
ハイブリッド構造の軽量部品
本発明は、ハイブリッド部品または中空チャンバ軽量部品とも呼称されるハイブリッド構造の軽量部品に関する。この軽量部品は、熱可塑性物質によって補強される外殻形態の基材であって、高い機械的負荷の伝達に適した外殻形態の基材を含む。この場合、熱可塑性物質は、直鎖状の部分結晶性ポリアミドであり、少なくとも1つの充填剤および少なくとも1つのエラストマー調整剤と組み合わされる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハイブリッド部品または中空チャンバ軽量部品とも呼称されるハイブリッド構造の軽量部品に関し、この軽量部品は外殻形態の基材から構成され、この外殻形態の基材は、熱可塑性物質によって補強されると共に、高い機械的負荷の伝達に適したものであり、この場合、熱可塑性物質は、非分枝直鎖状の半結晶性ポリアミドであり、少なくとも1つのエラストマー調整剤および少なくとも1つの充填剤と組み合わされる。1つの好ましい実施態様においては、このハイブリッド部品は、動作中に、機械的負荷並びに熱的負荷を加えることができる部品である。本発明の目的において熱的負荷が加えられる部品は、少なくとも150℃の温度に耐えるものである。150℃以上の温度において、材料が十分なクリープ抵抗を有すると、同時に機械的負荷にも耐えることができる。材料に熱的負荷だけでなく機械的負荷も加えられる場合に、材料が十分なクリープ抵抗を確実に有するようにするためには、通常、190℃の温度を超えるべきではない。
【0002】
従って、本発明の目的において、機械的負荷が加えられる部品は、通常、190℃を超える温度には曝露されない。
【0003】
適切に設計されたこのような軽量部品は、車両部品に、オフィス機械、家庭用機械または他の機械の荷重支持要素において、あるいは、装飾目的用の構造要素等において用いられる。車両構造においては、好ましくは次のような部品、すなわち、軽量部品から構成された、フロントエンド、ヘッドランプフレーム、歩行者保護用梁、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール(全ルーフ)、スライディングルーフ支持部品、ダッシュボード支持部品(クロスカービーム)、ステアリングコラム保持器、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ(wheel surround)、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ用凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材(rigidity system)(フロントエンド補強部材)、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、安全ベルトと一体化された又はされていないシートバックレスト、あるいは、手荷物棚を製造することが可能である。
【0004】
以下ハイブリッド部品とも呼称するハイブリッド構造の軽量部品の特徴は、ほとんどの場合、金属から構成される外殻形態の基材が、その基材の中に導入される、あるいはその上に被覆されるプラスチック部分と噛み合い接合することにある。
【背景技術】
【0005】
特許文献1は、好ましくは金属で構成された2つ以上の部品を含む解放不可能型の結合を開示している。この場合、この結合は、プラスチックから構成され、被結合部品を受け入れる型内において、例えば射出成型法によって生成される。特許文献2は、外殻形態の基材から構成されるハイブリッド構造の軽量部品を開示している。その基材の内部空間は、基材に確実に結合される補強リブを有しており、その補強リブは、密着成形されたプラスチックから構成され、基材へのそれらの結合は、別個の結合部位において基材における貫通孔によって行なわれる。すなわち、プラスチックがその貫通孔を通ってかつ貫通孔の範囲にわたって延在して確実な噛み合い接合が実現される。特許文献3は、中空チャンバの軽量部品にプラスチックで構成されたカバープレートまたはカバー外殻を付加的に設けるという点で、この原理を補足している。しかし、金属のような他の材料からなるカバープレートを考えることも可能である。
【0006】
特許文献4は、いわゆる金属およびプラスチックから構成された一体化構造を開示しており、2つの構成部品を相互に確実に結合するためのいくつかの固定手段を合わせて記述している。特許文献5は、2つの操作を用いる別の手順を開示している。すなわち、最初に金属部分にプラスチックをオーバーモールドし、プラスチックが金属部分における開口を通過してもう一方の側に材料が飛び出て残るように操作し、次の付加的な操作において、この飛び出た材料を変形加工してから、確実な噛み合い接合を行う。特許文献6は、ハイブリッド部品を製造するために、金属の芯体を完全にではなく部分的にプラスチックで上乗せ成形することによって確実な噛み合い接合を得ることが可能であることを開示している。特許文献7は、金属部分が、上乗せ成形されるプラスチックによる確実な噛み合い接合用の開口を上下両方に備えるような別の変形態を開示している。特許文献8は、異なる材料、例えば、プラスチックおよび金属、または異なる金属、または異なるプラスチックの少なくとも2つのシート状の加工品からなる複合プラスチック部品を開示している。この場合、この少なくとも2つの加工品は、その周囲領域において相互に結合されており、その結合は、その上に成形される熱可塑性プラスチックによって形成される。特許文献9は、シート形態のハイブリッド構造の軽量部品を開示している。特許文献10は、熱可塑性物質から構成された一体型閉止体を備えた溝または管の形態のハイブリッド部品を開示している。特許文献11は、熱可塑性物質による確実な噛み合い接合を実現するために、ハイブリッド部品として用いる金属部品をいかに準備するかを開示している。特許文献12または特許文献13は、リブを、補強されるべき金属部分の内部だけでなく、金属部分の外側にも設けることができる可能性を提案している。
【0007】
ハイブリッド構造の軽量部品は、例えば自動車の構造において、高い安定性と、衝突の場合の高いエネルギー吸収と、重量軽減とが重要である限り、優れた適合性を有することは早くから認められていた。例えば、特許文献14は、フロントエンドのほぼ全長にわたって延びる少なくとも1つの堅固な横棒を含む自動車のフロントエンドであって、プラスチックから構成された少なくとも1つの支持部品を備えたフロントエンドを開示している。この支持部品は、その堅固な横棒の端部領域上に鋳造される。特許文献15は、鋼材シートの基材と、非補強アモルファスの熱可塑性プラスチック材料と、ガラス繊維補強熱可塑性プラスチックと、さらに例えばポリアミドからなるリブ構造とからなる自動車のフロントモジュール用の荷重支持構造を開示している。特許文献16は、対向配置された金属シートから構成されたバンパ装置またはエネルギー吸収器と、熱可塑性または熱硬化性のプラスチックから構成された連結リブとを開示している。特許文献17は、自動車のブレーキペダル、クラッチペダルまたはアクセルペダルにおけるハイブリッド技術の使用を開示している。特許文献18は、次いで、自動車のラジエータ装置用の、ハイブリッド構造を用いた支持構造を開示している。特許文献19は、車両のフロントモジュールにおけるハイブリッド構造の固定用横部材を開示している。特許文献20は、車両におけるハイブリッド構造の横部材を開示している。特許文献21は、自動車のフロントエンドパネルの別の例を示しているが、この場合は、材料を全金属部分の周りに注入するのではなく、材料は、金属部分のブラケットとなるウェブの形態に構成される。ハイブリッド構造の軽量部品は、フロントエンドまたはペダルだけでなく、車両のボデー構造のいかなる部位にも使用可能である。このための例が、ドアケーシングを有する車両ドア用として特許文献22に、車両の実際のボデー構造用として特許文献23に、自動車の荷重支持要素用として特許文献24に提示されている。
【0008】
先行技術において記述される構成部品とは対照的に、自動車の発電機は、本発明の目的において機械的および熱的負荷が加えられる部品を含んでいる。発電機は、運転中のエンジンによって駆動され、従って機械的負荷を受ける。自動車において通常用いられる駆動方法は駆動ベルト(例えばマルチリブ付きVベルトまたは平Vベルト)である。自動車分野においては、最近、エンジン内部の多くの回転体の場合と同様に、発電機をクランクシャフトから直接駆動する方式も使用され始めている。
【0009】
発電機内のロータの回転速度は、多くの場合少なくとも20000rpmである。これによって生じる機械的応力は相応して高い。発電機内部には、特に摩擦による高温が存在する。
【0010】
この場合、発電機のケーシングは、通常、150℃〜190℃の温度に曝され、かつ、機械的負荷を受ける。コストの点から、このケーシングは主として金属から製造される。金属は機械的および熱的負荷に耐えるからである。ケーシングは、通常、ロータの軸用の軸受を備えた2つの外殻から構成される。多くの例において、この外殻は換気用のスリットをも有する。少なくとも1つの外殻は、一般的にさらに、自動車エンジン室内部への発電機の固定を可能にする固定要素を有する。また、ケーシングは、一般的に比較的複雑な構造の他の機能要素をも有する。
【0011】
電気モータの構成部品は、同様の理由から、通常機械的および熱的負荷を受けるという点で発電機と似ている。
【0012】
自動車のバルブカバーは、本発明の目的における構造部品の別の例である。「シリンダヘッドカバー」とも呼称されるバルブカバーは、(垂直)内燃機関の最も高い位置の境界を形成する。
【0013】
バルブカバーは、バルブ操作機構の上部の作動要素を掩覆し、潤滑油の環境への漏出を防止し、さらに、空気のエンジン内への流入を防止する。現代のエンジンは、燃焼ガスおよび蒸気がエンジンから環境に流出するのを防止するために、大気圧より僅かに低い内圧を有する。バルブカバーは、また、ほとんどの場合、エンジンオイル充填用の開口とその閉止キャップとを含む。
【0014】
バルブ操作機構がオーバヘッドカムシャフトを有し、これがチェーンで駆動される場合(すべてのダイムラー・ベンツのエンジン、多くのBMWのエンジン、いくつかのアウディのエンジン等)は、バルブカバーはカムシャフトスプロケットをも含む。
【0015】
バルブカバーをシリンダヘッドに対してシールするために、多くの場合、U字形のプラスチックガスケットが用いられる。バルブカバーは、長年にわたって、コルクまたは成形熱硬化性樹脂の周囲ガスケットによってシールされてきた。VWのビートル(Beetle)のエンジンの2つのバルブカバーの場合もこの方式である。バルブカバーをシリンダヘッドに結合するには、通常、多数のボルトが用いられ、このボルトは、バルブカバーの周囲およびガスケットを貫通してシリンダヘッドにネジ込まれる。この構成は、バルブカバーおよびシリンダヘッド間の漏れのない結合を形成するために多数のボルトを必要とする点が短所である。ボルトの数を低減するために、最近の実施態様においては、複数のボルトがカバーの中心を通るように配置される。この実施態様は、ガスケットを通る側方のボルトを有していない。この方法によって必要なボルトの個数を大幅に低減できる。しかし、この実施態様においては、バルブカバーの材料は、著しく高い機械的負荷を受けることになり、長期にわたってシールを維持するために特に高いクリープ抵抗を有しなければならない。バルブカバーは、また、一般的に150℃になる運転温度にも耐えなければならない。運転中に、本発明の目的における少なくとも機械的負荷を受ける構造部品の他の例は、自動車における組立品保持器である。例えば、このタイプの組立品保持器は、発電機を自動車の内部に固定するのに用いられる。発電機はベルト駆動による機械的負荷を受けるので、この機械的負荷が組立品保持器に伝達される。このタイプの組立品保持器が高温部品の近傍に配置される場合は、この組立品保持器も熱的負荷を受ける。
【0016】
構造部品が本発明の目的における機械的および熱的負荷を受ける場合、部品製作用として選択される材料は一般的には金属である。この材料は機械的および熱的負荷に耐える。
【0017】
機械的および熱的負荷に同様に耐えるプラスチックも存在するが、これは高価な特殊プラスチックであり、コストの点から使用されない。
【0018】
