
ハニカムフィルタ及びその製造方法
【課題】初期圧力損失の増加を抑制することができ、かつ、粒子状物質の初期捕集効率が高いハニカムフィルタを提供する。
【解決手段】流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、残余のセル内の隔壁母材の表面に配設された多孔質の捕集層とを備え、セルの延びる方向に直交する断面において、セルの形状が長方形であり、捕集層の、セルの角部に位置する部分の厚さが、捕集層の、セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【解決手段】流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、残余のセル内の隔壁母材の表面に配設された多孔質の捕集層とを備え、セルの延びる方向に直交する断面において、セルの形状が長方形であり、捕集層の、セルの角部に位置する部分の厚さが、捕集層の、セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハニカムフィルタ及びその製造方法に関し、更に詳しくは、初期圧力損失の増加を抑制することができ、かつ、粒子状物質の初期捕集効率が高いハニカムフィルタ、及びそのようなハニカムフィルタを製造することができるハニカムフィルタの製造方法に関する。
【背景技術】
【0002】
ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスには、煤(soot)を主体とする粒子状物質(パティキュレートマター(PM))が、多量に含まれている。このPMがそのまま大気中に放出されると、環境汚染を引き起こすため、排出ガスの排気系には、PMを捕集するためのディーゼルパティキュレートフィルタ(DPF)が搭載されている。
【0003】
このようなDPFとしては、例えば、「流体(排ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを備え、流体(排ガス)の流入側の端面における所定のセルの開口部と、流体(浄化ガス)の流出側の端面における残余のセルの開口部に目封止部を有する」ハニカムフィルタが用いられている。
【0004】
このようなハニカムフィルタを用いて排ガス中のPMを捕集する場合、PMが多孔質の隔壁の内部に侵入して、隔壁の細孔を閉塞させ、圧力損失(圧損)が急激に増加することがあるという問題があった。
【0005】
このような圧損の増加を抑制するため、隔壁の表面に、PMを捕集するための捕集層を設け、その捕集層によって、隔壁内部へのPMの侵入を防ごうとするフィルタが提案されている(例えば、非特許文献1を参照)。
【0006】
従来、自動車の排ガス規制においては、PMの質量による規制が行われていたが、近年、PMの個数規制の導入が検討されている。その場合、粒子径の小さいPMを確実に捕集することが必要となる。粒子径の小さいPMは主に拡散によって、フィルタ内に存在する細孔表面に捕集されることが知られている(例えば、非特許文献2を参照)。
【0007】
従来、捕集層を有するハニカムフィルタを作製する際には、捕集層形成用スラリー(捕集層形成原料)中にハニカムフィルタを浸漬したり、捕集層形成用スラリーをハニカムフィルタのセル中に流し込んだりすることにより、多孔質の隔壁(隔壁母材)に捕集層形成用スラリーを塗布し、焼成することにより捕集層を形成していた。そして、隔壁の表面に、この多孔質の隔壁よりも細孔径が小さくかつ厚みが薄い多孔質膜を形成する場合には、多孔質膜を構成するセラミックス粒子の粒子径を隔壁の細孔径よりも小さくする必要があった。しかし、この方法では、捕集層形成用スラリーがハニカムフィルタの隔壁(隔壁母材)の細孔内に浸入し、得られたハニカムフィルタに排ガスを流通させる際の初期圧力損失(初期圧損)が高くなるという問題があった。
【0008】
更に、コージェライトやチタン酸アルミニウムなどからなるハニカムフィルタ等の場合、ハニカムフィルタ等に形成されたマイクロクラックにスラリーが浸入し、得られたハニカムフィルタ等の熱膨張率が高くなるという問題があった。
【0009】
これに対し、多孔質支持体の気孔に「後で除去することが可能な物質」を充填することにより、当該気孔を塞いだ後、多孔質支持体の表面に粒子径の小さいセラミックス粒子を含むスラリーを塗布する方法が提案されている(例えば、特許文献1〜3を参照)。上記「後で除去することが可能な物質」としては、例えば、可燃性物質を挙げることができる(特許文献1)。可燃性物質を用いた場合にはこの可燃性物質は、後の焼成工程により燃焼除去することができる。また、上記「後で除去することが可能な物質」としては、例えば、水やアルコールを挙げることができる(特許文献2、3)。水やアルコールを用いた場合には、スラリーを塗布した後に、乾燥することにより、これら水やアルコールを除去することができる。
【0010】
また、アルミナやジルコニア等の酸化物を主成分とした微粒子を用いて、多孔質支持体の表面に、セラミックス多孔質膜(捕集層)を形成する方法が提案されている(例えば、特許文献4を参照)。具体的には、「平均一次粒子径、タップかさ(嵩)密度及び塗料中の平均二次粒子径(分散媒中に分散させたときの平均二次粒子径)」が制御された「酸化物を主成分とする微粒子」と、水を主成分とする分散媒とを含有し、粘度が2mPa・s以上かつ1000mPa・s以下に制御された多孔質膜形成用塗料を用いて、多孔質セラミックスからなる多孔質支持体の表面にセラミックスの多孔質膜を形成する方法である。
【0011】
更に、ハニカム成形体に、ハニカム成形体と同一の材料に造孔材及び水を更に添加して作製した捕集層形成用スラリーを、噴霧することにより、ハニカム成形体の隔壁に捕集層形成用スラリーを堆積させ、その後、乾燥及び焼成することによって、ハニカム成形体に捕集層を設ける方法が提案されている(例えば、特許文献5を参照)。
【0012】
更に、多孔質の隔壁の細孔径よりも長い無機繊維状材料とシリカ又はアルミナを主成分とする接着材料からなるスラリーを、隔壁の表面に堆積させ、その後、乾燥及び焼成することによって、隔壁の表層に多孔質膜(捕集層)を形成する方法が提案されている(例えば、特許文献5を参照)。
【0013】
一方、上記のように、捕集層形成用スラリー(捕集層形成原料)中にハニカムフィルタを浸漬したり、捕集層形成用スラリーをハニカムフィルタのセル中に流し込んだりすることにより、多孔質の隔壁(隔壁母材)に捕集層形成用スラリーを塗布する場合、セルの角部(セルの延びる方向に直交する断面における、セルの角部)に捕集層形成用スラリーが多く堆積し、得られた捕集層の膜厚が不均一になるという問題があった。
【0014】
このような問題は、精密濾過や限外濾過に用いられるモノリス型セラミックフィルターの製造において、支持体のセル壁表面に濾過膜を形成するときにも生じている。これに対し、セルの角部を面取りしたり円弧状に形成したりして、濾過膜の厚さを均一にしようとする方法が提案されている(例えば、特許文献6を参照)。但し、精密濾過や限外濾過に用いられるモノリス型セラミックフィルター(液体濾過用フィルター)は、排ガス中の粒子状物質を捕集するハニカムフィルタ(ガス濾過用フィルター)とは、技術分野が全く異なるものである。そのため、精密濾過や限外濾過に用いられるモノリス型セラミックフィルターの技術を、排ガス中の粒子状物質を捕集するハニカムフィルタに直ちに適用することはできない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開平1−274815号公報
【特許文献2】特公昭63−66566号公報
【特許文献3】特開2000−288324号公報
【特許文献4】特開2010−95399号公報
【特許文献5】国際公開第2008/136232号パンフレット
【特許文献6】特開平7−124428号公報
【非特許文献】
【0016】
【非特許文献1】SAEテクニカルペーパー、2008−01−0618、米国自動車技術者協会、2008年発行(SAE Technical Paper 2008−01−0618、Society of Automotive Engineers(2008))
【非特許文献2】SAEテクニカルペーパー、2007−01−0921、米国自動車技術者協会、2007年発行(SAE Technical Paper 2007−01−0921、Society of Automotive Engineers(2007))
【発明の概要】
【発明が解決しようとする課題】
【0017】
上記特許文献1〜4に記載の製造方法では、多孔質支持体(隔壁)の細孔内に捕集層形成用スラリーが浸入し難くはなるが、その浸入量を確実に抑制することは困難であった。
【0018】
上記特許文献5に記載の製造方法で用いられたような無機繊維材料は、地域によっては法規制対象物質となっており、一般にも、使用しないことが望まれている。
【0019】
上記特許文献5に記載の製造方法では、ハニカムフィルタの隔壁(隔壁母材)の材質と捕集層の材質とが同じであるため、焼成時には隔壁母材と捕集層とが同じ温度で焼結し、捕集層の細孔が小さくなることがあった。また、スラリーを隔壁母材にディップコートする場合と比較して、スラリーを隔壁母材に噴霧して堆積させる場合には、均一な厚さの捕集層を形成し難くなる傾向があった。
【0020】
また、上記特許文献6に記載のモノリス型セラミックフィルターの技術を、仮に、そのまま排ガス中の粒子状物質を捕集するハニカムフィルタに適用したとすると、セルの角部が円弧状等に形成されるため、セルの断面積(セルの延びる方向に直交する断面における、セルの面積)が、相対的に小さくなり、圧力損失が増大するという問題が生じる。
【0021】
本発明は、上述した問題に鑑みてなされたものであり、圧力損失を低減することができるとともに捕集効率を向上させることができるハニカムフィルタ、及びそのようなハニカムフィルタを製造することができるハニカムフィルタの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0022】
上記課題を解決するため、本発明は、以下のハニカムフィルタ及びハニカムフィルタの製造方法を提供する。
【0023】
[1] 流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、前記残余のセル内の前記隔壁母材の表面に配設された多孔質の捕集層とを備え、前記セルの延びる方向に直交する断面において、前記セルの形状が長方形であり、前記捕集層の、前記セルの角部に位置する部分の厚さが、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【0024】
[2] 前記セルの延びる方向に直交する断面において、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さが、10〜30μmである[1]に記載のハニカムフィルタ。
【0025】
[3] 前記セルの延びる方向に直交する断面において、前記セルの面積が0.8〜3.0mm2である[1]又は[2]に記載のハニカムフィルタ。
【0026】
[4] 前記隔壁母材の材質がコージェライトであり、前記捕集層の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものである[1]〜[3]のいずれかに記載のハニカムフィルタ。
【0027】
[5] セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、前記ハニカム成形体の、前記一方の端面である流体の流入側の端面における所定の前記セルの開口部に、目封止部を配設する第1目封止工程と、前記ハニカム成形体の、目封止部が配設されていない残余の前記セル内の前記未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を付着させる電解質水溶液塗工工程と、前記電解質水溶液を乾燥させて、前記セル内の前記未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、前記未焼成隔壁母材の表面に形成された前記電解質膜の表面に、「前記セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる捕集層形成原料塗工工程と、前記ハニカム成形体の、前記他方の端面である流体の流出側の端面における前記残余のセルの開口部に、目封止部を配設する第2目封止工程と、前記電解質膜及び前記捕集層形成原料が塗工された前記ハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するハニカムフィルタの製造方法。
【0028】
[6] 前記電解質水溶液に、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されている[5]に記載のハニカムフィルタの製造方法。
【発明の効果】
【0029】
本発明のハニカムフィルタによれば、セルの延びる方向に直交する断面において、捕集層の、「セルの角部に位置する部分」の厚さが、捕集層の、「セルの辺の中央部に位置する部分」の厚さの1〜3倍であるため、捕集層全体をガスが透過するようになり(捕集層の一部だけをガスが透過するということが防止され)、圧力損失を低減することができるとともに捕集効率を向上させることができる。
【0030】
本発明のハニカムフィルタの製造方法によれば、ハニカム成形体の残余のセル内の未焼成隔壁母材の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させ、当該電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成し、当該電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液」を含有する捕集層形成原料を付着させ、その後に焼成するため、焼成時に電解質膜が消失して捕集層が隔壁母材に直接接触した状態になることにより、捕集層の「セルの角部に位置する部分」の厚さが、捕集層の「セルの辺の中央部に位置する部分」の厚さの1〜3倍のハニカムフィルタ(隔壁母材表面に捕集層を備えたハニカムフィルタ)を得ることができる。
【図面の簡単な説明】
【0031】
【図1】本発明のハニカムフィルタの一実施形態を模式的に示す斜視図である。
【図2】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に平行な断面を示す模式図である。
【図3A】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図3B】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図4】本発明のハニカムフィルタの一実施形態の、隔壁の断面を拡大して示す模式図である。
【図5】本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体を模式的に示す斜視図である。
【図6】本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図7】本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体を模式的に示す斜視図である。
【図8】本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図9】本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図10】本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図11】本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図12】本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図13】本発明のハニカムフィルタの製造方法の一実施形態の第2目封止工程において作製される未焼成捕集層付ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【発明を実施するための形態】
【0032】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0033】
(1)ハニカムフィルタ:
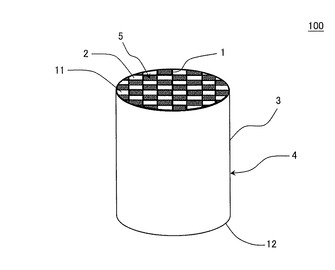
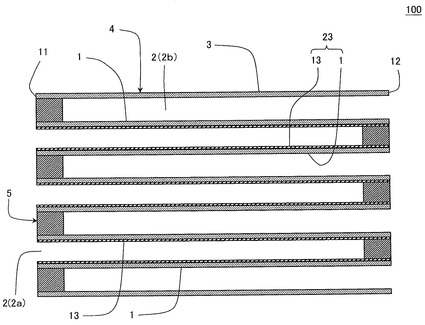
図1〜図3Aに示すように、本発明のハニカムフィルタの一実施形態(ハニカムフィルタ100)は、流体の流路となる一方の端面から他方の端面まで延びる複数のセル2を区画形成する多孔質の隔壁母材1を有するハニカム基材4と、上記一方の端面である流体の流入側の端面11における所定のセル2(流出セル2b)の開口部及び上記他方の端面である流体の流出側の端面12における残余のセル2(流入セル2a)の開口部に配設された目封止部5と、残余のセル内の隔壁母材1の表面に配設された多孔質の捕集層13とを備え、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、捕集層13の「セル2の角部に位置する部分の厚さ」が、捕集層13の「セル2の辺の中央部に位置する部分の厚さ」の1〜3倍である。尚、捕集層13は、流出セル2b内の隔壁母材1の表面にも配設されていてもよい。また、ハニカム基材の「端面」というときは、セルが開口する面のことを意味する。また、隔壁母材1に捕集層13が配設されたものを、隔壁23とする。つまり、隔壁母材1と捕集層13とを合わせたものが隔壁23である。図1は、本発明のハニカムフィルタの一実施形態を模式的に示す斜視図である。図2は、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に平行な断面を示す模式図である。図3Aは、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0034】
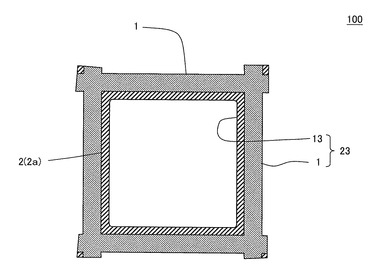
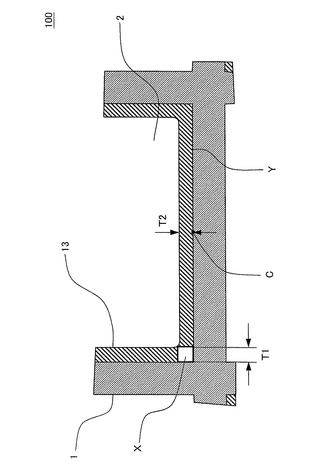
本実施形態のハニカムフィルタ100は、このように、セルの延びる方向に直交する断面において、「セル2の形状が長方形であり、且つ、捕集層の「セルの角部に位置する部分の厚さ」が、捕集層の「セルの辺の中央部に位置する部分の厚さ」の1〜3倍である」ため、捕集層の厚さが、ほぼ均一であるということができ、捕集層全体をガスが透過するようになり(捕集層の一部だけをガスが透過する、ということが防止され)、圧力損失を低減することができるとともに捕集効率を向上させることができる。ここで、捕集層の「セルの角部に位置する部分の厚さ」とは、図3Bに示すように、「各辺(正方形Xの各辺)が、セル2の各辺に平行な状態」でセル2の角部に位置するとともに、捕集層13に内接する「正方形X」の、一辺の長さT1のことである。捕集層の「セルの角部に位置する部分の厚さ」は、通常、捕集層13の最も厚い部分の厚さである。また、捕集層の「セルの辺の中央部に位置する部分の厚さ」とは、図3Bに示すように、セル2の一辺Yの中央部Cにおける捕集層13の厚さT2のことである。捕集層の「セルの辺の中央部に位置する部分の厚さ」は、通常、捕集層13の最も薄い部分の厚さである。図3Bは、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0035】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の1〜3倍であり、1.4〜2.3倍が好ましく、1.4〜2.0倍が更に好ましく、1.4〜1.6倍が特に好ましい。尚、圧力損失及び捕集効率の観点からは、捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の「1倍」に近いほど好ましいが、実際の製造においては、1.4倍程度が下限値となる。捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の3倍より厚いと、捕集層の厚さが不均一であるということができ、捕集層の薄い部分に集中的にガスが流れるため、好ましくない。つまり、捕集層の薄い部分に集中的にガスが流れることにより、当該薄い部分のガスの流速が局所的に大きくなり、その結果、圧力損失が大きくなるため好ましくない。更に、ガスの流速が局所的に大きくなることにより、拡散によって捕集される割合が低下し、捕集効率が低下するため好ましくない。捕集層の厚さは、セルの延びる方向に直交する断面を、SEM(走査型電子顕微鏡)画像を用いて測定した値である。
【0036】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、正方形であることが好ましい。尚、長方形のセルの4つの角部は、頂点を形成していてもよいし、曲線状に形成されていてもよい。角部が曲線状に形成されている場合、曲率半径は、0.1mm以下であることが好ましい。ここで、曲率半径0mmの角部が、頂点であるとする。
【0037】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」が、10〜30μmであることが好ましく、15〜30μmであることが更に好ましく、20〜30μmであることが特に好ましい。10μmより薄いと、捕集効率が低下することがある。30μmより厚いと、捕集効率があまり向上せず、圧力損失が増大することがある。
