
ハニカム触媒体
【課題】圧力損失の増加が少ないことに加え、使用時に外周部にクラックが発生し難いハニカム触媒体を提供する。
【解決手段】一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8と、ハニカム基材6の隔壁5に担持された触媒と、を備え、複数のセル4は、隔壁5及び外周壁7によって区画形成されている最外周セル14を含み、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セルであるハニカム触媒体100。
【解決手段】一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8と、ハニカム基材6の隔壁5に担持された触媒と、を備え、複数のセル4は、隔壁5及び外周壁7によって区画形成されている最外周セル14を含み、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セルであるハニカム触媒体100。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハニカム触媒体に関し、更に詳しくは、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いハニカム触媒体に関する。
【背景技術】
【0002】
地球環境保護、資源節約の観点から自動車の燃費低減が求められている。乗用車において主として用いられるガソリンエンジンについては、燃費改善のために燃料直噴化が進められている。
【0003】
従来、ガソリンエンジンは、吸気ポート燃料噴射の方式を採用していたため、煤(粒子状物質:PM)の発生が少なく、ほとんど問題にはならなかった。しかし、燃料直噴式のガソリンエンジンの場合は、吸気ポート燃料噴射の場合と比較してPMの発生量が多く、発生したPMを大気に放出しないための対策が必要であった。
【0004】
一方、ディーゼルエンジンから排出される粒子状物質を除去するための捕集フィルタとして、ハニカム構造体が用いられている。粒子状物質捕集フィルタとして用いるハニカム構造体としては、両端面の所定の位置に目封止部を備えた目封止ハニカム構造体が用いられている(例えば、特許文献1〜3参照)。ここで、目封止ハニカム構造体とは、流体(排気ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム構造部と、このハニカム構造部における、「流体(排気ガス)の入口側の端面における所定のセルの開口部」及び「流体(浄化ガス)の出口側の端面における残余のセルの開口部」に配設された目封止部とを備えるものである。このような目封止ハニカム構造体によれば、排気ガスの入口側の端面からセル内に排気ガスが流入し、セル内に流入した排気ガスが隔壁を通過し、隔壁を通過した排気ガス(浄化ガス)が排気ガスの出口側の端面から排出される。そして、排気ガスが隔壁を通過するときに、排気ガス中に含有されるPMが隔壁により捕集され、排気ガスが浄化ガスとなる。
【0005】
しかし、このような目封止ハニカム構造体は、温度の低い領域(外周部)にススが残存することがあり、ススが残存することに起因して、ススが突発的に燃焼することがあった。そして、ススの燃焼熱によって、外周部の温度が局所的に上昇し、温度勾配が急になることで外周部が破損するという問題があった。
【0006】
このような問題に対する対策の一つとして、ディーゼルエンジンにおいては、目的に応じて様々なパターンで目封止部を配設した目封止ハニカム構造体が用いられている。例えば、特許文献1,2に記載の目封止ハニカム構造体は、外周部にクラックが発生してしまうという問題を解決するため、外周壁に隣接する全部のセルの両端面における開口部を目封止するように目封止部が配設されている。このように目封止部を配設することによって、低温度部分である外周部にススが溜まらなくなり外周部が破損することを防止している。
【0007】
また、特許文献3に記載の目封止ハニカム構造体は、圧力損失を小さく維持することなどを目的として軸芯部に目封止部を配設するとともに上記軸芯部の外周には目封止部を配設しないものである。
【0008】
そこで、上記のようなディーゼルエンジンから排出される粒子状物質を除去するために使用される目封止ハニカム構造体を、ガソリンエンジンから排出される粒子状物質を除去するために使用する方法が考えられる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平5−118211号公報
【特許文献2】特開平10−30428号公報
【特許文献3】特開平6−182204号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来、ガソリンエンジンから排出される排気ガスを処理するために、三元触媒コンバーター、NOX吸蔵還元触媒等が使用されている。そのため、更に目封止ハニカム構造体を排気系に搭載すると、排気系の圧力損失が大きくなり、エンジン出力の低下等の問題が生じると考えられる。
【0011】
そこで、例えば、特許文献1〜3に記載の目封止ハニカム構造体の隔壁に三元触媒を担持させたものを、上記三元触媒コンバーター、NOX吸蔵還元触媒等と置き換えることが考えられる。
【0012】
しかし、特許文献1,2に記載の目封止ハニカム構造体は、両端部が目封止されているため、排気ガスの浄化に寄与しないセルがある。そのため、実質的にハニカム触媒体の直径を小さくすることになり、圧力損失の増加を招くという問題があった。また、外周壁に隣接する全部のセルの両端面における開口部を目封止するための工程が増えることに起因して製造コストが増加するという問題もあった。
【0013】
また、特許文献3に記載の目封止ハニカム構造体は、特許文献1,2に記載の目封止ハニカム構造体が有するような上記問題はないが、目封止部を配設していないセル(貫通セル)の割合が多すぎるため、ススの捕集効率が非常に悪く、PM個数の規制値を満たすことができない。
【0014】
