
ハニカム用基材及びその製造方法
【課題】 航空機の部材や建築構造部材等として、火災防止や軽量性が重要とされる分野に主として用いられる、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れるハニカム用基材を提供する。
【解決手段】 ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とする。
【解決手段】 ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、航空機の部材や建築構造部材等として、火災防止や軽量性が要求される分野に主として用いられる、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れたハニカム用基材に関する。
【背景技術】
【0002】
従来、ハニカム用基材は、アルミニウム箔、クラフト・ペーパー、ガラスシート、芳香族ポリアミド繊維を素材とするシート状物が主として使用されてきた。アルミニウム箔製のハニカム用基材は不燃性で強度の点で優れているが、金属であるため軽量化の点で限度がある。また、クラフト・ペーパー製のハニカム用基材は、軽量でかつ安価であるが、可燃性で、しかも水分や湿度による寸法変化が大きく市場の要求を十分満たすものではない。ガラスシート製のハニカム用基材は不燃性で寸法安定性を有するが、加工性が悪く素材そのものが重いために軽さが要求される分野には不向きである。さらに、軽量でかつ耐熱性、難燃性を有するハニカム用基材としては、アラミド素材、すなわちポリメタフェニレンイソフタルアミド繊維(フロック)とポリメタフェニレンイソフタルアミドパルプ(フィブリッド)を混抄して得られるアラミドペーパーが知られている。しかしながら、このアラミドペーパーはアラミドパルプという吸湿し易い素材を使用しているために吸湿し、吸湿時の寸法変化が大きく扱いにくい素材となっている。
【0003】
上述したハニカム用基材の問題点を解決するために、特許文献1には、エチレンテレフタレート/エチレンイソフタレート共重合体からなるパルプ粒子とポリエステル繊維やポリアミド繊維などからなる主体繊維を混合抄紙して得られるシート状ハニカム用基材の提案がある。しかしながら、エチレンテレフタレート/エチレンイソフタレート共重合体からなるパルプ粒子が可燃性を有するためにシート自身は難燃性を有しないし、耐熱性も不足する。
【0004】
また、特許文献2には、耐炎化繊維及び/又は炭素繊維から選ばれる繊維と難燃バインダーとのシート状物からなるハニカムコアの開示があり、軽量でかつ不燃性を有し、耐水性に優れるハニカム用基材を提案している。しかしながら、このシート状物は短繊維を用いたもので、構造材料としての用途が限定される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭57−74148号公報
【特許文献2】特開昭62−99139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる従来技術の現状に鑑み創案されたものであり、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れたハニカム用基材を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、かかる目的を達成するために、ハニカム用基材の好適な構造について鋭意検討した結果、特定の種類の繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙を、多数の気孔を有するポリアミドイミド樹脂で満たすことによって、上述の特性に優れるハニカム用基材を得ることができることを見出し、本発明を完成させた。
【0008】
即ち、本発明によれば、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを特徴とするハニカム用基材が提供される。
【0009】
本発明のハニカム用基材の好ましい態様によれば、ポリアミドイミド樹脂が、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であり、気孔の平均孔径が0.1〜10μmである。
【0010】
また、本発明によれば、ポリアミドイミド樹脂の溶液を調製し、ポリフェニレンサルファイド繊維からなる織布又は不織布に前記ポリアミドイミド樹脂溶液を含浸させて前記織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たし、前記織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させてポリアミドイミド樹脂の溶液中の溶剤を凝固液で置換し、多孔質のポリアミドイミド樹脂を形成させることを特徴とする上記ハニカム用基材の製造方法が提供される。
【0011】
本発明のハニカム用基材の製造方法の好ましい態様によれば、多孔質のポリアミドイミド樹脂を形成させた後、前記織布又は不織布を80〜300℃で熱圧処理する。
【発明の効果】
【0012】
本発明のハニカム用基材は、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされているので、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れる。
【図面の簡単な説明】
【0013】
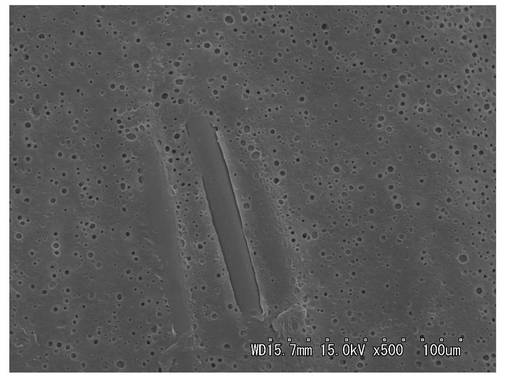
【図1】図1は、本発明のハニカム用基材の一例の表面の走査型電子顕微鏡写真である。
【図2】図2は、図1の写真のハニカム用基材を切断し、その断面を拡大したものである。
【発明を実施するための形態】
【0014】
まず、本発明のハニカム用基材について説明する。
本発明のハニカム用基材は、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを特徴とする。
【0015】
本発明のハニカム用基材に使用する支持体は、機械的強度と寸法安定性の確保の点から織布又は不織布である。
【0016】
支持体が織布である場合、織布を構成する糸は、モノフィラメント糸、マルチフィラメント糸、ステープル糸のいずれを用いても良い。ハニカム用基材の機械的特性の点から、糸の引張強度は、1.0cN/dtex以上であることが好ましい。織構成としては、織組織、糸番手、糸密度に特に指定はない。
【0017】
支持体が不織布である場合、不織布の製法としては、湿式抄紙方式、ウォーターパンチ方式、ケミカルボンド方式、サーマルボンド方式、スパンボンド方式、ニードルパンチ方式、ステッチボンド方式等の種々の製法を使用することができるが、吸湿性、吸湿時の寸法安定性、機械的特性の点から、湿式抄紙方式、ウォーターパンチ方式、ニードルパンチ方式やスパンボンド方式が好ましい。
【0018】
織布又は不織布の目付は、5〜500g/m2であることが好ましく、厚みは、0.01〜7.5mmであることが好ましい。目付、厚みが上記下限未満では、機械的強度に劣るおそれがあり、上記上限を超えると、ハニカム用基材に溶剤が残存するおそれがある。また、織布又は不織布の空隙率は、30〜95%であることが好ましい。空隙率が上記下限未満では、繊維間空隙がポリアミドイミド樹脂で十分満たされず、難燃性に劣るおそれがあり、上記上限を超えると、ハニカム用基材の繊維含有量が不足し、機械的強度に劣るおそれがある。
【0019】
支持体の材料としては、ポリフェニレンサルファイド繊維を使用する。ポリフェニレンサルファイド繊維は、低コストでありながら、機械的強度、難燃性、耐熱性、低吸湿性、寸法安定性に優れるからである。
【0020】
