ付け工程と2次はんだ付け工程とから構成されるはんだ付け実装よりも優れたはんだ付け品質が得られる。
【0046】
これは、鉛フリーはんだは融点が約220℃と高く僅かな温度低下でもその流動性が低下し濡れ性も急速に低下するという特性を有しているが、本発明のハイブリッドウェーブを用いれば、溶融はんだの温度低下が極力抑えられることと、プリント配線板に溶融はんだを供給する際にはプリント配線板への給熱が滞らないようにして連続してはんだを供給し、被はんだ付け部への溶融はんだの確実な供給と整形・仕上げを1つの連続した工程として行うようにしているからである。すなわち、鉛フリーはんだを使用してフローはんだ付けを行うには、十分な給熱を行い得る1つのハイブリッドウェーブによってはんだ付けを行うことが極めて適していると結論することができる。したがって、鉛フリーはんだによるフローはんだ付け実装の技術標準として本発明のハイブリッドウェーブによるはんだ付け実装技術を位置づけることができる。
【0047】
(3)揺動する動圧噴流波を有するハイブリッドウェーブの形成装置
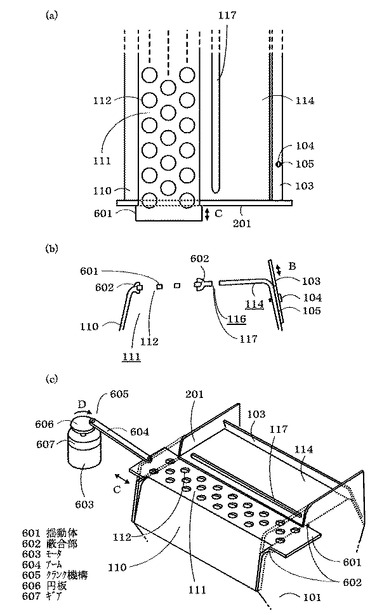
図6は、動圧噴流波の位置が揺動するように構成したハイブリッドウェーブ形成装置の構成例を説明する図で、図6(a)は吹き口体の平面図、図6(b)はその側断面を示す図、図6(c)は吹き口体の全容を説明する斜視図である。
【0048】
図6を用いて、動圧噴流波を揺動させることによってさらに効果を高めたハイブリッドウェーブ形成装置の構成例を説明する。すなわち、動圧噴流波113を形成する動圧噴流孔112から成る孔群部111を揺動体601に設け、この揺動体601を吹き口体110の嵌合部602に矢印C方向に揺動可能に嵌め合わせ、この揺動体601をモータ603と減速ギア607そして円板606(回転方向D)とアーム604とから成るクランク機構605により、矢印C方向に連続して往復移動するように構成する。
【0049】
そして、吹き口体110の遮蔽部116には例としてスリット状の遮蔽噴流孔117を設け、その後段には整形板部114と堰板103を設けてある。また、図6(c)では孔群部に側板を設けていないが、これは揺動する動圧噴流波の揺動波動が整形噴流波に伝搬することを抑制するためであり、動圧噴流波のはんだ流量が少なくまた揺動速度が遅い等によりその伝搬による干渉が無視できる程度であれば側板を設けてもよい。
【0050】
このように、ハイブリッドウェーブの動圧噴流波113を矢印C方向に揺動させながらプリント配線板9と接触させることにより、この揺動力によってさらに微細な被はんだ付け部やチップ型電子部品が搭載されて立体形状を有することになった被はんだ付け部にも確実に溶融はんだを供給することができる。また、プリント配線板9とハイブリッドウェーブ間に留まろうとする大気やガスを容易に放出させることができ、これら大気やガスの残留によってはんだ濡れを生じないというような不良を解消することができる。
【0051】
(4)整形噴流波の特性を可変できるハイブリッドウェーブの形成装置
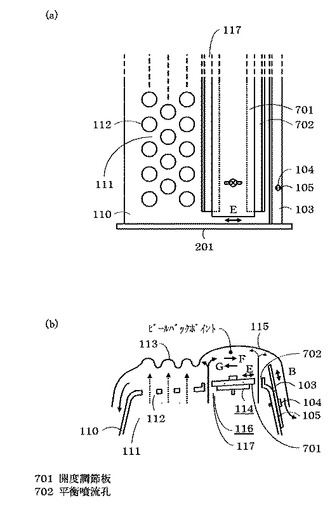
図7は、ハイブリッドウェーブの整形噴流波の傾斜状態とピールバックポイントにおける溶融はんだの流れ方向を調節することが可能なハイブリッドウェーブ形成装置の例を説明する図で、図7(a)は吹き口体の平面図、図7(b)はその側断面を示す図である。
【0052】
この図7に示された例は、整形板部114の堰板103側にも遮蔽噴流孔117と同様の形状の平衡噴流孔702を設け、長孔とねじにより矢印E方向にその位置を調節することができる開度調節板701により遮蔽噴流孔117の開度と平衡噴流孔702の開度とを差動的に調節することができるように構成したハイブリッドウェーブ形成装置の例である。
【0053】
これにより、遮蔽噴流孔117から噴流する単位時間当たりの溶融はんだ流量と平衡噴流孔702から噴流する単位時間当たりの溶融はんだ流量の比率を調節することができるようになり、例えば図7(b)の黒点の位置にピールバックポイントが位置すると仮定した場合に、このピールバックポイントにおいて流れる整形噴流波115の流れ方向を矢印F方向や矢印G方向に調節することができるようになる。また、これに併せて整形噴流波115の傾斜状態も調節することができる。
【0054】
すなわち、これによってプリント配線板9の被はんだ付け部がハイブリッドウェーブから離脱する位置すなわちピールバックポイントの位置における溶融はんだの流れ方向と流速とを制御することが可能となり、被はんだ付け部に所望のフィレット形状を形成することができる。
【0055】
なお、遮蔽噴流孔117の開度調節手段は設けずに平衡噴流孔702の開度のみを調節するように構成してもよく、また、遮蔽噴流孔117の開度と平衡噴流孔702の開度とを別々の手段により調節するように構成してもよい。
【産業上の利用可能性】
【0056】
