
ハニカム焼成体の製造方法

【課題】焼成によって固着したハニカム焼成体と台座とを分離する際、ハニカム焼成体に損傷が生じることを防止して十分に高い歩留まりでハニカム焼成体を製造すること。
【解決手段】本発明のハニカム焼成体の製造方法は、上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、当該焼成工程は、(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座にグリーン成形体を載置する工程と、(B)台座及びこれに載置されたグリーン成形体を焼成する工程と、(C)焼成後、ハニカム焼成体と台座とを分離する工程とを有し、(C)工程において、台座に対してグリーン成形体から遠ざかる方向に力を加えながら台座に対して当該台座の側方から衝撃を与える。
【解決手段】本発明のハニカム焼成体の製造方法は、上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、当該焼成工程は、(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座にグリーン成形体を載置する工程と、(B)台座及びこれに載置されたグリーン成形体を焼成する工程と、(C)焼成後、ハニカム焼成体と台座とを分離する工程とを有し、(C)工程において、台座に対してグリーン成形体から遠ざかる方向に力を加えながら台座に対して当該台座の側方から衝撃を与える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハニカム構造を有するグリーン成形体を焼成してハニカム焼成体を製造する方法に関する。
【背景技術】
【0002】
従来より、多数の流路を有するハニカム構造のグリーン(未焼成)成形体を焼成することによりセラミクスハニカム焼成体を製造する方法が知られている。そして、グリーン成形体を、グリーン成形体と同様のハニカム構造を有し且つ同様の材質からなる焼成用台座に載置してから焼成を行うことが知られている(例えば、特許文献1参照)。かかる台座はトチとも呼ばれる。
【0003】
焼成時にグリーン成形体は収縮又は膨張するが、台座も同様に収縮又は膨張するため、高い寸法精度のセラミクスハニカム焼成体を製造できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平1−54636号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の方法では、焼成によってハニカム焼成体と、台座とが固着し、焼成後にこれらを分離するのが困難な場合があった。このため、両者を分離する際、ハニカム焼成体が破損する場合があった。特に、グリーン成形体の組成によっては焼結温度を高温にしたり、焼成時間を長くしたりする必要がある。これらの焼成条件は、セラミクス材料の焼結をより進行させ、従来と比較して焼成後における両者の固着がより一層生じやすい。
【0006】
本発明は、上記課題に鑑みてなされたものであり、焼成によって固着したハニカム焼成体と台座とを分離する際、ハニカム焼成体に損傷が生じることを防止して十分に高い歩留まりでハニカム焼成体を製造できる方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るハニカム焼成体の製造方法は、上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、焼成工程は、
(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座にグリーン成形体を載置する工程と、
(B)台座及びこれに載置されたグリーン成形体を焼成する工程と、
(C)焼成後、ハニカム焼成体に固着している台座を分離する工程と、
を有し、(C)工程において、台座に対してハニカム焼成体から遠ざかる方向に力を加えながら、台座に対して当該台座の側方から衝撃を与える。
【0008】
本発明によれば、(C)工程において台座に対して上記方向に力を加えながら側方から衝撃を与えることで、衝撃によって両者の固着状態が解消されると同時に台座がハニカム焼成体から遠ざかる方向にはずれる。このため、はずれた台座がハニカム焼成体に接触することを防止でき、これによりハニカム焼成体の損傷を十分高度に防止できる。
【0009】