ガソリンエンジンとディーゼルエンジンとでは、使用燃料が異なるため、上記のように排気ガス中のPMの量が異なる他、排気ガス中のPMの、粒子径、形状、成分も異なる。そのため、排気ガス中のPMを捕集するためのハニカム構造体の最適な構成(特徴)も、ガソリンエンジンとディーゼルエンジンとでは異なるのである。
【0015】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、その課題とするところは、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いハニカム触媒体を提供する。
【課題を解決するための手段】
【0016】
本発明によれば、以下に示す、ハニカム触媒体が提供される。
【0017】
[1] 一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、前記複数のセルのうちの一部のセルを目封止するように配設された目封止部と、前記ハニカム基材の前記隔壁に担持された触媒と、を備え、前記複数のセルは、前記隔壁及び前記外周壁によって区画形成されている最外周部セルを含み、前記最外周部セルのうち、前記最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、前記目封止部が配設されていない貫通セルであるハニカム触媒体。
【0018】
[2] 前記ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が、0.1〜1.5%である前記[1]に記載のハニカム触媒体。
【0019】
[3] 前記触媒の単位体積当りの担持量が、10〜140g/Lである前記[1]または[2]に記載のハニカム触媒体。
【0020】
[4] 前記ハニカム基材は、前記隔壁の厚さが100〜460μmであり、セル密度が31〜56個/cm2であり、前記隔壁の気孔率が35〜65%であり、前記隔壁の平均細孔径が6〜50μmである前記[1]〜[3]のいずれかに記載のハニカム触媒体。
【発明の効果】
【0021】
本発明のハニカム触媒体によれば、一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、複数のセルのうちの一部のセルを目封止するように配設された目封止部とを備えるため、直噴式ガソリンエンジンから排出される排気微粒子を効率良く除去することができる。また、複数のセルは、隔壁及び外周壁によって区画形成されている最外周部セルを含み、最外周部セルのうち、最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部が配設されていない貫通セルであるため、圧力損失の増加が少ない。また、ハニカム基材の隔壁に触媒が担持されているため、排気ガスに含まれるCO,HC,及びNOXを浄化することができる。更に、最外周部セルのうち、最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部が配設されていない貫通セルであるであるため、この貫通セル内にススが蓄積することはない。従って、使用時に外周部に蓄積したススが燃焼することもないためクラックが発生し難く、即ち、使用時に破損し難いという効果を奏する。
【図面の簡単な説明】
【0022】
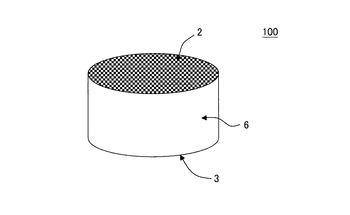
【図1】本発明のハニカム触媒体の一実施形態を模式的に示す斜視図である。
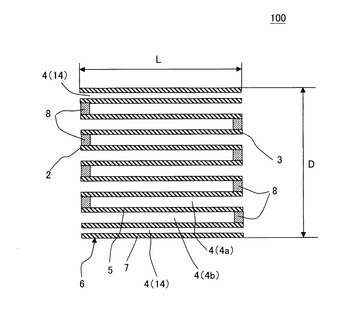
【図2】本発明のハニカム触媒体の一実施形態の中心軸に平行な断面を示す模式図である。
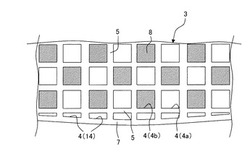
【図3】本発明のハニカム触媒体の一実施形態の一方の端面の一部を拡大して模式的に示す平面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0024】
[1]ハニカム触媒体:
図1は、本発明のハニカム触媒体の一実施形態を模式的に示す斜視図であり、図2は、本発明のハニカム触媒体の一実施形態の中心軸に平行な断面を示す模式図である。そして、図3は、本発明のハニカム触媒体の一実施形態の一方の端面の一部を拡大して模式的に示す平面図である。図2に示すように、本発明のハニカム触媒体100は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8と、ハニカム基材6の隔壁5に担持された触媒と、を備えている。そして、複数のセル4は、隔壁5及び外周壁7によって区画形成されている最外周セル14を含み、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セル(貫通孔)である。
【0025】
このようなハニカム触媒体100によれば、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8とを備えるため、直噴式ガソリンエンジンから排出される排気微粒子を効率良く除去することができる。また、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セルであるため、圧力損失の増加が少ない。また、ハニカム基材6の隔壁5に触媒が担持されているため、排気ガスに含まれるCO,HC,及びNOXを浄化することができる。更に、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセル4は、目封止部8が配設されていない貫通セルであるため、この貫通セル内にススが蓄積することはない。従って、使用時に外周部に蓄積したススが燃焼することもないためクラックが発生し難く、即ち、使用時に破損し難い。
【0026】
[1−1]ハニカム基材:
ハニカム基材6は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム形状のものである。
【0027】
