
ハニカム構造体およびこれを用いたガス処理装置

【課題】 隔壁を全体的に薄くしても、ハニカム構造体としてのガス処理の効率を高く維持しつつ機械的特性を十分維持することができるハニカム構造体と、このハニカム構造体を用いた信頼性の高いガス処理装置を提供する。
【解決手段】 筒状部5と、筒状部5の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部2とを備え、流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いハニカム構造体11,12である。
【解決手段】 筒状部5と、筒状部5の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部2とを備え、流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いハニカム構造体11,12である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、排気ガスを浄化するためのフィルタ等に用いられるハニカム構造体およびこれを用いたガス処理装置に関するものである。
【背景技術】
【0002】
従来、内燃機関,焼却炉およびボイラー等から発生する排気ガス中に含まれる微粒子等を捕集するのにフィルタが用いられている。
【0003】
このようなフィルタとしては、例えば、特許文献1に示すように、多数の貫通孔が隔壁を隔てて長手方向に並設された柱状であって、多数の貫通孔は、長手方向に垂直な断面における面積の総和が相対的に大きい大容積貫通孔群と、断面における面積の総和が相対的に小さい小容積貫通孔群とからなり、隣り合う大容積貫通孔群を構成する貫通孔同士を隔てる隔壁と、隣り合う大容積貫通孔群を構成する貫通孔と小容積貫通孔群を構成する貫通孔とを隔てる隔壁との断面における厚さの差が所定の範囲内であるハニカム構造体が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−125209号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に提案されているハニカム構造体は、隣り合う大容積貫通孔群を構成する貫通孔同士を隔てる隔壁と、隣り合う大容積貫通孔群を構成する貫通孔と小容積貫通孔群を構成する貫通孔とを隔てる隔壁との断面における厚さの差が一定となっているため、ガス処理の効率を向上すべく隔壁の厚みを薄くした場合に、筒状部の外側から受ける外圧に対する機械的強度が低くなり、クラック等が生じるという問題があった。
【0006】
それゆえ、本発明は上記課題を解決すべく案出されたものであり、機械的特性を十分維持することができるハニカム構造体と、このハニカム構造体を備える信頼性の高いガス処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のハニカム構造体は、筒状部と、該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、前記流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、前記複数の流通孔は、第1の流通孔と、該第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、前記第2の領域における、隣接する前記第2の流通孔の間の隔壁部T2の平均厚みが、前記第1の領域における、隣接する前記第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことを特徴とするものである。
【0008】
また、本発明のガス処理装置は上記構成のハニカム構造体を備えていることを特徴とするものである。
【発明の効果】
【0009】
本発明のハニカム構造体によれば、筒状部と、該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、流体が流れる方向に直交
する断面において、第1の領域と、第1の領域の外側に位置する第2の領域とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことから、筒状部に近づくほど隣接する第2の流通孔の間の隔壁部T1の機械的強度が高くなっているので、筒状部の外側から受ける外圧に対する機械的強度が高くなる。
【0010】
また、本発明のガス処理装置によれば、本発明のハニカム構造体を備えているときには、外圧に対する機械的強度が高くなっているので、長期間に亘って効率よく使用することができる。
【図面の簡単な説明】
【0011】
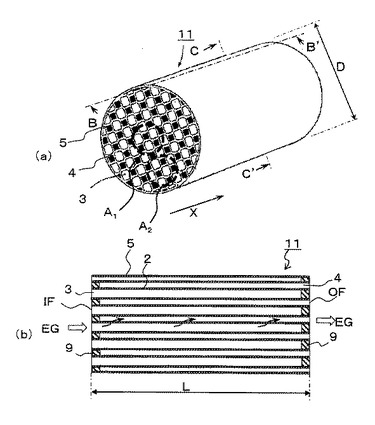
【図1】本実施形態のハニカム構造体の一例を示す、(a)は斜視図であり、(b)は(a)におけるB−B’線での断面図である。
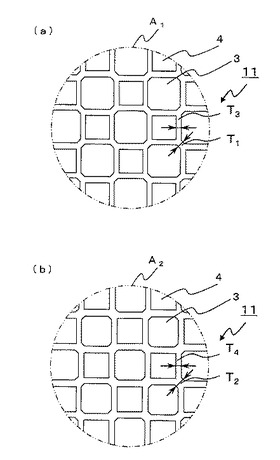
【図2】図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の一例を示す、(a),(b)はそれぞれ第1の領域である内周側、第2の領域である外周側の部分拡大図である。
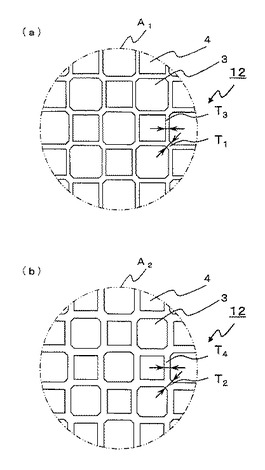
【図3】図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の他の例を示す、(a),(b)はそれぞれ内周側、外周側の部分拡大図である。
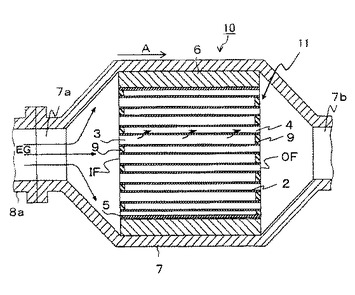
【図4】本実施形態の一例を模式的に示すガス処理装置の概略断面図である。
【発明を実施するための形態】
【0012】
以下、本発明のハニカム構造体およびこれを用いたガス処理装置の実施の形態の例について説明する。
【0013】
図1は、本実施形態のハニカム構造体の一例を示す、(a)は斜視図であり、(b)は(a)におけるB−B’線での断面図である。
【0014】
図1に示す例のハニカム構造体11は、筒状部5と、筒状部5の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された通気性を有する隔壁部2と、隔壁部2によって囲まれた流入路3と流出路4となる複数の流通孔を備えている。なお、流入路3と流出路4となる流通孔は、それぞれハニカム構造体11の一端と他端とが交互に封止材9により封止されている。これにより、筒状部5の内部を流れる流体は、図1のXで示す方向(以下では、流体の流れる方向を、単に軸方向Xともいう)に流れる。
【0015】
なお、図1に示す例のハニカム構造体11では、流入側の端面に封止材9の一方が形成されているが、流入側の端面ではなく、この端面から中央側に入り込んだ位置に形成されていても何等差し支えない。
【0016】
また、図2は、図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の一例を示す、(a),(b)はそれぞれ第1の領域である内周側、第2の領域である外周側の部分拡大図である。
【0017】
図2に示す例のハニカム構造体11は、流体が流れる方向に直交する断面(以下、単に断面ともいう)において、流入路3の形状が八角形状で、かつ流出路4の形状が四角形状であり、流入路3の開口径が流出路4の開口径よりも大きい例であり、本実施形態においては、流入路3が開口径の大きい第1の流通孔に相当し、流出路4が開口径の小さい第2の流通孔に相当する。なお、開口径とは、流入路3および流出路4を構成する流通孔の開口面積の円相当径に換算したものを意味する。
【0018】
ここで、図2に示す例のハニカム構造体11は、流体が流れる方向に直交する断面において、(a)に示す第1の領域A1と、第1の領域A1の外側に位置する、(b)に示す第2の領域A2とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いハニカム構造体である。このような構造を用いたハニカム構造体11は、第2の領域A2における隔壁部T2の機械的強度を高くすることができ、流体が流れる流通孔の流量が殆ど低下することなく微粒子の捕集量を維持しつつ筒状部5の外側から受ける外圧に対する機械的強度が向上したハニカム構造体11とすることができる。また、例えば、第1の領域のA1の径と、内径がほぼ等しい排気管を介して排気ガスが供給される場合には、第2の領域A2は、微粒子の捕集が少ないので、第1の領域A1における隔壁部T1の平均厚みと第2の領域A2における隔壁部T2の平均厚みとが等しいハニカム構造体と比べても微粒子の捕集量はほとんど低下しない。
【0019】
また、図3は、図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の他の例を示す、(a),(b)はそれぞれ内周側、外周側の部分拡大図である。
【0020】
図3に示す例のハニカム構造体12は、第2の領域A2における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T4の平均厚みが、第1の領域A1における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことが好適である。このような構造を用いたハニカム構造体1は、第2の領域A2における隔壁部T4の機械的強度が高くすることができ、さらに筒状部5の外側から受ける外圧に対する機械的強度が向上したハニカム構造体12とすることができる。
【0021】
また、ハニカム構造体11,12は、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差より大きいことが好適である。このような構造を用いたハニカム構造体1は、外圧に対して、隔壁部T1,T2,T3,T4にそれぞれ生じる応力のうち、隔壁部T2に生じる応力を最も顕著に減少させやすくなるので、筒状部5の外側から受ける外圧に対する機械的強度をさらに高くするのに効果的である。
【0022】
また、ハニカム構造体11,12は、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部2に向けて漸次厚くなっていることが好適である。このような構造を用いたハニカム構造体11,12は、隣り合う隔壁部にそれぞれ生じる応力の差が少なくなりやすいので、捕集した微粒子の除去のために、ハニカム構造体を繰り返し燃焼してもクラックが生じにくくなる。
【0023】
このようなハニカム構造体11,12は、例えば、外径Dが140〜270mm、軸方向Xの長さLが100〜250mmの円柱形状であって、軸方向Xに対して垂直な断面における流通孔は個数が100mm2当たり5〜124個(32〜800CPSI)である。また、隔壁部2の厚みが0.05mm以上0.25mm以下であり、封止材9の厚みが1mm以上5mm以下である。なお、
CPSIとはCells Per Square Inchesのことである。
【0024】
特に、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差は、0.02mm以上0.05mm以下であること、また、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差は、0.02mm以上0.05mm以下であることが好適で、差が、いずれの場合も0.02mm以上0.05mm以下であるときには、流体が流れる流通孔の流量が殆ど低下することなく微粒子の捕集量を維持しつつ第2の領域A2の隔壁部T2,T4とも厚みが厚い隔壁部が増えるので、機械的強度がより高く