本発明に係るハイブリッドウェーブの形成方法およびハイブリッドウェーブの形成装置は、融点の高い鉛フリーはんだを用いてプリント配線板のフローはんだ付けを行う際の全ての必要条件を満足しており、鉛フリーはんだによるフローはんだ付けを行う際の技術標準として利用できる。
【図面の簡単な説明】
【0057】
【図1】本発明のハイブリッドウェーブを用いたはんだ付け装置の構成の一例を説明する図である。
【図2】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成の一例を説明する図である。
【図3】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成の別の例を説明する図である。
【図4】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成のさらに別の例を説明する図である。
【図5】本発明のハイブリッドウェーブを形成する吹き口体のカーテン噴流の作用を高めるための構成例を説明する図である。
【図6】本発明のハイブリッドウェーブ形成装置において動圧噴流波の位置が揺動するようにした構成例を説明する図である。
【図7】本発明のハイブリッドウェーブ形成装置において整形噴流波の特性を可変できるようにした構成例を説明する図である。
【符号の説明】
【0058】
101 吹き口チャンバ
103 堰板
110 吹き口体
111 孔群部
112 動圧噴流孔
113 動圧噴流波
114 整形板部
115 整形噴流波
116 遮蔽部
117 遮蔽噴流孔
118 カーテン噴流
601 揺動体
602 嵌合部
701 開度調節板
702 平衡噴流孔
【技術分野】
【0001】
本発明は、電子部品を搭載したプリント配線板のような被はんだ付けワークと溶融はんだの噴流波を接触させてフローはんだ付けを行う際に使用する噴流波の形成方法および形成装置に関する。
【背景技術】
【0002】
環境問題に端を発したはんだの鉛フリー化により、プリント配線板のはんだ付け実装において鉛フリーはんだが使用されるようになった。鉛フリーはんだとしては錫−銀−銅系の鉛フリーはんだが最も一般的であるが、錫−銅系鉛フリーはんだや錫−銅−ニッケル系鉛フリーはんだも使用されている。これらの鉛フリーはんだの融点は約220℃前後である。なお従来から使用されて来た錫−鉛はんだの融点は約183℃である。
【0003】
はんだ付け実装に使用される溶融はんだの温度は電子部品の耐熱温度で制限されており、最大でも255℃程度である。これ以上の温度ではんだ付け実装を行うと、電子部品の信頼性が大幅に低下し、はんだ付け実装によりプリント配線板に形成される電子回路の寿命が大幅に低下する。すなわち、従来の錫−鉛はんだが溶融している許容温度幅は約72℃もあったのに対して、鉛フリーはんだが溶融している許容温度幅は約35℃となった。
【0004】
ところで、フローはんだ付けを行う際に良好なはんだ付けを行うためには、プリント配線板の被はんだ付け部に溶融はんだを確実に供給し十分な濡れを確保し、また、スルーホールには溶融はんだを確実に濡れ上がらせることが求められる。そして、十分な濡れ性やスルーホールでの濡れ上がりを確保するためには、プリント配線板と溶融はんだとの接触時間を十分に確保することが必要であり、メニスコグラフ法におけるゼロクロスタイム以上の接触時間が求められる。なお、この接触時間は鉛フリーはんだの使用の場合には従来の錫−鉛はんだよりも長い時間が必要になっている。
【0005】
また、被はんだ付け部の十分なはんだ濡れとスルーホールに確実にはんだを濡れ上がらせることが必要とされるだけでなく、温度変化や振動等によるストレスに対するはんだ付け強度がフィレット形状によって影響されるため、さらに被はんだ付け部のフィレット形状を整えることも必要とされる。
【0006】
そのため、チップ型電子部品やリード型電子部品が搭載され、さらにはスルーホールを有するプリント配線板のフローはんだ付けを行う場合には、はんだ濡れを確実に生じさせるための噴流波と被はんだ付け部のフィレット形状を整えるための噴流波とが使用され、はんだ付け工程が性質の異なる噴流波により2段階(通常は1次はんだ付け工程および2次はんだ付け工程と呼称されている)に構成されている。
【0007】
以上のような鉛フリーはんだの特性を理解した上で開発されたフローはんだ付け技術として、特許文献1の技術がある。この技術は、主に動圧の大きい噴流を被はんだ付け部に供給する第1の噴流波(動圧噴流波)と、被はんだ付け部のフィレット形状等を整えて仕上げを行う第2の噴流波(整形噴流波)とから構成され、第1の噴流波の接触幅をプリント配線板の熱容量がはんだ温度にチャージされる幅に設け、さらに第1の噴流波と第2の噴流波との間隔すなわちプリント配線板が噴流波から離脱している期間を、該プリント配線板の被はんだ付け部に供給した溶融はんだが凝固しない程度の温度低下の範囲内の間隔となるように構成した技術である。これにより、それぞれ性質の異なる第1の噴流波と第2の噴流波とを連続したものとして取り扱うことができるようになる。
【0008】