隔壁5の厚さは、100〜460μmであることが好ましく、100〜360μmであることが更に好ましく、100〜260μmであることが特に好ましい。100μm未満であると、ハニカム触媒体100の強度が低下するおそれがある。一方、460μm超であると、排気ガスがセル4内を通過するときの圧力損失が大きくなることがある。隔壁5の厚さは、中心軸に平行な断面を顕微鏡観察する方法で測定した値である。
【0028】
ハニカム基材6(ハニカム触媒体100)のセル密度(即ち、ハニカム基材6の中心軸に直交する断面のセル密度)は、31〜56個/cm2であることが好ましく、31〜47個/cm2であることが更に好ましく、31〜40個/cm2であることが特に好ましい。上記セル密度が31個/cm2未満であると、ハニカム触媒体100の強度が低下するおそれがある。一方、56個/cm2超であると、圧力損失が大きくなるおそれがある。
【0029】
隔壁5の気孔率は、35〜65%であることが好ましく、35〜55%であることが更に好ましく、38〜44%であることが特に好ましい。上記気孔率が35%未満であると、圧力損失が増大するおそれがある。一方、65%超であると、ハニカム触媒体100が脆くなり欠落し易くなることがある。隔壁5の気孔率は、水銀ポロシメータにより測定した値である。
【0030】
隔壁5の平均細孔径は、5〜50μmであることが好ましく、7〜15μmであることが更に好ましく、8〜13μmであることが特に好ましい。5μm未満であると、ススの堆積量が少ない場合であっても圧力損失が増大するおそれがある。一方、50μm超であると、ハニカム触媒体100が脆くなり欠落し易くなることがあったり、ススの捕集性能が低下するおそれがある。隔壁5の平均細孔径は、水銀ポロシメータで測定した値である。
【0031】
隔壁5は、セラミックを主成分とするものである。隔壁5の材質としては、具体的には、炭化珪素、珪素−炭化珪素系複合材料、コージェライト、ムライト、アルミナ、スピネル、炭化珪素−コージェライト系複合材料、リチウムアルミニウムシリケート、及びアルミニウムチタネートからなる群より選択される少なくとも1種であることが好ましい。これらの中でも、熱膨張係数が小さく、耐熱衝撃性に優れたコージェライトが好ましい。また、「セラミックを主成分とする」というときは、セラミックを全体の90質量%以上含有することをいう。
【0032】
外周壁7は、成形時にハニカム基材6と一体的に形成させる成形一体層であることが好ましいが、成形後に、ハニカム基材6の外周を研削して所定形状とし、セラミックセメント等で形成されるセメントコート層であることも好ましい態様である。成形一体層の場合、その材質(セラミック原料)は、隔壁5の材質と同じであることが好ましい。また、外周壁7がセメントコート層の場合、セメントコート層の材質(セラミック原料)としては、共素地にガラス等のフラックス成分を加えた材料等を挙げることができる。また、外周壁7の厚さは、0.3〜1.5mmが好ましい。
【0033】
ハニカム基材6は、一方の端面2の直径D(図2参照)に対する中心軸方向の長さL(図2参照)比の値が0.5〜1.4であることが好ましく、0.8〜1.2であることが更に好ましく、0.8〜1.1であることが特に好ましい。0.5未満であると、隔壁5を通過する排気ガスの量が減少するため、ススの捕集効率が低下するおそれがある。一方、1.4超であると、圧力損失が増加するため、エンジン出力が低下するおそれがある。
【0034】
図2及び図3に示すように、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルが、貫通セルであることが必要であり、5〜60%であるセルが、貫通セルであることが好ましく、5〜50%であるセルが、貫通セルであることが更に好ましい。上記比率が5%未満であると、外周部における、ススが堆積しやすいセルの数が多くなるため、ススが突発的に燃焼して外周部が破損してしまう。一方、75%超であると、排気ガス中のススが十分に捕集されずに排出されてしまう。即ち、貫通セルの比率が大きくなりすぎ、ススの捕集効率が不十分となってしまう。ここで、本明細書において「セル水力直径」は、「4×(断面積)/(周長)」の式で計算される値である。ここで、「断面積」とは、セルの延びる方向に直交する断面におけるセルの面積のことであり、「周長」とは、セルの延びる方向に直交する断面における「セルの外周の長さ」のことである。
【0035】
また、ハニカム基材6における、一方の端面2に開口するセル4と他方の端面3に開口するセル4との水力直径は同じであってもよいし、異なっていてもよい。これらのいずれの場合であってもよいが、一方の端面2に開口するセル4と他方の端面3に開口するセル4との水力直径が異なることが好ましい。具体的には、ガソリンエンジンの排気ガスを浄化する場合、圧力損失を小さくするために、一方の端面2に開口するセル4の水力直径を、他方の端面3に開口するセル4の水力直径より小さくすることが好ましく、一方の端面2に開口するセル4の水力直径が、他方の端面3に開口するセル4の水力直径の20〜45%であることが好ましい。
【0036】
ハニカム基材6の中心軸に直交する断面の面積に対する、上記断面における貫通セルの開口部の総面積の比率は、0.1〜1.5%であることが好ましく、0.1〜1.0%であることが更に好ましく、0.1〜0.5%であることが特に好ましく、0.1〜0.2%であることが最も好ましい。上記比率が0.1%未満であると、外周部における、ススが堆積しやすいセルの数が多くなるため、ススが突発的に燃焼して外周部が破損してしまうおそれがある。一方、1.5%超であると、ススを捕集しないセル(貫通セル)の比率が大きくなりすぎるため、ススの捕集効率が悪くなるおそれがある。
【0037】
ハニカム基材6のセル4の形状は、特に限定されないが、中心軸に直交する断面において、三角形、四角形、五角形、六角形、八角形等の多角形、円形、又は楕円形であることが好ましく、その他不定形であってもよい。四角形と八角形との組み合わせであることも好ましい態様である。