【0038】
セルの延びる方向に直交する断面において、セルの面積(セルの断面積)が0.8〜3.0mm2であることが好ましく、1.2〜2.2mm2であることが更に好ましく、1.3〜1.5mm2であることが特に好ましい。セルの断面積が0.8mm2より小さいと、排ガス中の粒子状物質が詰まることがあり、また、圧力損失が大きくなることがある。また、セルの断面積が3.0mm2より大きいと、粒子状物質を捕集する隔壁の面積が小さくなり、PMを捕集した際に、圧力損失が大きくなることがある。
【0039】
本実施形態のハニカムフィルタ100においては、捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より高いことが好ましく、捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より300〜700℃高いことが更に好ましい。捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より高いことにより、ハニカムフィルタを製造する過程において、隔壁母材及び捕集層を焼成により形成するときに捕集層の原料が溶融することを防止でき、捕集層の単位体積当たりの細孔表面積が小さく形成されることを抑制することができる。
【0040】
本実施形態のハニカムフィルタ100においては、捕集層13の単位体積当たりの細孔表面積が、隔壁母材1の単位体積当たりの細孔表面積の2.0倍以上であることが好ましく、9〜50倍であることが更に好ましく、30〜50倍であることが特に好ましい。捕集層13の単位体積当たりの細孔表面積が、隔壁母材1の単位体積当たりの細孔表面積の2.0倍以上であると、PM初期捕集効率を高くすることができる。ここで、「細孔表面積」とは、細孔内の壁面(細孔内に露出する隔壁の表面)の面積を意味する。また、「単位体積当たりの細孔表面積」とは、単位体積中に存在する全ての細孔の「細孔表面積」の合計値を意味する。「単位体積当たりの細孔表面積」を測定する方法は、以下の通りである。ハニカムフィルタ100を樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタ100の隔壁の細孔を樹脂で埋め、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。得られたSEM画像における隔壁を、画像上において(画像解析によって)、隔壁中央部(厚さ方向における中央部)から表層にかけて5μm幅で分割し、各「分割部分(分割領域)」毎に、以下の処理を行う(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。画像解析ソフト(Media Cybernetics社製Image−Pro Plus 6.2J)を用いて、各分割部分の隔壁表面の周囲長と面積を測定する。「周囲長/面積」をその分割部分の単位体積当たりの細孔表面積とする。ここで、「周囲長」とは、各「分割部分」において、材料が存在する部分と、材料が存在しない部分(細孔)とを識別し、材料が存在する部分と細孔との境界線の長さを全て足し合わせた長さである。最も表面に近い分割部分の単位体積当たりの細孔表面積を、捕集層13の単位体積当たりの細孔表面積とし、隔壁中央部の分割部分の単位体積当たりの細孔表面積を、隔壁母材1の単位体積当たりの細孔表面積とする。
【0041】
本実施形態のハニカムフィルタ100においては、捕集層13における、隔壁母材1の細孔内に侵入している部分(深層22(図4を参照))の厚さが、隔壁23の厚さの6%以下であり、3%以下であることが好ましく、1%以下であることが更に好ましい。このように、深層22(図4を参照))の厚さが、隔壁23の厚さの6%以下であることにより、初期圧力損失の増加を抑制することができる。深層22(図4を参照))の厚さは薄いほど好ましいが、0.1%程度が下限値となる。隔壁23の厚さは、隔壁断面のSEM(走査型電子顕微鏡)画像により測定した値である。
【0042】
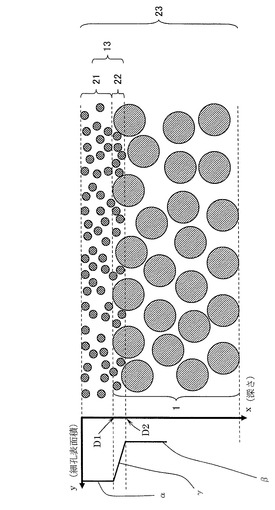
本実施形態のハニカムフィルタ100は、図4に示されるように、隔壁23が、隔壁母材1と捕集層13とから構成されている。そして、捕集層13は、隔壁母材1の表面より外側に位置する表層21と、隔壁母材1の表面より内側(細孔内)に位置する深層22とから構成されている。図4は、本発明のハニカムフィルタの一実施形態の、隔壁23の断面を拡大して示す模式図である。また、図4において、隔壁23の横(紙面左側)に記載されているグラフは、y軸に「細孔表面積」、x軸に「隔壁の表面(捕集層のセル側に露出する表面)からの深さ」をそれぞれとったときのグラフ(深さ−細孔表面積グラフ)を示す。図4に示される「深さ−細孔表面積グラフ」は、捕集層13の表層21の細孔表面積が最も大きく、隔壁母材1のみが存在する領域の細孔表面積が最も小さく、捕集層13の深層22が存在する部分(深層22と隔壁母材1とが混在する部分)が表層21と接する位置から、隔壁母材1のみが存在する領域(位置)にかけて細孔表面積が漸次小さくなっていることを示している。尚、図4に示される「細孔表面積」は、単位体積当たりの細孔表面積である。
【0043】
隔壁23における、「捕集層13の表層21と、捕集層13の深層22との境界部分」、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」を特定する方法は、以下の通りである。隔壁の中央部(厚さ方向における中央部)から捕集層表面までの間を5μm幅で分割し、各「分割部分(分割領域)」毎に、単位体積当たりの細孔表面積を測定する。隔壁の「分割」は、画像解析によって行うことが好ましい(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。この場合、細孔表面積は、SEM(走査型電子顕微鏡)画像により求めることが好ましい。捕集層13の表層21(隔壁母材1が存在しない領域)の最も表面に近い分割部分の細孔表面積を表層21の細孔表面積とする。隔壁の中央部に最も近い分割部分の細孔表面積を、隔壁母材1のみが存在する領域の細孔表面積(隔壁母材1の細孔表面積)とする。そして、図4に示すような「深さ−細孔表面積」座標において、「深さ」軸(x軸)に平行に、「細孔表面積」軸(y軸)の値が「表層21の細孔表面積」の値である直線αと、「細孔表面積」軸(y軸)の値が「隔壁母材1のみが存在する領域の細孔表面積」の値である直線βとをそれぞれ引き、更に、深層22と隔壁母材1とが混在する領域における複数の「分割部分」のそれぞれの「細孔表面積の測定値」を直線近似(最小二乗法)して、「深さ−細孔表面積」座標系にその直線γを引く。そして、上記「表層21の細孔表面積」を示す直線αと、上記「深層22と隔壁母材1とが混在する部分の細孔表面積」を示す直線γとの交点の「深さ軸(x軸)の値」を、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さD1とし、上記「隔壁母材1のみが存在する領域の細孔表面積」を示す直線βと、上記「深層22と隔壁母材1とが混在する部分の細孔表面積」を示す直線γとの交点の「深さ軸(x軸)の値」を、「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さD2とする。
【0044】
従って、「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さから、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さを差し引くと、捕集層13の深層22の厚さ(捕集層13の深層22と隔壁母材1とが混在する領域の厚さ)となる。また、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さは、捕集層13の表層21の厚さと同じである。
【0045】
本実施形態のハニカムフィルタ100において、捕集層13における「隔壁母材1の細孔内に侵入していない部分」(表層21)の気孔率が60%以上であることが好ましく、70〜90%であることが更に好ましく、80〜90%であることが特に好ましい(図4を参照)。60%未満であると、初期圧力損失が高くなることがある。表層21の気孔率は、SEM(走査型電子顕微鏡)画像より求めた値である。具体的には、表層の断面のSEM画像を取得し、「表層のSEM画像」より、「表層全体の面積」に対する「表層における気孔の面積の合計」の比率を算出し、「表層の気孔率(%)」とする。SEM画像は、倍率200倍、960×1280ピクセルの画像とする。
【0046】
本実施形態のハニカムフィルタ100において、表層21の細孔の平均細孔径は、0.5〜10μmであることが好ましく、1〜5μmであることが更に好ましく、1〜3μmであることが特に好ましい。0.5μmより小さいと、初期圧力損失が高くなることがある。10μmより大きいと、排ガス中のPMを捕集する際の初期捕集効率が低下することがある。平均細孔径は、バブルポイント/ハーフドライ法(ASTM E1294−89)によって測定した値である。
【0047】
本実施形態のハニカムフィルタ100において、捕集層13の厚さが、「隔壁母材1と、隔壁母材1に配設された捕集層13とを有する隔壁23」の厚さの1〜30%であることが好ましく、3〜20%であることが更に好ましく、5〜10%であることが特に好ましい。1%より薄い場合には、排ガス中のPMを捕集する際に、PMが多孔質の隔壁の内部に侵入して、隔壁の細孔を閉塞させ、圧力損失(圧損)が増加することがある。30%より厚い場合には、初期圧力損失が高くなることがある。本実施形態のハニカムフィルタ100において、「捕集層13の厚さ」というときは、捕集層13の「表層21の厚さ」のことを意味する。
【0048】
本実施形態のハニカムフィルタ100において、捕集層13の材質としては、セラミックが好ましく、耐熱性に優れることより、コージェライト、炭化珪素、ムライト、アルミナ、スピネル、チタン酸アルミニウム、窒化珪素、ジルコニア、チタニア、珪酸ジルコニウム、及びシリカからなる群から選択される少なくとも1種が更に好ましい。更に、捕集層13の材質としては、アルミナ、ムライト及びスピネルからなる群から選択される少なくとも1種を含むものであることが更に好ましく、アルミナ、ムライト及びスピネルからなる群から選択される少なくとも1種であることが特に好ましい。
【0049】
捕集層13は、流入セル2a内の隔壁母材1の表面の30%以上の範囲に形成されることが好ましく、50%以上の範囲に形成されることが更に好ましく、100%の範囲に形成されることが特に好ましい。30%より狭いと、初期捕集効率を向上させる効果が低下することがある。また、捕集層13は、少なくとも、ハニカム基材の流出側の端面12から、流入側の端面11側に向かって、ハニカム基材の「セルの延びる方向」における長さの30%以上の長さの範囲に形成されていることが好ましい。更に、上記「範囲」の一部ではなく、上記「範囲」の全体に捕集層13が形成されていることが好ましい。
【0050】
本実施形態のハニカムフィルタ100において、隔壁23は、単位体積当たりの細孔表面積が、1.4〜20m2/cm3であることが好ましく、1.5〜17m2/cm3であることが更に好ましく、4〜17m2/cm3であることが特に好ましい。1.4m2/cm3より小さいと、排ガス中のPMを捕集する際の初期捕集効率が低下することがあり、20m2/cm3より大きいと、初期圧力損失が増加することがある。また、「隔壁23の単位体積当たりの細孔表面積」は、「比表面積」に「密度」を乗じた値とする。比表面積は、流動式比表面積自動測定装置(マイクロメリティックス社製、商品名:フローソーブ)を用いて測定する。測定ガスとしては、クリプトンを用いる。密度は、乾式自動密度計(マイクロメリティックス社製、商品名:アキュピック)を用いて測定する。測定ガスとしては、ヘリウムを用いる。
【0051】
隔壁母材1は、平均細孔径10〜60μm、且つ気孔率40〜70%であることが好ましく、平均細孔径20〜50μm、且つ気孔率50〜65%であることが更に好ましく、平均細孔径20〜30μm、且つ気孔率55〜65%であることが特に好ましい。平均細孔径が10μmより小さいか、又は気孔率が40%より小さいと、初期圧力損失が高くなることがある。また、平均細孔径が60μmより大きいか、又は気孔率が70%より大きいと、ハニカムフィルタの強度が低くなることがある。平均細孔径は、水銀ポロシメータによって測定した値である。気孔率は、水銀ポロシメータによって測定した値である。
【0052】
隔壁母材1の厚さは、100〜500μmであることが好ましく、200〜400μmであることが更に好ましく、300〜350μmであることが特に好ましい。100μmより薄いと、ハニカムフィルタの強度が低くなることがある。500μmより厚いと、初期圧力損失が高くなることがある。
【0053】
本実施形態のハニカムフィルタ100において、ハニカム基材4の形状は、特に限定されないが、円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の筒形状、等が好ましい。図1に示すハニカムフィルタ100においては、円筒形状である。また、図1に示すハニカムフィルタ100は、外周壁3を有しているが、外周壁3を有さなくてもよい。外周壁3は、ハニカムフィルタを作製する過程において、ハニカム成形体を押出成形する際に、隔壁母材とともに形成されることが好ましい。また、外周壁3は、セラミック材料をハニカムフィルタの外周に塗工して形成したものであってもよい。
【0054】
本実施形態のハニカムフィルタ100において、ハニカム基材4の材料としては、セラミックが好ましく、強度及び耐熱性に優れることより、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、及び炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が更に好ましい。これらの中でも、コージェライトが特に好ましい。
【0055】
本実施形態のハニカムフィルタ100において、ハニカム基材4のセル密度は、特に制限されないが、16〜96セル/cm2であることが好ましく、32〜64セル/cm2であることが更に好ましい。セル密度が、16セル/cm2より小さいと、粒子状物質を捕集する隔壁の面積が小さくなり、排ガスを流通させたときに、短時間で圧力損失が大きくなることがある。セル密度が、96セル/cm2より大きいと、セルの断面積(セルの延びる方向に直交する断面の面積)が小さくなるため、圧力損失が大きくなることがある。
【0056】
また、本実施形態のハニカムフィルタ100においては、隔壁母材1の材質がコージェライトであり、捕集層13の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものであることが好ましい。
【0057】
従来の、捕集層が備えられていないハニカムフィルタをフィルタとして用いて、PMを含む排ガスを処理すると、隔壁の細孔内にPMが侵入して細孔を閉塞させるため、圧力損失が急速に上昇するという問題があった。これに対し、本発明のハニカムフィルタは、流入セル内の隔壁の表面に捕集層が形成されているため、PMが捕集層で捕集されて、隔壁の細孔内に侵入することを防止することができ、圧力損失の急速な上昇を抑制することができる。また、本発明のハニカムフィルタは、捕集層の厚さが均一であるため、圧力損失の上昇を更に抑制することができる。
【0058】
本実施形態のハニカムフィルタ100は、流体の流入側の端面11における「所定のセル2」の開口部及び流体の流出側の端面12における「残余のセル2」の開口部に、目封止部5が配設されている。目封止部5は、それぞれのセル2の端部を塞ぐように配設され、ガスが通過しないように形成されている。ハニカムフィルタ100においては、セルの開口部と目封止部5とによって両端面に市松模様が形成されるように、上記「所定のセル2」と「残余のセル2」とが、交互に並んでいることが好ましい。
【0059】
目封止部5の材質は、ハニカム基材4の隔壁母材1の材質と同じであることが好ましい。
【0060】
(2)ハニカムフィルタの製造方法:
本発明のハニカムフィルタの製造方法の一実施形態は、セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、ハニカム成形体の、流体の流入側の端面における所定のセルの開口部に、目封止部を配設する第1目封止工程と、ハニカム成形体の、目封止部が配設されていない残余のセル内の未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を付着させる電解質水溶液塗工工程と、電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、未焼成隔壁母材の表面に形成された電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる捕集層形成原料塗工工程と、ハニカム成形体の、流体の流出側の端面における残余のセルの開口部に、目封止部を配設する第2目封止工程と、電解質膜及び捕集層形成原料が塗工されたハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するものである。
【0061】
このように、本発明のハニカムフィルタの製造方法の一実施形態によれば、ハニカム成形体の残余のセル内の未焼成隔壁母材の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させ、当該電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成し、当該未焼成隔壁母材の表面に形成された電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液」を含有する捕集層形成原料を付着させ、その後に焼成するため、捕集層の「セルの角部に位置する部分」の厚さが、捕集層の「セルの辺の中央部に位置する部分」の厚さの1〜3倍のハニカムフィルタ(隔壁母材表面に捕集層を備えたハニカムフィルタ)を得ることができる。
【0062】
以下、本実施形態のハニカムフィルタの製造方法について、工程毎に説明する。
【0063】
(2−1)成形工程;
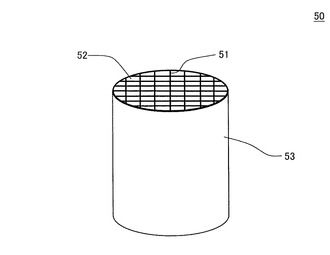
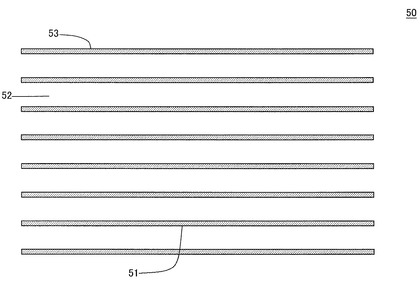
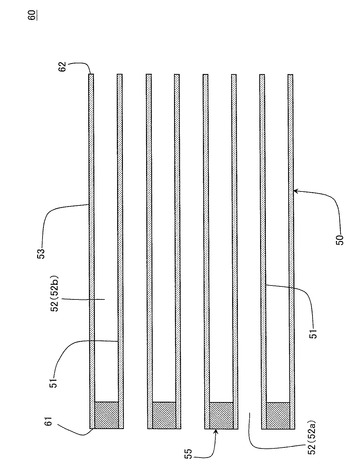
まず、成形工程において、セラミック原料を含有するセラミック成形原料を成形して、図5、図6に示すような、流体の流路となる複数のセル52を区画形成する未焼成隔壁母材51を備えるハニカム成形体(ハニカム構造の成形体)50を形成する。図5、図6に示されるハニカム成形体50は、外周壁53を有している。図5は、本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体50を模式的に示す斜視図である。図6は、本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体50の、セル52の延びる方向に平行な断面を示す模式図である。
【0064】
セラミック成形原料に含有されるセラミック原料としては、コージェライト化原料、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が好ましい。尚、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0065】
また、このセラミック成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、造孔材、界面活性剤等を混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカムフィルタの構造、材質等に合わせた組成比とすることが好ましい。
【0066】
作製されるハニカムフィルタの隔壁母材の細孔表面積、平均細孔径、気孔率等を調整するために、各原料を以下のように調整することが更に好ましい。
【0067】
セラミック原料として、タルク、カオリン、アルミナ、シリカを用いることが好ましい。タルクの平均粒子径は、10〜30μmとすることが好ましい。カオリンの平均粒子径は、1〜10μmとすることが好ましい。アルミナの平均粒子径は、1〜20μmとすることが好ましい。シリカの平均粒子径は、1〜60μmとすることが好ましい。また、造孔材としては、でんぷん、カーボン、発泡樹脂、ポリメチルメタクリレート(PMMA)、吸水性樹脂、又はこれらを組み合わせたものを使用することが好ましい。また、造孔材の平均粒子径は、10〜100μmとすることが好ましい。また、造孔材の添加量は、セラミック原料100質量部に対して、0.5〜10質量部が好ましい。また、有機バインダとしては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシプロピルエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、又はこれらを組み合わせたものとすることが好ましい。また、有機バインダの添加量は、セラミック原料100質量部に対して、1〜10質量部が好ましい。
