
ハニカム構造体の製造方法
【課題】焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性良くハニカム構造体を製造できるハニカム構造体の製造方法を提供すること。
【解決手段】原料準備工程と押出成形工程と乾燥工程と焼成工程とを行うことにより、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁2と、これに区画された多数のセル3とを有するハニカム構造体1を製造する。焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)とすると、所定温度T1℃及びT2℃における中間生成物のX線回折ピーク比Kp(T1)及びKp(T2)の差であるΔKp(ΔKp=Kp(T2)−Kp(T1))を5以下とする。
【解決手段】原料準備工程と押出成形工程と乾燥工程と焼成工程とを行うことにより、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁2と、これに区画された多数のセル3とを有するハニカム構造体1を製造する。焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)とすると、所定温度T1℃及びT2℃における中間生成物のX線回折ピーク比Kp(T1)及びKp(T2)の差であるΔKp(ΔKp=Kp(T2)−Kp(T1))を5以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された多数のセルとを有するハニカム構造体の製造方法に関する。
【背景技術】
【0002】
自動車エンジンの排ガス浄化触媒を担持するための触媒担体として、コージェライト等からなるハニカム構造体が広く使用されている。ハニカム構造体は、通常、タルク、カオリン、アルミナ等を出発原料とし、これらコージェライト化原料を所望のコージェライト組成となるように調合し、所望のハニカム形状に成形した後、焼成することにより製造される。
【0003】
ところが、コージェライトからなるハニカム構造体においては、焼成時に収縮して割れが発生するという問題があった。
このような収縮による割れを防ぐ方法として、収縮の発生する温度域の昇温速度を小さくする方法が採用されていた(特許文献1〜4参照)。
具体的には、原料であるカオリンの脱水域(200〜400℃)、タルクの脱水域(800〜1100℃)、最大収縮域(1100〜1300℃)で昇温速度を小さくすることで割れを抑制している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−85856号公報
【特許文献2】特開平2−255576号公報
【特許文献3】特開2004−292292号公報
【特許文献4】特開2002−284582号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、昇温速度を小さくするだけでは焼成時間が長くなり、生産性がわるくなり、製造コストが増大してしまうおそれがある。また、単に昇温速度を小さくするだけでは、収縮量を十分に小さくすることができず、ハニカム構造体内に残留応力が発生し、ハニカム構造体の強度に悪影響を及ぼすおそれがある。
【0006】
本発明はかかる問題点に鑑みてなされたものであって、焼成時の収縮量を小さくし、割れの発生を防止することができるハニカム構造体の製造方法しようとするものである。
【課題を解決するための手段】
【0007】
本発明は、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された複数のセルとを有するハニカム構造体の製造方法において、
タルク、カオリン、アルミナ、及び水酸化アルミニウムを混合し、コージェライト化原料を作製する原料準備工程と、
上記コージェライト化原料を押出成形してハニカム成形体を得る押出成形工程と、
上記ハニカム成形体を乾燥させる乾燥工程と、
上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る焼成工程とを有し、
該焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)(ただし、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))とし、上記ハニカム成形体の収縮前の温度をT1℃(但し、T1は1050℃以上かつ1150℃以下であり、かつKp(T1)=1となるときの温度)とし、上記ハニカム成形体の収縮後の温度をT2℃(但し、T2は1200℃以上かつ1250℃未満であり、かつIMU(T)+ISP(T)+ICR(T)が最大となるときの温度)とすると、ΔKp=Kp(T2)−Kp(T1)=Kp(T2)−1であり、ΔKp≦5とすることを特徴とするハニカム構造体の製造方法にある(請求項1)。
【発明の効果】
【0008】
本発明の製造方法においては、上記原料準備工程と上記押出成形工程と上記乾燥工程と上記焼成工程とを行うことにより、上記ハニカム構造体を製造する。
上記原料準備工程においては、コージェライト化原料を準備する。
上記押出成形工程においては、上記コージェライト化原料を押出成形してハニカム成形体を得る。
上記乾燥工程においては、上記ハニカム成形体を乾燥させる。
上記焼成工程においては、上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る。このとき、昇温中において、上記温度T1℃における上記中間生成物のピーク強度比をΔKp(T1)とし、上記温度T2℃における上記中間生成物のピーク強度比をΔKp(T2)とすると、これらの差であるΔKp(ΔKp=ΔKp(T2)−ΔKp(T1))を5以下とする。なお、温度T1℃は、1050℃以上かつ1150℃以下の温度範囲において上記中間生成物のピーク強度比Kp(T)が1となるときの温度であり、温度T2℃は、1200℃以上かつ1250℃未満の温度範囲において、ムライト(210)面由来のX線回折ピーク強度IMU(T)とスピネル(311)面由来のX線回折ピーク強度ISP(T)とクリストバライト(101)面由来のX線回折ピーク強度ICR(T)との和(IMU(T)+ISP(T)+ICR(T))が最大となるときの温度である。
上記製造方法においては、上記のごとくΔKpを5以下に制御しているため、焼成時の収縮量を小さくし、ハニカム構造体に割れが発生することを防止することができる。
【0009】
コージェライトからなるハニカム構造体の製造にあたっては、1100〜1250℃の温度領域において、焼成時の収縮量が最も大きくなる。その原因は、上記温度領域で中間生成物が多く結晶化するためである。特に、上記温度領域で多量かつ急激に発生するムライト及びクリスオバライトが主要因となる。なお、各中間生成物の発生温度は、エンスタタイト:800〜1150T2℃、ムライト:1100〜1250℃、クリストバライト:1150〜1250℃、スピネル:1100〜1300℃である。
【0010】
本願発明の上記焼成工程のように、ΔKpを制御して焼成を行うと、ムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、上記のごとく、温度1100〜1250℃における収縮量を小さくすることができ、ハニカム構造体の割れを抑制することができる。
【0011】
このように、本発明の製造方法においては、焼成時の収縮を小さくし、割れの発生を防止することができる。また、収縮量が小さくなるため、残留応力を低減させることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1にかかる、ハニカム構造体の全体を示す説明図。
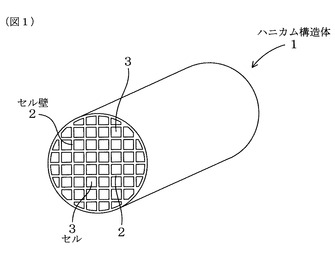
【図2】実施例1にかかる、焼成途中のハニカム成形体の温度1130℃におけるX線回折パターンを示す説明図。
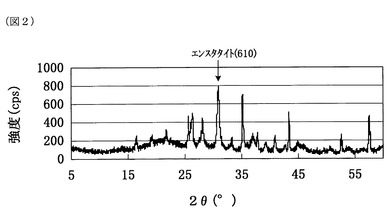
【図3】実施例1にかかる、焼成途中のハニカム成形体の温度1240℃におけるX線回折パターンを示す説明図。
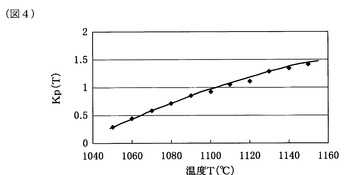
【図4】実施例1にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
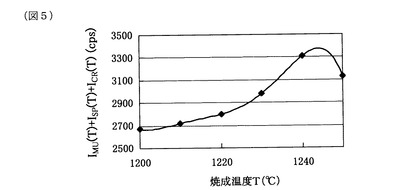
【図5】実施例1にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
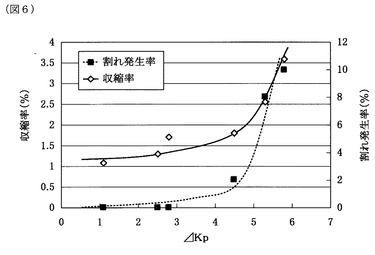
【図6】実施例1にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
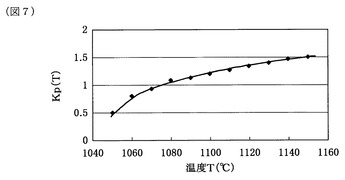
【図7】実施例2にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
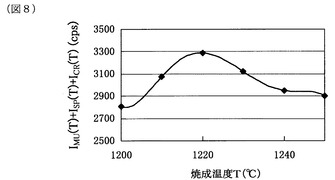
【図8】実施例2にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
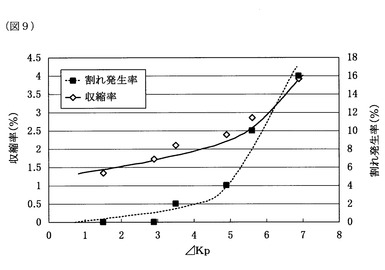
【図9】実施例2にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
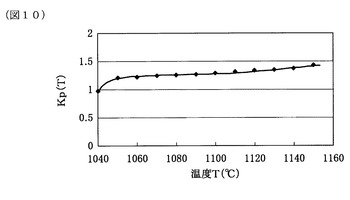
【図10】実施例3にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
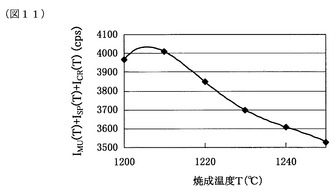
【図11】実施例3にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
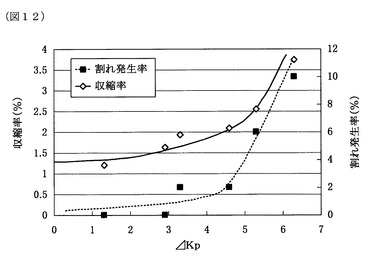