【0038】
ハニカム基材6(ハニカム触媒体100)の外形としては、図1に示すような円筒形に限定されず、例えば、楕円筒形、四角筒形等の底面多角形の筒形状、底面不定形の筒形状等を挙げることができる。また、ハニカム基材6(ハニカム触媒体100)の大きさは、その中心軸方向の長さL(図2参照)が50〜160mmであることが好ましい。また、例えば、ハニカム基材6の外形が円筒形の場合、その底面の直径D(図2参照)は、80〜160mmであることが好ましい。ハニカム基材6の形状が円筒形以外の形状である場合、その底面の面積が、上記円筒形の場合の底面の面積と同じ範囲であることが好ましい。
【0039】
[1−2]目封止部:
ハニカム触媒体100が備える目封止部8の材質(セラミック原料)は、ハニカム基材6における隔壁5の材質と同じ材質とすることが好ましい。これにより、焼成時に、目封止部8が隔壁5と強固に結合するようになる。
【0040】
目封止部8は、複数のセルのうちの一部のセルを目封止するように配設されている限りその配設状態に特に制限はないが、図1〜図3に示すように、目封止部8が形成された所定のセル(一部のセル)4(4a)と、両端部が開口された残余のセル4(4b)とが交互に配置され、所定のセル4(4a)と残余のセル4(4b)とが市松模様をなすように目封止部8を配設することが好ましい。このように目封止部8を配設すると、目封止されたセル4a内に流入した排気ガスが、隔壁5を通過して目封止されないセル4bに流れ込むため、隔壁5の細孔を通過できない排気ガス中のススを良好に捕集することができる。
【0041】
目封止部8の深さは、1〜10mmであることが好ましく、1〜5mmであることが更に好ましい。1mmより浅いと、目封止部8の強度が低下するおそれがある。一方、10mmより深いと、隔壁5の、PMを捕集する面積が小さくなるおそれがある。ここで、目封止部8の深さとは、目封止部8の、セル4の延びる方向における長さを意味する。
【0042】
[1−3]触媒:
上述したように、ハニカム基材6の隔壁5には、触媒が担持されている。この触媒によって、炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOx)を浄化することができる。
【0043】
触媒としては、三元触媒、酸化触媒、NOX選択還元用SCR触媒、NOX吸蔵触媒などを挙げることができる。
【0044】
三元触媒は、主に炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOx)を浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。この三元触媒により、炭化水素は水と二酸化炭素に、一酸化炭素は二酸化炭素に、窒素酸化物は窒素に、それぞれ酸化または還元によって浄化される。
【0045】
NOX選択還元用SCR触媒としては、金属置換ゼオライト、バナジウム、チタニア、酸化タングステン、銀、及びアルミナからなる群より選択される少なくとも1種を含有するものを挙げることができる。また、NOX吸蔵触媒としては、アルカリ金属、及び/又はアルカリ土類金属等を挙げることができる。アルカリ金属としては、K、Na、Li等を挙げることができる。アルカリ土類金属としては、Caなどを挙げることができる。K、Na、Li、及びCaの合計量は、片側目封止ハニカム構造体100の単位体積(1cm3)当り、5g以上であることが好ましい。
【0046】
また、触媒の単位体積当りの担持量は、10〜140g/Lであることが好ましく、20〜140g/Lであることが更に好ましく、40〜80g/Lであることが特に好ましい。上記担持量が10g/L未満であると、排気ガスを十分に浄化することが困難になるおそれがある。一方、140g/L超であると、圧力損失が過大になるおそれがある。
【0047】
[2]ハニカム触媒体の製造方法:
本発明のハニカム触媒体の一実施形態は、例えば、以下のようにして作製することができる。まず、成形原料を混練して坏土とする。次に、得られた坏土をハニカム形状に押出成形して複数のセルが形成されたハニカム成形体を得る。次に、得られたハニカム成形体の一方の端面における所定のセルの開口部を目封止材で目封止した後、他方の端面における残余のセルの開口部を目封止材で目封止する。その後、焼成することによって、一方の端面における所定のセルの開口部及び他方の端面における残余のセルの開口部が目封止されて目封止部が配設された目封止ハニカム焼成体を得る。次に、得られた目封止ハニカム焼成体の一方の端面側の端部を触媒スラリーに浸漬させ、他方の端面側から吸引することによって隔壁に触媒を塗工する(触媒を担持させる)。その後、焼成することによってハニカム触媒体を作製することができる。
【0048】
成形原料は、セラミック原料に分散媒及び添加剤を加えたものであることが好ましく、添加剤としては、有機バインダ、造孔材、界面活性剤等を挙げることができる。分散媒としては、水等を挙げることができる。
【0049】
セラミック原料としては、炭化珪素、珪素−炭化珪素系複合材料、コージェライト化原料、ムライト、アルミナ、スピネル、炭化珪素−コージェライト系複合材料、リチウムアルミニウムシリケート、及びアルミニウムチタネートからなる群より選択される少なくとも1種であることが好ましい。これらの中でも、熱膨張係数が小さく、耐熱衝撃性に優れたコージェライト化原料が好ましい。セラミック原料の含有量は、成形原料全体に対して70〜80質量%であることが好ましい。
【0050】
有機バインダとしては、メチルセルロース、ヒドロキシプロポキシルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール等を挙げることができる。これらの中でも、メチルセルロースとヒドロキシプロポキシルセルロースとを併用することが好ましい。バインダの含有量は、成形原料全体に対して1〜10質量%であることが好ましい。
【0051】