図3の(a)は、従来の方法によってハニカム焼成体から台座をはずす作業を実施している様子を示す図である。同図に示す方法では、ハニカム焼成体10の一方の端面10aに固着した台座5に対して特に力を加えることなく、ハンマー20で台座5の側面に衝撃を与えている。この方法でははずれた台座5がハニカム焼成体10の端面10aの縁に接触して、図3の(b)に示すように、当該箇所に損傷Dが生じやすい。本発明者らの検討によると、より焼結が進む条件でグリーン成形体及び台座を焼成した場合、従来の方法では10個のセラミクス焼成体のうち2〜3個のセラミクス焼成体に損傷が生じた。これに対し、本発明における上記(C)工程を実施した場合、10個のセラミクス焼成体のうち、損傷が生じたものはなかった。
【0010】
上記(C)工程において、ハニカム焼成体の重みを利用してもよい。すなわち、(C)工程において、台座及びハニカム焼成体がこの順序で上方から下方に向けて配置された状態とし、ハニカム焼成体の重みが台座に加わるように台座を保持しながら台座に対して衝撃を与えてもよい。この場合、台座から分離したハニカム焼成体が落下して破損が生じないようにハニカム焼成体の下にクッション性を有するマットなどを配置しておけばよい。
【0011】
押出成形によってグリーン成形体を製造する場合、予め長めの成形体を製造し、これを切断することによってグリーン成形体と台座を得てもよい。この場合、台座及びグリーン成形体は互いに同一の組成物からなる。また、台座の隔壁及びグリーン成形体の隔壁は、互いに同一の断面形状を有する。
【0012】
本発明において、グリーン成形体の複数の流路のうちの一部の上端が封口され、グリーン成形体の複数の流路のうちの残部の下端が封口されていてもよい。グリーン成形体の端面から封口部に導入した封孔材がわずかに出っ張ることが多く、またその出っ張る長さが不均一であることが多いため、グリーン成形体と台座との固着の強度が小さくなりやすいという効果がある。
【0013】
台座及びグリーン成形体のセラミクス原料は、アルミニウム源粉末及びチタニウム源粉末を含むものであってもよい。
【発明の効果】
【0014】
本発明によれば、焼成によって固着したハニカム焼成体と台座とを分離する際、ハニカム焼成体に損傷が生じることを防止して十分に高い歩留まりでハニカム焼成体を製造できる。
【図面の簡単な説明】
【0015】
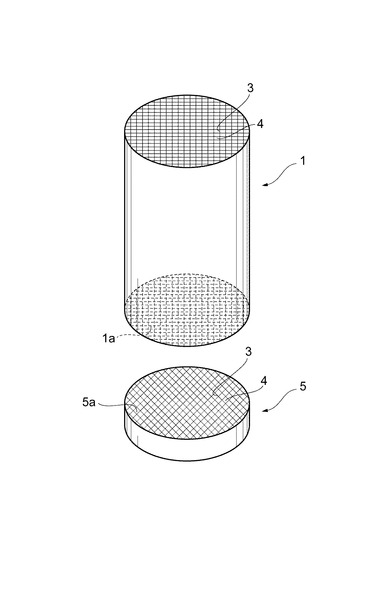
【図1】グリーン成形体1及び未焼成の台座5の概略斜視図である。
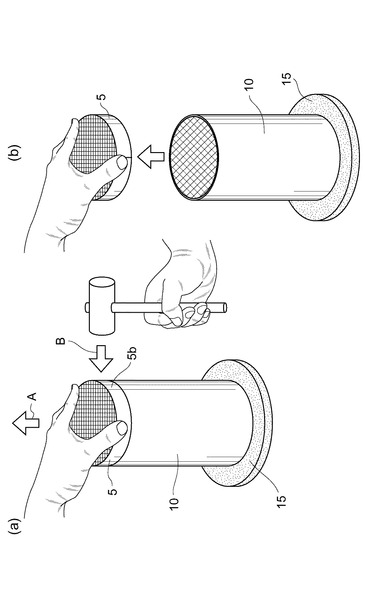
【図2】(a)及び(b)は(C)工程において台座に衝撃を与える前及び後の状態をそれぞれ示す図である。
【図3】(a)は従来の方法によって台座に衝撃を与える前の状態を示す図であり、(b)は台座の分離作業によって損傷が生じたハニカム焼成体を示す図である。
【発明を実施するための形態】
【0016】
図面を参照して、本発明の実施形態について説明する。本実施形態に係る方法は、ハニカム構造を有するグリーン成形体1を焼成してハニカム焼成体10を得る焼成工程を備える。この焼成工程は、以下の(A)〜(C)の工程を有する。
(A)グリーン成形体1と同様のハニカム構造を有する台座5にグリーン成形体1を載置する工程。
(B)台座5及びこれに載置されたグリーン成形体1を焼成する工程。
(C)焼成後、ハニカム焼成体10と台座5とを分離する工程。
【0017】
(A)工程は、未焼成の台座5にグリーン成形体1を載置する工程である。台座5の上面5aとグリーン成形体1の一方の端面1aとが当接するように、台座5の上にグリーン成形体1を載置する。なお、焼成後における両者の固着強度をなるべく低くする観点から、台座5の隔壁3とグリーン成形体1の隔壁3とが一致しないように、両者の角度をずらして載置することが好ましい。
【0018】
グリーン成形体1及び台座5は、図1に示すように、それぞれ、上下方向に延びる多数の流路4を形成する隔壁3を有した円柱体である。隔壁3の断面形状は、グリーン成形体1と台座5とで同一である。流路4の断面形状は、略正方形である。これらの複数の流路4は、台座5及びグリーン成形体1において、端面側(Z方向)から見て、正方形配置、すなわち、流路4の中心軸が、正方形の頂点にそれぞれ位置するように配置されている。流路4の断面の正方形のサイズは、例えば、一辺0.8〜2.5mmとすることができる。隔壁の厚みは、例えば、0.15〜0.76mmとすることができる。
【0019】
また、グリーン成形体1及び台座5の流路4が延びる方向の長さ(Z方向の全長)は特に限定されないが、例えば、それぞれ、40〜350mm、5〜50mmとすることができる。また、グリーン成形体1及び台座5の外径も特に限定されないが、例えば、100〜320mmとすることできる。
【0020】
グリーン成形体1及び台座5は、後で焼成することにより多孔性セラミクスとなるグリーン体(未焼成体)であり、セラミクス原料を含む。セラミクスは特に限定されないが、例えば、アルミナ、シリカ、ムライト、コーディエライト、ガラス、チタン酸アルミニウム等の酸化物、シリコンカーバイド、窒化珪素、金属等が挙げられる。なお、チタン酸アルミニウムは、更に、マグネシウム及び/又はケイ素を含むことができる。