一方で、このように性質の異なる2つの噴流波を、連続した1つの噴流波にまとめようとした技術として、特許文献2の技術がある。この技術は、動圧噴流波を形成する「凹凸波形成手段」と整形噴流波を形成する「層流波形成手段」とを連続配置したもので、さらに「層流波形成手段」内に「丸棒状」や「板構造」の「乱流抑制部材」を設け、「凹凸波形成手段」によって発生する溶融はんだ噴流により生じた「乱流」や波動の影響が「層流波形成手段」上に形成される噴流波に伝搬しにくいように考慮された技術である。
【特許文献1】特開2004−71785号公報
【特許文献2】実開平4−104269号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
ところが、先に説明した特許文献1の技術では、第2の噴流波(整形噴流波)において形成されるピールバックポイントが他の部分からの給熱の無い「トレイ部」上に形成されるため、溶融はんだからプリント配線板への給熱により溶融はんだの温度が急速に低下し、被はんだ付け部のフィレットにアイスクル(icicle:はんだが垂れ下がるような突起がフィレットに形成されるはんだ付け不良)を生じ易いという問題がある。特に熱容量の大きい電子部品に発生し易く例えばコネクタのリード端子部に生じ易い。これも融点の高い、したがって、従来の錫−鉛はんだに比較して溶融している許容温度幅が狭い鉛フリーはんだを使用するようになってから発生するようになった問題である。
【0010】
また、特許文献2の技術では、「はんだ留り」内に「丸棒状」や「板構造」の「乱流抑制部材」を設けただけであり、さらに、この「乱流抑制部材」は、プリント配線板の被はんだ付け面すなわち下方側の面に突出するリード型電子部品のリード端子に当接しないようにする必要があるため、噴流波の表面から数mm下方に埋没されている。そのため「凹凸波形成手段」によって発生する溶融はんだ噴流により生じた「乱流」や波動の影響を十分に減衰させることが出来ず、「層流波形成手段」上に形成される噴流波の表面が波立ってしまい、これに原因してピールバックポイントが変動して被はんだ付け部のフィレット形状が不安定に変化したりアイスクルを生じる問題が依然として残っていた。したがって、特許文献2の技術では被はんだ付け部のフィレット形状が不安定に変化したりアイスクルを生じる問題を解決するのには十分とはいえなかった。
【0011】
本発明の目的は、主に被はんだ付け部に確実に溶融はんだを供給することを目的とする動圧噴流波と主に被はんだ付け部のフィレット形状を整える整形噴流波とを相互に干渉することなく連続した噴流波すなわちハイブリッドウェーブとして形成し、しかもプリント配線板がハイブリッドウェーブから離脱するまではんだ温度の低下を生じないようにして、はんだ濡れやスルーホールのはんだ上がりを確実に生じさせると供に、フィレット形状が安定でアイスクル等のはんだ付け不良を生じないようにして、信頼性の高いプリント配線板のはんだ付け実装を可能にすることにある。
【0012】
また、本発明の別の目的は、これまで鉛フリーはんだのフローはんだ付け方法として2つの噴流波形成手段が使用されてきたが、これを1つの噴流波形成手段で可能にすることではんだ槽の必要容積を大幅に減少させ、錫−鉛はんだの3〜4倍とも言われる高価な鉛フリーはんだの初期必要量を削減してイニシャルコストを低減し、また、日々の生産開始に伴って必要となるはんだの溶融エネルギー(通常は電力エネルギー)も大幅に低減することにある。
【課題を解決するための手段】
【0013】
本発明は、プリント配線板に接触するハイブリッドウェーブのどの場所もが、新たに供給される噴流前のはんだから給熱を受けるようにして温度低下を生じ難くしたことと、カーテン噴流(遮蔽噴流)により動圧噴流波と整形噴流波とを遮蔽するようにしたところに大きな特徴がある。
【0014】
(1)溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成方法であって、吹き口体に溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部とを、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部を挟んで設け、孔群部上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部上に表面形状が一定した整形噴流波を形成するようにする。
【0015】
こうすることにより、動圧噴流波と整形噴流波とがカーテン噴流により遮蔽され、動圧噴流波に生じる乱流や波動の影響が整形噴流波に伝搬しなくなって安定した整形噴流波を形成することができるので、ピールバックポイントが極めて安定に維持され被はんだ付け部に安定した形状のフィレットを形成することができる。
【0016】
(2)前記(1)のハイブリッドウェーブを形成する際に、ポンプから送給された溶融はんだを吹き口体に導く吹き口チャンバ上に孔群部および遮蔽部そして整形板部を有する前記吹き口体を設けて前記吹き口体の整形板部上に形成される整形噴流波に吹き口チャンバ内を流れる溶融はんだから給熱しながら動圧噴流波と整形噴流波とを形成するようにする。