造孔材としては、焼成後に気孔となるものであれば特に限定されるものではなく、例えば、澱粉、発泡樹脂、吸水性樹脂、シリカゲル等を挙げることができる。造孔材の含有量は、成形原料全体に対して1〜10質量%であることが好ましい。そして、造孔材の粒子径と量を適宜コントロールすることにより、隔壁の細孔径と気孔率がコントロール可能である。
【0052】
界面活性剤としては、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を用いることができる。これらは、1種単独で使用してもよいし、2種以上を組み合わせて使用してもよい。界面活性剤の含有量は、成形原料全体に対して0.1〜5質量%であることが好ましい。
【0053】
分散媒の含有量は、成形原料全体に対して0.1〜5質量%であることが好ましい。
【0054】
使用するセラミック原料(骨材粒子)の粒子径及び配合量、並びに添加する造孔材の粒子径及び配合量を調整することにより、所望の気孔率、平均細孔径の多孔質基材を得ることができる。
【0055】
成形原料を混練して坏土を形成する方法としては、特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。押出成形は、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて行うことができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0056】
セルの開口部を目封止する方法としては、セルの開口部に目封止材を充填する方法を挙げることができる。具体的には、ハニカム成形体の一方の端面にマスクを施してセルの開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セル以外のセル(完全セル)のうちの所定のセルの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記所定のセルに対応する部分に孔を形成する。なお、マスクに孔を形成する方法としては、上記レーザーを照射する方法以外に、針を用いる方法などを挙げることができる。このとき、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)に対応する部分のマスクには孔を形成しないようにする。即ち、不完全セルには目封止部を配設しないようにする。
【0057】
次に、マスクを施した一方の端面側の端部を目封止スラリーに浸漬して上記所定のセルの一方の端部に目封止スラリーを充填する(即ち、所定のセルの開口部を目封止材で目封止する)。目封止スラリーは、セラミック原料、水またはアルコール、及び有機バインダを含むスラリー状の目封止材である。セラミック原料としては、ハニカム成形体の原料として用いられるセラミック原料と同じものであることが好ましい。セラミック原料は、目封止材全体の70〜90質量%であることが好ましい。また、水又はアルコールは、目封止材全体の10〜30質量%であることが好ましく、有機バインダは、目封止材全体の0.1〜2.0質量%であることが好ましい。有機バインダとしては、ヒドロキシプロポキシルメチルセルロース、メチルセルロース等が挙げられる。目封止材の粘度は、600〜1200Pa・sであることが好ましい。なお、目封止材の粘度は、温度30℃において回転式粘度計で30rpmの回転数で測定した値である。
【0058】
次に、ハニカム成形体の他方の端面にマスクを施してセルの開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セルのセル(完全セル)のうちの残余のセルとの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記残余のセルに対応する部分に孔を形成する。なお、マスクに孔を形成する方法としては、上記レーザーを照射する方法以外に、針を用いる方法などを挙げることができる。
【0059】
次に、マスクを施した他方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記残余のセルの他方の端部に目封止スラリーを充填する(即ち、残余のセルの開口部を目封止材で目封止する)。目封止スラリーは、上述したものと同様のものを用いることができる。このとき、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)に対応する部分のマスクには孔を形成しないようにする。即ち、不完全セルには目封止部を配設しないようにする。なお、目封止された所定のセルと目封止されない残余のセルとが交互にいわゆる市松模様を呈するようにマスクに孔を形成することが好ましい。以上のようにして目封止ハニカム成形体を得ることができる。
【0060】
焼成温度は、ハニカム成形体の材質よって適宜決定することができる。例えば、ハニカム成形体の材質がコージェライトの場合、焼成温度は、1380〜1450℃が好ましく、1400〜1440℃が更に好ましい。また、焼成時間は、3〜10時間程度とすることが好ましい。
【0061】
なお、目封止ハニカム成形体を焼成する前に乾燥させてもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、これらの中でも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。また、乾燥条件としては、乾燥温度30〜150℃、乾燥時間1分〜2時間とすることが好ましい。
【0062】
なお、目封止ハニカム成形体に目封止部を形成する前に、ハニカム成形体を焼成してハニカム焼成体を得て、得られたハニカム焼成体の一方の端面における所定のセルの開口部及び他方の端面における残余のセルの開口部に目封止材を充填した後、更に焼成することによって目封止ハニカム焼成体を得ることもできる。
【0063】