なりやすい。
【0025】
さらに、ハニカム構造体11,12は、流入側の封止材9の外側端面を含む、ハニカム構造体11,12の端面における開口率が、46%以上50%以下であることが好適である。開口率が、46%以上であるときには、微粒子の捕集を繰り返しても流入側における圧力損失が上昇
しにくくなり、50%以下であるときには、流入側における隔壁部の厚みが厚くなっているので、微粒子の燃焼除去を繰り返しても流入側における機械的強度が低下しにくくなる。
【0026】
また、ハニカム構造体11,12は、流出側の封止材9の外側端面を含む、ハニカム構造体11,12の端面における開口率が、25%以上29%以下であることが好適である。前記開口率が、25%以上であるときには、微粒子の捕集を繰り返しても流出側における圧力損失が上
昇しにくくなり、29%以下であるときには、流出側における隔壁部の厚みが厚くなっているので、微粒子の燃焼除去を繰り返しても流出側における機械的強度が低下しにくくなる。
【0027】
なお、開口率は、ハニカム構造体11,12の上記各端面における隔壁部2,封止部9および流通孔の各面積の合計に対する開口した流通孔の面積の合計の比率であり、光学顕微鏡を用い、倍率を例えば50倍以上100倍以下としてハニカム構造体を構成する隔壁部2,封
止材9および流通孔の幅や長さを測定し、算出すればよい。
【0028】
そして、第1の領域A1は、端面における中心を回転中心とし、ハニカム構造体11,12の外径Lに対して、88%の長さの直径を有する円で囲まれる領域をいい、第2の領域A2は、第1の領域A1の外側に位置する領域である。
【0029】
隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍
として測定すればよい。
【0030】
そして、隔壁部T1,T2,T3,T4のそれぞれの平均厚みは、厚みを測定する試料数を隔壁部毎に10とし、その平均値を求めればよい。
【0031】
ハニカム構造体11,12の流入側に、例えば、ディーゼルエンジン,ガソリンエンジン等
の内燃機関(図示しない)が配置され、この内燃機関が作動すると、流体である排気ガスが発生し、この排気ガスは、図1(b)に示すようにハニカム構造体11の流入側の封止材9が形成されていない流入路3から導入されるが、流出側に形成された封止材9によってその流出が遮られる。流出が遮られた排気ガスは、通気性を有する隔壁部2を通過して、隣接する流出路4に導入される。排気ガスが隔壁部2を通過するとき、隔壁部2の壁面や隔壁部2の気孔の表面で排気ガス中の炭素を主成分とする微粒子,硫黄が酸化してできる硫酸塩を主成分とする微粒子および高分子からなる未燃の炭化水素等の微粒子(以下、これらを総称して単に微粒子という。)が捕集される。微粒子が捕集された排気ガスは、浄化された状態で、封止材9が形成されていない流出路4から外部に排出される。
【0032】
また、図1〜3に示す例のハニカム構造体11,12では、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の算術平均高さRaが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の算術平均高さRaよりも大きいことが好適である。このような構成にすることにより、流入路3を形成する隔壁部T2の表面積を、流入路3を形成する隔壁部T1の表面積よりも大きくすることができるので、第2の領域A2における微粒子の捕集量は低下しにくくなる。
【0033】
特に、隔壁部T2の算術平均高さRaは、隔壁部T1の算術平均高さRaよりも3μm以上大きいことが好適である。
【0034】
ここで、算術平均高さRaは、JIS B 0601−2001(この規格は,1997年に発行さ
れたISO4287,Geometrical Product Specifications(GPS)―Surface texture:Profile method―Terms,definitions and surface texture parametersを翻訳し、技術的内容および規格票の様式を変更することなく作成した日本工業規格である。)に準拠して測定すればよい。測定長さおよびカットオフ値をそれぞれ5mmおよび0.8mmとし、触針式の表
面粗さ計を用いて測定する場合であれば、例えば、軸方向Xに沿った隔壁部T1,T2の表面に、触針先端半径が2μmの触針を当て、触針の走査速度は0.5mm/秒とすればよ
い。算術平均高さRaは、それぞれの領域毎にこの測定で得られた5箇所の算術平均高さRaの平均値である。
【0035】
また、図1〜3に示す例のハニカム構造体11,12では、流入側端面(IF)における、封止されていない流入路3の直径は、封止されている流出路4の直径に対して、1.55倍以上1.95倍以下であることが好適である。このように、直径の比を1.55倍以上とすることで、微粒子を吸着することのできる隔壁部2および封止材9のそれぞれの表面積が大きくなるので、微粒子の捕集量を増大させることができるとともに、直径の比を1.95倍以下とすることで、隔壁部2が極端に薄くならないので、機械的強度が損なわれ難い。ここで、流入路3,流出路4のそれぞれの直径とは、流入側端面(IF)における隔壁部2に接する内接円の直径をいい、光学顕微鏡を用いて、倍率を例えば50倍以上100倍以下として測定
することができる。
【0036】
また、隔壁部2,封止材9および筒状部5をそれぞれ構成する成分は、主成分が、いずれも線膨張係数が小さい成分、例えば、コージェライト(2MgO・2Al2O3・5SiO2),β−ユークリプタイト(Li2O・Al2O3・2SiO2),β−スポジュメン(Li2O・Al2O3・4SiO2),炭化珪素(SiC),窒化珪素(Si3N4),サイアロン(Si6−ZAlZOZN8−Z,但しzは固溶量で0.1以上1以下で
ある。),ムライト(3Al2O3・2SiO2),アルミン酸カルシウム(CaAl4O7),燐酸ジルコニウムカリウム(KZr2(PO4))およびチタン酸アルミニウム(Al2TiO5)の少なくともいずれか1種であることが好適である。
【0037】
ここで、隔壁部2,封止材9および筒状部5の各主成分とは、それぞれ前記各部材を構成する全成分100質量%に対して50質量%より多い量を占める成分をいい、この成分の同
定はX線回折法によって行ない、また成分の含有量はICP発光分析法または蛍光X線分析法により求めることができる。
【0038】
また、隔壁部2,封止材9および筒状部5がいずれもチタン酸アルミニウム(Al2TiO5)を主成分とする場合、チタン酸マグネシウム(MgTi2O5)およびチタン酸鉄(Fe2TiO5)をそれぞれ16質量%以上24質量%以下含んでいることが好適である。この比率は、耐熱性に優れたチタン酸アルミニウム(Al2TiO5)、耐食性に優れたチタン酸マグネシウム(MgTi2O5)および耐熱劣化性に優れたチタン酸鉄(Fe2TiO5)の最適比率であり、各部材の耐熱性,耐食性および耐熱劣化性が良くなる比率である。
【0039】
また、隔壁部2,封止材9および筒状部5がいずれもチタン酸アルミニウム(Al2TiO5)を主成分とする場合、隔壁部2,封止材9および筒状部5のそれぞれの粒界相の少なくともいずれかは、珪素酸化物を主成分とすることが好適である。これら粒界相の少なくともいずれかが珪素酸化物を主成分とするときには、その粒界相と隣接する結晶粒子同士を強く結合する傾向になるとともに、結晶粒子の異常な粒成長を抑制するため、機械的強度を高くすることができる傾向になる。
【0040】
特に、この珪素酸化物は、粒界相を構成するそれぞれの酸化物の合計100質量%に対し
て90質量%以上であることが好適である。
【0041】
なお、この珪素酸化物は、組成式がSiO2で示される二酸化珪素は安定性が高いため好適であるが、組成式がSiO2−x(ただし、xは0<x<2である。)で示される不定比の酸化珪素であっても何等差し支えない。
【0042】
また、各粒界相は、アルカリ金属の酸化物を含んでいてもよいが、アルカリ金属の酸化物はエンジンオイルに含まれる硫酸ナトリウム,硫酸カルシウム等の硫酸塩に対する耐食性が低いので、その含有量は少ない方が好ましく、各粒界相をそれぞれ構成する酸化物100質量%に対して、12質量%以下であることが好適である。アルカリ金属の酸化物は、こ
の範囲であれば、硫酸塩に対して、隔壁部2,封止材9および筒状部5は、耐食性がほとんど損なわれないからである。
【0043】
特に、酸化リチウムおよび酸化ナトリウムは、粒界相をそれぞれ構成する酸化物の合計100質量%に対して、それぞれ2質量%以下であることがより好適である。
【0044】
また、酸化アルミニウムも硫酸塩に対する耐性が低いので、粒界相をそれぞれ構成する酸化物の合計100質量%に対して、15質量%以下であることが好適である。
【0045】
ところで、図1〜3に示す例の本実施形態のハニカム構造体11,12では、隔壁部2は気孔率が35体積%以上60体積%以下であって、平均気孔径が5μm以上26μm以下である多孔質のセラミック焼結体からなることが好適である。このような隔壁部2を形成するセラミック焼結体の気孔率および平均気孔径がこの範囲であると、機械的特性を維持しながら、圧力損失の増加を抑制することができるからであり、平均気孔径および気孔率は水銀圧入法に準拠して求めればよい。
【0046】
具体的には、まず、隔壁部2から質量が0.6g以上0.8g以下となるように平均気孔径および気孔率を測定するための試料を切り出す。
【0047】
次に、水銀圧入型ポロシメータを用いて、試料の気孔に水銀を圧入し、水銀に加えられた圧力と、気孔内に浸入した水銀の体積を測定する。
【0048】
この水銀の体積は気孔の体積に等しく、水銀に加えられた圧力と気孔径には以下の式(1)(Washburnの関係式)が成り立つ。
【0049】
d=−4σcosθ/P・・・(1)
但し、d:気孔径(m)
P:水銀に加えられた圧力(Pa)
σ:水銀の表面張力(0.485N/m)
θ:水銀と気孔の表面との接触角(130°)
式(1)から各圧力Pに対する各気孔径dが求められ、各気孔径dの分布および累積気孔体積を導くことができる。そして、累積気孔体積の百分率が50%に相当する気孔径(D50)を平均気孔径とし、試料の体積に対する累積気孔体積の百分率を気孔率とすればよい。
【0050】
図4は、本実施形態の一例を模式的に示すガス処理装置の概略断面図である。
【0051】
図4に示す例のガス処理装置10は、隔壁部2の壁面に触媒(図示しない)を担持した本実施形態のハニカム構造体11を備え、流通孔の封止されていない一端を流入口とし、この
流通孔と隔壁部2を介した他の流通孔の封止されていない他端を流出口として排気ガス(EG)を通過させることによって、排気ガス(EG)中の微粒子を隔壁部2で捕集するガス処理装置である。ハニカム構造体11は、その外周を断熱材層6に保持された状態でケース7に収容され、断熱材層6は、例えばセラミックファイバ,ガラスファイバ,カーボンファイバおよびセラミックウィスカーの少なくとも1種から形成されている。
【0052】
また、ケース7は、例えば、SUS303,SUS304およびSUS316等のステンレスか
