
ハニカム構造体、ハニカム触媒体及び排ガス処理装置
【課題】圧損が低く、且つセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するハニカム構造体を提供する。
【解決手段】複数のセル2を区画形成する隔壁1、及び外周壁3を備え、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、略四角形形状の長軸方向長さAに対する、セル2の延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体100。
【解決手段】複数のセル2を区画形成する隔壁1、及び外周壁3を備え、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、略四角形形状の長軸方向長さAに対する、セル2の延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体100。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハニカム構造体、ハニカム触媒体及び排ガス処理装置に関する。更に詳しくは、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するハニカム構造体、このようなハニカム構造体を触媒担体としたハニカム触媒体、及びこのようなハニカム触媒体を用いた排ガス処理装置に関する。
【背景技術】
【0002】
地球環境影響、資源節約の観点から自動車の燃費低減が求められている。現在、ディーゼルエンジンや直噴ガソリンエンジン等の熱効率の良い内燃機関が自動車用の動力源として使用されている。このようなエンジンから排出される排ガスには、炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)等が含まれている。このため、エンジンから排出される排ガスに関しては、後処理による浄化が必要とされている。
【0003】
例えば、排ガスに含まれる炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)等の被浄化成分を浄化するための排ガス処理装置として、触媒担体に排ガス浄化用の触媒を担持した触媒体を備えた排ガス処理装置が提案されている。このような排ガス処理装置を用いることによって、排ガス中の被浄化成分を有効に浄化することができる。但し、このような排ガス処理装置を排気系に設置して、エンジン等から排出される排ガスを処理(後処理)する場合には、エンジンの背圧が高くなり、エンジンの燃費を悪化させてしまうという問題があった。
【0004】
更に、上述した排ガス処理装置には、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)等の貴金属を含む触媒が用いられているが、資源節約の観点から、触媒に用いられる貴金属を低減することも求められている。
【0005】
エンジンの背圧を低減するための対策としては、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を用いることが提案されている(例えば、特許文献1及び2参照)。更に、上記ハニカム構造体の隔壁の厚さを薄くして、ハニカム構造体の開口率を高め、ハニカム構造体の圧損を低減する対策も採られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−242133号公報
【特許文献2】特許第4246475号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ハニカム構造体の隔壁の厚さを薄くして、ハニカム構造体の開口率を高めた場合には、ハニカム構造体の構造強度が低下してしまうという問題があった。例えば、ハニカム構造体を排ガス処理装置の触媒担体として用いる場合には、上記ハニカム構造体が、金属製の缶体内に、保持材(マット)を介して挿入保持された状態で配置される。ハニカム構造体の隔壁の厚さを薄くすると、上記缶体内に保持するために必要な面圧をハニカム構造体の外周部に加えた際に、ハニカム構造体が破損してしまうことがある。
【0008】
また、ハニカム構造体は、可塑性を有する坏土を、成形用の口金から押出成形してハニカム成形体を得、得られたハニカム成形体を焼成して製造されるものである。ハニカム構造体の隔壁の厚さを薄くすると、押出成形したハニカム成形体を受け台で受け止めた際に、受け台と接触する部分が自重により変形してしまうという問題があった。この結果、ハニカム成形体にセルよれ(成形不良)が生じ、これを焼成して得られたハニカム構造体は、外周部にセルよれを持ったものとなってしまう。このような外周部にセルよれを持ったハニカム構造体は、上述したように缶体内に保持するために必要な面圧を加えた場合に、セルよれのある部分に応力集中が生じて、低面圧で破壊してしまうものとなる。
【0009】
また、ハニカム構造体の破損を回避するためには、缶体内に保持するための面圧を低くすることが考えられる。しかしながら、缶体内に保持するための面圧を低くすると、排気系を流れる排ガスの圧力(換言すれば、流体圧)により、ハニカム構造体が缶体内で下流方向に滑って移動し、缶体内に保持されたハニカム構造体の位置がずれてしまうという問題があった。
【0010】
また、触媒に含まれる貴金属を低減するためには、触媒と排ガスとの接触効率を高め、貴金属の利用率を高めることが有効である。このことから、セル密度を高める(即ち、セルの大きさを小さくする)という対策が行われていた。これにより、同一の貴金属量での浄化率を高くすることができると考えられてきたが、圧損が増大してしまうというマイナス面(問題)に関する対策は講じられていなかった。このため、貴金属の使用量を低減しつつ、同時に圧損の増大も抑制することが可能なハニカム構造体の開発が要望されている。
【0011】
また、圧損を低減する他の対策としては、ハニカム構造体の断面面積を大きくし、ハニカム構造体を通過するガス流速を低減することが考えられる。しかしながら、車両床下等に搭載する際に、地面との安全な距離が保てない等の搭載性の問題もあった。
【0012】
本発明は、上述した問題に鑑みてなされたものであり、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するハニカム構造体、このようなハニカム構造体を触媒担体としたハニカム触媒体、及びこのようなハニカム触媒体を用いた排ガス処理装置を提供する。
【課題を解決するための手段】
【0013】
本発明によれば、以下に示す、ハニカム構造体、ハニカム触媒体及び排ガス処理装置が提供される。
【0014】
[1] 一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、前記一方の端面及び前記他方の端面における開口率が88%以上であり、前記セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、前記略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体。
【0015】
[2] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、20%以下である前記[1]に記載のハニカム構造体。
【0016】
[3] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、15%以下である前記[2]に記載のハニカム構造体。
【0017】
[4] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、10%以下である前記[3]に記載のハニカム構造体。
【0018】
[5] 前記一方の端面及び前記他方の端面における開口率が90%以上である前記[1]〜[4]のいずれかに記載のハニカム構造体。
【0019】
[6] 前記一方の端面及び前記他方の端面における開口率が92%以上である前記[5]に記載のハニカム構造体。
【0020】
[7] 前記隔壁が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなる前記[1]〜[6]のいずれかに記載のハニカム構造体。
【0021】
[8] 前記ハニカム構造体の前記セルの延びる方向における長さCが、前記略四角形形状の長軸方向において異なり、前記セルの延びる方向における最大長さCmaxが、前記セルの延びる方向における最少長さCminに対して、1mm以上長い前記[1]〜[7]のいずれかに記載のハニカム構造体。
【0022】
[9] 前記ハニカム構造体の前記外周壁の表面には、複数の凹凸が形成されており、高低差が0.05mm以上の前記凹凸により形成された窪みが、前記ハニカム構造体のセルの延びる方向において2個以上形成されている前記[1]〜[8]のいずれかに記載のハニカム構造体。
【0023】
[10] 前記[1]〜[9]のいずれかに記載のハニカム構造体と、前記ハニカム構造体の前記隔壁に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒と、を備えたハニカム触媒体。
【0024】
[11] 前記[10]に記載のハニカム触媒体と、前記ハニカム触媒体を収納し、排ガスが流入する流入口及び浄化された排ガスが流出する流出口を有する缶体と、を備え、前記ハニカム触媒体が、前記略四角形形状の長軸に平行な前記外周壁の表面が受ける面圧が、前記略四角形形状の短軸に平行な前記外周壁の表面が受ける面圧よりも高くなるように保持材により保持された状態で、前記缶体内に収納されてなる排ガス処理装置。
【0025】
[12] 排ガスが通過する排気管の延びる方向に対して、前記ハニカム構造体の前記セルの延びる方向が、直交又は傾いた状態となるように、前記排気管の内部に設置される前記[11]に記載の排ガス処理装置。
【0026】
[13] 前記ハニカム触媒体の前記排気系の上流側における前記セルの延びる方向における長さD1が、前記ハニカム触媒体の前記排気系の下流側における前記セルの延びる方向における長さD2に対して、1mm以上長い前記[12]に記載の排ガス処理装置。
【発明の効果】
【0027】
本発明のハニカム構造体は、一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、一方の端面及び他方の端面における開口率が88%以上であり、セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるため、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0028】
即ち、本発明のハニカム構造体は、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたものである。このため、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、これによりセルの変形を防止することができる。特に、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)を小さくしているため、成形体と受け台とが接触する面の面積を大きくし、上記セルの変形を有効に防止することができる。また、四角形の角部に相当する部分が、曲率半径が3mm以上のR状に形成されているため、ハニカム構造体を、そのハニカム構造体を収納するための缶体内に保持する際に、集中荷重や偏荷重を有効に軽減することができる。
【0029】
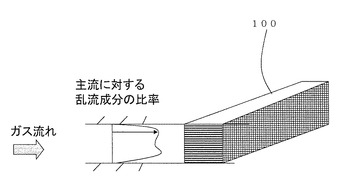
また、このような扁平な柱状に構成されたものとすることにより、ハニカム構造体の隔壁の厚さが薄い場合であっても、外圧に対する耐久性を高く維持することができる。即ち、88%以上という高い開口率であっても、外圧に対する耐久性を高く維持することができる。また、ハニカム構造体を扁平な柱状とすることで、排ガスがハニカム構造体に流入する直前における排気管壁面間の距離を小さく(狭く)することができ、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。これにより、排ガスがハニカム構造体に流入した直後において、排ガスと触媒との接触効率を高くすることができ、ハニカム構造体の入口端面近傍における、触媒のライトオフ時間(触媒が活性になるまでの時間)を短縮し、浄化効率を向上させることができる。
【0030】
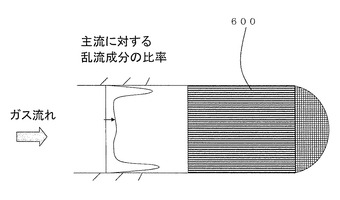
例えば、図17に示すように、ハニカム構造体100を扁平な柱状とすることで、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。ここで、図17は、ハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図であり、図17の右側にハニカム構造体(扁平な柱状のハニカム構造体)を示し、図17の左側に、排ガスの乱流成分の比率を示す。図17に示すように、ハニカム構造体100を扁平な柱状とすることで、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。一方、従来の円柱状のハニカム構造体600の場合には、ハニカム構造体600の径方向の距離が長くなり、排ガス中の乱流成分の比率が少なくなる。図18は、従来のハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図であり、図18の右側に従来のハニカム構造体(セルの延びる方向に平行な面で切断した状態の円柱状のハニカム構造体)を示し、図18の左側に、排ガスの乱流成分の比率を示す。
【0031】
更に、本発明のハニカム構造体においては、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)を30%以下とし、セルの延びる方向における長さCが相対的に短く構成されている。このため、排ガスが通過する排気管の延びる方向に対して、ハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように、上記排気管の内部に設置することができる。これにより、本発明のハニカム構造体を用いた排ガス処理装置を、排気管の内部にコンパクトに搭載することができる。
【0032】
また、本発明のハニカム触媒体は、本発明のハニカム構造体を触媒担体としたハニカム触媒体であり、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0033】
また、本発明の排ガス処理装置は、本発明のハニカム触媒体を用いた排ガス処理装置であり、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有し、排気管の内部にコンパクトに搭載することができる。
【図面の簡単な説明】
【0034】
【図1】本発明のハニカム触媒担体の一実施形態を模式的に示す斜視図である。
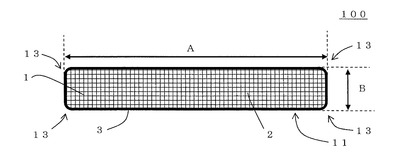
【図2】図1に示すハニカム構造体の一方の端面側を模式的に示す平面図である。
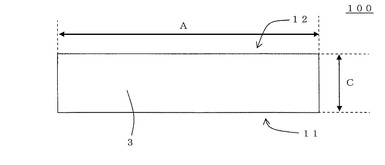
【図3】図1に示すハニカム構造体の側面を模式的に示す平面図である。
【図4】本発明のハニカム触媒担体の他の実施形態を模式的に示す斜視図である。
【図5】図4に示すハニカム構造体の側面を模式的に示す平面図である。
【図6】本実施形態のハニカム構造体を排気管の内部に設置した状態を模式的に示す説明図である。
【図7】ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。
【図8】ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。
【図9】本発明のハニカム触媒体の一の実施形態の一方の端面側を模式的に示す平面図である。
【図10】本発明の排ガス処理装置の一の実施形態の流入口側を模式的に示す平面図である。
【図11】図10に示す排ガス処理装置の側面を模式的に示す平面図である。