本発明のハニカム用基材は、前述の支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを最大の特徴とする。本発明のこの特徴を図1、図2に具体的に示す。図1は、本発明のハニカム用基材の表面の走査型電子顕微鏡写真である。図1の中央縦に伸びる線は支持体の繊維の一部であり、それ以外の多孔質の部分は、ポリアミドイミド樹脂である。また、図中に極めて小さく見える多数の丸いものがポリアミドイミド樹脂の気孔である。図2は、図1の写真のハニカム用基材の一部分を切断し、その断面を拡大したものである。図2からポリアミドイミド樹脂が内部にまで気孔を形成していることが良くわかる。図1及び図2から理解される通り、本発明のハニカム用基材では、ポリアミドイミド樹脂は、単に支持体の繊維表面だけを被覆するのでなく、支持体の繊維間空隙を満たしている。そしてさらに、図2から理解される通り、ポリアミドイミド樹脂には、多数の微小な気孔が形成されている。これらの気孔は、ハニカム用基材の軽量性、接着剤との接着性や樹脂含浸性を十分に高める役割を有する。
【0021】
ポリアミドイミド樹脂中の気孔の平均孔径は、0.05〜20μmであることが好ましく、0.1〜10μmであることがさらに好ましい。気孔の平均孔径が上記下限未満では、軽量性が不足するおそれがあり、上記上限を超えると、機械的物性が不足するおそれがある。また、気孔の最大孔径は特に限定されないが、機械的物性の点から30μm以下であることが好ましく、20μm以下であることがさらに好ましい。また、気孔の密度は特に限定されないが、5,000〜2,000,000個/mm2であることが好ましく、10,000〜1,000,000個/mm2であることがさらに好ましい。気孔の孔径及び密度の制御は、後述するように製造条件を調節することによって容易に行うことができる。
【0022】
ハニカム用基材中のポリアミドイミド樹脂の含有率は、20〜80重量%であることが好ましい。ポリアミドイミド樹脂の含有率が上記下限未満では、難燃性、耐熱性、寸法安定性に劣るおそれがあり、上記上限を超えると、ハニカム用基材の繊維含有量が不足し、機械的強度に劣るおそれがある。
【0023】
本発明のハニカム用基材で使用するポリアミドイミド樹脂としては、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であればいかなるものも使用することができる。ガラス転移温度が200℃未満の場合は、難燃性、耐熱性、機械的強度に劣るおそれがある。
【0024】
ポリアミドイミド樹脂は、従来公知の方法で製造されることができるが、例えば、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、N−メチル−2−ピロリドン等のアミド系溶剤またはジメチルスルホキシド等のスルホキシド系溶剤中で、原料モノマーを60〜200℃に加熱しながら攪拌することによって容易に重合することができる。ポリアミドイミド樹脂の分子量は、対数粘度で0.4dl/g以上であることが好ましく、0.5dl/g以上であることがさらに好ましい。対数粘度が上記下限未満ではポリアミドイミド樹脂が脆くなり、機械的強度が低下するおそれがある。対数粘度の上限は特に限定されないが、樹脂を溶液にした場合の流動性の点から2.0dl/g以下であることが好ましい。
【0025】
次に、本発明のハニカム用基材の製造方法について説明する。
まず最初に、ポリアミドイミド樹脂の溶液を調製する。溶液の溶剤としては、ポリアミドイミド樹脂を5重量%以上溶解することができ、かつ後述する凝固液と容易に混合することができるものが好ましく、例えば、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、N−メチル−2−ピロリドン等のアミド系溶剤またはジメチルスルホキシド等のスルホキシド系溶剤などを使用することができる。なお、これらの溶剤は、上述のポリアミドイミド樹脂の重合に使用することができる溶剤と共通するので、ポリアミドイミド樹脂をこれらの溶剤の中で重合した後、得られた溶液(重合されたポリアミドイミド樹脂が重合溶剤に溶解している溶液)をそのままポリアミドイミド樹脂の溶液として使用してもよい。
【0026】
溶液中のポリアミドイミド樹脂の濃度は、5〜40重量%であることが好ましい。ポリアミドイミド樹脂の濃度が上記下限未満では、支持体へのポリアミドイミド樹脂の含浸量が不足し、耐熱性に劣るおそれがあり、上記上限を超えると、溶液の流動性が低下し、支持体への含浸が困難になるおそれがある。
【0027】
また、溶剤を凝固液に溶出する際の凝固速度を調節するために、ポリアミドイミド樹脂の溶液に、メタノール、エタノール、プロピルアルコール、エチレングリコール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのアルコール類、またはアセトン、メチルエチルケトンなどのケトン類を添加してもよい。これらのアルコール類やケトン類の添加量は、溶液中の濃度で0〜40重量%であることが好ましい。
【0028】
次に、このようにして調製したポリアミドイミド樹脂の溶液を、支持体となる織布又は不織布に含浸させてこの織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たす。含浸の方法は、特に限定されず、例えばバーコート法、ロールコート法、ディップコート法などの周知のコーティング法を採用することができる。含浸後、必要により、マングルロール間を通すなどして、過剰な樹脂溶液を除去する。
【0029】
次に、織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させる。凝固液としては、水又は水を主成分とする溶液(例えば、水と、ポリアミドイミド樹脂の溶剤との混合液)を使用することが好ましい。凝固液の接触方法は、特に限定されず、ポリアミドイミド樹脂の溶液が含浸した織布又は不織布を凝固液へ浸漬する方法や、ポリアミドイミド樹脂の溶液が含浸した織布又は不織布に凝固液を噴霧する方法等を採用することができる。織布又は不織布の繊維間空隙に満たされたポリアミドイミド樹脂の溶液に凝固液が接触すると、ポリアミドイミド樹脂の溶液中の溶剤が凝固液と置換され、溶剤が凝固液に溜出するため、溶液からポリアミドイミド樹脂が相分離して多孔質状に凝固し、ポリアミドイミド樹脂内に気孔が形成される。この際、凝固液の温度や凝固液添加剤の成分(例えば、上述の耐熱性樹脂の溶剤)、凝固液添加剤の濃度を調節することによって、形成される気孔の孔径及び密度を制御することができる。その後、必要により、水洗し、乾燥させて水分を除去する。
【0030】
以上のようにして製造されたハニカム用基材は、そのままでも使用できるが、厚み当たりの機械的強度をさらに向上させるため、80〜300℃で熱圧処理することが好ましい。熱圧処理の方法は、特に限定されず、例えば平板プレスを使用する方法、カレンダーロールを使用する方法などの周知のプレス方法を採用することができる。必要により、熱圧処理に先立って予熱装置でハニカム用基材を昇温させておいても良い。熱圧処理の温度は、80〜300℃であり、好ましくは100〜280℃である。熱圧処理の温度が上記下限未満では、ポリアミドイミド樹脂は硬いままであり、熱圧処理の効果が見られないおそれがあり、上記上限を超えると、支持体となる織布又は不織布が溶融し、形状を保持することが困難となるおそれがある。また、熱圧処理の線圧は、10〜500kg/cmであることが好ましい。線圧が上記下限未満では、プレスの効果が十分でないおそれがあり、上記上限を超えると、ハニカム用基材全体の気孔が閉塞され、軽量性が損なわれるおそれがある。
【0031】