先行技術が明らかにしているように、ハイブリッド部品は多くの用途に用いることができる。発電機または電気モータ用のエンドプレートを含む用途に対して、あるいは、バルブカバーとして想定されるハイブリッド部品は、熱可塑性物質によって補強される外殻形態の基材から構成される。熱可塑性材料は、一般的に、熱可塑性物質を補強する充填材、好ましくは繊維を含む。しかし、この補強用充填材は、熱可塑性物質の流動性に悪影響を及ぼすという欠点を有し、このため、熱可塑性物質を所要の通りに加工処理してハイブリッド部品とすることができない、あるいは、それから製造された部品に冒頭に述べた目的における機械的または熱的負荷を加えることができないという結果になる。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】独国特許出願公開第2750982A号明細書
【特許文献2】欧州特許出願公開第0370342A号明細書
【特許文献3】欧州特許出願公開第0995668A号明細書
【特許文献4】国際公開第2002/068257号パンフレット
【特許文献5】国際公開第2004/071741号パンフレット
【特許文献6】欧州特許第1294552B1号明細書
【特許文献7】国際公開第2004/011315号パンフレット
【特許文献8】国際公開第2001/38063号パンフレット
【特許文献9】欧州特許出願公開第1223032A2号明細書
【特許文献10】米国特許第6,761,187B1号明細書
【特許文献11】独国特許出願公開第19543324A1号明細書
【特許文献12】欧州特許出願公開第1340668A2号明細書
【特許文献13】欧州特許出願公開第1300325A2号明細書
【特許文献14】欧州特許第0679565B1号明細書
【特許文献15】欧州特許第1032526B1号明細書
【特許文献16】独国特許出願公開第10053840A1号明細書
【特許文献17】国際公開第2001/40009号パンフレット
【特許文献18】欧州特許第1211164B1号明細書
【特許文献19】独国特許出願公開第10150061A1号明細書
【特許文献20】米国特許第6,688,680B1号明細書
【特許文献21】欧州特許出願公開第1380493A2号明細書
【特許文献22】独国特許出願公告第10018186B4号明細書
【特許文献23】欧州特許出願公開第1232935A1号明細書
【特許文献24】独国特許出願公開第10221709A1号明細書
【特許文献25】独国特許出願公開第2035390号明細書
【特許文献26】米国特許第3,644,574A号明細書
【特許文献27】独国特許出願公開第2248242号明細書
【特許文献28】英国特許第1409275A号明細書
【特許文献29】独国特許出願公開第3704657A号明細書
【特許文献30】米国特許第4,859,740号明細書
【特許文献31】独国特許出願公開第3704655A号明細書
【特許文献32】米国特許第4,861,831号明細書
【特許文献33】独国特許出願公開第3631540A号明細書
【特許文献34】米国特許第4,806,593号明細書
【特許文献35】独国特許出願公開第3631539A号明細書
【特許文献36】米国特許第4,812,515号明細書
【特許文献37】独国特許出願公開第4236122A号明細書
【特許文献38】北米特許出願公開第2109024A1号明細書
【特許文献39】国際公開第98/17720A号パンフレット
【特許文献40】米国特許第6,538,024号明細書
【非特許文献】
【0020】
【非特許文献1】Ullmann編「工業化学百科事典(Enzyklopaedie der Technischen Chemie)」、第19巻(1980)、p280以下
【非特許文献2】Gaechter、Mueller著「プラスチック添加剤(Kunststoff−Additive)」第3版、Hanser出版、ミュンヘン、ウィーン、1989年
【非特許文献3】プラスチック添加剤ハンドブック(Plastics Additives Handbook)」第5版、Hanser出版、ミュンヘン、2001年
【発明の概要】
【発明が解決しようとする課題】
【0021】
従って、本発明の目的は、中空チャンバの軽量部品で、第1に、先行技術から知られる種々の利点、例えば、高い座屈抵抗、高い捩り安定性および比較的高い強度を有するが、しかしさらに、比較的軽量でかつ製造における成形温度が低いという特徴を有する軽量部品を製造することにあった。この場合、ポリアミド重縮合体組成物の粘度の低下が、ポリマー溶融物における添加剤の使用によって、低粘度の直鎖ポリマー樹脂または文献から知られる添加剤を使用する場合に生じる衝撃抵抗および加水分解抵抗のような種類の特性の低下を受け入れる必要なく実現されるものとし、しかも、一方では、同時に、60重量%までの充填剤の使用が、それから製造される成形品の機械的および/または熱的特性をなんら損なうことなく可能であるものとする。剛性および最大抗張力に関しては、理想的には、この種のポリアミド組成物が、できるだけ、添加剤を用いないポリアミド重縮合体組成物とは大きく異ならないものとすることを目指した。従って、ポリアミドに基づくプラスチック構造用材料を問題なく交換することが可能になり、そのため、ハイブリッド部品における最適の使用をもたらすことを目指した。
【課題を解決するための手段】
【0022】
この目的は、外殻形態の基材から構成された軽量部品を提供する本発明によって実現される。この外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われる。この軽量部品は、
A) 55〜10重量部、好ましくは55〜30重量部、特に好ましくは45〜32重量部の非分枝直鎖状の半結晶性熱可塑性ポリアミドと、
B) 48〜80重量部、好ましくは50〜75重量部、特に好ましくは55〜70重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部、好ましくは0.25〜6重量部、特に好ましくは1.0〜4重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー組成物が使用されるという特徴を有する。
【0023】
しかし、本発明は、ハイブリッド形態の軽量部品の製造方法をも提供する。この軽量部品は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われる。この方法は、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物を、成形型における整形法によって処理するという特徴を有する。
【0024】
本発明のハイブリッド構造の軽量部品を形成するポリマー成形用組成物の処理は、熱可塑性物質用の整形方法によって、好ましくは、射出成形、溶融押出し、圧縮成形、スタンピング、またはブロー成形によって行われる。本発明によれば、ハイブリッド部品として用いるのに、非分枝直鎖状の半結晶性熱可塑性ポリアミドが最適である。しかし、ポリエステル、ポリエチレン、ポリプロピレン等のような別のプラスチックを使用することも考えられる。
【0025】
当業者は、ポリアミドの製造については種々のプロセスを知っている。達成されるべき効果は、上記の先行技術から知られるハイブリッド技術を用いるためのあらゆる変形態において等しく出現する。この効果は、プラスチック部分が金属部分を完全に包み込むか、あるいは、特許文献21の場合のように単に金属部分の回りにウェブを形成するのみであるかには関係なく、かつまた、プラスチック部分が続いて金属部分に接着剤によって組み込まれるか、または例えばレーザによって金属部分に接合されるか、あるいは、特許文献5におけるようにプラスチック部分および金属部分に付加的な操作によって確実な噛み合い接合を形成するかには関係なく出現するものである。達成されるべき効果は、機械的応力または熱応力のいずれか、あるいは、機械的応力および熱応力の両方を受けるハイブリッド構造の部品にも同様に出現する。これらの例は、発電機または電気モータのエンドプレートである。
【0026】
ハイブリッド構造の部品の製造技術は重量低減方法であるとも言える。従って、本発明は、構造部品の重量、主としてあらゆる種類の車両の重量を低減する方法をも提供する。この方法は、外殻形態の基材から構成された軽量部品を製造することを特徴とする。この外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われ、さらに、使用されるポリマー成形用組成物が、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含む。
【図面の簡単な説明】
【0027】
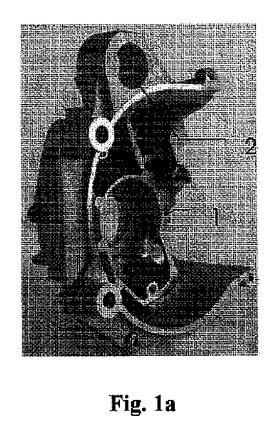
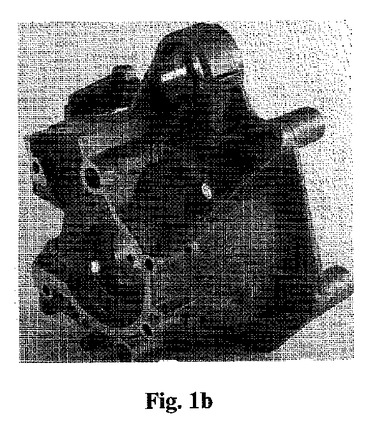
【図1a】発電機のケーシングの一部である外殻を示す。
【図1b】発電機のケーシングの別の一部である外殻を示す。
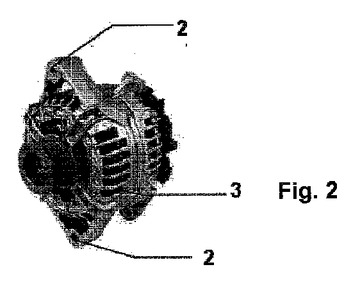
【図2】別の発電機を示す。
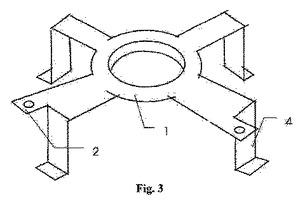
【図3】発電機ケーシング用の基材の例を示す。
【図4】カバーの平面図を示す。
【発明を実施するための形態】
【0028】
本発明において成分A)として特に好ましく用いられるポリアミドA)は、非分枝直鎖状の半結晶性ポリアミドであり、これは、ジアミンおよびジカルボン酸および/または少なくとも五つの環状部材を有するラクタムを出発物質として、あるいは、対応するアミノ酸を出発物質として調製することができる。
【0029】
このために使用できる出発材料は、脂肪族および/または芳香族ジカルボン酸、例えばアジピン酸、2,2,4−および2,4,4−トリメチルアジピン酸、アゼライン酸、セバシン酸、イソフタル酸、テレフタル酸、および、脂肪族および/または芳香族ジアミン、例えばテトラメチレンジアミン、ヘキサメチレンジアミン、1,9−ノナンジアミン、2,2,4−および2,4,4−トリメチルヘキサメチレンジアミン、ジアミノジシクロヘキシルメタン異性体、ジアミノジシクロヘキシルプロパン、ビスアミノメチルシクロヘキサン、フェニレンジアミン、キシレンジアミン、アミノカルボン酸、例えばアミノカプロン酸、および、対応するラクタムである。上記の複数のモノマーから構成されたコポリアミドも含まれる。
【0030】
本発明によれば、カプロラクタム、特に好ましくはε−カプロラクタムと、PA6、PA66に基づきかつ他の脂肪族および/または芳香族ポリアミドまたはコポリアミドに基づく大部分の配合材料とが、特に好ましいポリアミドとして準備される。この場合、ポリマー鎖の1つのポリアミド基には、3〜11個のメチレン基がある。
【0031】
本発明において成分B)として用いられる充填剤は、繊維性の補強材料、特に破砕されたガラス繊維とすることが好ましい。
【0032】
特にガラス繊維を用いる場合は、シランに加えて、ポリマーディスパージョン、フィルム形成剤、分枝剤、および/またはガラス繊維処理助剤を用いることができる。
【0033】
本発明において特に好ましいものとして用いられるガラス繊維は、直径が、一般的に7〜18μm、好ましくは9〜15μmのものであり、このガラス繊維を、連続フィラメント繊維の形態、あるいは、破砕または粉砕ガラス繊維の形態で添加する。繊維は、適切なサイズ系および/またはカップリング剤またはカップリング剤系、例えばシランに基づくものを施したものとすることができる。
【0034】
成形用組成物または成形体に対する処理のために、成形用組成物または成形体におけるガラス繊維の長さは、成形用組成物の調製に通常用いられるガラス繊維の長さよりも大幅に短くすることができる。
【0035】
本発明において成分C)として用いられるエラストマー調整剤は、
C2 95〜5重量%、好ましくは70〜10重量%の1つ以上のグラフト幹で、<10℃、好ましくは<0℃、特に好ましくは<−0℃のガラス転移温度を有するグラフト幹の上の、
C1 5〜95重量%、好ましくは30〜90重量%の少なくとも1つのビニルモノマー
の1つ以上のグラフト重合体を含む。
【0036】
グラフト幹C2のメジアン粒径(d50値)は、通常、0.05〜10μm、好ましくは0.1〜5μm、特に好ましくは0.2〜1μmである。
【0037】
モノマーC.1は、好ましくは、
C.1.1 50〜99重量%のビニル芳香族および/または環置換ビニル芳香族、好ましくはスチレン、α−メチルスチレン、p−メチルスチレン、p−クロロスチレン、および/または、C1−C8アルキルメタクリレート、好ましくはメチルメタクリレートまたはエチルメタクリレートと、