【0068】
セラミック成形原料を成形する際には、まずセラミック成形原料を混練して坏土とし、得られた坏土をハニカム形状に成形し、ハニカム成形体を得ることが好ましい。セラミック成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0069】
ハニカム成形体の形状は、特に限定されず、図5に示すような円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の筒形状、等が好ましい。また、ハニカム成形体は、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、正方形であることが好ましい。
【0070】
また、得られたハニカム成形体を乾燥してもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。
【0071】
尚、ハニカム成形体の焼成は、捕集層形成原料を未焼成隔壁母材(電解質膜の表面)に塗工した後に行い、捕集層形成原料を未焼成隔壁母材(電解質膜の表面)に塗工する前には、ハニカム成形体の焼成を行わない。
【0072】
(2−2)第1目封止工程;
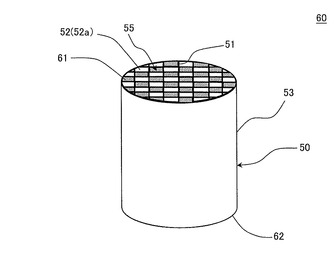
次に、成形工程の後に、図7、図8に示すように、ハニカム成形体50の、流体の流入側の端面61における所定のセル52(流出セル52b)の開口部に、目封止部55を配設する(第1目封止工程)。このように、ハニカム成形体50に目封止部55を配設して片側目封止ハニカム成形体60を形成する。図7は、本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体60を模式的に示す斜視図である。図8は、本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体60の、セル52の延びる方向に平行な断面を示す模式図である。
【0073】
ハニカム成形体に目封止材料を充填する際には、一方の端面側に目封止材料を充填する。一方の端面側に目封止材料を充填する方法としては、ハニカム成形体の一方の端面にシートを貼り付け、シートにおける、「目封止部を形成しようとするセル」と重なる位置に、孔を開けるマスキング工程と、「ハニカム成形体の、シートが貼り付けられた側の端部」を目封止材料が貯留された容器内に圧入して、目封止材料をハニカム成形体のセル内に圧入する圧入工程と、を有する方法を挙げることができる。目封止材料をハニカム成形体のセル内に圧入する際には、目封止材料は、シートに形成された孔を通過し、「シートに形成された孔と連通するセル」のみに充填される。
【0074】
目封止材料は、上記セラミック成形原料の構成要素として挙げた原料を適宜混合して作製することができる。目封止材料に含有されるセラミック原料としては、隔壁母材の原料として用いるセラミック原料と同じであることが好ましい。
【0075】
次に、ハニカム成形体に充填された目封止材料を乾燥させることが好ましい。
【0076】
図7、図8に示されるように、片側目封止ハニカム成形体60は、流入セル52aと流出セル52bとが交互に並び、目封止部が形成された一方の端面(流入側の端面61)において、目封止部55とセル52の開口部とにより市松模様が形成されていることが好ましい。尚、第1目封止工程においては、ハニカム成形体の他方の端面(流出側の端面62)側には目封止部は形成しない。
【0077】
(2−3)電解質水溶液塗工工程;
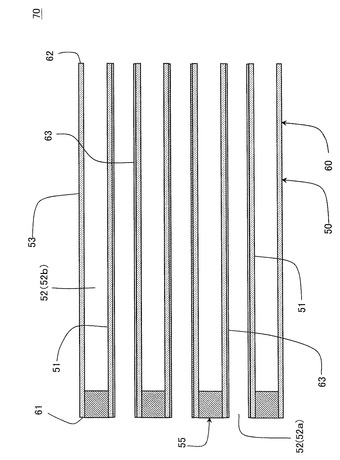
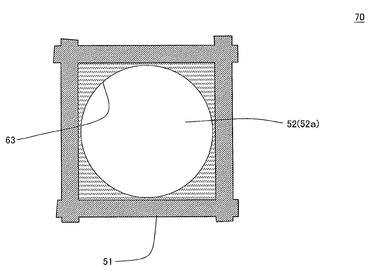
次に、図9、図10に示すように、ハニカム成形体(片側目封止ハニカム成形体60)の、目封止部が配設されていない残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させる(電解質水溶液塗工工程)。目封止部が配設されていないセル52を「残余のセル」と称しており、上記「所定のセル」と「残余のセル」とを合わせて全てのセルになる。そして、この「残余のセル52」が、流入セル52aとなる。図9に示すように、ハニカム成形体50(片側目封止ハニカム成形体60)の残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に電解質水溶液を付着させることにより、未焼成隔壁母材51の表面に電解質水溶液膜63を形成し、「電解質水溶液膜付片側目封止ハニカム成形体70」を作製することができる。図9は、本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体70の、セルの延びる方向に平行な断面を示す模式図である。図10は、本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体70の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0078】
未焼成のハニカム成形体(片側目封止ハニカム成形体60)は、細孔を有していないので、未焼成のハニカム成形体に電解質水溶液を塗工すると、電解質水溶液が未焼成隔壁母材内に浸入することを抑制することができる。焼成後のハニカム成形体に電解質水溶液を塗工すると、電解質水溶液が「多孔質の隔壁母材」内に多量に浸入するため好ましくない。
【0079】
電解質水溶液には、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン(マグネシウムイオンを含む)、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されていることが好ましい(電解質を、対になるイオンで示している)。電解質水溶液中に溶解させる電解質としては、例えば、クエン酸、酒石酸、酢酸、クエン酸マグネシウム、酒石酸マグネシウム、酢酸マグネシウム、クエン酸アンモニウム、酒石酸アンモニウム、酢酸アンモニウム、塩化アンモニウム等を挙げることができる(電解質を、物質名で示している)。これらの中でも、クエン酸が好ましい。このような電解質水溶液を未焼成隔壁母材の表面に塗布することにより、電解質水溶液が未焼成隔壁母材に浸透することを防止することができる。
【0080】
電解質水溶液に含有される電解質の濃度は、飽和溶解度の50〜100%であり、飽和溶解度の70〜100%であることが好ましく、飽和溶解度の90〜100%であることが更に好ましい。電解質水溶液に含有される電解質の濃度が、飽和溶解度の50%より低いと、所望の厚さ(量)の電解質膜を形成するための電解質水溶液の量が多くなり過ぎるため、ハニカム成形体が、多くの「電解質水溶液中の水」を吸収することになり、ハニカム成形体の強度が低下することがある。尚、上記電解質水溶液の「飽和溶解度」は、20℃における飽和溶解度である。
【0081】
電解質水溶液膜63は、流入セル52a内の未焼成隔壁母材51の表面の30%以上の範囲に形成されることが好ましく、50%以上の範囲に形成されることが更に好ましく、100%の範囲に形成されることが特に好ましい。これにより、得られるハニカムフィルタにおいて、捕集層13を、流入セル2a内の隔壁母材1の表面の所望の範囲(30%以上が好ましく、50%以上が更に好ましく、100%が特に好ましい)とすることができる。
【0082】
電解質水溶液を、残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に塗工する(付着させる)方法としては、特に限定されないが、例えば、電解質水溶液中にハニカムフィルタを浸漬する方法(ディップコート)や、電解質水溶液をハニカムフィルタのセル中に流し込む方法が好ましい。これらの方法により、セル内の未焼成隔壁母材表面上に電解質水溶液を均一に塗工することができる。また、電解質水溶液を塗工する回数は、所望の厚さになる回数であることが好ましい。電解質水溶液を塗工する回数は、1回であってもよいし、複数回であってもよいが、1〜2回が好ましい。
【0083】
(2−4)電解質膜形成工程;
次に、電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜63a(図11を参照)を形成する(電解質膜形成工程)。電解質膜は、電解質水溶液中に含有されていた電解質によって形成された膜である。電解質膜の厚さは、5〜30μmが好ましく、10〜20μmが更に好ましい。5μmより薄いと、得られたハニカムフィルタにおいて、捕集層の厚さが均一となりにくいことがある。30μmより厚いと、得られたハニカムフィルタにおいて、捕集層が隔壁に密着し難くなっていることがある。電解質膜の厚さは、塗工した電解質膜の体積を、ハニカム成形体の電解質膜を塗工した隔壁表面積で除した値である。
【0084】
電解質水溶液を乾燥させる際の温度は、60〜150℃が好ましく、80〜120℃が更に好ましく、80〜100℃が特に好ましい。150℃より高いと、電解質膜が溶融することがある。60℃より低いと、水分を蒸発させるのに時間がかかることがある。乾燥時間は、特に限定されないが、0.1〜1時間程度とすることが好ましい。
【0085】
(2−5)捕集層形成原料塗工工程;
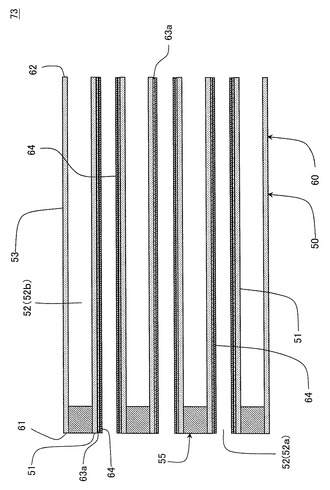
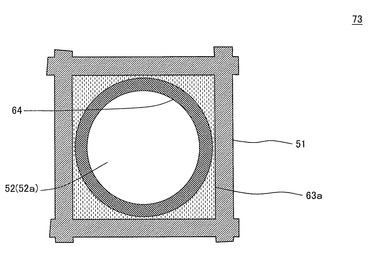
次に、図11、図12に示すように、未焼成隔壁母材51の表面に形成された電解質膜63aの表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる(捕集層形成原料塗工工程)。図11、図12に示すように、電解質膜63aが配設された片側目封止ハニカム成形体60の残余のセル52(流入セル52a)内の電解質膜63aの表面に捕集層形成原料を付着させて未焼成捕集層64を形成することにより、未焼成捕集層付片側目封止ハニカム成形体73を得ることができる。図11は、本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体73の、セル52の延びる方向に平行な断面を示す模式図である。図12は、本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0086】
捕集層形成原料塗工工程において用いる捕集層形成原料は、上記のように、捕集層用セラミック原料及び電解質水溶液を含有し、捕集層用セラミック原料はセラミック原料(隔壁母材の原料)より融点が高く、捕集層形成原料中の電解質水溶液の濃度は飽和溶解度の50〜100%である。捕集層形成原料は、スラリー状であることが好ましい。ここで、「捕集層形成原料に含有される電解質水溶液」とは、「捕集層形成原料中の水」と、「捕集層形成原料に含有され、当該水に溶解している電解質」とからなる水溶液(捕集層形成原料に含有される水溶液)を意味する。また、「捕集層形成原料中の電解質水溶液の濃度」とは、捕集層形成原料中の「水の量」と「電解質の量」の合計に対する、捕集層形成原料中の「電解質の量」の比率、を意味する。
【0087】
このように、捕集層形成原料を未焼成隔壁母材51の表面に形成された電解質膜63aの表面に塗工する(付着させる)ことにより、捕集層形成原料を均一に塗工することができ、形成された未焼成捕集層64の厚さを均一にすることができる。尚、電解質膜63aの表面に塗工された捕集層形成原料が、未焼成捕集層64となる。
【0088】
通常、液体やスラリーをハニカム成形体のセル内の未焼成隔壁母材に塗工すると、図10に示すように、「未焼成隔壁母材51における、セル52の角部に相当する部分」が、直角に形成されているため(角度90°の頂点を有するため)、セル52の角部に相当する部分に当該液体等が厚く塗工される。これは、90°等の角度のセルの頂点部分には、液体(水)の表面張力等の影響もあり、液体やスラリーが堆積し易いためである。そのため、液体やスラリーを、ハニカム成形体の未焼成隔壁母材に、直接塗工することにより、均一な厚さの膜を形成することは困難である。これに対し、ハニカム成形体のセル内の未焼成隔壁母材に、電解質水溶液を塗工し、電解質水溶液を乾燥させて電解質膜を形成し、電解質膜の表面に捕集層形成原料を塗工すると、捕集層形成原料を均一な厚さで塗工することが可能になる。これは、図12に示すように、未焼成隔壁母材51に配設された電解質膜63は、セル52の角部に相当する部分において、電解質膜63の表面が滑らかな曲線状に形成されるため、電解質膜63の表面には、均一な厚さの捕集層形成原料の膜(未焼成捕集層)が形成される。
【0089】
また、捕集層形成原料に「飽和溶解度の50〜100%の濃度の電解質水溶液」が含有されているため、捕集層形成原料塗工工程において、電解質膜が捕集層形成原料に溶解することを防止することができる。また、捕集層用セラミック原料の融点が、セラミック原料の融点より高いため、焼成時に、捕集層用セラミック原料が過剰に溶融することによる捕集層の単位体積あたりの細孔表面積の低下を、抑制することができる。尚、上記電解質水溶液の「飽和溶解度」は、20℃における飽和溶解度である。
【0090】
捕集層形成原料に含有される電解質は、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される1種の陽イオンとを有するものであることが好ましい(電解質を、対になるイオンで示している)。捕集層形成原料に含有される電解質としては、例えば、クエン酸、酒石酸、酢酸、クエン酸マグネシウム、酒石酸マグネシウム、酢酸マグネシウム、クエン酸アンモニウム、酒石酸アンモニウム、酢酸アンモニウム、塩化アンモニウム等を挙げることができる(電解質を、物質名で示している)。これらの中でも、クエン酸が好ましい。
【0091】
捕集層形成原料に含有される電解質水溶液の濃度は、捕集層形成原料における飽和溶解度に対して50〜100%であり、70〜100%であることが好ましく、90〜100%であることが更に好ましい。50%より小さいと、電解質膜が、捕集層形成原料に溶解し、捕集層形成原料の厚さが不均一になるため好ましくない。
【0092】
捕集層形成原料の塗工量(乾燥後の未焼成捕集層の厚さ)は、20〜120μmであることが好ましく、30〜60μmであることが更に好ましい。20μmより少ないと、捕集層が薄くなりすぎることがある。120μmより多いと、捕集層が厚くなりすぎることがある。乾燥後の未焼成捕集層の厚さは、乾燥後の未焼成捕集層の体積を、ハニカム成形体の隔壁表面のなかの「未焼成捕集層が形成された部分」の面積で、除した値である。
【0093】
捕集層形成原料に含有される捕集層用セラミック原料の融点は、セラミック原料の融点より高く、セラミック原料の融点より300〜700℃高いことが好ましい。
【0094】
捕集層形成原料に含有される捕集層用セラミック原料としては、コージェライト化原料、コージェライト、炭化珪素、ムライト、アルミナ、スピネル、チタン酸アルミニウム、窒化珪素、ジルコニア、チタニア、珪酸ジルコニウム、及びシリカからなる群から選択される少なくとも1種が好ましい。更に、ムライト、アルミナ及びスピネルからなる群から選択される少なくとも1種を含有することが好ましく、ムライト、アルミナ及びスピネルからなる群から選択される少なくとも1種であることが特に好ましい。
【0095】
捕集層用セラミック原料の比表面積は、0.8〜200m2/gであることが好ましく、3〜20m2/gであることが更に好ましく、5〜15m2/gであることが特に好ましい。200m2/gより大きいと、捕集層の単位体積当たりの細孔表面積が大きくなり過ぎて、焼成工程において捕集層にクラックが発生することがある。0.8m2/gより小さいと、捕集層の単位体積当たりの細孔表面積が小さくなり過ぎて、初期捕集効率が低下することがある。捕集層用セラミック原料の比表面積は、流動式比表面積自動測定装置(マイクロメリティックス社製、商品名:フローソーブ)にて測定した値である。
【0096】
捕集層形成原料には、捕集層用セラミック原料及び電解質水溶液以外に、造孔材、粘度調整剤等が含有されていることが好ましい。
【0097】
造孔材としては、ポリメチルメタクリレート(PMMA)、カーボン、でんぷん等を使用することができる。これらの中でも、カーボンが好ましい。造孔材の含有量は、捕集層用セラミック原料100質量部に対して5〜1000質量部であることが好ましく、10〜100質量部であることが更に好ましく、40〜80質量部であることが特に好ましい。5質量部より少ないと、初期圧力損失が高くなることがある。1000質量部より多いと、初期捕集効率が低下することがある。
【0098】
造孔材の平均粒子径は、0.5〜50μmであることが好ましく、5〜30μmであることが更に好ましく、5〜20μmであることが特に好ましい。50μmより大きいと、初期捕集効率が低下することがある。0.5μmより小さいと、初期圧力損失が高くなることがある。造孔材の平均粒子径は、レーザー回折散乱法で測定した値である。
【0099】
捕集層形成原料中の粘度調整剤としては、界面活性剤、水に不溶な微小有機繊維、又は、界面活性剤及び水に不溶な微小有機繊維の両方、であることが好ましい。
【0100】
界面活性剤としては、ポリスチレンスルホン酸塩、ポリオキシエチレンアルキル硫酸エーテル、ポリオキシエチレンアルキレンアルキルエーテル、ポリオキシエチレンジスチレン化フェニルエーテル、ポリオキシエチレントリベンジルフェニルエーテル、ナフタレンスルホン酸ホルマリン縮合物、ポリオキシエチレンソルビタンモノラウレート、ヤシ油脂肪酸アミドプロピルベタイン液等を使用することができる。
【0101】
捕集層形成原料中の界面活性剤の含有量は、捕集層用セラミック原料と造孔材の合計を100質量部としたときに、0.1〜10質量部であることが好ましく、0.5〜5質量部であることが更に好ましい。0.1質量部より少ないと、捕集層形成原料の流動性が低下し、捕集層形成原料を電解質膜の表面に塗工し難くなることがある。10質量部より多くしても、流動性は向上しないことがある。
【0102】
水に不溶な微小有機繊維としては、セルロース繊維、アラミド繊維等を使用することができる。ここで、微小有機繊維とは、柱状構造又は針状構造であって、長径(繊維の長さ(繊維長))と短径(長さ方向(長径方向)に直交する方向における長さの中で、最長となる長さ)の比率(長径/短径)が1000以上、短径の長さが0.5μm以下の繊維を意味する。微小有機繊維は、粘度調整剤として使用され、水に不溶であることが好ましい。水に不溶な微小有機繊維によって捕集層形成原料の粘度を調整することによって、捕集層の厚さを調整することができる。
【0103】
捕集層形成原料中の微小有機繊維の含有量は、捕集層用セラミック原料100質量部に対して、0.1〜1.0質量部であることが好ましく、0.2〜0.6質量部であることが更に好ましい。0.1質量部より少ないと、捕集層形成原料の厚さが薄くなることがある。1.0質量部より多いと、捕集層形成原料の厚さが厚くなることがある。
【0104】
微小有機繊維の短径は、0.01〜0.5μmであることが好ましく、0.01〜0.1μmであることが更に好ましい。0.5μmより大きいと、粘度調整の効果が十分でないことがある。0.01μmより小さいと、凝集してしまうことがある。微小有機繊維の短径は、走査型電子顕微鏡(SEM)で測定した値である。
【0105】
捕集層形成原料中に界面活性剤と微小有機繊維の両方が含有される場合には、界面活性剤と微小有機繊維の合計質量が、捕集層用セラミック原料100質量部に対して、10質量部以下であることが好ましい。
【0106】
捕集層形成原料中の水の含有量は、捕集層用セラミック原料と造孔材の合計体積を100体積部としたときに、100〜500体積部であることが好ましい。水の含有量は、上記範囲内において、電解質、セラミック原料、造孔材の種類によって、適した量を選択すればよい。水の含有量が少ないと、捕集層形成原料の粘度が高くなり、塗工し難くなることがある。水の含有量が多いと、捕集層形成原料の粘度が低くなり、捕集層の厚さを調整し難くなることがある。
【0107】
ハニカム成形体(片側目封止ハニカム成形体)の残余のセル内の未焼成隔壁母材の表面に配設された電解質層に、捕集層形成原料を付着させる方法としては、スラリー状の捕集層形成原料中にハニカムフィルタを浸漬する方法(ディップコート)や、スラリー状の捕集層形成原料をハニカムフィルタのセル中に流し込む方法が好ましい。これらの方法により、セル内の未焼成隔壁母材の表面に配設された電解質層の表面上に捕集層形成原料を均一に塗工することができる。また、捕集層形成原料を塗工する回数は、所望の厚さになる回数であることが好ましい。捕集層形成原料を塗工する回数は、1回であってもよいし、複数回であってもよいが、1〜3回が好ましい。
【0108】
また、捕集層形成原料を、電解質層の表面に塗工した後には、捕集層形成原料(未焼成捕集層)を乾燥させることが好ましい。乾燥させる際の温度は、60〜150℃が好ましく、80〜120℃が更に好ましく、80〜100℃が特に好ましい。150℃より高いと、電解質膜が溶融することがある。60℃より低いと、水分を蒸発させるのに時間がかかることがある。乾燥時間は、特に限定されないが、0.5〜2時間程度で乾燥させることが好ましい。
【0109】