らなり、その中央部が円筒状に、両端部が円錐台状にそれぞれ形成され、排気ガス(EG)が供給されるケース7の流入口7aおよび排気ガス(EG)が排出される流出口7bを有している。ケース7の流入口7aには排気管8aが連結され、排気ガス(EG)は排気管8aからケース7内に流入するように構成されている。
【0053】
このようなガス処理装置10の流入側には、ディーゼルエンジン(図示しない)が接続され、このディーゼルエンジンが作動して、排気ガス(EG)が排気管8aからケース7に供給されると、ハニカム構造体11の流入側の封止材9が形成されていない流入路3の中に、排気ガス(EG)が導入されるが、流出側に形成された封止材9によってその流出が遮られる。流出が遮られた排気ガス(EG)は、通気性を有する隔壁部2を通過して、隣接する流出路4に導入される。排気ガス(EG)が隔壁部2を通過するとき、隔壁部2の壁面や隔壁部2の気孔の表面で排気ガス(EG)中の微粒子が捕集される。微粒子が捕集された排気ガス(EG)は、浄化された状態で、封止材9が形成されていない流出路4から排気管(図示せず)を介して外部に排出される。
【0054】
このようなガス処理装置10では、隔壁部2の壁面に担持される触媒は、例えば、ルテニウム,ロジウム,パラジウム,イリジウム,白金等の白金族金属およびその酸化物、金,銀,銅等の周期表第11族金属、酸化バナジウムのうちの少なくともいずれか1種からなり、軽油等の燃料が気化したガスが供給されると、隔壁部2で捕集された排気ガス中の微粒子を酸化して燃焼させる。特に、金,銀,銅等の周期表第11族金属を選んだ場合、その粒子はナノメートルレベルの微粒であることが好適である。
【0055】
さらに、壁面に担持された触媒と排気ガスとの接触面積を大きくするために、γアルミナ,δアルミナおよびθアルミナ等の比表面積が大きい粉体を隔壁部2の壁面に担持しても好適である。
【0056】
本実施形態のハニカム構造体11,12では、上述したように、隔壁部2の壁面に触媒を担持しているときには、低い温度で微粒子を燃焼除去しやすくなるので、隔壁部2には溶損やクラックが生じにくくなる。さらに、壁面のみならず、隔壁部2の気孔の表面に触媒を担持していても好適である。
【0057】
さらに、排気ガス中の微粒子を酸化して燃焼させるための触媒とともに、窒素酸化物(NOx)を吸蔵して還元するための触媒であるZSM−5,ZSM−11,ZSM−12,ZSM−18,ZSM−23,MCMゼオライト,モルデナイト,ファージャサイト,フェリエライトおよびゼオライトベータの少なくとも1種を隔壁部2の壁面および隔壁部2の気孔の表面の少なくともいずれかに担持させてもよい。
【0058】
このような本実施形態のガス処理装置10は、例えば、本実施形態の例であるハニカム構造体11を備えているときには、ガス処理の効率を高く維持しつつハニカム構造体11の機械的強度が高く、クラックが生じにくくなっているので、長期間に亘って効率よく使用することができるとともに、活性金属が担持された担体やNOx吸蔵材が担持された担体を不要にすることができるので、省スペース化を実現することもできる。
【0059】
なお、本実施形態のガス処理装置10は、本実施形態のハニカム構造体11を備えてなる場合について、上述の通り説明したが、ハニカム構造体11に替えて、ハニカム構造体12を用いてもよいことはいうまでもない。
【0060】
また、本実施形態では流体が気体である排気ガスを用いた例について説明したが、流体として液体を用いることも可能である。例えば、流体として上水または下水を用いることが可能であり、本実施形態のガス処理装置を液体の濾過用としても適用することができる。
【0061】
次に、ハニカム構造体11,12の製造方法の一例について説明する。
【0062】
隔壁部2,封止材9および筒状部5の主成分がいずれもチタン酸アルミニウムであるセラミック焼結体からなるハニカム構造体11,12を得る場合には、まず、酸化アルミニウムの粉末を27〜33質量%,酸化第二鉄の粉末を13〜17質量%,酸化マグネシウムの粉末を7〜13質量%および残部を酸化チタンの粉末として調合した調合原料を水,アセトンまたは2−プロパノールとともに混合して一次原料を得る。ここで、用いる各粉末は、いずれも純度が高い粉末を用いることが好ましく、その純度は99.0質量%以上、特に99.5質量%以上であることがさらに好適である。なお、チタン酸マグネシウム(MgTi2O5)およびチタン酸鉄(Fe2TiO5)がチタン酸アルミニウム(Al2TiO5)に固溶することができるのであれば、これら金属酸化物の粉末以外に炭酸塩,水酸化物および硝酸塩などの粉末を用いてもよく、またこれらの化合物の粉末を用いてもよい。
【0063】
次に、得られた一次原料を大気雰囲気中、温度を1400℃以上1500℃以下として、1時間以上5時間以下で仮焼することにより、元素Ti,Al,MgおよびFeが互いに固溶した擬ブルッカイト型の結晶からなる仮焼粉末を得ることができる。
【0064】
この仮焼粉末をASTM E 11−61に記載されている粒度番号が230のメッシュの篩い
に通すことによって、例えば、粒径が61μm以下に分級された仮焼粉末を得る。そして、この分級された仮焼粉末に、例えば、平均粒径が1μm以上3μm以下であって、添加量が仮焼粉末100質量%に対して、0.4質量%以上1.2質量%以下である酸化珪素の粉末と、
添加量が仮焼粉末100質量%に対して、1質量%以上13質量%以下であるグラファイト,
澱粉またはポリエチレン樹脂等の造孔剤とを添加した後、さらに可塑剤,増粘剤,滑り剤および水等を加えて、万能攪拌機,回転ミルまたはV型攪拌機等を使って混練物を作製する。そして、この混練物の一部を残し、この混練物をさらに三本ロールミルや混練機等を用いて混練し、可塑化した坏土を得る。
【0065】
次に、この坏土を押出成形機を用いて成形する。この押出成形機には成形型が装着され、その成形型は成形体の外径を決定する内径が、例えば155mm以上300mm以下であり、ハニカム構造体11,12の隔壁部2および筒状部5を形成するためのスリットを有しており
、このスリットは、ハニカム構造体11,12を形成する隔壁部T2の平均厚みが隔壁部T1
の平均厚みよりも厚くなるように形成されている。
【0066】
また、スリットは、隔壁部T4の平均厚みが隔壁部T3の平均厚みよりも厚くなるように形成されていることが好適である。
【0067】
さらに、スリットは、隔壁部T2の平均厚みと隔壁部T1の平均厚みとの差が、隔壁部T4の平均厚みと隔壁部T3の平均厚みとの差より大きくなるように形成されていたり、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて漸次厚くなるように形成されていたりしても好適である。
【0068】
さらにまた、隔壁部T2の算術平均高さRaを、隔壁部T1の算術平均高さRaよりも大きくするためには、筒状部5を成形する金型において、隔壁部T2を形成するためのスリットの表面を、隔壁部T1を形成するためのスリットの表面より荒く仕上げたものを使用すればよい。
【0069】
そして、上述したような成形型が装着された押出成形機に坏土を投入し、圧力を加えてハニカム状の成形体を作製し、得られた成形体を乾燥して所定長さに切断する。
【0070】
次に、切断された成形体の複数の流通孔の流入側および流出側のそれぞれを交互に封止する封止材9を作製する。具体的には、まず、流出側端面(OF)で封止材9が封止する部分ができるように市松模様にマスキングし、成形体の流出側端面(OF)側を、残しておいた混練物をスラリー化して浸漬する。なお、マスキングが施されていない流通孔には、流入側端面(IF)から撥水性の樹脂が被覆された先端部を備え、この先端部が平坦に形成されたピンを、予め挿入しておき、流出側で流通孔に浸入したスラリーを常温にて乾燥する。このようにすることによって、成形体の流出側の封止材9が形成される。そして、ピンを抜き、上述の作業と同じ作業を成形体の流入側でも行ない、封止材9を形成する。
【0071】
次に、得られた成形体を、温度を1300℃〜1500℃として2〜10時間ほど焼成炉の中に保持することにより焼成され、本実施形態のハニカム構造体11,12を得ることができる。
【0072】
次に、隔壁部2,封止材9および筒状部5の主成分がいずれもコージェライトであるセラミック焼結体からなるハニカム構造体11,12を得る場合には、焼結体におけるコージェライトの組成はSiO2が40〜56質量%、Al2O3が30〜46質量%、MgOが12〜16質量%となるように、カオリン、仮焼カオリン、アルミナ、水酸化アルミニウム、シリカ、タルクまたは焼タルクなどのコージェライト化する原料を調合して調合原料を得る。これ以降、ハニカム構造体11,12を得るまでの工程は、焼成の温度を1300℃〜1700℃から1350℃〜1450℃に変更する以外は、主成分がチタン酸アルミニウムの場合と同様である。
【0073】
このようにして作製されたハニカム構造体11,12は、第1の領域A1における微粒子の捕集量を低減することなく、第2の領域A2の機械的強度を高くすることができるので、筒状部5を形成するために外周研磨を施したり、ハニカム構造体を再生するために、捕集した微粒子の燃焼除去を頻繁に繰り返したりしても、クラックが生じにくくなりやすい。
【0074】
さらに、隔壁部2の壁面に触媒を担持するハニカム構造体11,12を得るには、上述した製造方法によって得られたハニカム構造体11,12を、触媒となる、例えば、ルテニウム,ロジウム,パラジウム,オスミウム,イリジウムおよび白金等の白金族金属の可溶性の塩と、ポリビニルアルコール等のバインダーと水とからなるスラリーに、上述した焼成によって得られたハニカム構造体11,12を浸漬させた後、温度を100℃以上150℃以下で1時間以上48時間以下保持することによって乾燥すればよい。
【0075】
ここで、可溶性の塩としては、例えば、硝酸パラジウム(Pd(NO3)2),硝酸ロジウム(Rh(NO)3)3),塩化ルテニウム(RuCl3),塩化イリジウム酸(H2IrCl6・nH2O),塩化白金酸(H2PtCl6・nH2O)およびジニトロジアンミン白金(Pt(NO2)2(NH3)2)等があり、担持させようとする触媒に応じてこれら可溶性の塩から選べばよい。また、不純物の混入を防ぐため、水はイオン交換水であることが好適である。
【0076】
また、窒素酸化物(NOx)を吸蔵して還元するための触媒であるZSM−5,ZSM−11,ZSM−12,ZSM−18,ZSM−23,MCMゼオライト,モルデナイト,ファー
ジャサイト,フェリエライトおよびゼオライトベータの少なくとも1種を隔壁部2の壁面および隔壁部2の気孔の表面の少なくともいずれかに担持させる場合には、白金族金属に加え、アルカリ金属,アルカリ土類金属,希土類金属から選択される少なくともいずれかをスラリーに添加しておけばよい。
【0077】
そして、上述した方法によって作製されたハニカム構造体11,12の外周を断熱材層6で被覆した状態で、ケース7に収容した後、排気管8aをケース7の流入口7aに、また、排気管(図示せず)をケース7の流出口7bに、それぞれ接続することで、図4に示す例の本実施形態のガス処理装置10を得ることができる。
【0078】
以下、本発明の実施例を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
【実施例1】
