
ハニカム構造体を製造する方法
【課題】接着層中に空洞が生じ難いハニカム構造体。
【解決手段】本ハニカム構造体を製造する方法は、(a)接着層用ペーストが設けられることになる少なくとも一つの接合面を有する複数のハニカムユニットを準備する工程と、(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、を含み、前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする。
【解決手段】本ハニカム構造体を製造する方法は、(a)接着層用ペーストが設けられることになる少なくとも一つの接合面を有する複数のハニカムユニットを準備する工程と、(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、を含み、前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、排ガスを処理するハニカム構造体を製造する方法に関する。
【背景技術】
【0002】
自動車からの排ガスの浄化に関しては、多くの技術が開発されているが、交通量の増大もあって、まだ十分な排ガス対策がとられているとは言い難い。日本国内においても、世界的にも自動車排ガス規制は、さらに強化されて行く方向にある。
【0003】
このような規制に対応するため、排ガス浄化システムにおいて、排ガス中に含まれる所定の成分を処理することが可能な触媒担体が使用されている。また、このような触媒担体用の部材として、ハニカム構造体が知られている。
【0004】
このハニカム構造体は、例えば、長手方向に沿って、該ハニカム構造体の一方の端面から他方の端面まで延伸する複数のセル(貫通孔)を有するハニカムユニットから構成されている。これらのセルは、触媒が担持されたセル壁または触媒によって構成されたセル壁により、相互に区画されている。従って、このようなハニカム構造体に排ガスを流通させた場合、セル壁に担持された触媒またはセル壁を構成する触媒によって、排ガスに含まれるHC、CO、および/またはNOx等の物質が改質され、排ガス中のこれらの有害成分を処理することができる。
【0005】
特に、SCR(Selective Catalitic Reduction)システムと呼ばれるシステムでは、アンモニアを用いることにより、排ガス中のNOxを窒素と水に分解することができる。例えば、特許文献1には、SCRシステムに使用され得る、ゼオライトを含むハニカムユニットを有するハニカム構造体が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第WO09/141897号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
通常、ハニカム構造体は、例えば、無機粒子を含むハニカムユニットを、接着層を介して複数個接合させ、ハニカムユニット集合体を得た後、このハニカムユニット集合体の外周側を所定の形状に沿って切削加工することにより作製される。接着層は、例えば、水、無機粒子(例えばシリカ粒子)、およびバインダ等を含むペースト(接着層用のペースト)を、ハニカムユニットの側面に塗布した後、これを乾燥、脱脂、および固化することにより構成される(特許文献1のハニカム構造体を参照)。
【0008】
ここで、ハニカムユニットを構成する無機粒子として、多数の微細細孔を有し、比較的比表面積が大きな(例えば50m2/g以上の)粒子を用いた場合、接着層用のペーストをハニカムユニットの側面に塗布した際に、接着層用のペースト中の水分がハニカムユニットを構成する無機粒子の微細細孔内に吸収されるという問題が生じ得る。
【0009】
このような接着層用のペースト側からハニカムユニット側への水分の移動が生じると、これに伴って、接着層用のペースト中の粒子もハニカムユニットの表面の方に移動してしまう。この結果、最終的に得られる接着層は、ハニカムユニットとの界面近傍では、無機粒子(例えばシリカ粒子)が多く存在し、中心部分では、無機粒子(例えばシリカ粒子)が少なくなる。すなわち、接着層は、厚さ方向(ハニカムユニットの長手方向に対して垂直な方向)に沿って、無機粒子(例えばシリカ粒子)の不均一な密度分布を有するようになる。また、この傾向が顕著になると、接着層の中心部近傍に、空洞が生じ、接着層の強度が低下してしまうという問題が生じ得る。
【0010】
本発明は、このような問題に鑑みなされたものであり、本発明では、従来のハニカム構造体に比べて、接着層中に空洞が生じ難いハニカム構造体を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明によれば、
無機粒子を含み、長手方向に沿って、第1の端面から第2の端面に延伸する複数のセルがセル壁により区画されたハニカムユニットを複数有するハニカム構造体を製造する方法において、前記無機粒子は、50m2/g以上の比表面積を有し、
当該方法は、
(a)接着層用のペーストが設けられることになる少なくとも一つの接合面を有する前記複数のハニカムユニットを準備する工程と、
(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、
(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、
(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、
を含み、
前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする。
【0012】
ここで、本発明によるハニカム構造体を製造する方法において、前記(b)の工程では、各ハニカムユニットの前記少なくとも一つの接合面の全体にわたって、水が含浸されても良い。
【0013】
また、本発明によるハニカム構造体を製造する方法において、前記(b)の工程において、各ハニカムユニットに含浸される水の量は、各ハニカムユニットの一つの接合面に対して、0.01g/cm2〜0.05g/cm2であることが好ましい。
【0014】
また、本発明によるハニカム構造体を製造する方法において、前記(b)の工程は、各ハニカムユニットに、水をスプレー塗布することにより行われることが好ましい。
【0015】
また、本発明によるハニカム構造体を製造する方法において、ハニカムユニットに含まれる前記無機粒子は、ゼオライトを含んでも良い。
【0016】
また、本発明によるハニカム構造体を製造する方法において、前記ハニカムユニットの平均気孔径は、0.01μm〜1.0μmの範囲であることが好ましい。
【0017】
また、本発明によるハニカム構造体を製造する方法において、前記接着層用のペーストの無機粒子は、アルミナ粒子またはシリカ粒子を含んでも良い。
【0018】
また、本発明によるハニカム構造体を製造する方法において、前記接着層用のペーストは、さらに無機繊維を含んでも良い。
【0019】
また、本発明によるハニカム構造体を製造する方法において、前記(e)の工程は、500℃〜900℃の範囲で、接着層用のペーストの固化が行われることが好ましい。
【発明の効果】
【0020】
本発明では、従来のハニカム構造体に比べて、接着層中に空洞が生じ難いハニカム構造体を製造する方法を提供することが可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明のハニカム構造体の一例を模式的に示した斜視図である。
【図2】図1のハニカム構造体を構成するハニカムユニットの一例を模式的に示した斜視図である。
【図3】従来のハニカム構造体(比較例1)の接着層部分の断面写真の一例である。
【図4】本発明によるハニカム構造体を製造する方法の一例を示すフロー図である。
【図5】ハニカムユニット組立体から試験片を切り出す際の様子を模式的に示した斜視図である。
【図6】試験片を用いた接合強度評価試験の様子を示した模式図である。
【図7】本発明のハニカム構造体(実施例1)の接着層部分の断面写真の一例である。
【発明を実施するための形態】
【0022】
以下、図面により本発明の特徴を説明する。
【0023】
図1には、本発明のハニカム構造体の一例を模式的に示す。また、図2には、図1に示したハニカム構造体を構成する、ハニカムユニットの一例を模式的に示す。
【0024】
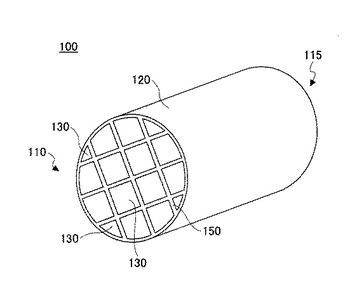
図1に示すように、ハニカム構造体100は、2つの端面110および115を有する。また、通常の場合、ハニカム構造体100の両端面110、115を除く外周面には、外周コート層120が形成される。
【0025】
ハニカム構造体100は、例えば、図2に示すような柱状のセラミック製ハニカムユニット130を、接着層150を介して複数個(図1の例では、縦横4列ずつ16個)接合させた後、外周を所定の形状(図1の例では、円柱状)に沿って切削加工することにより構成される。
【0026】
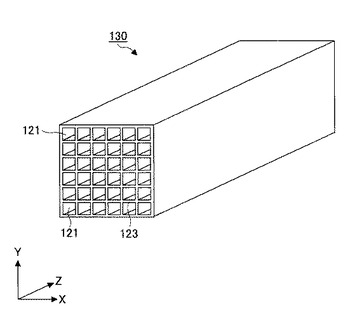
図2に示すように、ハニカムユニット130は、該ハニカムユニット130の長手方向に沿って一端から他端まで延伸し、両端面で開口された複数のセル(貫通孔)121と、該セル121を区画するセル壁123とを有する。これに限られるものではないが、図2の例では、セル121の長手方向(Z方向)に垂直な断面は、実質的に正方形状となっている。
【0027】
ハニカムユニット130(ハニカムユニット130を構成するセル壁123)は、無機粒子を有する。
【0028】
なお、ハニカムユニットに含まれる無機粒子として、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、またはゼオライト等を用いた場合、そのようなハニカムユニットを有するハニカム構造体(触媒担体)は、CO、HC、NOx等を浄化するための触媒担体として、使用することができる。特に、無機粒子としてゼオライトをを用いたハニカムユニットを有するハニカム構造体は、尿素タンクを有する尿素SCRシステムに使用することができる。
【0029】
例えば、そのような尿素SCRシステムにおいて、システム内に排ガスが流通されると、尿素タンクに収容されている尿素が排ガス中の水と反応して、アンモニアが生じる(式(1))。
CO(NH2)2+H2O → 2NH3+CO2 式(1)
このアンモニアが、NOxを含む排ガスとともに、ハニカム構造体100の端面110、115の一方(例えば端面110)から、各セル121に流入した場合、セル壁123に含まれているゼオライト等の触媒の作用により、以下の式(2−1)式および(2−2)の反応が生じる。
4NH3+4NO+O2 → 4N2+6H2O 式(2−1)
8NH3+6NO2 → 7N2+12H2O 式(2−2)
その後、浄化された排ガスは、ハニカム構造体100の端面110、115の他方(例えば端面115)から排出される。このように、ハニカム構造体100内に排ガスを流通させることにより、排ガス中のNOxを処理することができる。