C.1.2 1〜50重量%のシアン化ビニル、好ましくは不飽和ニトリル、特にアクリロニトリルおよびメタクリロニトリル、および/または、C1−C8アルキル(メタ)アクリレート、好ましくはメチルメタクリレート、n−ブチルアクリレート、t−ブチルアクリレート、および/または、誘導体、好ましくは不飽和カルボン酸の無水物およびイミド、好ましくは無水マレイン酸およびN−フェニルマレイミドと、
からなる混合物である。
【0038】
特に好ましいモノマーC.1.1は、次のモノマー、すなわち、スチレン、α−メチルスチレンおよびメチルメタクリレートの少なくとも1つから選択されるものであり、好ましいモノマーC.1.2は、次のモノマー、すなわち、アクリロニトリル、無水マレイン酸およびメチルメタクリレートの少なくとも1つから選択されるものである。
【0039】
特別に好ましいモノマーは、C.1.1のスチレンおよびC.1.2のアクリロニトリルである。
【0040】
エラストマー調整剤C)に用いられるグラフト重合体に適したグラフト幹C.2は、ジエンゴム、EP(D)Mゴム、すなわちエチレン/プロピレンに基づくゴムである。場合によっては、ジエン、アクリレートゴム、ポリウレタンゴム、シリコーンゴム、クロロプレンおよびエチレン/酢酸ビニルゴムも適切なグラフト幹である。
【0041】
好ましいグラフト幹C.2は、ジエンゴム(例えばブタジエン、イソプレン等に基づくもの)、あるいは、ジエンゴムの混合物、あるいは、ジエンゴムまたはジエンゴムの混合物と別の共重合可能なモノマー(例えばC.1.1およびC.1.2による)との共重合体である。但し、この場合、成分C.2のガラス転移温度が、<10℃、好ましくは<0℃、特に好ましくは<−10℃という条件が付く。
【0042】
他の好ましいグラフト幹C.2はABSポリマー(エマルジョンABS、バルクABSおよび懸濁質ABS)(ABS=アクリロニトリル−ブタジエン−スチレン)であり、これは、例えば、特許文献25(=特許文献26)、または特許文献27(=特許文献29)、または非特許文献1に記載されている。グラフト幹C.2のゲル含有量は、好ましくは少なくとも30重量%、特に好ましくは少なくとも40重量%(トルエン中で測定して)である。
【0043】
エラストマー調整剤C)は、ラジカル重合によって、例えば、エマルジョン重合、懸濁重合、溶液重合またはバルク重合によって、好ましくはエマルジョン重合またはバルク重合によって調製される。
【0044】
適切なアクリレートゴムは、好ましくはアルキルアクリレートからなるポリマーを含むグラフト幹C2に基づくものである。これは、適切な場合、40重量%までの、C.2に基づく他の重合可能なエチレン不飽和モノマーを含む。好ましい重合可能なアクリレートには、C1−C8アルキルエステル、例えばメチルエステル、エチルエステル、ブチルエステル、n−オクチルエステルおよび2−エチルヘキシルエステル、さらに、ハロアルキルエステル、好ましくはハロC1−C8アルキルエステル、例えばクロロエチルアクリレート、およびこれらのモノマーの混合物が含まれる。
【0045】
架橋については、2つ以上の重合可能な二重結合を有するモノマーを共重合させることが可能である。架橋用モノマーの好ましい例は、3〜8個の炭素原子を有する不飽和モノカルボン酸のエステルおよび3〜12個の炭素原子を有する不飽和一価アルコールのエステル、あるいは、2〜4個のOH基および2〜20個の炭素原子を有する飽和ポリオールのエステル、例えばエチレングリコールジメタクリレート、アリルメタクリレートであり、さらに、多価不飽和複素環式化合物、例えばトリビニルシアヌレートおよびトリアリルシアヌレート、多官能ビニル化合物、例えばジおよびトリビニルベンゼン、および、トリアリルリン酸塩およびジアリルフタレートもその例である。
【0046】
好ましい架橋用モノマーは、アリルメタクリレート、エチレングリコールジメタクリレート、ジアリルフタレート、および、少なくとも3つのエチレン不飽和基を有する複素環式化合物である。
【0047】
特に好ましい架橋用モノマーは、環式モノマーの、トリアリルシアヌレート、トリアリルイソシアヌレート、トリアクリロイルヘキサヒドロ−s−トリアジンおよびトリアリルベンゼンである。架橋用モノマーの量は、グラフト幹C.2に関して、好ましくは0.02〜5重量%、特に0.05〜2重量%である。
【0048】
少なくとも3つのエチレン不飽和基を有する環式架橋用モノマーの場合は、量を、グラフト幹C.2の1重量%未満に抑えることが有利である。
【0049】
適切な場合、グラフト幹C.2の製造にアクリレートと並んで寄与し得る「他の」好ましい重合可能なエチレン不飽和モノマーの例は、アクリロニトリル、スチレン、α−メチルスチレン、アクリルアミド、ビニルC1−C6アルキルエーテル、メチルメタクリレートおよびブタジエンである。グラフト幹C.2として好ましいアクリレートゴムは、そのゲル含有量が少なくとも60重量%であるエマルジョンポリマーである。
【0050】
C.2による他の適切なグラフト幹はシリコーンゴムであり、これは、特許文献29(=特許文献30)、特許文献31(=特許文献32)、特許文献33(=特許文献34)および特許文献35(=特許文献36)に記載されている。シリコーンゴムはグラフト化に活性な部位を有する。
【0051】
グラフト重合体に基づくエラストマー調整剤と並んで、成分C)として、グラフト重合体に基づかないエラストマー調整剤で、ガラス転移温度が、<10℃、好ましくは<0℃、特に好ましくは<−20℃のエラストマー調整剤を用いることも同様に可能である。この例として、ブロック共重合体構造を有するエラストマーを挙げることができる。さらに他の例として、熱可塑的に溶融可能なエラストマーを挙げることもできる。この場合の好ましい例は、EPMゴム、EPDMゴムおよび/またはSEBSゴムである。
【0052】
別の好ましい実施態様においては、ハイブリッド構造に基づく本発明の部品の製造に用いられる成形用ポリアミド組成物が、成分A)、B)およびC)に加えて、適切な場合、
D) 0.001〜30重量部、好ましくは5〜25重量部、特に好ましくは9〜19重量部の少なくとも1つの難燃添加剤、
をも含むことができる。
【0053】
成分D)の難燃剤は、相乗剤を含む商業的に入手可能な有機ハロゲン化合物、あるいは、商業的に入手可能な有機窒素化合物、あるいは、単独または混合物としての有機/無機リン化合物を含むことができる。また、水酸化マグネシウムまたは炭酸Ca、Mg水和物のような鉱物性難燃添加剤(特許文献37(=特許文献38))を用いることも可能である。さらに、脂肪族または芳香族スルホン酸の塩を使用できる。上記のハロゲン含有化合物、特に臭素化または塩素化化合物の例は、エチレン−1,2−ビステトラブロモフタルイミド、エポキシ化テトラブロモビスフェノールA樹脂、テトラブロモビスフェノールAオリゴカーボネート、テトラクロロビスフェノールAオリゴカーボネート、ペンタブロモポリアクリレート、臭素化ポリスチレンおよびデカブロモジフェニルエーテルである。適切な有機リン化合物の例は、特許文献39(=特許文献40)によるリン化合物であり、例えばトリフェニルホスフェート(TPP)、レゾルシノールビス(ジフェニルホスフェート)(RDP)およびそれから誘導されたオリゴマー、並びに、ビスフェノールAビス(ジフェニルホスフェート)(BDP)およびそれから誘導されたオリゴマーである。さらに、有機および無機のホスホン酸誘導体およびその塩、有機および無機のホスフィン酸誘導体およびその塩、特にジアルキルホスフィン酸の金属塩、例えばトリ[ジアルキルホスフィン酸]アルミニウムまたはビス[ジアルキルホスフィン酸]亜鉛も含まれ、さらにまた、赤リン、亜リン酸塩、次亜リン酸塩、ホスフィンオキシド、ホスファゼン、ピロリン酸メラミン、およびこれらの混合物も含まれる。使用できる窒素化合物は、アラントイン誘導体、シアヌル酸誘導体、ジシアンジアミド誘導体、グリコルリル誘導体、グアジニン誘導体、アンモニウム誘導体およびメラミン誘導体の群からのものであり、好ましくは、アラントイン、ベンゾグアナミン、グリコルリル、メラミン、メラミンのコンデンセート、例えばメレム、メラムまたはメロン、あるいはより高い縮合レベルを有するこのタイプの化合物、および、メラミンの酸との付加化合物、例えばシアヌル酸との(シアヌル酸メラミン)、リン酸との(リン酸メラミン)、または縮合リン酸との(例えばポリリン酸メラミン)付加化合物である。適切な相乗剤の例は、アンチモン化合物、特に、三酸化アンチモン、アンチモン酸ナトリウムおよび五酸化アンチモンであり、亜鉛化合物、例えばホウ酸亜鉛、酸化亜鉛、リン酸亜鉛および硫化亜鉛であり、スズ化合物、例えばスズ酸スズおよびホウ酸スズであり、さらに、マグネシウム化合物、例えば酸化マグネシウム、炭酸マグネシウムおよびホウ酸マグネシウムである。また、炭化剤として知られる材料を難燃剤に添加することもできる。この例は、フェノール−ホルムアルデヒド樹脂、ポリカーボネート、ポリフェニルエーテル、ポリイミド、ポリスルホン、ポリエーテルスルホン、硫化ポリフェニレンおよびポリエーテルケトンであり、さらに、テトラフルオロエチレンポリマーのような滴下防止剤である。
【0054】
さらに別の好ましい実施態様においては、ハイブリッド構造の本発明の部品の製造に用いられるポリマー成形用組成物が、適切な場合成分A)およびB)およびC)に加えて、適切な場合、D)、あるいは、D)の代わりに、
E) 0.001〜10重量部、好ましくは0.05〜3重量部、特に好ましくは0.1〜0.9重量部の他の従来型の添加剤、
を含むことができる。
【0055】
本発明の目的における従来型の添加剤の例は、安定剤(例えばUV安定剤、熱安定剤、ガンマ線安定剤)、静電防止剤、流動助剤、離型剤、さらに別の防火添加剤、乳化剤、成核剤、可塑剤、潤滑剤、染料、顔料、導電性向上添加剤、および相溶化剤である。これらの添加剤および他の適切な添加剤は、例えば、非特許文献2、および、非特許文献3に記載されている。添加剤は、単独で、または混合物として、あるいはマスタバッチの形で用いることができる。
【0056】
使用し得る安定剤の例は、立体障害化フェノール、ヒドロキノン、芳香族第2級アミン、例えばジフェニルアミン、置換レゾルシノール、サリチル酸塩、ベンゾトリアゾールおよびベンゾフェノン、並びに、これらの群およびこれらの混合物の種々の置換体である。
【0057】
使用し得る顔料および染料の例は、二酸化チタン、硫化亜鉛、群青、酸化鉄、カーボンブラック、フタロシアニン、キナクリドン、ペリレン、ニグロシン、およびアントラキノンである。
【0058】
使用し得る成核剤の例は、フェニルホスフィン酸ナトリウムまたはフェニルホスフィン酸カルシウム、酸化アルミニウム、二酸化ケイ素、および特に好ましくはタルクである。
【0059】
使用し得る潤滑剤および離型剤の例は、エステルワックス、ペンタエリトリトールテトラステアラート(PETS)、長鎖脂肪酸(例えばステアリン酸またはベヘン酸)およびそのエステル、塩(例えばステアリン酸Caまたはステアリン酸Zn)、並びにアミド誘導体(例えばエチレンビスステアリルアミド)またはモンタンエステルワックス、さらに低分子量のポリエチレンワックスおよびポリプロピレンワックスである。
【0060】
使用し得る可塑剤の例は、ジオクチルフタレート、ジベンジルフタレート、ブチルベンジルフタレート、炭化水素油、N−(n−ブチル)ベンゼンスルホンアミドである。
【0061】
導電性増進用として添加できる添加剤は、カーボンブラック、導電性ブラック、カーボンフィブリル、ナノスケールのグラファイト繊維および炭素繊維、グラファイト、導電性ポリマー、金属繊維、および他の従来型の添加剤である。好ましいものとして使用し得るナノスケールの繊維は、「単層カーボンナノチューブ」または「多層カーボンナノチューブ」として知られるものである(例えばHyperion Catalysis社製のもの)。
【0062】
用いられる相溶化剤は、好ましくは、極性基を有する熱可塑性ポリマー、例えば、1mol%の無水マレイン酸を含む重量比2.1:1のスチレンおよびアクリロニトリルのターポリマーである。
【0063】
相溶化剤は、特に、成形用組成物が上記の成分C)に関する文脈において述べたグラフト重合体を含む場合に用いられる。
【0064】
本発明によれば、ハイブリッド構造の部品に用いられるポリマー成形用組成物の成分の好ましい組み合わせは、結論的に、
A、B、C; A、B、C、D; A、B、C、E; A、B、C、D、E;
である。
【0065】