触媒スラリーを隔壁に塗工する(触媒を隔壁に担持させる)方法は、特に限定されず、公知の方法で塗工することができる。例えば、まず、触媒を含有する触媒スラリーを調製する。その後、調製した触媒スラリーを、ディッピングや吸引により、目封止ハニカム焼成体の一方の端面側からのセル内に流入させる。この触媒スラリーは、隔壁の表面全体に塗工することが好ましい。そして、触媒スラリーをセル内に流入させた後に、余剰スラリーを圧縮空気で吹き飛ばす。その後、触媒スラリーを乾燥、焼付けすることにより、隔壁に触媒が担持されたハニカム触媒体を得ることができる。
【0064】
なお、乾燥条件は、80〜150℃、1〜6時間とすることが好ましい。また、焼付け条件は450〜700℃、0.5〜6時間とすることが好ましい。なお、触媒スラリーに含有される触媒以外の成分としては、アルミナ等が挙げられる。
【実施例】
【0065】
以下、本発明を実施例に基づいて具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0066】
(実施例1)
まず、コージェライト化原料として、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用し、コージェライト化原料100質量部に、造孔材を13質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。分散媒として水を使用し、造孔材としては平均粒子径1〜10μmのコークスを使用し、有機バインダとしてはヒドロキシプロピルメチルセルロースを使用し、分散剤としてはエチレングリコールを使用した。
【0067】
次に、所定の金型を用いて坏土を押出成形し、セル形状が四角形で、全体形状が円柱形(円筒形)のハニカム成形体を得た。そして、ハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、ハニカム成形体の両端部を切断し、所定の寸法に整えた。
【0068】
次に、ハニカム成形体の一方の端面にマスクを施してセルの開口部を塞いだ。その後、隔壁及び外周壁によって区画形成されている最外周部セル以外のセル(完全セル)のうちの所定のセルの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記所定のセルに対応する部分に孔を形成した。次に、マスクを施した一方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記所定のセルの一方の端部に目封止スラリーを充填した。
【0069】
次に、ハニカム成形体の他方の端面にマスクを施して開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セルのセル(完全セル)のうちの残余のセルとの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記残余のセルに対応する部分に孔を形成した。次に、マスクを施した他方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記残余のセルの他方の端部に目封止スラリーを充填して、目封止ハニカム成形体を得た。その後、得られた目封止ハニカム成形体を熱風乾燥機で乾燥し、更に、1410〜1440℃で、5時間、焼成することによって、目封止部が配設された目封止ハニカム焼成体を得た。なお、目封止部は、一方の端面における上記所定のセルの開口部及び他方の端面における上記残余のセルの開口部に交互にいわゆる市松模様を呈するように配設した。また、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)には、目封止部を配設しなかった。
【0070】
次に、平均粒子径が100μmであるγAl2O3と平均粒子径が100μmであるCeO2との混合物粒子(比表面積50m2/g)をボールミルにて湿式解砕し、細孔を有する平均粒子径5μmの解砕粒子を得た。得られた解砕粒子を、Pt及びRhを含む溶液に浸漬して解砕粒子の細孔内にPt及びRhを担持させた。そして、Pt及びRhを担持させた解砕粒子に、酢酸及び水を加えて触媒用スラリーを得た。得られた触媒用スラリーに、得られた目封止ハニカム焼成体の一方の端部を浸漬させた。その後、他方の端部側から吸引することによって、隔壁に触媒を担持させた(隔壁の表面及び隔壁の細孔の表面に触媒層を形成した)。その後、乾燥させ、600℃で3時間焼成して、ハニカム触媒体を得た。
【0071】
得られたハニカム触媒体は、直径が118mmであり、中心軸方向の長さが60mmであり、ハニカム基材における一方の端面の直径Dに対する中心軸方向の長さLの比の値(L/D)が0.51であり、セル密度が31.0個/cm2であり、リブ厚(隔壁の厚さ)が0.102mmであり、隔壁の気孔率が35.0%であり、ハニカム基材の中心軸に直交する断面の面積に対する、上記断面におけるセルの開口部の総面積の比率(表1中、「セル開口率」と記す)が86.6%であり、最外周セル以外のセル(完全セル)のセル水力直径が1.87mmであり、不完全セルのセル水力直径のうち最も大きな値(表1中、「貫通セル(最大値)」と記す)が1.31であり、完全セルのセル水力直径に対する、不完全セルのセル水力直径のうち最も大きな値(セル水力直径)の比率(表1中、「B/A(%)」と記す)が70%であり、ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率(表1中、「貫通セルの断面内面積比(%)」と記す)が1.50%であり、隔壁の平均細孔径(表1中、「細孔径(μm)」と記す)が6μmであり、ハニカム基材の隔壁に担持された触媒の担持量が60g/Lであり、ハニカム基材の隔壁に担持された貴金属量の担持量が0.5g/Lであった。
【0072】
なお、ハニカム触媒体に担持させた酸化物(γAl2O3とCeO2)の単位体積当たりの担持量は10〜60g/Lであり、Ptのハニカム触媒体の単位体積当たりの担持量は0.1〜1g/Lであり、Rhのハニカム触媒体の単位体積当たりの担持量は0.05〜0.2g/Lであった。また、触媒層の平均細孔径は、解砕粒子の平均粒子径と同じ5μmであった。