【図12】実施例3にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
【発明を実施するための形態】
【0013】
次に、本発明の好ましい実施の形態について説明する。
本発明の製造方法においては、上記原料準備工程と上記押出成形工程と上記乾燥工程と上記焼成工程とを行うことにより、上記ハニカム構造体を製造する。
上記原料準備工程においては、コージェライト化原料を準備する。
例えば、コージェライト化原料は、タルク、カオリン、アルミナ、及び水酸化アルミニウム等を混合することにより得ることができる。さらに、仮焼タルク、仮焼カオリン、及び溶融シリカなどを加えることもできる。また、後工程の押出成形工程における成形のために、コージェライト化原料には、メチルセルロース等のバインダー及び水等を加えて坏土としておくことが好ましい。
【0014】
上記押出成形工程においては、コージェライト化原料を押出成形してハニカム成形体を得る。所望のハニカム形状に押出し成形後、切断することにより、容易に所望寸法のハニカム成形体を得ることができる。また、押出成形を行うことにより、連続成形が可能であると共に、コージェライト結晶を配向させ易くなる。
【0015】
また、上記乾燥工程においては上記成形体を乾燥する。
上記乾燥工程は、上記成形体中の水分等を蒸発させるために、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等で乾燥させる。中でも、全体を迅速かつ均一に乾燥することができる点で、熱風乾燥と、マイクロ波乾燥又は誘電乾燥とを組み合わせた乾燥工程を行うことが好ましい。また、上記乾燥工程は、例えば約80℃〜120℃で加熱することにより行うことができる。加熱時間は、ハニカム成形体の大きさ等に合わせて適宜選択することが好ましい。
【0016】
次に、上記焼成工程においては、上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成する。上記焼成温度は、加熱時の最大温度であり、かかる温度で保持することにより、コージェライトを生成させることができる。その結果、コージェライトからなるハニカム構造体を得る。
焼成温度が1350℃未満の場合には、コージェライトを十分に生成させることが困難になるおそれがある。一方1450℃超える場合には、生成したコージェライトが溶け出してしまうおそれがある。
上記焼成温度の保持時間は、ハニカム成形体の寸法に応じて適宜決定することができる。
【0017】
上記焼成工程においては、上記焼成温度までの昇温中に、ムライト、スピネル、クリストバライト、及びエンスタタイト等の結晶が中間生成物として生成する。
以下、これらについて説明する。
【0018】
「ムライト:3Al2O3・2SiO2」
ムライトは、カオリン原料(カオリナイト)等から脱水及び熱分解により生成する。上記焼成工程の昇温中におけるムライトの生成温度は、約1100〜1250℃である。ムライトは、コージェライトからなるハニカム構造体の製造時における温度1200℃付近において急激に発生するため、温度1200℃付近における大きな収縮の原因となっていると考えられる。
【0019】
「スピネル:MgAl2O4」
スピネルは、マグネシア系であるエンスタタイトから生成すると考えられる。上記焼成工程の昇温中におけるスピネルの生成温度は、約1100〜1300℃である。スピネルの生成も、焼成中の温度1200℃付近における大きな収縮の原因の一つとなっていると考えられる。
【0020】
「クリストバライト:SiO2」
クリストバライトは、コージェライトの主原料であるタルク、カオリン等のシリカ系原料から熱分解によって発生する石英ガラスから生成する。温度1200℃付近においては、非晶質であった石英ガラスが結晶化してクリストバライトになる。上記焼成工程の昇温中におけるスピネルの生成温度は、約1150〜1250℃である。クリストバライトは、温度1200℃付近で大きな割合を占める結晶であり、上述の大きな収縮の原因の一つとなっていると考えられる。
【0021】
「エンスタタイト」
エンスタタイトは、温度800〜1150℃においてタルク等から脱水熱分解により生成する。大きな収縮が起こる1200℃付近では主たる結晶として存在する。
このエンスタタイトが多く安定して存在することにより、温度1200℃における収縮量を抑制できると考えられる。
【0022】
上記焼成工程においては、上記のごとくΔKp≦5であり、上述のムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、温度1100〜1250℃の収縮量を小さくすることができる。
ΔKp>5の場合には、焼成時の収縮量が大きくなり、ハニカム構造体に割れが発生するおそれがある。好ましくはΔKp≦4がよく、より好ましくはΔKp≦3がよい。
ΔKpは、上記焼成工程における昇温速度、コージェライト化原料の種類及び配合割合、及び原料の粒径などを制御することにより、調整することができる。
【0023】
ΔKpは、温度T1℃における中間生成物のX線回折ピーク強度比Kp(T1)と温度T2℃における中間生成物のX線回折ピーク強度比Kp(T2)との差(Kp(T2)−Kp(T1))である。
温度T℃における中間生成物のX線回折ピーク強度比Kpは、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T)で表される。
ここで、温度T1は、上記焼成工程の昇温中において上記ハニカム成形体が収縮する前の温度であり、1050℃以上かつ1150℃以下の温度範囲において、エンスタタイト(610)のX線回折ピーク強度IEN(T1)に対するムライト(210)のX線回折ピーク強度IMU(T1)とスピネル(311)のX線回折ピーク強度ISP(T1)とクリストバライト(101)のX線回折ピーク強度ICR(T1)との合計の割合が1となる時の温度である。即ち、温度T1は、Kp(T1)=1となるときの温度である。
【0024】
また、温度T2は、上記焼成工程の昇温中において上記ハニカム成形体が収縮した後の温度であり、1200以上かつ1250℃未満の温度範囲において、ムライト(210)のX線回折ピーク強度IMU(T2)と、スピネル(311)のX線回折ピーク強度ISP(T2)と、クリストバライト(101)のX線回折ピーク強度ICR(T2)との合計が最大となる時の温度である。即ち、温度T2は、1200以上かつ1250℃未満において、IMU(T)+ISP(T)+ICR(T)が最大となるときの温度である。
【0025】
次に、上記焼成工程においては、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることが好ましい(請求項2)。
この場合には、上記焼成工程において上述のΔKp≦5を容易に実現することができる。
【0026】
上記のごとく昇温速度を制御すると、上記中間生成物の生成時期を重ならないようにずらすことができる。
具体的には、エンスタタイト生成が単独で起きる900℃以上かつ温度T1℃未満の温度領域における昇温速度を100〜200℃/hに制御し、さらにムライト生成が単独で起きる温度T1℃以上かつT2℃未満の温度領域における昇温速度を50℃/h以下とし、スピネル及びクリストバライトが生成するT2℃以上かつ1250℃未満の温度領域における昇温速度を150℃/h以上とする。これにより、ムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、上記焼成工程において上述のようにΔKp≦5とすることができ、温度1100〜1250℃の収縮量を小さくすることができる。
【0027】
中間生成物のうち、ムライトは、大きな収縮が発生する温度1100℃付近から急激に生成するが、上記のごとくT1℃以上かつT2℃未満の温度領域における昇温速度を50℃/h以下とすることにより、多数の結晶が急激に生成する1200℃になる前に時間をかけてムライトの生成をほぼ完了させることができる。そのため、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近で起こりうる急激な収縮を回避し、収縮量を小さくすることができる。
【0028】
また、上記のごとくT2℃以上かつ1250℃未満における昇温速度を150℃/h以上にして焼成を加速させることにより、クリストバライトの生成を1200℃以上の温度域にジャンプさせることができる。これにより、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近の大きな収縮を緩和させることができる。
【0029】
さらに、上記のごとく900℃以上かつT1℃未満における昇温速度を100〜200℃/hにすることにより、エンスタタイトの生成を1200℃以上の温度域にジャンプさせることができる。これにより、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近の大きな収縮を緩和させる。
【0030】
また、上記のごとく温度900℃以上かつT1℃未満の温度領域及びT2℃以上かつ1250℃未満の温度領域をそれぞれ100〜200℃/h、及び150℃/h以上という比較的高い昇温速度に制御すると、焼成時間の短縮が可能になり、生産性良くハニカム構造体を製造することができる。
【0031】
温度900℃以上かつT1℃未満における昇温速度が100℃/h未満の場合又は温度T2℃以上かつ1250℃未満における昇温速度が150℃/h未満の場合には、上記焼成温度に到達するまでの時間が長くなり、ハニカム構造体の生産性が低下するおそれがある。
【0032】
また、温度900℃以上かつT1℃未満における昇温速度が200℃/hを超える場合には、ΔKp≦5とすることが困難になり、タルクの脱水、すなわちエンスタタイトの生成による収縮が急激に発生し易くなる。
また、急激な昇温はハニカム構造体に温度差を生み出し、かかる温度差が原因となって結晶の生成速度が違う部位に大きな収縮差が起こり、割れが発生しやすくなると考えられるため、温度T2℃以上かつ1250℃未満における昇温速度は、300℃/h以下が好ましい。
【0033】