捕集層形成原料は、流入セル内の未焼成隔壁母材(電解質層)の表面の30%以上の範囲に塗工されることが好ましく、50%以上の範囲に塗工されることが更に好ましく、100%の範囲に塗工されることが特に好ましい。これにより、得られるハニカムフィルタにおいて、捕集層13を、流入セル2a内の隔壁母材1の表面の所望の範囲(30%以上が好ましく、50%以上が更に好ましく、100%が特に好ましい)とすることができる。
【0110】
(2−6)第2目封止工程;
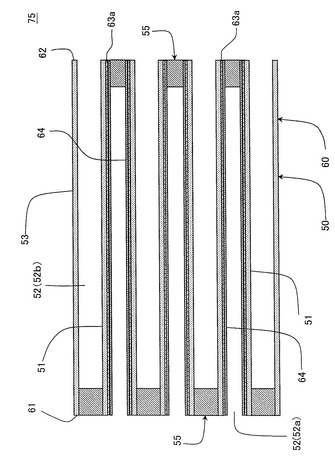
次に、図13に示すように、ハニカム成形体50の、流体の流出側の端面62における残余のセル(流入セル52a)の開口部に、目封止部55を配設する(第2目封止工程)。これにより、未焼成捕集層付ハニカム成形体75が得られる。
【0111】
第2目封止工程においては、第1目封止工程と同様の方法で、未焼成捕集層付片側目封止ハニカム成形体73(図11を参照)の流出側の端面62側に、目封止部55を形成することが好ましい。
【0112】
(2−7)焼成工程;
次に、電解質膜及び捕集層形成原料が塗工されたハニカム成形体(未焼成捕集層付ハニカム成形体)を焼成して、上記本発明のハニカムフィルタの一実施形態であるハニカムフィルタ100(図1〜3を参照)を作製する(焼成工程)。焼成工程においては、加熱により、「電解質膜が、溶融、揮発(一部、分解して揮発する場合もある。)するとともに、未焼成捕集層が、焼成されながら隔壁母材方向に広がるように変形し」、図2、図3Aに示すように、捕集層13が、隔壁母材1に直接配設された状態となる。このとき、電解質層は、消失している。これにより、ハニカムフィルタの隔壁母材の表面に、均一な厚さの捕集層が形成される。これは、電解質膜の表面に形成された「均一な厚さの未焼成捕集層」が、隔壁母材(焼成後)に密着するように変形することにより、得られた捕集層も均一な厚さとなるためである。
【0113】
焼成工程においては、上記のように、電解質膜が加熱により消失し、未焼成捕集層が焼成されて捕集層になるとともに、ハニカム成形体及び目封止部が焼成されて、ハニカム基材と目封止部と捕集層とを備えたハニカムフィルタが得られる。尚、ハニカム成形体(未焼成捕集層付ハニカム成形体)の焼成は、電解質膜の表面に捕集層形成原料を塗工した後に行う。
【0114】
焼成工程においては、ハニカム成形体(未焼成捕集層付ハニカム成形体)を本焼成(高温による焼成)する前に、そのハニカム成形体(未焼成捕集層付ハニカム成形体)を仮焼(低温による焼成)することが好ましい。仮焼は、脱脂のために行うものであり、その方法は、特に限定されるものではなく、未焼成捕集層付ハニカム成形体に含有される有機物(有機バインダ、界面活性剤、造孔材等)を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度、造孔材の燃焼温度は200〜800℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、3〜100時間程度加熱することが好ましい。このように、焼成工程において、仮焼を行う場合には、仮焼のときに電解質膜の溶融、揮発が生じ、未焼成捕集層が未焼成隔壁母材に密着するように変形する。
【0115】
ハニカム成形体(未焼成捕集層付ハニカム成形体)の本焼成は、仮焼した未焼成捕集層付ハニカム成形体を構成する成形原料等を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料等の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、ハニカム成形体の成形原料としてコージェライト化原料を使用している場合には、焼成温度は、1410〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、4〜8時間が好ましい。仮焼、本焼成を行う装置は、特に限定されないが、電気炉、ガス炉等を用いることができる。
【実施例】
【0116】
以下、本発明のハニカムフィルタ及びその製造方法を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0117】
(実施例1)
セラミック原料として、コージェライト化原料(タルク、カオリン及びアルミナ)を用いた。タルク、カオリン及びアルミナの質量比は、焼成後、コージェライトが得られる質量比とした。セラミック原料100質量部に対して、バインダー(メチルセルロース)4質量部、水35質量部を混合してセラミック成形原料を得た。得られたセラミック成形原料を、ニーダーを用いて混練して、坏土を得た。得られた坏土を、真空押出成形機を用いて成形し、ハニカム成形体を得た。得られたハニカム成形体は、隔壁厚さが300μmであり、セル密度が48セル/cm2であり、全体形状が円筒形(端面の直径が40mm、セルの延びる方向における長さが30mm)であった。セルの延びる方向に直交する断面において、セルの形状は正方形であった。また、セルの「セルの延びる方向(長手方向)に直交する」断面の面積は1.31mm2であった。得られたハニカム成形体を、マイクロ波及び熱風で乾燥させた。
【0118】
次に、ハニカム成形体の一方の端面(流入側の端面)における複数のセル開口部の中の一部に、マスクを施した。このとき、マスクを施したセルとマスクを施さないセルとが交互に並ぶようにした。そして、マスクを施した側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して、マスクが施されていないセルの開口部に目封止スラリーを充填した。これにより、片側目封止ハニカム成形体を得た。
【0119】
次に、93gの水に、134gのクエン酸を添加して、撹拌し、クエン酸水溶液(電解質水溶液)を得た。クエン酸の含有量は、20℃における飽和溶解度の93%であった。
【0120】
次に、クエン酸水溶液を、片側目封止ハニカム成形体の目封止部が配設されていないセル内の未焼成隔壁母材の表面に塗工した(付着させた)。塗工方法は、以下の通りとした。片側目封止ハニカム成形体を、目封止部を形成した側の端部から、クエン酸水溶液内に浸漬し、ハニカム成形体にクエン酸水溶液をディップコートした。このとき、クエン酸水溶液が流入セル(目封止部が配設されていないセル)内の隔壁全体に塗工されるように、片側目封止ハニカム成形体の全体をクエン酸水溶液内に浸漬した。尚、片側目封止ハニカム成形体の流出側の端面(目封止部を形成していない側の端面)だけは、クエン酸水溶液に接触しないようにした。その後、80℃で乾燥させた。これにより、電解質膜が配設された片側目封止ハニカム成形体を得た。尚、クエン酸の塗工操作の回数は、一回とした。乾燥後の電解質膜の厚さは10μmであった。
【0121】
次に、比表面積7m2/gのアルミナ粒子15g、平均粒子径10μmのグラファイト(造孔剤)78g、ポリスチレンスルホン酸塩2g、クエン酸134g及び水93gを、ホモジナイザーで混合し、スラリー状の捕集層形成原料を調合した。クエン酸の含有量は、20℃における飽和溶解度の93%であった。また、捕集層形成原料の体積に対する、捕集層用セラミック原料(アルミナ粒子)と造孔材(グラファイト)の合計体積の比率は、18体積%であった。
【0122】
次に、「電解質膜が配設された片側目封止ハニカム成形体」を、目封止部を形成した側の端部から、捕集層形成原料内に浸漬し、「電解質膜が配設された片側目封止ハニカム成形体」に捕集層形成原料をディップコートした。このとき、捕集層形成原料が流入セル内の隔壁全体に塗工されるように、「電解質膜が配設された片側目封止ハニカム成形体」の全体を捕集層形成原料内に浸漬した。尚、「電解質膜が配設された片側目封止ハニカム成形体」の流出側の端面(目封止部を形成していない側の端面)だけは、捕集層形成原料に接触しないようにした。その後、80℃で乾燥させた。その後、上記「ディップコート」から「乾燥」までの操作をもう一度繰り返した。つまり、捕集層形成原料の塗工回数を2回とした。これにより、未焼成捕集層付片側目封止ハニカム成形体を得た。乾燥後の未焼成捕集層の厚さは、30μmであった。
【0123】
次に、ハニカム成形体の一方の端面(流入側の端面)に目封止部を形成した方法と同様の方法で、ハニカム成形体(未焼成捕集層付片側目封止ハニカム成形体)の他方の端面(流出側の端面)のセル開口部についても、目封止スラリーを充填した。これにより、得られるハニカムフィルタの両端面が、セルの開口部と目封止部とが交互に並んで市松模様が形成された状態になった。その後、目封止スラリーが充填されたハニカム成形体を乾燥した。これにより、未焼成捕集層付ハニカム成形体を得た。
【0124】
次に、未焼成捕集層付ハニカム成形体について、450℃で5時間加熱することにより脱脂を行い、更に、1425℃で7時間加熱することにより焼成を行い、ハニカムフィルタを得た。
【0125】
得られたハニカムフィルタについて、以下に示す方法で、「捕集層の厚さ」、「細孔表面積比(捕集層/隔壁母材)」、「深層比率(深層厚さ/隔壁厚さ)」、「初期圧損」及び「200nm以下のPM初期捕集効率」を測定した。結果を表1に示す。表1において、「捕集層の角部の膜厚」は、「捕集層の、セルの角部に位置する部分の厚さ」のことである。また、「捕集層の辺の中央部の膜厚」は、「捕集層の、セルの辺の中央部に位置する部分の厚さ」のことである。また、「「角部」/「辺の中央部」」は、「捕集層の、セルの角部に位置する部分の厚さ」を「捕集層の、セルの辺の中央部に位置する部分の厚さ」で除した値であり、これは、「捕集層の、セルの角部に位置する部分の厚さ」が、「捕集層の、セルの辺の中央部に位置する部分の厚さ」の何倍であるかを示している。また、「セルの断面」は、セルの延びる方向に直交する断面を意味する。また、「電解質水溶液」及び「捕集層形成原料」の「溶解度」は、飽和溶解度を100%としたときの、比率を示す。また、「細孔表面積比(捕集層/隔壁母材)」は、捕集層の単位体積あたりの細孔表面積を、隔壁母材の単位体積あたりの細孔表面積で除した値を示す。また、「深層比率(深層厚さ/隔壁厚さ)」は、隔壁母材の細孔内に侵入している部分(深層22(図4を参照))の厚さを、隔壁の厚さで除して、100倍した値(%)である。
【0126】
(捕集層の厚さ)
「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」を、以下の方法で求める。まず、ハニカムフィルタを樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタの隔壁の細孔を樹脂で埋め、当該ハニカムフィルタの、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。SEM画像は、倍率200倍、960×1280ピクセルの画像とする。得られたSEM画像を用いて、「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」を測定する。「捕集層の「セルの角部に位置する部分」の厚さ」の測定は、任意に選択した4のセルのそれぞれの4つの角部について行う(16箇所)。また、「捕集層の「セルの辺の中央部に位置する部分」の厚さ」の測定は、任意に選択した4のセルのそれぞれの4つの辺について行う(16箇所)。「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」は、測定した16箇所の平均値とする。
【0127】
(細孔表面積比)
ハニカムフィルタを樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタの隔壁の細孔を樹脂で埋め、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。得られたSEM画像における隔壁を、画像上において(画像解析によって)、隔壁中央部(厚さ方向における中央部)から表層にかけて5μm幅で分割し、各「分割部分(分割領域)」毎に、以下の処理を行う(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。画像解析ソフト(Media Cybernetics社製Image−Pro Plus 6.2J)を用いて、各分割部分の隔壁表面の周囲長と面積を測定する。「周囲長/面積」をその分割部分の単位体積当たりの細孔表面積とする。ここで、「周囲長」とは、各「分割部分」において、材料が存在する部分と、材料が存在しない部分(細孔)とを識別し、材料が存在する部分と細孔との境界線の長さを全て足し合わせた長さである。最も表面に近い分割部分の単位体積当たりの細孔表面積を、「捕集層」の単位体積当たりの細孔表面積とし、隔壁中央部の分割部分の単位体積当たりの細孔表面積を、「隔壁母材」の単位体積当たりの細孔表面積とする。そして、得られた「捕集層の単位体積当たりの細孔表面積」を「隔壁母材の単位体積当たりの細孔表面積」で除した値を、「細孔表面積比」とする。各細孔表面積の測定は、隔壁における「セルの一辺の中央部に位置する」部分で行う。また、SEM画像は3700μm2の範囲で取得し、当該範囲において解析を行った。
【0128】
(深層比率)
上述した「隔壁23における、「捕集層13の表層21と、捕集層13の深層22との境界部分」、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」を特定する方法」と、同様の方法により、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さD1、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さD2を求める(図4を参照)。そして、D2からD1を差し引いた値を「深層の厚さ」とする。また、隔壁の厚さの測定方法は、上記「細孔表面積比」の測定方法の場合と同様にして、隔壁の細孔を樹脂で埋めてSEM画像を取得し、当該SEM(走査型電子顕微鏡)画像より厚さを求める方法とする。そして、得られた「深層の厚さ」を「隔壁の厚さ」で除して、100倍することにより「深層比率(%)」を求める。「深層の厚さ」及び「隔壁の厚さ」の測定は、隔壁における「セルの一辺の中央部に位置する」部分で行う。また、SEM画像は3700μm2の範囲で取得し、当該範囲において解析を行った。
【0129】
(初期圧損)
各実施例、比較例と同条件で作製した「乾燥後のハニカム成形体」から、30mm×30mm×30mmの立方体(「一の面」に、セルの一方の端部側の開口部が形成され、上記「一の面」に平行な「他の面」に、セルの他方の端部側の開口部が形成された「立方体」)を切り出す。そして、切り出した立方体を用いて、各実施例、比較例と同じ方法でハニカムフィルタを作製する。得られたハニカムフィルタを、各実施例、比較例のハニカムフィルタについての評価用試料とする。得られた評価用試料を、セルが開口する「一の面」が「ガスの流入側の面」になるように、「PM捕集効率測定装置」に装着する。
【0130】
PM捕集効率測定装置は、評価試料が装着される本体を備え、本体の上流側にPM発生装置を配設し、このPM発生装置で発生させたPMを、本体に供給するように構成されている。評価試料は、本体の内部を上流側と下流側に仕切る(区画)するように装着される。また、上記本体には、評価試料の上流側及び下流側に計測孔が穿設されている。この計測孔により、評価試料の上流側と下流側の圧力をそれぞれ計測することができる。また、上記本体には、評価試料の上流側に入口PM測定部が取り付けられており、評価試料の下流側に出口PM測定部が取り付けられている。
【0131】
初期圧損(kPa)を測定する際には、PMを発生させない状態で、空気を本体に供給する。具体的には、PMを含有しない空気を、本体に供給し、評価試料を通過させる。このとき、PMを含有しない空気が評価試料を透過するときの流速(透過流速)が、1リットル/分以上、10リットル/分以下の任意の点となるように調整する。そして、上流側の計測孔で測定した圧力と、下流側の計測孔で測定した圧力との差を、初期圧損(初期圧力損失)とする。
【0132】
(200nm以下のPM初期捕集効率)
上記「初期圧損」の測定と同様にして、PM捕集効率測定装置を用いて、評価試料に、PMを含有する空気を透過させる。そして、評価試料にPMが堆積し始めてから150秒の間、入口PM測定部及び出口PM測定部でPMの量(積算値)を測定する。ここで、入口PM測定部及び出口PM測定部でPMを測定する際には、粒子径200nm以下のPMのみを測定対象とする。そして、入口PM測定部で測定したPM量(積算値)に対する、出口PM測定部で測定したPM量(積算値)の比率を算出し、得られた値を1から差し引いた値を「200nm以下のPM初期捕集効率」とする。
【0133】
【表1】

【0134】
(実施例2〜7、比較例1,2)
各条件を表1に示すように変更した以外は、実施例1と同様にしてハニカムフィルタを作製した。実施例1の場合と同様の評価を行った。結果を表1に示す。
【0135】
表1より、実施例1〜7のハニカムフィルタは、「「角部」/「辺の中央部」」の値が1.4〜2.9であるため、初期圧損及び「200nm以下のPM初期捕集効率」の両方の結果が良好であることがわかる。これにより、「捕集層の「セルの角部に位置する部分」の厚さ」が、「捕集層の「セルの辺の中央部に位置する部分」の厚さ」の1〜3倍であることにより、初期圧損及び「200nm以下のPM初期捕集効率」の両方の結果が良好になることがわかる。
【0136】
また、実施例1のハニカムフィルタと比較例1のハニカムフィルタとを比較すると、初期圧損の値がほぼ同じであるのに対し、「200nm以下のPM初期捕集効率」の値は、実施例1のハニカムフィルタのほうが高い値を示していることがわかる。また、実施例2や実施例4のハニカムフィルタと、比較例2のハニカムフィルタとを比較しても、初期圧損の値がほぼ同じであるのに対し、「200nm以下のPM初期捕集効率」の値は、実施例2や実施例4のハニカムフィルタのほうが高い値を示していることがわかる。また、実施例5のハニカムフィルタは、「捕集層の辺の中央部の膜厚」が38μmと厚いため、「初期圧損」が、他の実施例と比較して相対的に高くなっていることがわかる。また、実施例4のハニカムフィルタは、「捕集層の辺の中央部の膜厚」が5μmと薄いため、「200nm以下のPM初期捕集効率」が、他の実施例と比較して相対的に低くなっていることがわかる。
【産業上の利用可能性】
【0137】
本発明のハニカムフィルタは、ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスを浄化するためのフィルタとして好適に利用することができる。また、本発明のハニカムフィルタの製造方法は、このようなハニカムフィルタの製造に好適に利用することができる。
【符号の説明】
【0138】
1:隔壁母材、2:セル、2a:流入セル、2b:流出セル、3:外周壁、4:ハニカム基材、5:目封止部、11:流入側の端面、12:流出側の端面、13:捕集層、21:表層、22:深層、23:隔壁、50:ハニカム成形体、51:未焼成隔壁母材、52:セル、52a:流入セル、52b:流出セル、53:外周壁、55:目封止部、60:片側目封止ハニカム成形体、61:流入側の端面、62:流出側の端面、63:電解質水溶液膜、63a:電解質膜、64:未焼成捕集層、70:電解質水溶液膜付片側目封止ハニカム成形体、73:未焼成捕集層付片側目封止ハニカム成形体、75:未焼成捕集層付ハニカム成形体、100:ハニカムフィルタ、α,β,γ:直線、C:中央部、D1,D2:深さ、Y:辺(一辺)。
【技術分野】
【0001】
本発明は、ハニカムフィルタ及びその製造方法に関し、更に詳しくは、初期圧力損失の増加を抑制することができ、かつ、粒子状物質の初期捕集効率が高いハニカムフィルタ、及びそのようなハニカムフィルタを製造することができるハニカムフィルタの製造方法に関する。
【背景技術】
【0002】
ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスには、煤(soot)を主体とする粒子状物質(パティキュレートマター(PM))が、多量に含まれている。このPMがそのまま大気中に放出されると、環境汚染を引き起こすため、排出ガスの排気系には、PMを捕集するためのディーゼルパティキュレートフィルタ(DPF)が搭載されている。
【0003】
このようなDPFとしては、例えば、「流体(排ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを備え、流体(排ガス)の流入側の端面における所定のセルの開口部と、流体(浄化ガス)の流出側の端面における残余のセルの開口部に目封止部を有する」ハニカムフィルタが用いられている。
【0004】
このようなハニカムフィルタを用いて排ガス中のPMを捕集する場合、PMが多孔質の隔壁の内部に侵入して、隔壁の細孔を閉塞させ、圧力損失(圧損)が急激に増加することがあるという問題があった。
【0005】
このような圧損の増加を抑制するため、隔壁の表面に、PMを捕集するための捕集層を設け、その捕集層によって、隔壁内部へのPMの侵入を防ごうとするフィルタが提案されている(例えば、非特許文献1を参照)。
【0006】
従来、自動車の排ガス規制においては、PMの質量による規制が行われていたが、近年、PMの個数規制の導入が検討されている。その場合、粒子径の小さいPMを確実に捕集することが必要となる。粒子径の小さいPMは主に拡散によって、フィルタ内に存在する細孔表面に捕集されることが知られている(例えば、非特許文献2を参照)。