【0030】
なお、前述のように、ハニカム構造体100は、ハニカムユニット130を、接着層150を介して複数個接合させた後、外周側を所定の形状に沿って切削加工することにより作製される。接着層150は、水、無機粒子(例えば、アルミナ粒子、シリカ粒子等)、およびバインダ等を含む接着層用のペーストを、ハニカムユニット130の端面を除く側面に塗布した後、これを乾燥、脱脂、および固化することにより形成される。
【0031】
ここで、ハニカムユニット130を構成する無機粒子として、多数の微細細孔を有し、比較的比表面積が大きな(例えば50m2/g以上の)粒子を用いた場合、接着層150用のペーストをハニカムユニット130の側面に塗布した際に、接着層用のペースト中の水分がハニカムユニット130を構成する無機粒子の微細細孔内に吸収されるという問題が生じ得る。
【0032】
このような接着層用のペースト側からハニカムユニット130側への水分の移動が生じると、この水分の移動に伴って、接着層用のペースト中の無機粒子もハニカムユニット130の表面の方に移動してしまう。この結果、最終的に得られる接着層150は、ハニカムユニット130との界面近傍では、無機粒子が多く存在し、中心部分では、無機粒子が少なくなる。すなわち、接着層150は、厚さ方向に沿って、無機粒子の不均一な密度分布を有するようになる。また、この傾向が顕著になると、接着層150の中心部近傍に、空洞が生じ、接着層150の強度が低下してしまうという問題が生じ得る。
【0033】
ハニカムユニット130を構成する無機粒子の比表面積は、大きい方が望ましいが、上限としては、例えば、600m2/gが挙げられる。
【0034】
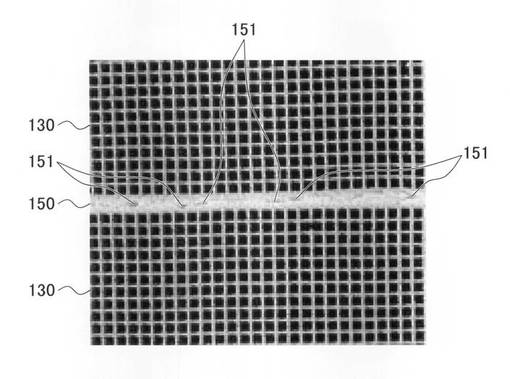
図3には、従来の方法により作製された従来のハニカム構造体の接着層部分の断面写真の一例を示す。この図3に示すように、従来の方法で作製された従来のハニカム構造体においては、接着層用ペースト中の各成分がハニカムユニット130側に移動した結果として、接着層150の厚さ方向の中心部近傍に、空洞が多数生じていることがわかる。
【0035】
接着層150中のこのような空洞の存在は、ハニカムユニット130同士の接合強度の低下の原因となる。
【0036】
これに対して、本発明では、接着層150の中心部近傍に空洞が存在するという問題が軽減または解消されたハニカム構造体を得ることができる。すなわち、本発明によるハニカム構造体を製造する方法では、以降に詳細に示すように、接着層用のペースト中の無機粒子のハニカムユニットの表面側への移動が抑制され、接着層150の中心部近傍に空洞が生じ難く、接着層150の強度低下が有意に抑制されたハニカム構造体100を得ることができる。
【0037】
(ハニカム構造体100の構成)
次に、図1に示したハニカム構造体100の構成部材について、簡単に説明する。
【0038】
(ハニカムユニット130)
ハニカムユニット130は、無機粒子および無機バインダを含む。さらに、ハニカムユニット130は、無機繊維を含んでも良い。
【0039】
ハニカムユニット130に含まれる無機粒子は、これに限られるものではないが、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、および/またはゼオライト等が挙げられる。
【0040】
ゼオライトは、例えば、β型ゼオライト、Y型ゼオライト、フェリエライト、ZSM−5型ゼオライト、モルデナイト、フォージサイト、ゼオライトA、ゼオライトL、またはゼオライト類縁化合物等が挙げられる。またゼオライト類縁化合物は、AIPO(アルミノリン酸塩)、またはSAPO(シリコアルミノリン酸塩)等であっても良い。また、ゼオライトは、Fe、Cu、Ni、Co、Zn、Mn、Ti、AgまたはV等でイオン交換されたものであっても良い。これらの元素の中では、NOxの浄化性に優れるという観点から、特に、FeまたはCuが好ましい。
【0041】
ハニカムユニット130に含まれる無機バインダとしては、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、セピオライト、アタパルジャイト、およびベーマイトからなる群から選択された少なくとも1種からなる固形分が望ましい。
【0042】
ハニカムユニット130に含まれる無機粒子の量について、望ましい下限は30重量%であり、より望ましい下限は40重量%であり、さらに望ましい下限は50重量%である。一方、望ましい上限は90重量%であり、より望ましい上限は80重量%であり、さらに望ましい上限は75重量%である。無機粒子の含有量が30重量%未満では、排ガスの浄化に寄与する無機粒子の量が相対的に少なくなる。一方、無機粒子の含有量が90重量%を超えると、強度に寄与する無機バインダの量が相対的に低下するため、ハニカムユニット130の強度が低下する。
【0043】
また、ハニカムユニット130に無機繊維を加える場合、無機繊維としては、アルミナ、シリカ、炭化珪素、シリカアルミナ、ガラス、チタン酸カリウムまたはホウ酸アルミニウム等が望ましい。これらは、単独で用いてもよく、2種以上を併用してもよい。上記無機繊維の中では、アルミナが望ましい。
【0044】
ハニカムユニット130のセル密度は、15.5〜186個/cm2(100〜1200cpsi)の範囲であることが好ましく、46.5〜170個/cm2(300〜1100cpsi)の範囲であることがより好ましく、62〜155個/cm2(400〜1000cpsi)の範囲であることがさらに好ましい。
【0045】
ハニカムユニット130のセル壁123の厚さは、特に限定されないが、ハニカムユニット130の強度の点から望ましい下限は、0.1mmであり、排ガスの浄化性能の観点から望ましい上限は、0.4mmである。
【0046】
ハニカムユニット130の平均気孔径は、0.01μm〜1.0μmの範囲が好ましい。ハニカムユニット130の平均気孔径が0.01μm未満では、排ガスがセル壁123に十分に浸透されず、排ガスの浄化性能が低下する。一方、ハニカムユニット130の平均気孔径が1.0μmを超えると、無機バインダと無機粒子の接触点が減少することにより、ハニカムユニット130の強度が低下する。
【0047】
ハニカムユニット130の気孔径は、20%〜60%が好ましい。
【0048】
(接着層150)
ハニカム構造体100の接着層150は、前述のように、接着層用のペーストを原料として形成される。
【0049】
接着層150の厚さは、0.3〜2.0mmの範囲であることが好ましい。接着層150の厚さが0.3mm未満では、ハニカムユニット130に十分な接合強度が得られないためである。また接着層150の厚さが2.0mmを超えると、ハニカム構造体100の圧力損失が大きくなる。なお、接合させるハニカムユニット130の数は、ハニカム構造体100の大きさに合わせて適宜選定される。
【0050】
(外周コート層120)
ハニカム構造体100の外周コート層120を形成するための外周コート層用のペーストは、接着層用のペーストと同じ材料であっても、異なる材料であっても良い。原料となる接着層用のペーストおよび/または外周コート層用のペーストには、必要に応じて、酸化物系セラミックを成分とする微小中空球体であるバルーン、球状樹脂、グラファイト等の造孔剤を添加しても良い。外周コート層120の最終的な厚さは、0.1mm〜2.0mmが好ましい。外周コート層120の厚さが0.1mm未満では、外周コート層120に十分な強度が得られない。また、外周コート層120の厚さが2.0mmを超えると、ハニカム構造体100の圧力損失が大きくなる。
【0051】
(本発明によるハニカム構造体の製造方法)
以下、本発明によるハニカム構造体の製造方法について説明する。
【0052】
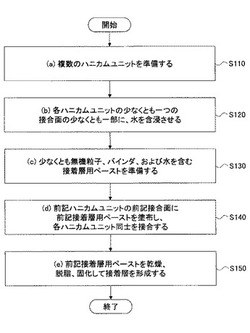
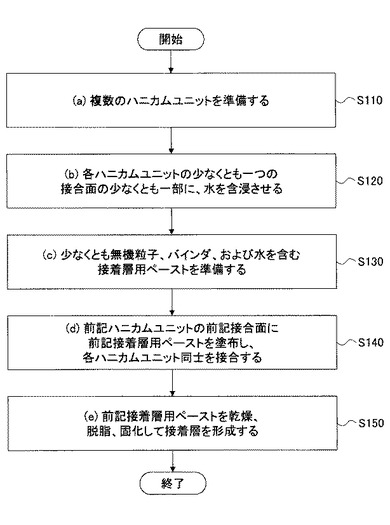
図4には、本発明によるハニカム構造体の製造方法の一例のフロー図を示す。図4に示すように、本発明によるハニカム構造体を製造する方法は、
(a)複数のハニカムユニットを準備する工程(ステップS110)と、
(b)各ハニカムユニットの少なくとも一つの接合面の少なくとも一部に、水を含浸させる工程(ステップS120)と、
(c)少なくとも無機粒子、バインダ、および水を含む接着層用のペーストを準備する工程(ステップS130)と、
(d)前記ハニカムユニットの前記接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程(ステップS140)と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を得る工程(ステップS150)と、
を有する。
【0053】
以下、各ステップについて説明する。
【0054】
(ステップS110)
最初に、以下の方法により、複数のハニカムユニットが準備される。
【0055】
まず、無機粒子および無機バインダを主成分とし、さらに必要に応じて無機繊維を添加した原料ペーストを用いて押出成形等を行い、ハニカムユニット用の成形体を作製する。
【0056】
無機粒子は、前述のように、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、および/またはゼオライト等が挙げられる。
【0057】
無機粒子の比表面積は、特に限られないが、本発明では、多数の微細細孔を有する無機粒子、例えば、比表面積が50m2/g以上の無機粒子を使用した場合に、従来に比べて顕著な空洞減少効果が得られる。
【0058】
原料ペーストには、これらの他に、成形性にあわせて、有機バインダ、分散媒および成形助剤等を適宜加えても良い。有機バインダとしては、特に限定されるものではないが、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリエチレングリコール、フェノール樹脂およびエポキシ樹脂等が挙げられる。有機バインダの配合量は、無機粒子および無機バインダの合計100重量部に対して、1〜10重量部が好ましい。
【0059】
分散媒としては、特に限定されるものではないが、例えば、水、有機溶媒(ベンゼンなど)およびアルコール(メタノールなど)などを挙げることができる。成形助剤としては、特に限定されるものではないが、例えば、エチレングリコール、デキストリン、脂肪酸、脂肪酸石鹸およびポリアルコール等を挙げることができる。
【0060】
原料ペーストは、特に限定されるものではないが、混合および混練することが好ましく、例えば、ミキサーまたはアトライタなどを用いて混合してもよく、ニーダーなどで十分に混練してもよい。原料ペーストを成形する方法は、特に限定されるものではないが、例えば、押出成形などによってセル壁を有するハニカム形状に成形することが好ましい。
【0061】