【0017】
これにより、整形噴流波にも常に整形板部を介しても給熱が行われ、ハイブリッドウェーブに接触するプリント配線板への給熱によってもこのハイブリッドウェーブを形成しているはんだ自体の温度が低下することがなく、ピールバックポイントにおけるはんだ温度の低下がないのでアイスクルを生じなくなる。
【0018】
(3)溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成装置であって、ポンプから供給された溶融はんだが吹き口チャンバを介して吹き口体に供給される流路を有すると供に前記吹き口チャンバ上に前記吹き口体が設けられ、前記吹き口体には溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部と、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部とを設け、前記孔群部と前記整形板部とを前記遮蔽部を挟んで隣接配置して構成する。
【0019】
これにより、動圧噴流波と整形噴流波とが遮蔽噴流孔から噴流するカーテン噴流により遮蔽され、動圧噴流波に生じる乱流や波動の影響が整形噴流波に伝搬しなくなって安定した整形噴流波を形成することができる。また、吹き口チャンバ内の溶融はんだから整形噴流波にも常に給熱が行われる構成なので、ハイブリッドウェーブに接触するプリント配線板への給熱によってもこのハイブリッドウェーブを形成しているはんだ自体の温度が低下しない。
【0020】
したがって、ピールバックポイントが極めて安定に維持され被はんだ付け部に安定した形状のフィレットを形成することができるようになると供に、ピールバックポイントにおけるはんだ温度の低下がないのでアイスクルを生じなくなる。また、プリント配線板に搭載されているリード型電子部品のリード端子が構成部材に当接することもない。
【0021】
(4)前記(3)のハイブリッドウェーブの形成装置において、遮蔽部がスリット状の孔または孔群部の孔間隔よりも狭い間隔で設けられた孔列から成る遮蔽噴流孔を有するように構成する。
【0022】
スリット状の孔から噴流するカーテン噴流は強い遮蔽力を有するので、動圧噴流波によって生じる乱流や波動が整形噴流波に伝搬することを阻止(極めて大幅に減衰)することができる。また、孔群部の孔間隔よりも狭い間隔で設けられた孔列によっても、孔群部によって生じる波動を十分に阻止するカーテン噴流を形成することができる。
【0023】
(5)前記(3)(4)のハイブリッドウェーブの形成装置において、孔群部が吹き口体に揺動可能に嵌合された揺動体に設けられ、さらにこの揺動体の揺動手段を備えた構成とする。
【0024】
これによりプリント配線板がハイブリッドウェーブに接触している際に動圧噴流波が揺動することになり、前記(3)(4)の作用に加えてこの揺動力によっても微細な被はんだ付け部にも確実に溶融はんだを供給することができるようになる。さらに、プリント配線板とハイブリッドウェーブ間に留まろうとする大気やガスを容易に放出させることができるようになり、被はんだ付け部にはんだ濡れを生じない部分が発生することを防止できる。
【発明の効果】
【0025】
本発明によれば、激しい噴流力を有する動圧噴流波と静かで穏やかな流れを有し表面形状の安定した整形噴流波とをカーテン噴流(遮蔽噴流)によって確実に仕切って相互干渉を生じないようにすることができるので、これら動圧噴流波と整形噴流波とを連続した噴流波としてすなわちハイブリッドウェーブとして形成することができる。また、ポンプから次々と新たに供給される溶融はんだから整形噴流波に給熱が行われるため、プリント配線板がハイブリッドウェーブから離脱するまではんだ温度の低下を生じることが無い。
【0026】
したがって、このハイブリッドウェーブによりはんだ付け実装を行うプリント配線板には、被はんだ付け部に確実にはんだ濡れを生じさせ、スルーホールにも確実にはんだ濡れ上がりを生じさせることができる。しかも、被はんだ付け部のフィレット形状が安定でアイスクル等のはんだ付け不良を生じることが無く、品質が良好で信頼性の高いプリント配線板のはんだ付け実装を可能にすることができる。
【0027】
さらに、1つの噴流波形成手段によりプリント配線板のはんだ付け実装を行うことができるので、はんだ槽の必要容積を大幅に減少させ、高価な鉛フリーはんだの初期必要量を削減してイニシャルコストを低減し、また、日々の生産開始に伴って必要となるはんだの溶融電力エネルギーも大幅に低減することができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明におけるハイブリッドウェーブの形成方法およびハイブリッドウェーブの形成装置の構成例を説明する。
【0029】