【0007】
従来、捕集層を有するハニカムフィルタを作製する際には、捕集層形成用スラリー(捕集層形成原料)中にハニカムフィルタを浸漬したり、捕集層形成用スラリーをハニカムフィルタのセル中に流し込んだりすることにより、多孔質の隔壁(隔壁母材)に捕集層形成用スラリーを塗布し、焼成することにより捕集層を形成していた。そして、隔壁の表面に、この多孔質の隔壁よりも細孔径が小さくかつ厚みが薄い多孔質膜を形成する場合には、多孔質膜を構成するセラミックス粒子の粒子径を隔壁の細孔径よりも小さくする必要があった。しかし、この方法では、捕集層形成用スラリーがハニカムフィルタの隔壁(隔壁母材)の細孔内に浸入し、得られたハニカムフィルタに排ガスを流通させる際の初期圧力損失(初期圧損)が高くなるという問題があった。
【0008】
更に、コージェライトやチタン酸アルミニウムなどからなるハニカムフィルタ等の場合、ハニカムフィルタ等に形成されたマイクロクラックにスラリーが浸入し、得られたハニカムフィルタ等の熱膨張率が高くなるという問題があった。
【0009】
これに対し、多孔質支持体の気孔に「後で除去することが可能な物質」を充填することにより、当該気孔を塞いだ後、多孔質支持体の表面に粒子径の小さいセラミックス粒子を含むスラリーを塗布する方法が提案されている(例えば、特許文献1〜3を参照)。上記「後で除去することが可能な物質」としては、例えば、可燃性物質を挙げることができる(特許文献1)。可燃性物質を用いた場合にはこの可燃性物質は、後の焼成工程により燃焼除去することができる。また、上記「後で除去することが可能な物質」としては、例えば、水やアルコールを挙げることができる(特許文献2、3)。水やアルコールを用いた場合には、スラリーを塗布した後に、乾燥することにより、これら水やアルコールを除去することができる。
【0010】
また、アルミナやジルコニア等の酸化物を主成分とした微粒子を用いて、多孔質支持体の表面に、セラミックス多孔質膜(捕集層)を形成する方法が提案されている(例えば、特許文献4を参照)。具体的には、「平均一次粒子径、タップかさ(嵩)密度及び塗料中の平均二次粒子径(分散媒中に分散させたときの平均二次粒子径)」が制御された「酸化物を主成分とする微粒子」と、水を主成分とする分散媒とを含有し、粘度が2mPa・s以上かつ1000mPa・s以下に制御された多孔質膜形成用塗料を用いて、多孔質セラミックスからなる多孔質支持体の表面にセラミックスの多孔質膜を形成する方法である。
【0011】
更に、ハニカム成形体に、ハニカム成形体と同一の材料に造孔材及び水を更に添加して作製した捕集層形成用スラリーを、噴霧することにより、ハニカム成形体の隔壁に捕集層形成用スラリーを堆積させ、その後、乾燥及び焼成することによって、ハニカム成形体に捕集層を設ける方法が提案されている(例えば、特許文献5を参照)。
【0012】
更に、多孔質の隔壁の細孔径よりも長い無機繊維状材料とシリカ又はアルミナを主成分とする接着材料からなるスラリーを、隔壁の表面に堆積させ、その後、乾燥及び焼成することによって、隔壁の表層に多孔質膜(捕集層)を形成する方法が提案されている(例えば、特許文献5を参照)。
【0013】
一方、上記のように、捕集層形成用スラリー(捕集層形成原料)中にハニカムフィルタを浸漬したり、捕集層形成用スラリーをハニカムフィルタのセル中に流し込んだりすることにより、多孔質の隔壁(隔壁母材)に捕集層形成用スラリーを塗布する場合、セルの角部(セルの延びる方向に直交する断面における、セルの角部)に捕集層形成用スラリーが多く堆積し、得られた捕集層の膜厚が不均一になるという問題があった。
【0014】
このような問題は、精密濾過や限外濾過に用いられるモノリス型セラミックフィルターの製造において、支持体のセル壁表面に濾過膜を形成するときにも生じている。これに対し、セルの角部を面取りしたり円弧状に形成したりして、濾過膜の厚さを均一にしようとする方法が提案されている(例えば、特許文献6を参照)。但し、精密濾過や限外濾過に用いられるモノリス型セラミックフィルター(液体濾過用フィルター)は、排ガス中の粒子状物質を捕集するハニカムフィルタ(ガス濾過用フィルター)とは、技術分野が全く異なるものである。そのため、精密濾過や限外濾過に用いられるモノリス型セラミックフィルターの技術を、排ガス中の粒子状物質を捕集するハニカムフィルタに直ちに適用することはできない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開平1−274815号公報
【特許文献2】特公昭63−66566号公報
【特許文献3】特開2000−288324号公報
【特許文献4】特開2010−95399号公報
【特許文献5】国際公開第2008/136232号パンフレット
【特許文献6】特開平7−124428号公報
【非特許文献】
【0016】
【非特許文献1】SAEテクニカルペーパー、2008−01−0618、米国自動車技術者協会、2008年発行(SAE Technical Paper 2008−01−0618、Society of Automotive Engineers(2008))
【非特許文献2】SAEテクニカルペーパー、2007−01−0921、米国自動車技術者協会、2007年発行(SAE Technical Paper 2007−01−0921、Society of Automotive Engineers(2007))
【発明の概要】
【発明が解決しようとする課題】
【0017】
上記特許文献1〜4に記載の製造方法では、多孔質支持体(隔壁)の細孔内に捕集層形成用スラリーが浸入し難くはなるが、その浸入量を確実に抑制することは困難であった。
【0018】
上記特許文献5に記載の製造方法で用いられたような無機繊維材料は、地域によっては法規制対象物質となっており、一般にも、使用しないことが望まれている。
【0019】
上記特許文献5に記載の製造方法では、ハニカムフィルタの隔壁(隔壁母材)の材質と捕集層の材質とが同じであるため、焼成時には隔壁母材と捕集層とが同じ温度で焼結し、捕集層の細孔が小さくなることがあった。また、スラリーを隔壁母材にディップコートする場合と比較して、スラリーを隔壁母材に噴霧して堆積させる場合には、均一な厚さの捕集層を形成し難くなる傾向があった。
【0020】
また、上記特許文献6に記載のモノリス型セラミックフィルターの技術を、仮に、そのまま排ガス中の粒子状物質を捕集するハニカムフィルタに適用したとすると、セルの角部が円弧状等に形成されるため、セルの断面積(セルの延びる方向に直交する断面における、セルの面積)が、相対的に小さくなり、圧力損失が増大するという問題が生じる。
【0021】
本発明は、上述した問題に鑑みてなされたものであり、圧力損失を低減することができるとともに捕集効率を向上させることができるハニカムフィルタ、及びそのようなハニカムフィルタを製造することができるハニカムフィルタの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0022】
上記課題を解決するため、本発明は、以下のハニカムフィルタ及びハニカムフィルタの製造方法を提供する。
【0023】
[1] 流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、前記残余のセル内の前記隔壁母材の表面に配設された多孔質の捕集層とを備え、前記セルの延びる方向に直交する断面において、前記セルの形状が長方形であり、前記捕集層の、前記セルの角部に位置する部分の厚さが、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【0024】
[2] 前記セルの延びる方向に直交する断面において、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さが、10〜30μmである[1]に記載のハニカムフィルタ。
【0025】
[3] 前記セルの延びる方向に直交する断面において、前記セルの面積が0.8〜3.0mm2である[1]又は[2]に記載のハニカムフィルタ。
【0026】
[4] 前記隔壁母材の材質がコージェライトであり、前記捕集層の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものである[1]〜[3]のいずれかに記載のハニカムフィルタ。
【0027】
[5] セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、前記ハニカム成形体の、前記一方の端面である流体の流入側の端面における所定の前記セルの開口部に、目封止部を配設する第1目封止工程と、前記ハニカム成形体の、目封止部が配設されていない残余の前記セル内の前記未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を付着させる電解質水溶液塗工工程と、前記電解質水溶液を乾燥させて、前記セル内の前記未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、前記未焼成隔壁母材の表面に形成された前記電解質膜の表面に、「前記セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる捕集層形成原料塗工工程と、前記ハニカム成形体の、前記他方の端面である流体の流出側の端面における前記残余のセルの開口部に、目封止部を配設する第2目封止工程と、前記電解質膜及び前記捕集層形成原料が塗工された前記ハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するハニカムフィルタの製造方法。
【0028】
[6] 前記電解質水溶液に、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されている[5]に記載のハニカムフィルタの製造方法。
【発明の効果】
【0029】
本発明のハニカムフィルタによれば、セルの延びる方向に直交する断面において、捕集層の、「セルの角部に位置する部分」の厚さが、捕集層の、「セルの辺の中央部に位置する部分」の厚さの1〜3倍であるため、捕集層全体をガスが透過するようになり(捕集層の一部だけをガスが透過するということが防止され)、圧力損失を低減することができるとともに捕集効率を向上させることができる。
【0030】
本発明のハニカムフィルタの製造方法によれば、ハニカム成形体の残余のセル内の未焼成隔壁母材の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させ、当該電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成し、当該電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液」を含有する捕集層形成原料を付着させ、その後に焼成するため、焼成時に電解質膜が消失して捕集層が隔壁母材に直接接触した状態になることにより、捕集層の「セルの角部に位置する部分」の厚さが、捕集層の「セルの辺の中央部に位置する部分」の厚さの1〜3倍のハニカムフィルタ(隔壁母材表面に捕集層を備えたハニカムフィルタ)を得ることができる。
【図面の簡単な説明】
【0031】
【図1】本発明のハニカムフィルタの一実施形態を模式的に示す斜視図である。
【図2】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に平行な断面を示す模式図である。
【図3A】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図3B】本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図4】本発明のハニカムフィルタの一実施形態の、隔壁の断面を拡大して示す模式図である。
【図5】本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体を模式的に示す斜視図である。
【図6】本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図7】本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体を模式的に示す斜視図である。
【図8】本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図9】本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図10】本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図11】本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【図12】本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【図13】本発明のハニカムフィルタの製造方法の一実施形態の第2目封止工程において作製される未焼成捕集層付ハニカム成形体の、セルの延びる方向に平行な断面を示す模式図である。
【発明を実施するための形態】
【0032】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0033】
(1)ハニカムフィルタ:
図1〜図3Aに示すように、本発明のハニカムフィルタの一実施形態(ハニカムフィルタ100)は、流体の流路となる一方の端面から他方の端面まで延びる複数のセル2を区画形成する多孔質の隔壁母材1を有するハニカム基材4と、上記一方の端面である流体の流入側の端面11における所定のセル2(流出セル2b)の開口部及び上記他方の端面である流体の流出側の端面12における残余のセル2(流入セル2a)の開口部に配設された目封止部5と、残余のセル内の隔壁母材1の表面に配設された多孔質の捕集層13とを備え、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、捕集層13の「セル2の角部に位置する部分の厚さ」が、捕集層13の「セル2の辺の中央部に位置する部分の厚さ」の1〜3倍である。尚、捕集層13は、流出セル2b内の隔壁母材1の表面にも配設されていてもよい。また、ハニカム基材の「端面」というときは、セルが開口する面のことを意味する。また、隔壁母材1に捕集層13が配設されたものを、隔壁23とする。つまり、隔壁母材1と捕集層13とを合わせたものが隔壁23である。図1は、本発明のハニカムフィルタの一実施形態を模式的に示す斜視図である。図2は、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に平行な断面を示す模式図である。図3Aは、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0034】
本実施形態のハニカムフィルタ100は、このように、セルの延びる方向に直交する断面において、「セル2の形状が長方形であり、且つ、捕集層の「セルの角部に位置する部分の厚さ」が、捕集層の「セルの辺の中央部に位置する部分の厚さ」の1〜3倍である」ため、捕集層の厚さが、ほぼ均一であるということができ、捕集層全体をガスが透過するようになり(捕集層の一部だけをガスが透過する、ということが防止され)、圧力損失を低減することができるとともに捕集効率を向上させることができる。ここで、捕集層の「セルの角部に位置する部分の厚さ」とは、図3Bに示すように、「各辺(正方形Xの各辺)が、セル2の各辺に平行な状態」でセル2の角部に位置するとともに、捕集層13に内接する「正方形X」の、一辺の長さT1のことである。捕集層の「セルの角部に位置する部分の厚さ」は、通常、捕集層13の最も厚い部分の厚さである。また、捕集層の「セルの辺の中央部に位置する部分の厚さ」とは、図3Bに示すように、セル2の一辺Yの中央部Cにおける捕集層13の厚さT2のことである。捕集層の「セルの辺の中央部に位置する部分の厚さ」は、通常、捕集層13の最も薄い部分の厚さである。図3Bは、本発明のハニカムフィルタの一実施形態の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0035】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の1〜3倍であり、1.4〜2.3倍が好ましく、1.4〜2.0倍が更に好ましく、1.4〜1.6倍が特に好ましい。尚、圧力損失及び捕集効率の観点からは、捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の「1倍」に近いほど好ましいが、実際の製造においては、1.4倍程度が下限値となる。捕集層13の「セルの角部に位置する部分の厚さ(膜厚)」が、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」の3倍より厚いと、捕集層の厚さが不均一であるということができ、捕集層の薄い部分に集中的にガスが流れるため、好ましくない。つまり、捕集層の薄い部分に集中的にガスが流れることにより、当該薄い部分のガスの流速が局所的に大きくなり、その結果、圧力損失が大きくなるため好ましくない。更に、ガスの流速が局所的に大きくなることにより、拡散によって捕集される割合が低下し、捕集効率が低下するため好ましくない。捕集層の厚さは、セルの延びる方向に直交する断面を、SEM(走査型電子顕微鏡)画像を用いて測定した値である。
【0036】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、正方形であることが好ましい。尚、長方形のセルの4つの角部は、頂点を形成していてもよいし、曲線状に形成されていてもよい。角部が曲線状に形成されている場合、曲率半径は、0.1mm以下であることが好ましい。ここで、曲率半径0mmの角部が、頂点であるとする。
【0037】
本実施形態のハニカムフィルタ100においては、セルの延びる方向に直交する断面において、捕集層13の「セルの辺の中央部に位置する部分の厚さ(膜厚)」が、10〜30μmであることが好ましく、15〜30μmであることが更に好ましく、20〜30μmであることが特に好ましい。10μmより薄いと、捕集効率が低下することがある。30μmより厚いと、捕集効率があまり向上せず、圧力損失が増大することがある。
【0038】
セルの延びる方向に直交する断面において、セルの面積(セルの断面積)が0.8〜3.0mm2であることが好ましく、1.2〜2.2mm2であることが更に好ましく、1.3〜1.5mm2であることが特に好ましい。セルの断面積が0.8mm2より小さいと、排ガス中の粒子状物質が詰まることがあり、また、圧力損失が大きくなることがある。また、セルの断面積が3.0mm2より大きいと、粒子状物質を捕集する隔壁の面積が小さくなり、PMを捕集した際に、圧力損失が大きくなることがある。
【0039】
本実施形態のハニカムフィルタ100においては、捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より高いことが好ましく、捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より300〜700℃高いことが更に好ましい。捕集層13を構成する材料の融点が、隔壁母材1を構成する材料の融点より高いことにより、ハニカムフィルタを製造する過程において、隔壁母材及び捕集層を焼成により形成するときに捕集層の原料が溶融することを防止でき、捕集層の単位体積当たりの細孔表面積が小さく形成されることを抑制することができる。
【0040】
本実施形態のハニカムフィルタ100においては、捕集層13の単位体積当たりの細孔表面積が、隔壁母材1の単位体積当たりの細孔表面積の2.0倍以上であることが好ましく、9〜50倍であることが更に好ましく、30〜50倍であることが特に好ましい。捕集層13の単位体積当たりの細孔表面積が、隔壁母材1の単位体積当たりの細孔表面積の2.0倍以上であると、PM初期捕集効率を高くすることができる。ここで、「細孔表面積」とは、細孔内の壁面(細孔内に露出する隔壁の表面)の面積を意味する。また、「単位体積当たりの細孔表面積」とは、単位体積中に存在する全ての細孔の「細孔表面積」の合計値を意味する。「単位体積当たりの細孔表面積」を測定する方法は、以下の通りである。ハニカムフィルタ100を樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタ100の隔壁の細孔を樹脂で埋め、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。得られたSEM画像における隔壁を、画像上において(画像解析によって)、隔壁中央部(厚さ方向における中央部)から表層にかけて5μm幅で分割し、各「分割部分(分割領域)」毎に、以下の処理を行う(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。画像解析ソフト(Media Cybernetics社製Image−Pro Plus 6.2J)を用いて、各分割部分の隔壁表面の周囲長と面積を測定する。「周囲長/面積」をその分割部分の単位体積当たりの細孔表面積とする。ここで、「周囲長」とは、各「分割部分」において、材料が存在する部分と、材料が存在しない部分(細孔)とを識別し、材料が存在する部分と細孔との境界線の長さを全て足し合わせた長さである。最も表面に近い分割部分の単位体積当たりの細孔表面積を、捕集層13の単位体積当たりの細孔表面積とし、隔壁中央部の分割部分の単位体積当たりの細孔表面積を、隔壁母材1の単位体積当たりの細孔表面積とする。