本発明によって、用いられる成形用ポリアミド組成物から製造されるハイブリッド構造の軽量部品の特徴は、相対的に高い衝撃抵抗を有する点にあり、同時に、非分枝直鎖状の半結晶性ポリアミドから製造されたものでない同等の溶融物粘度の成形用組成物から構成された成形体に比べて、機械的および/または熱的負荷を受けた場合の挙動が改善されるという点にある。成分A)として、非分枝直鎖状の半結晶性ポリアミドを、例えば成分C)としてのコア−シェル型アクリレートゴムと組み合わせて用いる場合、室温において約19000MPaという異常に高い弾性率を有するので、ガラス繊維の含有量を、通常の30重量%から60重量%よりも大幅に高い値に2倍高めることができる。これは、それから製造されるハイブリッド構造の部品の剛性を、材料の靭性を許容し得ない程度に低下させることは全くなしに2倍に高める結果をもたらす。この場合、ポリマー成形用組成物の密度の増加は約15〜20%に過ぎない。これによって、同等の機械的性能に対して、部品の壁厚を大幅に低減でき、従って製造コストも顕著に低下する。驚くべきことに、この方法は、例えば自動車部門用としても、その壁厚が3mm未満、好ましくは2.5mm未満、特に好ましくは2mm未満の軽量部品の製造に対して、機械的および/または熱的負荷に耐え得る能力に関する本発明の要求特性をなんら損なうことなく、用いることができる。
【0066】
本発明の目的において、「確実に結合された」という用語は、熱可塑性材料、すなわち繊維がその中に充填された成形用ポリアミド組成物が、例えば基材における開口を通して押し出されて、開口の縁を越えて開口の反対側に流出し、それが硬化すると確実な噛み合い接合が形成されることを意味する。しかし、これは、開口を突き出て飛び出した材料を、確実な噛み合い接合を形成するように、工具によって再度機械加工するという付加的な操作によっても行うことができる。「確実に結合された」という用語は、接着剤またはレーザを用いた接着による後続の接合操作をも含む。しかし、確実な噛み合い接合は、基材を回り込む流れによっても実現できる。
【0067】
繊維強化プラスチック材料から構成された基材と、破砕繊維がその中に充填された熱可塑性材料との間の特に良好な噛み合い接合を得るために、本発明の1つの実施態様においては、熱可塑性物質を、基材の繊維強化プラスチック材料の中にある程度押し込む。これによって、熱可塑性物質と繊維強化プラスチック材料の繊維との間の噛み合い接合が得られる。このタイプの結合は特に確実である。この場合、材料の中に押し込まれなかった熱可塑性物質の部分が、例えば機能要素または補強を形成し、従って、繊維強化プラスチック材料に改善された形態で装着される。
【0068】
破砕繊維がその中に充填された熱可塑性材料を、繊維強化プラスチック材料のポリアミドの中にある程度押し込む場合は、後者を軟化または流動化する。熱可塑性物質は、繊維強化プラスチック材料の片側に、もう一方のプラスチック材料の一部が反対側から押し出されるように成形される。このため、密着成形された熱可塑性物質は、繊維強化プラスチック材料の繊維の間に進入する。この結果、密着成形された熱可塑性材料と、基材の繊維強化プラスチック材料との間に、接着または溶接結合だけでなく噛み合い接合も形成される。
【0069】
本発明の1つの実施態様においては、密着成形された熱可塑性材料と繊維強化プラスチック材料との間の噛み合い接合が、いくつかの点においてのみ形成される。特に従来型の射出成形によって、いくつかの点においてのみ接合を実現することは、技術的には簡単である。
【0070】
図1aおよび1bは発電機用のケーシングの一部として用いられる外殻を示す。特に、ロータ軸用の軸受(エンドプレート)1を見ることができる。要素2は、発電機を車両に固定するために用いられる。また、この外殻は比較的複雑な構造を有している。この複雑な構造の種々の要素はさまざまな機能を想定している。
【0071】
図2は、2つの外殻からなる比較的大きなケーシングを有する別の発電機を示す。発電機を車両内部または車両に固定するために用いる固定要素2を、特に見ることができる。図2に示す発電機は、発電機冷却の役割を果たすスリット3をも有する。
【0072】
図3は、発電機のケーシング用として想定された基材の例を示す。この基材は厚さ1mmの鋼材シートから構成される。突出断面を有する円形領域1は、ロータ軸用の軸受を形成する。要素2は、発電機を車両に固定するための固定用ラグの形に設けられたものである。末端フランジを備えた4つのアーム4が設けられ、軸受1から、発電機ケーシングの外殻の反対側の末端に延びている。従って、この基材は、発電機において特に高い機械的負荷を受ける要素に限定される。
【0073】
図は、本発明のポリマー成形用組成物に対しては多くの異なった用途があることを示している。この用途は、基本的には自動車、鉄道車両、航空機、船舶、そり、あるいは構造が軽量であるが安定的でなければならない他の搬送手段、あるいはそれ以外の、電気または電子機器、家庭機器、家具、暖房装置、スクータ、買い物用カート、棚、階段、エスカレータのステップ、マンホールカバー、発電機または電気モータ等における非自動車関連部門におけるものである。
【0074】
自動車に用いられる部品は、好ましくは、完全なフロントエンド、ヘッドランプフレーム、歩行者保護ビーム、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール、スライディングルーフ支持部品、ダッシュボード支持部品、クロスカービーム、ステアリングコラムリテーナ、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材、フロントエンド補強部材、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、組み込み安全ベルト付きまたはなしのシートバックレスト、手荷物棚、バルブカバー、発電機または電気モータ用のエンドシールド、あるいは完全な車両ドア構造、である。
【実施例1】
【0075】
基材の上に、62重量%のガラス繊維(成分B)=LANXESS N.V.社[アントワープ]製のCS7928破砕ガラス繊維)を含有する非分枝直鎖状の半結晶性ポリアミドを含む熱可塑性材料を上乗せ成形した。成形用組成物におけるガラス繊維の長さは500〜20μmであり、その直径は約11μmである。使用したポリアミドは、相対溶液粘度(25℃における5%濃度のm−クレゾール溶液)が2.4の非分枝直鎖状の半結晶性ナイロン6である。熱可塑性材料は、さらに次の添加剤、すなわち、
− 成分C)として、2重量%のParaloid(登録商標)EXL3300(Rohm & Haas社製のコア−シェル型アクリレートゴム)、
− 成分E)の成核剤として、100ppmのマイクロタルク、
− 成分E)の着色剤として、0.09%のカーボンブラック、
− 離型剤として、0.09%のLicowax(登録商標)EFI(Clariant社のモンタンエステルワックス)、
をも含んでいた。
【0076】
基材に対して熱可塑性材料を噛み合い接合させるために射出成形法を用いた。熱可塑性材料は、例えば図1および2に示すような機能要素を形成し、また特に、基材の端部を安定化する。このため、基材の端部における好ましくない座屈が、特に動的負荷の下において避けられた。熱可塑性材料は、さらに、金属で構成されたケーシングを有する発電機に比較して、特に発電機の音響特性の改善を支えた。このケーシングは、金属で構成されたケーシングよりも軽量である。このハイブリッド部品は、特に、金属製のケーシング、または、特に熱的および機械的負荷に耐え得る特殊プラスチック製のケーシングに比較して低コストで製造できた。
【0077】
図4は、周囲5と、中心を通る複数の孔6とを有するカバーの平面図である。このカバーは、孔6を通るボルトによって固定される。この固定方式によって、ボルトが、周囲5に分布配置された孔を通る場合に比べて、多数のボルトが節減される。しかし、図4に示す固定方式においては、カバーの材料は、より厳しい機械的要求を受ける。それは、長期にわたるシールを確実にするためにクリープ抵抗を有しなければならない。非分枝直鎖状の半結晶性ポリアミドに基づく本発明のポリマー成形用組成物から製造された部品は、熱的負荷に曝露される場合でもこの要求を満足する。従って、例えばシリンダヘッド用のカバーを、孔が周囲にわたって分布配置されず、カバーの中心に配置されるだけであっても、本発明の材料から製造することが可能である。このためボルトが節減され、その結果、重量も低減する。
【符号の説明】
【0078】
1 軸受
2 固定要素
3 スリット
4 アーム
5 周囲
6 孔
【技術分野】
【0001】
本発明は、ハイブリッド部品または中空チャンバ軽量部品とも呼称されるハイブリッド構造の軽量部品に関し、この軽量部品は外殻形態の基材から構成され、この外殻形態の基材は、熱可塑性物質によって補強されると共に、高い機械的負荷の伝達に適したものであり、この場合、熱可塑性物質は、非分枝直鎖状の半結晶性ポリアミドであり、少なくとも1つのエラストマー調整剤および少なくとも1つの充填剤と組み合わされる。1つの好ましい実施態様においては、このハイブリッド部品は、動作中に、機械的負荷並びに熱的負荷を加えることができる部品である。本発明の目的において熱的負荷が加えられる部品は、少なくとも150℃の温度に耐えるものである。150℃以上の温度において、材料が十分なクリープ抵抗を有すると、同時に機械的負荷にも耐えることができる。材料に熱的負荷だけでなく機械的負荷も加えられる場合に、材料が十分なクリープ抵抗を確実に有するようにするためには、通常、190℃の温度を超えるべきではない。
【0002】
従って、本発明の目的において、機械的負荷が加えられる部品は、通常、190℃を超える温度には曝露されない。
【0003】
適切に設計されたこのような軽量部品は、車両部品に、オフィス機械、家庭用機械または他の機械の荷重支持要素において、あるいは、装飾目的用の構造要素等において用いられる。車両構造においては、好ましくは次のような部品、すなわち、軽量部品から構成された、フロントエンド、ヘッドランプフレーム、歩行者保護用梁、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール(全ルーフ)、スライディングルーフ支持部品、ダッシュボード支持部品(クロスカービーム)、ステアリングコラム保持器、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ(wheel surround)、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ用凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材(rigidity system)(フロントエンド補強部材)、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、安全ベルトと一体化された又はされていないシートバックレスト、あるいは、手荷物棚を製造することが可能である。
【0004】
以下ハイブリッド部品とも呼称するハイブリッド構造の軽量部品の特徴は、ほとんどの場合、金属から構成される外殻形態の基材が、その基材の中に導入される、あるいはその上に被覆されるプラスチック部分と噛み合い接合することにある。
【背景技術】
【0005】
特許文献1は、好ましくは金属で構成された2つ以上の部品を含む解放不可能型の結合を開示している。この場合、この結合は、プラスチックから構成され、被結合部品を受け入れる型内において、例えば射出成型法によって生成される。特許文献2は、外殻形態の基材から構成されるハイブリッド構造の軽量部品を開示している。その基材の内部空間は、基材に確実に結合される補強リブを有しており、その補強リブは、密着成形されたプラスチックから構成され、基材へのそれらの結合は、別個の結合部位において基材における貫通孔によって行なわれる。すなわち、プラスチックがその貫通孔を通ってかつ貫通孔の範囲にわたって延在して確実な噛み合い接合が実現される。特許文献3は、中空チャンバの軽量部品にプラスチックで構成されたカバープレートまたはカバー外殻を付加的に設けるという点で、この原理を補足している。しかし、金属のような他の材料からなるカバープレートを考えることも可能である。
【0006】