次に、得られた成形体は、乾燥することが好ましい。乾燥に用いる乾燥機は、特に限定されるものではないが、マイクロ波乾燥機、熱風乾燥機、誘電乾燥機、減圧乾燥機、真空乾燥機および凍結乾燥機などが挙げられる。また、得られた乾燥された成形体は、脱脂することが好ましい。脱脂する条件は、特に限定されず、成形体に含まれる有機物の種類および量によって適宜選択するが、おおよそ400℃、2時間が好ましい。
【0062】
次に、得られた脱脂された成形体が焼成され、ハニカムユニットが製造される。焼成条件としては、特に限定されるものではないが、600〜1200℃が好ましく、600〜1000℃がより好ましい。この理由は、焼成温度が600℃未満では、無機バインダを介した縮合重合が進行せずハニカムユニットとしての強度が低くなり、1200℃を超えると、ゼオライトの焼結が過剰に進行しすぎて、ゼオライトの反応サイトが減少し、排ガスの浄化率が低くなるからである。
【0063】
(ステップS120)
次に、以降のステップS140において接合される、各ハニカムユニットの側面のうち、他のハニカムユニットと接合される側面(以下、「接合側面」と言う)に、水が含浸される。この工程は、最終的に得られる接着層において、厚さ方向に沿った無機粒子の密度が不均一になることを防止するために実施される。すなわち、この処理を行っておくことにより、以降のステップS140において、接着層用のペーストをハニカムユニットの接合側面に塗布した際に、接着層用のペーストに含まれる水分がハニカムユニット側に浸透し、さらにこの水分の移動に伴って、接着層用のペースト中の無機粒子が接着層用のペーストとハニカムユニットとの界面側に移動するという問題が抑制される。
【0064】
ハニカムユニットの接合側面に水を含浸する処理は、いかなる方法で実施しても良い。例えば、この工程は、少なくともハニカムユニットの接合側面全体に、水分をスプレーすることにより、実施することができる。
【0065】
また、水を刷毛塗りしたり、水を含ませたスポンジ、繊維体、紙または布等で水を塗っても良い。あるいは、水を含浸させない箇所をマスキングしておき、水槽に所定時間浸透させたり、恒温器に所定時間保管したりすることにより、ハニカムユニットの接合側面に水を含浸させても良い。
【0066】
ハニカムユニットの接合側面に含ませる水分の量は、ハニカムユニットの一面当たり、0.007g/cm2〜0.050g/cm2の範囲であることが好ましく、0.01g/cm2〜0.05g/cm2の範囲であることがより好ましく、0.04g/cm2〜0.05g/cm2の範囲がさらに好ましく、0.043g/cm2〜0.050g/cm2の範囲であることが特に好ましい。ハニカムユニットの接合側面に含ませる水の量がハニカムユニットの一面当たり0.007g/cm2未満であると、ハニカムユニットを構成する無機粒子の微細細孔内が水で十分に充填されないので、接着層用のペーストに含まれる水分がハニカムユニット側に浸透し、接着層の中心部近傍に空洞が生じる。一方、0.050g/cm2を超えると、ハニカムユニットを構成する無機粒子の微細細孔が水で飽和されるので、余剰の水が無機粒子の周囲に存在し、接着層用のペーストを乾燥する工程が長時間になるという問題がある。
【0067】
ハニカムユニットの接合側面の全体に対して、水を含浸することにより、ハニカムユニットを構成する無機粒子の微細細孔内に水が充填される。
【0068】
なお、本発明において、水を含浸させる処理は、ハニカムユニットの接合側面の全体に対して実施しても良いが、必ずしも、ハニカムユニットの接合側面の全体に対して実施する必要はない。すなわち、ハニカムユニットの接合側面の一部分のみに対して、水を含浸させる処理を適用した場合でも、従来に比べて接着層中に生じる空洞を減少させることができる。
【0069】
なお、少なくとも一つの接合面とは、一つの接合面、すなわちハニカムユニットが2個の場合を含み、接着層は、ハニカムユニットの接合面の全てに形成される。
【0070】
(ステップS130)
次に、接着層用のペーストが調製される。
【0071】
接着層用のペーストは、少なくとも、無機粒子と、バインダ(有機バインダおよび/または無機バインダ)と、水とを有する。接着層用のペーストは、さらに、無機繊維を含んでも良い。
【0072】
無機粒子としては、例えば、アルミナ粒子、シリカ粒子、チタニア粒子、ジルコニア粒子、ムライト、および/またはゼオライト等が使用される。
【0073】
有機バインダとしては、特に限定されるものではないが、例えば、ポリビニルアルコール、メチルセルロース、エチルセルロースおよびカルボキシメチルセルロースなどから選ばれる1種以上が挙げられる。有機バインダの中では、カルボキシルメチルセルロースが望ましい。
【0074】
無機バインダとしては、特に限定されるものではないが、例えば、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、白土、カオリン、モンモリロナイト、セピオライト、アタパルジャイト、およびベーマイト等が挙げられる。これらは単独で用いても良く、2種以上を併用しても良い。
【0075】
これらの中では、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、セピオライト、アタパルジャイト、およびベーマイトからなる群から選択された少なくとも1種が望ましい。
【0076】
また、無機繊維の材料としては、特に限定されるものではないが、例えば、アルミナ、シリカ、炭化ケイ素、シリカアルミナ、ガラス、チタン酸カリウム、またはホウ酸アルミニウム等が使用される。
【0077】
(ステップS140)
次に、前記接着層用のペーストを介して、各ハニカムユニット同士が接合される。
【0078】
前述のステップS120から明らかなように、ハニカムユニットを構成する無機粒子の微細細孔には、既に水分が含有されている。このため、本工程において、ハニカムユニットの側面に接着層用ペーストを塗布しても、接着層用のペーストに含まれる水分は、接着層の無機粒子の微細細孔には、水分が充填されており、それ以上水分を吸収することができないため、ハニカムユニット側に移動しなくなる。従って、接着層用のペーストに含まれる無機粒子の移動も抑制され、接着層用のペーストの厚さ方向に沿った、無機粒子の密度の不均一性が生じることが抑制される。
【0079】
複数のハニカムユニット同士が接着層用のペーストを介して必要数だけ接合され、ハニカムユニット集合体が作製される。
【0080】
(ステップS150)
最後に、接着層用のペーストが乾燥、脱脂、および固化される。この際に、前記工程(ステップS120)において、各ハニカムユニットの接合側面に含浸されていた水も除去される。
【0081】
乾燥、脱脂、および固化の温度は、特に限られないが、例えば、500℃〜900℃の範囲が好ましい。乾燥、脱脂、および固化の温度が500℃未満の場合、無機バインダを介したハニカムユニットと接着層用ペーストに含まれる無機粒子および/または無機繊維の縮合重合が進まないので、接着層の接合強度が低下する。一方、900℃を超えると、ハニカムユニットに含まれる無機粒子が例えばゼオライトの場合、焼結が進行して排ガスの浄化に寄与する反応サイトが減少し、排ガスの浄化性能が低下する。
【0082】
これにより、接着層用のペーストが固化し、接着層が形成される。なお、前述のように、接着層用のペーストの厚さ方向に沿った無機粒子密度の不均一性は、有意に抑制されている。このため、最終的に得られる接着層においても、無機粒子密度の不均一性は、生じ難い。従って、本発明のハニカム構造体を製造する方法では、接着層の中心部分近傍に、空洞が発生することが有意に抑制され、接着層部分での接合強度の低下を抑制することができる。
【0083】
必要に応じて、各ハニカムユニット同士が接着層用のペーストを介して必要数だけ接合されたハニカムユニット集合体を乾燥させた後、ハニカムユニット集合体の外周がダイヤモンドカッター等を用いて、例えば円柱状に切削加工される。これにより、所望の形状のハニカム構造体が作製される。
【0084】
なお、必要な場合、ハニカム構造体の外周面には、外周コート層が形成される。
【0085】
また、以下のように、ハニカム構造体を作製しても良い。
【0086】
複数のハニカムユニット同士を接着層用のペーストを介して必要数だけ接合したハニカムユニット集合体を作製し、接着層用のペーストを乾燥させる。接着層用のペーストが乾燥した状態のハニカムユニット集合体の外周をダイヤモンドカッターで所定形状に切削加工する。
【0087】
次に、外周コート層用のペーストを切削加工されたハニカムユニット集合体の外周部に塗布する。
【0088】
ハニカムユニット集合体の外周面に外周コート層用のペーストが塗布された後、外周コート層用のペーストの乾燥、外周コート層用のペーストと接着材層ペーストの脱脂および固化処理を行う。外周コート層用のペーストの乾燥、外周コート層用のペーストと接着材ペーストの脱脂および固化処理の温度は、特に限られないが、例えば500℃〜900℃の範囲であっても良い。外周コート層用のペースト乾燥、外周コート層用のペーストと接着材層ペーストの脱脂および固化処理の温度が500℃未満の場合、無機バインダを介したハニカムユニットと外周コート層および/または接着層用のペーストに含まれる無機粒子および/または無機繊維の縮合重合が進行しないので、外周コート層の剥離または接着層の接合強度の低下という問題が発生する。一方、脱脂および固化処理の温度が900℃を超えると、ハニカムユニットに含まれる無機粒子が例えばゼオライトの場合、焼結が進行して、排ガス浄化に寄与する反応サイトが減少し、排ガスの浄化性能が低下する。
【0089】
なお、本願において、無機粒子の比表面積は、BET多点法により測定することができる。また、ハニカムユニットの平均気孔径は、水銀圧入法により測定することができる。
【実施例】
【0090】
以下、本発明の実施例について説明する。
【0091】
(実施例1)
まず、原料として、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)3000重量部、アルミナファイバ(平均繊維径6μm、平均粒子径100μm)650重量部、無機バインダ(ベーマイト)840重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して、ハニカムユニットの成形体用のペーストを作製した。
【0092】
次に、このペーストを用いて押出成形機により押出成形を行い、図2に示したような角柱状のハニカムユニットの成形体を多数得た。
【0093】
次に、マイクロ波乾燥機および熱風乾燥機を用いてこれらの成形体を十分乾燥させ、400℃で2時間保持して脱脂した。その後、700℃で2時間保持して焼成を行い、ハニカムユニット(縦35mm×横35mm×全長200mm)を得た。ハニカムユニットのセル壁の厚さは、0.2mmであった。セル密度は、124個/cm2であった。
【0094】
さらに、接着層用ペーストを調製した。接着層用ペーストは、シリカ粒子520重量部、シリカアルミナファイバ160重量部、無機バインダ(固形分30重量%のシリカゾル)290重量部、有機バインダ(カルボキシメチルセルロース)2重量部、およびイオン交換水5重量部を混合して作製した。