【0041】
本実施形態のハニカムフィルタ100においては、捕集層13における、隔壁母材1の細孔内に侵入している部分(深層22(図4を参照))の厚さが、隔壁23の厚さの6%以下であり、3%以下であることが好ましく、1%以下であることが更に好ましい。このように、深層22(図4を参照))の厚さが、隔壁23の厚さの6%以下であることにより、初期圧力損失の増加を抑制することができる。深層22(図4を参照))の厚さは薄いほど好ましいが、0.1%程度が下限値となる。隔壁23の厚さは、隔壁断面のSEM(走査型電子顕微鏡)画像により測定した値である。
【0042】
本実施形態のハニカムフィルタ100は、図4に示されるように、隔壁23が、隔壁母材1と捕集層13とから構成されている。そして、捕集層13は、隔壁母材1の表面より外側に位置する表層21と、隔壁母材1の表面より内側(細孔内)に位置する深層22とから構成されている。図4は、本発明のハニカムフィルタの一実施形態の、隔壁23の断面を拡大して示す模式図である。また、図4において、隔壁23の横(紙面左側)に記載されているグラフは、y軸に「細孔表面積」、x軸に「隔壁の表面(捕集層のセル側に露出する表面)からの深さ」をそれぞれとったときのグラフ(深さ−細孔表面積グラフ)を示す。図4に示される「深さ−細孔表面積グラフ」は、捕集層13の表層21の細孔表面積が最も大きく、隔壁母材1のみが存在する領域の細孔表面積が最も小さく、捕集層13の深層22が存在する部分(深層22と隔壁母材1とが混在する部分)が表層21と接する位置から、隔壁母材1のみが存在する領域(位置)にかけて細孔表面積が漸次小さくなっていることを示している。尚、図4に示される「細孔表面積」は、単位体積当たりの細孔表面積である。
【0043】
隔壁23における、「捕集層13の表層21と、捕集層13の深層22との境界部分」、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」を特定する方法は、以下の通りである。隔壁の中央部(厚さ方向における中央部)から捕集層表面までの間を5μm幅で分割し、各「分割部分(分割領域)」毎に、単位体積当たりの細孔表面積を測定する。隔壁の「分割」は、画像解析によって行うことが好ましい(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。この場合、細孔表面積は、SEM(走査型電子顕微鏡)画像により求めることが好ましい。捕集層13の表層21(隔壁母材1が存在しない領域)の最も表面に近い分割部分の細孔表面積を表層21の細孔表面積とする。隔壁の中央部に最も近い分割部分の細孔表面積を、隔壁母材1のみが存在する領域の細孔表面積(隔壁母材1の細孔表面積)とする。そして、図4に示すような「深さ−細孔表面積」座標において、「深さ」軸(x軸)に平行に、「細孔表面積」軸(y軸)の値が「表層21の細孔表面積」の値である直線αと、「細孔表面積」軸(y軸)の値が「隔壁母材1のみが存在する領域の細孔表面積」の値である直線βとをそれぞれ引き、更に、深層22と隔壁母材1とが混在する領域における複数の「分割部分」のそれぞれの「細孔表面積の測定値」を直線近似(最小二乗法)して、「深さ−細孔表面積」座標系にその直線γを引く。そして、上記「表層21の細孔表面積」を示す直線αと、上記「深層22と隔壁母材1とが混在する部分の細孔表面積」を示す直線γとの交点の「深さ軸(x軸)の値」を、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さD1とし、上記「隔壁母材1のみが存在する領域の細孔表面積」を示す直線βと、上記「深層22と隔壁母材1とが混在する部分の細孔表面積」を示す直線γとの交点の「深さ軸(x軸)の値」を、「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さD2とする。
【0044】
従って、「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さから、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さを差し引くと、捕集層13の深層22の厚さ(捕集層13の深層22と隔壁母材1とが混在する領域の厚さ)となる。また、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さは、捕集層13の表層21の厚さと同じである。
【0045】
本実施形態のハニカムフィルタ100において、捕集層13における「隔壁母材1の細孔内に侵入していない部分」(表層21)の気孔率が60%以上であることが好ましく、70〜90%であることが更に好ましく、80〜90%であることが特に好ましい(図4を参照)。60%未満であると、初期圧力損失が高くなることがある。表層21の気孔率は、SEM(走査型電子顕微鏡)画像より求めた値である。具体的には、表層の断面のSEM画像を取得し、「表層のSEM画像」より、「表層全体の面積」に対する「表層における気孔の面積の合計」の比率を算出し、「表層の気孔率(%)」とする。SEM画像は、倍率200倍、960×1280ピクセルの画像とする。
【0046】
本実施形態のハニカムフィルタ100において、表層21の細孔の平均細孔径は、0.5〜10μmであることが好ましく、1〜5μmであることが更に好ましく、1〜3μmであることが特に好ましい。0.5μmより小さいと、初期圧力損失が高くなることがある。10μmより大きいと、排ガス中のPMを捕集する際の初期捕集効率が低下することがある。平均細孔径は、バブルポイント/ハーフドライ法(ASTM E1294−89)によって測定した値である。
【0047】
本実施形態のハニカムフィルタ100において、捕集層13の厚さが、「隔壁母材1と、隔壁母材1に配設された捕集層13とを有する隔壁23」の厚さの1〜30%であることが好ましく、3〜20%であることが更に好ましく、5〜10%であることが特に好ましい。1%より薄い場合には、排ガス中のPMを捕集する際に、PMが多孔質の隔壁の内部に侵入して、隔壁の細孔を閉塞させ、圧力損失(圧損)が増加することがある。30%より厚い場合には、初期圧力損失が高くなることがある。本実施形態のハニカムフィルタ100において、「捕集層13の厚さ」というときは、捕集層13の「表層21の厚さ」のことを意味する。
【0048】
本実施形態のハニカムフィルタ100において、捕集層13の材質としては、セラミックが好ましく、耐熱性に優れることより、コージェライト、炭化珪素、ムライト、アルミナ、スピネル、チタン酸アルミニウム、窒化珪素、ジルコニア、チタニア、珪酸ジルコニウム、及びシリカからなる群から選択される少なくとも1種が更に好ましい。更に、捕集層13の材質としては、アルミナ、ムライト及びスピネルからなる群から選択される少なくとも1種を含むものであることが更に好ましく、アルミナ、ムライト及びスピネルからなる群から選択される少なくとも1種であることが特に好ましい。
【0049】
捕集層13は、流入セル2a内の隔壁母材1の表面の30%以上の範囲に形成されることが好ましく、50%以上の範囲に形成されることが更に好ましく、100%の範囲に形成されることが特に好ましい。30%より狭いと、初期捕集効率を向上させる効果が低下することがある。また、捕集層13は、少なくとも、ハニカム基材の流出側の端面12から、流入側の端面11側に向かって、ハニカム基材の「セルの延びる方向」における長さの30%以上の長さの範囲に形成されていることが好ましい。更に、上記「範囲」の一部ではなく、上記「範囲」の全体に捕集層13が形成されていることが好ましい。
【0050】
本実施形態のハニカムフィルタ100において、隔壁23は、単位体積当たりの細孔表面積が、1.4〜20m2/cm3であることが好ましく、1.5〜17m2/cm3であることが更に好ましく、4〜17m2/cm3であることが特に好ましい。1.4m2/cm3より小さいと、排ガス中のPMを捕集する際の初期捕集効率が低下することがあり、20m2/cm3より大きいと、初期圧力損失が増加することがある。また、「隔壁23の単位体積当たりの細孔表面積」は、「比表面積」に「密度」を乗じた値とする。比表面積は、流動式比表面積自動測定装置(マイクロメリティックス社製、商品名:フローソーブ)を用いて測定する。測定ガスとしては、クリプトンを用いる。密度は、乾式自動密度計(マイクロメリティックス社製、商品名:アキュピック)を用いて測定する。測定ガスとしては、ヘリウムを用いる。
【0051】
隔壁母材1は、平均細孔径10〜60μm、且つ気孔率40〜70%であることが好ましく、平均細孔径20〜50μm、且つ気孔率50〜65%であることが更に好ましく、平均細孔径20〜30μm、且つ気孔率55〜65%であることが特に好ましい。平均細孔径が10μmより小さいか、又は気孔率が40%より小さいと、初期圧力損失が高くなることがある。また、平均細孔径が60μmより大きいか、又は気孔率が70%より大きいと、ハニカムフィルタの強度が低くなることがある。平均細孔径は、水銀ポロシメータによって測定した値である。気孔率は、水銀ポロシメータによって測定した値である。
【0052】
隔壁母材1の厚さは、100〜500μmであることが好ましく、200〜400μmであることが更に好ましく、300〜350μmであることが特に好ましい。100μmより薄いと、ハニカムフィルタの強度が低くなることがある。500μmより厚いと、初期圧力損失が高くなることがある。
【0053】
本実施形態のハニカムフィルタ100において、ハニカム基材4の形状は、特に限定されないが、円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の筒形状、等が好ましい。図1に示すハニカムフィルタ100においては、円筒形状である。また、図1に示すハニカムフィルタ100は、外周壁3を有しているが、外周壁3を有さなくてもよい。外周壁3は、ハニカムフィルタを作製する過程において、ハニカム成形体を押出成形する際に、隔壁母材とともに形成されることが好ましい。また、外周壁3は、セラミック材料をハニカムフィルタの外周に塗工して形成したものであってもよい。
【0054】
本実施形態のハニカムフィルタ100において、ハニカム基材4の材料としては、セラミックが好ましく、強度及び耐熱性に優れることより、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、及び炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が更に好ましい。これらの中でも、コージェライトが特に好ましい。
【0055】
本実施形態のハニカムフィルタ100において、ハニカム基材4のセル密度は、特に制限されないが、16〜96セル/cm2であることが好ましく、32〜64セル/cm2であることが更に好ましい。セル密度が、16セル/cm2より小さいと、粒子状物質を捕集する隔壁の面積が小さくなり、排ガスを流通させたときに、短時間で圧力損失が大きくなることがある。セル密度が、96セル/cm2より大きいと、セルの断面積(セルの延びる方向に直交する断面の面積)が小さくなるため、圧力損失が大きくなることがある。
【0056】
また、本実施形態のハニカムフィルタ100においては、隔壁母材1の材質がコージェライトであり、捕集層13の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものであることが好ましい。
【0057】
従来の、捕集層が備えられていないハニカムフィルタをフィルタとして用いて、PMを含む排ガスを処理すると、隔壁の細孔内にPMが侵入して細孔を閉塞させるため、圧力損失が急速に上昇するという問題があった。これに対し、本発明のハニカムフィルタは、流入セル内の隔壁の表面に捕集層が形成されているため、PMが捕集層で捕集されて、隔壁の細孔内に侵入することを防止することができ、圧力損失の急速な上昇を抑制することができる。また、本発明のハニカムフィルタは、捕集層の厚さが均一であるため、圧力損失の上昇を更に抑制することができる。
【0058】
本実施形態のハニカムフィルタ100は、流体の流入側の端面11における「所定のセル2」の開口部及び流体の流出側の端面12における「残余のセル2」の開口部に、目封止部5が配設されている。目封止部5は、それぞれのセル2の端部を塞ぐように配設され、ガスが通過しないように形成されている。ハニカムフィルタ100においては、セルの開口部と目封止部5とによって両端面に市松模様が形成されるように、上記「所定のセル2」と「残余のセル2」とが、交互に並んでいることが好ましい。
【0059】
目封止部5の材質は、ハニカム基材4の隔壁母材1の材質と同じであることが好ましい。
【0060】
(2)ハニカムフィルタの製造方法:
本発明のハニカムフィルタの製造方法の一実施形態は、セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、ハニカム成形体の、流体の流入側の端面における所定のセルの開口部に、目封止部を配設する第1目封止工程と、ハニカム成形体の、目封止部が配設されていない残余のセル内の未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を付着させる電解質水溶液塗工工程と、電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、未焼成隔壁母材の表面に形成された電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる捕集層形成原料塗工工程と、ハニカム成形体の、流体の流出側の端面における残余のセルの開口部に、目封止部を配設する第2目封止工程と、電解質膜及び捕集層形成原料が塗工されたハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するものである。
【0061】
このように、本発明のハニカムフィルタの製造方法の一実施形態によれば、ハニカム成形体の残余のセル内の未焼成隔壁母材の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させ、当該電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜を形成し、当該未焼成隔壁母材の表面に形成された電解質膜の表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液」を含有する捕集層形成原料を付着させ、その後に焼成するため、捕集層の「セルの角部に位置する部分」の厚さが、捕集層の「セルの辺の中央部に位置する部分」の厚さの1〜3倍のハニカムフィルタ(隔壁母材表面に捕集層を備えたハニカムフィルタ)を得ることができる。
【0062】
以下、本実施形態のハニカムフィルタの製造方法について、工程毎に説明する。
【0063】
(2−1)成形工程;
まず、成形工程において、セラミック原料を含有するセラミック成形原料を成形して、図5、図6に示すような、流体の流路となる複数のセル52を区画形成する未焼成隔壁母材51を備えるハニカム成形体(ハニカム構造の成形体)50を形成する。図5、図6に示されるハニカム成形体50は、外周壁53を有している。図5は、本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体50を模式的に示す斜視図である。図6は、本発明のハニカムフィルタの製造方法の一実施形態の成形工程において作製されるハニカム成形体50の、セル52の延びる方向に平行な断面を示す模式図である。
【0064】
セラミック成形原料に含有されるセラミック原料としては、コージェライト化原料、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が好ましい。尚、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0065】
また、このセラミック成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、造孔材、界面活性剤等を混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカムフィルタの構造、材質等に合わせた組成比とすることが好ましい。
【0066】
作製されるハニカムフィルタの隔壁母材の細孔表面積、平均細孔径、気孔率等を調整するために、各原料を以下のように調整することが更に好ましい。
【0067】
セラミック原料として、タルク、カオリン、アルミナ、シリカを用いることが好ましい。タルクの平均粒子径は、10〜30μmとすることが好ましい。カオリンの平均粒子径は、1〜10μmとすることが好ましい。アルミナの平均粒子径は、1〜20μmとすることが好ましい。シリカの平均粒子径は、1〜60μmとすることが好ましい。また、造孔材としては、でんぷん、カーボン、発泡樹脂、ポリメチルメタクリレート(PMMA)、吸水性樹脂、又はこれらを組み合わせたものを使用することが好ましい。また、造孔材の平均粒子径は、10〜100μmとすることが好ましい。また、造孔材の添加量は、セラミック原料100質量部に対して、0.5〜10質量部が好ましい。また、有機バインダとしては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシプロピルエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、又はこれらを組み合わせたものとすることが好ましい。また、有機バインダの添加量は、セラミック原料100質量部に対して、1〜10質量部が好ましい。
【0068】
セラミック成形原料を成形する際には、まずセラミック成形原料を混練して坏土とし、得られた坏土をハニカム形状に成形し、ハニカム成形体を得ることが好ましい。セラミック成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0069】
ハニカム成形体の形状は、特に限定されず、図5に示すような円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の筒形状、等が好ましい。また、ハニカム成形体は、セルの延びる方向に直交する断面において、セル2の形状が長方形であり、正方形であることが好ましい。
【0070】
また、得られたハニカム成形体を乾燥してもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。
【0071】
尚、ハニカム成形体の焼成は、捕集層形成原料を未焼成隔壁母材(電解質膜の表面)に塗工した後に行い、捕集層形成原料を未焼成隔壁母材(電解質膜の表面)に塗工する前には、ハニカム成形体の焼成を行わない。
【0072】
(2−2)第1目封止工程;
次に、成形工程の後に、図7、図8に示すように、ハニカム成形体50の、流体の流入側の端面61における所定のセル52(流出セル52b)の開口部に、目封止部55を配設する(第1目封止工程)。このように、ハニカム成形体50に目封止部55を配設して片側目封止ハニカム成形体60を形成する。図7は、本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体60を模式的に示す斜視図である。図8は、本発明のハニカムフィルタの製造方法の一実施形態の第1目封止工程において作製される片側目封止ハニカム成形体60の、セル52の延びる方向に平行な断面を示す模式図である。
【0073】
ハニカム成形体に目封止材料を充填する際には、一方の端面側に目封止材料を充填する。一方の端面側に目封止材料を充填する方法としては、ハニカム成形体の一方の端面にシートを貼り付け、シートにおける、「目封止部を形成しようとするセル」と重なる位置に、孔を開けるマスキング工程と、「ハニカム成形体の、シートが貼り付けられた側の端部」を目封止材料が貯留された容器内に圧入して、目封止材料をハニカム成形体のセル内に圧入する圧入工程と、を有する方法を挙げることができる。目封止材料をハニカム成形体のセル内に圧入する際には、目封止材料は、シートに形成された孔を通過し、「シートに形成された孔と連通するセル」のみに充填される。
【0074】
目封止材料は、上記セラミック成形原料の構成要素として挙げた原料を適宜混合して作製することができる。目封止材料に含有されるセラミック原料としては、隔壁母材の原料として用いるセラミック原料と同じであることが好ましい。
【0075】
次に、ハニカム成形体に充填された目封止材料を乾燥させることが好ましい。
【0076】
図7、図8に示されるように、片側目封止ハニカム成形体60は、流入セル52aと流出セル52bとが交互に並び、目封止部が形成された一方の端面(流入側の端面61)において、目封止部55とセル52の開口部とにより市松模様が形成されていることが好ましい。尚、第1目封止工程においては、ハニカム成形体の他方の端面(流出側の端面62)側には目封止部は形成しない。
【0077】
(2−3)電解質水溶液塗工工程;