【図12】本発明の排ガス処理装置を排気系の排気管内に設置した一例を示す模式図である。
【図13】ハニカム触媒体へ流れ込むガス流の分布の一例を示すグラフである。
【図14】ハニカム触媒体へ流れ込むガス流の分布の他の例を示すグラフである。
【図15】本発明の排ガス処理装置の一の実施形態を排気系の排気管内に設置した例を示す模式図である。
【図16】本発明の排ガス処理装置の他の実施形態を排気系の排気管に設置した例を示す模式図である。
【図17】ハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図である。
【図18】従来のハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0036】
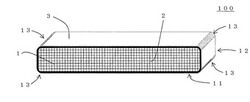
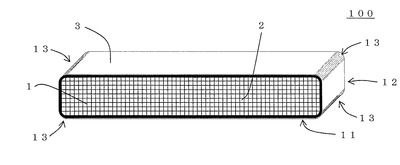
(1)ハニカム構造体:
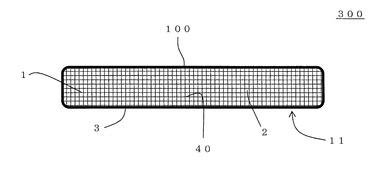
図1〜図3に示すように、本発明の一の実施形態のハニカム構造体100は、一方の端面11から他方の端面12に延びる流体の流路となる複数のセル2を区画形成する隔壁1、及び最外周に位置する外周壁3を備えたハニカム構造体100である。図1は、本発明のハニカム触媒担体の一実施形態を模式的に示す斜視図である。図2は、図1に示すハニカム構造体の一方の端面側を模式的に示す平面図である。図3は、図1に示すハニカム構造体の側面を模式的に示す平面図である。
【0037】
そして、本実施形態のハニカム構造体100においては、一方の端面11及び他方の端面12における開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状である。
【0038】
更に、本実施形態のハニカム構造体100においては、略四角形形状(換言すれば、セル2の延びる方向に垂直な断面の形状)の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、且つ、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下である。
【0039】
本実施形態のハニカム構造体100は、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0040】
即ち、本実施形態のハニカム構造体100は、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたものである。このため、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、セル2の変形を防止することができる。特に、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)を小さくしているため、成形体と受け台とが接触する面の面積を大きくし、上記セル2の変形を有効に防止することができる。また、四角形の角部に相当する部分13が、曲率半径が3mm以上のR状に形成されているため、ハニカム構造体100を、そのハニカム構造体100を収納するための缶体内に保持する際に、集中荷重や偏荷重を有効に軽減することができる。
【0041】
また、このような扁平な柱状に構成されたものとすることにより、ハニカム構造体100の隔壁1の厚さが薄い場合であっても、外圧に対する耐久性を高く維持することができる。即ち、88%以上という高い開口率であっても、外圧に対する耐久性を高く維持することができる。また、ハニカム構造体を扁平な柱状とすることで、排ガスがハニカム構造体に流入する直前における排気管壁面間の距離を小さく(狭く)することができ、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。これにより、排ガスがハニカム構造体に流入した直後において、排ガスと触媒との接触効率を高くすることができ、ハニカム構造体の入口端面近傍における、触媒のライトオフ時間(触媒が活性になるまでの時間)を短縮し、浄化効率を向上させることができる。
【0042】
更に、本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、セル2の延びる方向における長さCの比の百分率(C/A×100)を30%以下とし、セル2の延びる方向における長さCが相対的に短く構成されている。このため、排ガスが通過する排気管の延びる方向に対して、ハニカム構造体100のセル2の延びる方向が、直交又は傾いた状態となるように、上記排気管の内部にハニカム構造体100を設置することができる。これにより、本実施形態のハニカム構造体100を用いた排ガス処理装置を、排気管の内部にコンパクトに搭載することができる。
【0043】
本実施形態のハニカム構造体100においては、上述した外圧に対する耐久性を高く維持することができるという利点を最大限に生かすように、一方の端面11及び他方の端面12における開口率を88%以上としている。即ち、本実施形態のハニカム構造体を扁平な柱状の構造体とすることと、開口率を88%以上とすることとの効果が相俟って、耐久性を高く維持しつつ、圧損を低くすることができる。例えば、従来の円柱状に形成されたハニカム構造体においても、開口率を高くすれば、その圧損を低くすることができるが、開口率を高くした場合には、耐久性の低下は避けられない。従って、耐久性の低下を抑制する対策を何ら行うことなく、単に開口率のみを高くすることで圧損を低減することは極めて困難である。
【0044】
本実施形態のハニカム構造体100においては、開口率が90%以上であることが好ましく、開口率が92%以上であることが更に好ましい。上述した極めて高い開口率であっても、耐久性の極端な低下がなく、更に圧損を低くすることができる。なお、耐久性の観点(換言すれば、ハニカム構造体の強度的な観点)から、開口率の上限は、96%程度である。
【0045】
本明細書における「開口率」とは、ハニカム構造体のセル(流路)に垂直な断面における全断面積(セルの開口部分を含む)に対する、セルの開口面積の比率として算出される値のことを意味する。具体的には、開口率は、下記式(1)によって算出することができる。
【0046】
開口率=(P−t)2/P2 (1)
(但し、上記式(1)において、Pはセルピッチを示し、tは隔壁厚さを示す。)
【0047】
本実施形態のハニカム構造体100は、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状のものである。「略四角形形状」とは、上述したように、四角形の四つの角部がR状(即ち、丸みを帯びた形状)に形成された形状のことを意味する。略四角形形状のR状部分は、曲率半径が3mm以上の曲率を有するものである。このように構成することにより、集中荷重や偏荷重を有効に軽減することができる。
【0048】
略四角形形状のR状部分の曲率半径が、3mm以上、15mm以下であることが好ましく、3mm以上、10mm以下であることが更に好ましく、5mm以上、8mm以下であることが特に好ましい。
【0049】
略四角形形状における「R状部分」が形成される範囲については特に制限はないが、略四角形形状の長軸方向長さAに対して、0.5%以上、2.5%以下の範囲に上記「R状部分」がそれぞれ形成されていることが好ましく、0.5%以上、2.0%以下の範囲に上記「R状部分」がそれぞれ形成されていることが更に好ましく、0.7%以上、1.5%以下の範囲に上記「R状部分」がそれぞれ形成されていることが特に好ましい。
【0050】
本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(以下、「B/A比の百分率」ということがある)が、30%以下である。このように、長軸方向の長さが長い扁平な柱状の構造体とすることで、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、セルの変形を防止することができる。
【0051】
B/A比の百分率が、20%以下であることが好ましく、15%以下であることが更に好ましく、10%以下であることが特に好ましい。このように構成することによって、略四角形形状の長軸方向長さを横とした場合に、セルの延びる方向に垂直な断面の形状が、より横長形状となり、成形体における自重による変形を有効に防止することができる。B/A比の百分率の下限値については特に制限はないが、5%以上であることが好ましい。
【0052】
本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(以下、「C/A比の百分率」ということがある)が、30%以下である。このように、本実施形態のハニカム構造体100は、セルの延びる方向における長さCが相対的に短く構成されたものである。このため、本実施形態のハニカム構造体を排ガス処理装置に用いた際に、排ガス処理装置を小型化することができ、上記排ガス処理装置を排気管の内部にコンパクトに搭載することが可能となる。
【0053】
C/A比の百分率が、30%以下であることが好ましく、20%以下であることが更に好ましい。C/A比の百分率の下限値については特に制限はないが、5%以上であることが好ましい。C/A比の百分率を上述した数値範囲とすることにより、本実施形態のハニカム構造体を触媒担体として用いた場合に、セル内を通過する排ガスを、隔壁に担持させた触媒によって良好に浄化することが可能となる。
【0054】
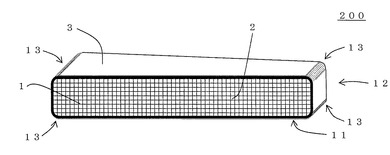
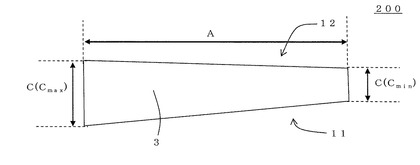
また、図1〜図3においては、ハニカム構造体100のセル2の延びる方向における長さCが、略四角形形状の長軸方向において一定の場合の例を示しているが、例えば、図4及び図5に示すように、ハニカム構造体200のセル2の延びる方向における長さCが、略四角形形状の長軸方向において異なるものであってもよい。例えば、図4及び図5に示すハニカム構造体200は、ハニカム構造体200の一方の側縁(即ち、略四角形形状の長軸方向の一方の端縁)から、他方の側縁(即ち、略四角形形状の長軸方向の他方の端縁)に向けて、セル2の延びる方向における長さC(Cmax,Cmin)が漸減するように構成されたものである。ここで、図4は、本発明のハニカム触媒担体の他の実施形態を模式的に示す斜視図である。図5は、図4に示すハニカム構造体の側面を模式的に示す平面図である。
【0055】
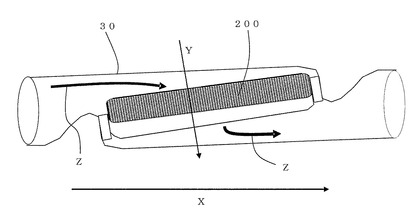
このように構成することによって、例えば、図6に示すように、排ガスが通過する排気管30の内部に、その排気管30の延びる方向Xに対して、ハニカム構造体200のセルの延びる方向Yが、直交又は傾いた状態となるようにハニカム構造体200を設置した場合に、ハニカム構造体200を通過する流体(即ち、排ガス)の抵抗のバランスを取ることができる。これにより、ハニカム構造体200に流れ込む流体の分布が均一化され、隔壁に触媒を担持してハニカム触媒体として用いた場合に、隔壁の各部位に担持された触媒が有効に利用され、浄化効率を向上させることができる。更に、このように構成することによって、圧損も低減することができる。
【0056】
ここで、図6は、本実施形態のハニカム構造体を排気管の内部に設置した状態を模式的に示す説明図である。図6における符号Zは、排ガスの流れを示す。
【0057】
本実施形態のハニカム構造体においては、ハニカム構造体の外周壁の表面に、複数の凹凸が形成されており、高低差が0.05mm以上の上記凹凸により形成された窪みが、ハニカム構造体のセルの延びる方向において2個以上形成されていることが好ましい。このような凹凸(換言すれば、窪み)を外周壁の表面に有することによって、ハニカム構造体を、排ガス浄化装置の缶体内に収納した際に、排ガス浄化装置内に流入するガスの圧力により、ハニカム構造体のガス流れ方向のズレを有効に防止することができる。
【0058】
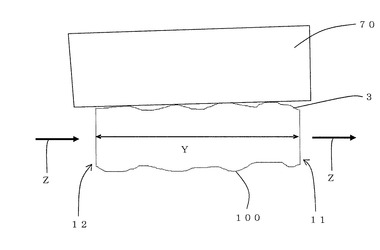
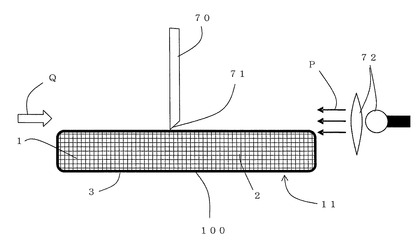
上記「高低差が0.05mm以上の上記凹凸により形成された窪み」については、以下の方法によって測定することができる。図7及び図8に示すように、まず、ハニカム構造体100の外周壁3の表面に、ハニカム構造体100のセル2の延びる方向Yに沿って平面治具70を当接させる。即ち、セル2の延びる方向Yと、平面治具70の長手方向とが平行になるように、ハニカム構造体100の外周壁3の表面に、上記平面治具70を当接させる。平面治具70は、ハニカム構造体70の外周壁3の表面に当接させる辺が真っ直ぐで凹凸のない、平板状の板状部材を用いることができる。「真っ直ぐで凹凸のない」とは、少なくとも0.02mm以上の凹凸のない状態(換言すれば、凹凸の高低差が0.02mm以下)のことをいう。平面治具70の先端(当接部分となるエッジ71)の幅は、2mm以下とすることが好ましい。
【0059】
次に、ハニカム構造体100のセル2の延びる方向Yと直交する方向(換言すれば、ハニカム構造体100の一方の側面側)から、ハニカム構造体100及び平面治具70に光を照射し、この光を照射する側とは平面治具70を挟んで反対側から、ハニカム構造体100及び平面治具70を観測する。この際、ハニカム構造体100と平面治具70との隙間から光が漏れていれば、ハニカム構造体100の外周壁3の表面に、「凹凸により形成された窪み」が形成されていることとなる。ハニカム構造体100と平面治具70との隙間から光が漏れている場合には、その隙間の高さを測定し、更に、「高低差が0.05mm以上の凹凸により形成された窪み」が複数個存在する場合には、その個数を計測する。これにより、ハニカム構造体100の外周壁3の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定することができる。
【0060】
なお、「高低差が0.05mm以上の凹凸により形成された窪みの個数」は、ハニカム構造体100の外周壁3の表面における、ハニカム構造体100の一方の端面11から他方の端面12までの範囲にて計測される個数とする。
【0061】
ここで、図7及び図8は、ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。図7は、ハニカム構造体を側面(略四角形形状の短軸側)から見た状態を示す説明図である。図8は、ハニカム構造体一方の端面側から見た状態を示す説明図である。図8において、符号72はハニカム構造体に光を照射するための光源を示す。また、符号Pで示す矢印は、ハニカム構造体に照射した光の進行方向を示す。符号Qで示す矢印は、凹凸により形成された窪みを観測する方向(観測方向)を示す。
【0062】
高低差が0.05mm以上の凹凸により形成された窪みの個数は、3個以上であることが更に好ましく、4個以上であることが特に好ましい。窪みの個数の上限値については特に制限はないが、20個以下であることが好ましく、15個以下であることが更に好ましく、5個以下であることが特に好ましい。
【0063】
また、極端に高低差のある凹凸が形成されていると、強度低下の要因になることがある。このため、窪みを形成する凹凸の高低差は、0.05〜0.5mmであることが更に好ましく、0.05〜0.3mmであることが特に好ましい。
【0064】
また、図1〜図3に示すような本実施形態のハニカム構造体100においては、隔壁1が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなることが好ましい。このように構成することによって、ハニカム構造体100の熱膨張を小さくし、耐熱衝撃性を向上させることができる。主成分以外の成分としては、例えば、アルミナ、シリカ、チタニア、ガラス等を挙げることができる。
【0065】