以上のようにして製造された本発明のハニカム用基材は、縦方向の強度で50N/cm以上の破断荷重、1N以上の引裂荷重、V−0の難燃性、1%以下の吸湿率、0.5%以下の吸湿時伸び率を有する。本発明のハニカム用基材は、航空機の部材や自動車、船舶、列車の部材、建築構造部材等の火災防止や軽量性が要求される分野に主として用いられるハニカム用基材として、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れる。
【0032】
本発明のハニカム用基材を用いてハニカム構造体を製造する。本発明のハニカム用基材は、その表面に多数の気孔を有するので、接着剤に対する接着性、樹脂含浸性に優れ、ハニカム構造体を容易に製造することができる。
ハニカム構造体を製造する方法は特に限定されないが、従来公知の方法のいずれも採用することができる。例えば、ハニカム用基材上に一定の間隔で所定の幅となるように、接着剤を帯線状に塗工し、その塗工したハニカム用基材を半ピッチづつずらしながら多数枚を重ね合わせる。その後、上下からプレスして該接着剤部分で上下のハニカム用基材同士を貼り合せる。次に貼り合せたものをプレス方向とは反対の向きに展張して、ハニカム構造体にした後に所定の厚さにカットする。或いは貼り合せたものを所定の厚さにカットした後に、上記と同じようにして展張してハニカム構造体とする方法が挙げられる。また、別の方法としては、ハニカム用基材を接着剤を用いて波形に成型して凸部を突き合わせながら多数積層して積層波板を製造し、それを所定の厚みにカットしてハニカム構造体とする方法が挙げられる。この様にして得たハニカム構造体はそのままで使用することもできるが、強度を上げるために樹脂を含浸して使用することもできる。上記で得たハニカム構造体に含浸させる樹脂としては、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂などが挙げられる。
【実施例】
【0033】
以下、実施例により本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例中の「部」は、「重量部」を意味する。また、実施例中の測定値は以下の方法で測定した。
【0034】
1.対数粘度
ポリアミドイミド樹脂0.5gを100mlのNMP(N−メチル−2−ピロリドン)に溶解した溶液を用い、25℃でウベローデ粘度管で測定した。
【0035】
2.ガラス転移温度
ポリアミドイミド樹脂の溶液を、厚み100μmのポリエステルフィルム上に膜厚が約30μmとなるように塗布し、100℃で10分乾燥した後、ポリエステルフィルから剥離して金枠に固定して、更に250℃で1時間乾燥した。得られたフィルムを用い、アイティー計測制御社製の動的粘弾性測定装置で、昇温速度5℃/分、周波数110Hzの条件で損失弾性率を測定し、その変局点をガラス転移温度とした。
【0036】
3.厚み
JIS K7130、A法に記載の方法に準じて、株式会社ミツトヨ社製シックネスゲージを用いて厚みを測定した。
【0037】
4.目付(単位面積当たりの質量)
得られたハニカム用基材からかみそりの刃で20cm×20cmの試験片を3枚採取し、JIS L1096に記載の方法に従い、単位面積当たりの質量を測定し、3枚の試験片の平均値を算出した。
【0038】
5.破断荷重
得られたハニカム用基材からかみそりの刃で幅15mm、長さ150mmの試験片を切断し、(株)オリエンテック社製テンシロン万能材料試験機を用い、23℃、50%RH雰囲気下で試験速度を200mm/minとして、JIS K−7127に準じて破断荷重を求めた。
【0039】
6.引裂荷重
得られたハニカム用基材からかみそりの刃で幅50mm、長さ150mmの試験片を切断し、試験片の中央に長さ75mmの切り込みを入れ、(株)オリエンテック社製テンシロン万能材料試験機を用い、23℃、50%RH雰囲気下で試験速度を200mm/minとして、JIS K−7128−1のトラウザー引裂法に準じて引裂荷重を求めた。
【0040】
7.難燃性
難燃性試験は、得られたハニカム用基材からかみそりの刃で幅13mm、長さ125mmに試験片を切断し、UL94に分類される材料の垂直燃焼試験に従って評価試験を実施した。
評価基準を以下に示す。
V−0:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が10秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が50秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のどの試験片も300mm下の綿を発火する残炎粒を滴下しない。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が30秒以内。
V−1:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が30秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のどの試験片も300mm下の綿を発火する残炎粒を滴下しない。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒以内。
V−2:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が30秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のうち一つ以上が300mm下の綿を発火する残炎粒を滴下する。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒以内。
不合格:次の条件をいずれかを満たす。(1)試料5個1組のいずれかの試験片が接炎後の残炎時間が30秒を超える。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒を超える。(3)試料5個1組のいずれかの試験片がクランプまで残炎する。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒を超える。
【0041】
8.吸湿率及び吸湿時伸び率
得られたハニカム用基材からかみそりの刃で幅100mm、長さ100mmに試験片を切断し、試料3個一組とする。
(1)試験片を50℃下で24時間真空乾燥したのちに、各試料片の重量を0.1mgの単位まで秤量し、試験片の各4片を0.5mmの単位まで計測する。
(2)秤量計測済みの試験片を25℃、相対湿度85%に調整した恒温恒湿器に24時間放置したのちに、各試料片の重量を0.1mgの単位まで秤量し、試験片の各4片を0.5mmの単位まで計測する。
(3)(2)で得られた計測値から(1)で得られた計測値を差し引き、(1)で得られた計測値で割り、吸湿率及び吸湿時伸び率とした。
【0042】
(ポリアミドイミド樹脂の合成)
ポリアミドイミド樹脂として、二種類のポリアミドイミド樹脂A及びBを以下のようにして合成した。
【0043】
(ポリアミドイミド樹脂Aの合成)
温度計、冷却管、窒素ガス導入管のついた4ツ口フラスコに、原料モノマーとして、トリメリット酸無水物(TMA)0.98モル、ジフェニルメタン4,4’−ジイソシアネート(MDI)1モル、ジアザビシクロウンデセン(DBU)0.01モルを固形分濃度が20%となるように、溶剤としてのN−メチル−2−ピロリドン(NMP)と共に仕込み、攪拌しながら120℃に昇温して約3時間反応させ、ポリアミドイミド樹脂Aを得た。ポリアミドイミド樹脂Aは、NMP中に溶解された溶液の状態で得られた。得られたポリアミドイミド樹脂Aの対数粘度は0.70dl/gであり、ガラス転移温度は280℃であった。
【0044】
(ポリアミドイミド樹脂Bの合成)