【0021】
グリーン成形体1及び台座5は、好ましくは、セラミクス原料である無機化合物源粉末、及び、メチルセルロース等の有機バインダ、及び、必要に応じて添加される添加剤を含む。
【0022】
例えば、セラミクスがチタン酸アルミニウムの場合、無機化合物源粉末は、αアルミナ粉等のアルミニウム源粉末、及び、アナターゼ型やルチル型のチタニア粉末等のチタニウム源粉末、及び/又は、チタン酸アルミニウム粉末を含み、必要に応じて、更に、マグネシア粉末やマグネシアスピネル粉末等のマグネシウム源粉末及び/又は、酸化ケイ素粉末やガラスフリット等のケイ素源粉末を含むことができる。
【0023】
有機バインダとしては、メチルセルロース、カルボキシルメチルセルロース、ヒドロキシアルキルメチルセルロース、ナトリウムカルボキシルメチルセルロースなどのセルロース類;ポリビニルアルコールなどのアルコール類;リグニンスルホン酸塩が挙げられる。
【0024】
添加物としては、例えば、造孔剤、潤滑剤及び可塑剤、分散剤、溶媒が挙げられる。
【0025】
造孔剤としては、グラファイト等の炭素材;ポリエチレン、ポリプロピレン、ポリメタクリル酸メチル等の樹脂類;でんぷん、ナッツ殻、クルミ殻、コーンなどの植物材料;氷;及びドライアイス等などが挙げられる。
【0026】
潤滑剤及び可塑剤としては、グリセリンなどのアルコール類;カプリル酸、ラウリン酸、パルミチン酸、アラキジン酸、オレイン酸、ステアリン酸などの高級脂肪酸;ステアリン酸Alなどのステアリン酸金属塩などが挙げられる。
【0027】
分散剤としては、例えば、硝酸、塩酸、硫酸などの無機酸;シュウ酸、クエン酸、酢酸、リンゴ酸、乳酸などの有機酸;メタノール、エタノール、プロパノールなどのアルコール類;ポリカルボン酸アンモニウム、ポリオキシアルキレンアルキルエーテルなどの界面活性剤などが挙げられる。
【0028】
溶媒としては、例えば、メタノール、エタノール、ブタノール、プロパノールなどのアルコール類;プロピレングリコール、ポリプロピレングリコール、エチレングリコールなどのグリコール類;及び水などを用いることができる。
【0029】
グリーン成形体1の複数の流路4のうちの一部の上端が封口材により封口され、グリーン成形体1の複数の流路のうちの残部の下端が封口材により封口されていてもよい。封口材としては、グリーン成形体1と同様の、焼成することによりセラミクスとなる材料を用いることができる。上述の「複数の流路4のうちの一部」とは、好ましくは、端面側から見て行列状に配列された複数の流路の内の、縦方向及び横方向それぞれ1つおきに選択された流路の組合せである。
【0030】
グリーン成形体1及び台座5は例えば以下のような押出工程、乾燥工程及び切断工程を経て製造することができる。まず、無機化合物源粉末と、有機バインダと、溶媒と、必要に応じて添加剤とを用意する。そして、これらを混練機等により混合して原料混合物を得、得られた原料混合物を隔壁の断面形状に対応する出口開口を有する押出機から押し出し、乾燥をし、所望の長さに切ることにより、グリーン成形体1及び台座5を得ることができる。同じ押出機から製造することにより、グリーン成形体1及び台座5は、同じ断面構造の隔壁3を有することができ、同一の組成とすることができる。その後、必要に応じて、グリーン成形体1の流路4の端部を封口することができる。
【0031】
(B)工程は、台座5及びこれに載置されたグリーン成形体1を焼成する工程である。グリーン成形体1を仮焼(脱脂)及び焼成することにより、流路を有する多孔質のハニカム焼成体10を得ることができる。
【0032】
仮焼(脱脂)は、グリーン成形体1及び台座5中の有機バインダや、必要に応じて配合される有機添加物を、焼失、分解等により除去するための工程であり、典型的には、焼成温度に至るまでの昇温段階(例えば、150〜900℃の温度範囲)になされる。仮焼(脱脂)工程おいては、昇温速度を極力おさえることが好ましい。
【0033】
グリーン成形体1及び台座5の焼成温度は、通常、1300℃以上、好ましくは1400℃以上である。また、焼成温度は、通常、1650℃以下、好ましくは1550℃以下である。焼成温度までの昇温速度は特に限定されるものではないが、通常、1℃/時間〜500℃/時間である。
【0034】
焼成は通常、大気中で行なわれるが、用いる原料粉末の種類や使用量比によっては、窒素ガス、アルゴンガスなどの不活性ガス中で焼成してもよいし、一酸化炭素ガス、水素ガスなどのような還元性ガス中で焼成してもよい。また、水蒸気分圧を低くした雰囲気中で焼成を行なってもよい。