本明細書において、「主成分」とは、その構成材料中に含まれる成分が90質量%以上の成分のことを意味する。このように、ハニカム構造体100の隔壁1は、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を90質量%以上含む多孔質体からなることが好ましい。また、本実施形態のハニカム構造体100の隔壁1が、上記成分を、95質量%以上含む材料からなることが更に好ましく、98質量%以上含む材料からなることが特に好ましい。
【0066】
ハニカム構造体100の隔壁1の気孔率については特に制限はない。例えば、隔壁1の気孔率が、20〜65%であることが好ましく、30〜50%であることが更に好ましく、30〜40%であることが特に好ましい。隔壁1の気孔率が上記範囲であると、ハニカム構造体100の強度を適度に維持しつつ、圧損の増大を良好に防止することができる。隔壁1の気孔率は、水銀ポロシメータにより測定した値である。
【0067】
隔壁1の厚さは、0.01〜0.2mmであることが好ましく、0.015〜0.15mmであることが更に好ましく、0.02〜0.08mmであることが特に好ましい。隔壁1の厚さが上記範囲であることにより、強度を維持しつつ、圧損を低減することができる。「隔壁の厚さ」とは、ハニカム構造体100をセル2の延びる方向に垂直に切断した断面における、隣接する二つのセル2を区画する壁(隔壁1)の厚さのことを意味する。「隔壁の厚さ」は、例えば、画像解析装置(ニコン社製、商品名「NEXIV、VMR−1515」)によって測定することができる。
【0068】
ハニカム構造体100のセル密度(セルの延びる方向に直交する断面における、単位面積当たりのセルの個数)が、15〜200セル/cm2であることが好ましく、20〜150セル/cm2であることが更に好ましく、50〜140セル/cm2であることが特に好ましい。セル密度が、上記範囲であることにより、圧損の増大をより有効に防止するとともに、ハニカム構造体100の隔壁1に触媒を担持した際に、高い浄化性能を得ることができる。
【0069】
隔壁1の平均細孔径は、1〜10μmであることが好ましく、1〜8μmであることが更に好ましく、2〜6μmであることが特に好ましい。平均細孔径が上記範囲であると、圧損の増大を良好に防止しつつ、材料強度を維持することができる。隔壁1の平均細孔径は、水銀ポロシメータで測定した値である。
【0070】
本実施形態のハニカム構造体100において、セル形状(ハニカム構造体のセルの延びる方向に直交する断面におけるセル形状)としては、特に制限はなく、例えば、三角形、四角形、六角形、八角形、円形、或いはこれらの組合せを挙げることができる。四角形の中でも、正方形、長方形が好ましい。
【0071】
本実施形態のハニカム構造体は、ハニカム構造体の隔壁に触媒を担持させて、触媒担持体として好適に利用することができる。
【0072】
(2)ハニカム構造体の製造方法:
次に、本実施形態のハニカム構造体の製造方法について説明する。本実施形態のハニカム構造体の製造方法としては、セラミック原料を含有する成形原料を混合し混練して坏土を得る坏土調製工程と、得られた坏土を成形して、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を得る成形工程と、得られたハニカム成形体を乾燥し、焼成して、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を得る焼成工程とを備えた製造方法を挙げることができる。
【0073】
(2−1)坏土調製工程:
まず、本実施形態のハニカム構造体を製造する際には、セラミック原料を含有する成形原料を混合し混練して坏土を得る(坏土調製工程)。セラミック原料としては、コージェライト化原料、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を用いることが好ましい。なお、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0074】
また、成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、界面活性剤、造孔材等を更に混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカム構造体の構造、材質等に合わせた組成比とすることが好ましい。
【0075】
分散媒としては、水を用いることができる。分散媒の添加量は、セラミック原料100質量部に対して、10〜30質量部であることが好ましい。
【0076】
有機バインダとしては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシプロピルエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、又はこれらを組み合わせたものとすることが好ましい。また、有機バインダの添加量は、セラミック原料100質量部に対して、0.5〜5質量部が好ましい。
【0077】
界面活性剤としては、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を用いることができる。これらは、1種単独で使用してもよいし、2種以上を組み合わせて使用してもよい。界面活性剤の添加量は、セラミック原料100質量部に対して、0.5〜2質量部が好ましい。
【0078】
成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。
【0079】
(2−2)成形工程:
次に、得られた坏土を成形して、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を得る(成形工程)。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0080】
本実施形態のハニカム構造体を製造する際には、最終的に得られるハニカム構造体(即ち、ハニカム成形体を焼成して得られるハニカム構造体)が、(1)一方の端面及び他方の端面における開口率が88%以上となり、(2)セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状となり、(3)略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下となり、(4)略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下となるように、ハニカム成形体の全体形状やセルの形状等を調整する。
【0081】
なお、ハニカム成形体を成形(例えば、押出成形)し、成形したハニカム成形体を受け台で受ける際に、受け台の表面に対して、ハニカム成形体の略四角形形状の長軸方向が平行となるように受けることが好ましい。これにより、ハニカム成形体と受け台とが接触する面積が大きくなり、ハニカム成形体の自重による変形を有効に防止することができる。
【0082】
(2−3)焼成工程:
次に、得られたハニカム成形体を乾燥し、焼成して、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を得る(焼成工程)。このようにして、本実施形態のハニカム構造体を製造することができる。
【0083】
乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組み合わせて行うことが好ましい。
【0084】
ハニカム成形体を焼成(本焼成)する前には、このハニカム成形体を仮焼することが好ましい。仮焼は、脱脂のために行うものであり、その方法は、特に限定されるものではなく、ハニカム成形体中の有機物(有機バインダ、界面活性剤、造孔材等)の少なくとも一部を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、10〜100時間程度加熱することが好ましい。
【0085】
ハニカム成形体の焼成(本焼成)は、仮焼した成形体を構成する成形原料を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、コージェライト化原料を使用している場合には、焼成温度は、1350〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、3〜10時間が好ましい。仮焼、本焼成を行う装置は、特に限定されないが、電気炉、ガス炉等を用いることができる。
【0086】
(3)ハニカム触媒体:
次に、本発明のハニカム触媒体の実施形態について説明する。本実施形態のハニカム触媒体は、これまでに説明した本発明のハニカム構造体を触媒担体として、この触媒担体(即ち、ハニカム構造体)の隔壁に触媒が担持されたハニカム触媒体である。
【0087】
具体的には、図9に示すように、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたハニカム構造体100と、このハニカム構造体100の隔壁1に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒(以下、単に「触媒40」ということがある)と、を備えたハニカム触媒体300である。ここで、図9は、本発明のハニカム触媒体の一の実施形態の一方の端面側を模式的に示す平面図である。
【0088】
三元触媒とは、主に炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)を浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。この三元触媒により、炭化水素は水と二酸化炭素に、一酸化炭素は二酸化炭素に、窒素酸化物は窒素に、それぞれ酸化又は還元によって浄化される。
【0089】
酸化触媒とは、炭化水素(HC)、一酸化炭素(CO)を酸化して浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。
【0090】
本実施形態のハニカム触媒体においては、隔壁の表面及び隔壁に形成された細孔の内部の少なくとも一方に、上述した触媒が担持されていることが好ましい。触媒の担持量については特に制限はないが、20〜300g/リットルであることが好ましく、20〜250g/リットルであることが更に好ましく、50〜200g/リットルであることが特に好ましい。上記した触媒の担持量は、ハニカム構造体1リットル当たりに担持される触媒の質量(g)である。触媒の担持量が、20g/リットル未満であると、浄化性能が低下することがある。また、触媒の担持量が、300g/リットル超であると、排ガスを流すときの圧損が増大することがある。
【0091】
また、触媒には、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種の貴金属が含まれている。ハニカム構造体1リットル当たりの貴金属の量は、0.5〜3g/リットルであることが好ましく、0.5〜2.5g/リットルであることが更に好ましく、1.0〜2.0g/リットルであることが特に好ましい。本実施形態のハニカム触媒体の触媒担体であるハニカム構造体は、ハニカム構造体を扁平な柱状とすることで、排ガスの乱流成分の比率を大きくし、浄化効率を向上させることが可能であるため、資源節約の観点から使用量の低減が求められている貴金属の量を少なくすることができる。
【0092】
(4)排ガス処理装置:
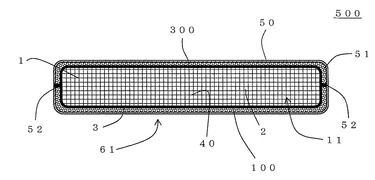
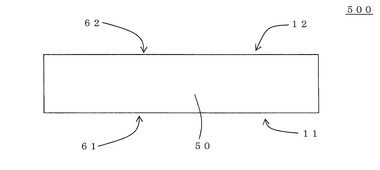
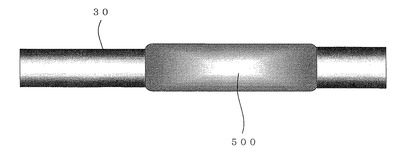
次に、本発明の排ガス処理装置の実施形態について説明する。本実施形態の排ガス処理装置は、これまでに説明した本発明のハニカ触媒体を用いた排ガス処理装置である。具体的には、図10及び図11に示すように、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたハニカム構造体100の隔壁1に触媒40が担持されたハニカム触媒体300と、このハニカム触媒体300を収納し、排ガスが流入する流入口61及び浄化された排ガスが流出する流出口62を有する缶体50と、を備え、ハニカム触媒体300が、略四角形形状の長軸(即ち、ハニカム構造体のセルの延びる方向に垂直な断面の形状における長軸)に平行な外周壁3の表面が受ける面圧が、略四角形形状の短軸(即ち、ハニカム構造体100のセル2の延びる方向に垂直な断面の形状における短軸)に平行な外周壁3の表面が受ける面圧よりも高くなるように保持材51により保持された状態で、缶体50内に収納されてなる排ガス処理装置500である。
【0093】
このように構成することによって、ハニカム触媒体300(換言すれば、触媒担体としてのハニカム構造体)の破損を有効に防止することができる。また、上述したように、浄化効率の優れたハニカム触媒体300が用いられているため、排ガスを良好に浄化することができる。ここで、図10は、本発明の排ガス処理装置の一の実施形態の流入口側を模式的に示す平面図である。図11は、図10に示す排ガス処理装置の側面を模式的に示す平面図である。
【0094】
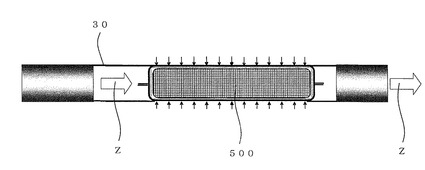
本実施形態の排ガス処理装置500は、図15に示すように、排気系の排気管30内に設置することができる。また、図16に示すように、排気系の排気管30に、排ガス処理装置500の缶体を接続して設置することもできる。ここで、図15は、本発明の排ガス処理装置の一の実施形態を排気系の排気管内に設置した例を示す模式図である。図16は、本発明の排ガス処理装置の他の実施形態を排気系の排気管に設置した例を示す模式図である。
【0095】
図10及び図11に示すように、缶体50は、ハニカム構造体100(換言すれば、ハニカム触媒体300)の外周面を覆い、ハニカム構造体100の一方の端面11側に流入口61が形成され、ハニカム構造体100の他方の端面12側に流出口62が形成された扁平な筒状のものであることが好ましい。缶体50の材質としては、ステンレス鋼等を挙げることができる。缶体50の大きさは、ハニカム触媒体300に保持材51をクッション材として巻きつけた状態で、そのハニカム触媒体300を圧入することができる大きさであることが好ましい。これにより、ハニカム触媒体300が缶体50内で移動することを防止することができ、ハニカム触媒体300を缶体50内で安定させることができる。また、ハニカム触媒体300の側面と缶体50の内面とが、溶接によって接合されていてもよい。図10における符号52は、溶接による接合部を示す。
【0096】
保持材51としては、セラミック繊維製マット等を用いることができる。この保持材51自体は、ハニカム触媒体300を缶体50内にて安定した状態で固定するためのクッション材として用いられるため、従来公知の排ガス処理装置において、円柱状のハニカム触媒体を保持するために用いられる保持材を、本実施形態の排ガス処理装置の保持材として用いることができる。
【0097】
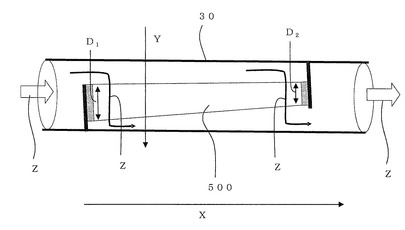
缶体50の流入口61及び流出口62は、ハニカム構造体100の一方の端面11及び他方の端面12の大きさと同程度の大きさ、又は上記端面の大きさよりも大きなものであることが好ましい。従来公知の排ガス処理装置に用いられる缶体は、排気系の排気管に対して、流入口及び流出口が直列に配置されるものであるが、本実施形態の排ガス処理装置500においては、図12に示すように、排気系の排気管30内に、排ガスが通過する排気管の延びる方向Xに対して、排ガス処理装置のハニカム構造体のセルの延びる方向Yが、直交又は傾いた状態となるように設置することができる。図12は、本発明の排ガス処理装置を排気系の排気管内に設置した一例を示す模式図である。図12における符号Zは、排ガスの流れを示す。
【0098】
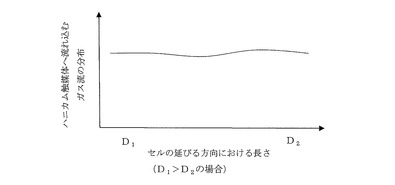
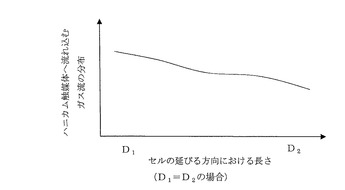