また、温度T1℃以上かつT2℃未満における昇温速度が50℃/hを超える場合には、温度1200℃付近においてもムライトが生成し続ける。そのため、温度1200℃付近において、ムライト、クリストバライト、及びスピネルの結晶が急激に生成して、上記焼成工程においてΔKp≦5とすることが困難になり、収縮が大きくなってしまうおそれがある。その結果、焼成後のハニカム構造体に割れが発生し易くなるおそれがある。また、生産性を向上させるという観点から、温度T1℃以上かつT2℃未満における昇温速度は、10℃/h以上が好ましく、20℃/h以上がより好ましい。
【0034】
また、上記焼成工程において、900℃以下及び1250℃以上の昇温速度は、適宜設定することができる。生産性の向上という観点からは、900℃以下及び1250℃以上の温度領域における昇温速度は、50℃/h以上が好ましく、100℃/h以上がより好ましい。
【実施例】
【0035】
(実施例1)
本例は、焼成時の昇温速度を制御してΔKpの異なる複数のハニカム構造体を製造する例である。
本例のハニカム構造体1は、図1に示すごとく、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁2と、該セル壁2に区画された多数のセル3とを有する。
【0036】
本例においては、セル壁2は、四角形(正方形)格子状に配設されており、セルは円柱形状のハニカム構造体1の軸方向と垂直な断面又はハニカム構造体1の端面において正方形状となる。また、ハニカム構造体1は、多孔質体であり多数の細孔を有している。
【0037】
実施例にかかるハニカム構造体は、原料準備工程と押出成形工程と乾燥工程と焼成工程とを行うことにより製造する。
原料準備工程においては、コージェライト化原料を準備する。また、押出成形工程においては、コージェライト化原料を押出成形してハニカム成形体を得る。また、乾燥工程においては、ハニカム成形体を乾燥させる。次いで焼成工程においては、ハニカム成形体を焼成温度1350〜1450℃で焼成して上記ハニカム構造体を得る。
【0038】
上記焼成工程においては、ΔKp≦5となるように、温度900℃以上かつT1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させる。
【0039】
温度T1℃は、1050℃以上かつ1150℃以下において、エンスタタイト(610)のX線回折ピーク強度IEN(T1)に対するムライト(210)のX線回折ピーク強度IMU(T1)とスピネル(311)のX線回折ピーク強度ISP(T1)とクリストバライト(101)のX線回折ピーク強度ICR(T1)との合計の割合(Kp(T1))が1となる時の温度である。
【0040】
また、温度T2℃は、1200以上かつ1250℃未満において、ムライト(210)のX線回折ピーク強度IMU(T1)と、スピネル(311)のX線回折ピーク強度ISP(T1)と、クリストバライト(101)のX線回折ピーク強度ICR(T1)との合計が最大となる時の温度である。即ち、温度T2℃は、温度1200〜1250℃において、IMU(T)+ISP(T)+ICR(T)が最大となるときの温度である。
【0041】
以下、本例のハニカム構造体の製造方法につき、詳細に説明する。
まず、平均粒径14.8μmのタルク36.1質量部、平均粒径7.8μmのカオリン25.3質量部、平均粒径2.1μmのアルミナ7.4質量部、平均粒径1.3μmの水酸化アルミニウム22.2質量部、及び平均粒径15.2μmの溶融シリカ9.0質量部を混合した。次いで、混合粉に、コージェライト化バインダーとしてメチルセルロース5.5質量部、キャノーラ油3.0質量部を添加して混合後、水を28質量部加えて、混合して混練し、坏土(コージェライト化原料)を作製した。
【0042】
次に、坏土を押出成形機に投入し、上述のハニカム状に成形し、さらに乾燥させた。得られたハニカム成形体は、セル壁の厚みが90μm、セルピッチが1.04mmであり、全体として直径φ100mm×長さL100mmの円柱形状である。
【0043】
次に、ハニカム成形体を電気式バッチ炉により焼成してハニカム構造体を得るにあたって、まず、昇温条件である温度T1℃及び温度T2℃を次のようにして決定した。
具体的には、まず、上記ハニカム成形体を電気式バッチ炉により温度1400℃まで昇温させた。このとき、温度900℃以下、及び1250℃以上の温度範囲では昇温速度を100℃/hとし、また、ハニカム構造体が割れ、変形などの不良を発生しないようにバインダーの蒸発温度領域や、タルク及びカオリン等の脱水温度領域においては十分に昇温速度を落とし、温度1400℃まで昇温させた。具体的には、900〜1150℃の温度範囲においては昇温速度を100℃/h、1150〜1200℃の温度範囲においては昇温速度を50℃/h、1200〜1250℃の温度範囲においては昇温速度を150℃/hとして加熱を実施した。このとき、温度1050〜1150℃及び温度1200〜1250℃の範囲において10℃毎に焼成中のハニカム成形体を電気式バッチ炉から取り出して、X線回折分析(XRD)を実施した。高温X線回折測定により、焼成しながらのXRDピーク観察が好ましい。
【0044】
このXRD分析により、成形体中の中間生成物(クリストバライト、ムライト、エンスタタイト、スピネル)の生成を調べた。測定は、電気式バッチ炉から取り出したハニカム成形体を乳鉢で粉砕し、粉砕粉を標準試料ホルダーに充填し、(株)リガクの粉末X線回折装置「RINT 2500/PC」を用いて、管球:CuKα線、管電圧:40kV、管電流:20mA、発散スリット:1/2°、散乱スリット:1/2°、受光スリット:0.15mm、走査モード:連続、スキャンスピード:2.000°/min、サンプリング幅0.020°、走査範囲:5.000−60.000°という条件で行った。
【0045】
代表例として、温度1130℃におけるXRDの測定結果(XRDパターン)を図2に示し、温度1240℃におけるXRDの測定結果(XRDパターン)を図3に示す。図2及び図3においては、クリストバライト、ムライト、エンスタタイト、及びスピネルのピーク位置を矢印で示すと共に、XRDで測定した面方位をカッコ内に示してある。
【0046】
そして、測定結果から、各温度T℃におけるムライト(210)面由来のX線回折ピーク強度IMU(T)、スピネル(311)面由来のX線回折ピーク強度ISP(T)、クリストバライト(101)面由来のX線回折ピーク強度ICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度IEN(T)を読み取り、温度T℃におけるKp(T)を算出した。Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))である。
温度範囲1050〜1150℃における温度とKp(T)との関係を後述の図4に示す。また、温度範囲1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を後述の図5に示す。
【0047】
図4において、Kp(T)=1となるときの温度がT1℃である。同図より知られるごとく、本例においてはT1=1110℃であった。
また、図5においてIMU(T)+ISP(T)+ICR(T)が最大となるときの温度がT2℃である。同図より知られるごとく、本例においてはT2=1245℃であった。
【0048】
次に、ハニカム成形体を焼成温度1400℃で10時間保持して焼成させ、降温速度200℃/hで室温まで冷却し、図1に示すごとくハニカム構造体1を得た。本例においては、後述の表1に示すごとく、焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E1〜試料E4及び試料C1〜試料C4)を作製した。
【0049】
具体的には、試料E1は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を100℃/hし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を50℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
【0050】
試料E2は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を50℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を200℃/hとして作製したハニカム構造体である。
また、試料E3は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を40℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を250℃/hとして作製したハニカム構造体である。
また、試料E4は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を30℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を300℃/hとして作製したハニカム構造体である。
【0051】
次に、試料C1は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を55℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
また、試料C2は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
【0052】
また、試料C3は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を100℃/hとし、T1℃以上かつT2℃(T2=1240)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を60℃/hとして作製したハニカム構造体である。
また、試料C4は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を80℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を80℃/hとして作製したハニカム構造体である。