【0079】
まず、酸化アルミニウムの粉末を30質量%,酸化第二鉄の粉末を15質量%,酸化マグネシウムの粉末10質量%および残部を酸化チタンの粉末として調合した調合原料を水とともに混合したスラリーを噴霧乾燥法で乾燥し、平均粒径が175μmの顆粒を得た。ここで、
各粉末の純度は、いずれも99.5質量%とした。
【0080】
次に、得られた顆粒を大気雰囲気中、温度を1450℃として、3時間で仮焼することにより、元素Ti,Al,MgおよびFeが互いに固溶した擬ブルッカイト型の結晶からなる仮焼粉末を得た。
【0081】
この仮焼粉末をASTM E 11−61に記載されている粒度番号が230のメッシュの篩い
に通すことによって、粒径が61μm以下に分級された仮焼粉末を得た。そして、この分級された仮焼粉末に、平均粒径が2μmであって、添加量が仮焼粉末100質量%に対して、0.8質量部である酸化珪素の粉末と、添加量が仮焼粉末100質量%に対して、7質量%以下
であるグラファイトを添加した後、さらに可塑剤,増粘剤,滑り剤および水等を加えて、万能攪拌機を使って混練物を作製した。そして、この混練物の一部を残し、さらに混練機を用いて混練し、可塑化した坏土を得た。
【0082】
次に、作製した坏土を用いて、図2および図3に示すハニカム構造体11,12における隔壁部T1,T2,T3,T4のそれぞれの平均厚みが、表1に示す値となる成形体を押出成形法によって得た後、乾燥して所定長さに切断した。
【0083】
次に、流出側端面(OF)で封止材9が封止する部分ができるように市松模様にマスキングした後、残しておいた混錬物をスラリー化して流出側端面(OF)を浸漬した。そして、成形体の流出側端面をスラリーに浸漬した状態で、撥水性の樹脂が被覆された先端部を備え、この先端部が平坦に形成されたピンを、流入側端面(IF)から封止材9を形成する流通孔に挿入して、ピンの先端部の位置を調節して、焼成後の封止材9の厚みが2.5
mmとなるように調整した後、流出側で流通孔に浸入したスラリーを常温にて乾燥させることによって、成形体の流出側の封止材9をそれぞれ形成した。そして、ピンを抜き、上述の作業と同じ作業を成形体の流入側でも行ない、流入側の封止材9をそれぞれ形成した。
【0084】
そして、電気炉を用いて成形体を焼成温度を1380℃として、3時間保持することにより焼成して、ハニカム構造体である試料No.1〜10を得た。
【0085】
なお、試料No.1〜10は、いずれも外径が144mm、また、図1に示す軸方向Xの長
さLが156mmであって、軸方向Xに対して垂直な断面における流通孔の単位面積当たり
の個数を300CPSIとした。また、成形体の作製で用いる押出成形機は、ハニカム構造
体11,12における隔壁部T1,T2,T3,T4のそれぞれの平均厚みが、表1に示す値となるように、成形体の隔壁部を形成するためのスリットを有する成形型をそれぞれ装着して用いた。
【0086】
そして、隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍とし、厚みを測定する試料数を隔壁部毎に10ヶ所として測定し、それぞれの平均
厚みを求め、その値を表1に示した。
【0087】
そして、各試料の機械的強度を評価するために、各試料のアイソスタティック破壊強度をJASO M 505−87に準拠して測定し、その測定値を表1に示した。なお、このとき
の各試料は、内径および高さがそれぞれ175mm,640mmであるゴム製の容器の内部に個別に収容し、容器の内部を充填する媒体は水とし、圧力上昇速度を0.3MPa/分として
加圧した。
【0088】
【表1】

【0089】
表1に示すように、試料No.2〜10は、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことから、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みと等しい試料No.1よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【0090】
また、隔壁部T2の平均厚みと、隔壁部T1の平均厚みとの差が同じである試料No.4〜7を比べると、試料No.5〜7は、第2の領域における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T4の平均厚みが、第1の領域A1における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことから、隔壁部T4の平均厚みが隔壁部T3の平均厚みと等しい試料No.4よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【0091】
また、隔壁部T4の平均厚みと、隔壁部T2の平均厚みとの差が同じである試料No.5,8〜10を比べると、試料No.5,8,9は、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差より大きいことから、第2の領域
A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差が等しい試料No.10よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【実施例2】
【0092】
次に、実施例1で用いた坏土を用いて、図3に示すハニカム構造体12における隔壁部T1,T2,T3,T4のそれぞれの厚みが、表2に示す値となる成形体を押出成形法によって得た後、乾燥して所定長さに切断した。なお、表2に示す隔壁部T11,T12,T13の各厚みは、ハニカム構造体12の軸方向Xに垂直な断面における中心と筒状部5の外周とを隔壁部T1,T2と交差するように結んだ直線上で、中心から第1の領域と第2の領域との境界までを4等分し、中心および前記境界を除く位置における隔壁部T1の各厚みを前記中心側から示した値である。
【0093】
また、隔壁部T21,T22,T23の各厚みは、隔壁部T1,T2と交差するように結んだ直線上で、第1の領域と第2の領域との境界から筒状部5の外周までを4等分し、前記境界および筒状部5の外周を除く位置における隔壁部T2の各厚みを前記境界側から示した値である。
【0094】
また、隔壁部T31,T32,T33の各厚みは、ハニカム構造体12の軸方向Xに垂直な断面における中心と筒状部5の外周とを隔壁部T3,T4と交差するように結んだ直線上で、中心から第1の領域と第2の領域との境界までを4等分し、中心および前記境界を除く位置における隔壁部T3の各厚みを前記中心側から示した値である。
【0095】
また、隔壁部T41,T42,T43の各厚みは、隔壁部T3,T4と交差するように結んだ直線上で、第1の領域と第2の領域との境界から筒状部5の外周までを4等分し、前記境界および筒状部5の外周を除く位置における隔壁部T4の各厚みを前記境界側から示した値である。
【0096】
そして、実施例1に示した方法と同じ方法を用いて、成形体に図1に示す封止材9を形成した後、電気炉を用いて成形体を、焼成温度1380℃で、3時間保持することにより焼成して、ハニカム構造体である試料No.11,12を得た。
【0097】
なお、試料No.11,12は、いずれも外径が144mm、また図1に示す軸方向Aの長さ
Lが156mmであって、軸方向Aに対して垂直な断面における流通孔の単位面積当たりの
個数が300CPSIとした。また、成形体の作製で用いる押出成形機は、ハニカム構造体12における隔壁部T1,T2,T3,T4のそれぞれの厚みが、表2に示す値となるよう
に、成形体の隔壁部を形成するためのスリットを有する成形型をそれぞれ装着して用いた。
【0098】
そして、隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍として、厚みを測定する試料数を隔壁部毎に10ヶ所として測定し、それぞれの平
均厚みを求め、その値を表2に示した。
【0099】
そして、各試料を、図4に示すガス処理装置10のケース7に収容した後、排気管8aをそれぞれディーゼル微粒子発生装置(図示しない)に接続した。そして、この装置から微粒子を含む、温度25℃の乾燥空気を単位時間当たりの流量を2.27Nm3/分として各試料に向かって噴射して、ハニカム構造体の体積0.001m3に対して、微粒子を12g捕集した
。
【0100】
そして、ハニカム構造体の流入側端面(IF)側に配置された電気ヒータ(図示しない)を用い、捕集された微粒子を燃焼除去することによってハニカム構造体を再生した。
【0101】
再生条件は、流入側端面(IF)付近における燃焼温度および燃焼時間をそれぞれ1250℃,10分として、ハニカム構造体12に空気を供給し、この空気の単位時間当たりの流量を1.0m3/分とした。この捕集および再生を1サイクルとして、このサイクルを繰り返し
、再生した後に、隔壁部T1,T2,T3,T4を目視で観察し、クラックが初めて観察されたサイクル数を表2に示した。
【0102】
【表2】
【0103】
表2に示すように、試料No.11は、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて漸次厚くなっていることから、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて段階的に厚くなっている試料No.12よりも隣り合う隔壁部にそれぞれ生じる応力の差が少なくなっているので、微粒子を所定量捕集する毎に、燃焼、除去を繰り返してもクラックが生じにくい。
【0104】
上述した通り、本実施形態のガス処理装置10は、実施例1,2で示した本実施形態のハニカム構造体を備えているときには、筒状部に近づくほど隣接する第2の流通孔の間の隔壁部の機械的強度が高くなっているので、筒状部の外側から受ける外圧に対する機械的強度が高くなっているので、長期間に亘って効率よく使用することができるといえる。
【符号の説明】
【0105】
11,12:ハニカム構造体
2:隔壁部
3:流入路
4:流出路
5:筒状部
6:断熱材層
7:ケース
8:排気管
9:封止材
10:ガス処理装置
【技術分野】
【0001】
本発明は、排気ガスを浄化するためのフィルタ等に用いられるハニカム構造体およびこれを用いたガス処理装置に関するものである。
【背景技術】
【0002】
従来、内燃機関,焼却炉およびボイラー等から発生する排気ガス中に含まれる微粒子等を捕集するのにフィルタが用いられている。
【0003】
このようなフィルタとしては、例えば、特許文献1に示すように、多数の貫通孔が隔壁を隔てて長手方向に並設された柱状であって、多数の貫通孔は、長手方向に垂直な断面における面積の総和が相対的に大きい大容積貫通孔群と、断面における面積の総和が相対的に小さい小容積貫通孔群とからなり、隣り合う大容積貫通孔群を構成する貫通孔同士を隔てる隔壁と、隣り合う大容積貫通孔群を構成する貫通孔と小容積貫通孔群を構成する貫通孔とを隔てる隔壁との断面における厚さの差が所定の範囲内であるハニカム構造体が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−125209号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に提案されているハニカム構造体は、隣り合う大容積貫通孔群を構成する貫通孔同士を隔てる隔壁と、隣り合う大容積貫通孔群を構成する貫通孔と小容積貫通孔群を構成する貫通孔とを隔てる隔壁との断面における厚さの差が一定となっているため、ガス処理の効率を向上すべく隔壁の厚みを薄くした場合に、筒状部の外側から受ける外圧に対する機械的強度が低くなり、クラック等が生じるという問題があった。