【0095】
次に、2本のハニカムユニットのそれぞれの接合側面の全体に、水を含浸させた。水は、スプレー塗布法により、ハニカムユニットの接合側面に含浸させた。含水量は、ハニカムユニットの一接合側面当たり1.0gである(0.014g/cm2)。
【0096】
次に、2本のハニカムユニットのうちの一方の接合側面の全体に、前述の方法で調製した接着層用のペーストを塗布し、両ハニカムユニットの接合側面を密着させた。接着層用のペーストの厚さは、1.0mmである。
【0097】
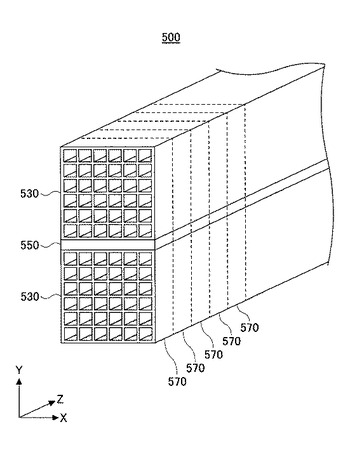
この状態で、接合側面が密着している2本のハニカムユニットを130℃に設定した熱風乾燥機内で10分間保持した。その後、接合側面が密着している2本のハニカムユニットを乾燥装置に入れ、室温から5℃/分の速度で600℃まで昇温し、600℃で1時間保持することにより、2本のハニカムユニット530が接着層550を介して接合された組立体500(図5)を得た。
【0098】
ハニカムユニット組立体500の接着層550の中心部近傍には、外観上、空洞は認められなかった。なお、接着層550中の空洞の有無の確認は、目視により行った。
【0099】
次に、図5に示すように、得られた組立体500を、長手方向(Z方向)に垂直な方向に沿って、10mm間隔で切断して、実施例1に係る試験片570(寸法縦71mm×横35mm×厚さ10mm)を20個作製した。
【0100】
(評価)
得られた実施例1に係る試験片570を用いて、接着層550部分での接合強度を測定した。
【0101】
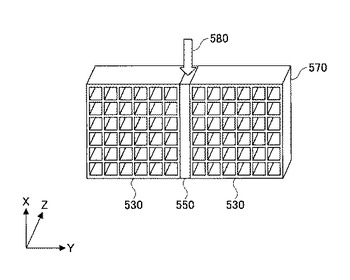
図6には、試験片570を用いた接合強度評価試験の様子を模式的に示す。
【0102】
接合強度は、以下のように測定した。まず、図6に示すように、実施例1に係る試験片
570を、セルの延伸方向(Z方向)が水平方向となり、かつ接着層550が上部に見え
るような状態で配置する。
【0103】
次に、この試験片570の上部から、圧縮試験機(INSTRON社製)を用いて、接着層550の中央部分に荷重580を印加する。荷重580を徐々に大きくして行き、試験片570が破損した際の強度(破壊強度)を求める。これを20本の試験片570で実施し、破壊強度の平均値を接合強度(MPa)とした。
【0104】
接合強度の測定結果を表1に示す。なお、表1には、試験片570を作製する際のハニカムユニットの成形体用のペーストの原料組成、および接合側面の含水量を、測定結果と併せて示した。
【0105】
【表1】

表1から、実施例1に係る試験片570の接合強度は、0.58MPaとなり、良好な接合強度が得られることがわかる。
【0106】
(実施例2)
実施例1と同様の方法により、実施例2に係る試験片を20個作製した。ただし、この実施例2では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり3.0g(0.043g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0107】
実施例2に係る試験片を用いて、接合強度を測定した。
【0108】
得られた結果を前述の表1に示す。表1から、実施例2に係る試験片の接合強度は、0.65MPaとなり、良好な接合強度が得られることがわかる。
【0109】
(実施例3)
実施例1と同様の方法により、実施例3に係る試験片を20個作製した。ただし、この実施例3では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり0.5g(0.007g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0110】
実施例3に係る試験片を用いて、接合強度を測定した。
【0111】
得られた結果を前述の表1に示す。表1から、実施例3に係る試験片の接合強度は、0.37MPaとなり、良好な接合強度が得られることがわかる。
【0112】
(実施例4)
実施例1と同様の方法により、実施例4に係る試験片を20個作製した。ただし、この実施例4では、ハニカムユニットの成形体用のペーストは、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)2500重量部、アルミナファイバ(平均繊維径6μm、平均繊維長100μm)800重量部、無機バインダ(ベーマイト)900重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して調製した。
【0113】
また、実施例4では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり0.7g(0.010g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0114】
実施例4に係る試験片を用いて、接合強度を測定した。
【0115】
得られた結果を前述の表1に示す。表1から、実施例4に係る試験片の接合強度は、0.50MPaとなり、良好な接合強度が得られることがわかる。
【0116】
(実施例5)
実施例1と同様の方法により、実施例5に係る試験片を20個作製した。ただし、この実施例5では、ハニカムユニットの成形体用のペーストは、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)3000重量部、アルミナファイバ(平均繊維径6μm、平均繊維長100μm)550重量部、無機バインダ(ベーマイト)800重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して調製した。
【0117】
また、実施例5では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり3.5g(0.050g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0118】
実施例5に係る試験片を用いて、接合強度を測定した。
【0119】
得られた結果を前述の表1に示す。表1から、実施例5に係る試験片の接合強度は、0.64MPaとなり、良好な接合強度が得られることがわかる。
【0120】
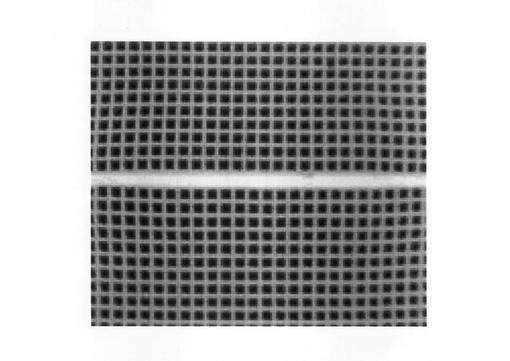
図7には、本発明のハニカム構造体(実施例1)の接着層550部分の断面写真の一例を示す。実施例1では、図7に示すように、接着層550中に、空洞は確認されなかった。実施例2〜5においても、実施例1と同様に、空洞は確認されなかった。
【0121】
(比較例1)
実施例1と同様の工程により、比較例1に係るハニカムユニットを作製した。ただし、この比較例1では、ハニカムユニットの接合側面への含水処理は、実施していない。その他の作製条件は、実施例1と同じである。
【0122】
図3には、従来のハニカム構造体(比較例1)の接着層部分の断面写真の一例を示す。
【0123】
得られた組立体の外観を観察した結果、接着層150'中に、空洞151が生じていることがわかる。
【0124】
比較例1に係る試験片を用いて、接合強度を測定した。
【0125】
得られた結果を前述の表1に示す。表1から、比較例1に係る試験片の接合強度は、0.20MPaとなり、あまり良好な接合強度は、得られないことがわかる。
【0126】
以上の測定結果から、ハニカムユニットの接合側面に対して、予め含水処理を行っておくことにより、最終的に、空洞の少ない接着層が得られ、これにより接合強度が向上することがわかる。
【0127】
なお、実施例2(含水量0.043g/cm2)と実施例5(含水量0.050g/cm2)の比較から、ハニカムユニットの接合側面に設置される水分量が0.043g/cm2以上の場合、接合強度の向上効果は頭打ちとなり、水分量を増やしても、接合強度はそれ以上変化しないことがわかる。
【0128】
従って、実施例1〜5の結果から、ハニカムユニットの接合側面に設置する水分量は、0.007g/cm2〜0.050g/cm2の範囲が好ましいと考えられる。また、作業効率の観点から、ハニカムユニットの接合側面に設置する水分量は、最大でもハニカムユニットの一接合側面に対して0.04g/cm2〜0.05g/cm2の範囲に留めることが好ましいと考えられる。
【符号の説明】
【0129】
100 ハニカム構造体
110 第1の端面
115 第2の端面
120 コート層
121、122 セル
123、124 セル壁
130 ハニカムユニット
150 接着層
500 ハニカムユニット集合体
530 ハニカムユニット
550 接着層
570 試験片
580 荷重。
【技術分野】
【0001】
本発明は、排ガスを処理するハニカム構造体を製造する方法に関する。
【背景技術】
【0002】
自動車からの排ガスの浄化に関しては、多くの技術が開発されているが、交通量の増大もあって、まだ十分な排ガス対策がとられているとは言い難い。日本国内においても、世界的にも自動車排ガス規制は、さらに強化されて行く方向にある。
【0003】
このような規制に対応するため、排ガス浄化システムにおいて、排ガス中に含まれる所定の成分を処理することが可能な触媒担体が使用されている。また、このような触媒担体用の部材として、ハニカム構造体が知られている。
【0004】
このハニカム構造体は、例えば、長手方向に沿って、該ハニカム構造体の一方の端面から他方の端面まで延伸する複数のセル(貫通孔)を有するハニカムユニットから構成されている。これらのセルは、触媒が担持されたセル壁または触媒によって構成されたセル壁により、相互に区画されている。従って、このようなハニカム構造体に排ガスを流通させた場合、セル壁に担持された触媒またはセル壁を構成する触媒によって、排ガスに含まれるHC、CO、および/またはNOx等の物質が改質され、排ガス中のこれらの有害成分を処理することができる。
【0005】
特に、SCR(Selective Catalitic Reduction)システムと呼ばれるシステムでは、アンモニアを用いることにより、排ガス中のNOxを窒素と水に分解することができる。例えば、特許文献1には、SCRシステムに使用され得る、ゼオライトを含むハニカムユニットを有するハニカム構造体が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第WO09/141897号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
通常、ハニカム構造体は、例えば、無機粒子を含むハニカムユニットを、接着層を介して複数個接合させ、ハニカムユニット集合体を得た後、このハニカムユニット集合体の外周側を所定の形状に沿って切削加工することにより作製される。接着層は、例えば、水、無機粒子(例えばシリカ粒子)、およびバインダ等を含むペースト(接着層用のペースト)を、ハニカムユニットの側面に塗布した後、これを乾燥、脱脂、および固化することにより構成される(特許文献1のハニカム構造体を参照)。