特許文献4は、いわゆる金属およびプラスチックから構成された一体化構造を開示しており、2つの構成部品を相互に確実に結合するためのいくつかの固定手段を合わせて記述している。特許文献5は、2つの操作を用いる別の手順を開示している。すなわち、最初に金属部分にプラスチックをオーバーモールドし、プラスチックが金属部分における開口を通過してもう一方の側に材料が飛び出て残るように操作し、次の付加的な操作において、この飛び出た材料を変形加工してから、確実な噛み合い接合を行う。特許文献6は、ハイブリッド部品を製造するために、金属の芯体を完全にではなく部分的にプラスチックで上乗せ成形することによって確実な噛み合い接合を得ることが可能であることを開示している。特許文献7は、金属部分が、上乗せ成形されるプラスチックによる確実な噛み合い接合用の開口を上下両方に備えるような別の変形態を開示している。特許文献8は、異なる材料、例えば、プラスチックおよび金属、または異なる金属、または異なるプラスチックの少なくとも2つのシート状の加工品からなる複合プラスチック部品を開示している。この場合、この少なくとも2つの加工品は、その周囲領域において相互に結合されており、その結合は、その上に成形される熱可塑性プラスチックによって形成される。特許文献9は、シート形態のハイブリッド構造の軽量部品を開示している。特許文献10は、熱可塑性物質から構成された一体型閉止体を備えた溝または管の形態のハイブリッド部品を開示している。特許文献11は、熱可塑性物質による確実な噛み合い接合を実現するために、ハイブリッド部品として用いる金属部品をいかに準備するかを開示している。特許文献12または特許文献13は、リブを、補強されるべき金属部分の内部だけでなく、金属部分の外側にも設けることができる可能性を提案している。
【0007】
ハイブリッド構造の軽量部品は、例えば自動車の構造において、高い安定性と、衝突の場合の高いエネルギー吸収と、重量軽減とが重要である限り、優れた適合性を有することは早くから認められていた。例えば、特許文献14は、フロントエンドのほぼ全長にわたって延びる少なくとも1つの堅固な横棒を含む自動車のフロントエンドであって、プラスチックから構成された少なくとも1つの支持部品を備えたフロントエンドを開示している。この支持部品は、その堅固な横棒の端部領域上に鋳造される。特許文献15は、鋼材シートの基材と、非補強アモルファスの熱可塑性プラスチック材料と、ガラス繊維補強熱可塑性プラスチックと、さらに例えばポリアミドからなるリブ構造とからなる自動車のフロントモジュール用の荷重支持構造を開示している。特許文献16は、対向配置された金属シートから構成されたバンパ装置またはエネルギー吸収器と、熱可塑性または熱硬化性のプラスチックから構成された連結リブとを開示している。特許文献17は、自動車のブレーキペダル、クラッチペダルまたはアクセルペダルにおけるハイブリッド技術の使用を開示している。特許文献18は、次いで、自動車のラジエータ装置用の、ハイブリッド構造を用いた支持構造を開示している。特許文献19は、車両のフロントモジュールにおけるハイブリッド構造の固定用横部材を開示している。特許文献20は、車両におけるハイブリッド構造の横部材を開示している。特許文献21は、自動車のフロントエンドパネルの別の例を示しているが、この場合は、材料を全金属部分の周りに注入するのではなく、材料は、金属部分のブラケットとなるウェブの形態に構成される。ハイブリッド構造の軽量部品は、フロントエンドまたはペダルだけでなく、車両のボデー構造のいかなる部位にも使用可能である。このための例が、ドアケーシングを有する車両ドア用として特許文献22に、車両の実際のボデー構造用として特許文献23に、自動車の荷重支持要素用として特許文献24に提示されている。
【0008】
先行技術において記述される構成部品とは対照的に、自動車の発電機は、本発明の目的において機械的および熱的負荷が加えられる部品を含んでいる。発電機は、運転中のエンジンによって駆動され、従って機械的負荷を受ける。自動車において通常用いられる駆動方法は駆動ベルト(例えばマルチリブ付きVベルトまたは平Vベルト)である。自動車分野においては、最近、エンジン内部の多くの回転体の場合と同様に、発電機をクランクシャフトから直接駆動する方式も使用され始めている。
【0009】
発電機内のロータの回転速度は、多くの場合少なくとも20000rpmである。これによって生じる機械的応力は相応して高い。発電機内部には、特に摩擦による高温が存在する。
【0010】
この場合、発電機のケーシングは、通常、150℃〜190℃の温度に曝され、かつ、機械的負荷を受ける。コストの点から、このケーシングは主として金属から製造される。金属は機械的および熱的負荷に耐えるからである。ケーシングは、通常、ロータの軸用の軸受を備えた2つの外殻から構成される。多くの例において、この外殻は換気用のスリットをも有する。少なくとも1つの外殻は、一般的にさらに、自動車エンジン室内部への発電機の固定を可能にする固定要素を有する。また、ケーシングは、一般的に比較的複雑な構造の他の機能要素をも有する。
【0011】
電気モータの構成部品は、同様の理由から、通常機械的および熱的負荷を受けるという点で発電機と似ている。
【0012】
自動車のバルブカバーは、本発明の目的における構造部品の別の例である。「シリンダヘッドカバー」とも呼称されるバルブカバーは、(垂直)内燃機関の最も高い位置の境界を形成する。
【0013】
バルブカバーは、バルブ操作機構の上部の作動要素を掩覆し、潤滑油の環境への漏出を防止し、さらに、空気のエンジン内への流入を防止する。現代のエンジンは、燃焼ガスおよび蒸気がエンジンから環境に流出するのを防止するために、大気圧より僅かに低い内圧を有する。バルブカバーは、また、ほとんどの場合、エンジンオイル充填用の開口とその閉止キャップとを含む。
【0014】
バルブ操作機構がオーバヘッドカムシャフトを有し、これがチェーンで駆動される場合(すべてのダイムラー・ベンツのエンジン、多くのBMWのエンジン、いくつかのアウディのエンジン等)は、バルブカバーはカムシャフトスプロケットをも含む。
【0015】
バルブカバーをシリンダヘッドに対してシールするために、多くの場合、U字形のプラスチックガスケットが用いられる。バルブカバーは、長年にわたって、コルクまたは成形熱硬化性樹脂の周囲ガスケットによってシールされてきた。VWのビートル(Beetle)のエンジンの2つのバルブカバーの場合もこの方式である。バルブカバーをシリンダヘッドに結合するには、通常、多数のボルトが用いられ、このボルトは、バルブカバーの周囲およびガスケットを貫通してシリンダヘッドにネジ込まれる。この構成は、バルブカバーおよびシリンダヘッド間の漏れのない結合を形成するために多数のボルトを必要とする点が短所である。ボルトの数を低減するために、最近の実施態様においては、複数のボルトがカバーの中心を通るように配置される。この実施態様は、ガスケットを通る側方のボルトを有していない。この方法によって必要なボルトの個数を大幅に低減できる。しかし、この実施態様においては、バルブカバーの材料は、著しく高い機械的負荷を受けることになり、長期にわたってシールを維持するために特に高いクリープ抵抗を有しなければならない。バルブカバーは、また、一般的に150℃になる運転温度にも耐えなければならない。運転中に、本発明の目的における少なくとも機械的負荷を受ける構造部品の他の例は、自動車における組立品保持器である。例えば、このタイプの組立品保持器は、発電機を自動車の内部に固定するのに用いられる。発電機はベルト駆動による機械的負荷を受けるので、この機械的負荷が組立品保持器に伝達される。このタイプの組立品保持器が高温部品の近傍に配置される場合は、この組立品保持器も熱的負荷を受ける。
【0016】
構造部品が本発明の目的における機械的および熱的負荷を受ける場合、部品製作用として選択される材料は一般的には金属である。この材料は機械的および熱的負荷に耐える。
【0017】
機械的および熱的負荷に同様に耐えるプラスチックも存在するが、これは高価な特殊プラスチックであり、コストの点から使用されない。
【0018】
先行技術が明らかにしているように、ハイブリッド部品は多くの用途に用いることができる。発電機または電気モータ用のエンドプレートを含む用途に対して、あるいは、バルブカバーとして想定されるハイブリッド部品は、熱可塑性物質によって補強される外殻形態の基材から構成される。熱可塑性材料は、一般的に、熱可塑性物質を補強する充填材、好ましくは繊維を含む。しかし、この補強用充填材は、熱可塑性物質の流動性に悪影響を及ぼすという欠点を有し、このため、熱可塑性物質を所要の通りに加工処理してハイブリッド部品とすることができない、あるいは、それから製造された部品に冒頭に述べた目的における機械的または熱的負荷を加えることができないという結果になる。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】独国特許出願公開第2750982A号明細書
【特許文献2】欧州特許出願公開第0370342A号明細書
【特許文献3】欧州特許出願公開第0995668A号明細書
【特許文献4】国際公開第2002/068257号パンフレット
【特許文献5】国際公開第2004/071741号パンフレット
【特許文献6】欧州特許第1294552B1号明細書
【特許文献7】国際公開第2004/011315号パンフレット
【特許文献8】国際公開第2001/38063号パンフレット
【特許文献9】欧州特許出願公開第1223032A2号明細書
【特許文献10】米国特許第6,761,187B1号明細書
【特許文献11】独国特許出願公開第19543324A1号明細書
【特許文献12】欧州特許出願公開第1340668A2号明細書
【特許文献13】欧州特許出願公開第1300325A2号明細書
【特許文献14】欧州特許第0679565B1号明細書
【特許文献15】欧州特許第1032526B1号明細書
【特許文献16】独国特許出願公開第10053840A1号明細書
【特許文献17】国際公開第2001/40009号パンフレット
【特許文献18】欧州特許第1211164B1号明細書
【特許文献19】独国特許出願公開第10150061A1号明細書
【特許文献20】米国特許第6,688,680B1号明細書
【特許文献21】欧州特許出願公開第1380493A2号明細書
【特許文献22】独国特許出願公告第10018186B4号明細書
【特許文献23】欧州特許出願公開第1232935A1号明細書
【特許文献24】独国特許出願公開第10221709A1号明細書
【特許文献25】独国特許出願公開第2035390号明細書
【特許文献26】米国特許第3,644,574A号明細書
【特許文献27】独国特許出願公開第2248242号明細書
【特許文献28】英国特許第1409275A号明細書
【特許文献29】独国特許出願公開第3704657A号明細書
【特許文献30】米国特許第4,859,740号明細書
【特許文献31】独国特許出願公開第3704655A号明細書
【特許文献32】米国特許第4,861,831号明細書
【特許文献33】独国特許出願公開第3631540A号明細書
【特許文献34】米国特許第4,806,593号明細書
【特許文献35】独国特許出願公開第3631539A号明細書
【特許文献36】米国特許第4,812,515号明細書
【特許文献37】独国特許出願公開第4236122A号明細書
【特許文献38】北米特許出願公開第2109024A1号明細書
【特許文献39】国際公開第98/17720A号パンフレット
【特許文献40】米国特許第6,538,024号明細書
【非特許文献】
【0020】
【非特許文献1】Ullmann編「工業化学百科事典(Enzyklopaedie der Technischen Chemie)」、第19巻(1980)、p280以下
【非特許文献2】Gaechter、Mueller著「プラスチック添加剤(Kunststoff−Additive)」第3版、Hanser出版、ミュンヘン、ウィーン、1989年
【非特許文献3】プラスチック添加剤ハンドブック(Plastics Additives Handbook)」第5版、Hanser出版、ミュンヘン、2001年
【発明の概要】
【発明が解決しようとする課題】
【0021】
従って、本発明の目的は、中空チャンバの軽量部品で、第1に、先行技術から知られる種々の利点、例えば、高い座屈抵抗、高い捩り安定性および比較的高い強度を有するが、しかしさらに、比較的軽量でかつ製造における成形温度が低いという特徴を有する軽量部品を製造することにあった。この場合、ポリアミド重縮合体組成物の粘度の低下が、ポリマー溶融物における添加剤の使用によって、低粘度の直鎖ポリマー樹脂または文献から知られる添加剤を使用する場合に生じる衝撃抵抗および加水分解抵抗のような種類の特性の低下を受け入れる必要なく実現されるものとし、しかも、一方では、同時に、60重量%までの充填剤の使用が、それから製造される成形品の機械的および/または熱的特性をなんら損なうことなく可能であるものとする。剛性および最大抗張力に関しては、理想的には、この種のポリアミド組成物が、できるだけ、添加剤を用いないポリアミド重縮合体組成物とは大きく異ならないものとすることを目指した。従って、ポリアミドに基づくプラスチック構造用材料を問題なく交換することが可能になり、そのため、ハイブリッド部品における最適の使用をもたらすことを目指した。