【0035】
焼成は、通常、管状電気炉、箱型電気炉、トンネル炉、遠赤外線炉、マイクロ波加熱炉、シャフト炉、反射炉、ロータリー炉、ローラーハース炉などの通常の焼成炉を用いて行なわれる。焼成は回分式で行なってもよいし、連続式で行なってもよい。また、静置式で行なってもよいし、流動式で行なってもよい。
【0036】
焼成に要する時間は、セラミクスが生成するのに十分な時間であればよく、グリーン成形体の量、焼成炉の形式、焼成温度、焼成雰囲気などにより異なるが、通常は10分〜24時間である。
【0037】
(C)工程は、焼成後、ハニカム焼成体10と台座5とを分離する工程である。(C)工程において、焼成後の台座5に対してハニカム焼成体10から遠ざかる方向に力を加えながら、台座5に対してその側方から衝撃を与える。より具体的には、本実施形態においては、まず、台座5及びハニカム焼成体10がこの順序で上方から下方に向けて配置された状態とする(図2の(a)参照)。ハニカム焼成体10と作業台の間には、クッション性を有するマット15を配置することが好ましい。次いで、台座5を手でつかみ、台座5を持ち上げる方向(矢印A)に力を加えながら、台座5の側面5bをハンマー20で叩くことによって台座5に対して略水平方向(矢印B)に衝撃を与える。すると、図2の(b)に示すように、ハニカム焼成体10から台座5が上方に分離する。なお、ハンマー20としてはプラスチック製のものが好適である。
【0038】
上記のようにしてハニカム焼成体10と台座5とを分離することで、ハニカム焼成体10に損傷が生じすることを十分に防止できる。このため、焼成条件の変更などを実施しても、十分に高い歩留まりでハニカム焼成体10を製造できる。
【0039】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記実施形態に限定されず、様々な変形態様が可能である。例えば、上記実施形態においては、図2の(a)に示すように、一方の手で台座5を保持し、他方の手で握るハンマー20で台座5に衝撃を与える場合を例示したが、この一連の動作を自動化してもよい。
【0040】
また、上記実施形態においては、焼成後の台座5及びハニカム焼成体10を鉛直方向に並ぶように配置し、ハニカム焼成体10の重みを利用して(C)工程を実施する場合を例示したが、台座5に衝撃を与えるに際して台座5に対してハニカム焼成体10から遠ざかる方向に力を加えることができる限り、台座5及びハニカム焼成体10を例えば水平方向に並ぶように配置してもよい。
【0041】
グリーン成形体1及び台座5の形状は特に限定されず、用途に応じて任意の形状を取ることができる。例えば、外形も、円柱に限られず、例えば、正三角柱、正方形柱、正六角柱、正八角柱等の正多角柱や、正多角柱以外の、三角柱、四角柱、六角柱、八角柱等の柱体とすることができる。また、各流路の断面形状も、正方形には限定されず、矩形、円形、楕円形、三角形、六角形、八角形等にすることができ、流路には、径の異なるもの、断面形状の異なるものが混在してもよい。更に、流路の配置も、正方形配置に限定されず、断面において流路の中心が正三角形の頂点に配置される正三角形配置、千鳥配置等にすることができる。
【0042】
更に、グリーン成形体1及び台座5は同一の押出機から成形されているが、異なる押出機から成形されて、隔壁の断面形状が互いに異なっていてもよい。また、グリーン成形体1と台座5の組成は同じあることが好ましいが、焼成時に、両者が同様の膨張収縮挙動を示すものであれば異なる組成であってもよい。
【符号の説明】
【0043】
1…グリーン成形体、3…隔壁、4…流路、5…台座、10…ハニカム焼成体。
【技術分野】
【0001】
本発明は、ハニカム構造を有するグリーン成形体を焼成してハニカム焼成体を製造する方法に関する。
【背景技術】
【0002】
従来より、多数の流路を有するハニカム構造のグリーン(未焼成)成形体を焼成することによりセラミクスハニカム焼成体を製造する方法が知られている。そして、グリーン成形体を、グリーン成形体と同様のハニカム構造を有し且つ同様の材質からなる焼成用台座に載置してから焼成を行うことが知られている(例えば、特許文献1参照)。かかる台座はトチとも呼ばれる。
【0003】
焼成時にグリーン成形体は収縮又は膨張するが、台座も同様に収縮又は膨張するため、高い寸法精度のセラミクスハニカム焼成体を製造できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平1−54636号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の方法では、焼成によってハニカム焼成体と、台座とが固着し、焼成後にこれらを分離するのが困難な場合があった。このため、両者を分離する際、ハニカム焼成体が破損する場合があった。特に、グリーン成形体の組成によっては焼結温度を高温にしたり、焼成時間を長くしたりする必要がある。これらの焼成条件は、セラミクス材料の焼結をより進行させ、従来と比較して焼成後における両者の固着がより一層生じやすい。