上述したように、排ガスが通過する排気管の延びる方向に対して、排ガス処理装置のハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように設置される場合には、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さD1が、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さD2に対して、1mm以上長いものであることが好ましい。このように構成することによって、ハニカム触媒体を通過する流体(即ち、排ガス)の抵抗のバランスを取ることができる。これにより、ハニカム触媒体に流れ込む流体の分布が均一化され、隔壁の各部位に担持された触媒が有効に利用され、浄化効率を向上させることができる。更に、このように構成することによって、圧損も低減することができる。例えば、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さD1を、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さD2よりも長くすると、図13に示すように、ハニカム触媒体へ流れ込むガス流の分布が均一化され、各部位の触媒が有効に使われるため浄化効率が向上する上、圧損も低減できる。一方、図14に示すように、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さと、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さとを同じにした場合には、排気系の下流側においてハニカム触媒体へ流れ込むガス流の量が減少してしまうことがある。ここで、図13は、ハニカム触媒体へ流れ込むガス流の分布の一例を示すグラフである。図14は、ハニカム触媒体へ流れ込むガス流の分布の他の例を示すグラフである。
【0099】
本実施形態の排ガス処理装置を、排気系の排気管内に、排ガスが通過する排気管の延びる方向に対して、排ガス処理装置のハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように設置する場合には、排気管の内面と、缶体の側面とを、板状や棒状の支持部材を用いて溶接して、排ガス処理装置を排気管の内部に固定することが好ましい。
【実施例】
【0100】
以下、本発明を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0101】
(実施例1)
実施例1においては、まず、セラミック原料としてコージェライト化原料を用い、コージェライト化原料100質量部に対して、分散媒を1質量部、有機バインダを2質量部、それぞれ添加し、混合、混練して坏土を調製した。コージェライト化原料としては、平均粒子径が10μmのタルクを38.9質量部、平均粒子径が3μmのカオリンを40.7質量部、平均粒子径が6μmのアルミナを5.9質量部、用いた。平均粒子径は、各原料の粒子の分布におけるメジアン径(d50)のことである。
【0102】
分散媒としては、水を用いた。有機バインダとしては、ヒドロキシプロピルメチルセルロースを用いた。分散剤としては、エチレングリコールを用いた。
【0103】
次に、得られた坏土を、ハニカム成形体を成形するための金型を用いて押出成形し、セルを区画形成する隔壁及び最外周に位置する外周壁を備え、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を作製した。そして、ハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、ハニカム成形体の両端面を切断し、所定の寸法に整えた。その後、ハニカム成形体を熱風乾燥機で乾燥し、更に、1445℃で、5時間、焼成することによって、ハニカム構造体(即ち、焼成体)を得た。
【0104】
実施例1のハニカム構造体は、セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mmのR状に形成された略四角形形状であった。また、略四角形形状の長軸方向長さA(表1においては、「寸法A(mm)」と記す)が、360mmであった。略四角形形状の短軸方向長さB(表1においては、「寸法B(mm)」と記す)が、35mmであった。また、ハニカム構造体のセルの延びる方向における長さC(表1においては、「寸法C(mm)」と記す)が、45mmであった。表1に、上記「寸法A(mm)」、「寸法B(mm)」、及び「寸法C(mm)」の値を示す。
【0105】
また、表1に示すように、実施例1のハニカム構造体は、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(表1においては、「B/A比の百分率(%)」と記す)が、9.7%であり、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(表1においては、「C/A比の百分率(%)」と記す)が、12.5%であった。
【0106】
また、実施例1のハニカム構造体は、ハニカム構造体のセルの延びる方向における長さCが、略四角形形状の長軸方向において一方の端部から他方の端部にかけて漸減するように構成されたものであった。セルの延びる方向における最大長さCmax(表1においては、「寸法Cの最大値(Cmax)(mm)」と記す)が、46mmであり、セルの延びる方向における最少長さCmin(表1においては、「寸法Cの最小値(Cmin)(mm)」と記す)が、44mmであった。セルの延びる方向における最大長さCmaxとセルの延びる方向における最少長さCminの差の値(表1においては、「Cmax−Cmin(mm)」と記す)は、2mmであった。
【0107】
また、ハニカム構造体の外周壁表面における、0.05mm以上の隙間数は、5個であった。即ち、ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪みの個数は、5個であった。上記「0.05mm以上の隙間数」は、ハニカム構造体の外周壁の表面に、ハニカム構造体のセルの延びる方向に沿って平面治具を当接させ、上記セルの延びる方向に直交する方向に(換言すれば、ハニカム構造体の一方の側面側から)、ハニカム構造体及び平面治具に光を照射し、光を照射する側とは平面治具を挟んで反対側から、ハニカム構造体及び平面治具との隙間から漏れる光の有無を観測することによって求めた値である。
【0108】
実施例のハニカム構造体は、隔壁厚さが0.0381mm、セル密度が62.0セル/cm2、セルピッチが1.3mm、開口率が94.1%のものであった。結果を表2に示す。
【0109】
【表1】

【0110】
【表2】
【0111】
実施例1のハニカム構造体に三元触媒を担持し、ハニカム触媒担持体(ハニカム触媒体)を作製した。三元触媒としては、白金(Pt)、ロジウム(Rh)、パラジウム(Pd)を質量比で1:0.5:4(Pt:Rh:Pd)の比率で含み、アルミナ及びセリアを主成分とするものを用いた。三元触媒の担持量は、ハニカム構造体の容積1リットル当たり200gとした。また、上記貴金属(Pt、Rh、Pd)の三元触媒中の含有量は、ハニカム構造体に三元触媒を担持した際に、ハニカム構造体の容積1リットル当たり1.5gとなる量とした。
【0112】
次に、流入口及び流出口を有する金属製(具体的には、ステンレス鋼製)の缶体内に、作製したこのハニカム触媒体を、一方の端面(即ち、ハニカム触媒体の流入端面)が流入口側を向くとともに、他方の端面(即ち、ハニカム触媒体の流出端面)が流出口側を向く状態で収納した。収納に際しては、セラミックス繊維を主成分とするマット(保持材)でハニカム触媒体の外周を覆い、その状態で缶体内に圧入して固定した。このようにして、排ガス処理装置を作製した。
【0113】
得られた排ガス処理装置について、以下の方法で、「コンパクト性」、「アイソスタティック強度」、「圧損」、「浄化率」、「流体圧によるズレ」、及び「総合評価」を行った。結果を表3に示す。
【0114】
[コンパクト性]
排ガス処理装置のキャニング寸法として、排気管が水平方向に向く方向に置いた際のハニカム構造体が収納された缶体の鉛直方向の最大高さを測定した。上記キャニング寸法が、80mm以下の場合を「OK(合格)」とし、80mm超の場合を「NG(不合格)」とした。
【0115】
[アイソスタティック強度]
排ガス処理装置に使用した各ハニカム構造体について、社団法人自動車技術会発行の自動車規格(JASO規格)M505−87で規定されているアイソスタティック破壊強度試験に基づいて測定した。アイソスタティック破壊強度試験は、ゴムの筒状容器にハニカム構造体を入れてアルミ製板で蓋をし、水中で等方加圧圧縮を行う試験であり、コンバータの缶体にハニカム構造体が外周面把持される場合の圧縮負荷加重を模擬した試験である。アイソスタティック破壊強度は、ハニカム構造体が破壊したときの加圧圧力値(MPa)で示される。アイソスタティック強度(加圧圧力値)が、2.0MPa以上の場合を「OK(合格)」とし、2.0MPa未満の場合を「NG(不合格)」とした。
【0116】
[圧損]
排ガス処理装置に、室温条件下、10m3/minの流速でエアーを流通させ、排ガス処理装置の流入口の圧力と、流出口の圧力とを測定して、その圧力差を圧力損失(圧損(kPa))とした。圧損(kPa)が、2.0kPa以下の場合を「OK(合格)」とし、2.0kPa超の場合を「NG(不合格)」とした。
【0117】
「浄化率」
作製したハニカム触媒担持体を、排気量2リッターのガソリンエンジン搭載車両の排気系に搭載した。米国規制(FTP)の規制運転モード(LA−4)を行って、炭化水素エミッションの測定を行った。触媒体無しでのエミッションとの比から浄化率を算出した。浄化率(%)が、90%以上の場合を「OK(合格)」とし、90%未満の場合を「NG(不合格)」とした。
【0118】
「流体圧によるズレ」
排ガス処理装置に、30m/secの流速でエアーを流通させ、排ガス処理装置の缶体内に保持されたハニカム触媒体のズレを確認した。なお、「ハニカム触媒体のズレ」とは、エアーを流通させる前における、ハニカム触媒体の缶体内の保持位置からの移動距離のことをいう。「ハニカム触媒体のズレ」が確認されなかった場合には、「非検知」とする。
【0119】
[総合評価]
「コンパクト性」、「アイソスタティック強度」、「圧損」、及び「浄化率」の各評価が全て「OK(合格)」で、且つ、流体圧によるズレが5mm以下の場合に、総合評価結果を「OK(合格)」とした。少なくともいずれか一方の評価結果が「NG(不合格)」、又は、流体圧によるズレが5mm超の場合には、総合評価結果を「NG(不合格)」とした。
【0120】
【表3】
【0121】
(実施例2〜19、比較例1〜8)
ハニカム構造体の「寸法A」、「寸法B」、「寸法C」、「寸法Cの最大値」、「寸法Cの最小値」、「角部の曲率半径」、「0.05mm以上の隙間数」、「隔壁厚さ」、「セル密度」、「セルピッチ」、及び「開口率」を表1及び表2に示すように変更した以外は、実施例1と同様の方法でハニカム構造体を作製した。
【0122】
得られたハニカム構造体について、実施例1と同様の方法で三元触媒を担持してハニカム触媒体を作製し、そのハニカム触媒体を缶体内に収納して排ガス処理装置を作製した。得られた排ガス処理装置について、実施例1と同様の方法で、「コンパクト性」、「アイソスタティック強度」、「圧損」、「浄化率」、「流体圧によるズレ」、及び「総合評価」を行った。結果を表3に示す。
【0123】
(結果)
表3に示すように、実施例1〜19の排ガス処理装置においては、全ての評価について良好な結果を得ることができた。特に、「コンパクト性」、「アイソスタティック強度」、及び「圧損」の評価については、従来のハニカム構造体を用いた排ガス処理装置では、バランスよく良好な評価結果を得ることは極めて困難であったが、特定の寸法比率の扁平な柱状構造のハニカム構造体を用いることによって、上記評価結果がバランスよく良好なものとなった。また、実施例1〜19の排ガス処理装置に用いられたハニカム構造体は、アイソスタティック強度に優れているため、ハニカム構造体の開口率を高くすることができ、浄化性能(浄化率)も高いものであった。
【0124】
一方、比較例1及び2の排ガス処理装置は、「B/A比の百分率」が大きすぎ、アイソスタティック強度が低いものであった。また、比較例3及び4の排ガス処理装置は、「C/A比の百分率」が大きすぎ、コンパクト性に劣るものであった。また、比較例5及び6の排ガス処理装置は、ハニカム構造体の開口率が低すぎて、浄化性能(浄化率)が低いものであった。また、比較例7及び8の排ガス処理装置は、角部の曲率半径が小さく、アイソスタティック強度が低いものであった。即ち、扁平な柱状構造のハニカム構造体とした場合において、端面の角部が所定の丸みを帯びたものでないと、その角部に集中荷重や偏荷重が生じて、逆にハニカム構造体が破損し易くなってしまうということが判明した。
【産業上の利用可能性】
【0125】
本発明のハニカム構造体は、排ガスを浄化するための触媒を担持する触媒担体として利用することができる。また、本発明のハニカム触媒体及び排ガス処理装置は、排ガスの浄化に利用することができる。
【符号の説明】
【0126】
1:隔壁、2:セル、3:外周壁、11:一方の端面、12:他方の端面、13:四角形の角部に相当する部分、30:排気管、40:触媒、50:缶体、51:保持材、52:接合部、61:流入口、62:流出口、70:平面治具、71:エッジ(平面治具の当接部分となるエッジ)、72:光源、100,200:ハニカム構造体、300:ハニカム触媒体、500:排ガス処理装置、600:従来の円柱状のハニカム構造体、A:略四角形形状(セルの延びる方向に垂直な断面の形状)の長軸方向長さ、B:略四角形形状(セルの延びる方向に垂直な断面の形状)の短軸方向長さ、C:セルの延びる方向における長さ、P:ハニカム構造体に照射した光の進行方向、Q:凹凸により形成された窪みを観測する方向(観測方向)、X:排気管の延びる方向、Y:ハニカム構造体のセルの延びる方向、Z:排ガスの流れ。
【技術分野】
【0001】
本発明は、ハニカム構造体、ハニカム触媒体及び排ガス処理装置に関する。更に詳しくは、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するハニカム構造体、このようなハニカム構造体を触媒担体としたハニカム触媒体、及びこのようなハニカム触媒体を用いた排ガス処理装置に関する。
【背景技術】
【0002】
地球環境影響、資源節約の観点から自動車の燃費低減が求められている。現在、ディーゼルエンジンや直噴ガソリンエンジン等の熱効率の良い内燃機関が自動車用の動力源として使用されている。このようなエンジンから排出される排ガスには、炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)等が含まれている。このため、エンジンから排出される排ガスに関しては、後処理による浄化が必要とされている。
【0003】
例えば、排ガスに含まれる炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)等の被浄化成分を浄化するための排ガス処理装置として、触媒担体に排ガス浄化用の触媒を担持した触媒体を備えた排ガス処理装置が提案されている。このような排ガス処理装置を用いることによって、排ガス中の被浄化成分を有効に浄化することができる。但し、このような排ガス処理装置を排気系に設置して、エンジン等から排出される排ガスを処理(後処理)する場合には、エンジンの背圧が高くなり、エンジンの燃費を悪化させてしまうという問題があった。
【0004】
更に、上述した排ガス処理装置には、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)等の貴金属を含む触媒が用いられているが、資源節約の観点から、触媒に用いられる貴金属を低減することも求められている。
【0005】
エンジンの背圧を低減するための対策としては、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を用いることが提案されている(例えば、特許文献1及び2参照)。更に、上記ハニカム構造体の隔壁の厚さを薄くして、ハニカム構造体の開口率を高め、ハニカム構造体の圧損を低減する対策も採られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−242133号公報