【0006】
それゆえ、本発明は上記課題を解決すべく案出されたものであり、機械的特性を十分維持することができるハニカム構造体と、このハニカム構造体を備える信頼性の高いガス処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のハニカム構造体は、筒状部と、該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、前記流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、前記複数の流通孔は、第1の流通孔と、該第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、前記第2の領域における、隣接する前記第2の流通孔の間の隔壁部T2の平均厚みが、前記第1の領域における、隣接する前記第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことを特徴とするものである。
【0008】
また、本発明のガス処理装置は上記構成のハニカム構造体を備えていることを特徴とするものである。
【発明の効果】
【0009】
本発明のハニカム構造体によれば、筒状部と、該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、流体が流れる方向に直交
する断面において、第1の領域と、第1の領域の外側に位置する第2の領域とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことから、筒状部に近づくほど隣接する第2の流通孔の間の隔壁部T1の機械的強度が高くなっているので、筒状部の外側から受ける外圧に対する機械的強度が高くなる。
【0010】
また、本発明のガス処理装置によれば、本発明のハニカム構造体を備えているときには、外圧に対する機械的強度が高くなっているので、長期間に亘って効率よく使用することができる。
【図面の簡単な説明】
【0011】
【図1】本実施形態のハニカム構造体の一例を示す、(a)は斜視図であり、(b)は(a)におけるB−B’線での断面図である。
【図2】図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の一例を示す、(a),(b)はそれぞれ第1の領域である内周側、第2の領域である外周側の部分拡大図である。
【図3】図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の他の例を示す、(a),(b)はそれぞれ内周側、外周側の部分拡大図である。
【図4】本実施形態の一例を模式的に示すガス処理装置の概略断面図である。
【発明を実施するための形態】
【0012】
以下、本発明のハニカム構造体およびこれを用いたガス処理装置の実施の形態の例について説明する。
【0013】
図1は、本実施形態のハニカム構造体の一例を示す、(a)は斜視図であり、(b)は(a)におけるB−B’線での断面図である。
【0014】
図1に示す例のハニカム構造体11は、筒状部5と、筒状部5の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された通気性を有する隔壁部2と、隔壁部2によって囲まれた流入路3と流出路4となる複数の流通孔を備えている。なお、流入路3と流出路4となる流通孔は、それぞれハニカム構造体11の一端と他端とが交互に封止材9により封止されている。これにより、筒状部5の内部を流れる流体は、図1のXで示す方向(以下では、流体の流れる方向を、単に軸方向Xともいう)に流れる。
【0015】
なお、図1に示す例のハニカム構造体11では、流入側の端面に封止材9の一方が形成されているが、流入側の端面ではなく、この端面から中央側に入り込んだ位置に形成されていても何等差し支えない。
【0016】
また、図2は、図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の一例を示す、(a),(b)はそれぞれ第1の領域である内周側、第2の領域である外周側の部分拡大図である。
【0017】
図2に示す例のハニカム構造体11は、流体が流れる方向に直交する断面(以下、単に断面ともいう)において、流入路3の形状が八角形状で、かつ流出路4の形状が四角形状であり、流入路3の開口径が流出路4の開口径よりも大きい例であり、本実施形態においては、流入路3が開口径の大きい第1の流通孔に相当し、流出路4が開口径の小さい第2の流通孔に相当する。なお、開口径とは、流入路3および流出路4を構成する流通孔の開口面積の円相当径に換算したものを意味する。
【0018】
ここで、図2に示す例のハニカム構造体11は、流体が流れる方向に直交する断面において、(a)に示す第1の領域A1と、第1の領域A1の外側に位置する、(b)に示す第2の領域A2とを有しているとともに、複数の流通孔は、第1の流通孔と、第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いハニカム構造体である。このような構造を用いたハニカム構造体11は、第2の領域A2における隔壁部T2の機械的強度を高くすることができ、流体が流れる流通孔の流量が殆ど低下することなく微粒子の捕集量を維持しつつ筒状部5の外側から受ける外圧に対する機械的強度が向上したハニカム構造体11とすることができる。また、例えば、第1の領域のA1の径と、内径がほぼ等しい排気管を介して排気ガスが供給される場合には、第2の領域A2は、微粒子の捕集が少ないので、第1の領域A1における隔壁部T1の平均厚みと第2の領域A2における隔壁部T2の平均厚みとが等しいハニカム構造体と比べても微粒子の捕集量はほとんど低下しない。
【0019】
また、図3は、図1に示す例のハニカム構造体の(a)におけるC−C’線での断面の他の例を示す、(a),(b)はそれぞれ内周側、外周側の部分拡大図である。
【0020】
図3に示す例のハニカム構造体12は、第2の領域A2における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T4の平均厚みが、第1の領域A1における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことが好適である。このような構造を用いたハニカム構造体1は、第2の領域A2における隔壁部T4の機械的強度が高くすることができ、さらに筒状部5の外側から受ける外圧に対する機械的強度が向上したハニカム構造体12とすることができる。
【0021】
また、ハニカム構造体11,12は、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差より大きいことが好適である。このような構造を用いたハニカム構造体1は、外圧に対して、隔壁部T1,T2,T3,T4にそれぞれ生じる応力のうち、隔壁部T2に生じる応力を最も顕著に減少させやすくなるので、筒状部5の外側から受ける外圧に対する機械的強度をさらに高くするのに効果的である。
【0022】
また、ハニカム構造体11,12は、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部2に向けて漸次厚くなっていることが好適である。このような構造を用いたハニカム構造体11,12は、隣り合う隔壁部にそれぞれ生じる応力の差が少なくなりやすいので、捕集した微粒子の除去のために、ハニカム構造体を繰り返し燃焼してもクラックが生じにくくなる。
【0023】
このようなハニカム構造体11,12は、例えば、外径Dが140〜270mm、軸方向Xの長さLが100〜250mmの円柱形状であって、軸方向Xに対して垂直な断面における流通孔は個数が100mm2当たり5〜124個(32〜800CPSI)である。また、隔壁部2の厚みが0.05mm以上0.25mm以下であり、封止材9の厚みが1mm以上5mm以下である。なお、
CPSIとはCells Per Square Inchesのことである。
【0024】
特に、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差は、0.02mm以上0.05mm以下であること、また、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差は、0.02mm以上0.05mm以下であることが好適で、差が、いずれの場合も0.02mm以上0.05mm以下であるときには、流体が流れる流通孔の流量が殆ど低下することなく微粒子の捕集量を維持しつつ第2の領域A2の隔壁部T2,T4とも厚みが厚い隔壁部が増えるので、機械的強度がより高く
なりやすい。
【0025】
さらに、ハニカム構造体11,12は、流入側の封止材9の外側端面を含む、ハニカム構造体11,12の端面における開口率が、46%以上50%以下であることが好適である。開口率が、46%以上であるときには、微粒子の捕集を繰り返しても流入側における圧力損失が上昇
しにくくなり、50%以下であるときには、流入側における隔壁部の厚みが厚くなっているので、微粒子の燃焼除去を繰り返しても流入側における機械的強度が低下しにくくなる。
【0026】
また、ハニカム構造体11,12は、流出側の封止材9の外側端面を含む、ハニカム構造体11,12の端面における開口率が、25%以上29%以下であることが好適である。前記開口率が、25%以上であるときには、微粒子の捕集を繰り返しても流出側における圧力損失が上
昇しにくくなり、29%以下であるときには、流出側における隔壁部の厚みが厚くなっているので、微粒子の燃焼除去を繰り返しても流出側における機械的強度が低下しにくくなる。
【0027】
なお、開口率は、ハニカム構造体11,12の上記各端面における隔壁部2,封止部9および流通孔の各面積の合計に対する開口した流通孔の面積の合計の比率であり、光学顕微鏡を用い、倍率を例えば50倍以上100倍以下としてハニカム構造体を構成する隔壁部2,封
止材9および流通孔の幅や長さを測定し、算出すればよい。
【0028】
そして、第1の領域A1は、端面における中心を回転中心とし、ハニカム構造体11,12の外径Lに対して、88%の長さの直径を有する円で囲まれる領域をいい、第2の領域A2は、第1の領域A1の外側に位置する領域である。
【0029】
隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍
として測定すればよい。
【0030】
そして、隔壁部T1,T2,T3,T4のそれぞれの平均厚みは、厚みを測定する試料数を隔壁部毎に10とし、その平均値を求めればよい。
【0031】
ハニカム構造体11,12の流入側に、例えば、ディーゼルエンジン,ガソリンエンジン等