【0006】
本発明は、上記課題に鑑みてなされたものであり、焼成によって固着したハニカム焼成体と台座とを分離する際、ハニカム焼成体に損傷が生じることを防止して十分に高い歩留まりでハニカム焼成体を製造できる方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るハニカム焼成体の製造方法は、上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、焼成工程は、
(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座にグリーン成形体を載置する工程と、
(B)台座及びこれに載置されたグリーン成形体を焼成する工程と、
(C)焼成後、ハニカム焼成体に固着している台座を分離する工程と、
を有し、(C)工程において、台座に対してハニカム焼成体から遠ざかる方向に力を加えながら、台座に対して当該台座の側方から衝撃を与える。
【0008】
本発明によれば、(C)工程において台座に対して上記方向に力を加えながら側方から衝撃を与えることで、衝撃によって両者の固着状態が解消されると同時に台座がハニカム焼成体から遠ざかる方向にはずれる。このため、はずれた台座がハニカム焼成体に接触することを防止でき、これによりハニカム焼成体の損傷を十分高度に防止できる。
【0009】
図3の(a)は、従来の方法によってハニカム焼成体から台座をはずす作業を実施している様子を示す図である。同図に示す方法では、ハニカム焼成体10の一方の端面10aに固着した台座5に対して特に力を加えることなく、ハンマー20で台座5の側面に衝撃を与えている。この方法でははずれた台座5がハニカム焼成体10の端面10aの縁に接触して、図3の(b)に示すように、当該箇所に損傷Dが生じやすい。本発明者らの検討によると、より焼結が進む条件でグリーン成形体及び台座を焼成した場合、従来の方法では10個のセラミクス焼成体のうち2〜3個のセラミクス焼成体に損傷が生じた。これに対し、本発明における上記(C)工程を実施した場合、10個のセラミクス焼成体のうち、損傷が生じたものはなかった。
【0010】
上記(C)工程において、ハニカム焼成体の重みを利用してもよい。すなわち、(C)工程において、台座及びハニカム焼成体がこの順序で上方から下方に向けて配置された状態とし、ハニカム焼成体の重みが台座に加わるように台座を保持しながら台座に対して衝撃を与えてもよい。この場合、台座から分離したハニカム焼成体が落下して破損が生じないようにハニカム焼成体の下にクッション性を有するマットなどを配置しておけばよい。
【0011】
押出成形によってグリーン成形体を製造する場合、予め長めの成形体を製造し、これを切断することによってグリーン成形体と台座を得てもよい。この場合、台座及びグリーン成形体は互いに同一の組成物からなる。また、台座の隔壁及びグリーン成形体の隔壁は、互いに同一の断面形状を有する。
【0012】
本発明において、グリーン成形体の複数の流路のうちの一部の上端が封口され、グリーン成形体の複数の流路のうちの残部の下端が封口されていてもよい。グリーン成形体の端面から封口部に導入した封孔材がわずかに出っ張ることが多く、またその出っ張る長さが不均一であることが多いため、グリーン成形体と台座との固着の強度が小さくなりやすいという効果がある。
【0013】
台座及びグリーン成形体のセラミクス原料は、アルミニウム源粉末及びチタニウム源粉末を含むものであってもよい。
【発明の効果】
【0014】
本発明によれば、焼成によって固着したハニカム焼成体と台座とを分離する際、ハニカム焼成体に損傷が生じることを防止して十分に高い歩留まりでハニカム焼成体を製造できる。
【図面の簡単な説明】
【0015】
【図1】グリーン成形体1及び未焼成の台座5の概略斜視図である。
【図2】(a)及び(b)は(C)工程において台座に衝撃を与える前及び後の状態をそれぞれ示す図である。
【図3】(a)は従来の方法によって台座に衝撃を与える前の状態を示す図であり、(b)は台座の分離作業によって損傷が生じたハニカム焼成体を示す図である。
【発明を実施するための形態】
【0016】
図面を参照して、本発明の実施形態について説明する。本実施形態に係る方法は、ハニカム構造を有するグリーン成形体1を焼成してハニカム焼成体10を得る焼成工程を備える。この焼成工程は、以下の(A)〜(C)の工程を有する。