【特許文献2】特許第4246475号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ハニカム構造体の隔壁の厚さを薄くして、ハニカム構造体の開口率を高めた場合には、ハニカム構造体の構造強度が低下してしまうという問題があった。例えば、ハニカム構造体を排ガス処理装置の触媒担体として用いる場合には、上記ハニカム構造体が、金属製の缶体内に、保持材(マット)を介して挿入保持された状態で配置される。ハニカム構造体の隔壁の厚さを薄くすると、上記缶体内に保持するために必要な面圧をハニカム構造体の外周部に加えた際に、ハニカム構造体が破損してしまうことがある。
【0008】
また、ハニカム構造体は、可塑性を有する坏土を、成形用の口金から押出成形してハニカム成形体を得、得られたハニカム成形体を焼成して製造されるものである。ハニカム構造体の隔壁の厚さを薄くすると、押出成形したハニカム成形体を受け台で受け止めた際に、受け台と接触する部分が自重により変形してしまうという問題があった。この結果、ハニカム成形体にセルよれ(成形不良)が生じ、これを焼成して得られたハニカム構造体は、外周部にセルよれを持ったものとなってしまう。このような外周部にセルよれを持ったハニカム構造体は、上述したように缶体内に保持するために必要な面圧を加えた場合に、セルよれのある部分に応力集中が生じて、低面圧で破壊してしまうものとなる。
【0009】
また、ハニカム構造体の破損を回避するためには、缶体内に保持するための面圧を低くすることが考えられる。しかしながら、缶体内に保持するための面圧を低くすると、排気系を流れる排ガスの圧力(換言すれば、流体圧)により、ハニカム構造体が缶体内で下流方向に滑って移動し、缶体内に保持されたハニカム構造体の位置がずれてしまうという問題があった。
【0010】
また、触媒に含まれる貴金属を低減するためには、触媒と排ガスとの接触効率を高め、貴金属の利用率を高めることが有効である。このことから、セル密度を高める(即ち、セルの大きさを小さくする)という対策が行われていた。これにより、同一の貴金属量での浄化率を高くすることができると考えられてきたが、圧損が増大してしまうというマイナス面(問題)に関する対策は講じられていなかった。このため、貴金属の使用量を低減しつつ、同時に圧損の増大も抑制することが可能なハニカム構造体の開発が要望されている。
【0011】
また、圧損を低減する他の対策としては、ハニカム構造体の断面面積を大きくし、ハニカム構造体を通過するガス流速を低減することが考えられる。しかしながら、車両床下等に搭載する際に、地面との安全な距離が保てない等の搭載性の問題もあった。
【0012】
本発明は、上述した問題に鑑みてなされたものであり、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するハニカム構造体、このようなハニカム構造体を触媒担体としたハニカム触媒体、及びこのようなハニカム触媒体を用いた排ガス処理装置を提供する。
【課題を解決するための手段】
【0013】
本発明によれば、以下に示す、ハニカム構造体、ハニカム触媒体及び排ガス処理装置が提供される。
【0014】
[1] 一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、前記一方の端面及び前記他方の端面における開口率が88%以上であり、前記セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、前記略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体。
【0015】
[2] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、20%以下である前記[1]に記載のハニカム構造体。
【0016】
[3] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、15%以下である前記[2]に記載のハニカム構造体。
【0017】
[4] 前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、10%以下である前記[3]に記載のハニカム構造体。
【0018】
[5] 前記一方の端面及び前記他方の端面における開口率が90%以上である前記[1]〜[4]のいずれかに記載のハニカム構造体。
【0019】
[6] 前記一方の端面及び前記他方の端面における開口率が92%以上である前記[5]に記載のハニカム構造体。
【0020】
[7] 前記隔壁が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなる前記[1]〜[6]のいずれかに記載のハニカム構造体。
【0021】
[8] 前記ハニカム構造体の前記セルの延びる方向における長さCが、前記略四角形形状の長軸方向において異なり、前記セルの延びる方向における最大長さCmaxが、前記セルの延びる方向における最少長さCminに対して、1mm以上長い前記[1]〜[7]のいずれかに記載のハニカム構造体。
【0022】
[9] 前記ハニカム構造体の前記外周壁の表面には、複数の凹凸が形成されており、高低差が0.05mm以上の前記凹凸により形成された窪みが、前記ハニカム構造体のセルの延びる方向において2個以上形成されている前記[1]〜[8]のいずれかに記載のハニカム構造体。
【0023】
[10] 前記[1]〜[9]のいずれかに記載のハニカム構造体と、前記ハニカム構造体の前記隔壁に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒と、を備えたハニカム触媒体。
【0024】
[11] 前記[10]に記載のハニカム触媒体と、前記ハニカム触媒体を収納し、排ガスが流入する流入口及び浄化された排ガスが流出する流出口を有する缶体と、を備え、前記ハニカム触媒体が、前記略四角形形状の長軸に平行な前記外周壁の表面が受ける面圧が、前記略四角形形状の短軸に平行な前記外周壁の表面が受ける面圧よりも高くなるように保持材により保持された状態で、前記缶体内に収納されてなる排ガス処理装置。
【0025】
[12] 排ガスが通過する排気管の延びる方向に対して、前記ハニカム構造体の前記セルの延びる方向が、直交又は傾いた状態となるように、前記排気管の内部に設置される前記[11]に記載の排ガス処理装置。
【0026】
[13] 前記ハニカム触媒体の前記排気系の上流側における前記セルの延びる方向における長さD1が、前記ハニカム触媒体の前記排気系の下流側における前記セルの延びる方向における長さD2に対して、1mm以上長い前記[12]に記載の排ガス処理装置。
【発明の効果】
【0027】
本発明のハニカム構造体は、一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、一方の端面及び他方の端面における開口率が88%以上であり、セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるため、高い開口率を有することにより圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0028】
即ち、本発明のハニカム構造体は、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたものである。このため、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、これによりセルの変形を防止することができる。特に、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)を小さくしているため、成形体と受け台とが接触する面の面積を大きくし、上記セルの変形を有効に防止することができる。また、四角形の角部に相当する部分が、曲率半径が3mm以上のR状に形成されているため、ハニカム構造体を、そのハニカム構造体を収納するための缶体内に保持する際に、集中荷重や偏荷重を有効に軽減することができる。
【0029】
また、このような扁平な柱状に構成されたものとすることにより、ハニカム構造体の隔壁の厚さが薄い場合であっても、外圧に対する耐久性を高く維持することができる。即ち、88%以上という高い開口率であっても、外圧に対する耐久性を高く維持することができる。また、ハニカム構造体を扁平な柱状とすることで、排ガスがハニカム構造体に流入する直前における排気管壁面間の距離を小さく(狭く)することができ、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。これにより、排ガスがハニカム構造体に流入した直後において、排ガスと触媒との接触効率を高くすることができ、ハニカム構造体の入口端面近傍における、触媒のライトオフ時間(触媒が活性になるまでの時間)を短縮し、浄化効率を向上させることができる。
【0030】
例えば、図17に示すように、ハニカム構造体100を扁平な柱状とすることで、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。ここで、図17は、ハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図であり、図17の右側にハニカム構造体(扁平な柱状のハニカム構造体)を示し、図17の左側に、排ガスの乱流成分の比率を示す。図17に示すように、ハニカム構造体100を扁平な柱状とすることで、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。一方、従来の円柱状のハニカム構造体600の場合には、ハニカム構造体600の径方向の距離が長くなり、排ガス中の乱流成分の比率が少なくなる。図18は、従来のハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図であり、図18の右側に従来のハニカム構造体(セルの延びる方向に平行な面で切断した状態の円柱状のハニカム構造体)を示し、図18の左側に、排ガスの乱流成分の比率を示す。
【0031】
更に、本発明のハニカム構造体においては、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)を30%以下とし、セルの延びる方向における長さCが相対的に短く構成されている。このため、排ガスが通過する排気管の延びる方向に対して、ハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように、上記排気管の内部に設置することができる。これにより、本発明のハニカム構造体を用いた排ガス処理装置を、排気管の内部にコンパクトに搭載することができる。
【0032】
また、本発明のハニカム触媒体は、本発明のハニカム構造体を触媒担体としたハニカム触媒体であり、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0033】
また、本発明の排ガス処理装置は、本発明のハニカム触媒体を用いた排ガス処理装置であり、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有し、排気管の内部にコンパクトに搭載することができる。
【図面の簡単な説明】
【0034】
【図1】本発明のハニカム触媒担体の一実施形態を模式的に示す斜視図である。
【図2】図1に示すハニカム構造体の一方の端面側を模式的に示す平面図である。
【図3】図1に示すハニカム構造体の側面を模式的に示す平面図である。
【図4】本発明のハニカム触媒担体の他の実施形態を模式的に示す斜視図である。
【図5】図4に示すハニカム構造体の側面を模式的に示す平面図である。
【図6】本実施形態のハニカム構造体を排気管の内部に設置した状態を模式的に示す説明図である。
【図7】ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。
【図8】ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。
【図9】本発明のハニカム触媒体の一の実施形態の一方の端面側を模式的に示す平面図である。
【図10】本発明の排ガス処理装置の一の実施形態の流入口側を模式的に示す平面図である。
【図11】図10に示す排ガス処理装置の側面を模式的に示す平面図である。
【図12】本発明の排ガス処理装置を排気系の排気管内に設置した一例を示す模式図である。
【図13】ハニカム触媒体へ流れ込むガス流の分布の一例を示すグラフである。
【図14】ハニカム触媒体へ流れ込むガス流の分布の他の例を示すグラフである。
【図15】本発明の排ガス処理装置の一の実施形態を排気系の排気管内に設置した例を示す模式図である。
【図16】本発明の排ガス処理装置の他の実施形態を排気系の排気管に設置した例を示す模式図である。
【図17】ハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図である。
【図18】従来のハニカム構造体に流入する排ガスの乱流成分の比率について説明する説明図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0036】
(1)ハニカム構造体:
図1〜図3に示すように、本発明の一の実施形態のハニカム構造体100は、一方の端面11から他方の端面12に延びる流体の流路となる複数のセル2を区画形成する隔壁1、及び最外周に位置する外周壁3を備えたハニカム構造体100である。図1は、本発明のハニカム触媒担体の一実施形態を模式的に示す斜視図である。図2は、図1に示すハニカム構造体の一方の端面側を模式的に示す平面図である。図3は、図1に示すハニカム構造体の側面を模式的に示す平面図である。
【0037】
そして、本実施形態のハニカム構造体100においては、一方の端面11及び他方の端面12における開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状である。
【0038】
更に、本実施形態のハニカム構造体100においては、略四角形形状(換言すれば、セル2の延びる方向に垂直な断面の形状)の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、且つ、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下である。
【0039】
本実施形態のハニカム構造体100は、圧損が低く、且つ、外周近傍に形成されるセルのセルよれを有効に防止することができ、更に、外部からの圧力に対して高い耐久性を有するものである。
【0040】
即ち、本実施形態のハニカム構造体100は、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたものである。このため、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、セル2の変形を防止することができる。特に、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)を小さくしているため、成形体と受け台とが接触する面の面積を大きくし、上記セル2の変形を有効に防止することができる。また、四角形の角部に相当する部分13が、曲率半径が3mm以上のR状に形成されているため、ハニカム構造体100を、そのハニカム構造体100を収納するための缶体内に保持する際に、集中荷重や偏荷重を有効に軽減することができる。
【0041】
また、このような扁平な柱状に構成されたものとすることにより、ハニカム構造体100の隔壁1の厚さが薄い場合であっても、外圧に対する耐久性を高く維持することができる。即ち、88%以上という高い開口率であっても、外圧に対する耐久性を高く維持することができる。また、ハニカム構造体を扁平な柱状とすることで、排ガスがハニカム構造体に流入する直前における排気管壁面間の距離を小さく(狭く)することができ、ハニカム構造体に流入する排ガスの主流成分(排気管を直進する成分)に対する乱流成分の比率を大きくすることができる。これにより、排ガスがハニカム構造体に流入した直後において、排ガスと触媒との接触効率を高くすることができ、ハニカム構造体の入口端面近傍における、触媒のライトオフ時間(触媒が活性になるまでの時間)を短縮し、浄化効率を向上させることができる。