【課題を解決するための手段】
【0022】
この目的は、外殻形態の基材から構成された軽量部品を提供する本発明によって実現される。この外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われる。この軽量部品は、
A) 55〜10重量部、好ましくは55〜30重量部、特に好ましくは45〜32重量部の非分枝直鎖状の半結晶性熱可塑性ポリアミドと、
B) 48〜80重量部、好ましくは50〜75重量部、特に好ましくは55〜70重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部、好ましくは0.25〜6重量部、特に好ましくは1.0〜4重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー組成物が使用されるという特徴を有する。
【0023】
しかし、本発明は、ハイブリッド形態の軽量部品の製造方法をも提供する。この軽量部品は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われる。この方法は、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物を、成形型における整形法によって処理するという特徴を有する。
【0024】
本発明のハイブリッド構造の軽量部品を形成するポリマー成形用組成物の処理は、熱可塑性物質用の整形方法によって、好ましくは、射出成形、溶融押出し、圧縮成形、スタンピング、またはブロー成形によって行われる。本発明によれば、ハイブリッド部品として用いるのに、非分枝直鎖状の半結晶性熱可塑性ポリアミドが最適である。しかし、ポリエステル、ポリエチレン、ポリプロピレン等のような別のプラスチックを使用することも考えられる。
【0025】
当業者は、ポリアミドの製造については種々のプロセスを知っている。達成されるべき効果は、上記の先行技術から知られるハイブリッド技術を用いるためのあらゆる変形態において等しく出現する。この効果は、プラスチック部分が金属部分を完全に包み込むか、あるいは、特許文献21の場合のように単に金属部分の回りにウェブを形成するのみであるかには関係なく、かつまた、プラスチック部分が続いて金属部分に接着剤によって組み込まれるか、または例えばレーザによって金属部分に接合されるか、あるいは、特許文献5におけるようにプラスチック部分および金属部分に付加的な操作によって確実な噛み合い接合を形成するかには関係なく出現するものである。達成されるべき効果は、機械的応力または熱応力のいずれか、あるいは、機械的応力および熱応力の両方を受けるハイブリッド構造の部品にも同様に出現する。これらの例は、発電機または電気モータのエンドプレートである。
【0026】
ハイブリッド構造の部品の製造技術は重量低減方法であるとも言える。従って、本発明は、構造部品の重量、主としてあらゆる種類の車両の重量を低減する方法をも提供する。この方法は、外殻形態の基材から構成された軽量部品を製造することを特徴とする。この外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、この補強構造は基材に確実に結合され、基材とのその結合は別個の結合部位において行われ、さらに、使用されるポリマー成形用組成物が、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含む。
【図面の簡単な説明】
【0027】
【図1a】発電機のケーシングの一部である外殻を示す。
【図1b】発電機のケーシングの別の一部である外殻を示す。
【図2】別の発電機を示す。
【図3】発電機ケーシング用の基材の例を示す。
【図4】カバーの平面図を示す。
【発明を実施するための形態】
【0028】
本発明において成分A)として特に好ましく用いられるポリアミドA)は、非分枝直鎖状の半結晶性ポリアミドであり、これは、ジアミンおよびジカルボン酸および/または少なくとも五つの環状部材を有するラクタムを出発物質として、あるいは、対応するアミノ酸を出発物質として調製することができる。
【0029】
このために使用できる出発材料は、脂肪族および/または芳香族ジカルボン酸、例えばアジピン酸、2,2,4−および2,4,4−トリメチルアジピン酸、アゼライン酸、セバシン酸、イソフタル酸、テレフタル酸、および、脂肪族および/または芳香族ジアミン、例えばテトラメチレンジアミン、ヘキサメチレンジアミン、1,9−ノナンジアミン、2,2,4−および2,4,4−トリメチルヘキサメチレンジアミン、ジアミノジシクロヘキシルメタン異性体、ジアミノジシクロヘキシルプロパン、ビスアミノメチルシクロヘキサン、フェニレンジアミン、キシレンジアミン、アミノカルボン酸、例えばアミノカプロン酸、および、対応するラクタムである。上記の複数のモノマーから構成されたコポリアミドも含まれる。
【0030】
本発明によれば、カプロラクタム、特に好ましくはε−カプロラクタムと、PA6、PA66に基づきかつ他の脂肪族および/または芳香族ポリアミドまたはコポリアミドに基づく大部分の配合材料とが、特に好ましいポリアミドとして準備される。この場合、ポリマー鎖の1つのポリアミド基には、3〜11個のメチレン基がある。
【0031】
本発明において成分B)として用いられる充填剤は、繊維性の補強材料、特に破砕されたガラス繊維とすることが好ましい。
【0032】
特にガラス繊維を用いる場合は、シランに加えて、ポリマーディスパージョン、フィルム形成剤、分枝剤、および/またはガラス繊維処理助剤を用いることができる。
【0033】
本発明において特に好ましいものとして用いられるガラス繊維は、直径が、一般的に7〜18μm、好ましくは9〜15μmのものであり、このガラス繊維を、連続フィラメント繊維の形態、あるいは、破砕または粉砕ガラス繊維の形態で添加する。繊維は、適切なサイズ系および/またはカップリング剤またはカップリング剤系、例えばシランに基づくものを施したものとすることができる。
【0034】
成形用組成物または成形体に対する処理のために、成形用組成物または成形体におけるガラス繊維の長さは、成形用組成物の調製に通常用いられるガラス繊維の長さよりも大幅に短くすることができる。
【0035】
本発明において成分C)として用いられるエラストマー調整剤は、
C2 95〜5重量%、好ましくは70〜10重量%の1つ以上のグラフト幹で、<10℃、好ましくは<0℃、特に好ましくは<−0℃のガラス転移温度を有するグラフト幹の上の、
C1 5〜95重量%、好ましくは30〜90重量%の少なくとも1つのビニルモノマー
の1つ以上のグラフト重合体を含む。
【0036】
グラフト幹C2のメジアン粒径(d50値)は、通常、0.05〜10μm、好ましくは0.1〜5μm、特に好ましくは0.2〜1μmである。
【0037】
モノマーC.1は、好ましくは、
C.1.1 50〜99重量%のビニル芳香族および/または環置換ビニル芳香族、好ましくはスチレン、α−メチルスチレン、p−メチルスチレン、p−クロロスチレン、および/または、C1−C8アルキルメタクリレート、好ましくはメチルメタクリレートまたはエチルメタクリレートと、
C.1.2 1〜50重量%のシアン化ビニル、好ましくは不飽和ニトリル、特にアクリロニトリルおよびメタクリロニトリル、および/または、C1−C8アルキル(メタ)アクリレート、好ましくはメチルメタクリレート、n−ブチルアクリレート、t−ブチルアクリレート、および/または、誘導体、好ましくは不飽和カルボン酸の無水物およびイミド、好ましくは無水マレイン酸およびN−フェニルマレイミドと、
からなる混合物である。
【0038】
特に好ましいモノマーC.1.1は、次のモノマー、すなわち、スチレン、α−メチルスチレンおよびメチルメタクリレートの少なくとも1つから選択されるものであり、好ましいモノマーC.1.2は、次のモノマー、すなわち、アクリロニトリル、無水マレイン酸およびメチルメタクリレートの少なくとも1つから選択されるものである。
【0039】
特別に好ましいモノマーは、C.1.1のスチレンおよびC.1.2のアクリロニトリルである。
【0040】
エラストマー調整剤C)に用いられるグラフト重合体に適したグラフト幹C.2は、ジエンゴム、EP(D)Mゴム、すなわちエチレン/プロピレンに基づくゴムである。場合によっては、ジエン、アクリレートゴム、ポリウレタンゴム、シリコーンゴム、クロロプレンおよびエチレン/酢酸ビニルゴムも適切なグラフト幹である。
【0041】
好ましいグラフト幹C.2は、ジエンゴム(例えばブタジエン、イソプレン等に基づくもの)、あるいは、ジエンゴムの混合物、あるいは、ジエンゴムまたはジエンゴムの混合物と別の共重合可能なモノマー(例えばC.1.1およびC.1.2による)との共重合体である。但し、この場合、成分C.2のガラス転移温度が、<10℃、好ましくは<0℃、特に好ましくは<−10℃という条件が付く。
【0042】
他の好ましいグラフト幹C.2はABSポリマー(エマルジョンABS、バルクABSおよび懸濁質ABS)(ABS=アクリロニトリル−ブタジエン−スチレン)であり、これは、例えば、特許文献25(=特許文献26)、または特許文献27(=特許文献29)、または非特許文献1に記載されている。グラフト幹C.2のゲル含有量は、好ましくは少なくとも30重量%、特に好ましくは少なくとも40重量%(トルエン中で測定して)である。
【0043】
エラストマー調整剤C)は、ラジカル重合によって、例えば、エマルジョン重合、懸濁重合、溶液重合またはバルク重合によって、好ましくはエマルジョン重合またはバルク重合によって調製される。
【0044】
適切なアクリレートゴムは、好ましくはアルキルアクリレートからなるポリマーを含むグラフト幹C2に基づくものである。これは、適切な場合、40重量%までの、C.2に基づく他の重合可能なエチレン不飽和モノマーを含む。好ましい重合可能なアクリレートには、C1−C8アルキルエステル、例えばメチルエステル、エチルエステル、ブチルエステル、n−オクチルエステルおよび2−エチルヘキシルエステル、さらに、ハロアルキルエステル、好ましくはハロC1−C8アルキルエステル、例えばクロロエチルアクリレート、およびこれらのモノマーの混合物が含まれる。
【0045】
架橋については、2つ以上の重合可能な二重結合を有するモノマーを共重合させることが可能である。架橋用モノマーの好ましい例は、3〜8個の炭素原子を有する不飽和モノカルボン酸のエステルおよび3〜12個の炭素原子を有する不飽和一価アルコールのエステル、あるいは、2〜4個のOH基および2〜20個の炭素原子を有する飽和ポリオールのエステル、例えばエチレングリコールジメタクリレート、アリルメタクリレートであり、さらに、多価不飽和複素環式化合物、例えばトリビニルシアヌレートおよびトリアリルシアヌレート、多官能ビニル化合物、例えばジおよびトリビニルベンゼン、および、トリアリルリン酸塩およびジアリルフタレートもその例である。
【0046】
好ましい架橋用モノマーは、アリルメタクリレート、エチレングリコールジメタクリレート、ジアリルフタレート、および、少なくとも3つのエチレン不飽和基を有する複素環式化合物である。
【0047】
特に好ましい架橋用モノマーは、環式モノマーの、トリアリルシアヌレート、トリアリルイソシアヌレート、トリアクリロイルヘキサヒドロ−s−トリアジンおよびトリアリルベンゼンである。架橋用モノマーの量は、グラフト幹C.2に関して、好ましくは0.02〜5重量%、特に0.05〜2重量%である。
【0048】
少なくとも3つのエチレン不飽和基を有する環式架橋用モノマーの場合は、量を、グラフト幹C.2の1重量%未満に抑えることが有利である。
【0049】
適切な場合、グラフト幹C.2の製造にアクリレートと並んで寄与し得る「他の」好ましい重合可能なエチレン不飽和モノマーの例は、アクリロニトリル、スチレン、α−メチルスチレン、アクリルアミド、ビニルC1−C6アルキルエーテル、メチルメタクリレートおよびブタジエンである。グラフト幹C.2として好ましいアクリレートゴムは、そのゲル含有量が少なくとも60重量%であるエマルジョンポリマーである。
【0050】
C.2による他の適切なグラフト幹はシリコーンゴムであり、これは、特許文献29(=特許文献30)、特許文献31(=特許文献32)、特許文献33(=特許文献34)および特許文献35(=特許文献36)に記載されている。シリコーンゴムはグラフト化に活性な部位を有する。