(A)グリーン成形体1と同様のハニカム構造を有する台座5にグリーン成形体1を載置する工程。
(B)台座5及びこれに載置されたグリーン成形体1を焼成する工程。
(C)焼成後、ハニカム焼成体10と台座5とを分離する工程。
【0017】
(A)工程は、未焼成の台座5にグリーン成形体1を載置する工程である。台座5の上面5aとグリーン成形体1の一方の端面1aとが当接するように、台座5の上にグリーン成形体1を載置する。なお、焼成後における両者の固着強度をなるべく低くする観点から、台座5の隔壁3とグリーン成形体1の隔壁3とが一致しないように、両者の角度をずらして載置することが好ましい。
【0018】
グリーン成形体1及び台座5は、図1に示すように、それぞれ、上下方向に延びる多数の流路4を形成する隔壁3を有した円柱体である。隔壁3の断面形状は、グリーン成形体1と台座5とで同一である。流路4の断面形状は、略正方形である。これらの複数の流路4は、台座5及びグリーン成形体1において、端面側(Z方向)から見て、正方形配置、すなわち、流路4の中心軸が、正方形の頂点にそれぞれ位置するように配置されている。流路4の断面の正方形のサイズは、例えば、一辺0.8〜2.5mmとすることができる。隔壁の厚みは、例えば、0.15〜0.76mmとすることができる。
【0019】
また、グリーン成形体1及び台座5の流路4が延びる方向の長さ(Z方向の全長)は特に限定されないが、例えば、それぞれ、40〜350mm、5〜50mmとすることができる。また、グリーン成形体1及び台座5の外径も特に限定されないが、例えば、100〜320mmとすることできる。
【0020】
グリーン成形体1及び台座5は、後で焼成することにより多孔性セラミクスとなるグリーン体(未焼成体)であり、セラミクス原料を含む。セラミクスは特に限定されないが、例えば、アルミナ、シリカ、ムライト、コーディエライト、ガラス、チタン酸アルミニウム等の酸化物、シリコンカーバイド、窒化珪素、金属等が挙げられる。なお、チタン酸アルミニウムは、更に、マグネシウム及び/又はケイ素を含むことができる。
【0021】
グリーン成形体1及び台座5は、好ましくは、セラミクス原料である無機化合物源粉末、及び、メチルセルロース等の有機バインダ、及び、必要に応じて添加される添加剤を含む。
【0022】
例えば、セラミクスがチタン酸アルミニウムの場合、無機化合物源粉末は、αアルミナ粉等のアルミニウム源粉末、及び、アナターゼ型やルチル型のチタニア粉末等のチタニウム源粉末、及び/又は、チタン酸アルミニウム粉末を含み、必要に応じて、更に、マグネシア粉末やマグネシアスピネル粉末等のマグネシウム源粉末及び/又は、酸化ケイ素粉末やガラスフリット等のケイ素源粉末を含むことができる。
【0023】
有機バインダとしては、メチルセルロース、カルボキシルメチルセルロース、ヒドロキシアルキルメチルセルロース、ナトリウムカルボキシルメチルセルロースなどのセルロース類;ポリビニルアルコールなどのアルコール類;リグニンスルホン酸塩が挙げられる。
【0024】
添加物としては、例えば、造孔剤、潤滑剤及び可塑剤、分散剤、溶媒が挙げられる。
【0025】
造孔剤としては、グラファイト等の炭素材;ポリエチレン、ポリプロピレン、ポリメタクリル酸メチル等の樹脂類;でんぷん、ナッツ殻、クルミ殻、コーンなどの植物材料;氷;及びドライアイス等などが挙げられる。
【0026】
潤滑剤及び可塑剤としては、グリセリンなどのアルコール類;カプリル酸、ラウリン酸、パルミチン酸、アラキジン酸、オレイン酸、ステアリン酸などの高級脂肪酸;ステアリン酸Alなどのステアリン酸金属塩などが挙げられる。
【0027】
分散剤としては、例えば、硝酸、塩酸、硫酸などの無機酸;シュウ酸、クエン酸、酢酸、リンゴ酸、乳酸などの有機酸;メタノール、エタノール、プロパノールなどのアルコール類;ポリカルボン酸アンモニウム、ポリオキシアルキレンアルキルエーテルなどの界面活性剤などが挙げられる。
【0028】
溶媒としては、例えば、メタノール、エタノール、ブタノール、プロパノールなどのアルコール類;プロピレングリコール、ポリプロピレングリコール、エチレングリコールなどのグリコール類;及び水などを用いることができる。
【0029】
グリーン成形体1の複数の流路4のうちの一部の上端が封口材により封口され、グリーン成形体1の複数の流路のうちの残部の下端が封口材により封口されていてもよい。封口材としては、グリーン成形体1と同様の、焼成することによりセラミクスとなる材料を用いることができる。上述の「複数の流路4のうちの一部」とは、好ましくは、端面側から見て行列状に配列された複数の流路の内の、縦方向及び横方向それぞれ1つおきに選択された流路の組合せである。
【0030】