の内燃機関(図示しない)が配置され、この内燃機関が作動すると、流体である排気ガスが発生し、この排気ガスは、図1(b)に示すようにハニカム構造体11の流入側の封止材9が形成されていない流入路3から導入されるが、流出側に形成された封止材9によってその流出が遮られる。流出が遮られた排気ガスは、通気性を有する隔壁部2を通過して、隣接する流出路4に導入される。排気ガスが隔壁部2を通過するとき、隔壁部2の壁面や隔壁部2の気孔の表面で排気ガス中の炭素を主成分とする微粒子,硫黄が酸化してできる硫酸塩を主成分とする微粒子および高分子からなる未燃の炭化水素等の微粒子(以下、これらを総称して単に微粒子という。)が捕集される。微粒子が捕集された排気ガスは、浄化された状態で、封止材9が形成されていない流出路4から外部に排出される。
【0032】
また、図1〜3に示す例のハニカム構造体11,12では、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の算術平均高さRaが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の算術平均高さRaよりも大きいことが好適である。このような構成にすることにより、流入路3を形成する隔壁部T2の表面積を、流入路3を形成する隔壁部T1の表面積よりも大きくすることができるので、第2の領域A2における微粒子の捕集量は低下しにくくなる。
【0033】
特に、隔壁部T2の算術平均高さRaは、隔壁部T1の算術平均高さRaよりも3μm以上大きいことが好適である。
【0034】
ここで、算術平均高さRaは、JIS B 0601−2001(この規格は,1997年に発行さ
れたISO4287,Geometrical Product Specifications(GPS)―Surface texture:Profile method―Terms,definitions and surface texture parametersを翻訳し、技術的内容および規格票の様式を変更することなく作成した日本工業規格である。)に準拠して測定すればよい。測定長さおよびカットオフ値をそれぞれ5mmおよび0.8mmとし、触針式の表
面粗さ計を用いて測定する場合であれば、例えば、軸方向Xに沿った隔壁部T1,T2の表面に、触針先端半径が2μmの触針を当て、触針の走査速度は0.5mm/秒とすればよ
い。算術平均高さRaは、それぞれの領域毎にこの測定で得られた5箇所の算術平均高さRaの平均値である。
【0035】
また、図1〜3に示す例のハニカム構造体11,12では、流入側端面(IF)における、封止されていない流入路3の直径は、封止されている流出路4の直径に対して、1.55倍以上1.95倍以下であることが好適である。このように、直径の比を1.55倍以上とすることで、微粒子を吸着することのできる隔壁部2および封止材9のそれぞれの表面積が大きくなるので、微粒子の捕集量を増大させることができるとともに、直径の比を1.95倍以下とすることで、隔壁部2が極端に薄くならないので、機械的強度が損なわれ難い。ここで、流入路3,流出路4のそれぞれの直径とは、流入側端面(IF)における隔壁部2に接する内接円の直径をいい、光学顕微鏡を用いて、倍率を例えば50倍以上100倍以下として測定
することができる。
【0036】
また、隔壁部2,封止材9および筒状部5をそれぞれ構成する成分は、主成分が、いずれも線膨張係数が小さい成分、例えば、コージェライト(2MgO・2Al2O3・5SiO2),β−ユークリプタイト(Li2O・Al2O3・2SiO2),β−スポジュメン(Li2O・Al2O3・4SiO2),炭化珪素(SiC),窒化珪素(Si3N4),サイアロン(Si6−ZAlZOZN8−Z,但しzは固溶量で0.1以上1以下で
ある。),ムライト(3Al2O3・2SiO2),アルミン酸カルシウム(CaAl4O7),燐酸ジルコニウムカリウム(KZr2(PO4))およびチタン酸アルミニウム(Al2TiO5)の少なくともいずれか1種であることが好適である。
【0037】
ここで、隔壁部2,封止材9および筒状部5の各主成分とは、それぞれ前記各部材を構成する全成分100質量%に対して50質量%より多い量を占める成分をいい、この成分の同
定はX線回折法によって行ない、また成分の含有量はICP発光分析法または蛍光X線分析法により求めることができる。
【0038】
また、隔壁部2,封止材9および筒状部5がいずれもチタン酸アルミニウム(Al2TiO5)を主成分とする場合、チタン酸マグネシウム(MgTi2O5)およびチタン酸鉄(Fe2TiO5)をそれぞれ16質量%以上24質量%以下含んでいることが好適である。この比率は、耐熱性に優れたチタン酸アルミニウム(Al2TiO5)、耐食性に優れたチタン酸マグネシウム(MgTi2O5)および耐熱劣化性に優れたチタン酸鉄(Fe2TiO5)の最適比率であり、各部材の耐熱性,耐食性および耐熱劣化性が良くなる比率である。
【0039】
また、隔壁部2,封止材9および筒状部5がいずれもチタン酸アルミニウム(Al2TiO5)を主成分とする場合、隔壁部2,封止材9および筒状部5のそれぞれの粒界相の少なくともいずれかは、珪素酸化物を主成分とすることが好適である。これら粒界相の少なくともいずれかが珪素酸化物を主成分とするときには、その粒界相と隣接する結晶粒子同士を強く結合する傾向になるとともに、結晶粒子の異常な粒成長を抑制するため、機械的強度を高くすることができる傾向になる。
【0040】
特に、この珪素酸化物は、粒界相を構成するそれぞれの酸化物の合計100質量%に対し
て90質量%以上であることが好適である。
【0041】
なお、この珪素酸化物は、組成式がSiO2で示される二酸化珪素は安定性が高いため好適であるが、組成式がSiO2−x(ただし、xは0<x<2である。)で示される不定比の酸化珪素であっても何等差し支えない。
【0042】
また、各粒界相は、アルカリ金属の酸化物を含んでいてもよいが、アルカリ金属の酸化物はエンジンオイルに含まれる硫酸ナトリウム,硫酸カルシウム等の硫酸塩に対する耐食性が低いので、その含有量は少ない方が好ましく、各粒界相をそれぞれ構成する酸化物100質量%に対して、12質量%以下であることが好適である。アルカリ金属の酸化物は、こ
の範囲であれば、硫酸塩に対して、隔壁部2,封止材9および筒状部5は、耐食性がほとんど損なわれないからである。
【0043】
特に、酸化リチウムおよび酸化ナトリウムは、粒界相をそれぞれ構成する酸化物の合計100質量%に対して、それぞれ2質量%以下であることがより好適である。
【0044】
また、酸化アルミニウムも硫酸塩に対する耐性が低いので、粒界相をそれぞれ構成する酸化物の合計100質量%に対して、15質量%以下であることが好適である。
【0045】
ところで、図1〜3に示す例の本実施形態のハニカム構造体11,12では、隔壁部2は気孔率が35体積%以上60体積%以下であって、平均気孔径が5μm以上26μm以下である多孔質のセラミック焼結体からなることが好適である。このような隔壁部2を形成するセラミック焼結体の気孔率および平均気孔径がこの範囲であると、機械的特性を維持しながら、圧力損失の増加を抑制することができるからであり、平均気孔径および気孔率は水銀圧入法に準拠して求めればよい。
【0046】
具体的には、まず、隔壁部2から質量が0.6g以上0.8g以下となるように平均気孔径および気孔率を測定するための試料を切り出す。
【0047】
次に、水銀圧入型ポロシメータを用いて、試料の気孔に水銀を圧入し、水銀に加えられた圧力と、気孔内に浸入した水銀の体積を測定する。
【0048】
この水銀の体積は気孔の体積に等しく、水銀に加えられた圧力と気孔径には以下の式(1)(Washburnの関係式)が成り立つ。
【0049】
d=−4σcosθ/P・・・(1)
但し、d:気孔径(m)
P:水銀に加えられた圧力(Pa)
σ:水銀の表面張力(0.485N/m)
θ:水銀と気孔の表面との接触角(130°)
式(1)から各圧力Pに対する各気孔径dが求められ、各気孔径dの分布および累積気孔体積を導くことができる。そして、累積気孔体積の百分率が50%に相当する気孔径(D50)を平均気孔径とし、試料の体積に対する累積気孔体積の百分率を気孔率とすればよい。
【0050】
図4は、本実施形態の一例を模式的に示すガス処理装置の概略断面図である。
【0051】
図4に示す例のガス処理装置10は、隔壁部2の壁面に触媒(図示しない)を担持した本実施形態のハニカム構造体11を備え、流通孔の封止されていない一端を流入口とし、この
流通孔と隔壁部2を介した他の流通孔の封止されていない他端を流出口として排気ガス(EG)を通過させることによって、排気ガス(EG)中の微粒子を隔壁部2で捕集するガス処理装置である。ハニカム構造体11は、その外周を断熱材層6に保持された状態でケース7に収容され、断熱材層6は、例えばセラミックファイバ,ガラスファイバ,カーボンファイバおよびセラミックウィスカーの少なくとも1種から形成されている。
【0052】
また、ケース7は、例えば、SUS303,SUS304およびSUS316等のステンレスか
らなり、その中央部が円筒状に、両端部が円錐台状にそれぞれ形成され、排気ガス(EG)が供給されるケース7の流入口7aおよび排気ガス(EG)が排出される流出口7bを有している。ケース7の流入口7aには排気管8aが連結され、排気ガス(EG)は排気管8aからケース7内に流入するように構成されている。
【0053】
このようなガス処理装置10の流入側には、ディーゼルエンジン(図示しない)が接続され、このディーゼルエンジンが作動して、排気ガス(EG)が排気管8aからケース7に供給されると、ハニカム構造体11の流入側の封止材9が形成されていない流入路3の中に、排気ガス(EG)が導入されるが、流出側に形成された封止材9によってその流出が遮られる。流出が遮られた排気ガス(EG)は、通気性を有する隔壁部2を通過して、隣接する流出路4に導入される。排気ガス(EG)が隔壁部2を通過するとき、隔壁部2の壁面や隔壁部2の気孔の表面で排気ガス(EG)中の微粒子が捕集される。微粒子が捕集された排気ガス(EG)は、浄化された状態で、封止材9が形成されていない流出路4から排気管(図示せず)を介して外部に排出される。
【0054】
このようなガス処理装置10では、隔壁部2の壁面に担持される触媒は、例えば、ルテニウム,ロジウム,パラジウム,イリジウム,白金等の白金族金属およびその酸化物、金,銀,銅等の周期表第11族金属、酸化バナジウムのうちの少なくともいずれか1種からなり、軽油等の燃料が気化したガスが供給されると、隔壁部2で捕集された排気ガス中の微粒子を酸化して燃焼させる。特に、金,銀,銅等の周期表第11族金属を選んだ場合、その粒子はナノメートルレベルの微粒であることが好適である。
【0055】
さらに、壁面に担持された触媒と排気ガスとの接触面積を大きくするために、γアルミナ,δアルミナおよびθアルミナ等の比表面積が大きい粉体を隔壁部2の壁面に担持しても好適である。
【0056】
本実施形態のハニカム構造体11,12では、上述したように、隔壁部2の壁面に触媒を担持しているときには、低い温度で微粒子を燃焼除去しやすくなるので、隔壁部2には溶損やクラックが生じにくくなる。さらに、壁面のみならず、隔壁部2の気孔の表面に触媒を担持していても好適である。
【0057】
さらに、排気ガス中の微粒子を酸化して燃焼させるための触媒とともに、窒素酸化物(NOx)を吸蔵して還元するための触媒であるZSM−5,ZSM−11,ZSM−12,ZSM−18,ZSM−23,MCMゼオライト,モルデナイト,ファージャサイト,フェリエライトおよびゼオライトベータの少なくとも1種を隔壁部2の壁面および隔壁部2の気孔の表面の少なくともいずれかに担持させてもよい。