【0008】
ここで、ハニカムユニットを構成する無機粒子として、多数の微細細孔を有し、比較的比表面積が大きな(例えば50m2/g以上の)粒子を用いた場合、接着層用のペーストをハニカムユニットの側面に塗布した際に、接着層用のペースト中の水分がハニカムユニットを構成する無機粒子の微細細孔内に吸収されるという問題が生じ得る。
【0009】
このような接着層用のペースト側からハニカムユニット側への水分の移動が生じると、これに伴って、接着層用のペースト中の粒子もハニカムユニットの表面の方に移動してしまう。この結果、最終的に得られる接着層は、ハニカムユニットとの界面近傍では、無機粒子(例えばシリカ粒子)が多く存在し、中心部分では、無機粒子(例えばシリカ粒子)が少なくなる。すなわち、接着層は、厚さ方向(ハニカムユニットの長手方向に対して垂直な方向)に沿って、無機粒子(例えばシリカ粒子)の不均一な密度分布を有するようになる。また、この傾向が顕著になると、接着層の中心部近傍に、空洞が生じ、接着層の強度が低下してしまうという問題が生じ得る。
【0010】
本発明は、このような問題に鑑みなされたものであり、本発明では、従来のハニカム構造体に比べて、接着層中に空洞が生じ難いハニカム構造体を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明によれば、
無機粒子を含み、長手方向に沿って、第1の端面から第2の端面に延伸する複数のセルがセル壁により区画されたハニカムユニットを複数有するハニカム構造体を製造する方法において、前記無機粒子は、50m2/g以上の比表面積を有し、
当該方法は、
(a)接着層用のペーストが設けられることになる少なくとも一つの接合面を有する前記複数のハニカムユニットを準備する工程と、
(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、
(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、
(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、
を含み、
前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする。
【0012】
ここで、本発明によるハニカム構造体を製造する方法において、前記(b)の工程では、各ハニカムユニットの前記少なくとも一つの接合面の全体にわたって、水が含浸されても良い。
【0013】
また、本発明によるハニカム構造体を製造する方法において、前記(b)の工程において、各ハニカムユニットに含浸される水の量は、各ハニカムユニットの一つの接合面に対して、0.01g/cm2〜0.05g/cm2であることが好ましい。
【0014】
また、本発明によるハニカム構造体を製造する方法において、前記(b)の工程は、各ハニカムユニットに、水をスプレー塗布することにより行われることが好ましい。
【0015】
また、本発明によるハニカム構造体を製造する方法において、ハニカムユニットに含まれる前記無機粒子は、ゼオライトを含んでも良い。
【0016】
また、本発明によるハニカム構造体を製造する方法において、前記ハニカムユニットの平均気孔径は、0.01μm〜1.0μmの範囲であることが好ましい。
【0017】
また、本発明によるハニカム構造体を製造する方法において、前記接着層用のペーストの無機粒子は、アルミナ粒子またはシリカ粒子を含んでも良い。
【0018】
また、本発明によるハニカム構造体を製造する方法において、前記接着層用のペーストは、さらに無機繊維を含んでも良い。
【0019】
また、本発明によるハニカム構造体を製造する方法において、前記(e)の工程は、500℃〜900℃の範囲で、接着層用のペーストの固化が行われることが好ましい。
【発明の効果】
【0020】
本発明では、従来のハニカム構造体に比べて、接着層中に空洞が生じ難いハニカム構造体を製造する方法を提供することが可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明のハニカム構造体の一例を模式的に示した斜視図である。
【図2】図1のハニカム構造体を構成するハニカムユニットの一例を模式的に示した斜視図である。
【図3】従来のハニカム構造体(比較例1)の接着層部分の断面写真の一例である。
【図4】本発明によるハニカム構造体を製造する方法の一例を示すフロー図である。
【図5】ハニカムユニット組立体から試験片を切り出す際の様子を模式的に示した斜視図である。
【図6】試験片を用いた接合強度評価試験の様子を示した模式図である。
【図7】本発明のハニカム構造体(実施例1)の接着層部分の断面写真の一例である。
【発明を実施するための形態】
【0022】
以下、図面により本発明の特徴を説明する。
【0023】
図1には、本発明のハニカム構造体の一例を模式的に示す。また、図2には、図1に示したハニカム構造体を構成する、ハニカムユニットの一例を模式的に示す。
【0024】
図1に示すように、ハニカム構造体100は、2つの端面110および115を有する。また、通常の場合、ハニカム構造体100の両端面110、115を除く外周面には、外周コート層120が形成される。
【0025】
ハニカム構造体100は、例えば、図2に示すような柱状のセラミック製ハニカムユニット130を、接着層150を介して複数個(図1の例では、縦横4列ずつ16個)接合させた後、外周を所定の形状(図1の例では、円柱状)に沿って切削加工することにより構成される。
【0026】
図2に示すように、ハニカムユニット130は、該ハニカムユニット130の長手方向に沿って一端から他端まで延伸し、両端面で開口された複数のセル(貫通孔)121と、該セル121を区画するセル壁123とを有する。これに限られるものではないが、図2の例では、セル121の長手方向(Z方向)に垂直な断面は、実質的に正方形状となっている。
【0027】
ハニカムユニット130(ハニカムユニット130を構成するセル壁123)は、無機粒子を有する。
【0028】
なお、ハニカムユニットに含まれる無機粒子として、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、またはゼオライト等を用いた場合、そのようなハニカムユニットを有するハニカム構造体(触媒担体)は、CO、HC、NOx等を浄化するための触媒担体として、使用することができる。特に、無機粒子としてゼオライトをを用いたハニカムユニットを有するハニカム構造体は、尿素タンクを有する尿素SCRシステムに使用することができる。
【0029】
例えば、そのような尿素SCRシステムにおいて、システム内に排ガスが流通されると、尿素タンクに収容されている尿素が排ガス中の水と反応して、アンモニアが生じる(式(1))。
CO(NH2)2+H2O → 2NH3+CO2 式(1)
このアンモニアが、NOxを含む排ガスとともに、ハニカム構造体100の端面110、115の一方(例えば端面110)から、各セル121に流入した場合、セル壁123に含まれているゼオライト等の触媒の作用により、以下の式(2−1)式および(2−2)の反応が生じる。
4NH3+4NO+O2 → 4N2+6H2O 式(2−1)
8NH3+6NO2 → 7N2+12H2O 式(2−2)
その後、浄化された排ガスは、ハニカム構造体100の端面110、115の他方(例えば端面115)から排出される。このように、ハニカム構造体100内に排ガスを流通させることにより、排ガス中のNOxを処理することができる。
【0030】
なお、前述のように、ハニカム構造体100は、ハニカムユニット130を、接着層150を介して複数個接合させた後、外周側を所定の形状に沿って切削加工することにより作製される。接着層150は、水、無機粒子(例えば、アルミナ粒子、シリカ粒子等)、およびバインダ等を含む接着層用のペーストを、ハニカムユニット130の端面を除く側面に塗布した後、これを乾燥、脱脂、および固化することにより形成される。
【0031】
ここで、ハニカムユニット130を構成する無機粒子として、多数の微細細孔を有し、比較的比表面積が大きな(例えば50m2/g以上の)粒子を用いた場合、接着層150用のペーストをハニカムユニット130の側面に塗布した際に、接着層用のペースト中の水分がハニカムユニット130を構成する無機粒子の微細細孔内に吸収されるという問題が生じ得る。
【0032】
このような接着層用のペースト側からハニカムユニット130側への水分の移動が生じると、この水分の移動に伴って、接着層用のペースト中の無機粒子もハニカムユニット130の表面の方に移動してしまう。この結果、最終的に得られる接着層150は、ハニカムユニット130との界面近傍では、無機粒子が多く存在し、中心部分では、無機粒子が少なくなる。すなわち、接着層150は、厚さ方向に沿って、無機粒子の不均一な密度分布を有するようになる。また、この傾向が顕著になると、接着層150の中心部近傍に、空洞が生じ、接着層150の強度が低下してしまうという問題が生じ得る。
【0033】
ハニカムユニット130を構成する無機粒子の比表面積は、大きい方が望ましいが、上限としては、例えば、600m2/gが挙げられる。
【0034】
図3には、従来の方法により作製された従来のハニカム構造体の接着層部分の断面写真の一例を示す。この図3に示すように、従来の方法で作製された従来のハニカム構造体においては、接着層用ペースト中の各成分がハニカムユニット130側に移動した結果として、接着層150の厚さ方向の中心部近傍に、空洞が多数生じていることがわかる。
【0035】
接着層150中のこのような空洞の存在は、ハニカムユニット130同士の接合強度の低下の原因となる。
【0036】
これに対して、本発明では、接着層150の中心部近傍に空洞が存在するという問題が軽減または解消されたハニカム構造体を得ることができる。すなわち、本発明によるハニカム構造体を製造する方法では、以降に詳細に示すように、接着層用のペースト中の無機粒子のハニカムユニットの表面側への移動が抑制され、接着層150の中心部近傍に空洞が生じ難く、接着層150の強度低下が有意に抑制されたハニカム構造体100を得ることができる。
【0037】
(ハニカム構造体100の構成)
次に、図1に示したハニカム構造体100の構成部材について、簡単に説明する。
【0038】
(ハニカムユニット130)
ハニカムユニット130は、無機粒子および無機バインダを含む。さらに、ハニカムユニット130は、無機繊維を含んでも良い。
【0039】
ハニカムユニット130に含まれる無機粒子は、これに限られるものではないが、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、および/またはゼオライト等が挙げられる。
【0040】