【0051】
グラフト重合体に基づくエラストマー調整剤と並んで、成分C)として、グラフト重合体に基づかないエラストマー調整剤で、ガラス転移温度が、<10℃、好ましくは<0℃、特に好ましくは<−20℃のエラストマー調整剤を用いることも同様に可能である。この例として、ブロック共重合体構造を有するエラストマーを挙げることができる。さらに他の例として、熱可塑的に溶融可能なエラストマーを挙げることもできる。この場合の好ましい例は、EPMゴム、EPDMゴムおよび/またはSEBSゴムである。
【0052】
別の好ましい実施態様においては、ハイブリッド構造に基づく本発明の部品の製造に用いられる成形用ポリアミド組成物が、成分A)、B)およびC)に加えて、適切な場合、
D) 0.001〜30重量部、好ましくは5〜25重量部、特に好ましくは9〜19重量部の少なくとも1つの難燃添加剤、
をも含むことができる。
【0053】
成分D)の難燃剤は、相乗剤を含む商業的に入手可能な有機ハロゲン化合物、あるいは、商業的に入手可能な有機窒素化合物、あるいは、単独または混合物としての有機/無機リン化合物を含むことができる。また、水酸化マグネシウムまたは炭酸Ca、Mg水和物のような鉱物性難燃添加剤(特許文献37(=特許文献38))を用いることも可能である。さらに、脂肪族または芳香族スルホン酸の塩を使用できる。上記のハロゲン含有化合物、特に臭素化または塩素化化合物の例は、エチレン−1,2−ビステトラブロモフタルイミド、エポキシ化テトラブロモビスフェノールA樹脂、テトラブロモビスフェノールAオリゴカーボネート、テトラクロロビスフェノールAオリゴカーボネート、ペンタブロモポリアクリレート、臭素化ポリスチレンおよびデカブロモジフェニルエーテルである。適切な有機リン化合物の例は、特許文献39(=特許文献40)によるリン化合物であり、例えばトリフェニルホスフェート(TPP)、レゾルシノールビス(ジフェニルホスフェート)(RDP)およびそれから誘導されたオリゴマー、並びに、ビスフェノールAビス(ジフェニルホスフェート)(BDP)およびそれから誘導されたオリゴマーである。さらに、有機および無機のホスホン酸誘導体およびその塩、有機および無機のホスフィン酸誘導体およびその塩、特にジアルキルホスフィン酸の金属塩、例えばトリ[ジアルキルホスフィン酸]アルミニウムまたはビス[ジアルキルホスフィン酸]亜鉛も含まれ、さらにまた、赤リン、亜リン酸塩、次亜リン酸塩、ホスフィンオキシド、ホスファゼン、ピロリン酸メラミン、およびこれらの混合物も含まれる。使用できる窒素化合物は、アラントイン誘導体、シアヌル酸誘導体、ジシアンジアミド誘導体、グリコルリル誘導体、グアジニン誘導体、アンモニウム誘導体およびメラミン誘導体の群からのものであり、好ましくは、アラントイン、ベンゾグアナミン、グリコルリル、メラミン、メラミンのコンデンセート、例えばメレム、メラムまたはメロン、あるいはより高い縮合レベルを有するこのタイプの化合物、および、メラミンの酸との付加化合物、例えばシアヌル酸との(シアヌル酸メラミン)、リン酸との(リン酸メラミン)、または縮合リン酸との(例えばポリリン酸メラミン)付加化合物である。適切な相乗剤の例は、アンチモン化合物、特に、三酸化アンチモン、アンチモン酸ナトリウムおよび五酸化アンチモンであり、亜鉛化合物、例えばホウ酸亜鉛、酸化亜鉛、リン酸亜鉛および硫化亜鉛であり、スズ化合物、例えばスズ酸スズおよびホウ酸スズであり、さらに、マグネシウム化合物、例えば酸化マグネシウム、炭酸マグネシウムおよびホウ酸マグネシウムである。また、炭化剤として知られる材料を難燃剤に添加することもできる。この例は、フェノール−ホルムアルデヒド樹脂、ポリカーボネート、ポリフェニルエーテル、ポリイミド、ポリスルホン、ポリエーテルスルホン、硫化ポリフェニレンおよびポリエーテルケトンであり、さらに、テトラフルオロエチレンポリマーのような滴下防止剤である。
【0054】
さらに別の好ましい実施態様においては、ハイブリッド構造の本発明の部品の製造に用いられるポリマー成形用組成物が、適切な場合成分A)およびB)およびC)に加えて、適切な場合、D)、あるいは、D)の代わりに、
E) 0.001〜10重量部、好ましくは0.05〜3重量部、特に好ましくは0.1〜0.9重量部の他の従来型の添加剤、
を含むことができる。
【0055】
本発明の目的における従来型の添加剤の例は、安定剤(例えばUV安定剤、熱安定剤、ガンマ線安定剤)、静電防止剤、流動助剤、離型剤、さらに別の防火添加剤、乳化剤、成核剤、可塑剤、潤滑剤、染料、顔料、導電性向上添加剤、および相溶化剤である。これらの添加剤および他の適切な添加剤は、例えば、非特許文献2、および、非特許文献3に記載されている。添加剤は、単独で、または混合物として、あるいはマスタバッチの形で用いることができる。
【0056】
使用し得る安定剤の例は、立体障害化フェノール、ヒドロキノン、芳香族第2級アミン、例えばジフェニルアミン、置換レゾルシノール、サリチル酸塩、ベンゾトリアゾールおよびベンゾフェノン、並びに、これらの群およびこれらの混合物の種々の置換体である。
【0057】
使用し得る顔料および染料の例は、二酸化チタン、硫化亜鉛、群青、酸化鉄、カーボンブラック、フタロシアニン、キナクリドン、ペリレン、ニグロシン、およびアントラキノンである。
【0058】
使用し得る成核剤の例は、フェニルホスフィン酸ナトリウムまたはフェニルホスフィン酸カルシウム、酸化アルミニウム、二酸化ケイ素、および特に好ましくはタルクである。
【0059】
使用し得る潤滑剤および離型剤の例は、エステルワックス、ペンタエリトリトールテトラステアラート(PETS)、長鎖脂肪酸(例えばステアリン酸またはベヘン酸)およびそのエステル、塩(例えばステアリン酸Caまたはステアリン酸Zn)、並びにアミド誘導体(例えばエチレンビスステアリルアミド)またはモンタンエステルワックス、さらに低分子量のポリエチレンワックスおよびポリプロピレンワックスである。
【0060】
使用し得る可塑剤の例は、ジオクチルフタレート、ジベンジルフタレート、ブチルベンジルフタレート、炭化水素油、N−(n−ブチル)ベンゼンスルホンアミドである。
【0061】
導電性増進用として添加できる添加剤は、カーボンブラック、導電性ブラック、カーボンフィブリル、ナノスケールのグラファイト繊維および炭素繊維、グラファイト、導電性ポリマー、金属繊維、および他の従来型の添加剤である。好ましいものとして使用し得るナノスケールの繊維は、「単層カーボンナノチューブ」または「多層カーボンナノチューブ」として知られるものである(例えばHyperion Catalysis社製のもの)。
【0062】
用いられる相溶化剤は、好ましくは、極性基を有する熱可塑性ポリマー、例えば、1mol%の無水マレイン酸を含む重量比2.1:1のスチレンおよびアクリロニトリルのターポリマーである。
【0063】
相溶化剤は、特に、成形用組成物が上記の成分C)に関する文脈において述べたグラフト重合体を含む場合に用いられる。
【0064】
本発明によれば、ハイブリッド構造の部品に用いられるポリマー成形用組成物の成分の好ましい組み合わせは、結論的に、
A、B、C; A、B、C、D; A、B、C、E; A、B、C、D、E;
である。
【0065】
本発明によって、用いられる成形用ポリアミド組成物から製造されるハイブリッド構造の軽量部品の特徴は、相対的に高い衝撃抵抗を有する点にあり、同時に、非分枝直鎖状の半結晶性ポリアミドから製造されたものでない同等の溶融物粘度の成形用組成物から構成された成形体に比べて、機械的および/または熱的負荷を受けた場合の挙動が改善されるという点にある。成分A)として、非分枝直鎖状の半結晶性ポリアミドを、例えば成分C)としてのコア−シェル型アクリレートゴムと組み合わせて用いる場合、室温において約19000MPaという異常に高い弾性率を有するので、ガラス繊維の含有量を、通常の30重量%から60重量%よりも大幅に高い値に2倍高めることができる。これは、それから製造されるハイブリッド構造の部品の剛性を、材料の靭性を許容し得ない程度に低下させることは全くなしに2倍に高める結果をもたらす。この場合、ポリマー成形用組成物の密度の増加は約15〜20%に過ぎない。これによって、同等の機械的性能に対して、部品の壁厚を大幅に低減でき、従って製造コストも顕著に低下する。驚くべきことに、この方法は、例えば自動車部門用としても、その壁厚が3mm未満、好ましくは2.5mm未満、特に好ましくは2mm未満の軽量部品の製造に対して、機械的および/または熱的負荷に耐え得る能力に関する本発明の要求特性をなんら損なうことなく、用いることができる。
【0066】
本発明の目的において、「確実に結合された」という用語は、熱可塑性材料、すなわち繊維がその中に充填された成形用ポリアミド組成物が、例えば基材における開口を通して押し出されて、開口の縁を越えて開口の反対側に流出し、それが硬化すると確実な噛み合い接合が形成されることを意味する。しかし、これは、開口を突き出て飛び出した材料を、確実な噛み合い接合を形成するように、工具によって再度機械加工するという付加的な操作によっても行うことができる。「確実に結合された」という用語は、接着剤またはレーザを用いた接着による後続の接合操作をも含む。しかし、確実な噛み合い接合は、基材を回り込む流れによっても実現できる。
【0067】
繊維強化プラスチック材料から構成された基材と、破砕繊維がその中に充填された熱可塑性材料との間の特に良好な噛み合い接合を得るために、本発明の1つの実施態様においては、熱可塑性物質を、基材の繊維強化プラスチック材料の中にある程度押し込む。これによって、熱可塑性物質と繊維強化プラスチック材料の繊維との間の噛み合い接合が得られる。このタイプの結合は特に確実である。この場合、材料の中に押し込まれなかった熱可塑性物質の部分が、例えば機能要素または補強を形成し、従って、繊維強化プラスチック材料に改善された形態で装着される。
【0068】
破砕繊維がその中に充填された熱可塑性材料を、繊維強化プラスチック材料のポリアミドの中にある程度押し込む場合は、後者を軟化または流動化する。熱可塑性物質は、繊維強化プラスチック材料の片側に、もう一方のプラスチック材料の一部が反対側から押し出されるように成形される。このため、密着成形された熱可塑性物質は、繊維強化プラスチック材料の繊維の間に進入する。この結果、密着成形された熱可塑性材料と、基材の繊維強化プラスチック材料との間に、接着または溶接結合だけでなく噛み合い接合も形成される。
【0069】
本発明の1つの実施態様においては、密着成形された熱可塑性材料と繊維強化プラスチック材料との間の噛み合い接合が、いくつかの点においてのみ形成される。特に従来型の射出成形によって、いくつかの点においてのみ接合を実現することは、技術的には簡単である。
【0070】
図1aおよび1bは発電機用のケーシングの一部として用いられる外殻を示す。特に、ロータ軸用の軸受(エンドプレート)1を見ることができる。要素2は、発電機を車両に固定するために用いられる。また、この外殻は比較的複雑な構造を有している。この複雑な構造の種々の要素はさまざまな機能を想定している。
【0071】
図2は、2つの外殻からなる比較的大きなケーシングを有する別の発電機を示す。発電機を車両内部または車両に固定するために用いる固定要素2を、特に見ることができる。図2に示す発電機は、発電機冷却の役割を果たすスリット3をも有する。
【0072】
図3は、発電機のケーシング用として想定された基材の例を示す。この基材は厚さ1mmの鋼材シートから構成される。突出断面を有する円形領域1は、ロータ軸用の軸受を形成する。要素2は、発電機を車両に固定するための固定用ラグの形に設けられたものである。末端フランジを備えた4つのアーム4が設けられ、軸受1から、発電機ケーシングの外殻の反対側の末端に延びている。従って、この基材は、発電機において特に高い機械的負荷を受ける要素に限定される。
【0073】
図は、本発明のポリマー成形用組成物に対しては多くの異なった用途があることを示している。この用途は、基本的には自動車、鉄道車両、航空機、船舶、そり、あるいは構造が軽量であるが安定的でなければならない他の搬送手段、あるいはそれ以外の、電気または電子機器、家庭機器、家具、暖房装置、スクータ、買い物用カート、棚、階段、エスカレータのステップ、マンホールカバー、発電機または電気モータ等における非自動車関連部門におけるものである。
【0074】