次に、図9、図10に示すように、ハニカム成形体(片側目封止ハニカム成形体60)の、目封止部が配設されていない残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に、「飽和溶解度の50〜100%の濃度の電解質水溶液」を付着させる(電解質水溶液塗工工程)。目封止部が配設されていないセル52を「残余のセル」と称しており、上記「所定のセル」と「残余のセル」とを合わせて全てのセルになる。そして、この「残余のセル52」が、流入セル52aとなる。図9に示すように、ハニカム成形体50(片側目封止ハニカム成形体60)の残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に電解質水溶液を付着させることにより、未焼成隔壁母材51の表面に電解質水溶液膜63を形成し、「電解質水溶液膜付片側目封止ハニカム成形体70」を作製することができる。図9は、本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体70の、セルの延びる方向に平行な断面を示す模式図である。図10は、本発明のハニカムフィルタの製造方法の一実施形態の電解質水溶液塗工工程において作製される電解質水溶液膜付片側目封止ハニカム成形体70の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0078】
未焼成のハニカム成形体(片側目封止ハニカム成形体60)は、細孔を有していないので、未焼成のハニカム成形体に電解質水溶液を塗工すると、電解質水溶液が未焼成隔壁母材内に浸入することを抑制することができる。焼成後のハニカム成形体に電解質水溶液を塗工すると、電解質水溶液が「多孔質の隔壁母材」内に多量に浸入するため好ましくない。
【0079】
電解質水溶液には、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン(マグネシウムイオンを含む)、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されていることが好ましい(電解質を、対になるイオンで示している)。電解質水溶液中に溶解させる電解質としては、例えば、クエン酸、酒石酸、酢酸、クエン酸マグネシウム、酒石酸マグネシウム、酢酸マグネシウム、クエン酸アンモニウム、酒石酸アンモニウム、酢酸アンモニウム、塩化アンモニウム等を挙げることができる(電解質を、物質名で示している)。これらの中でも、クエン酸が好ましい。このような電解質水溶液を未焼成隔壁母材の表面に塗布することにより、電解質水溶液が未焼成隔壁母材に浸透することを防止することができる。
【0080】
電解質水溶液に含有される電解質の濃度は、飽和溶解度の50〜100%であり、飽和溶解度の70〜100%であることが好ましく、飽和溶解度の90〜100%であることが更に好ましい。電解質水溶液に含有される電解質の濃度が、飽和溶解度の50%より低いと、所望の厚さ(量)の電解質膜を形成するための電解質水溶液の量が多くなり過ぎるため、ハニカム成形体が、多くの「電解質水溶液中の水」を吸収することになり、ハニカム成形体の強度が低下することがある。尚、上記電解質水溶液の「飽和溶解度」は、20℃における飽和溶解度である。
【0081】
電解質水溶液膜63は、流入セル52a内の未焼成隔壁母材51の表面の30%以上の範囲に形成されることが好ましく、50%以上の範囲に形成されることが更に好ましく、100%の範囲に形成されることが特に好ましい。これにより、得られるハニカムフィルタにおいて、捕集層13を、流入セル2a内の隔壁母材1の表面の所望の範囲(30%以上が好ましく、50%以上が更に好ましく、100%が特に好ましい)とすることができる。
【0082】
電解質水溶液を、残余のセル52(流入セル52a)内の未焼成隔壁母材51の表面に塗工する(付着させる)方法としては、特に限定されないが、例えば、電解質水溶液中にハニカムフィルタを浸漬する方法(ディップコート)や、電解質水溶液をハニカムフィルタのセル中に流し込む方法が好ましい。これらの方法により、セル内の未焼成隔壁母材表面上に電解質水溶液を均一に塗工することができる。また、電解質水溶液を塗工する回数は、所望の厚さになる回数であることが好ましい。電解質水溶液を塗工する回数は、1回であってもよいし、複数回であってもよいが、1〜2回が好ましい。
【0083】
(2−4)電解質膜形成工程;
次に、電解質水溶液を乾燥させて、セル内の未焼成隔壁母材の表面に電解質膜63a(図11を参照)を形成する(電解質膜形成工程)。電解質膜は、電解質水溶液中に含有されていた電解質によって形成された膜である。電解質膜の厚さは、5〜30μmが好ましく、10〜20μmが更に好ましい。5μmより薄いと、得られたハニカムフィルタにおいて、捕集層の厚さが均一となりにくいことがある。30μmより厚いと、得られたハニカムフィルタにおいて、捕集層が隔壁に密着し難くなっていることがある。電解質膜の厚さは、塗工した電解質膜の体積を、ハニカム成形体の電解質膜を塗工した隔壁表面積で除した値である。
【0084】
電解質水溶液を乾燥させる際の温度は、60〜150℃が好ましく、80〜120℃が更に好ましく、80〜100℃が特に好ましい。150℃より高いと、電解質膜が溶融することがある。60℃より低いと、水分を蒸発させるのに時間がかかることがある。乾燥時間は、特に限定されないが、0.1〜1時間程度とすることが好ましい。
【0085】
(2−5)捕集層形成原料塗工工程;
次に、図11、図12に示すように、未焼成隔壁母材51の表面に形成された電解質膜63aの表面に、「セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料」を、付着させる(捕集層形成原料塗工工程)。図11、図12に示すように、電解質膜63aが配設された片側目封止ハニカム成形体60の残余のセル52(流入セル52a)内の電解質膜63aの表面に捕集層形成原料を付着させて未焼成捕集層64を形成することにより、未焼成捕集層付片側目封止ハニカム成形体73を得ることができる。図11は、本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体73の、セル52の延びる方向に平行な断面を示す模式図である。図12は、本発明のハニカムフィルタの製造方法の一実施形態の捕集層形成原料塗工工程において作製される未焼成捕集層付片側目封止ハニカム成形体の、セルの延びる方向に直交する断面の一部を示す模式図である。
【0086】
捕集層形成原料塗工工程において用いる捕集層形成原料は、上記のように、捕集層用セラミック原料及び電解質水溶液を含有し、捕集層用セラミック原料はセラミック原料(隔壁母材の原料)より融点が高く、捕集層形成原料中の電解質水溶液の濃度は飽和溶解度の50〜100%である。捕集層形成原料は、スラリー状であることが好ましい。ここで、「捕集層形成原料に含有される電解質水溶液」とは、「捕集層形成原料中の水」と、「捕集層形成原料に含有され、当該水に溶解している電解質」とからなる水溶液(捕集層形成原料に含有される水溶液)を意味する。また、「捕集層形成原料中の電解質水溶液の濃度」とは、捕集層形成原料中の「水の量」と「電解質の量」の合計に対する、捕集層形成原料中の「電解質の量」の比率、を意味する。
【0087】
このように、捕集層形成原料を未焼成隔壁母材51の表面に形成された電解質膜63aの表面に塗工する(付着させる)ことにより、捕集層形成原料を均一に塗工することができ、形成された未焼成捕集層64の厚さを均一にすることができる。尚、電解質膜63aの表面に塗工された捕集層形成原料が、未焼成捕集層64となる。
【0088】
通常、液体やスラリーをハニカム成形体のセル内の未焼成隔壁母材に塗工すると、図10に示すように、「未焼成隔壁母材51における、セル52の角部に相当する部分」が、直角に形成されているため(角度90°の頂点を有するため)、セル52の角部に相当する部分に当該液体等が厚く塗工される。これは、90°等の角度のセルの頂点部分には、液体(水)の表面張力等の影響もあり、液体やスラリーが堆積し易いためである。そのため、液体やスラリーを、ハニカム成形体の未焼成隔壁母材に、直接塗工することにより、均一な厚さの膜を形成することは困難である。これに対し、ハニカム成形体のセル内の未焼成隔壁母材に、電解質水溶液を塗工し、電解質水溶液を乾燥させて電解質膜を形成し、電解質膜の表面に捕集層形成原料を塗工すると、捕集層形成原料を均一な厚さで塗工することが可能になる。これは、図12に示すように、未焼成隔壁母材51に配設された電解質膜63は、セル52の角部に相当する部分において、電解質膜63の表面が滑らかな曲線状に形成されるため、電解質膜63の表面には、均一な厚さの捕集層形成原料の膜(未焼成捕集層)が形成される。
【0089】
また、捕集層形成原料に「飽和溶解度の50〜100%の濃度の電解質水溶液」が含有されているため、捕集層形成原料塗工工程において、電解質膜が捕集層形成原料に溶解することを防止することができる。また、捕集層用セラミック原料の融点が、セラミック原料の融点より高いため、焼成時に、捕集層用セラミック原料が過剰に溶融することによる捕集層の単位体積あたりの細孔表面積の低下を、抑制することができる。尚、上記電解質水溶液の「飽和溶解度」は、20℃における飽和溶解度である。
【0090】
捕集層形成原料に含有される電解質は、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される1種の陽イオンとを有するものであることが好ましい(電解質を、対になるイオンで示している)。捕集層形成原料に含有される電解質としては、例えば、クエン酸、酒石酸、酢酸、クエン酸マグネシウム、酒石酸マグネシウム、酢酸マグネシウム、クエン酸アンモニウム、酒石酸アンモニウム、酢酸アンモニウム、塩化アンモニウム等を挙げることができる(電解質を、物質名で示している)。これらの中でも、クエン酸が好ましい。
【0091】
捕集層形成原料に含有される電解質水溶液の濃度は、捕集層形成原料における飽和溶解度に対して50〜100%であり、70〜100%であることが好ましく、90〜100%であることが更に好ましい。50%より小さいと、電解質膜が、捕集層形成原料に溶解し、捕集層形成原料の厚さが不均一になるため好ましくない。
【0092】
捕集層形成原料の塗工量(乾燥後の未焼成捕集層の厚さ)は、20〜120μmであることが好ましく、30〜60μmであることが更に好ましい。20μmより少ないと、捕集層が薄くなりすぎることがある。120μmより多いと、捕集層が厚くなりすぎることがある。乾燥後の未焼成捕集層の厚さは、乾燥後の未焼成捕集層の体積を、ハニカム成形体の隔壁表面のなかの「未焼成捕集層が形成された部分」の面積で、除した値である。
【0093】
捕集層形成原料に含有される捕集層用セラミック原料の融点は、セラミック原料の融点より高く、セラミック原料の融点より300〜700℃高いことが好ましい。
【0094】
捕集層形成原料に含有される捕集層用セラミック原料としては、コージェライト化原料、コージェライト、炭化珪素、ムライト、アルミナ、スピネル、チタン酸アルミニウム、窒化珪素、ジルコニア、チタニア、珪酸ジルコニウム、及びシリカからなる群から選択される少なくとも1種が好ましい。更に、ムライト、アルミナ及びスピネルからなる群から選択される少なくとも1種を含有することが好ましく、ムライト、アルミナ及びスピネルからなる群から選択される少なくとも1種であることが特に好ましい。
【0095】
捕集層用セラミック原料の比表面積は、0.8〜200m2/gであることが好ましく、3〜20m2/gであることが更に好ましく、5〜15m2/gであることが特に好ましい。200m2/gより大きいと、捕集層の単位体積当たりの細孔表面積が大きくなり過ぎて、焼成工程において捕集層にクラックが発生することがある。0.8m2/gより小さいと、捕集層の単位体積当たりの細孔表面積が小さくなり過ぎて、初期捕集効率が低下することがある。捕集層用セラミック原料の比表面積は、流動式比表面積自動測定装置(マイクロメリティックス社製、商品名:フローソーブ)にて測定した値である。
【0096】
捕集層形成原料には、捕集層用セラミック原料及び電解質水溶液以外に、造孔材、粘度調整剤等が含有されていることが好ましい。
【0097】
造孔材としては、ポリメチルメタクリレート(PMMA)、カーボン、でんぷん等を使用することができる。これらの中でも、カーボンが好ましい。造孔材の含有量は、捕集層用セラミック原料100質量部に対して5〜1000質量部であることが好ましく、10〜100質量部であることが更に好ましく、40〜80質量部であることが特に好ましい。5質量部より少ないと、初期圧力損失が高くなることがある。1000質量部より多いと、初期捕集効率が低下することがある。
【0098】
造孔材の平均粒子径は、0.5〜50μmであることが好ましく、5〜30μmであることが更に好ましく、5〜20μmであることが特に好ましい。50μmより大きいと、初期捕集効率が低下することがある。0.5μmより小さいと、初期圧力損失が高くなることがある。造孔材の平均粒子径は、レーザー回折散乱法で測定した値である。
【0099】
捕集層形成原料中の粘度調整剤としては、界面活性剤、水に不溶な微小有機繊維、又は、界面活性剤及び水に不溶な微小有機繊維の両方、であることが好ましい。
【0100】
界面活性剤としては、ポリスチレンスルホン酸塩、ポリオキシエチレンアルキル硫酸エーテル、ポリオキシエチレンアルキレンアルキルエーテル、ポリオキシエチレンジスチレン化フェニルエーテル、ポリオキシエチレントリベンジルフェニルエーテル、ナフタレンスルホン酸ホルマリン縮合物、ポリオキシエチレンソルビタンモノラウレート、ヤシ油脂肪酸アミドプロピルベタイン液等を使用することができる。
【0101】
捕集層形成原料中の界面活性剤の含有量は、捕集層用セラミック原料と造孔材の合計を100質量部としたときに、0.1〜10質量部であることが好ましく、0.5〜5質量部であることが更に好ましい。0.1質量部より少ないと、捕集層形成原料の流動性が低下し、捕集層形成原料を電解質膜の表面に塗工し難くなることがある。10質量部より多くしても、流動性は向上しないことがある。
【0102】
水に不溶な微小有機繊維としては、セルロース繊維、アラミド繊維等を使用することができる。ここで、微小有機繊維とは、柱状構造又は針状構造であって、長径(繊維の長さ(繊維長))と短径(長さ方向(長径方向)に直交する方向における長さの中で、最長となる長さ)の比率(長径/短径)が1000以上、短径の長さが0.5μm以下の繊維を意味する。微小有機繊維は、粘度調整剤として使用され、水に不溶であることが好ましい。水に不溶な微小有機繊維によって捕集層形成原料の粘度を調整することによって、捕集層の厚さを調整することができる。
【0103】
捕集層形成原料中の微小有機繊維の含有量は、捕集層用セラミック原料100質量部に対して、0.1〜1.0質量部であることが好ましく、0.2〜0.6質量部であることが更に好ましい。0.1質量部より少ないと、捕集層形成原料の厚さが薄くなることがある。1.0質量部より多いと、捕集層形成原料の厚さが厚くなることがある。
【0104】
微小有機繊維の短径は、0.01〜0.5μmであることが好ましく、0.01〜0.1μmであることが更に好ましい。0.5μmより大きいと、粘度調整の効果が十分でないことがある。0.01μmより小さいと、凝集してしまうことがある。微小有機繊維の短径は、走査型電子顕微鏡(SEM)で測定した値である。
【0105】
捕集層形成原料中に界面活性剤と微小有機繊維の両方が含有される場合には、界面活性剤と微小有機繊維の合計質量が、捕集層用セラミック原料100質量部に対して、10質量部以下であることが好ましい。
【0106】
捕集層形成原料中の水の含有量は、捕集層用セラミック原料と造孔材の合計体積を100体積部としたときに、100〜500体積部であることが好ましい。水の含有量は、上記範囲内において、電解質、セラミック原料、造孔材の種類によって、適した量を選択すればよい。水の含有量が少ないと、捕集層形成原料の粘度が高くなり、塗工し難くなることがある。水の含有量が多いと、捕集層形成原料の粘度が低くなり、捕集層の厚さを調整し難くなることがある。
【0107】
ハニカム成形体(片側目封止ハニカム成形体)の残余のセル内の未焼成隔壁母材の表面に配設された電解質層に、捕集層形成原料を付着させる方法としては、スラリー状の捕集層形成原料中にハニカムフィルタを浸漬する方法(ディップコート)や、スラリー状の捕集層形成原料をハニカムフィルタのセル中に流し込む方法が好ましい。これらの方法により、セル内の未焼成隔壁母材の表面に配設された電解質層の表面上に捕集層形成原料を均一に塗工することができる。また、捕集層形成原料を塗工する回数は、所望の厚さになる回数であることが好ましい。捕集層形成原料を塗工する回数は、1回であってもよいし、複数回であってもよいが、1〜3回が好ましい。
【0108】
また、捕集層形成原料を、電解質層の表面に塗工した後には、捕集層形成原料(未焼成捕集層)を乾燥させることが好ましい。乾燥させる際の温度は、60〜150℃が好ましく、80〜120℃が更に好ましく、80〜100℃が特に好ましい。150℃より高いと、電解質膜が溶融することがある。60℃より低いと、水分を蒸発させるのに時間がかかることがある。乾燥時間は、特に限定されないが、0.5〜2時間程度で乾燥させることが好ましい。
【0109】
捕集層形成原料は、流入セル内の未焼成隔壁母材(電解質層)の表面の30%以上の範囲に塗工されることが好ましく、50%以上の範囲に塗工されることが更に好ましく、100%の範囲に塗工されることが特に好ましい。これにより、得られるハニカムフィルタにおいて、捕集層13を、流入セル2a内の隔壁母材1の表面の所望の範囲(30%以上が好ましく、50%以上が更に好ましく、100%が特に好ましい)とすることができる。
【0110】
(2−6)第2目封止工程;
次に、図13に示すように、ハニカム成形体50の、流体の流出側の端面62における残余のセル(流入セル52a)の開口部に、目封止部55を配設する(第2目封止工程)。これにより、未焼成捕集層付ハニカム成形体75が得られる。
【0111】
第2目封止工程においては、第1目封止工程と同様の方法で、未焼成捕集層付片側目封止ハニカム成形体73(図11を参照)の流出側の端面62側に、目封止部55を形成することが好ましい。
【0112】
(2−7)焼成工程;
次に、電解質膜及び捕集層形成原料が塗工されたハニカム成形体(未焼成捕集層付ハニカム成形体)を焼成して、上記本発明のハニカムフィルタの一実施形態であるハニカムフィルタ100(図1〜3を参照)を作製する(焼成工程)。焼成工程においては、加熱により、「電解質膜が、溶融、揮発(一部、分解して揮発する場合もある。)するとともに、未焼成捕集層が、焼成されながら隔壁母材方向に広がるように変形し」、図2、図3Aに示すように、捕集層13が、隔壁母材1に直接配設された状態となる。このとき、電解質層は、消失している。これにより、ハニカムフィルタの隔壁母材の表面に、均一な厚さの捕集層が形成される。これは、電解質膜の表面に形成された「均一な厚さの未焼成捕集層」が、隔壁母材(焼成後)に密着するように変形することにより、得られた捕集層も均一な厚さとなるためである。
【0113】
焼成工程においては、上記のように、電解質膜が加熱により消失し、未焼成捕集層が焼成されて捕集層になるとともに、ハニカム成形体及び目封止部が焼成されて、ハニカム基材と目封止部と捕集層とを備えたハニカムフィルタが得られる。尚、ハニカム成形体(未焼成捕集層付ハニカム成形体)の焼成は、電解質膜の表面に捕集層形成原料を塗工した後に行う。
【0114】
焼成工程においては、ハニカム成形体(未焼成捕集層付ハニカム成形体)を本焼成(高温による焼成)する前に、そのハニカム成形体(未焼成捕集層付ハニカム成形体)を仮焼(低温による焼成)することが好ましい。仮焼は、脱脂のために行うものであり、その方法は、特に限定されるものではなく、未焼成捕集層付ハニカム成形体に含有される有機物(有機バインダ、界面活性剤、造孔材等)を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度、造孔材の燃焼温度は200〜800℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、3〜100時間程度加熱することが好ましい。このように、焼成工程において、仮焼を行う場合には、仮焼のときに電解質膜の溶融、揮発が生じ、未焼成捕集層が未焼成隔壁母材に密着するように変形する。
【0115】
ハニカム成形体(未焼成捕集層付ハニカム成形体)の本焼成は、仮焼した未焼成捕集層付ハニカム成形体を構成する成形原料等を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料等の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、ハニカム成形体の成形原料としてコージェライト化原料を使用している場合には、焼成温度は、1410〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、4〜8時間が好ましい。仮焼、本焼成を行う装置は、特に限定されないが、電気炉、ガス炉等を用いることができる。
【実施例】
【0116】
以下、本発明のハニカムフィルタ及びその製造方法を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0117】