ゼオライトは、例えば、β型ゼオライト、Y型ゼオライト、フェリエライト、ZSM−5型ゼオライト、モルデナイト、フォージサイト、ゼオライトA、ゼオライトL、またはゼオライト類縁化合物等が挙げられる。またゼオライト類縁化合物は、AIPO(アルミノリン酸塩)、またはSAPO(シリコアルミノリン酸塩)等であっても良い。また、ゼオライトは、Fe、Cu、Ni、Co、Zn、Mn、Ti、AgまたはV等でイオン交換されたものであっても良い。これらの元素の中では、NOxの浄化性に優れるという観点から、特に、FeまたはCuが好ましい。
【0041】
ハニカムユニット130に含まれる無機バインダとしては、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、セピオライト、アタパルジャイト、およびベーマイトからなる群から選択された少なくとも1種からなる固形分が望ましい。
【0042】
ハニカムユニット130に含まれる無機粒子の量について、望ましい下限は30重量%であり、より望ましい下限は40重量%であり、さらに望ましい下限は50重量%である。一方、望ましい上限は90重量%であり、より望ましい上限は80重量%であり、さらに望ましい上限は75重量%である。無機粒子の含有量が30重量%未満では、排ガスの浄化に寄与する無機粒子の量が相対的に少なくなる。一方、無機粒子の含有量が90重量%を超えると、強度に寄与する無機バインダの量が相対的に低下するため、ハニカムユニット130の強度が低下する。
【0043】
また、ハニカムユニット130に無機繊維を加える場合、無機繊維としては、アルミナ、シリカ、炭化珪素、シリカアルミナ、ガラス、チタン酸カリウムまたはホウ酸アルミニウム等が望ましい。これらは、単独で用いてもよく、2種以上を併用してもよい。上記無機繊維の中では、アルミナが望ましい。
【0044】
ハニカムユニット130のセル密度は、15.5〜186個/cm2(100〜1200cpsi)の範囲であることが好ましく、46.5〜170個/cm2(300〜1100cpsi)の範囲であることがより好ましく、62〜155個/cm2(400〜1000cpsi)の範囲であることがさらに好ましい。
【0045】
ハニカムユニット130のセル壁123の厚さは、特に限定されないが、ハニカムユニット130の強度の点から望ましい下限は、0.1mmであり、排ガスの浄化性能の観点から望ましい上限は、0.4mmである。
【0046】
ハニカムユニット130の平均気孔径は、0.01μm〜1.0μmの範囲が好ましい。ハニカムユニット130の平均気孔径が0.01μm未満では、排ガスがセル壁123に十分に浸透されず、排ガスの浄化性能が低下する。一方、ハニカムユニット130の平均気孔径が1.0μmを超えると、無機バインダと無機粒子の接触点が減少することにより、ハニカムユニット130の強度が低下する。
【0047】
ハニカムユニット130の気孔径は、20%〜60%が好ましい。
【0048】
(接着層150)
ハニカム構造体100の接着層150は、前述のように、接着層用のペーストを原料として形成される。
【0049】
接着層150の厚さは、0.3〜2.0mmの範囲であることが好ましい。接着層150の厚さが0.3mm未満では、ハニカムユニット130に十分な接合強度が得られないためである。また接着層150の厚さが2.0mmを超えると、ハニカム構造体100の圧力損失が大きくなる。なお、接合させるハニカムユニット130の数は、ハニカム構造体100の大きさに合わせて適宜選定される。
【0050】
(外周コート層120)
ハニカム構造体100の外周コート層120を形成するための外周コート層用のペーストは、接着層用のペーストと同じ材料であっても、異なる材料であっても良い。原料となる接着層用のペーストおよび/または外周コート層用のペーストには、必要に応じて、酸化物系セラミックを成分とする微小中空球体であるバルーン、球状樹脂、グラファイト等の造孔剤を添加しても良い。外周コート層120の最終的な厚さは、0.1mm〜2.0mmが好ましい。外周コート層120の厚さが0.1mm未満では、外周コート層120に十分な強度が得られない。また、外周コート層120の厚さが2.0mmを超えると、ハニカム構造体100の圧力損失が大きくなる。
【0051】
(本発明によるハニカム構造体の製造方法)
以下、本発明によるハニカム構造体の製造方法について説明する。
【0052】
図4には、本発明によるハニカム構造体の製造方法の一例のフロー図を示す。図4に示すように、本発明によるハニカム構造体を製造する方法は、
(a)複数のハニカムユニットを準備する工程(ステップS110)と、
(b)各ハニカムユニットの少なくとも一つの接合面の少なくとも一部に、水を含浸させる工程(ステップS120)と、
(c)少なくとも無機粒子、バインダ、および水を含む接着層用のペーストを準備する工程(ステップS130)と、
(d)前記ハニカムユニットの前記接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程(ステップS140)と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を得る工程(ステップS150)と、
を有する。
【0053】
以下、各ステップについて説明する。
【0054】
(ステップS110)
最初に、以下の方法により、複数のハニカムユニットが準備される。
【0055】
まず、無機粒子および無機バインダを主成分とし、さらに必要に応じて無機繊維を添加した原料ペーストを用いて押出成形等を行い、ハニカムユニット用の成形体を作製する。
【0056】
無機粒子は、前述のように、アルミナ、シリカ、チタニア、セリア、ジルコニア、ムライト、および/またはゼオライト等が挙げられる。
【0057】
無機粒子の比表面積は、特に限られないが、本発明では、多数の微細細孔を有する無機粒子、例えば、比表面積が50m2/g以上の無機粒子を使用した場合に、従来に比べて顕著な空洞減少効果が得られる。
【0058】
原料ペーストには、これらの他に、成形性にあわせて、有機バインダ、分散媒および成形助剤等を適宜加えても良い。有機バインダとしては、特に限定されるものではないが、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリエチレングリコール、フェノール樹脂およびエポキシ樹脂等が挙げられる。有機バインダの配合量は、無機粒子および無機バインダの合計100重量部に対して、1〜10重量部が好ましい。
【0059】
分散媒としては、特に限定されるものではないが、例えば、水、有機溶媒(ベンゼンなど)およびアルコール(メタノールなど)などを挙げることができる。成形助剤としては、特に限定されるものではないが、例えば、エチレングリコール、デキストリン、脂肪酸、脂肪酸石鹸およびポリアルコール等を挙げることができる。
【0060】
原料ペーストは、特に限定されるものではないが、混合および混練することが好ましく、例えば、ミキサーまたはアトライタなどを用いて混合してもよく、ニーダーなどで十分に混練してもよい。原料ペーストを成形する方法は、特に限定されるものではないが、例えば、押出成形などによってセル壁を有するハニカム形状に成形することが好ましい。
【0061】
次に、得られた成形体は、乾燥することが好ましい。乾燥に用いる乾燥機は、特に限定されるものではないが、マイクロ波乾燥機、熱風乾燥機、誘電乾燥機、減圧乾燥機、真空乾燥機および凍結乾燥機などが挙げられる。また、得られた乾燥された成形体は、脱脂することが好ましい。脱脂する条件は、特に限定されず、成形体に含まれる有機物の種類および量によって適宜選択するが、おおよそ400℃、2時間が好ましい。
【0062】
次に、得られた脱脂された成形体が焼成され、ハニカムユニットが製造される。焼成条件としては、特に限定されるものではないが、600〜1200℃が好ましく、600〜1000℃がより好ましい。この理由は、焼成温度が600℃未満では、無機バインダを介した縮合重合が進行せずハニカムユニットとしての強度が低くなり、1200℃を超えると、ゼオライトの焼結が過剰に進行しすぎて、ゼオライトの反応サイトが減少し、排ガスの浄化率が低くなるからである。
【0063】
(ステップS120)
次に、以降のステップS140において接合される、各ハニカムユニットの側面のうち、他のハニカムユニットと接合される側面(以下、「接合側面」と言う)に、水が含浸される。この工程は、最終的に得られる接着層において、厚さ方向に沿った無機粒子の密度が不均一になることを防止するために実施される。すなわち、この処理を行っておくことにより、以降のステップS140において、接着層用のペーストをハニカムユニットの接合側面に塗布した際に、接着層用のペーストに含まれる水分がハニカムユニット側に浸透し、さらにこの水分の移動に伴って、接着層用のペースト中の無機粒子が接着層用のペーストとハニカムユニットとの界面側に移動するという問題が抑制される。
【0064】
ハニカムユニットの接合側面に水を含浸する処理は、いかなる方法で実施しても良い。例えば、この工程は、少なくともハニカムユニットの接合側面全体に、水分をスプレーすることにより、実施することができる。
【0065】
また、水を刷毛塗りしたり、水を含ませたスポンジ、繊維体、紙または布等で水を塗っても良い。あるいは、水を含浸させない箇所をマスキングしておき、水槽に所定時間浸透させたり、恒温器に所定時間保管したりすることにより、ハニカムユニットの接合側面に水を含浸させても良い。
【0066】
ハニカムユニットの接合側面に含ませる水分の量は、ハニカムユニットの一面当たり、0.007g/cm2〜0.050g/cm2の範囲であることが好ましく、0.01g/cm2〜0.05g/cm2の範囲であることがより好ましく、0.04g/cm2〜0.05g/cm2の範囲がさらに好ましく、0.043g/cm2〜0.050g/cm2の範囲であることが特に好ましい。ハニカムユニットの接合側面に含ませる水の量がハニカムユニットの一面当たり0.007g/cm2未満であると、ハニカムユニットを構成する無機粒子の微細細孔内が水で十分に充填されないので、接着層用のペーストに含まれる水分がハニカムユニット側に浸透し、接着層の中心部近傍に空洞が生じる。一方、0.050g/cm2を超えると、ハニカムユニットを構成する無機粒子の微細細孔が水で飽和されるので、余剰の水が無機粒子の周囲に存在し、接着層用のペーストを乾燥する工程が長時間になるという問題がある。
【0067】
ハニカムユニットの接合側面の全体に対して、水を含浸することにより、ハニカムユニットを構成する無機粒子の微細細孔内に水が充填される。
【0068】
なお、本発明において、水を含浸させる処理は、ハニカムユニットの接合側面の全体に対して実施しても良いが、必ずしも、ハニカムユニットの接合側面の全体に対して実施する必要はない。すなわち、ハニカムユニットの接合側面の一部分のみに対して、水を含浸させる処理を適用した場合でも、従来に比べて接着層中に生じる空洞を減少させることができる。
【0069】