グリーン成形体1及び台座5は例えば以下のような押出工程、乾燥工程及び切断工程を経て製造することができる。まず、無機化合物源粉末と、有機バインダと、溶媒と、必要に応じて添加剤とを用意する。そして、これらを混練機等により混合して原料混合物を得、得られた原料混合物を隔壁の断面形状に対応する出口開口を有する押出機から押し出し、乾燥をし、所望の長さに切ることにより、グリーン成形体1及び台座5を得ることができる。同じ押出機から製造することにより、グリーン成形体1及び台座5は、同じ断面構造の隔壁3を有することができ、同一の組成とすることができる。その後、必要に応じて、グリーン成形体1の流路4の端部を封口することができる。
【0031】
(B)工程は、台座5及びこれに載置されたグリーン成形体1を焼成する工程である。グリーン成形体1を仮焼(脱脂)及び焼成することにより、流路を有する多孔質のハニカム焼成体10を得ることができる。
【0032】
仮焼(脱脂)は、グリーン成形体1及び台座5中の有機バインダや、必要に応じて配合される有機添加物を、焼失、分解等により除去するための工程であり、典型的には、焼成温度に至るまでの昇温段階(例えば、150〜900℃の温度範囲)になされる。仮焼(脱脂)工程おいては、昇温速度を極力おさえることが好ましい。
【0033】
グリーン成形体1及び台座5の焼成温度は、通常、1300℃以上、好ましくは1400℃以上である。また、焼成温度は、通常、1650℃以下、好ましくは1550℃以下である。焼成温度までの昇温速度は特に限定されるものではないが、通常、1℃/時間〜500℃/時間である。
【0034】
焼成は通常、大気中で行なわれるが、用いる原料粉末の種類や使用量比によっては、窒素ガス、アルゴンガスなどの不活性ガス中で焼成してもよいし、一酸化炭素ガス、水素ガスなどのような還元性ガス中で焼成してもよい。また、水蒸気分圧を低くした雰囲気中で焼成を行なってもよい。
【0035】
焼成は、通常、管状電気炉、箱型電気炉、トンネル炉、遠赤外線炉、マイクロ波加熱炉、シャフト炉、反射炉、ロータリー炉、ローラーハース炉などの通常の焼成炉を用いて行なわれる。焼成は回分式で行なってもよいし、連続式で行なってもよい。また、静置式で行なってもよいし、流動式で行なってもよい。
【0036】
焼成に要する時間は、セラミクスが生成するのに十分な時間であればよく、グリーン成形体の量、焼成炉の形式、焼成温度、焼成雰囲気などにより異なるが、通常は10分〜24時間である。
【0037】
(C)工程は、焼成後、ハニカム焼成体10と台座5とを分離する工程である。(C)工程において、焼成後の台座5に対してハニカム焼成体10から遠ざかる方向に力を加えながら、台座5に対してその側方から衝撃を与える。より具体的には、本実施形態においては、まず、台座5及びハニカム焼成体10がこの順序で上方から下方に向けて配置された状態とする(図2の(a)参照)。ハニカム焼成体10と作業台の間には、クッション性を有するマット15を配置することが好ましい。次いで、台座5を手でつかみ、台座5を持ち上げる方向(矢印A)に力を加えながら、台座5の側面5bをハンマー20で叩くことによって台座5に対して略水平方向(矢印B)に衝撃を与える。すると、図2の(b)に示すように、ハニカム焼成体10から台座5が上方に分離する。なお、ハンマー20としてはプラスチック製のものが好適である。
【0038】
上記のようにしてハニカム焼成体10と台座5とを分離することで、ハニカム焼成体10に損傷が生じすることを十分に防止できる。このため、焼成条件の変更などを実施しても、十分に高い歩留まりでハニカム焼成体10を製造できる。
【0039】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記実施形態に限定されず、様々な変形態様が可能である。例えば、上記実施形態においては、図2の(a)に示すように、一方の手で台座5を保持し、他方の手で握るハンマー20で台座5に衝撃を与える場合を例示したが、この一連の動作を自動化してもよい。
【0040】
また、上記実施形態においては、焼成後の台座5及びハニカム焼成体10を鉛直方向に並ぶように配置し、ハニカム焼成体10の重みを利用して(C)工程を実施する場合を例示したが、台座5に衝撃を与えるに際して台座5に対してハニカム焼成体10から遠ざかる方向に力を加えることができる限り、台座5及びハニカム焼成体10を例えば水平方向に並ぶように配置してもよい。
【0041】