なお、いずれの試料(試料E1〜試料E4及び試料C1〜試料C4)においても、室温以上かつ900℃未満までの昇温速度は、50℃/hとし、1250℃以上かつ1400℃(焼成温度)以下までの昇温速度は100℃/hとした。
【0053】
各試料の製造にあたって、焼成条件(昇温速度)、及び焼成温度(1400℃)に到達するまでに要した時間を後述の表1に示す。
【0054】
次に、焼成時間が比較的短かった試料E1〜試料E4、試料C1及び試料C2については、各試料の焼成条件において、温度T1℃及びT2℃における中間生成物のXRDピーク比Kpの差ΔKp(ΔKp=Kp(T2)−Kp(T1))を測定した。その結果を表1に示す。
温度T1℃におけるKp(T1)は、上述のXRD測定により、ムライト(210)面由来のX線回折ピーク強度IMU(T1)、スピネル(311)面由来のX線回折ピーク強度ISP(T1)、クリストバライト(101)面由来のX線回折ピーク強度ICR(T1)、及びエンスタタイト(610)面由来のX線回折ピーク強度IEN(T1)を測定し、Kp(T1)=(IMU(T1)+ISP(T1)+ICR(T1))/IEN(T1))という式から算出できる。ただし、本例においてKp(T1)=1である。
同様に、温度T2℃におけるKp(T2)は、上述のXRD測定によりIMU(T2)、ISP(T2)、ICR(T2)、及びIEN(T2)を測定し、Kp(T2)=(IMU(T2)+ISP(T2)+ICR(T2))/IEN(T2))という式から算出できる。
【0055】
また、試料E1〜試料E4、試料C1及び試料C2については、収縮率を測定した。
収縮率は、次のようにして測定した。
即ち、まず、各試料の焼成中において温度1100℃になった時における焼成途中のハニカム成形体の長さLを測定した。また、温度1200〜1250℃になった時における焼成途中のハニカム成形体の長さL’を測定した。そして、収縮率(%)は、下記の式から算出した。
収縮率=(L−L’)×100/L
その結果を後述の表1に示し、収縮率と、中間生成物のXRDピーク比の差ΔKpとの関係を図6に示す。
【0056】
また、試料E1〜試料E4、試料C1及び試料C2について、割れ発生率を測定した。
具体的には、焼成後に得られる各試料のハニカム構造体について、端面及び側面の割れの有無を目視にて観察した。各試料と同条件でハニカム構造体を50個(N=50)ずつ作製し、全ての試料について端面、側面、及び内部の割れの有無を観察し、割れ発生率(%)を下記の式から算出した。
割れ発生率=割れが観察された試料の数×100/測定に用いた試料の数(50)
その結果を後述の表1に示し、割れ発生率と、中間生成物のXRDピーク比の差ΔKpとの関係を図6に示す。
【0057】
【表1】

【0058】
表1より知られるごとく、試料E1〜試料E4、試料C1及び試料C2は、焼成温度までの所要時間が試料C3及び試料C4に比べて十分低く、短時間で生産性よく製造できることがわかる。
【0059】
また、表1及び図6より知られるごとく、ΔKp≦5となるように作製した試料E1〜試料E5は、焼成時の収縮が緩和され、割れ発生率が非常に小さいことがわかる。
また、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御することにより、ΔKpが5以下にできることがわかる。
【0060】
これに対し、ΔKp>5となるように作製した試料C1及び試料C2は、収縮率が高く、割れが発生し易くなっていた。
【0061】
実際に、X線CTの観察結果においても、試料E1においては、内部に割れは発生していなかったが、試料C1においては、内部に割れが発生していたことを確認している。
【0062】
このように、本例によれば、焼成時に、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御することにより、ΔKpを5以下にし、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【0063】
(実施例2)
本例は、実施例1とは平均粒径の異なる原料を用いてハニカム構造体を作製する例である。
【0064】
具体的には、本例においては、平均粒径7.4μmのタルク36.1質量部、平均粒径4.1μmのカオリン25.3質量部、平均粒径2.1μmのアルミナ7.4質量部、平均粒径1.3μmの水酸化アルミニウム22.2質量部、及び平均粒径7.6μmの溶融シリカ9.0質量部を混合した点を除いては、実施例1と同様にして、焼成前のハニカム成形体を作製した。
【0065】
次いで、実施例1と同様にして、昇温条件である温度T1℃及び温度T1℃を決定した。 実施例1と同様に、温度1050〜1150℃における温度とKp(T)との関係を図7に示す。また、温度1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を図8に示す。
図7及び図8より知られるごとく、本例においては、T1=1080℃、T2=1220℃であった。
【0066】
次に、後述の表2に示すごとく、実施例1と同様にして焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E5〜試料E8及び試料C5〜試料C8)を作製した。
試料E5〜試料E8は、実施例1の試料E1〜試料E4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
また、試料C5〜試料C8は、実施例1の試料C1〜試料C4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
【0067】
これらの試料E5〜試料E8及び試料C5〜試料C8についても、実施例1と同様に、焼成工程における昇温速度、焼成温度までの所要時間、ΔKp、収縮率、及び割れ発生率を表2に示す。また、収縮率と中間生成物のXRDピーク比の差ΔKpとの関係、及び割れ発生率と中間生成物のXRDピーク比の差ΔKpとの関係を図9に示す。
【0068】
【表2】
【0069】
本例のように原料の平均粒径を変えることにより、T1及びT2が変わり焼成条件が変化する。
表2及び図9より知られるごとく、この場合においても、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることにより、Kp≦5にすることができる。その結果、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【0070】
(実施例3)
本例は、実施例1とは原料の配合を変えてハニカム構造体を作製する例である。
【0071】
具体的には、本例においては、平均粒径14.8μmのタルク38.3質量部、平均粒径7.8μmのカオリン(生カオリン)14.5質量部、平均粒径3.0μmの焼カオリン27.0質量部、平均粒径2.1μmのアルミナ5.0質量部、及び平均粒径1.3μmの水酸化アルミニウム15.2質量部を混合した点を除いては、実施例1と同様にして、焼成前のハニカム成形体を作製した。
【0072】
次いで、実施例1と同様にして、昇温条件である温度T1℃及び温度T1℃を決定した。
実施例1と同様に、温度1050〜1150℃における温度とKp(T)との関係を図10に示す。また、温度1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を図11に示す。
図10及び図11より知られるごとく、本例においては、T1=1050℃、T2=1205℃であった。
【0073】
次に、後述の表3に示すごとく、実施例1と同様にして焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E9〜試料E12及び試料C9〜試料C12)を作製した。
具体的には、試料E9〜試料E12は、実施例1の試料E1〜試料E4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
また、試料C9〜試料C12は、実施例1の試料C1〜試料C4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
【0074】
これらの試料E9〜試料E12及び試料C9〜試料C12についても、実施例1と同様に、焼成工程における昇温速度、焼成温度までの所要時間、ΔKp、収縮率、割れ発生率を表3に示す。また、収縮率と中間生成物のXRDピーク比の差ΔKpとの関係、及び割れ発生率と中間生成物のXRDピーク比の差ΔKpとの関係を図12に示す。
【0075】
【表3】
【0076】
本例のように原料の配合を変えることにより、T1及びT2が変わり焼成条件が変化する。
表3及び図12より知られるごとく、この場合においても、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることにより、Kp≦5にすることができる。その結果、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【符号の説明】
【0077】
1 ハニカム構造体
2 セル壁
3 セル
【技術分野】
【0001】
本発明は、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された多数のセルとを有するハニカム構造体の製造方法に関する。
【背景技術】
【0002】
自動車エンジンの排ガス浄化触媒を担持するための触媒担体として、コージェライト等からなるハニカム構造体が広く使用されている。ハニカム構造体は、通常、タルク、カオリン、アルミナ等を出発原料とし、これらコージェライト化原料を所望のコージェライト組成となるように調合し、所望のハニカム形状に成形した後、焼成することにより製造される。
【0003】
ところが、コージェライトからなるハニカム構造体においては、焼成時に収縮して割れが発生するという問題があった。
このような収縮による割れを防ぐ方法として、収縮の発生する温度域の昇温速度を小さくする方法が採用されていた(特許文献1〜4参照)。