【0042】
更に、本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、セル2の延びる方向における長さCの比の百分率(C/A×100)を30%以下とし、セル2の延びる方向における長さCが相対的に短く構成されている。このため、排ガスが通過する排気管の延びる方向に対して、ハニカム構造体100のセル2の延びる方向が、直交又は傾いた状態となるように、上記排気管の内部にハニカム構造体100を設置することができる。これにより、本実施形態のハニカム構造体100を用いた排ガス処理装置を、排気管の内部にコンパクトに搭載することができる。
【0043】
本実施形態のハニカム構造体100においては、上述した外圧に対する耐久性を高く維持することができるという利点を最大限に生かすように、一方の端面11及び他方の端面12における開口率を88%以上としている。即ち、本実施形態のハニカム構造体を扁平な柱状の構造体とすることと、開口率を88%以上とすることとの効果が相俟って、耐久性を高く維持しつつ、圧損を低くすることができる。例えば、従来の円柱状に形成されたハニカム構造体においても、開口率を高くすれば、その圧損を低くすることができるが、開口率を高くした場合には、耐久性の低下は避けられない。従って、耐久性の低下を抑制する対策を何ら行うことなく、単に開口率のみを高くすることで圧損を低減することは極めて困難である。
【0044】
本実施形態のハニカム構造体100においては、開口率が90%以上であることが好ましく、開口率が92%以上であることが更に好ましい。上述した極めて高い開口率であっても、耐久性の極端な低下がなく、更に圧損を低くすることができる。なお、耐久性の観点(換言すれば、ハニカム構造体の強度的な観点)から、開口率の上限は、96%程度である。
【0045】
本明細書における「開口率」とは、ハニカム構造体のセル(流路)に垂直な断面における全断面積(セルの開口部分を含む)に対する、セルの開口面積の比率として算出される値のことを意味する。具体的には、開口率は、下記式(1)によって算出することができる。
【0046】
開口率=(P−t)2/P2 (1)
(但し、上記式(1)において、Pはセルピッチを示し、tは隔壁厚さを示す。)
【0047】
本実施形態のハニカム構造体100は、セル2の延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状のものである。「略四角形形状」とは、上述したように、四角形の四つの角部がR状(即ち、丸みを帯びた形状)に形成された形状のことを意味する。略四角形形状のR状部分は、曲率半径が3mm以上の曲率を有するものである。このように構成することにより、集中荷重や偏荷重を有効に軽減することができる。
【0048】
略四角形形状のR状部分の曲率半径が、3mm以上、15mm以下であることが好ましく、3mm以上、10mm以下であることが更に好ましく、5mm以上、8mm以下であることが特に好ましい。
【0049】
略四角形形状における「R状部分」が形成される範囲については特に制限はないが、略四角形形状の長軸方向長さAに対して、0.5%以上、2.5%以下の範囲に上記「R状部分」がそれぞれ形成されていることが好ましく、0.5%以上、2.0%以下の範囲に上記「R状部分」がそれぞれ形成されていることが更に好ましく、0.7%以上、1.5%以下の範囲に上記「R状部分」がそれぞれ形成されていることが特に好ましい。
【0050】
本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(以下、「B/A比の百分率」ということがある)が、30%以下である。このように、長軸方向の長さが長い扁平な柱状の構造体とすることで、可塑性を有する坏土を押出成形して成形体を得る際に、成形体と受け台とが接触する面が平面となり、接触面積あたりに受ける自重を小さくでき、セルの変形を防止することができる。
【0051】
B/A比の百分率が、20%以下であることが好ましく、15%以下であることが更に好ましく、10%以下であることが特に好ましい。このように構成することによって、略四角形形状の長軸方向長さを横とした場合に、セルの延びる方向に垂直な断面の形状が、より横長形状となり、成形体における自重による変形を有効に防止することができる。B/A比の百分率の下限値については特に制限はないが、5%以上であることが好ましい。
【0052】
本実施形態のハニカム構造体100においては、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(以下、「C/A比の百分率」ということがある)が、30%以下である。このように、本実施形態のハニカム構造体100は、セルの延びる方向における長さCが相対的に短く構成されたものである。このため、本実施形態のハニカム構造体を排ガス処理装置に用いた際に、排ガス処理装置を小型化することができ、上記排ガス処理装置を排気管の内部にコンパクトに搭載することが可能となる。
【0053】
C/A比の百分率が、30%以下であることが好ましく、20%以下であることが更に好ましい。C/A比の百分率の下限値については特に制限はないが、5%以上であることが好ましい。C/A比の百分率を上述した数値範囲とすることにより、本実施形態のハニカム構造体を触媒担体として用いた場合に、セル内を通過する排ガスを、隔壁に担持させた触媒によって良好に浄化することが可能となる。
【0054】
また、図1〜図3においては、ハニカム構造体100のセル2の延びる方向における長さCが、略四角形形状の長軸方向において一定の場合の例を示しているが、例えば、図4及び図5に示すように、ハニカム構造体200のセル2の延びる方向における長さCが、略四角形形状の長軸方向において異なるものであってもよい。例えば、図4及び図5に示すハニカム構造体200は、ハニカム構造体200の一方の側縁(即ち、略四角形形状の長軸方向の一方の端縁)から、他方の側縁(即ち、略四角形形状の長軸方向の他方の端縁)に向けて、セル2の延びる方向における長さC(Cmax,Cmin)が漸減するように構成されたものである。ここで、図4は、本発明のハニカム触媒担体の他の実施形態を模式的に示す斜視図である。図5は、図4に示すハニカム構造体の側面を模式的に示す平面図である。
【0055】
このように構成することによって、例えば、図6に示すように、排ガスが通過する排気管30の内部に、その排気管30の延びる方向Xに対して、ハニカム構造体200のセルの延びる方向Yが、直交又は傾いた状態となるようにハニカム構造体200を設置した場合に、ハニカム構造体200を通過する流体(即ち、排ガス)の抵抗のバランスを取ることができる。これにより、ハニカム構造体200に流れ込む流体の分布が均一化され、隔壁に触媒を担持してハニカム触媒体として用いた場合に、隔壁の各部位に担持された触媒が有効に利用され、浄化効率を向上させることができる。更に、このように構成することによって、圧損も低減することができる。
【0056】
ここで、図6は、本実施形態のハニカム構造体を排気管の内部に設置した状態を模式的に示す説明図である。図6における符号Zは、排ガスの流れを示す。
【0057】
本実施形態のハニカム構造体においては、ハニカム構造体の外周壁の表面に、複数の凹凸が形成されており、高低差が0.05mm以上の上記凹凸により形成された窪みが、ハニカム構造体のセルの延びる方向において2個以上形成されていることが好ましい。このような凹凸(換言すれば、窪み)を外周壁の表面に有することによって、ハニカム構造体を、排ガス浄化装置の缶体内に収納した際に、排ガス浄化装置内に流入するガスの圧力により、ハニカム構造体のガス流れ方向のズレを有効に防止することができる。
【0058】
上記「高低差が0.05mm以上の上記凹凸により形成された窪み」については、以下の方法によって測定することができる。図7及び図8に示すように、まず、ハニカム構造体100の外周壁3の表面に、ハニカム構造体100のセル2の延びる方向Yに沿って平面治具70を当接させる。即ち、セル2の延びる方向Yと、平面治具70の長手方向とが平行になるように、ハニカム構造体100の外周壁3の表面に、上記平面治具70を当接させる。平面治具70は、ハニカム構造体70の外周壁3の表面に当接させる辺が真っ直ぐで凹凸のない、平板状の板状部材を用いることができる。「真っ直ぐで凹凸のない」とは、少なくとも0.02mm以上の凹凸のない状態(換言すれば、凹凸の高低差が0.02mm以下)のことをいう。平面治具70の先端(当接部分となるエッジ71)の幅は、2mm以下とすることが好ましい。
【0059】
次に、ハニカム構造体100のセル2の延びる方向Yと直交する方向(換言すれば、ハニカム構造体100の一方の側面側)から、ハニカム構造体100及び平面治具70に光を照射し、この光を照射する側とは平面治具70を挟んで反対側から、ハニカム構造体100及び平面治具70を観測する。この際、ハニカム構造体100と平面治具70との隙間から光が漏れていれば、ハニカム構造体100の外周壁3の表面に、「凹凸により形成された窪み」が形成されていることとなる。ハニカム構造体100と平面治具70との隙間から光が漏れている場合には、その隙間の高さを測定し、更に、「高低差が0.05mm以上の凹凸により形成された窪み」が複数個存在する場合には、その個数を計測する。これにより、ハニカム構造体100の外周壁3の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定することができる。
【0060】
なお、「高低差が0.05mm以上の凹凸により形成された窪みの個数」は、ハニカム構造体100の外周壁3の表面における、ハニカム構造体100の一方の端面11から他方の端面12までの範囲にて計測される個数とする。
【0061】
ここで、図7及び図8は、ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪み」を測定するための測定方法を模式的に示す説明図である。図7は、ハニカム構造体を側面(略四角形形状の短軸側)から見た状態を示す説明図である。図8は、ハニカム構造体一方の端面側から見た状態を示す説明図である。図8において、符号72はハニカム構造体に光を照射するための光源を示す。また、符号Pで示す矢印は、ハニカム構造体に照射した光の進行方向を示す。符号Qで示す矢印は、凹凸により形成された窪みを観測する方向(観測方向)を示す。
【0062】
高低差が0.05mm以上の凹凸により形成された窪みの個数は、3個以上であることが更に好ましく、4個以上であることが特に好ましい。窪みの個数の上限値については特に制限はないが、20個以下であることが好ましく、15個以下であることが更に好ましく、5個以下であることが特に好ましい。
【0063】
また、極端に高低差のある凹凸が形成されていると、強度低下の要因になることがある。このため、窪みを形成する凹凸の高低差は、0.05〜0.5mmであることが更に好ましく、0.05〜0.3mmであることが特に好ましい。
【0064】
また、図1〜図3に示すような本実施形態のハニカム構造体100においては、隔壁1が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなることが好ましい。このように構成することによって、ハニカム構造体100の熱膨張を小さくし、耐熱衝撃性を向上させることができる。主成分以外の成分としては、例えば、アルミナ、シリカ、チタニア、ガラス等を挙げることができる。
【0065】
本明細書において、「主成分」とは、その構成材料中に含まれる成分が90質量%以上の成分のことを意味する。このように、ハニカム構造体100の隔壁1は、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を90質量%以上含む多孔質体からなることが好ましい。また、本実施形態のハニカム構造体100の隔壁1が、上記成分を、95質量%以上含む材料からなることが更に好ましく、98質量%以上含む材料からなることが特に好ましい。
【0066】
ハニカム構造体100の隔壁1の気孔率については特に制限はない。例えば、隔壁1の気孔率が、20〜65%であることが好ましく、30〜50%であることが更に好ましく、30〜40%であることが特に好ましい。隔壁1の気孔率が上記範囲であると、ハニカム構造体100の強度を適度に維持しつつ、圧損の増大を良好に防止することができる。隔壁1の気孔率は、水銀ポロシメータにより測定した値である。
【0067】
隔壁1の厚さは、0.01〜0.2mmであることが好ましく、0.015〜0.15mmであることが更に好ましく、0.02〜0.08mmであることが特に好ましい。隔壁1の厚さが上記範囲であることにより、強度を維持しつつ、圧損を低減することができる。「隔壁の厚さ」とは、ハニカム構造体100をセル2の延びる方向に垂直に切断した断面における、隣接する二つのセル2を区画する壁(隔壁1)の厚さのことを意味する。「隔壁の厚さ」は、例えば、画像解析装置(ニコン社製、商品名「NEXIV、VMR−1515」)によって測定することができる。
【0068】
ハニカム構造体100のセル密度(セルの延びる方向に直交する断面における、単位面積当たりのセルの個数)が、15〜200セル/cm2であることが好ましく、20〜150セル/cm2であることが更に好ましく、50〜140セル/cm2であることが特に好ましい。セル密度が、上記範囲であることにより、圧損の増大をより有効に防止するとともに、ハニカム構造体100の隔壁1に触媒を担持した際に、高い浄化性能を得ることができる。
【0069】
隔壁1の平均細孔径は、1〜10μmであることが好ましく、1〜8μmであることが更に好ましく、2〜6μmであることが特に好ましい。平均細孔径が上記範囲であると、圧損の増大を良好に防止しつつ、材料強度を維持することができる。隔壁1の平均細孔径は、水銀ポロシメータで測定した値である。
【0070】
本実施形態のハニカム構造体100において、セル形状(ハニカム構造体のセルの延びる方向に直交する断面におけるセル形状)としては、特に制限はなく、例えば、三角形、四角形、六角形、八角形、円形、或いはこれらの組合せを挙げることができる。四角形の中でも、正方形、長方形が好ましい。
【0071】
本実施形態のハニカム構造体は、ハニカム構造体の隔壁に触媒を担持させて、触媒担持体として好適に利用することができる。
【0072】
(2)ハニカム構造体の製造方法:
次に、本実施形態のハニカム構造体の製造方法について説明する。本実施形態のハニカム構造体の製造方法としては、セラミック原料を含有する成形原料を混合し混練して坏土を得る坏土調製工程と、得られた坏土を成形して、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を得る成形工程と、得られたハニカム成形体を乾燥し、焼成して、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を得る焼成工程とを備えた製造方法を挙げることができる。
【0073】
(2−1)坏土調製工程:
まず、本実施形態のハニカム構造体を製造する際には、セラミック原料を含有する成形原料を混合し混練して坏土を得る(坏土調製工程)。セラミック原料としては、コージェライト化原料、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を用いることが好ましい。なお、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0074】
また、成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、界面活性剤、造孔材等を更に混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカム構造体の構造、材質等に合わせた組成比とすることが好ましい。
【0075】
分散媒としては、水を用いることができる。分散媒の添加量は、セラミック原料100質量部に対して、10〜30質量部であることが好ましい。