グリーン成形体1及び台座5の形状は特に限定されず、用途に応じて任意の形状を取ることができる。例えば、外形も、円柱に限られず、例えば、正三角柱、正方形柱、正六角柱、正八角柱等の正多角柱や、正多角柱以外の、三角柱、四角柱、六角柱、八角柱等の柱体とすることができる。また、各流路の断面形状も、正方形には限定されず、矩形、円形、楕円形、三角形、六角形、八角形等にすることができ、流路には、径の異なるもの、断面形状の異なるものが混在してもよい。更に、流路の配置も、正方形配置に限定されず、断面において流路の中心が正三角形の頂点に配置される正三角形配置、千鳥配置等にすることができる。
【0042】
更に、グリーン成形体1及び台座5は同一の押出機から成形されているが、異なる押出機から成形されて、隔壁の断面形状が互いに異なっていてもよい。また、グリーン成形体1と台座5の組成は同じあることが好ましいが、焼成時に、両者が同様の膨張収縮挙動を示すものであれば異なる組成であってもよい。
【符号の説明】
【0043】
1…グリーン成形体、3…隔壁、4…流路、5…台座、10…ハニカム焼成体。
【特許請求の範囲】
【請求項1】
上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、
前記焼成工程は、
(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座に前記グリーン成形体を載置する工程と、
(B)前記台座及びこれに載置された前記グリーン成形体を焼成する工程と、
(C)焼成後、ハニカム焼成体と前記台座とを分離する工程と、
を有し、
(C)工程において、前記台座に対して前記ハニカム焼成体から遠ざかる方向に力を加えながら、前記台座に対して当該台座の側方から衝撃を与える、ハニカム焼成体の製造方法。
【請求項2】
(C)工程において、前記台座及び前記ハニカム焼成体がこの順序で上方から下方に向けて配置された状態とし、前記ハニカム焼成体の重みが前記台座に加わるように前記台座を保持しながら当該台座に対して衝撃を与える、請求項1に記載の方法。
【請求項3】
前記台座及び前記グリーン成形体は、互いに同一の組成物からなる、請求項1又は2に記載の方法。
【請求項4】
前記台座の隔壁及び前記グリーン成形体の隔壁は、互いに同一の断面形状を有する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記グリーン成形体の複数の流路のうちの一部の上端が封口され、前記グリーン成形体の複数の流路のうちの残部の下端が封口されている、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記台座及び前記グリーン成形体のセラミクス原料は、アルミニウム源粉末及びチタニウム源粉末を含む、請求項1〜5のいずれか一項に記載の方法。
【請求項1】
上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有するグリーン成形体を焼成してハニカム焼成体を得る焼成工程を備え、
前記焼成工程は、
(A)上下方向に延びる複数の流路を形成し且つセラミクス原料を含む隔壁を有する台座に前記グリーン成形体を載置する工程と、
(B)前記台座及びこれに載置された前記グリーン成形体を焼成する工程と、
(C)焼成後、ハニカム焼成体と前記台座とを分離する工程と、
を有し、
(C)工程において、前記台座に対して前記ハニカム焼成体から遠ざかる方向に力を加えながら、前記台座に対して当該台座の側方から衝撃を与える、ハニカム焼成体の製造方法。
【請求項2】
(C)工程において、前記台座及び前記ハニカム焼成体がこの順序で上方から下方に向けて配置された状態とし、前記ハニカム焼成体の重みが前記台座に加わるように前記台座を保持しながら当該台座に対して衝撃を与える、請求項1に記載の方法。
【請求項3】
前記台座及び前記グリーン成形体は、互いに同一の組成物からなる、請求項1又は2に記載の方法。
【請求項4】
前記台座の隔壁及び前記グリーン成形体の隔壁は、互いに同一の断面形状を有する、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記グリーン成形体の複数の流路のうちの一部の上端が封口され、前記グリーン成形体の複数の流路のうちの残部の下端が封口されている、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記台座及び前記グリーン成形体のセラミクス原料は、アルミニウム源粉末及びチタニウム源粉末を含む、請求項1〜5のいずれか一項に記載の方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−71446(P2013−71446A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−214708(P2011−214708)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]