具体的には、原料であるカオリンの脱水域(200〜400℃)、タルクの脱水域(800〜1100℃)、最大収縮域(1100〜1300℃)で昇温速度を小さくすることで割れを抑制している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−85856号公報
【特許文献2】特開平2−255576号公報
【特許文献3】特開2004−292292号公報
【特許文献4】特開2002−284582号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、昇温速度を小さくするだけでは焼成時間が長くなり、生産性がわるくなり、製造コストが増大してしまうおそれがある。また、単に昇温速度を小さくするだけでは、収縮量を十分に小さくすることができず、ハニカム構造体内に残留応力が発生し、ハニカム構造体の強度に悪影響を及ぼすおそれがある。
【0006】
本発明はかかる問題点に鑑みてなされたものであって、焼成時の収縮量を小さくし、割れの発生を防止することができるハニカム構造体の製造方法しようとするものである。
【課題を解決するための手段】
【0007】
本発明は、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された複数のセルとを有するハニカム構造体の製造方法において、
タルク、カオリン、アルミナ、及び水酸化アルミニウムを混合し、コージェライト化原料を作製する原料準備工程と、
上記コージェライト化原料を押出成形してハニカム成形体を得る押出成形工程と、
上記ハニカム成形体を乾燥させる乾燥工程と、
上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る焼成工程とを有し、
該焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)(ただし、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))とし、上記ハニカム成形体の収縮前の温度をT1℃(但し、T1は1050℃以上かつ1150℃以下であり、かつKp(T1)=1となるときの温度)とし、上記ハニカム成形体の収縮後の温度をT2℃(但し、T2は1200℃以上かつ1250℃未満であり、かつIMU(T)+ISP(T)+ICR(T)が最大となるときの温度)とすると、ΔKp=Kp(T2)−Kp(T1)=Kp(T2)−1であり、ΔKp≦5とすることを特徴とするハニカム構造体の製造方法にある(請求項1)。
【発明の効果】
【0008】
本発明の製造方法においては、上記原料準備工程と上記押出成形工程と上記乾燥工程と上記焼成工程とを行うことにより、上記ハニカム構造体を製造する。
上記原料準備工程においては、コージェライト化原料を準備する。
上記押出成形工程においては、上記コージェライト化原料を押出成形してハニカム成形体を得る。
上記乾燥工程においては、上記ハニカム成形体を乾燥させる。
上記焼成工程においては、上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る。このとき、昇温中において、上記温度T1℃における上記中間生成物のピーク強度比をΔKp(T1)とし、上記温度T2℃における上記中間生成物のピーク強度比をΔKp(T2)とすると、これらの差であるΔKp(ΔKp=ΔKp(T2)−ΔKp(T1))を5以下とする。なお、温度T1℃は、1050℃以上かつ1150℃以下の温度範囲において上記中間生成物のピーク強度比Kp(T)が1となるときの温度であり、温度T2℃は、1200℃以上かつ1250℃未満の温度範囲において、ムライト(210)面由来のX線回折ピーク強度IMU(T)とスピネル(311)面由来のX線回折ピーク強度ISP(T)とクリストバライト(101)面由来のX線回折ピーク強度ICR(T)との和(IMU(T)+ISP(T)+ICR(T))が最大となるときの温度である。
上記製造方法においては、上記のごとくΔKpを5以下に制御しているため、焼成時の収縮量を小さくし、ハニカム構造体に割れが発生することを防止することができる。
【0009】
コージェライトからなるハニカム構造体の製造にあたっては、1100〜1250℃の温度領域において、焼成時の収縮量が最も大きくなる。その原因は、上記温度領域で中間生成物が多く結晶化するためである。特に、上記温度領域で多量かつ急激に発生するムライト及びクリスオバライトが主要因となる。なお、各中間生成物の発生温度は、エンスタタイト:800〜1150T2℃、ムライト:1100〜1250℃、クリストバライト:1150〜1250℃、スピネル:1100〜1300℃である。
【0010】
本願発明の上記焼成工程のように、ΔKpを制御して焼成を行うと、ムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、上記のごとく、温度1100〜1250℃における収縮量を小さくすることができ、ハニカム構造体の割れを抑制することができる。
【0011】
このように、本発明の製造方法においては、焼成時の収縮を小さくし、割れの発生を防止することができる。また、収縮量が小さくなるため、残留応力を低減させることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1にかかる、ハニカム構造体の全体を示す説明図。
【図2】実施例1にかかる、焼成途中のハニカム成形体の温度1130℃におけるX線回折パターンを示す説明図。
【図3】実施例1にかかる、焼成途中のハニカム成形体の温度1240℃におけるX線回折パターンを示す説明図。
【図4】実施例1にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
【図5】実施例1にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
【図6】実施例1にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
【図7】実施例2にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
【図8】実施例2にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
【図9】実施例2にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
【図10】実施例3にかかる、温度範囲1050〜1150℃における焼成途中のハニカム成形体の中間生成物のX線回折ピーク比Kp(T)と温度との関係を示す説明図。
【図11】実施例3にかかる、温度範囲1200〜1250℃における焼成途中のハニカム成形体のムライト、スピネル、及びクリストバライトのX線回折ピーク強度の合計(IMU(T)+ISP(T)+ICR(T))と温度との関係を示す説明図。
【図12】実施例3にかかる、中間生成物のXRDピーク強度比の差ΔKpと、収縮率と、割れ発生率との関係を示す説明図。
【発明を実施するための形態】
【0013】
次に、本発明の好ましい実施の形態について説明する。
本発明の製造方法においては、上記原料準備工程と上記押出成形工程と上記乾燥工程と上記焼成工程とを行うことにより、上記ハニカム構造体を製造する。
上記原料準備工程においては、コージェライト化原料を準備する。
例えば、コージェライト化原料は、タルク、カオリン、アルミナ、及び水酸化アルミニウム等を混合することにより得ることができる。さらに、仮焼タルク、仮焼カオリン、及び溶融シリカなどを加えることもできる。また、後工程の押出成形工程における成形のために、コージェライト化原料には、メチルセルロース等のバインダー及び水等を加えて坏土としておくことが好ましい。
【0014】
上記押出成形工程においては、コージェライト化原料を押出成形してハニカム成形体を得る。所望のハニカム形状に押出し成形後、切断することにより、容易に所望寸法のハニカム成形体を得ることができる。また、押出成形を行うことにより、連続成形が可能であると共に、コージェライト結晶を配向させ易くなる。
【0015】
また、上記乾燥工程においては上記成形体を乾燥する。
上記乾燥工程は、上記成形体中の水分等を蒸発させるために、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等で乾燥させる。中でも、全体を迅速かつ均一に乾燥することができる点で、熱風乾燥と、マイクロ波乾燥又は誘電乾燥とを組み合わせた乾燥工程を行うことが好ましい。また、上記乾燥工程は、例えば約80℃〜120℃で加熱することにより行うことができる。加熱時間は、ハニカム成形体の大きさ等に合わせて適宜選択することが好ましい。
【0016】
次に、上記焼成工程においては、上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成する。上記焼成温度は、加熱時の最大温度であり、かかる温度で保持することにより、コージェライトを生成させることができる。その結果、コージェライトからなるハニカム構造体を得る。
焼成温度が1350℃未満の場合には、コージェライトを十分に生成させることが困難になるおそれがある。一方1450℃超える場合には、生成したコージェライトが溶け出してしまうおそれがある。
上記焼成温度の保持時間は、ハニカム成形体の寸法に応じて適宜決定することができる。
【0017】
上記焼成工程においては、上記焼成温度までの昇温中に、ムライト、スピネル、クリストバライト、及びエンスタタイト等の結晶が中間生成物として生成する。
以下、これらについて説明する。
【0018】
「ムライト:3Al2O3・2SiO2」
ムライトは、カオリン原料(カオリナイト)等から脱水及び熱分解により生成する。上記焼成工程の昇温中におけるムライトの生成温度は、約1100〜1250℃である。ムライトは、コージェライトからなるハニカム構造体の製造時における温度1200℃付近において急激に発生するため、温度1200℃付近における大きな収縮の原因となっていると考えられる。
【0019】
「スピネル:MgAl2O4」