【0076】
有機バインダとしては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシプロピルエチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、又はこれらを組み合わせたものとすることが好ましい。また、有機バインダの添加量は、セラミック原料100質量部に対して、0.5〜5質量部が好ましい。
【0077】
界面活性剤としては、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を用いることができる。これらは、1種単独で使用してもよいし、2種以上を組み合わせて使用してもよい。界面活性剤の添加量は、セラミック原料100質量部に対して、0.5〜2質量部が好ましい。
【0078】
成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。
【0079】
(2−2)成形工程:
次に、得られた坏土を成形して、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を得る(成形工程)。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0080】
本実施形態のハニカム構造体を製造する際には、最終的に得られるハニカム構造体(即ち、ハニカム成形体を焼成して得られるハニカム構造体)が、(1)一方の端面及び他方の端面における開口率が88%以上となり、(2)セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状となり、(3)略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下となり、(4)略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下となるように、ハニカム成形体の全体形状やセルの形状等を調整する。
【0081】
なお、ハニカム成形体を成形(例えば、押出成形)し、成形したハニカム成形体を受け台で受ける際に、受け台の表面に対して、ハニカム成形体の略四角形形状の長軸方向が平行となるように受けることが好ましい。これにより、ハニカム成形体と受け台とが接触する面積が大きくなり、ハニカム成形体の自重による変形を有効に防止することができる。
【0082】
(2−3)焼成工程:
次に、得られたハニカム成形体を乾燥し、焼成して、流体の流路となる複数のセルを区画形成する多孔質の隔壁を備えたハニカム構造体を得る(焼成工程)。このようにして、本実施形態のハニカム構造体を製造することができる。
【0083】
乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組み合わせて行うことが好ましい。
【0084】
ハニカム成形体を焼成(本焼成)する前には、このハニカム成形体を仮焼することが好ましい。仮焼は、脱脂のために行うものであり、その方法は、特に限定されるものではなく、ハニカム成形体中の有機物(有機バインダ、界面活性剤、造孔材等)の少なくとも一部を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、10〜100時間程度加熱することが好ましい。
【0085】
ハニカム成形体の焼成(本焼成)は、仮焼した成形体を構成する成形原料を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、コージェライト化原料を使用している場合には、焼成温度は、1350〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、3〜10時間が好ましい。仮焼、本焼成を行う装置は、特に限定されないが、電気炉、ガス炉等を用いることができる。
【0086】
(3)ハニカム触媒体:
次に、本発明のハニカム触媒体の実施形態について説明する。本実施形態のハニカム触媒体は、これまでに説明した本発明のハニカム構造体を触媒担体として、この触媒担体(即ち、ハニカム構造体)の隔壁に触媒が担持されたハニカム触媒体である。
【0087】
具体的には、図9に示すように、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたハニカム構造体100と、このハニカム構造体100の隔壁1に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒(以下、単に「触媒40」ということがある)と、を備えたハニカム触媒体300である。ここで、図9は、本発明のハニカム触媒体の一の実施形態の一方の端面側を模式的に示す平面図である。
【0088】
三元触媒とは、主に炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)を浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。この三元触媒により、炭化水素は水と二酸化炭素に、一酸化炭素は二酸化炭素に、窒素酸化物は窒素に、それぞれ酸化又は還元によって浄化される。
【0089】
酸化触媒とは、炭化水素(HC)、一酸化炭素(CO)を酸化して浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。
【0090】
本実施形態のハニカム触媒体においては、隔壁の表面及び隔壁に形成された細孔の内部の少なくとも一方に、上述した触媒が担持されていることが好ましい。触媒の担持量については特に制限はないが、20〜300g/リットルであることが好ましく、20〜250g/リットルであることが更に好ましく、50〜200g/リットルであることが特に好ましい。上記した触媒の担持量は、ハニカム構造体1リットル当たりに担持される触媒の質量(g)である。触媒の担持量が、20g/リットル未満であると、浄化性能が低下することがある。また、触媒の担持量が、300g/リットル超であると、排ガスを流すときの圧損が増大することがある。
【0091】
また、触媒には、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種の貴金属が含まれている。ハニカム構造体1リットル当たりの貴金属の量は、0.5〜3g/リットルであることが好ましく、0.5〜2.5g/リットルであることが更に好ましく、1.0〜2.0g/リットルであることが特に好ましい。本実施形態のハニカム触媒体の触媒担体であるハニカム構造体は、ハニカム構造体を扁平な柱状とすることで、排ガスの乱流成分の比率を大きくし、浄化効率を向上させることが可能であるため、資源節約の観点から使用量の低減が求められている貴金属の量を少なくすることができる。
【0092】
(4)排ガス処理装置:
次に、本発明の排ガス処理装置の実施形態について説明する。本実施形態の排ガス処理装置は、これまでに説明した本発明のハニカ触媒体を用いた排ガス処理装置である。具体的には、図10及び図11に示すように、開口率が88%以上であり、セル2の延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた(即ち、曲率半径が3mm以上のR状の)横長の長方形である扁平な柱状に構成されたハニカム構造体100の隔壁1に触媒40が担持されたハニカム触媒体300と、このハニカム触媒体300を収納し、排ガスが流入する流入口61及び浄化された排ガスが流出する流出口62を有する缶体50と、を備え、ハニカム触媒体300が、略四角形形状の長軸(即ち、ハニカム構造体のセルの延びる方向に垂直な断面の形状における長軸)に平行な外周壁3の表面が受ける面圧が、略四角形形状の短軸(即ち、ハニカム構造体100のセル2の延びる方向に垂直な断面の形状における短軸)に平行な外周壁3の表面が受ける面圧よりも高くなるように保持材51により保持された状態で、缶体50内に収納されてなる排ガス処理装置500である。
【0093】
このように構成することによって、ハニカム触媒体300(換言すれば、触媒担体としてのハニカム構造体)の破損を有効に防止することができる。また、上述したように、浄化効率の優れたハニカム触媒体300が用いられているため、排ガスを良好に浄化することができる。ここで、図10は、本発明の排ガス処理装置の一の実施形態の流入口側を模式的に示す平面図である。図11は、図10に示す排ガス処理装置の側面を模式的に示す平面図である。
【0094】
本実施形態の排ガス処理装置500は、図15に示すように、排気系の排気管30内に設置することができる。また、図16に示すように、排気系の排気管30に、排ガス処理装置500の缶体を接続して設置することもできる。ここで、図15は、本発明の排ガス処理装置の一の実施形態を排気系の排気管内に設置した例を示す模式図である。図16は、本発明の排ガス処理装置の他の実施形態を排気系の排気管に設置した例を示す模式図である。
【0095】
図10及び図11に示すように、缶体50は、ハニカム構造体100(換言すれば、ハニカム触媒体300)の外周面を覆い、ハニカム構造体100の一方の端面11側に流入口61が形成され、ハニカム構造体100の他方の端面12側に流出口62が形成された扁平な筒状のものであることが好ましい。缶体50の材質としては、ステンレス鋼等を挙げることができる。缶体50の大きさは、ハニカム触媒体300に保持材51をクッション材として巻きつけた状態で、そのハニカム触媒体300を圧入することができる大きさであることが好ましい。これにより、ハニカム触媒体300が缶体50内で移動することを防止することができ、ハニカム触媒体300を缶体50内で安定させることができる。また、ハニカム触媒体300の側面と缶体50の内面とが、溶接によって接合されていてもよい。図10における符号52は、溶接による接合部を示す。
【0096】
保持材51としては、セラミック繊維製マット等を用いることができる。この保持材51自体は、ハニカム触媒体300を缶体50内にて安定した状態で固定するためのクッション材として用いられるため、従来公知の排ガス処理装置において、円柱状のハニカム触媒体を保持するために用いられる保持材を、本実施形態の排ガス処理装置の保持材として用いることができる。
【0097】
缶体50の流入口61及び流出口62は、ハニカム構造体100の一方の端面11及び他方の端面12の大きさと同程度の大きさ、又は上記端面の大きさよりも大きなものであることが好ましい。従来公知の排ガス処理装置に用いられる缶体は、排気系の排気管に対して、流入口及び流出口が直列に配置されるものであるが、本実施形態の排ガス処理装置500においては、図12に示すように、排気系の排気管30内に、排ガスが通過する排気管の延びる方向Xに対して、排ガス処理装置のハニカム構造体のセルの延びる方向Yが、直交又は傾いた状態となるように設置することができる。図12は、本発明の排ガス処理装置を排気系の排気管内に設置した一例を示す模式図である。図12における符号Zは、排ガスの流れを示す。
【0098】
上述したように、排ガスが通過する排気管の延びる方向に対して、排ガス処理装置のハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように設置される場合には、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さD1が、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さD2に対して、1mm以上長いものであることが好ましい。このように構成することによって、ハニカム触媒体を通過する流体(即ち、排ガス)の抵抗のバランスを取ることができる。これにより、ハニカム触媒体に流れ込む流体の分布が均一化され、隔壁の各部位に担持された触媒が有効に利用され、浄化効率を向上させることができる。更に、このように構成することによって、圧損も低減することができる。例えば、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さD1を、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さD2よりも長くすると、図13に示すように、ハニカム触媒体へ流れ込むガス流の分布が均一化され、各部位の触媒が有効に使われるため浄化効率が向上する上、圧損も低減できる。一方、図14に示すように、ハニカム触媒体の排気系の上流側におけるセルの延びる方向における長さと、ハニカム触媒体の排気系の下流側におけるセルの延びる方向における長さとを同じにした場合には、排気系の下流側においてハニカム触媒体へ流れ込むガス流の量が減少してしまうことがある。ここで、図13は、ハニカム触媒体へ流れ込むガス流の分布の一例を示すグラフである。図14は、ハニカム触媒体へ流れ込むガス流の分布の他の例を示すグラフである。
【0099】
本実施形態の排ガス処理装置を、排気系の排気管内に、排ガスが通過する排気管の延びる方向に対して、排ガス処理装置のハニカム構造体のセルの延びる方向が、直交又は傾いた状態となるように設置する場合には、排気管の内面と、缶体の側面とを、板状や棒状の支持部材を用いて溶接して、排ガス処理装置を排気管の内部に固定することが好ましい。
【実施例】
【0100】
以下、本発明を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0101】
(実施例1)
実施例1においては、まず、セラミック原料としてコージェライト化原料を用い、コージェライト化原料100質量部に対して、分散媒を1質量部、有機バインダを2質量部、それぞれ添加し、混合、混練して坏土を調製した。コージェライト化原料としては、平均粒子径が10μmのタルクを38.9質量部、平均粒子径が3μmのカオリンを40.7質量部、平均粒子径が6μmのアルミナを5.9質量部、用いた。平均粒子径は、各原料の粒子の分布におけるメジアン径(d50)のことである。
【0102】
分散媒としては、水を用いた。有機バインダとしては、ヒドロキシプロピルメチルセルロースを用いた。分散剤としては、エチレングリコールを用いた。
【0103】
次に、得られた坏土を、ハニカム成形体を成形するための金型を用いて押出成形し、セルを区画形成する隔壁及び最外周に位置する外周壁を備え、セルの延びる方向に垂直な断面の形状が角部に所定の丸みを帯びた横長の長方形である扁平な柱状のハニカム成形体を作製した。そして、ハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、ハニカム成形体の両端面を切断し、所定の寸法に整えた。その後、ハニカム成形体を熱風乾燥機で乾燥し、更に、1445℃で、5時間、焼成することによって、ハニカム構造体(即ち、焼成体)を得た。
【0104】
実施例1のハニカム構造体は、セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mmのR状に形成された略四角形形状であった。また、略四角形形状の長軸方向長さA(表1においては、「寸法A(mm)」と記す)が、360mmであった。略四角形形状の短軸方向長さB(表1においては、「寸法B(mm)」と記す)が、35mmであった。また、ハニカム構造体のセルの延びる方向における長さC(表1においては、「寸法C(mm)」と記す)が、45mmであった。表1に、上記「寸法A(mm)」、「寸法B(mm)」、及び「寸法C(mm)」の値を示す。
【0105】
また、表1に示すように、実施例1のハニカム構造体は、略四角形形状の長軸方向長さAに対する、略四角形形状の短軸方向長さBの比の百分率(表1においては、「B/A比の百分率(%)」と記す)が、9.7%であり、略四角形形状の長軸方向長さAに対する、セルの延びる方向における長さCの比の百分率(表1においては、「C/A比の百分率(%)」と記す)が、12.5%であった。
【0106】