ポリアミドイミド樹脂Aの合成に用いたのと同じ装置を用いて、原料モノマーとして、TMA0.99モル、MDI0.8モル、2,4−トリレンジイソシアネート(TDI)0.2モル、ジアザビシクロウンデセン(DBU)0.01モルを、固形分濃度が20% となるように、溶剤としてのNMPと共に仕込み、攪拌しながら120℃で約2時間反応させ、ポリアミドイミド樹脂Bを得た。ポリアミドイミド樹脂Bは、NMP中に溶解された溶液の状態で得られた。得られたポリアミドイミド樹脂Bの対数粘度は0.75dl/gであり、ガラス転移温度は300℃であった。
【0045】
実施例1
上述のようにして調製されたポリアミドイミド樹脂Aの溶液100部にエチレングリコールを20部配合し、この溶液を、支持体としてポリフェニレンサルファイド織布A(東洋紡(株)社製、厚み85μm、目付46g/m2)に含浸させて織布の繊維間空隙をポリアミドイミド樹脂Aの溶液で満たした後、マングルロール間を通し、過剰な樹脂溶液を取り除いた。次に、20℃に保った70/30の重量比の水/N−メチル−2−ピロリドンの凝固浴に浸漬して、ポリアミドイミド樹脂Aを凝固させた後、イオン交換水に1時間浸漬して水洗した。水洗後、イオン交換水を拭き取り、100℃に保った熱風乾燥機に10分間保管し、水分を除去して、ハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、図1、2に示されるように、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Aで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0046】
実施例2
ポリアミドイミド樹脂として、ポリアミドイミド樹脂Bを使用した以外は実施例1と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0047】
実施例3
支持体としてポリフェニレンサルファイド織布B(東洋紡(株)社製、厚み157μm、目付96g/m2)を使用した以外は実施例2と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0048】
実施例4
支持体としてポリフェニレンサルファイドスパンレース((株)ユウホウ社製、厚み98μm、目付56g/m2、180℃熱圧処理)を使用した以外は実施例3と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、不織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0049】
実施例5
実施例1で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0050】
実施例6
実施例2で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0051】
実施例7
実施例3で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0052】
実施例8
実施例4で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0053】
比較例1
支持体としてポリエステル織布(ポンジー、厚み130μm、目付54g/m2)を使用した以外は実施例1と同様にして、シートを得た。得られたシートの特性を表1に示す。
【0054】
比較例2
支持体としてポリエステルスパンボンド(東洋紡(株)社製、厚み138μm、目付31g/m2)を使用した以外は実施例2と同様にして、シートを得た。得られたシートの特性を表1に示す。
【0055】
比較例3
比較例1で得られたシートを、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたシートを得た。得られたシートの特性を表1に示す。
【0056】
比較例4
比較例2で得られたシートを、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたシートを得た。得られたシートの特性を表1に示す。
【0057】
比較例5
ポリアミドイミド樹脂Aの溶液100部にエチレングリコールを20部配合し、この溶液をポリエステルフィルム(東洋紡社製、E−5100)上にアプリケータを用いて膜厚が約70μmとなるように塗布した。次に、20℃に保った70/30の重量比の水/N−メチル−2−ピロリドンの凝固浴に浸漬して、ポリアミドイミド樹脂Aを凝固させた後、イオン交換水に1時間浸漬して水洗した。水洗後、イオン交換水を拭き取り、100℃に保った熱風乾燥機に30分間保管し、水分を除去した。その後、ポリエステルフィルムを剥離して、ポリアミドイミド樹脂Aのみからなるシートを得た。得られたシートの特性を表1に示す。
【0058】
比較例6
ポリフェニレンサルファイド織布A(東洋紡(株)社製、厚み85μm、目付46g/m2)単独で特性を評価した。その特性を表1に示す。
【0059】
比較例7
ポリフェニレンサルファイドスパンレース((株)ユウホウ社製、厚み98μm、目付56g/m2、180℃熱圧処理)単独で特性を評価した。その特性を表1に示す。
【0060】
比較例8
市販のアラミドペーパー(デュポン帝人アドバンスドペーパー(株)社製、タイプ410
厚み84μm、目付65g/m2)単独で特性を評価した。その特性を表1に示す。
【0061】
【表1】

【0062】
表1から理解されるように、実施例1〜8のハニカム用基材は、破断荷重、引裂荷重が高く、難燃性、低吸湿率、吸湿時の寸法安定性に優れる。これに対して、支持体をポリエステル基材とした比較例1〜4のシートでは、破断荷重、引裂荷重が高いものの、難燃性に劣る。また、支持体を使用していない比較例5のシートでは、機械的強度に劣り、クランプ到達により難燃性が不合格となった。また、繊維間空隙がポリアミドイミド樹脂で満たされていない比較例6、7のシートでは、破断荷重、引裂荷重が高いものの、クランプ到達により難燃性が不合格となった。従来の84μm厚みの市販アラミドペーパーを評価した比較例8では、平均残じん時間が長く、判定不合格となった。
【産業上の利用可能性】
【0063】
本発明のハニカム用基材は、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れ、航空機の部材や自動車、船舶、列車の部材、建築構造部材等に用いられる材料として極めて有用である。
【技術分野】
【0001】
本発明は、航空機の部材や建築構造部材等として、火災防止や軽量性が要求される分野に主として用いられる、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れたハニカム用基材に関する。
【背景技術】
【0002】
従来、ハニカム用基材は、アルミニウム箔、クラフト・ペーパー、ガラスシート、芳香族ポリアミド繊維を素材とするシート状物が主として使用されてきた。アルミニウム箔製のハニカム用基材は不燃性で強度の点で優れているが、金属であるため軽量化の点で限度がある。また、クラフト・ペーパー製のハニカム用基材は、軽量でかつ安価であるが、可燃性で、しかも水分や湿度による寸法変化が大きく市場の要求を十分満たすものではない。ガラスシート製のハニカム用基材は不燃性で寸法安定性を有するが、加工性が悪く素材そのものが重いために軽さが要求される分野には不向きである。さらに、軽量でかつ耐熱性、難燃性を有するハニカム用基材としては、アラミド素材、すなわちポリメタフェニレンイソフタルアミド繊維(フロック)とポリメタフェニレンイソフタルアミドパルプ(フィブリッド)を混抄して得られるアラミドペーパーが知られている。しかしながら、このアラミドペーパーはアラミドパルプという吸湿し易い素材を使用しているために吸湿し、吸湿時の寸法変化が大きく扱いにくい素材となっている。