【0058】
このような本実施形態のガス処理装置10は、例えば、本実施形態の例であるハニカム構造体11を備えているときには、ガス処理の効率を高く維持しつつハニカム構造体11の機械的強度が高く、クラックが生じにくくなっているので、長期間に亘って効率よく使用することができるとともに、活性金属が担持された担体やNOx吸蔵材が担持された担体を不要にすることができるので、省スペース化を実現することもできる。
【0059】
なお、本実施形態のガス処理装置10は、本実施形態のハニカム構造体11を備えてなる場合について、上述の通り説明したが、ハニカム構造体11に替えて、ハニカム構造体12を用いてもよいことはいうまでもない。
【0060】
また、本実施形態では流体が気体である排気ガスを用いた例について説明したが、流体として液体を用いることも可能である。例えば、流体として上水または下水を用いることが可能であり、本実施形態のガス処理装置を液体の濾過用としても適用することができる。
【0061】
次に、ハニカム構造体11,12の製造方法の一例について説明する。
【0062】
隔壁部2,封止材9および筒状部5の主成分がいずれもチタン酸アルミニウムであるセラミック焼結体からなるハニカム構造体11,12を得る場合には、まず、酸化アルミニウムの粉末を27〜33質量%,酸化第二鉄の粉末を13〜17質量%,酸化マグネシウムの粉末を7〜13質量%および残部を酸化チタンの粉末として調合した調合原料を水,アセトンまたは2−プロパノールとともに混合して一次原料を得る。ここで、用いる各粉末は、いずれも純度が高い粉末を用いることが好ましく、その純度は99.0質量%以上、特に99.5質量%以上であることがさらに好適である。なお、チタン酸マグネシウム(MgTi2O5)およびチタン酸鉄(Fe2TiO5)がチタン酸アルミニウム(Al2TiO5)に固溶することができるのであれば、これら金属酸化物の粉末以外に炭酸塩,水酸化物および硝酸塩などの粉末を用いてもよく、またこれらの化合物の粉末を用いてもよい。
【0063】
次に、得られた一次原料を大気雰囲気中、温度を1400℃以上1500℃以下として、1時間以上5時間以下で仮焼することにより、元素Ti,Al,MgおよびFeが互いに固溶した擬ブルッカイト型の結晶からなる仮焼粉末を得ることができる。
【0064】
この仮焼粉末をASTM E 11−61に記載されている粒度番号が230のメッシュの篩い
に通すことによって、例えば、粒径が61μm以下に分級された仮焼粉末を得る。そして、この分級された仮焼粉末に、例えば、平均粒径が1μm以上3μm以下であって、添加量が仮焼粉末100質量%に対して、0.4質量%以上1.2質量%以下である酸化珪素の粉末と、
添加量が仮焼粉末100質量%に対して、1質量%以上13質量%以下であるグラファイト,
澱粉またはポリエチレン樹脂等の造孔剤とを添加した後、さらに可塑剤,増粘剤,滑り剤および水等を加えて、万能攪拌機,回転ミルまたはV型攪拌機等を使って混練物を作製する。そして、この混練物の一部を残し、この混練物をさらに三本ロールミルや混練機等を用いて混練し、可塑化した坏土を得る。
【0065】
次に、この坏土を押出成形機を用いて成形する。この押出成形機には成形型が装着され、その成形型は成形体の外径を決定する内径が、例えば155mm以上300mm以下であり、ハニカム構造体11,12の隔壁部2および筒状部5を形成するためのスリットを有しており
、このスリットは、ハニカム構造体11,12を形成する隔壁部T2の平均厚みが隔壁部T1
の平均厚みよりも厚くなるように形成されている。
【0066】
また、スリットは、隔壁部T4の平均厚みが隔壁部T3の平均厚みよりも厚くなるように形成されていることが好適である。
【0067】
さらに、スリットは、隔壁部T2の平均厚みと隔壁部T1の平均厚みとの差が、隔壁部T4の平均厚みと隔壁部T3の平均厚みとの差より大きくなるように形成されていたり、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて漸次厚くなるように形成されていたりしても好適である。
【0068】
さらにまた、隔壁部T2の算術平均高さRaを、隔壁部T1の算術平均高さRaよりも大きくするためには、筒状部5を成形する金型において、隔壁部T2を形成するためのスリットの表面を、隔壁部T1を形成するためのスリットの表面より荒く仕上げたものを使用すればよい。
【0069】
そして、上述したような成形型が装着された押出成形機に坏土を投入し、圧力を加えてハニカム状の成形体を作製し、得られた成形体を乾燥して所定長さに切断する。
【0070】
次に、切断された成形体の複数の流通孔の流入側および流出側のそれぞれを交互に封止する封止材9を作製する。具体的には、まず、流出側端面(OF)で封止材9が封止する部分ができるように市松模様にマスキングし、成形体の流出側端面(OF)側を、残しておいた混練物をスラリー化して浸漬する。なお、マスキングが施されていない流通孔には、流入側端面(IF)から撥水性の樹脂が被覆された先端部を備え、この先端部が平坦に形成されたピンを、予め挿入しておき、流出側で流通孔に浸入したスラリーを常温にて乾燥する。このようにすることによって、成形体の流出側の封止材9が形成される。そして、ピンを抜き、上述の作業と同じ作業を成形体の流入側でも行ない、封止材9を形成する。
【0071】
次に、得られた成形体を、温度を1300℃〜1500℃として2〜10時間ほど焼成炉の中に保持することにより焼成され、本実施形態のハニカム構造体11,12を得ることができる。
【0072】
次に、隔壁部2,封止材9および筒状部5の主成分がいずれもコージェライトであるセラミック焼結体からなるハニカム構造体11,12を得る場合には、焼結体におけるコージェライトの組成はSiO2が40〜56質量%、Al2O3が30〜46質量%、MgOが12〜16質量%となるように、カオリン、仮焼カオリン、アルミナ、水酸化アルミニウム、シリカ、タルクまたは焼タルクなどのコージェライト化する原料を調合して調合原料を得る。これ以降、ハニカム構造体11,12を得るまでの工程は、焼成の温度を1300℃〜1700℃から1350℃〜1450℃に変更する以外は、主成分がチタン酸アルミニウムの場合と同様である。
【0073】
このようにして作製されたハニカム構造体11,12は、第1の領域A1における微粒子の捕集量を低減することなく、第2の領域A2の機械的強度を高くすることができるので、筒状部5を形成するために外周研磨を施したり、ハニカム構造体を再生するために、捕集した微粒子の燃焼除去を頻繁に繰り返したりしても、クラックが生じにくくなりやすい。
【0074】
さらに、隔壁部2の壁面に触媒を担持するハニカム構造体11,12を得るには、上述した製造方法によって得られたハニカム構造体11,12を、触媒となる、例えば、ルテニウム,ロジウム,パラジウム,オスミウム,イリジウムおよび白金等の白金族金属の可溶性の塩と、ポリビニルアルコール等のバインダーと水とからなるスラリーに、上述した焼成によって得られたハニカム構造体11,12を浸漬させた後、温度を100℃以上150℃以下で1時間以上48時間以下保持することによって乾燥すればよい。
【0075】
ここで、可溶性の塩としては、例えば、硝酸パラジウム(Pd(NO3)2),硝酸ロジウム(Rh(NO)3)3),塩化ルテニウム(RuCl3),塩化イリジウム酸(H2IrCl6・nH2O),塩化白金酸(H2PtCl6・nH2O)およびジニトロジアンミン白金(Pt(NO2)2(NH3)2)等があり、担持させようとする触媒に応じてこれら可溶性の塩から選べばよい。また、不純物の混入を防ぐため、水はイオン交換水であることが好適である。
【0076】
また、窒素酸化物(NOx)を吸蔵して還元するための触媒であるZSM−5,ZSM−11,ZSM−12,ZSM−18,ZSM−23,MCMゼオライト,モルデナイト,ファー
ジャサイト,フェリエライトおよびゼオライトベータの少なくとも1種を隔壁部2の壁面および隔壁部2の気孔の表面の少なくともいずれかに担持させる場合には、白金族金属に加え、アルカリ金属,アルカリ土類金属,希土類金属から選択される少なくともいずれかをスラリーに添加しておけばよい。
【0077】
そして、上述した方法によって作製されたハニカム構造体11,12の外周を断熱材層6で被覆した状態で、ケース7に収容した後、排気管8aをケース7の流入口7aに、また、排気管(図示せず)をケース7の流出口7bに、それぞれ接続することで、図4に示す例の本実施形態のガス処理装置10を得ることができる。
【0078】
以下、本発明の実施例を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
【実施例1】
【0079】
まず、酸化アルミニウムの粉末を30質量%,酸化第二鉄の粉末を15質量%,酸化マグネシウムの粉末10質量%および残部を酸化チタンの粉末として調合した調合原料を水とともに混合したスラリーを噴霧乾燥法で乾燥し、平均粒径が175μmの顆粒を得た。ここで、
各粉末の純度は、いずれも99.5質量%とした。
【0080】
次に、得られた顆粒を大気雰囲気中、温度を1450℃として、3時間で仮焼することにより、元素Ti,Al,MgおよびFeが互いに固溶した擬ブルッカイト型の結晶からなる仮焼粉末を得た。
【0081】
この仮焼粉末をASTM E 11−61に記載されている粒度番号が230のメッシュの篩い
に通すことによって、粒径が61μm以下に分級された仮焼粉末を得た。そして、この分級された仮焼粉末に、平均粒径が2μmであって、添加量が仮焼粉末100質量%に対して、0.8質量部である酸化珪素の粉末と、添加量が仮焼粉末100質量%に対して、7質量%以下
であるグラファイトを添加した後、さらに可塑剤,増粘剤,滑り剤および水等を加えて、万能攪拌機を使って混練物を作製した。そして、この混練物の一部を残し、さらに混練機を用いて混練し、可塑化した坏土を得た。
【0082】
次に、作製した坏土を用いて、図2および図3に示すハニカム構造体11,12における隔壁部T1,T2,T3,T4のそれぞれの平均厚みが、表1に示す値となる成形体を押出成形法によって得た後、乾燥して所定長さに切断した。
【0083】
次に、流出側端面(OF)で封止材9が封止する部分ができるように市松模様にマスキングした後、残しておいた混錬物をスラリー化して流出側端面(OF)を浸漬した。そして、成形体の流出側端面をスラリーに浸漬した状態で、撥水性の樹脂が被覆された先端部を備え、この先端部が平坦に形成されたピンを、流入側端面(IF)から封止材9を形成する流通孔に挿入して、ピンの先端部の位置を調節して、焼成後の封止材9の厚みが2.5
mmとなるように調整した後、流出側で流通孔に浸入したスラリーを常温にて乾燥させることによって、成形体の流出側の封止材9をそれぞれ形成した。そして、ピンを抜き、上述の作業と同じ作業を成形体の流入側でも行ない、流入側の封止材9をそれぞれ形成した。
【0084】
そして、電気炉を用いて成形体を焼成温度を1380℃として、3時間保持することにより焼成して、ハニカム構造体である試料No.1〜10を得た。
【0085】
なお、試料No.1〜10は、いずれも外径が144mm、また、図1に示す軸方向Xの長
さLが156mmであって、軸方向Xに対して垂直な断面における流通孔の単位面積当たり
の個数を300CPSIとした。また、成形体の作製で用いる押出成形機は、ハニカム構造