スピネルは、マグネシア系であるエンスタタイトから生成すると考えられる。上記焼成工程の昇温中におけるスピネルの生成温度は、約1100〜1300℃である。スピネルの生成も、焼成中の温度1200℃付近における大きな収縮の原因の一つとなっていると考えられる。
【0020】
「クリストバライト:SiO2」
クリストバライトは、コージェライトの主原料であるタルク、カオリン等のシリカ系原料から熱分解によって発生する石英ガラスから生成する。温度1200℃付近においては、非晶質であった石英ガラスが結晶化してクリストバライトになる。上記焼成工程の昇温中におけるスピネルの生成温度は、約1150〜1250℃である。クリストバライトは、温度1200℃付近で大きな割合を占める結晶であり、上述の大きな収縮の原因の一つとなっていると考えられる。
【0021】
「エンスタタイト」
エンスタタイトは、温度800〜1150℃においてタルク等から脱水熱分解により生成する。大きな収縮が起こる1200℃付近では主たる結晶として存在する。
このエンスタタイトが多く安定して存在することにより、温度1200℃における収縮量を抑制できると考えられる。
【0022】
上記焼成工程においては、上記のごとくΔKp≦5であり、上述のムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、温度1100〜1250℃の収縮量を小さくすることができる。
ΔKp>5の場合には、焼成時の収縮量が大きくなり、ハニカム構造体に割れが発生するおそれがある。好ましくはΔKp≦4がよく、より好ましくはΔKp≦3がよい。
ΔKpは、上記焼成工程における昇温速度、コージェライト化原料の種類及び配合割合、及び原料の粒径などを制御することにより、調整することができる。
【0023】
ΔKpは、温度T1℃における中間生成物のX線回折ピーク強度比Kp(T1)と温度T2℃における中間生成物のX線回折ピーク強度比Kp(T2)との差(Kp(T2)−Kp(T1))である。
温度T℃における中間生成物のX線回折ピーク強度比Kpは、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T)で表される。
ここで、温度T1は、上記焼成工程の昇温中において上記ハニカム成形体が収縮する前の温度であり、1050℃以上かつ1150℃以下の温度範囲において、エンスタタイト(610)のX線回折ピーク強度IEN(T1)に対するムライト(210)のX線回折ピーク強度IMU(T1)とスピネル(311)のX線回折ピーク強度ISP(T1)とクリストバライト(101)のX線回折ピーク強度ICR(T1)との合計の割合が1となる時の温度である。即ち、温度T1は、Kp(T1)=1となるときの温度である。
【0024】
また、温度T2は、上記焼成工程の昇温中において上記ハニカム成形体が収縮した後の温度であり、1200以上かつ1250℃未満の温度範囲において、ムライト(210)のX線回折ピーク強度IMU(T2)と、スピネル(311)のX線回折ピーク強度ISP(T2)と、クリストバライト(101)のX線回折ピーク強度ICR(T2)との合計が最大となる時の温度である。即ち、温度T2は、1200以上かつ1250℃未満において、IMU(T)+ISP(T)+ICR(T)が最大となるときの温度である。
【0025】
次に、上記焼成工程においては、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることが好ましい(請求項2)。
この場合には、上記焼成工程において上述のΔKp≦5を容易に実現することができる。
【0026】
上記のごとく昇温速度を制御すると、上記中間生成物の生成時期を重ならないようにずらすことができる。
具体的には、エンスタタイト生成が単独で起きる900℃以上かつ温度T1℃未満の温度領域における昇温速度を100〜200℃/hに制御し、さらにムライト生成が単独で起きる温度T1℃以上かつT2℃未満の温度領域における昇温速度を50℃/h以下とし、スピネル及びクリストバライトが生成するT2℃以上かつ1250℃未満の温度領域における昇温速度を150℃/h以上とする。これにより、ムライト、スピネル、及びクリストバライトの合計量をエンスタタイト量に対して小さくすることができる。その結果、上記焼成工程において上述のようにΔKp≦5とすることができ、温度1100〜1250℃の収縮量を小さくすることができる。
【0027】
中間生成物のうち、ムライトは、大きな収縮が発生する温度1100℃付近から急激に生成するが、上記のごとくT1℃以上かつT2℃未満の温度領域における昇温速度を50℃/h以下とすることにより、多数の結晶が急激に生成する1200℃になる前に時間をかけてムライトの生成をほぼ完了させることができる。そのため、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近で起こりうる急激な収縮を回避し、収縮量を小さくすることができる。
【0028】
また、上記のごとくT2℃以上かつ1250℃未満における昇温速度を150℃/h以上にして焼成を加速させることにより、クリストバライトの生成を1200℃以上の温度域にジャンプさせることができる。これにより、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近の大きな収縮を緩和させることができる。
【0029】
さらに、上記のごとく900℃以上かつT1℃未満における昇温速度を100〜200℃/hにすることにより、エンスタタイトの生成を1200℃以上の温度域にジャンプさせることができる。これにより、上記焼成工程においてΔKp≦5とすることができ、温度1200℃付近の大きな収縮を緩和させる。
【0030】
また、上記のごとく温度900℃以上かつT1℃未満の温度領域及びT2℃以上かつ1250℃未満の温度領域をそれぞれ100〜200℃/h、及び150℃/h以上という比較的高い昇温速度に制御すると、焼成時間の短縮が可能になり、生産性良くハニカム構造体を製造することができる。
【0031】
温度900℃以上かつT1℃未満における昇温速度が100℃/h未満の場合又は温度T2℃以上かつ1250℃未満における昇温速度が150℃/h未満の場合には、上記焼成温度に到達するまでの時間が長くなり、ハニカム構造体の生産性が低下するおそれがある。
【0032】
また、温度900℃以上かつT1℃未満における昇温速度が200℃/hを超える場合には、ΔKp≦5とすることが困難になり、タルクの脱水、すなわちエンスタタイトの生成による収縮が急激に発生し易くなる。
また、急激な昇温はハニカム構造体に温度差を生み出し、かかる温度差が原因となって結晶の生成速度が違う部位に大きな収縮差が起こり、割れが発生しやすくなると考えられるため、温度T2℃以上かつ1250℃未満における昇温速度は、300℃/h以下が好ましい。
【0033】
また、温度T1℃以上かつT2℃未満における昇温速度が50℃/hを超える場合には、温度1200℃付近においてもムライトが生成し続ける。そのため、温度1200℃付近において、ムライト、クリストバライト、及びスピネルの結晶が急激に生成して、上記焼成工程においてΔKp≦5とすることが困難になり、収縮が大きくなってしまうおそれがある。その結果、焼成後のハニカム構造体に割れが発生し易くなるおそれがある。また、生産性を向上させるという観点から、温度T1℃以上かつT2℃未満における昇温速度は、10℃/h以上が好ましく、20℃/h以上がより好ましい。
【0034】
また、上記焼成工程において、900℃以下及び1250℃以上の昇温速度は、適宜設定することができる。生産性の向上という観点からは、900℃以下及び1250℃以上の温度領域における昇温速度は、50℃/h以上が好ましく、100℃/h以上がより好ましい。
【実施例】
【0035】
(実施例1)
本例は、焼成時の昇温速度を制御してΔKpの異なる複数のハニカム構造体を製造する例である。
本例のハニカム構造体1は、図1に示すごとく、コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁2と、該セル壁2に区画された多数のセル3とを有する。
【0036】
本例においては、セル壁2は、四角形(正方形)格子状に配設されており、セルは円柱形状のハニカム構造体1の軸方向と垂直な断面又はハニカム構造体1の端面において正方形状となる。また、ハニカム構造体1は、多孔質体であり多数の細孔を有している。
【0037】
実施例にかかるハニカム構造体は、原料準備工程と押出成形工程と乾燥工程と焼成工程とを行うことにより製造する。
原料準備工程においては、コージェライト化原料を準備する。また、押出成形工程においては、コージェライト化原料を押出成形してハニカム成形体を得る。また、乾燥工程においては、ハニカム成形体を乾燥させる。次いで焼成工程においては、ハニカム成形体を焼成温度1350〜1450℃で焼成して上記ハニカム構造体を得る。
【0038】
上記焼成工程においては、ΔKp≦5となるように、温度900℃以上かつT1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させる。
【0039】
温度T1℃は、1050℃以上かつ1150℃以下において、エンスタタイト(610)のX線回折ピーク強度IEN(T1)に対するムライト(210)のX線回折ピーク強度IMU(T1)とスピネル(311)のX線回折ピーク強度ISP(T1)とクリストバライト(101)のX線回折ピーク強度ICR(T1)との合計の割合(Kp(T1))が1となる時の温度である。
【0040】
また、温度T2℃は、1200以上かつ1250℃未満において、ムライト(210)のX線回折ピーク強度IMU(T1)と、スピネル(311)のX線回折ピーク強度ISP(T1)と、クリストバライト(101)のX線回折ピーク強度ICR(T1)との合計が最大となる時の温度である。即ち、温度T2℃は、温度1200〜1250℃において、IMU(T)+ISP(T)+ICR(T)が最大となるときの温度である。
【0041】
以下、本例のハニカム構造体の製造方法につき、詳細に説明する。