【0003】
上述したハニカム用基材の問題点を解決するために、特許文献1には、エチレンテレフタレート/エチレンイソフタレート共重合体からなるパルプ粒子とポリエステル繊維やポリアミド繊維などからなる主体繊維を混合抄紙して得られるシート状ハニカム用基材の提案がある。しかしながら、エチレンテレフタレート/エチレンイソフタレート共重合体からなるパルプ粒子が可燃性を有するためにシート自身は難燃性を有しないし、耐熱性も不足する。
【0004】
また、特許文献2には、耐炎化繊維及び/又は炭素繊維から選ばれる繊維と難燃バインダーとのシート状物からなるハニカムコアの開示があり、軽量でかつ不燃性を有し、耐水性に優れるハニカム用基材を提案している。しかしながら、このシート状物は短繊維を用いたもので、構造材料としての用途が限定される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭57−74148号公報
【特許文献2】特開昭62−99139号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる従来技術の現状に鑑み創案されたものであり、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れたハニカム用基材を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、かかる目的を達成するために、ハニカム用基材の好適な構造について鋭意検討した結果、特定の種類の繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙を、多数の気孔を有するポリアミドイミド樹脂で満たすことによって、上述の特性に優れるハニカム用基材を得ることができることを見出し、本発明を完成させた。
【0008】
即ち、本発明によれば、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを特徴とするハニカム用基材が提供される。
【0009】
本発明のハニカム用基材の好ましい態様によれば、ポリアミドイミド樹脂が、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であり、気孔の平均孔径が0.1〜10μmである。
【0010】
また、本発明によれば、ポリアミドイミド樹脂の溶液を調製し、ポリフェニレンサルファイド繊維からなる織布又は不織布に前記ポリアミドイミド樹脂溶液を含浸させて前記織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たし、前記織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させてポリアミドイミド樹脂の溶液中の溶剤を凝固液で置換し、多孔質のポリアミドイミド樹脂を形成させることを特徴とする上記ハニカム用基材の製造方法が提供される。
【0011】
本発明のハニカム用基材の製造方法の好ましい態様によれば、多孔質のポリアミドイミド樹脂を形成させた後、前記織布又は不織布を80〜300℃で熱圧処理する。
【発明の効果】
【0012】
本発明のハニカム用基材は、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされているので、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明のハニカム用基材の一例の表面の走査型電子顕微鏡写真である。
【図2】図2は、図1の写真のハニカム用基材を切断し、その断面を拡大したものである。
【発明を実施するための形態】
【0014】
まず、本発明のハニカム用基材について説明する。
本発明のハニカム用基材は、ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とし、この支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを特徴とする。
【0015】
本発明のハニカム用基材に使用する支持体は、機械的強度と寸法安定性の確保の点から織布又は不織布である。
【0016】
支持体が織布である場合、織布を構成する糸は、モノフィラメント糸、マルチフィラメント糸、ステープル糸のいずれを用いても良い。ハニカム用基材の機械的特性の点から、糸の引張強度は、1.0cN/dtex以上であることが好ましい。織構成としては、織組織、糸番手、糸密度に特に指定はない。
【0017】
支持体が不織布である場合、不織布の製法としては、湿式抄紙方式、ウォーターパンチ方式、ケミカルボンド方式、サーマルボンド方式、スパンボンド方式、ニードルパンチ方式、ステッチボンド方式等の種々の製法を使用することができるが、吸湿性、吸湿時の寸法安定性、機械的特性の点から、湿式抄紙方式、ウォーターパンチ方式、ニードルパンチ方式やスパンボンド方式が好ましい。
【0018】
織布又は不織布の目付は、5〜500g/m2であることが好ましく、厚みは、0.01〜7.5mmであることが好ましい。目付、厚みが上記下限未満では、機械的強度に劣るおそれがあり、上記上限を超えると、ハニカム用基材に溶剤が残存するおそれがある。また、織布又は不織布の空隙率は、30〜95%であることが好ましい。空隙率が上記下限未満では、繊維間空隙がポリアミドイミド樹脂で十分満たされず、難燃性に劣るおそれがあり、上記上限を超えると、ハニカム用基材の繊維含有量が不足し、機械的強度に劣るおそれがある。
【0019】
支持体の材料としては、ポリフェニレンサルファイド繊維を使用する。ポリフェニレンサルファイド繊維は、低コストでありながら、機械的強度、難燃性、耐熱性、低吸湿性、寸法安定性に優れるからである。
【0020】
本発明のハニカム用基材は、前述の支持体の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂で満たされていることを最大の特徴とする。本発明のこの特徴を図1、図2に具体的に示す。図1は、本発明のハニカム用基材の表面の走査型電子顕微鏡写真である。図1の中央縦に伸びる線は支持体の繊維の一部であり、それ以外の多孔質の部分は、ポリアミドイミド樹脂である。また、図中に極めて小さく見える多数の丸いものがポリアミドイミド樹脂の気孔である。図2は、図1の写真のハニカム用基材の一部分を切断し、その断面を拡大したものである。図2からポリアミドイミド樹脂が内部にまで気孔を形成していることが良くわかる。図1及び図2から理解される通り、本発明のハニカム用基材では、ポリアミドイミド樹脂は、単に支持体の繊維表面だけを被覆するのでなく、支持体の繊維間空隙を満たしている。そしてさらに、図2から理解される通り、ポリアミドイミド樹脂には、多数の微小な気孔が形成されている。これらの気孔は、ハニカム用基材の軽量性、接着剤との接着性や樹脂含浸性を十分に高める役割を有する。
【0021】
ポリアミドイミド樹脂中の気孔の平均孔径は、0.05〜20μmであることが好ましく、0.1〜10μmであることがさらに好ましい。気孔の平均孔径が上記下限未満では、軽量性が不足するおそれがあり、上記上限を超えると、機械的物性が不足するおそれがある。また、気孔の最大孔径は特に限定されないが、機械的物性の点から30μm以下であることが好ましく、20μm以下であることがさらに好ましい。また、気孔の密度は特に限定されないが、5,000〜2,000,000個/mm2であることが好ましく、10,000〜1,000,000個/mm2であることがさらに好ましい。気孔の孔径及び密度の制御は、後述するように製造条件を調節することによって容易に行うことができる。