図1は、本発明のハイブリッドウェーブの形成方法を採用したはんだ付け装置の構成例を説明する図であり、その側断面を示している。この図1に示されたはんだ付け装置は、予備加熱工程1とはんだ付け工程2とから構成され、それらをプリント配線板9が矢印A方向に搬送されて通るように搬送コンベア8が設けてある。なお、搬送コンベア8は一点鎖線を用いて略図で示してある。
【0030】
予備加熱工程1では、プリント配線板9に塗布されているフラックスの前置的活性化を行うと供に、プリント配線板9が溶融はんだ(ハイブリッドウェーブ)に接触した際のヒートショックを軽減するための予備的な加熱を行う。ここでは、ヒータ3からの赤外線と熱風とを併用して加熱するように構成され、赤外線はヒータ表面から放射され、送風ファン4からの送風雰囲気がヒータ3により加熱されて熱風としてプリント配線板9に吹きつけられる。
【0031】
次のはんだ付け工程2では、溶融はんだとプリント配線板9の被はんだ付け面すなわち図の下方側の面とを接触させてその被はんだ付け部に溶融はんだが供給されており、ここで本発明のハイブリッドウェーブを形成しておいて、このハイブリッドウェーブとプリント配線板9とを接触させてはんだ付けが行われる。
【0032】
(1)ハイブリッドウェーブの形成装置
図1を用いて、本発明のハイブリッドウェーブの形成装置の構成について詳細に説明する。はんだ槽6には図示しないヒータにより加熱されて溶融状態の鉛フリーはんだ7が収容されており、その温度は図示しない温度センサと温度制御装置とにより前記ヒータに供給する電力を制御して予め決められた所定の温度に維持されている。
【0033】
この鉛フリー溶融はんだ7(以後単に溶融はんだと呼称する)は、ポンプ5により吹き口チャンバ101に送出され、その際に整流板102でその流れが整えられた後に吹き口体110に供給される。吹き口チャンバ101のはんだ供給断面積と吹き口体110の平面面積とはほぼ同じであり、吹き口チャンバ101に吹き口体110を連結して、吹き口チャンバ101内を図の上方に向けて流れる溶融はんだが常に吹き口体110とその上方を流れる溶融はんだすなわちハイブリッドウェーブを形成する溶融はんだを加熱するように構成されている。
【0034】
プリント配線板9は、ピールバック作用を高めるために通常は仰角θで搬送され、それに合わせて吹き口体110の平面もやや図の右方に向けて上方へ傾斜させて設けてある。そして、吹き口体110のプリント配線板9が搬入する側には多数の動圧噴流孔112を設けて孔群部111を構成し、続いてスリット状等の遮蔽噴流孔117を設けて遮蔽部116を構成し、さらに続けて平坦面の整形板部114を設けて構成してあり、プリント配線板9が搬出される整形板部114の端部には溶融はんだを溜めて溢流させるための堰板103を設けてある。なお、この堰板103は長孔105とねじ104とにより矢印B方向に位置調節可能に設けてある。また、孔群部、遮蔽部および整形板部は吹き口体に一体に形成してもよいし、または、一部を別部材で構成してもよい。
【0035】
以上の構成によって、孔群部111から噴流する溶融はんだにより動圧噴流波113が形成され、遮蔽噴流孔117からはカーテン噴流118が形成される。これら噴流した溶融はんだはプリント配線板9の搬入側と搬出側とに分かれて流れるが、動圧噴流波113の波動はカーテン噴流118により遮蔽されて、カーテン噴流118よりプリント配線板9の搬出側に伝わることは抑制される。その結果、吹き口体110の孔群部111上にはプリント配線板9の被はんだ付け部に強い噴流力を与えてはんだ濡れを生じさせる動圧噴流波113を形成しながら遮蔽部116上には波動の遮蔽力に優れたカーテン噴流118を形成し、整形板部114上には安定したピールバック作用を与えるための穏やかな流れで形状の安定した整形噴流波115が形成され、これらが一体となったハイブリッドウェーブが形成される。
【0036】
次に、図2ないし図5を用いて本発明のハイブリッドウェーブを形成する要となる吹き口体の主要部分の構成の具体例を説明する。なお、以下の説明においては、各図をとおして同一のものには同一の符号を付してある。
【0037】
図2(a)は吹き口体の1つの具体例を示す平面図で、図2(b)はその側断面を示す図である。この例では、孔群部111は千鳥状に3列に配置された多数の動圧噴流孔112から構成され、遮蔽部116はスリット状の遮蔽噴流孔117aから構成され、整形板部114は平面板状に構成されている。なお、側板201は溶融はんだが側方へ流出しないようにするための手段である。
【0038】
そして、堰板103は整形板部114上に安定した平面形状を有する整形噴流波115を形成するための手段であり、矢印B方向の高さを調節することにより溶融はんだの溢流量を調節し、整形噴流波115の表面の傾斜角度(わずかな角度だが重要な角度)や整形噴流波115の流速を調節することができる。すなわち、ピールバックポイントにおける溶融はんだの離脱角度と離脱速度を調節することができる。また、ポンプの回転速度等を調節して単位時間当たりの溶融はんだ供給流量を調節することにより、ハイブリッドウェーブ全体の波高を調節することができる。なお、ハイブリッドウェーブ全体の波高および吹き口体の傾斜角度を適切に調整することにより堰板を設けないことも可能である。