まず、平均粒径14.8μmのタルク36.1質量部、平均粒径7.8μmのカオリン25.3質量部、平均粒径2.1μmのアルミナ7.4質量部、平均粒径1.3μmの水酸化アルミニウム22.2質量部、及び平均粒径15.2μmの溶融シリカ9.0質量部を混合した。次いで、混合粉に、コージェライト化バインダーとしてメチルセルロース5.5質量部、キャノーラ油3.0質量部を添加して混合後、水を28質量部加えて、混合して混練し、坏土(コージェライト化原料)を作製した。
【0042】
次に、坏土を押出成形機に投入し、上述のハニカム状に成形し、さらに乾燥させた。得られたハニカム成形体は、セル壁の厚みが90μm、セルピッチが1.04mmであり、全体として直径φ100mm×長さL100mmの円柱形状である。
【0043】
次に、ハニカム成形体を電気式バッチ炉により焼成してハニカム構造体を得るにあたって、まず、昇温条件である温度T1℃及び温度T2℃を次のようにして決定した。
具体的には、まず、上記ハニカム成形体を電気式バッチ炉により温度1400℃まで昇温させた。このとき、温度900℃以下、及び1250℃以上の温度範囲では昇温速度を100℃/hとし、また、ハニカム構造体が割れ、変形などの不良を発生しないようにバインダーの蒸発温度領域や、タルク及びカオリン等の脱水温度領域においては十分に昇温速度を落とし、温度1400℃まで昇温させた。具体的には、900〜1150℃の温度範囲においては昇温速度を100℃/h、1150〜1200℃の温度範囲においては昇温速度を50℃/h、1200〜1250℃の温度範囲においては昇温速度を150℃/hとして加熱を実施した。このとき、温度1050〜1150℃及び温度1200〜1250℃の範囲において10℃毎に焼成中のハニカム成形体を電気式バッチ炉から取り出して、X線回折分析(XRD)を実施した。高温X線回折測定により、焼成しながらのXRDピーク観察が好ましい。
【0044】
このXRD分析により、成形体中の中間生成物(クリストバライト、ムライト、エンスタタイト、スピネル)の生成を調べた。測定は、電気式バッチ炉から取り出したハニカム成形体を乳鉢で粉砕し、粉砕粉を標準試料ホルダーに充填し、(株)リガクの粉末X線回折装置「RINT 2500/PC」を用いて、管球:CuKα線、管電圧:40kV、管電流:20mA、発散スリット:1/2°、散乱スリット:1/2°、受光スリット:0.15mm、走査モード:連続、スキャンスピード:2.000°/min、サンプリング幅0.020°、走査範囲:5.000−60.000°という条件で行った。
【0045】
代表例として、温度1130℃におけるXRDの測定結果(XRDパターン)を図2に示し、温度1240℃におけるXRDの測定結果(XRDパターン)を図3に示す。図2及び図3においては、クリストバライト、ムライト、エンスタタイト、及びスピネルのピーク位置を矢印で示すと共に、XRDで測定した面方位をカッコ内に示してある。
【0046】
そして、測定結果から、各温度T℃におけるムライト(210)面由来のX線回折ピーク強度IMU(T)、スピネル(311)面由来のX線回折ピーク強度ISP(T)、クリストバライト(101)面由来のX線回折ピーク強度ICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度IEN(T)を読み取り、温度T℃におけるKp(T)を算出した。Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))である。
温度範囲1050〜1150℃における温度とKp(T)との関係を後述の図4に示す。また、温度範囲1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を後述の図5に示す。
【0047】
図4において、Kp(T)=1となるときの温度がT1℃である。同図より知られるごとく、本例においてはT1=1110℃であった。
また、図5においてIMU(T)+ISP(T)+ICR(T)が最大となるときの温度がT2℃である。同図より知られるごとく、本例においてはT2=1245℃であった。
【0048】
次に、ハニカム成形体を焼成温度1400℃で10時間保持して焼成させ、降温速度200℃/hで室温まで冷却し、図1に示すごとくハニカム構造体1を得た。本例においては、後述の表1に示すごとく、焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E1〜試料E4及び試料C1〜試料C4)を作製した。
【0049】
具体的には、試料E1は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を100℃/hし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を50℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
【0050】
試料E2は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を50℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を200℃/hとして作製したハニカム構造体である。
また、試料E3は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を40℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を250℃/hとして作製したハニカム構造体である。
また、試料E4は、温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を30℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を300℃/hとして作製したハニカム構造体である。
【0051】
次に、試料C1は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を55℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
また、試料C2は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を200℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を150℃/hとして作製したハニカム構造体である。
【0052】
また、試料C3は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を100℃/hとし、T1℃以上かつT2℃(T2=1240)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を60℃/hとして作製したハニカム構造体である。
また、試料C4は温度900℃以上かつT1℃(T1=1110)未満までの昇温速度を80℃/hとし、T1℃以上かつT2℃(T2=1245)未満までの昇温速度を60℃/hとし、T2℃以上かつ1250℃未満までの昇温速度を80℃/hとして作製したハニカム構造体である。
なお、いずれの試料(試料E1〜試料E4及び試料C1〜試料C4)においても、室温以上かつ900℃未満までの昇温速度は、50℃/hとし、1250℃以上かつ1400℃(焼成温度)以下までの昇温速度は100℃/hとした。
【0053】
各試料の製造にあたって、焼成条件(昇温速度)、及び焼成温度(1400℃)に到達するまでに要した時間を後述の表1に示す。
【0054】
次に、焼成時間が比較的短かった試料E1〜試料E4、試料C1及び試料C2については、各試料の焼成条件において、温度T1℃及びT2℃における中間生成物のXRDピーク比Kpの差ΔKp(ΔKp=Kp(T2)−Kp(T1))を測定した。その結果を表1に示す。
温度T1℃におけるKp(T1)は、上述のXRD測定により、ムライト(210)面由来のX線回折ピーク強度IMU(T1)、スピネル(311)面由来のX線回折ピーク強度ISP(T1)、クリストバライト(101)面由来のX線回折ピーク強度ICR(T1)、及びエンスタタイト(610)面由来のX線回折ピーク強度IEN(T1)を測定し、Kp(T1)=(IMU(T1)+ISP(T1)+ICR(T1))/IEN(T1))という式から算出できる。ただし、本例においてKp(T1)=1である。
同様に、温度T2℃におけるKp(T2)は、上述のXRD測定によりIMU(T2)、ISP(T2)、ICR(T2)、及びIEN(T2)を測定し、Kp(T2)=(IMU(T2)+ISP(T2)+ICR(T2))/IEN(T2))という式から算出できる。
【0055】
また、試料E1〜試料E4、試料C1及び試料C2については、収縮率を測定した。
収縮率は、次のようにして測定した。
即ち、まず、各試料の焼成中において温度1100℃になった時における焼成途中のハニカム成形体の長さLを測定した。また、温度1200〜1250℃になった時における焼成途中のハニカム成形体の長さL’を測定した。そして、収縮率(%)は、下記の式から算出した。
収縮率=(L−L’)×100/L
その結果を後述の表1に示し、収縮率と、中間生成物のXRDピーク比の差ΔKpとの関係を図6に示す。
【0056】
また、試料E1〜試料E4、試料C1及び試料C2について、割れ発生率を測定した。
具体的には、焼成後に得られる各試料のハニカム構造体について、端面及び側面の割れの有無を目視にて観察した。各試料と同条件でハニカム構造体を50個(N=50)ずつ作製し、全ての試料について端面、側面、及び内部の割れの有無を観察し、割れ発生率(%)を下記の式から算出した。
割れ発生率=割れが観察された試料の数×100/測定に用いた試料の数(50)
その結果を後述の表1に示し、割れ発生率と、中間生成物のXRDピーク比の差ΔKpとの関係を図6に示す。
【0057】
【表1】
【0058】
表1より知られるごとく、試料E1〜試料E4、試料C1及び試料C2は、焼成温度までの所要時間が試料C3及び試料C4に比べて十分低く、短時間で生産性よく製造できることがわかる。