(実施例1)
セラミック原料として、コージェライト化原料(タルク、カオリン及びアルミナ)を用いた。タルク、カオリン及びアルミナの質量比は、焼成後、コージェライトが得られる質量比とした。セラミック原料100質量部に対して、バインダー(メチルセルロース)4質量部、水35質量部を混合してセラミック成形原料を得た。得られたセラミック成形原料を、ニーダーを用いて混練して、坏土を得た。得られた坏土を、真空押出成形機を用いて成形し、ハニカム成形体を得た。得られたハニカム成形体は、隔壁厚さが300μmであり、セル密度が48セル/cm2であり、全体形状が円筒形(端面の直径が40mm、セルの延びる方向における長さが30mm)であった。セルの延びる方向に直交する断面において、セルの形状は正方形であった。また、セルの「セルの延びる方向(長手方向)に直交する」断面の面積は1.31mm2であった。得られたハニカム成形体を、マイクロ波及び熱風で乾燥させた。
【0118】
次に、ハニカム成形体の一方の端面(流入側の端面)における複数のセル開口部の中の一部に、マスクを施した。このとき、マスクを施したセルとマスクを施さないセルとが交互に並ぶようにした。そして、マスクを施した側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して、マスクが施されていないセルの開口部に目封止スラリーを充填した。これにより、片側目封止ハニカム成形体を得た。
【0119】
次に、93gの水に、134gのクエン酸を添加して、撹拌し、クエン酸水溶液(電解質水溶液)を得た。クエン酸の含有量は、20℃における飽和溶解度の93%であった。
【0120】
次に、クエン酸水溶液を、片側目封止ハニカム成形体の目封止部が配設されていないセル内の未焼成隔壁母材の表面に塗工した(付着させた)。塗工方法は、以下の通りとした。片側目封止ハニカム成形体を、目封止部を形成した側の端部から、クエン酸水溶液内に浸漬し、ハニカム成形体にクエン酸水溶液をディップコートした。このとき、クエン酸水溶液が流入セル(目封止部が配設されていないセル)内の隔壁全体に塗工されるように、片側目封止ハニカム成形体の全体をクエン酸水溶液内に浸漬した。尚、片側目封止ハニカム成形体の流出側の端面(目封止部を形成していない側の端面)だけは、クエン酸水溶液に接触しないようにした。その後、80℃で乾燥させた。これにより、電解質膜が配設された片側目封止ハニカム成形体を得た。尚、クエン酸の塗工操作の回数は、一回とした。乾燥後の電解質膜の厚さは10μmであった。
【0121】
次に、比表面積7m2/gのアルミナ粒子15g、平均粒子径10μmのグラファイト(造孔剤)78g、ポリスチレンスルホン酸塩2g、クエン酸134g及び水93gを、ホモジナイザーで混合し、スラリー状の捕集層形成原料を調合した。クエン酸の含有量は、20℃における飽和溶解度の93%であった。また、捕集層形成原料の体積に対する、捕集層用セラミック原料(アルミナ粒子)と造孔材(グラファイト)の合計体積の比率は、18体積%であった。
【0122】
次に、「電解質膜が配設された片側目封止ハニカム成形体」を、目封止部を形成した側の端部から、捕集層形成原料内に浸漬し、「電解質膜が配設された片側目封止ハニカム成形体」に捕集層形成原料をディップコートした。このとき、捕集層形成原料が流入セル内の隔壁全体に塗工されるように、「電解質膜が配設された片側目封止ハニカム成形体」の全体を捕集層形成原料内に浸漬した。尚、「電解質膜が配設された片側目封止ハニカム成形体」の流出側の端面(目封止部を形成していない側の端面)だけは、捕集層形成原料に接触しないようにした。その後、80℃で乾燥させた。その後、上記「ディップコート」から「乾燥」までの操作をもう一度繰り返した。つまり、捕集層形成原料の塗工回数を2回とした。これにより、未焼成捕集層付片側目封止ハニカム成形体を得た。乾燥後の未焼成捕集層の厚さは、30μmであった。
【0123】
次に、ハニカム成形体の一方の端面(流入側の端面)に目封止部を形成した方法と同様の方法で、ハニカム成形体(未焼成捕集層付片側目封止ハニカム成形体)の他方の端面(流出側の端面)のセル開口部についても、目封止スラリーを充填した。これにより、得られるハニカムフィルタの両端面が、セルの開口部と目封止部とが交互に並んで市松模様が形成された状態になった。その後、目封止スラリーが充填されたハニカム成形体を乾燥した。これにより、未焼成捕集層付ハニカム成形体を得た。
【0124】
次に、未焼成捕集層付ハニカム成形体について、450℃で5時間加熱することにより脱脂を行い、更に、1425℃で7時間加熱することにより焼成を行い、ハニカムフィルタを得た。
【0125】
得られたハニカムフィルタについて、以下に示す方法で、「捕集層の厚さ」、「細孔表面積比(捕集層/隔壁母材)」、「深層比率(深層厚さ/隔壁厚さ)」、「初期圧損」及び「200nm以下のPM初期捕集効率」を測定した。結果を表1に示す。表1において、「捕集層の角部の膜厚」は、「捕集層の、セルの角部に位置する部分の厚さ」のことである。また、「捕集層の辺の中央部の膜厚」は、「捕集層の、セルの辺の中央部に位置する部分の厚さ」のことである。また、「「角部」/「辺の中央部」」は、「捕集層の、セルの角部に位置する部分の厚さ」を「捕集層の、セルの辺の中央部に位置する部分の厚さ」で除した値であり、これは、「捕集層の、セルの角部に位置する部分の厚さ」が、「捕集層の、セルの辺の中央部に位置する部分の厚さ」の何倍であるかを示している。また、「セルの断面」は、セルの延びる方向に直交する断面を意味する。また、「電解質水溶液」及び「捕集層形成原料」の「溶解度」は、飽和溶解度を100%としたときの、比率を示す。また、「細孔表面積比(捕集層/隔壁母材)」は、捕集層の単位体積あたりの細孔表面積を、隔壁母材の単位体積あたりの細孔表面積で除した値を示す。また、「深層比率(深層厚さ/隔壁厚さ)」は、隔壁母材の細孔内に侵入している部分(深層22(図4を参照))の厚さを、隔壁の厚さで除して、100倍した値(%)である。
【0126】
(捕集層の厚さ)
「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」を、以下の方法で求める。まず、ハニカムフィルタを樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタの隔壁の細孔を樹脂で埋め、当該ハニカムフィルタの、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。SEM画像は、倍率200倍、960×1280ピクセルの画像とする。得られたSEM画像を用いて、「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」を測定する。「捕集層の「セルの角部に位置する部分」の厚さ」の測定は、任意に選択した4のセルのそれぞれの4つの角部について行う(16箇所)。また、「捕集層の「セルの辺の中央部に位置する部分」の厚さ」の測定は、任意に選択した4のセルのそれぞれの4つの辺について行う(16箇所)。「捕集層の「セルの角部に位置する部分」の厚さ」及び「捕集層の「セルの辺の中央部に位置する部分」の厚さ」は、測定した16箇所の平均値とする。
【0127】
(細孔表面積比)
ハニカムフィルタを樹脂(エポキシ樹脂)に埋設することによりハニカムフィルタの隔壁の細孔を樹脂で埋め、セルの延びる方向に直交する断面のSEM(走査型電子顕微鏡)画像を取得する。得られたSEM画像における隔壁を、画像上において(画像解析によって)、隔壁中央部(厚さ方向における中央部)から表層にかけて5μm幅で分割し、各「分割部分(分割領域)」毎に、以下の処理を行う(「分割」は、切断することを意味するものではなく、各分割領域を境界線によって「区別」することを意味する。)。画像解析ソフト(Media Cybernetics社製Image−Pro Plus 6.2J)を用いて、各分割部分の隔壁表面の周囲長と面積を測定する。「周囲長/面積」をその分割部分の単位体積当たりの細孔表面積とする。ここで、「周囲長」とは、各「分割部分」において、材料が存在する部分と、材料が存在しない部分(細孔)とを識別し、材料が存在する部分と細孔との境界線の長さを全て足し合わせた長さである。最も表面に近い分割部分の単位体積当たりの細孔表面積を、「捕集層」の単位体積当たりの細孔表面積とし、隔壁中央部の分割部分の単位体積当たりの細孔表面積を、「隔壁母材」の単位体積当たりの細孔表面積とする。そして、得られた「捕集層の単位体積当たりの細孔表面積」を「隔壁母材の単位体積当たりの細孔表面積」で除した値を、「細孔表面積比」とする。各細孔表面積の測定は、隔壁における「セルの一辺の中央部に位置する」部分で行う。また、SEM画像は3700μm2の範囲で取得し、当該範囲において解析を行った。
【0128】
(深層比率)
上述した「隔壁23における、「捕集層13の表層21と、捕集層13の深層22との境界部分」、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」を特定する方法」と、同様の方法により、「捕集層13の表層21と、捕集層13の深層22との境界部分」の深さD1、及び「捕集層13の深層22と隔壁母材1とが混在する領域と、隔壁母材1のみが存在する領域との境界部分」の深さD2を求める(図4を参照)。そして、D2からD1を差し引いた値を「深層の厚さ」とする。また、隔壁の厚さの測定方法は、上記「細孔表面積比」の測定方法の場合と同様にして、隔壁の細孔を樹脂で埋めてSEM画像を取得し、当該SEM(走査型電子顕微鏡)画像より厚さを求める方法とする。そして、得られた「深層の厚さ」を「隔壁の厚さ」で除して、100倍することにより「深層比率(%)」を求める。「深層の厚さ」及び「隔壁の厚さ」の測定は、隔壁における「セルの一辺の中央部に位置する」部分で行う。また、SEM画像は3700μm2の範囲で取得し、当該範囲において解析を行った。
【0129】
(初期圧損)
各実施例、比較例と同条件で作製した「乾燥後のハニカム成形体」から、30mm×30mm×30mmの立方体(「一の面」に、セルの一方の端部側の開口部が形成され、上記「一の面」に平行な「他の面」に、セルの他方の端部側の開口部が形成された「立方体」)を切り出す。そして、切り出した立方体を用いて、各実施例、比較例と同じ方法でハニカムフィルタを作製する。得られたハニカムフィルタを、各実施例、比較例のハニカムフィルタについての評価用試料とする。得られた評価用試料を、セルが開口する「一の面」が「ガスの流入側の面」になるように、「PM捕集効率測定装置」に装着する。
【0130】
PM捕集効率測定装置は、評価試料が装着される本体を備え、本体の上流側にPM発生装置を配設し、このPM発生装置で発生させたPMを、本体に供給するように構成されている。評価試料は、本体の内部を上流側と下流側に仕切る(区画)するように装着される。また、上記本体には、評価試料の上流側及び下流側に計測孔が穿設されている。この計測孔により、評価試料の上流側と下流側の圧力をそれぞれ計測することができる。また、上記本体には、評価試料の上流側に入口PM測定部が取り付けられており、評価試料の下流側に出口PM測定部が取り付けられている。
【0131】
初期圧損(kPa)を測定する際には、PMを発生させない状態で、空気を本体に供給する。具体的には、PMを含有しない空気を、本体に供給し、評価試料を通過させる。このとき、PMを含有しない空気が評価試料を透過するときの流速(透過流速)が、1リットル/分以上、10リットル/分以下の任意の点となるように調整する。そして、上流側の計測孔で測定した圧力と、下流側の計測孔で測定した圧力との差を、初期圧損(初期圧力損失)とする。
【0132】
(200nm以下のPM初期捕集効率)
上記「初期圧損」の測定と同様にして、PM捕集効率測定装置を用いて、評価試料に、PMを含有する空気を透過させる。そして、評価試料にPMが堆積し始めてから150秒の間、入口PM測定部及び出口PM測定部でPMの量(積算値)を測定する。ここで、入口PM測定部及び出口PM測定部でPMを測定する際には、粒子径200nm以下のPMのみを測定対象とする。そして、入口PM測定部で測定したPM量(積算値)に対する、出口PM測定部で測定したPM量(積算値)の比率を算出し、得られた値を1から差し引いた値を「200nm以下のPM初期捕集効率」とする。
【0133】
【表1】
【0134】
(実施例2〜7、比較例1,2)
各条件を表1に示すように変更した以外は、実施例1と同様にしてハニカムフィルタを作製した。実施例1の場合と同様の評価を行った。結果を表1に示す。
【0135】
表1より、実施例1〜7のハニカムフィルタは、「「角部」/「辺の中央部」」の値が1.4〜2.9であるため、初期圧損及び「200nm以下のPM初期捕集効率」の両方の結果が良好であることがわかる。これにより、「捕集層の「セルの角部に位置する部分」の厚さ」が、「捕集層の「セルの辺の中央部に位置する部分」の厚さ」の1〜3倍であることにより、初期圧損及び「200nm以下のPM初期捕集効率」の両方の結果が良好になることがわかる。
【0136】
また、実施例1のハニカムフィルタと比較例1のハニカムフィルタとを比較すると、初期圧損の値がほぼ同じであるのに対し、「200nm以下のPM初期捕集効率」の値は、実施例1のハニカムフィルタのほうが高い値を示していることがわかる。また、実施例2や実施例4のハニカムフィルタと、比較例2のハニカムフィルタとを比較しても、初期圧損の値がほぼ同じであるのに対し、「200nm以下のPM初期捕集効率」の値は、実施例2や実施例4のハニカムフィルタのほうが高い値を示していることがわかる。また、実施例5のハニカムフィルタは、「捕集層の辺の中央部の膜厚」が38μmと厚いため、「初期圧損」が、他の実施例と比較して相対的に高くなっていることがわかる。また、実施例4のハニカムフィルタは、「捕集層の辺の中央部の膜厚」が5μmと薄いため、「200nm以下のPM初期捕集効率」が、他の実施例と比較して相対的に低くなっていることがわかる。
【産業上の利用可能性】
【0137】
本発明のハニカムフィルタは、ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスを浄化するためのフィルタとして好適に利用することができる。また、本発明のハニカムフィルタの製造方法は、このようなハニカムフィルタの製造に好適に利用することができる。
【符号の説明】
【0138】
1:隔壁母材、2:セル、2a:流入セル、2b:流出セル、3:外周壁、4:ハニカム基材、5:目封止部、11:流入側の端面、12:流出側の端面、13:捕集層、21:表層、22:深層、23:隔壁、50:ハニカム成形体、51:未焼成隔壁母材、52:セル、52a:流入セル、52b:流出セル、53:外周壁、55:目封止部、60:片側目封止ハニカム成形体、61:流入側の端面、62:流出側の端面、63:電解質水溶液膜、63a:電解質膜、64:未焼成捕集層、70:電解質水溶液膜付片側目封止ハニカム成形体、73:未焼成捕集層付片側目封止ハニカム成形体、75:未焼成捕集層付ハニカム成形体、100:ハニカムフィルタ、α,β,γ:直線、C:中央部、D1,D2:深さ、Y:辺(一辺)。
【特許請求の範囲】
【請求項1】
流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、前記残余のセル内の前記隔壁母材の表面に配設された多孔質の捕集層とを備え、
前記セルの延びる方向に直交する断面において、前記セルの形状が長方形であり、前記捕集層の、前記セルの角部に位置する部分の厚さが、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【請求項2】
前記セルの延びる方向に直交する断面において、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さが、10〜30μmである請求項1に記載のハニカムフィルタ。
【請求項3】
前記セルの延びる方向に直交する断面において、前記セルの面積が0.8〜3.0mm2である請求項1又は2に記載のハニカムフィルタ。
【請求項4】
前記隔壁母材の材質がコージェライトであり、前記捕集層の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものである請求項1〜3のいずれかに記載のハニカムフィルタ。
【請求項5】
セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、
前記ハニカム成形体の、前記一方の端面である流体の流入側の端面における所定の前記セルの開口部に、目封止部を配設する第1目封止工程と、
前記ハニカム成形体の、目封止部が配設されていない残余の前記セル内の前記未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を、付着させる電解質水溶液塗工工程と、
前記電解質水溶液を乾燥させて、前記セル内の前記未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、
前記未焼成隔壁母材の表面に形成された前記電解質膜の表面に、前記セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料を、付着させる捕集層形成原料塗工工程と、
前記ハニカム成形体の、前記他方の端面である流体の流出側の端面における前記残余のセルの開口部に、目封止部を配設する第2目封止工程と、
前記電解質膜及び前記捕集層形成原料が塗工された前記ハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するハニカムフィルタの製造方法。
【請求項6】
前記電解質水溶液に、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されている請求項5に記載のハニカムフィルタの製造方法。
【請求項1】
流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する多孔質の隔壁母材を有するハニカム基材と、前記一方の端面である流体の流入側の端面における所定のセルの開口部及び前記他方の端面である流体の流出側の端面における残余のセルの開口部に配設された目封止部と、前記残余のセル内の前記隔壁母材の表面に配設された多孔質の捕集層とを備え、
前記セルの延びる方向に直交する断面において、前記セルの形状が長方形であり、前記捕集層の、前記セルの角部に位置する部分の厚さが、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さの1〜3倍であるハニカムフィルタ。
【請求項2】
前記セルの延びる方向に直交する断面において、前記捕集層の、前記セルの辺の中央部に位置する部分の厚さが、10〜30μmである請求項1に記載のハニカムフィルタ。
【請求項3】
前記セルの延びる方向に直交する断面において、前記セルの面積が0.8〜3.0mm2である請求項1又は2に記載のハニカムフィルタ。
【請求項4】
前記隔壁母材の材質がコージェライトであり、前記捕集層の材質がアルミナ、ムライト及びスピネルからなる群から選択される少なくとも一種を含むものである請求項1〜3のいずれかに記載のハニカムフィルタ。
【請求項5】
セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる一方の端面から他方の端面まで延びる複数のセルを区画形成する未焼成隔壁母材を備えるハニカム成形体を形成する成形工程と、
前記ハニカム成形体の、前記一方の端面である流体の流入側の端面における所定の前記セルの開口部に、目封止部を配設する第1目封止工程と、
前記ハニカム成形体の、目封止部が配設されていない残余の前記セル内の前記未焼成隔壁母材の表面に、飽和溶解度の50〜100%の濃度の電解質水溶液を、付着させる電解質水溶液塗工工程と、
前記電解質水溶液を乾燥させて、前記セル内の前記未焼成隔壁母材の表面に電解質膜を形成する電解質膜形成工程と、
前記未焼成隔壁母材の表面に形成された前記電解質膜の表面に、前記セラミック原料より融点の高い捕集層用セラミック原料及び飽和溶解度の50〜100%の濃度の電解質水溶液を含有する捕集層形成原料を、付着させる捕集層形成原料塗工工程と、
前記ハニカム成形体の、前記他方の端面である流体の流出側の端面における前記残余のセルの開口部に、目封止部を配設する第2目封止工程と、
前記電解質膜及び前記捕集層形成原料が塗工された前記ハニカム成形体を焼成してハニカムフィルタを作製する焼成工程とを有するハニカムフィルタの製造方法。
【請求項6】
前記電解質水溶液に、電解質として、クエン酸イオン、酒石酸イオン、酢酸イオン及び塩化物イオンからなる群から選択される少なくとも1種の陰イオンと、アルカリ土類金属イオン、水素イオン及びアンモニウムイオンからなる群から選択される少なくとも1種の陽イオンとが含有されている請求項5に記載のハニカムフィルタの製造方法。
【図1】

【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−200649(P2012−200649A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−66125(P2011−66125)
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
[ Back to top ]