体11,12における隔壁部T1,T2,T3,T4のそれぞれの平均厚みが、表1に示す値となるように、成形体の隔壁部を形成するためのスリットを有する成形型をそれぞれ装着して用いた。
【0086】
そして、隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍とし、厚みを測定する試料数を隔壁部毎に10ヶ所として測定し、それぞれの平均
厚みを求め、その値を表1に示した。
【0087】
そして、各試料の機械的強度を評価するために、各試料のアイソスタティック破壊強度をJASO M 505−87に準拠して測定し、その測定値を表1に示した。なお、このとき
の各試料は、内径および高さがそれぞれ175mm,640mmであるゴム製の容器の内部に個別に収容し、容器の内部を充填する媒体は水とし、圧力上昇速度を0.3MPa/分として
加圧した。
【0088】
【表1】
【0089】
表1に示すように、試料No.2〜10は、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことから、第2の領域A2における、隣接する第2の流通孔の間の隔壁部T2の平均厚みが、第1の領域A1における、隣接する第2の流通孔の間の隔壁部T1の平均厚みと等しい試料No.1よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【0090】
また、隔壁部T2の平均厚みと、隔壁部T1の平均厚みとの差が同じである試料No.4〜7を比べると、試料No.5〜7は、第2の領域における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T4の平均厚みが、第1の領域A1における、隣接する第1の流通孔と第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことから、隔壁部T4の平均厚みが隔壁部T3の平均厚みと等しい試料No.4よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【0091】
また、隔壁部T4の平均厚みと、隔壁部T2の平均厚みとの差が同じである試料No.5,8〜10を比べると、試料No.5,8,9は、第2の領域A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差より大きいことから、第2の領域
A2の隔壁部T2の平均厚みと第1の領域A1の隔壁部T1の平均厚みとの差が、第2の領域A2の隔壁部T4の平均厚みと第1の領域A1の隔壁部T3の平均厚みとの差が等しい試料No.10よりもアイソスタティック強度が高く、筒状部5の外側から受ける外圧に対する機械的強度が高くなっていることがわかる。
【実施例2】
【0092】
次に、実施例1で用いた坏土を用いて、図3に示すハニカム構造体12における隔壁部T1,T2,T3,T4のそれぞれの厚みが、表2に示す値となる成形体を押出成形法によって得た後、乾燥して所定長さに切断した。なお、表2に示す隔壁部T11,T12,T13の各厚みは、ハニカム構造体12の軸方向Xに垂直な断面における中心と筒状部5の外周とを隔壁部T1,T2と交差するように結んだ直線上で、中心から第1の領域と第2の領域との境界までを4等分し、中心および前記境界を除く位置における隔壁部T1の各厚みを前記中心側から示した値である。
【0093】
また、隔壁部T21,T22,T23の各厚みは、隔壁部T1,T2と交差するように結んだ直線上で、第1の領域と第2の領域との境界から筒状部5の外周までを4等分し、前記境界および筒状部5の外周を除く位置における隔壁部T2の各厚みを前記境界側から示した値である。
【0094】
また、隔壁部T31,T32,T33の各厚みは、ハニカム構造体12の軸方向Xに垂直な断面における中心と筒状部5の外周とを隔壁部T3,T4と交差するように結んだ直線上で、中心から第1の領域と第2の領域との境界までを4等分し、中心および前記境界を除く位置における隔壁部T3の各厚みを前記中心側から示した値である。
【0095】
また、隔壁部T41,T42,T43の各厚みは、隔壁部T3,T4と交差するように結んだ直線上で、第1の領域と第2の領域との境界から筒状部5の外周までを4等分し、前記境界および筒状部5の外周を除く位置における隔壁部T4の各厚みを前記境界側から示した値である。
【0096】
そして、実施例1に示した方法と同じ方法を用いて、成形体に図1に示す封止材9を形成した後、電気炉を用いて成形体を、焼成温度1380℃で、3時間保持することにより焼成して、ハニカム構造体である試料No.11,12を得た。
【0097】
なお、試料No.11,12は、いずれも外径が144mm、また図1に示す軸方向Aの長さ
Lが156mmであって、軸方向Aに対して垂直な断面における流通孔の単位面積当たりの
個数が300CPSIとした。また、成形体の作製で用いる押出成形機は、ハニカム構造体12における隔壁部T1,T2,T3,T4のそれぞれの厚みが、表2に示す値となるよう
に、成形体の隔壁部を形成するためのスリットを有する成形型をそれぞれ装着して用いた。
【0098】
そして、隔壁部T1,T2,T3,T4のそれぞれの厚みは、光学顕微鏡を用い、倍率を100倍として、厚みを測定する試料数を隔壁部毎に10ヶ所として測定し、それぞれの平
均厚みを求め、その値を表2に示した。
【0099】
そして、各試料を、図4に示すガス処理装置10のケース7に収容した後、排気管8aをそれぞれディーゼル微粒子発生装置(図示しない)に接続した。そして、この装置から微粒子を含む、温度25℃の乾燥空気を単位時間当たりの流量を2.27Nm3/分として各試料に向かって噴射して、ハニカム構造体の体積0.001m3に対して、微粒子を12g捕集した
。
【0100】
そして、ハニカム構造体の流入側端面(IF)側に配置された電気ヒータ(図示しない)を用い、捕集された微粒子を燃焼除去することによってハニカム構造体を再生した。
【0101】
再生条件は、流入側端面(IF)付近における燃焼温度および燃焼時間をそれぞれ1250℃,10分として、ハニカム構造体12に空気を供給し、この空気の単位時間当たりの流量を1.0m3/分とした。この捕集および再生を1サイクルとして、このサイクルを繰り返し
、再生した後に、隔壁部T1,T2,T3,T4を目視で観察し、クラックが初めて観察されたサイクル数を表2に示した。
【0102】
【表2】
【0103】
表2に示すように、試料No.11は、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて漸次厚くなっていることから、隔壁部T1,T2,T3,T4のそれぞれの厚みが、筒状部5に向けて段階的に厚くなっている試料No.12よりも隣り合う隔壁部にそれぞれ生じる応力の差が少なくなっているので、微粒子を所定量捕集する毎に、燃焼、除去を繰り返してもクラックが生じにくい。
【0104】
上述した通り、本実施形態のガス処理装置10は、実施例1,2で示した本実施形態のハニカム構造体を備えているときには、筒状部に近づくほど隣接する第2の流通孔の間の隔壁部の機械的強度が高くなっているので、筒状部の外側から受ける外圧に対する機械的強度が高くなっているので、長期間に亘って効率よく使用することができるといえる。
【符号の説明】
【0105】
11,12:ハニカム構造体
2:隔壁部
3:流入路
4:流出路
5:筒状部
6:断熱材層
7:ケース
8:排気管
9:封止材
10:ガス処理装置
【特許請求の範囲】
【請求項1】
筒状部と、
該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、前記流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、
前記複数の流通孔は、第1の流通孔と、該第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、前記第2の領域における、隣接する前記第2の流通孔の間の隔壁部T2の平均厚みが、前記第1の領域における、隣接する前記第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことを特徴とするハニカム構造体。
【請求項2】
前記第2の領域における、隣接する前記第1の流通孔と前記第2の流通孔との間の隔壁部T4の平均厚みが、前記第1の領域における、隣接する前記第1の流通孔と前記第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことを特徴とする請求項1に記載のハニカム構造体。
【請求項3】
前記第2の領域の隔壁部T2の平均厚みと前記第1の領域の隔壁部T1の平均厚みとの差が、前記第2の領域の隔壁部T4の平均厚みと前記第1の領域の隔壁部T3の平均厚みとの差より大きいことを特徴とする請求項2に記載のハニカム構造体。
【請求項4】
前記隔壁部T1,T2,T3,T4のそれぞれの厚みが、前記筒状部に向けて漸次厚くなっていることを特徴とする請求項3に記載のハニカム構造体。
【請求項5】
請求項1乃至請求項4のいずれかに記載のハニカム構造体を備えていることを特徴とするガス処理装置。
【請求項1】
筒状部と、
該筒状部の内側に、流体が流れる複数の流通孔が形成されるように格子状に配置された隔壁部とを備え、前記流体が流れる方向に直交する断面において、第1の領域と、該第1の領域の外側に位置する第2の領域とを有しているとともに、
前記複数の流通孔は、第1の流通孔と、該第1の流通孔より開口径が大きい第2の流通孔とを交互に備えており、前記第2の領域における、隣接する前記第2の流通孔の間の隔壁部T2の平均厚みが、前記第1の領域における、隣接する前記第2の流通孔の間の隔壁部T1の平均厚みよりも厚いことを特徴とするハニカム構造体。
【請求項2】
前記第2の領域における、隣接する前記第1の流通孔と前記第2の流通孔との間の隔壁部T4の平均厚みが、前記第1の領域における、隣接する前記第1の流通孔と前記第2の流通孔との間の隔壁部T3の平均厚みよりも厚いことを特徴とする請求項1に記載のハニカム構造体。
【請求項3】
前記第2の領域の隔壁部T2の平均厚みと前記第1の領域の隔壁部T1の平均厚みとの差が、前記第2の領域の隔壁部T4の平均厚みと前記第1の領域の隔壁部T3の平均厚みとの差より大きいことを特徴とする請求項2に記載のハニカム構造体。
【請求項4】
前記隔壁部T1,T2,T3,T4のそれぞれの厚みが、前記筒状部に向けて漸次厚くなっていることを特徴とする請求項3に記載のハニカム構造体。
【請求項5】
請求項1乃至請求項4のいずれかに記載のハニカム構造体を備えていることを特徴とするガス処理装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−44319(P2013−44319A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−184912(P2011−184912)
【出願日】平成23年8月26日(2011.8.26)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月26日(2011.8.26)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
[ Back to top ]