【0073】
得られたハニカム触媒体について、以下の方法で「浄化率」、「PM個数エミッション」、「耐久性」、「圧力損失」、及び「総合判断」を評価した。結果を表2に示す。隔壁の気孔率及び隔壁の平均細孔径は、水銀ポロシメータによって測定した。また、リブ厚(隔壁の厚さ)は、走査型電子顕微鏡(SEM)を用いて測定した。
【0074】
[浄化率の測定方法]
得られた排気ガス浄化装置を、排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中の、一酸化炭素、炭化水素、窒素酸化物の排出量(エミッション)を測定して排出値(エミッション値)を得る。得られたエミッション値を、欧州Euro5規制値と比較して、全ての成分(一酸化炭素、炭化水素、窒素酸化物)のエミッションが規制値を下回った場合を合格「A」とし、規制値を下回らなかった場合を不合格「B」とする。なお、本評価を、表2中、「浄化率(CO,HC,NOX)」と示す。
【0075】
[PM個数エミッションの測定方法]
排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に、得られた排気ガス浄化装置を装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中のPMの排出個数を、欧州Euro6規制案に沿った方法で測定する。なお、上記PMの排出個数が6×1011個/km以下の場合は、欧州Euro6規制案の条件を満たしている。なお、本評価を、表2中、「PM排出(個/km)」と示す。そして、規制値を満たしている場合(PMの排出個数が6×1011個/km以下の場合)を合格「A」とし、規制値を満たしていない場合(PMの排出個数が6×1011個/km超である場合)を不合格「B」とする。
【0076】
[耐久性の測定方法]
次の方法により、耐久性を測定する。まず、ススを含む500℃のガスをハニカム触媒体に通過させて、ハニカム触媒体内にススを2g/L堆積させ、その後、ハニカム触媒体を通過させるガスの温度を800℃に上昇させる。この操作を1サイクルとして100サイクル繰り返した後、ハニカム触媒体におけるクラックの有無を観察する。そして、クラックの発生が観察されない場合は、合格「A」とし、クラックの発生が観察された場合は、不合格「B」とする。なお、本評価を、表2中、「繰り返し再生耐久」と示す。
【0077】
[圧力損失の測定方法]
排気量2.0リットルの直噴式ガソリンエンジンの台上試験において、まず、排気系に、セル密度93セル/cm2,隔壁の厚さ(リブ厚)0.076mm,直径105.7mm,長手方向の長さ114mmのフロースルー型のハニカム構造体を装着する。そのときのエンジンフルロード運転時の圧力損失を測定し、これを基準値とする。一方、得られた排気ガス浄化装置を排気系に装着した後、上記同様のエンジンフルロード条件における圧力損失を測定する。その後、上記基準値に対して、圧力損失の増加量が10kPa未満である場合を合格「A」とし、圧力損失の増加量が10kPa以上である場合を不合格「B」とした。なお、本評価を、表2中、「圧損」と示す。
【0078】
[総合判断の評価方法]
上記[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]の各評価のうち、全ての評価が合格「A」であるときには「A」とし、1つでも不合格「B」の評価があるとき、不合格「B」とする。
【0079】
【表1】

【0080】
【表2】
【0081】
(実施例2〜11、比較例1〜3)
表1に示す、直径、長さ、L/D、セル密度、リブ厚、気孔率、セル開口率、完全セルの水力直径、貫通セルの水力直径の最大値、貫通セルの断面内面積比、細孔径、触媒担持量、及び貴金属量としたこと以外は、実施例1と同様にして、実施例2〜11、比較例1〜3の各ハニカム触媒体を作製した。その後、実施例1の場合と同様に、上記方法で[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]、及び「総合判断」を評価した。結果を表2に示す。
【0082】
表2から明らかなように、実施例1〜11のハニカム触媒体は、比較例1〜3のハニカム触媒体に比べて、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いことが確認できた。
【0083】
特に、実施例4〜6,8,10,11のハニカム触媒体は、貫通セルの比率が小さい(即ち、ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が0.20%以下である)ため、PM個数エミッションの測定値が1×1011以下となり、更に良好に排気ガスを浄化することができた。
【0084】
比較例1〜3のハニカム触媒体は、最外周部セルのうち、この最外周セル以外のセルの水力直径に対してその水力直径の比率が75%超であるセルが、目封止部が配設されていない貫通セルであるため、排気ガス中のススを、エンジン始動後初期に十分に捕集することができずPM個数エミッションの評価結果が悪い。また、長時間運転後、最外周セルに多量のススが堆積してしまうことに起因して、突発的にススが着火して局所的に(外周部が)温度上昇してしまう。そのため、外周部にクラックが発生して耐久性が十分でない。
【産業上の利用可能性】
【0085】
本発明のハニカム触媒体は、直噴ガソリンエンジンから排出される排気ガスの浄化に好適に用いることができる。
【符号の説明】
【0086】
2:一方の端面、3:他方の端面、4:セル、4a:所定のセル、4b:残余のセル、5:隔壁、6:ハニカム基材、7:外周壁、8:目封止部、14:最外周セル、100:ハニカム触媒体。
【技術分野】
【0001】
本発明は、ハニカム触媒体に関し、更に詳しくは、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いハニカム触媒体に関する。
【背景技術】
【0002】