【0039】
図3(a)は吹き口体の別の具体例を示す平面図で、図3(b)はその側断面を示す図である。この例では、遮蔽部116を構成する遮蔽噴流孔117bが孔群部111を構成する動圧噴流孔112の孔ピッチよりも狭い間隔に列状に設けた複数の噴流孔で構成されている。このように構成することによっても、動圧噴流波113の乱流や波動を遮蔽するカーテン噴流を形成することができる。なお、遮蔽噴流孔を複数の長孔を列状に設けた構成としてもよい。
【0040】
図4(a)は吹き口体のさらに別の具体例を示す平面図で、図4(b)はその側断面を示す図である。この例では、遮蔽部116を構成するスリット状の遮蔽噴流孔117cに動圧噴流孔112と同様の噴流孔を重畳して設けて、これにより形成されるカーテン噴流すなわち遮蔽噴流波にも僅かではあるが動圧噴流波の性質を付与している。
【0041】
図5は、カーテン噴流すなわち遮蔽噴流波の作用を高めるための吹き口体の構成例を説明する図で、図5(a)はスリット状の遮蔽噴流孔の場合の吹き口体の平面図で、図5(b)、(c)、(d)はそれぞれその側断面の例を示す図である。
【0042】
カーテン噴流すなわち遮蔽噴流波の遮蔽作用を高めるためには、カーテン噴流の指向性を高めればよい。そのため、図5(b)の例では遮蔽噴流孔の噴出側に立ち上がりを有して整流作用のある指向部520aを設けている。また、図5(c)は(b)の指向部520bの形状をなだらかな形状にして整形板部を流れる溶融はんだを穏やかに流すように工夫しており、さらに、図5(d)は指向部520cを整形板部の下方側に設けて整形板部上のはんだの流れがこの指向部によって影響されることなく一層安定になるように工夫している。
【0043】
(2)ハイブリッドウェーブによるプリント配線板のはんだ付け実装
次に、本発明のハイブリッドウェーブを用いたプリント配線板のはんだ付け実装について図1を参照して説明する。予備加熱工程1によって予備加熱されたプリント配線板9がハイブリッドウェーブが形成されたはんだ付け工程2に搬入されると、このプリント配線板9は先ず多数の山状に形成された噴流が形成された動圧噴流波113に接触し、その被はんだ付け部に激しく噴流する溶融はんだが供給されて確実にはんだ濡れを生じさせる。
【0044】
続いてハイブリッドウェーブに接触したままの状態でカーテン噴流部分を通過して整形噴流波115に接触し、吹き口チャンバ101を上昇する溶融はんだの流れにより連続して給熱されている整形噴流波115から十分な給熱を受けたプリント配線板9はスルーホールに確実に溶融はんだを濡れ上がらせる。プリント配線板9に給熱した整形噴流波115は吹き口チャンバ101内の溶融はんだから整形板を介しても給熱されるため温度低下をすることがない。そして、プリント配線板9が穏やかで安定した流れと形状の安定した整形噴流波115から離脱する際にはピールバックポイントの位置も変動することがなく、溶融はんだだが供給された被はんだ付け部に安定したピールバック作用を与えることが可能となって、形状の揃ったフィレットを形成することができる。このとき、整形噴流波115のはんだ温度は低下することがないのでこの離脱の際にアイスクル等の不良フィレットを生じることもない。
【0045】
このように、本発明のハイブリッドウェーブによれば、従来から行われているように2つの噴流波を独立して形成しておいて、1次はんだ付け工程と2次はんだ付け工程とから構成されるはんだ付け実装よりも優れたはんだ付け品質が得られる。
【0046】
これは、鉛フリーはんだは融点が約220℃と高く僅かな温度低下でもその流動性が低下し濡れ性も急速に低下するという特性を有しているが、本発明のハイブリッドウェーブを用いれば、溶融はんだの温度低下が極力抑えられることと、プリント配線板に溶融はんだを供給する際にはプリント配線板への給熱が滞らないようにして連続してはんだを供給し、被はんだ付け部への溶融はんだの確実な供給と整形・仕上げを1つの連続した工程として行うようにしているからである。すなわち、鉛フリーはんだを使用してフローはんだ付けを行うには、十分な給熱を行い得る1つのハイブリッドウェーブによってはんだ付けを行うことが極めて適していると結論することができる。したがって、鉛フリーはんだによるフローはんだ付け実装の技術標準として本発明のハイブリッドウェーブによるはんだ付け実装技術を位置づけることができる。
【0047】
(3)揺動する動圧噴流波を有するハイブリッドウェーブの形成装置
図6は、動圧噴流波の位置が揺動するように構成したハイブリッドウェーブ形成装置の構成例を説明する図で、図6(a)は吹き口体の平面図、図6(b)はその側断面を示す図、図6(c)は吹き口体の全容を説明する斜視図である。
【0048】