また、実施例1のハニカム構造体は、ハニカム構造体のセルの延びる方向における長さCが、略四角形形状の長軸方向において一方の端部から他方の端部にかけて漸減するように構成されたものであった。セルの延びる方向における最大長さCmax(表1においては、「寸法Cの最大値(Cmax)(mm)」と記す)が、46mmであり、セルの延びる方向における最少長さCmin(表1においては、「寸法Cの最小値(Cmin)(mm)」と記す)が、44mmであった。セルの延びる方向における最大長さCmaxとセルの延びる方向における最少長さCminの差の値(表1においては、「Cmax−Cmin(mm)」と記す)は、2mmであった。
【0107】
また、ハニカム構造体の外周壁表面における、0.05mm以上の隙間数は、5個であった。即ち、ハニカム構造体の外周壁の表面に形成された「高低差が0.05mm以上の凹凸により形成された窪みの個数は、5個であった。上記「0.05mm以上の隙間数」は、ハニカム構造体の外周壁の表面に、ハニカム構造体のセルの延びる方向に沿って平面治具を当接させ、上記セルの延びる方向に直交する方向に(換言すれば、ハニカム構造体の一方の側面側から)、ハニカム構造体及び平面治具に光を照射し、光を照射する側とは平面治具を挟んで反対側から、ハニカム構造体及び平面治具との隙間から漏れる光の有無を観測することによって求めた値である。
【0108】
実施例のハニカム構造体は、隔壁厚さが0.0381mm、セル密度が62.0セル/cm2、セルピッチが1.3mm、開口率が94.1%のものであった。結果を表2に示す。
【0109】
【表1】
【0110】
【表2】
【0111】
実施例1のハニカム構造体に三元触媒を担持し、ハニカム触媒担持体(ハニカム触媒体)を作製した。三元触媒としては、白金(Pt)、ロジウム(Rh)、パラジウム(Pd)を質量比で1:0.5:4(Pt:Rh:Pd)の比率で含み、アルミナ及びセリアを主成分とするものを用いた。三元触媒の担持量は、ハニカム構造体の容積1リットル当たり200gとした。また、上記貴金属(Pt、Rh、Pd)の三元触媒中の含有量は、ハニカム構造体に三元触媒を担持した際に、ハニカム構造体の容積1リットル当たり1.5gとなる量とした。
【0112】
次に、流入口及び流出口を有する金属製(具体的には、ステンレス鋼製)の缶体内に、作製したこのハニカム触媒体を、一方の端面(即ち、ハニカム触媒体の流入端面)が流入口側を向くとともに、他方の端面(即ち、ハニカム触媒体の流出端面)が流出口側を向く状態で収納した。収納に際しては、セラミックス繊維を主成分とするマット(保持材)でハニカム触媒体の外周を覆い、その状態で缶体内に圧入して固定した。このようにして、排ガス処理装置を作製した。
【0113】
得られた排ガス処理装置について、以下の方法で、「コンパクト性」、「アイソスタティック強度」、「圧損」、「浄化率」、「流体圧によるズレ」、及び「総合評価」を行った。結果を表3に示す。
【0114】
[コンパクト性]
排ガス処理装置のキャニング寸法として、排気管が水平方向に向く方向に置いた際のハニカム構造体が収納された缶体の鉛直方向の最大高さを測定した。上記キャニング寸法が、80mm以下の場合を「OK(合格)」とし、80mm超の場合を「NG(不合格)」とした。
【0115】
[アイソスタティック強度]
排ガス処理装置に使用した各ハニカム構造体について、社団法人自動車技術会発行の自動車規格(JASO規格)M505−87で規定されているアイソスタティック破壊強度試験に基づいて測定した。アイソスタティック破壊強度試験は、ゴムの筒状容器にハニカム構造体を入れてアルミ製板で蓋をし、水中で等方加圧圧縮を行う試験であり、コンバータの缶体にハニカム構造体が外周面把持される場合の圧縮負荷加重を模擬した試験である。アイソスタティック破壊強度は、ハニカム構造体が破壊したときの加圧圧力値(MPa)で示される。アイソスタティック強度(加圧圧力値)が、2.0MPa以上の場合を「OK(合格)」とし、2.0MPa未満の場合を「NG(不合格)」とした。
【0116】
[圧損]
排ガス処理装置に、室温条件下、10m3/minの流速でエアーを流通させ、排ガス処理装置の流入口の圧力と、流出口の圧力とを測定して、その圧力差を圧力損失(圧損(kPa))とした。圧損(kPa)が、2.0kPa以下の場合を「OK(合格)」とし、2.0kPa超の場合を「NG(不合格)」とした。
【0117】
「浄化率」
作製したハニカム触媒担持体を、排気量2リッターのガソリンエンジン搭載車両の排気系に搭載した。米国規制(FTP)の規制運転モード(LA−4)を行って、炭化水素エミッションの測定を行った。触媒体無しでのエミッションとの比から浄化率を算出した。浄化率(%)が、90%以上の場合を「OK(合格)」とし、90%未満の場合を「NG(不合格)」とした。
【0118】
「流体圧によるズレ」
排ガス処理装置に、30m/secの流速でエアーを流通させ、排ガス処理装置の缶体内に保持されたハニカム触媒体のズレを確認した。なお、「ハニカム触媒体のズレ」とは、エアーを流通させる前における、ハニカム触媒体の缶体内の保持位置からの移動距離のことをいう。「ハニカム触媒体のズレ」が確認されなかった場合には、「非検知」とする。
【0119】
[総合評価]
「コンパクト性」、「アイソスタティック強度」、「圧損」、及び「浄化率」の各評価が全て「OK(合格)」で、且つ、流体圧によるズレが5mm以下の場合に、総合評価結果を「OK(合格)」とした。少なくともいずれか一方の評価結果が「NG(不合格)」、又は、流体圧によるズレが5mm超の場合には、総合評価結果を「NG(不合格)」とした。
【0120】
【表3】
【0121】
(実施例2〜19、比較例1〜8)
ハニカム構造体の「寸法A」、「寸法B」、「寸法C」、「寸法Cの最大値」、「寸法Cの最小値」、「角部の曲率半径」、「0.05mm以上の隙間数」、「隔壁厚さ」、「セル密度」、「セルピッチ」、及び「開口率」を表1及び表2に示すように変更した以外は、実施例1と同様の方法でハニカム構造体を作製した。
【0122】
得られたハニカム構造体について、実施例1と同様の方法で三元触媒を担持してハニカム触媒体を作製し、そのハニカム触媒体を缶体内に収納して排ガス処理装置を作製した。得られた排ガス処理装置について、実施例1と同様の方法で、「コンパクト性」、「アイソスタティック強度」、「圧損」、「浄化率」、「流体圧によるズレ」、及び「総合評価」を行った。結果を表3に示す。
【0123】
(結果)
表3に示すように、実施例1〜19の排ガス処理装置においては、全ての評価について良好な結果を得ることができた。特に、「コンパクト性」、「アイソスタティック強度」、及び「圧損」の評価については、従来のハニカム構造体を用いた排ガス処理装置では、バランスよく良好な評価結果を得ることは極めて困難であったが、特定の寸法比率の扁平な柱状構造のハニカム構造体を用いることによって、上記評価結果がバランスよく良好なものとなった。また、実施例1〜19の排ガス処理装置に用いられたハニカム構造体は、アイソスタティック強度に優れているため、ハニカム構造体の開口率を高くすることができ、浄化性能(浄化率)も高いものであった。
【0124】
一方、比較例1及び2の排ガス処理装置は、「B/A比の百分率」が大きすぎ、アイソスタティック強度が低いものであった。また、比較例3及び4の排ガス処理装置は、「C/A比の百分率」が大きすぎ、コンパクト性に劣るものであった。また、比較例5及び6の排ガス処理装置は、ハニカム構造体の開口率が低すぎて、浄化性能(浄化率)が低いものであった。また、比較例7及び8の排ガス処理装置は、角部の曲率半径が小さく、アイソスタティック強度が低いものであった。即ち、扁平な柱状構造のハニカム構造体とした場合において、端面の角部が所定の丸みを帯びたものでないと、その角部に集中荷重や偏荷重が生じて、逆にハニカム構造体が破損し易くなってしまうということが判明した。
【産業上の利用可能性】
【0125】
本発明のハニカム構造体は、排ガスを浄化するための触媒を担持する触媒担体として利用することができる。また、本発明のハニカム触媒体及び排ガス処理装置は、排ガスの浄化に利用することができる。
【符号の説明】
【0126】
1:隔壁、2:セル、3:外周壁、11:一方の端面、12:他方の端面、13:四角形の角部に相当する部分、30:排気管、40:触媒、50:缶体、51:保持材、52:接合部、61:流入口、62:流出口、70:平面治具、71:エッジ(平面治具の当接部分となるエッジ)、72:光源、100,200:ハニカム構造体、300:ハニカム触媒体、500:排ガス処理装置、600:従来の円柱状のハニカム構造体、A:略四角形形状(セルの延びる方向に垂直な断面の形状)の長軸方向長さ、B:略四角形形状(セルの延びる方向に垂直な断面の形状)の短軸方向長さ、C:セルの延びる方向における長さ、P:ハニカム構造体に照射した光の進行方向、Q:凹凸により形成された窪みを観測する方向(観測方向)、X:排気管の延びる方向、Y:ハニカム構造体のセルの延びる方向、Z:排ガスの流れ。
【特許請求の範囲】
【請求項1】
一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、
前記一方の端面及び前記他方の端面における開口率が88%以上であり、
前記セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、
前記略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体。
【請求項2】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、20%以下である請求項1に記載のハニカム構造体。
【請求項3】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、15%以下である請求項2に記載のハニカム構造体。
【請求項4】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、10%以下である請求項3に記載のハニカム構造体。
【請求項5】
前記一方の端面及び前記他方の端面における開口率が90%以上である請求項1〜4のいずれか一項に記載のハニカム構造体。
【請求項6】
前記一方の端面及び前記他方の端面における開口率が92%以上である請求項5に記載のハニカム構造体。
【請求項7】
前記隔壁が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなる請求項1〜6のいずれか一項に記載のハニカム構造体。
【請求項8】
前記ハニカム構造体の前記セルの延びる方向における長さCが、前記略四角形形状の長軸方向において異なり、前記セルの延びる方向における最大長さCmaxが、前記セルの延びる方向における最少長さCminに対して、1mm以上長い請求項1〜7のいずれか一項に記載のハニカム構造体。
【請求項9】
前記ハニカム構造体の前記外周壁の表面には、複数の凹凸が形成されており、
高低差が0.05mm以上の前記凹凸により形成された窪みが、前記ハニカム構造体のセルの延びる方向において2個以上形成されている請求項1〜8のいずれか一項に記載のハニカム構造体。
【請求項10】
請求項1〜9のいずれか一項に記載のハニカム構造体と、前記ハニカム構造体の前記隔壁に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒と、を備えたハニカム触媒体。
【請求項11】
請求項10に記載のハニカム触媒体と、前記ハニカム触媒体を収納し、排ガスが流入する流入口及び浄化された排ガスが流出する流出口を有する缶体と、を備え、
前記ハニカム触媒体が、前記略四角形形状の長軸に平行な前記外周壁の表面が受ける面圧が、前記略四角形形状の短軸に平行な前記外周壁の表面が受ける面圧よりも高くなるように保持材により保持された状態で、前記缶体内に収納されてなる排ガス処理装置。
【請求項12】
排ガスが通過する排気管の延びる方向に対して、前記ハニカム構造体の前記セルの延びる方向が、直交又は傾いた状態となるように、前記排気管の内部に設置される請求項11に記載の排ガス処理装置。
【請求項13】
前記ハニカム触媒体の前記排気系の上流側における前記セルの延びる方向における長さD1が、前記ハニカム触媒体の前記排気系の下流側における前記セルの延びる方向における長さD2に対して、1mm以上長い請求項12に記載の排ガス処理装置。
【請求項1】
一方の端面から他方の端面に延びる流体の流路となる複数のセルを区画形成する隔壁、及び最外周に位置する外周壁を備え、
前記一方の端面及び前記他方の端面における開口率が88%以上であり、
前記セルの延びる方向に垂直な断面の形状が、四角形の四つの角部がそれぞれ曲率半径が3mm以上のR状に形成された略四角形形状であり、且つ、
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、30%以下であり、
前記略四角形形状の長軸方向長さAに対する、前記セルの延びる方向における長さCの比の百分率(C/A×100)が、30%以下であるハニカム構造体。
【請求項2】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、20%以下である請求項1に記載のハニカム構造体。
【請求項3】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、15%以下である請求項2に記載のハニカム構造体。
【請求項4】
前記略四角形形状の長軸方向長さAに対する、前記略四角形形状の短軸方向長さBの比の百分率(B/A×100)が、10%以下である請求項3に記載のハニカム構造体。
【請求項5】
前記一方の端面及び前記他方の端面における開口率が90%以上である請求項1〜4のいずれか一項に記載のハニカム構造体。
【請求項6】
前記一方の端面及び前記他方の端面における開口率が92%以上である請求項5に記載のハニカム構造体。
【請求項7】
前記隔壁が、コージェライト、アルミニウムチタネート、炭化珪素、及びムライトからなる群より選択される少なくとも一種を主成分として含む材料からなる請求項1〜6のいずれか一項に記載のハニカム構造体。
【請求項8】
前記ハニカム構造体の前記セルの延びる方向における長さCが、前記略四角形形状の長軸方向において異なり、前記セルの延びる方向における最大長さCmaxが、前記セルの延びる方向における最少長さCminに対して、1mm以上長い請求項1〜7のいずれか一項に記載のハニカム構造体。
【請求項9】
前記ハニカム構造体の前記外周壁の表面には、複数の凹凸が形成されており、
高低差が0.05mm以上の前記凹凸により形成された窪みが、前記ハニカム構造体のセルの延びる方向において2個以上形成されている請求項1〜8のいずれか一項に記載のハニカム構造体。
【請求項10】
請求項1〜9のいずれか一項に記載のハニカム構造体と、前記ハニカム構造体の前記隔壁に担持された、白金、パラジウム、及びロジウムからなる群より選択される少なくとも一種を含む三元触媒又は酸化触媒と、を備えたハニカム触媒体。
【請求項11】
請求項10に記載のハニカム触媒体と、前記ハニカム触媒体を収納し、排ガスが流入する流入口及び浄化された排ガスが流出する流出口を有する缶体と、を備え、
前記ハニカム触媒体が、前記略四角形形状の長軸に平行な前記外周壁の表面が受ける面圧が、前記略四角形形状の短軸に平行な前記外周壁の表面が受ける面圧よりも高くなるように保持材により保持された状態で、前記缶体内に収納されてなる排ガス処理装置。
【請求項12】
排ガスが通過する排気管の延びる方向に対して、前記ハニカム構造体の前記セルの延びる方向が、直交又は傾いた状態となるように、前記排気管の内部に設置される請求項11に記載の排ガス処理装置。
【請求項13】
前記ハニカム触媒体の前記排気系の上流側における前記セルの延びる方向における長さD1が、前記ハニカム触媒体の前記排気系の下流側における前記セルの延びる方向における長さD2に対して、1mm以上長い請求項12に記載の排ガス処理装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−24221(P2013−24221A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−162727(P2011−162727)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
[ Back to top ]