なお、少なくとも一つの接合面とは、一つの接合面、すなわちハニカムユニットが2個の場合を含み、接着層は、ハニカムユニットの接合面の全てに形成される。
【0070】
(ステップS130)
次に、接着層用のペーストが調製される。
【0071】
接着層用のペーストは、少なくとも、無機粒子と、バインダ(有機バインダおよび/または無機バインダ)と、水とを有する。接着層用のペーストは、さらに、無機繊維を含んでも良い。
【0072】
無機粒子としては、例えば、アルミナ粒子、シリカ粒子、チタニア粒子、ジルコニア粒子、ムライト、および/またはゼオライト等が使用される。
【0073】
有機バインダとしては、特に限定されるものではないが、例えば、ポリビニルアルコール、メチルセルロース、エチルセルロースおよびカルボキシメチルセルロースなどから選ばれる1種以上が挙げられる。有機バインダの中では、カルボキシルメチルセルロースが望ましい。
【0074】
無機バインダとしては、特に限定されるものではないが、例えば、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、白土、カオリン、モンモリロナイト、セピオライト、アタパルジャイト、およびベーマイト等が挙げられる。これらは単独で用いても良く、2種以上を併用しても良い。
【0075】
これらの中では、アルミナゾル、シリカゾル、チタニアゾル、水ガラス、セピオライト、アタパルジャイト、およびベーマイトからなる群から選択された少なくとも1種が望ましい。
【0076】
また、無機繊維の材料としては、特に限定されるものではないが、例えば、アルミナ、シリカ、炭化ケイ素、シリカアルミナ、ガラス、チタン酸カリウム、またはホウ酸アルミニウム等が使用される。
【0077】
(ステップS140)
次に、前記接着層用のペーストを介して、各ハニカムユニット同士が接合される。
【0078】
前述のステップS120から明らかなように、ハニカムユニットを構成する無機粒子の微細細孔には、既に水分が含有されている。このため、本工程において、ハニカムユニットの側面に接着層用ペーストを塗布しても、接着層用のペーストに含まれる水分は、接着層の無機粒子の微細細孔には、水分が充填されており、それ以上水分を吸収することができないため、ハニカムユニット側に移動しなくなる。従って、接着層用のペーストに含まれる無機粒子の移動も抑制され、接着層用のペーストの厚さ方向に沿った、無機粒子の密度の不均一性が生じることが抑制される。
【0079】
複数のハニカムユニット同士が接着層用のペーストを介して必要数だけ接合され、ハニカムユニット集合体が作製される。
【0080】
(ステップS150)
最後に、接着層用のペーストが乾燥、脱脂、および固化される。この際に、前記工程(ステップS120)において、各ハニカムユニットの接合側面に含浸されていた水も除去される。
【0081】
乾燥、脱脂、および固化の温度は、特に限られないが、例えば、500℃〜900℃の範囲が好ましい。乾燥、脱脂、および固化の温度が500℃未満の場合、無機バインダを介したハニカムユニットと接着層用ペーストに含まれる無機粒子および/または無機繊維の縮合重合が進まないので、接着層の接合強度が低下する。一方、900℃を超えると、ハニカムユニットに含まれる無機粒子が例えばゼオライトの場合、焼結が進行して排ガスの浄化に寄与する反応サイトが減少し、排ガスの浄化性能が低下する。
【0082】
これにより、接着層用のペーストが固化し、接着層が形成される。なお、前述のように、接着層用のペーストの厚さ方向に沿った無機粒子密度の不均一性は、有意に抑制されている。このため、最終的に得られる接着層においても、無機粒子密度の不均一性は、生じ難い。従って、本発明のハニカム構造体を製造する方法では、接着層の中心部分近傍に、空洞が発生することが有意に抑制され、接着層部分での接合強度の低下を抑制することができる。
【0083】
必要に応じて、各ハニカムユニット同士が接着層用のペーストを介して必要数だけ接合されたハニカムユニット集合体を乾燥させた後、ハニカムユニット集合体の外周がダイヤモンドカッター等を用いて、例えば円柱状に切削加工される。これにより、所望の形状のハニカム構造体が作製される。
【0084】
なお、必要な場合、ハニカム構造体の外周面には、外周コート層が形成される。
【0085】
また、以下のように、ハニカム構造体を作製しても良い。
【0086】
複数のハニカムユニット同士を接着層用のペーストを介して必要数だけ接合したハニカムユニット集合体を作製し、接着層用のペーストを乾燥させる。接着層用のペーストが乾燥した状態のハニカムユニット集合体の外周をダイヤモンドカッターで所定形状に切削加工する。
【0087】
次に、外周コート層用のペーストを切削加工されたハニカムユニット集合体の外周部に塗布する。
【0088】
ハニカムユニット集合体の外周面に外周コート層用のペーストが塗布された後、外周コート層用のペーストの乾燥、外周コート層用のペーストと接着材層ペーストの脱脂および固化処理を行う。外周コート層用のペーストの乾燥、外周コート層用のペーストと接着材ペーストの脱脂および固化処理の温度は、特に限られないが、例えば500℃〜900℃の範囲であっても良い。外周コート層用のペースト乾燥、外周コート層用のペーストと接着材層ペーストの脱脂および固化処理の温度が500℃未満の場合、無機バインダを介したハニカムユニットと外周コート層および/または接着層用のペーストに含まれる無機粒子および/または無機繊維の縮合重合が進行しないので、外周コート層の剥離または接着層の接合強度の低下という問題が発生する。一方、脱脂および固化処理の温度が900℃を超えると、ハニカムユニットに含まれる無機粒子が例えばゼオライトの場合、焼結が進行して、排ガス浄化に寄与する反応サイトが減少し、排ガスの浄化性能が低下する。
【0089】
なお、本願において、無機粒子の比表面積は、BET多点法により測定することができる。また、ハニカムユニットの平均気孔径は、水銀圧入法により測定することができる。
【実施例】
【0090】
以下、本発明の実施例について説明する。
【0091】
(実施例1)
まず、原料として、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)3000重量部、アルミナファイバ(平均繊維径6μm、平均粒子径100μm)650重量部、無機バインダ(ベーマイト)840重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して、ハニカムユニットの成形体用のペーストを作製した。
【0092】
次に、このペーストを用いて押出成形機により押出成形を行い、図2に示したような角柱状のハニカムユニットの成形体を多数得た。
【0093】
次に、マイクロ波乾燥機および熱風乾燥機を用いてこれらの成形体を十分乾燥させ、400℃で2時間保持して脱脂した。その後、700℃で2時間保持して焼成を行い、ハニカムユニット(縦35mm×横35mm×全長200mm)を得た。ハニカムユニットのセル壁の厚さは、0.2mmであった。セル密度は、124個/cm2であった。
【0094】
さらに、接着層用ペーストを調製した。接着層用ペーストは、シリカ粒子520重量部、シリカアルミナファイバ160重量部、無機バインダ(固形分30重量%のシリカゾル)290重量部、有機バインダ(カルボキシメチルセルロース)2重量部、およびイオン交換水5重量部を混合して作製した。
【0095】
次に、2本のハニカムユニットのそれぞれの接合側面の全体に、水を含浸させた。水は、スプレー塗布法により、ハニカムユニットの接合側面に含浸させた。含水量は、ハニカムユニットの一接合側面当たり1.0gである(0.014g/cm2)。
【0096】
次に、2本のハニカムユニットのうちの一方の接合側面の全体に、前述の方法で調製した接着層用のペーストを塗布し、両ハニカムユニットの接合側面を密着させた。接着層用のペーストの厚さは、1.0mmである。
【0097】
この状態で、接合側面が密着している2本のハニカムユニットを130℃に設定した熱風乾燥機内で10分間保持した。その後、接合側面が密着している2本のハニカムユニットを乾燥装置に入れ、室温から5℃/分の速度で600℃まで昇温し、600℃で1時間保持することにより、2本のハニカムユニット530が接着層550を介して接合された組立体500(図5)を得た。
【0098】
ハニカムユニット組立体500の接着層550の中心部近傍には、外観上、空洞は認められなかった。なお、接着層550中の空洞の有無の確認は、目視により行った。
【0099】
次に、図5に示すように、得られた組立体500を、長手方向(Z方向)に垂直な方向に沿って、10mm間隔で切断して、実施例1に係る試験片570(寸法縦71mm×横35mm×厚さ10mm)を20個作製した。
【0100】
(評価)
得られた実施例1に係る試験片570を用いて、接着層550部分での接合強度を測定した。
【0101】
図6には、試験片570を用いた接合強度評価試験の様子を模式的に示す。
【0102】
接合強度は、以下のように測定した。まず、図6に示すように、実施例1に係る試験片
570を、セルの延伸方向(Z方向)が水平方向となり、かつ接着層550が上部に見え
るような状態で配置する。
【0103】
次に、この試験片570の上部から、圧縮試験機(INSTRON社製)を用いて、接着層550の中央部分に荷重580を印加する。荷重580を徐々に大きくして行き、試験片570が破損した際の強度(破壊強度)を求める。これを20本の試験片570で実施し、破壊強度の平均値を接合強度(MPa)とした。
【0104】
接合強度の測定結果を表1に示す。なお、表1には、試験片570を作製する際のハニカムユニットの成形体用のペーストの原料組成、および接合側面の含水量を、測定結果と併せて示した。
【0105】
【表1】
表1から、実施例1に係る試験片570の接合強度は、0.58MPaとなり、良好な接合強度が得られることがわかる。
【0106】
(実施例2)
実施例1と同様の方法により、実施例2に係る試験片を20個作製した。ただし、この実施例2では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり3.0g(0.043g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0107】
実施例2に係る試験片を用いて、接合強度を測定した。
【0108】
得られた結果を前述の表1に示す。表1から、実施例2に係る試験片の接合強度は、0.65MPaとなり、良好な接合強度が得られることがわかる。
【0109】
(実施例3)
実施例1と同様の方法により、実施例3に係る試験片を20個作製した。ただし、この実施例3では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり0.5g(0.007g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0110】
実施例3に係る試験片を用いて、接合強度を測定した。
【0111】