自動車に用いられる部品は、好ましくは、完全なフロントエンド、ヘッドランプフレーム、歩行者保護ビーム、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール、スライディングルーフ支持部品、ダッシュボード支持部品、クロスカービーム、ステアリングコラムリテーナ、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材、フロントエンド補強部材、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、組み込み安全ベルト付きまたはなしのシートバックレスト、手荷物棚、バルブカバー、発電機または電気モータ用のエンドシールド、あるいは完全な車両ドア構造、である。
【実施例1】
【0075】
基材の上に、62重量%のガラス繊維(成分B)=LANXESS N.V.社[アントワープ]製のCS7928破砕ガラス繊維)を含有する非分枝直鎖状の半結晶性ポリアミドを含む熱可塑性材料を上乗せ成形した。成形用組成物におけるガラス繊維の長さは500〜20μmであり、その直径は約11μmである。使用したポリアミドは、相対溶液粘度(25℃における5%濃度のm−クレゾール溶液)が2.4の非分枝直鎖状の半結晶性ナイロン6である。熱可塑性材料は、さらに次の添加剤、すなわち、
− 成分C)として、2重量%のParaloid(登録商標)EXL3300(Rohm & Haas社製のコア−シェル型アクリレートゴム)、
− 成分E)の成核剤として、100ppmのマイクロタルク、
− 成分E)の着色剤として、0.09%のカーボンブラック、
− 離型剤として、0.09%のLicowax(登録商標)EFI(Clariant社のモンタンエステルワックス)、
をも含んでいた。
【0076】
基材に対して熱可塑性材料を噛み合い接合させるために射出成形法を用いた。熱可塑性材料は、例えば図1および2に示すような機能要素を形成し、また特に、基材の端部を安定化する。このため、基材の端部における好ましくない座屈が、特に動的負荷の下において避けられた。熱可塑性材料は、さらに、金属で構成されたケーシングを有する発電機に比較して、特に発電機の音響特性の改善を支えた。このケーシングは、金属で構成されたケーシングよりも軽量である。このハイブリッド部品は、特に、金属製のケーシング、または、特に熱的および機械的負荷に耐え得る特殊プラスチック製のケーシングに比較して低コストで製造できた。
【0077】
図4は、周囲5と、中心を通る複数の孔6とを有するカバーの平面図である。このカバーは、孔6を通るボルトによって固定される。この固定方式によって、ボルトが、周囲5に分布配置された孔を通る場合に比べて、多数のボルトが節減される。しかし、図4に示す固定方式においては、カバーの材料は、より厳しい機械的要求を受ける。それは、長期にわたるシールを確実にするためにクリープ抵抗を有しなければならない。非分枝直鎖状の半結晶性ポリアミドに基づく本発明のポリマー成形用組成物から製造された部品は、熱的負荷に曝露される場合でもこの要求を満足する。従って、例えばシリンダヘッド用のカバーを、孔が周囲にわたって分布配置されず、カバーの中心に配置されるだけであっても、本発明の材料から製造することが可能である。このためボルトが節減され、その結果、重量も低減する。
【符号の説明】
【0078】
1 軸受
2 固定要素
3 スリット
4 アーム
5 周囲
6 孔
【特許請求の範囲】
【請求項1】
外殻形態の基材から構成された軽量部品であって、前記外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われる軽量部品において、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物が使用されることを特徴とする軽量部品。
【請求項2】
使用される前記ポリアミドが、m−クレゾールにおいて測定される相対溶液粘度が2.3〜2.7であるナイロン6またはナイロン6,6を含むことを特徴とする請求項1に記載の軽量部品。
【請求項3】
前記ポリマー成形用組成物が、成分A)、B)およびC)に加えて、さらに、
D) 0.001〜30重量部の少なくとも1つの難燃添加剤、および/または、
E) 0.001〜10重量部の他の従来型の添加剤、
を含むことを特徴とする請求項1または2に記載の軽量部品。
【請求項4】
使用される前記成分B)が、破砕されたガラス繊維を含むことを特徴とする請求項1〜3のいずれか一項に記載の軽量部品。
【請求項5】
ハイブリッド形態の軽量部品の製造方法であって、前記軽量部品は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われる方法において、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物を、成形金型における成形法によって処理することを特徴とする製造方法。
【請求項6】
自動車、鉄道車両、航空機、船舶、そり、あるいは構造が軽量であるが安定的でなければならない他の搬送手段、あるいはそれ以外の、電気または電子機器、家庭機器、家具、暖房装置、スクータ、買い物用カート、棚、階段、エスカレータのステップ、マンホールカバー、発電機または電気モータにおける非自動車関連部門における請求項1〜4のいずれか一項に記載の軽量部品の使用。
【請求項7】
前記軽量部品が、車両部品において、オフィス機械、家庭用機械または他の機械の荷重支持要素において、あるいは、装飾目的用の構造要素において用いられることを特徴とする請求項6に記載の軽量部品の使用。
【請求項8】
前記軽量部品が、自動車において、完全なフロントエンド、ヘッドランプフレーム、歩行者保護ビーム、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール、スライディングルーフ支持部品、ダッシュボード支持部品、クロスカービーム、ステアリングコラムリテーナ、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材、フロントエンド補強部材、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、組み込み安全ベルト付きまたはなしのシートバックレスト、手荷物棚、バルブカバー、発電機または電気モータ用のエンドシールド、あるいは完全な車両ドア構造に用いられることを特徴とする請求項6に記載の軽量部品の使用。
【請求項9】
構造部品またはあらゆる種類の車両の重量を低減する方法において、前記構造部品または車両が外殻形態の基材から構成された軽量部品を使用し、前記外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われ、かつ、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物が使用されることを特徴とする方法。
【請求項10】
使用される前記成形法が、射出成型、溶融押出し、圧縮成型、スタンピング、またはブロー成型を含むことを特徴とする請求項5に記載の方法。
【請求項1】
外殻形態の基材から構成された軽量部品であって、前記外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われる軽量部品において、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物が使用されることを特徴とする軽量部品。
【請求項2】
使用される前記ポリアミドが、m−クレゾールにおいて測定される相対溶液粘度が2.3〜2.7であるナイロン6またはナイロン6,6を含むことを特徴とする請求項1に記載の軽量部品。
【請求項3】
前記ポリマー成形用組成物が、成分A)、B)およびC)に加えて、さらに、
D) 0.001〜30重量部の少なくとも1つの難燃添加剤、および/または、
E) 0.001〜10重量部の他の従来型の添加剤、
を含むことを特徴とする請求項1または2に記載の軽量部品。
【請求項4】
使用される前記成分B)が、破砕されたガラス繊維を含むことを特徴とする請求項1〜3のいずれか一項に記載の軽量部品。
【請求項5】
ハイブリッド形態の軽量部品の製造方法であって、前記軽量部品は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われる方法において、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物を、成形金型における成形法によって処理することを特徴とする製造方法。
【請求項6】
自動車、鉄道車両、航空機、船舶、そり、あるいは構造が軽量であるが安定的でなければならない他の搬送手段、あるいはそれ以外の、電気または電子機器、家庭機器、家具、暖房装置、スクータ、買い物用カート、棚、階段、エスカレータのステップ、マンホールカバー、発電機または電気モータにおける非自動車関連部門における請求項1〜4のいずれか一項に記載の軽量部品の使用。
【請求項7】
前記軽量部品が、車両部品において、オフィス機械、家庭用機械または他の機械の荷重支持要素において、あるいは、装飾目的用の構造要素において用いられることを特徴とする請求項6に記載の軽量部品の使用。
【請求項8】
前記軽量部品が、自動車において、完全なフロントエンド、ヘッドランプフレーム、歩行者保護ビーム、ボンネットまたは荷物室カバー用の特殊スラムパネル、フロントルーフアーチ、リヤルーフアーチ、ルーフフレーム、ルーフモジュール、スライディングルーフ支持部品、ダッシュボード支持部品、クロスカービーム、ステアリングコラムリテーナ、防火壁、ペダル、ペダルブロック、ギヤシフトブロック、A、BまたはCピラー、Bピラーモジュール、長手方向部材、長手方向部材とBピラーとを結合する連結要素、Aピラーと横部材とを結合する連結要素、Aピラーと横部材と長手方向部材とを結合する連結要素、横部材、フェンダ、フェンダモジュール、クラッシュボックス、リヤエンド、スペアタイヤ凹部、ボンネット、エンジンカバー、エンジンオイル受け、ギヤボックスオイル受け、オイルモジュール、水タンクアセンブリ、エンジン補強部材、フロントエンド補強部材、シャシー部品、車両フロア、ドアシル、ドアシル補強部材、フロア補強部材、シート補強部材、横シート部材、バックドア、フレーム、シート構造、バックレスト、シートシェル、組み込み安全ベルト付きまたはなしのシートバックレスト、手荷物棚、バルブカバー、発電機または電気モータ用のエンドシールド、あるいは完全な車両ドア構造に用いられることを特徴とする請求項6に記載の軽量部品の使用。
【請求項9】
構造部品またはあらゆる種類の車両の重量を低減する方法において、前記構造部品または車両が外殻形態の基材から構成された軽量部品を使用し、前記外殻形態の基材は、その外部および/または内部空間が、密着成形された熱可塑性物質から構成される補強構造を有し、前記補強構造は前記基材に確実に結合され、前記基材とのその結合は別個の結合部位において行われ、かつ、
A) 55〜10重量部の非分枝直鎖状の半結晶性ポリアミドと、
B) 48〜80重量部の少なくとも1つの充填剤と、
C) 0.01〜10重量部の少なくとも1つのエラストマー調整剤と、
を含むポリマー成形用組成物が使用されることを特徴とする方法。
【請求項10】
使用される前記成形法が、射出成型、溶融押出し、圧縮成型、スタンピング、またはブロー成型を含むことを特徴とする請求項5に記載の方法。
【図1a】

【図1b】
【図2】
【図3】
【図4】

【図1b】
【図2】
【図3】
【図4】
【公表番号】特表2010−520820(P2010−520820A)
【公表日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願番号】特願2009−548657(P2009−548657)
【出願日】平成20年1月30日(2008.1.30)
【国際出願番号】PCT/EP2008/051129
【国際公開番号】WO2008/095845
【国際公開日】平成20年8月14日(2008.8.14)
【出願人】(505422707)ランクセス・ドイチュランド・ゲーエムベーハー (220)
【Fターム(参考)】
【公表日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願日】平成20年1月30日(2008.1.30)
【国際出願番号】PCT/EP2008/051129
【国際公開番号】WO2008/095845
【国際公開日】平成20年8月14日(2008.8.14)
【出願人】(505422707)ランクセス・ドイチュランド・ゲーエムベーハー (220)
【Fターム(参考)】
[ Back to top ]