図6を用いて、動圧噴流波を揺動させることによってさらに効果を高めたハイブリッドウェーブ形成装置の構成例を説明する。すなわち、動圧噴流波113を形成する動圧噴流孔112から成る孔群部111を揺動体601に設け、この揺動体601を吹き口体110の嵌合部602に矢印C方向に揺動可能に嵌め合わせ、この揺動体601をモータ603と減速ギア607そして円板606(回転方向D)とアーム604とから成るクランク機構605により、矢印C方向に連続して往復移動するように構成する。
【0049】
そして、吹き口体110の遮蔽部116には例としてスリット状の遮蔽噴流孔117を設け、その後段には整形板部114と堰板103を設けてある。また、図6(c)では孔群部に側板を設けていないが、これは揺動する動圧噴流波の揺動波動が整形噴流波に伝搬することを抑制するためであり、動圧噴流波のはんだ流量が少なくまた揺動速度が遅い等によりその伝搬による干渉が無視できる程度であれば側板を設けてもよい。
【0050】
このように、ハイブリッドウェーブの動圧噴流波113を矢印C方向に揺動させながらプリント配線板9と接触させることにより、この揺動力によってさらに微細な被はんだ付け部やチップ型電子部品が搭載されて立体形状を有することになった被はんだ付け部にも確実に溶融はんだを供給することができる。また、プリント配線板9とハイブリッドウェーブ間に留まろうとする大気やガスを容易に放出させることができ、これら大気やガスの残留によってはんだ濡れを生じないというような不良を解消することができる。
【0051】
(4)整形噴流波の特性を可変できるハイブリッドウェーブの形成装置
図7は、ハイブリッドウェーブの整形噴流波の傾斜状態とピールバックポイントにおける溶融はんだの流れ方向を調節することが可能なハイブリッドウェーブ形成装置の例を説明する図で、図7(a)は吹き口体の平面図、図7(b)はその側断面を示す図である。
【0052】
この図7に示された例は、整形板部114の堰板103側にも遮蔽噴流孔117と同様の形状の平衡噴流孔702を設け、長孔とねじにより矢印E方向にその位置を調節することができる開度調節板701により遮蔽噴流孔117の開度と平衡噴流孔702の開度とを差動的に調節することができるように構成したハイブリッドウェーブ形成装置の例である。
【0053】
これにより、遮蔽噴流孔117から噴流する単位時間当たりの溶融はんだ流量と平衡噴流孔702から噴流する単位時間当たりの溶融はんだ流量の比率を調節することができるようになり、例えば図7(b)の黒点の位置にピールバックポイントが位置すると仮定した場合に、このピールバックポイントにおいて流れる整形噴流波115の流れ方向を矢印F方向や矢印G方向に調節することができるようになる。また、これに併せて整形噴流波115の傾斜状態も調節することができる。
【0054】
すなわち、これによってプリント配線板9の被はんだ付け部がハイブリッドウェーブから離脱する位置すなわちピールバックポイントの位置における溶融はんだの流れ方向と流速とを制御することが可能となり、被はんだ付け部に所望のフィレット形状を形成することができる。
【0055】
なお、遮蔽噴流孔117の開度調節手段は設けずに平衡噴流孔702の開度のみを調節するように構成してもよく、また、遮蔽噴流孔117の開度と平衡噴流孔702の開度とを別々の手段により調節するように構成してもよい。
【産業上の利用可能性】
【0056】
本発明に係るハイブリッドウェーブの形成方法およびハイブリッドウェーブの形成装置は、融点の高い鉛フリーはんだを用いてプリント配線板のフローはんだ付けを行う際の全ての必要条件を満足しており、鉛フリーはんだによるフローはんだ付けを行う際の技術標準として利用できる。
【図面の簡単な説明】
【0057】
【図1】本発明のハイブリッドウェーブを用いたはんだ付け装置の構成の一例を説明する図である。
【図2】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成の一例を説明する図である。
【図3】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成の別の例を説明する図である。
【図4】本発明のハイブリッドウェーブを形成する吹き口体の主要部分の構成のさらに別の例を説明する図である。
【図5】本発明のハイブリッドウェーブを形成する吹き口体のカーテン噴流の作用を高めるための構成例を説明する図である。
【図6】本発明のハイブリッドウェーブ形成装置において動圧噴流波の位置が揺動するようにした構成例を説明する図である。
【図7】本発明のハイブリッドウェーブ形成装置において整形噴流波の特性を可変できるようにした構成例を説明する図である。
【符号の説明】
【0058】
101 吹き口チャンバ
103 堰板
110 吹き口体
111 孔群部
112 動圧噴流孔
113 動圧噴流波
114 整形板部
115 整形噴流波
116 遮蔽部
117 遮蔽噴流孔
118 カーテン噴流
601 揺動体
602 嵌合部
701 開度調節板
702 平衡噴流孔
【特許請求の範囲】
【請求項1】
溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成方法であって、