得られた結果を前述の表1に示す。表1から、実施例3に係る試験片の接合強度は、0.37MPaとなり、良好な接合強度が得られることがわかる。
【0112】
(実施例4)
実施例1と同様の方法により、実施例4に係る試験片を20個作製した。ただし、この実施例4では、ハニカムユニットの成形体用のペーストは、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)2500重量部、アルミナファイバ(平均繊維径6μm、平均繊維長100μm)800重量部、無機バインダ(ベーマイト)900重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して調製した。
【0113】
また、実施例4では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり0.7g(0.010g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0114】
実施例4に係る試験片を用いて、接合強度を測定した。
【0115】
得られた結果を前述の表1に示す。表1から、実施例4に係る試験片の接合強度は、0.50MPaとなり、良好な接合強度が得られることがわかる。
【0116】
(実施例5)
実施例1と同様の方法により、実施例5に係る試験片を20個作製した。ただし、この実施例5では、ハニカムユニットの成形体用のペーストは、ゼオライト粒子(平均粒子径2μm、比表面積250m2/g)3000重量部、アルミナファイバ(平均繊維径6μm、平均繊維長100μm)550重量部、無機バインダ(ベーマイト)800重量部、有機バインダ(メチルセルロース)330重量部、潤滑剤330重量部、およびイオン交換水1800重量部を混合して調製した。
【0117】
また、実施例5では、ハニカムユニットの接合側面の含水量は、ハニカムユニットの一接合側面当たり3.5g(0.050g/cm2)とした。その他の作製条件は、実施例1と同様である。得られた組立体の接着層の中心部近傍には、外観上、空洞は認められなかった。
【0118】
実施例5に係る試験片を用いて、接合強度を測定した。
【0119】
得られた結果を前述の表1に示す。表1から、実施例5に係る試験片の接合強度は、0.64MPaとなり、良好な接合強度が得られることがわかる。
【0120】
図7には、本発明のハニカム構造体(実施例1)の接着層550部分の断面写真の一例を示す。実施例1では、図7に示すように、接着層550中に、空洞は確認されなかった。実施例2〜5においても、実施例1と同様に、空洞は確認されなかった。
【0121】
(比較例1)
実施例1と同様の工程により、比較例1に係るハニカムユニットを作製した。ただし、この比較例1では、ハニカムユニットの接合側面への含水処理は、実施していない。その他の作製条件は、実施例1と同じである。
【0122】
図3には、従来のハニカム構造体(比較例1)の接着層部分の断面写真の一例を示す。
【0123】
得られた組立体の外観を観察した結果、接着層150'中に、空洞151が生じていることがわかる。
【0124】
比較例1に係る試験片を用いて、接合強度を測定した。
【0125】
得られた結果を前述の表1に示す。表1から、比較例1に係る試験片の接合強度は、0.20MPaとなり、あまり良好な接合強度は、得られないことがわかる。
【0126】
以上の測定結果から、ハニカムユニットの接合側面に対して、予め含水処理を行っておくことにより、最終的に、空洞の少ない接着層が得られ、これにより接合強度が向上することがわかる。
【0127】
なお、実施例2(含水量0.043g/cm2)と実施例5(含水量0.050g/cm2)の比較から、ハニカムユニットの接合側面に設置される水分量が0.043g/cm2以上の場合、接合強度の向上効果は頭打ちとなり、水分量を増やしても、接合強度はそれ以上変化しないことがわかる。
【0128】
従って、実施例1〜5の結果から、ハニカムユニットの接合側面に設置する水分量は、0.007g/cm2〜0.050g/cm2の範囲が好ましいと考えられる。また、作業効率の観点から、ハニカムユニットの接合側面に設置する水分量は、最大でもハニカムユニットの一接合側面に対して0.04g/cm2〜0.05g/cm2の範囲に留めることが好ましいと考えられる。
【符号の説明】
【0129】
100 ハニカム構造体
110 第1の端面
115 第2の端面
120 コート層
121、122 セル
123、124 セル壁
130 ハニカムユニット
150 接着層
500 ハニカムユニット集合体
530 ハニカムユニット
550 接着層
570 試験片
580 荷重。
【特許請求の範囲】
【請求項1】
無機粒子を含み、長手方向に沿って、第1の端面から第2の端面に延伸する複数のセルがセル壁により区画されたハニカムユニットを複数有するハニカム構造体を製造する方法であって、前記無機粒子は、50m2/g以上の比表面積を有し、
当該方法は、
(a)接着層用ペーストが設けられることになる少なくとも一つの接合面を有する前記複数のハニカムユニットを準備する工程と、
(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、
(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、
(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、
を含み、
前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする方法。
【請求項2】
前記(b)の工程では、各ハニカムユニットの前記少なくとも一つの接合面の全体にわたって、水が含浸されることを特徴とする請求項1に記載のハニカム構造体を製造する方法。
【請求項3】
前記(b)の工程において、各ハニカムユニットに含浸される水の量は、各ハニカムユニットの一つの接合面に対して、0.01g/cm2〜0.05g/cm2であることを特徴とする請求項1または2に記載のハニカム構造体を製造する方法。
【請求項4】
前記(b)の工程は、各ハニカムユニットに、水をスプレーすることにより行われることを特徴とする請求項1乃至3のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項5】
前記ハニカムユニットに含まれる無機粒子は、ゼオライトを含むことを特徴とする請求項1乃至4のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項6】
前記ハニカムユニットの平均気孔径は、0.01μm〜1.0μmの範囲であることを特徴とする請求項1乃至5のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項7】
前記接着層用のペーストの無機粒子は、アルミナ粒子またはシリカ粒子を含むことを特徴とする請求項1乃至6のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項8】
前記接着層用のペーストは、さらに無機繊維を含むことを特徴とする請求項1乃至7のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項9】
前記(e)の工程では、500℃〜900℃の範囲で、前記接着層用のペーストの固化が行われることを特徴とする請求項1乃至8のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項1】
無機粒子を含み、長手方向に沿って、第1の端面から第2の端面に延伸する複数のセルがセル壁により区画されたハニカムユニットを複数有するハニカム構造体を製造する方法であって、前記無機粒子は、50m2/g以上の比表面積を有し、
当該方法は、
(a)接着層用ペーストが設けられることになる少なくとも一つの接合面を有する前記複数のハニカムユニットを準備する工程と、
(b)各ハニカムユニットの前記少なくとも一つの接合面の少なくとも一部に水を含浸させる工程と、
(c)少なくとも無機粒子、バインダ、および水を含む前記接着層用のペーストを準備する工程と、
(d)少なくとも一つの前記ハニカムユニットの前記少なくとも一つの接合面に前記接着層用のペーストを塗布し、各ハニカムユニット同士を接合する工程と、
(e)前記接着層用のペーストを乾燥、脱脂、固化して接着層を形成する工程と、
を含み、
前記(e)の工程において、前記(b)の工程で各ハニカムユニットの前記少なくとも一つの接合面に含浸された水が除去されることを特徴とする方法。
【請求項2】
前記(b)の工程では、各ハニカムユニットの前記少なくとも一つの接合面の全体にわたって、水が含浸されることを特徴とする請求項1に記載のハニカム構造体を製造する方法。
【請求項3】
前記(b)の工程において、各ハニカムユニットに含浸される水の量は、各ハニカムユニットの一つの接合面に対して、0.01g/cm2〜0.05g/cm2であることを特徴とする請求項1または2に記載のハニカム構造体を製造する方法。
【請求項4】
前記(b)の工程は、各ハニカムユニットに、水をスプレーすることにより行われることを特徴とする請求項1乃至3のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項5】
前記ハニカムユニットに含まれる無機粒子は、ゼオライトを含むことを特徴とする請求項1乃至4のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項6】
前記ハニカムユニットの平均気孔径は、0.01μm〜1.0μmの範囲であることを特徴とする請求項1乃至5のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項7】
前記接着層用のペーストの無機粒子は、アルミナ粒子またはシリカ粒子を含むことを特徴とする請求項1乃至6のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項8】
前記接着層用のペーストは、さらに無機繊維を含むことを特徴とする請求項1乃至7のいずれか一つに記載のハニカム構造体を製造する方法。
【請求項9】
前記(e)の工程では、500℃〜900℃の範囲で、前記接着層用のペーストの固化が行われることを特徴とする請求項1乃至8のいずれか一つに記載のハニカム構造体を製造する方法。
【図1】

【図2】
【図4】
【図5】
【図6】
【図3】
【図7】
【図2】
【図4】
【図5】
【図6】
【図3】
【図7】
【公開番号】特開2012−106232(P2012−106232A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2011−228320(P2011−228320)
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
[ Back to top ]