【0059】
また、表1及び図6より知られるごとく、ΔKp≦5となるように作製した試料E1〜試料E5は、焼成時の収縮が緩和され、割れ発生率が非常に小さいことがわかる。
また、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御することにより、ΔKpが5以下にできることがわかる。
【0060】
これに対し、ΔKp>5となるように作製した試料C1及び試料C2は、収縮率が高く、割れが発生し易くなっていた。
【0061】
実際に、X線CTの観察結果においても、試料E1においては、内部に割れは発生していなかったが、試料C1においては、内部に割れが発生していたことを確認している。
【0062】
このように、本例によれば、焼成時に、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御することにより、ΔKpを5以下にし、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【0063】
(実施例2)
本例は、実施例1とは平均粒径の異なる原料を用いてハニカム構造体を作製する例である。
【0064】
具体的には、本例においては、平均粒径7.4μmのタルク36.1質量部、平均粒径4.1μmのカオリン25.3質量部、平均粒径2.1μmのアルミナ7.4質量部、平均粒径1.3μmの水酸化アルミニウム22.2質量部、及び平均粒径7.6μmの溶融シリカ9.0質量部を混合した点を除いては、実施例1と同様にして、焼成前のハニカム成形体を作製した。
【0065】
次いで、実施例1と同様にして、昇温条件である温度T1℃及び温度T1℃を決定した。 実施例1と同様に、温度1050〜1150℃における温度とKp(T)との関係を図7に示す。また、温度1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を図8に示す。
図7及び図8より知られるごとく、本例においては、T1=1080℃、T2=1220℃であった。
【0066】
次に、後述の表2に示すごとく、実施例1と同様にして焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E5〜試料E8及び試料C5〜試料C8)を作製した。
試料E5〜試料E8は、実施例1の試料E1〜試料E4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
また、試料C5〜試料C8は、実施例1の試料C1〜試料C4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
【0067】
これらの試料E5〜試料E8及び試料C5〜試料C8についても、実施例1と同様に、焼成工程における昇温速度、焼成温度までの所要時間、ΔKp、収縮率、及び割れ発生率を表2に示す。また、収縮率と中間生成物のXRDピーク比の差ΔKpとの関係、及び割れ発生率と中間生成物のXRDピーク比の差ΔKpとの関係を図9に示す。
【0068】
【表2】
【0069】
本例のように原料の平均粒径を変えることにより、T1及びT2が変わり焼成条件が変化する。
表2及び図9より知られるごとく、この場合においても、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることにより、Kp≦5にすることができる。その結果、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【0070】
(実施例3)
本例は、実施例1とは原料の配合を変えてハニカム構造体を作製する例である。
【0071】
具体的には、本例においては、平均粒径14.8μmのタルク38.3質量部、平均粒径7.8μmのカオリン(生カオリン)14.5質量部、平均粒径3.0μmの焼カオリン27.0質量部、平均粒径2.1μmのアルミナ5.0質量部、及び平均粒径1.3μmの水酸化アルミニウム15.2質量部を混合した点を除いては、実施例1と同様にして、焼成前のハニカム成形体を作製した。
【0072】
次いで、実施例1と同様にして、昇温条件である温度T1℃及び温度T1℃を決定した。
実施例1と同様に、温度1050〜1150℃における温度とKp(T)との関係を図10に示す。また、温度1200〜1250℃における温度とIMU(T)+ISP(T)+ICR(T)(Kp(T)×IEN(T))との関係を図11に示す。
図10及び図11より知られるごとく、本例においては、T1=1050℃、T2=1205℃であった。
【0073】
次に、後述の表3に示すごとく、実施例1と同様にして焼成温度1400℃までの昇温速度を変えて8種類のハニカム構造体(試料E9〜試料E12及び試料C9〜試料C12)を作製した。
具体的には、試料E9〜試料E12は、実施例1の試料E1〜試料E4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
また、試料C9〜試料C12は、実施例1の試料C1〜試料C4とそれぞれ同様の昇温条件で作製したハニカム構造体である。
【0074】
これらの試料E9〜試料E12及び試料C9〜試料C12についても、実施例1と同様に、焼成工程における昇温速度、焼成温度までの所要時間、ΔKp、収縮率、割れ発生率を表3に示す。また、収縮率と中間生成物のXRDピーク比の差ΔKpとの関係、及び割れ発生率と中間生成物のXRDピーク比の差ΔKpとの関係を図12に示す。
【0075】
【表3】
【0076】
本例のように原料の配合を変えることにより、T1及びT2が変わり焼成条件が変化する。
表3及び図12より知られるごとく、この場合においても、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることにより、Kp≦5にすることができる。その結果、焼成時の収縮量を小さくし、割れの発生を防止することができると共に、生産性よくハニカム構造体を製造できることがわかる。
【符号の説明】
【0077】
1 ハニカム構造体
2 セル壁
3 セル
【特許請求の範囲】
【請求項1】
コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された複数のセルとを有するハニカム構造体の製造方法において、
タルク、カオリン、アルミナ、及び水酸化アルミニウムを混合し、コージェライト化原料を作製する原料準備工程と、
上記コージェライト化原料を押出成形してハニカム成形体を得る押出成形工程と、
上記ハニカム成形体を乾燥させる乾燥工程と、
上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る焼成工程とを有し、
該焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)(ただし、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))とし、上記ハニカム成形体の収縮前の温度をT1℃(但し、T1は1050℃以上かつ1150℃以下であり、かつKp(T1)=1となるときの温度)とし、上記ハニカム成形体の収縮後の温度をT2℃(但し、T2は1200℃以上かつ1250℃未満であり、かつIMU(T)+ISP(T)+ICR(T)が最大となるときの温度)とすると、ΔKp=Kp(T2)−Kp(T1)=Kp(T2)−1であり、ΔKp≦5とすることを特徴とするハニカム構造体の製造方法。
【請求項2】
請求項1において、上記焼成工程においては、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることを特徴とするハニカム構造体の製造方法。
【請求項1】
コージェライトの多孔質体よりなり、多角形格子状に配設されたセル壁と、該セル壁に区画された複数のセルとを有するハニカム構造体の製造方法において、
タルク、カオリン、アルミナ、及び水酸化アルミニウムを混合し、コージェライト化原料を作製する原料準備工程と、
上記コージェライト化原料を押出成形してハニカム成形体を得る押出成形工程と、
上記ハニカム成形体を乾燥させる乾燥工程と、
上記ハニカム成形体を焼成温度1350〜1450℃まで昇温させ、該焼成温度で焼成して上記ハニカム構造体を得る焼成工程とを有し、
該焼成工程においては、昇温中の温度T℃における中間生成物のX線回折ピーク比をKp(T)(ただし、温度T℃における中間生成物のうちムライト(210)面由来のX線回折ピーク強度をIMU(T)、スピネル(311)面由来のX線回折ピーク強度をISP(T)、クリストバライト(101)面由来のX線回折ピーク強度をICR(T)、エンスタタイト(610)面由来のX線回折ピーク強度をIEN(T)とすると、Kp(T)=(IMU(T)+ISP(T)+ICR(T))/IEN(T))とし、上記ハニカム成形体の収縮前の温度をT1℃(但し、T1は1050℃以上かつ1150℃以下であり、かつKp(T1)=1となるときの温度)とし、上記ハニカム成形体の収縮後の温度をT2℃(但し、T2は1200℃以上かつ1250℃未満であり、かつIMU(T)+ISP(T)+ICR(T)が最大となるときの温度)とすると、ΔKp=Kp(T2)−Kp(T1)=Kp(T2)−1であり、ΔKp≦5とすることを特徴とするハニカム構造体の製造方法。
【請求項2】
請求項1において、上記焼成工程においては、温度900℃以上かつ温度T1℃未満における昇温速度を100〜200℃/hに制御し、温度T1℃以上かつT2℃未満における昇温速度を50℃/h以下に制御し、温度T2℃以上かつ1250℃未満における昇温速度を150℃/h以上に制御して上記焼成温度まで昇温させることを特徴とするハニカム構造体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−62217(P2012−62217A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207592(P2010−207592)
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
[ Back to top ]