吹き口体に溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部とを、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部を挟んで設け、孔群部上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部上に表面形状が一定した整形噴流波を形成すること、
を特徴とするハイブリッドウェーブの形成方法。
【請求項2】
ポンプから送給された溶融はんだを吹き口体に導く吹き口チャンバ上に孔群部および遮蔽部そして整形板部から成る前記吹き口体を設けて、前記吹き口体の整形板部上に形成される整形噴流波に吹き口チャンバ内を流れる溶融はんだから給熱しながら動圧噴流波と整形噴流波とを形成すること、
を特徴とする請求項1記載のハイブリッドウェーブの形成方法。
【請求項3】
溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成装置であって、
ポンプから供給された溶融はんだが吹き口チャンバを介して吹き口体に供給される流路を有すると供に前記吹き口チャンバ上に前記吹き口体が設けられ、前記吹き口体には溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部と、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部とを設け、前記孔群部と前記整形板部とを前記遮蔽部を挟んで隣接配置したこと、
を特徴とするハイブリッドウェーブの形成装置。
【請求項4】
遮蔽部がスリット状の孔または孔群部の孔間隔よりも狭い間隔で設けられた孔列から成る遮蔽噴流孔を有していること、
を特徴とする請求項3記載のハイブリッドウェーブの形成装置。
【請求項5】
孔群部を構成する揺動体が吹き口体に揺動可能に嵌合され、さらにこの揺動体の揺動手段を備えたこと、
を特徴とする請求項3または請求項4記載のハイブリッドウェーブの形成装置。
【請求項1】
溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成方法であって、
吹き口体に溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部とを、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部を挟んで設け、孔群部上に形成される多数の山状の噴流の波高変動の影響をカーテン噴流により遮蔽して整形板部上に表面形状が一定した整形噴流波を形成すること、
を特徴とするハイブリッドウェーブの形成方法。
【請求項2】
ポンプから送給された溶融はんだを吹き口体に導く吹き口チャンバ上に孔群部および遮蔽部そして整形板部から成る前記吹き口体を設けて、前記吹き口体の整形板部上に形成される整形噴流波に吹き口チャンバ内を流れる溶融はんだから給熱しながら動圧噴流波と整形噴流波とを形成すること、
を特徴とする請求項1記載のハイブリッドウェーブの形成方法。
【請求項3】
溶融はんだを噴流する吹き口体上に鉛フリー溶融はんだの多数の山状の噴流を形成した動圧噴流波と表面形状が一定した整形噴流波とを隣接させて形成するプリント配線板はんだ付け用ハイブリッドウェーブ(hybrid wave)の形成装置であって、
ポンプから供給された溶融はんだが吹き口チャンバを介して吹き口体に供給される流路を有すると供に前記吹き口チャンバ上に前記吹き口体が設けられ、前記吹き口体には溶融はんだを噴流する多数の透孔を設けた孔群部と、板状の表面形状を有する整形板部と、カーテン噴流を形成する遮蔽噴流孔を有する遮蔽部とを設け、前記孔群部と前記整形板部とを前記遮蔽部を挟んで隣接配置したこと、
を特徴とするハイブリッドウェーブの形成装置。
【請求項4】
遮蔽部がスリット状の孔または孔群部の孔間隔よりも狭い間隔で設けられた孔列から成る遮蔽噴流孔を有していること、
を特徴とする請求項3記載のハイブリッドウェーブの形成装置。
【請求項5】
孔群部を構成する揺動体が吹き口体に揺動可能に嵌合され、さらにこの揺動体の揺動手段を備えたこと、
を特徴とする請求項3または請求項4記載のハイブリッドウェーブの形成装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−41854(P2008−41854A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−212796(P2006−212796)
【出願日】平成18年8月4日(2006.8.4)
【出願人】(000232450)日本電熱計器株式会社 (25)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月4日(2006.8.4)
【出願人】(000232450)日本電熱計器株式会社 (25)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]