【0022】
ハニカム用基材中のポリアミドイミド樹脂の含有率は、20〜80重量%であることが好ましい。ポリアミドイミド樹脂の含有率が上記下限未満では、難燃性、耐熱性、寸法安定性に劣るおそれがあり、上記上限を超えると、ハニカム用基材の繊維含有量が不足し、機械的強度に劣るおそれがある。
【0023】
本発明のハニカム用基材で使用するポリアミドイミド樹脂としては、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であればいかなるものも使用することができる。ガラス転移温度が200℃未満の場合は、難燃性、耐熱性、機械的強度に劣るおそれがある。
【0024】
ポリアミドイミド樹脂は、従来公知の方法で製造されることができるが、例えば、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、N−メチル−2−ピロリドン等のアミド系溶剤またはジメチルスルホキシド等のスルホキシド系溶剤中で、原料モノマーを60〜200℃に加熱しながら攪拌することによって容易に重合することができる。ポリアミドイミド樹脂の分子量は、対数粘度で0.4dl/g以上であることが好ましく、0.5dl/g以上であることがさらに好ましい。対数粘度が上記下限未満ではポリアミドイミド樹脂が脆くなり、機械的強度が低下するおそれがある。対数粘度の上限は特に限定されないが、樹脂を溶液にした場合の流動性の点から2.0dl/g以下であることが好ましい。
【0025】
次に、本発明のハニカム用基材の製造方法について説明する。
まず最初に、ポリアミドイミド樹脂の溶液を調製する。溶液の溶剤としては、ポリアミドイミド樹脂を5重量%以上溶解することができ、かつ後述する凝固液と容易に混合することができるものが好ましく、例えば、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、N−メチル−2−ピロリドン等のアミド系溶剤またはジメチルスルホキシド等のスルホキシド系溶剤などを使用することができる。なお、これらの溶剤は、上述のポリアミドイミド樹脂の重合に使用することができる溶剤と共通するので、ポリアミドイミド樹脂をこれらの溶剤の中で重合した後、得られた溶液(重合されたポリアミドイミド樹脂が重合溶剤に溶解している溶液)をそのままポリアミドイミド樹脂の溶液として使用してもよい。
【0026】
溶液中のポリアミドイミド樹脂の濃度は、5〜40重量%であることが好ましい。ポリアミドイミド樹脂の濃度が上記下限未満では、支持体へのポリアミドイミド樹脂の含浸量が不足し、耐熱性に劣るおそれがあり、上記上限を超えると、溶液の流動性が低下し、支持体への含浸が困難になるおそれがある。
【0027】
また、溶剤を凝固液に溶出する際の凝固速度を調節するために、ポリアミドイミド樹脂の溶液に、メタノール、エタノール、プロピルアルコール、エチレングリコール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのアルコール類、またはアセトン、メチルエチルケトンなどのケトン類を添加してもよい。これらのアルコール類やケトン類の添加量は、溶液中の濃度で0〜40重量%であることが好ましい。
【0028】
次に、このようにして調製したポリアミドイミド樹脂の溶液を、支持体となる織布又は不織布に含浸させてこの織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たす。含浸の方法は、特に限定されず、例えばバーコート法、ロールコート法、ディップコート法などの周知のコーティング法を採用することができる。含浸後、必要により、マングルロール間を通すなどして、過剰な樹脂溶液を除去する。
【0029】
次に、織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させる。凝固液としては、水又は水を主成分とする溶液(例えば、水と、ポリアミドイミド樹脂の溶剤との混合液)を使用することが好ましい。凝固液の接触方法は、特に限定されず、ポリアミドイミド樹脂の溶液が含浸した織布又は不織布を凝固液へ浸漬する方法や、ポリアミドイミド樹脂の溶液が含浸した織布又は不織布に凝固液を噴霧する方法等を採用することができる。織布又は不織布の繊維間空隙に満たされたポリアミドイミド樹脂の溶液に凝固液が接触すると、ポリアミドイミド樹脂の溶液中の溶剤が凝固液と置換され、溶剤が凝固液に溜出するため、溶液からポリアミドイミド樹脂が相分離して多孔質状に凝固し、ポリアミドイミド樹脂内に気孔が形成される。この際、凝固液の温度や凝固液添加剤の成分(例えば、上述の耐熱性樹脂の溶剤)、凝固液添加剤の濃度を調節することによって、形成される気孔の孔径及び密度を制御することができる。その後、必要により、水洗し、乾燥させて水分を除去する。
【0030】
以上のようにして製造されたハニカム用基材は、そのままでも使用できるが、厚み当たりの機械的強度をさらに向上させるため、80〜300℃で熱圧処理することが好ましい。熱圧処理の方法は、特に限定されず、例えば平板プレスを使用する方法、カレンダーロールを使用する方法などの周知のプレス方法を採用することができる。必要により、熱圧処理に先立って予熱装置でハニカム用基材を昇温させておいても良い。熱圧処理の温度は、80〜300℃であり、好ましくは100〜280℃である。熱圧処理の温度が上記下限未満では、ポリアミドイミド樹脂は硬いままであり、熱圧処理の効果が見られないおそれがあり、上記上限を超えると、支持体となる織布又は不織布が溶融し、形状を保持することが困難となるおそれがある。また、熱圧処理の線圧は、10〜500kg/cmであることが好ましい。線圧が上記下限未満では、プレスの効果が十分でないおそれがあり、上記上限を超えると、ハニカム用基材全体の気孔が閉塞され、軽量性が損なわれるおそれがある。
【0031】
以上のようにして製造された本発明のハニカム用基材は、縦方向の強度で50N/cm以上の破断荷重、1N以上の引裂荷重、V−0の難燃性、1%以下の吸湿率、0.5%以下の吸湿時伸び率を有する。本発明のハニカム用基材は、航空機の部材や自動車、船舶、列車の部材、建築構造部材等の火災防止や軽量性が要求される分野に主として用いられるハニカム用基材として、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れる。
【0032】
本発明のハニカム用基材を用いてハニカム構造体を製造する。本発明のハニカム用基材は、その表面に多数の気孔を有するので、接着剤に対する接着性、樹脂含浸性に優れ、ハニカム構造体を容易に製造することができる。
ハニカム構造体を製造する方法は特に限定されないが、従来公知の方法のいずれも採用することができる。例えば、ハニカム用基材上に一定の間隔で所定の幅となるように、接着剤を帯線状に塗工し、その塗工したハニカム用基材を半ピッチづつずらしながら多数枚を重ね合わせる。その後、上下からプレスして該接着剤部分で上下のハニカム用基材同士を貼り合せる。次に貼り合せたものをプレス方向とは反対の向きに展張して、ハニカム構造体にした後に所定の厚さにカットする。或いは貼り合せたものを所定の厚さにカットした後に、上記と同じようにして展張してハニカム構造体とする方法が挙げられる。また、別の方法としては、ハニカム用基材を接着剤を用いて波形に成型して凸部を突き合わせながら多数積層して積層波板を製造し、それを所定の厚みにカットしてハニカム構造体とする方法が挙げられる。この様にして得たハニカム構造体はそのままで使用することもできるが、強度を上げるために樹脂を含浸して使用することもできる。上記で得たハニカム構造体に含浸させる樹脂としては、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂などが挙げられる。
【実施例】
【0033】
以下、実施例により本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例中の「部」は、「重量部」を意味する。また、実施例中の測定値は以下の方法で測定した。
【0034】
1.対数粘度
ポリアミドイミド樹脂0.5gを100mlのNMP(N−メチル−2−ピロリドン)に溶解した溶液を用い、25℃でウベローデ粘度管で測定した。
【0035】
2.ガラス転移温度
ポリアミドイミド樹脂の溶液を、厚み100μmのポリエステルフィルム上に膜厚が約30μmとなるように塗布し、100℃で10分乾燥した後、ポリエステルフィルから剥離して金枠に固定して、更に250℃で1時間乾燥した。得られたフィルムを用い、アイティー計測制御社製の動的粘弾性測定装置で、昇温速度5℃/分、周波数110Hzの条件で損失弾性率を測定し、その変局点をガラス転移温度とした。
【0036】
3.厚み
JIS K7130、A法に記載の方法に準じて、株式会社ミツトヨ社製シックネスゲージを用いて厚みを測定した。
【0037】
4.目付(単位面積当たりの質量)
得られたハニカム用基材からかみそりの刃で20cm×20cmの試験片を3枚採取し、JIS L1096に記載の方法に従い、単位面積当たりの質量を測定し、3枚の試験片の平均値を算出した。
【0038】
5.破断荷重
得られたハニカム用基材からかみそりの刃で幅15mm、長さ150mmの試験片を切断し、(株)オリエンテック社製テンシロン万能材料試験機を用い、23℃、50%RH雰囲気下で試験速度を200mm/minとして、JIS K−7127に準じて破断荷重を求めた。
【0039】
6.引裂荷重
得られたハニカム用基材からかみそりの刃で幅50mm、長さ150mmの試験片を切断し、試験片の中央に長さ75mmの切り込みを入れ、(株)オリエンテック社製テンシロン万能材料試験機を用い、23℃、50%RH雰囲気下で試験速度を200mm/minとして、JIS K−7128−1のトラウザー引裂法に準じて引裂荷重を求めた。
【0040】
7.難燃性
難燃性試験は、得られたハニカム用基材からかみそりの刃で幅13mm、長さ125mmに試験片を切断し、UL94に分類される材料の垂直燃焼試験に従って評価試験を実施した。
評価基準を以下に示す。
V−0:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が10秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が50秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のどの試験片も300mm下の綿を発火する残炎粒を滴下しない。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が30秒以内。
V−1:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が30秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のどの試験片も300mm下の綿を発火する残炎粒を滴下しない。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒以内。
V−2:次の条件を全て満たす。(1)試料5個1組のどの試験片も接炎後の残炎時間が30秒以内。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒以内。(3)試料5個1組のどの試験片もクランプまで残炎しない。(4)試料5個1組のうち一つ以上が300mm下の綿を発火する残炎粒を滴下する。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒以内。
不合格:次の条件をいずれかを満たす。(1)試料5個1組のいずれかの試験片が接炎後の残炎時間が30秒を超える。(2)試料5個1組の各試験片に2回接炎を行った合計10回の接炎後の残炎時間の合計が250秒を超える。(3)試料5個1組のいずれかの試験片がクランプまで残炎する。(5)試料5個1組の各試験片に2回接炎を行った後の残じん(グローイング:炎をあげて燃えないが、赤熱した火種として残る)が60秒を超える。
【0041】
8.吸湿率及び吸湿時伸び率
得られたハニカム用基材からかみそりの刃で幅100mm、長さ100mmに試験片を切断し、試料3個一組とする。
(1)試験片を50℃下で24時間真空乾燥したのちに、各試料片の重量を0.1mgの単位まで秤量し、試験片の各4片を0.5mmの単位まで計測する。
(2)秤量計測済みの試験片を25℃、相対湿度85%に調整した恒温恒湿器に24時間放置したのちに、各試料片の重量を0.1mgの単位まで秤量し、試験片の各4片を0.5mmの単位まで計測する。
(3)(2)で得られた計測値から(1)で得られた計測値を差し引き、(1)で得られた計測値で割り、吸湿率及び吸湿時伸び率とした。
【0042】
(ポリアミドイミド樹脂の合成)
ポリアミドイミド樹脂として、二種類のポリアミドイミド樹脂A及びBを以下のようにして合成した。
【0043】
(ポリアミドイミド樹脂Aの合成)
温度計、冷却管、窒素ガス導入管のついた4ツ口フラスコに、原料モノマーとして、トリメリット酸無水物(TMA)0.98モル、ジフェニルメタン4,4’−ジイソシアネート(MDI)1モル、ジアザビシクロウンデセン(DBU)0.01モルを固形分濃度が20%となるように、溶剤としてのN−メチル−2−ピロリドン(NMP)と共に仕込み、攪拌しながら120℃に昇温して約3時間反応させ、ポリアミドイミド樹脂Aを得た。ポリアミドイミド樹脂Aは、NMP中に溶解された溶液の状態で得られた。得られたポリアミドイミド樹脂Aの対数粘度は0.70dl/gであり、ガラス転移温度は280℃であった。
【0044】
(ポリアミドイミド樹脂Bの合成)
ポリアミドイミド樹脂Aの合成に用いたのと同じ装置を用いて、原料モノマーとして、TMA0.99モル、MDI0.8モル、2,4−トリレンジイソシアネート(TDI)0.2モル、ジアザビシクロウンデセン(DBU)0.01モルを、固形分濃度が20% となるように、溶剤としてのNMPと共に仕込み、攪拌しながら120℃で約2時間反応させ、ポリアミドイミド樹脂Bを得た。ポリアミドイミド樹脂Bは、NMP中に溶解された溶液の状態で得られた。得られたポリアミドイミド樹脂Bの対数粘度は0.75dl/gであり、ガラス転移温度は300℃であった。
【0045】
実施例1
上述のようにして調製されたポリアミドイミド樹脂Aの溶液100部にエチレングリコールを20部配合し、この溶液を、支持体としてポリフェニレンサルファイド織布A(東洋紡(株)社製、厚み85μm、目付46g/m2)に含浸させて織布の繊維間空隙をポリアミドイミド樹脂Aの溶液で満たした後、マングルロール間を通し、過剰な樹脂溶液を取り除いた。次に、20℃に保った70/30の重量比の水/N−メチル−2−ピロリドンの凝固浴に浸漬して、ポリアミドイミド樹脂Aを凝固させた後、イオン交換水に1時間浸漬して水洗した。水洗後、イオン交換水を拭き取り、100℃に保った熱風乾燥機に10分間保管し、水分を除去して、ハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、図1、2に示されるように、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Aで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0046】
実施例2
ポリアミドイミド樹脂として、ポリアミドイミド樹脂Bを使用した以外は実施例1と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0047】
実施例3
支持体としてポリフェニレンサルファイド織布B(東洋紡(株)社製、厚み157μm、目付96g/m2)を使用した以外は実施例2と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0048】
実施例4
支持体としてポリフェニレンサルファイドスパンレース((株)ユウホウ社製、厚み98μm、目付56g/m2、180℃熱圧処理)を使用した以外は実施例3と同様にしてハニカム用基材を得た。得られたハニカム用基材の構造を走査型電子顕微鏡で確認したところ、実施例1と同様に、不織布の繊維間空隙が、多数の気孔を有するポリアミドイミド樹脂Bで満たされていた。得られたハニカム用基材の特性を表1に示す。
【0049】
実施例5
実施例1で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0050】
実施例6
実施例2で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0051】
実施例7
実施例3で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0052】
実施例8
実施例4で得られたハニカム用基材を、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたハニカム用基材を得た。得られたハニカム用基材の特性を表1に示す。
【0053】
比較例1
支持体としてポリエステル織布(ポンジー、厚み130μm、目付54g/m2)を使用した以外は実施例1と同様にして、シートを得た。得られたシートの特性を表1に示す。
【0054】
比較例2
支持体としてポリエステルスパンボンド(東洋紡(株)社製、厚み138μm、目付31g/m2)を使用した以外は実施例2と同様にして、シートを得た。得られたシートの特性を表1に示す。
【0055】
比較例3
比較例1で得られたシートを、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたシートを得た。得られたシートの特性を表1に示す。
【0056】
比較例4
比較例2で得られたシートを、直径20cm、160℃に昇温してあるカレンダーロールで、線圧100kg/cm、送り速度2m/分で処理し、熱圧処理されたシートを得た。得られたシートの特性を表1に示す。
【0057】
比較例5
ポリアミドイミド樹脂Aの溶液100部にエチレングリコールを20部配合し、この溶液をポリエステルフィルム(東洋紡社製、E−5100)上にアプリケータを用いて膜厚が約70μmとなるように塗布した。次に、20℃に保った70/30の重量比の水/N−メチル−2−ピロリドンの凝固浴に浸漬して、ポリアミドイミド樹脂Aを凝固させた後、イオン交換水に1時間浸漬して水洗した。水洗後、イオン交換水を拭き取り、100℃に保った熱風乾燥機に30分間保管し、水分を除去した。その後、ポリエステルフィルムを剥離して、ポリアミドイミド樹脂Aのみからなるシートを得た。得られたシートの特性を表1に示す。
【0058】
比較例6
ポリフェニレンサルファイド織布A(東洋紡(株)社製、厚み85μm、目付46g/m2)単独で特性を評価した。その特性を表1に示す。
【0059】
比較例7
ポリフェニレンサルファイドスパンレース((株)ユウホウ社製、厚み98μm、目付56g/m2、180℃熱圧処理)単独で特性を評価した。その特性を表1に示す。
【0060】
比較例8
市販のアラミドペーパー(デュポン帝人アドバンスドペーパー(株)社製、タイプ410
厚み84μm、目付65g/m2)単独で特性を評価した。その特性を表1に示す。
【0061】
【表1】
【0062】
表1から理解されるように、実施例1〜8のハニカム用基材は、破断荷重、引裂荷重が高く、難燃性、低吸湿率、吸湿時の寸法安定性に優れる。これに対して、支持体をポリエステル基材とした比較例1〜4のシートでは、破断荷重、引裂荷重が高いものの、難燃性に劣る。また、支持体を使用していない比較例5のシートでは、機械的強度に劣り、クランプ到達により難燃性が不合格となった。また、繊維間空隙がポリアミドイミド樹脂で満たされていない比較例6、7のシートでは、破断荷重、引裂荷重が高いものの、クランプ到達により難燃性が不合格となった。従来の84μm厚みの市販アラミドペーパーを評価した比較例8では、平均残じん時間が長く、判定不合格となった。
【産業上の利用可能性】
【0063】
本発明のハニカム用基材は、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れ、航空機の部材や自動車、船舶、列車の部材、建築構造部材等に用いられる材料として極めて有用である。
【特許請求の範囲】
【請求項1】
ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とするハニカム用基材。
【請求項2】
ポリアミドイミド樹脂が、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であることを特徴とする請求項1に記載のハニカム用基材。
【請求項3】
ポリフェニレンサルファイド繊維からなる織布又は不織布にポリアミドイミド樹脂溶液を含浸させて前記織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たし、前記織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させてポリアミドイミド樹脂の溶液中の溶剤を凝固液で置換し、多孔質のポリアミドイミド樹脂を形成させることを特徴とする請求項1又は2に記載のハニカム用基材の製造方法。
【請求項4】
多孔質のポリアミドイミド樹脂を形成させた後、前記織布又は不織布を80〜300℃で熱圧処理することを特徴とする請求項3に記載のハニカム用基材の製造方法。
【請求項1】
ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とするハニカム用基材。
【請求項2】
ポリアミドイミド樹脂が、200℃以上のガラス転移温度を有するポリアミドイミド樹脂であることを特徴とする請求項1に記載のハニカム用基材。
【請求項3】
ポリフェニレンサルファイド繊維からなる織布又は不織布にポリアミドイミド樹脂溶液を含浸させて前記織布又は不織布の繊維間空隙をポリアミドイミド樹脂の溶液で満たし、前記織布又は不織布中のポリアミドイミド樹脂の溶液に凝固液を接触させてポリアミドイミド樹脂の溶液中の溶剤を凝固液で置換し、多孔質のポリアミドイミド樹脂を形成させることを特徴とする請求項1又は2に記載のハニカム用基材の製造方法。
【請求項4】
多孔質のポリアミドイミド樹脂を形成させた後、前記織布又は不織布を80〜300℃で熱圧処理することを特徴とする請求項3に記載のハニカム用基材の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2012−172285(P2012−172285A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−36956(P2011−36956)
【出願日】平成23年2月23日(2011.2.23)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月23日(2011.2.23)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]