地球環境保護、資源節約の観点から自動車の燃費低減が求められている。乗用車において主として用いられるガソリンエンジンについては、燃費改善のために燃料直噴化が進められている。
【0003】
従来、ガソリンエンジンは、吸気ポート燃料噴射の方式を採用していたため、煤(粒子状物質:PM)の発生が少なく、ほとんど問題にはならなかった。しかし、燃料直噴式のガソリンエンジンの場合は、吸気ポート燃料噴射の場合と比較してPMの発生量が多く、発生したPMを大気に放出しないための対策が必要であった。
【0004】
一方、ディーゼルエンジンから排出される粒子状物質を除去するための捕集フィルタとして、ハニカム構造体が用いられている。粒子状物質捕集フィルタとして用いるハニカム構造体としては、両端面の所定の位置に目封止部を備えた目封止ハニカム構造体が用いられている(例えば、特許文献1〜3参照)。ここで、目封止ハニカム構造体とは、流体(排気ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム構造部と、このハニカム構造部における、「流体(排気ガス)の入口側の端面における所定のセルの開口部」及び「流体(浄化ガス)の出口側の端面における残余のセルの開口部」に配設された目封止部とを備えるものである。このような目封止ハニカム構造体によれば、排気ガスの入口側の端面からセル内に排気ガスが流入し、セル内に流入した排気ガスが隔壁を通過し、隔壁を通過した排気ガス(浄化ガス)が排気ガスの出口側の端面から排出される。そして、排気ガスが隔壁を通過するときに、排気ガス中に含有されるPMが隔壁により捕集され、排気ガスが浄化ガスとなる。
【0005】
しかし、このような目封止ハニカム構造体は、温度の低い領域(外周部)にススが残存することがあり、ススが残存することに起因して、ススが突発的に燃焼することがあった。そして、ススの燃焼熱によって、外周部の温度が局所的に上昇し、温度勾配が急になることで外周部が破損するという問題があった。
【0006】
このような問題に対する対策の一つとして、ディーゼルエンジンにおいては、目的に応じて様々なパターンで目封止部を配設した目封止ハニカム構造体が用いられている。例えば、特許文献1,2に記載の目封止ハニカム構造体は、外周部にクラックが発生してしまうという問題を解決するため、外周壁に隣接する全部のセルの両端面における開口部を目封止するように目封止部が配設されている。このように目封止部を配設することによって、低温度部分である外周部にススが溜まらなくなり外周部が破損することを防止している。
【0007】
また、特許文献3に記載の目封止ハニカム構造体は、圧力損失を小さく維持することなどを目的として軸芯部に目封止部を配設するとともに上記軸芯部の外周には目封止部を配設しないものである。
【0008】
そこで、上記のようなディーゼルエンジンから排出される粒子状物質を除去するために使用される目封止ハニカム構造体を、ガソリンエンジンから排出される粒子状物質を除去するために使用する方法が考えられる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平5−118211号公報
【特許文献2】特開平10−30428号公報
【特許文献3】特開平6−182204号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来、ガソリンエンジンから排出される排気ガスを処理するために、三元触媒コンバーター、NOX吸蔵還元触媒等が使用されている。そのため、更に目封止ハニカム構造体を排気系に搭載すると、排気系の圧力損失が大きくなり、エンジン出力の低下等の問題が生じると考えられる。
【0011】
そこで、例えば、特許文献1〜3に記載の目封止ハニカム構造体の隔壁に三元触媒を担持させたものを、上記三元触媒コンバーター、NOX吸蔵還元触媒等と置き換えることが考えられる。
【0012】
しかし、特許文献1,2に記載の目封止ハニカム構造体は、両端部が目封止されているため、排気ガスの浄化に寄与しないセルがある。そのため、実質的にハニカム触媒体の直径を小さくすることになり、圧力損失の増加を招くという問題があった。また、外周壁に隣接する全部のセルの両端面における開口部を目封止するための工程が増えることに起因して製造コストが増加するという問題もあった。
【0013】
また、特許文献3に記載の目封止ハニカム構造体は、特許文献1,2に記載の目封止ハニカム構造体が有するような上記問題はないが、目封止部を配設していないセル(貫通セル)の割合が多すぎるため、ススの捕集効率が非常に悪く、PM個数の規制値を満たすことができない。
【0014】
ガソリンエンジンとディーゼルエンジンとでは、使用燃料が異なるため、上記のように排気ガス中のPMの量が異なる他、排気ガス中のPMの、粒子径、形状、成分も異なる。そのため、排気ガス中のPMを捕集するためのハニカム構造体の最適な構成(特徴)も、ガソリンエンジンとディーゼルエンジンとでは異なるのである。
【0015】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、その課題とするところは、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いハニカム触媒体を提供する。
【課題を解決するための手段】
【0016】
本発明によれば、以下に示す、ハニカム触媒体が提供される。
【0017】
[1] 一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、前記複数のセルのうちの一部のセルを目封止するように配設された目封止部と、前記ハニカム基材の前記隔壁に担持された触媒と、を備え、前記複数のセルは、前記隔壁及び前記外周壁によって区画形成されている最外周部セルを含み、前記最外周部セルのうち、前記最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、前記目封止部が配設されていない貫通セルであるハニカム触媒体。
【0018】
[2] 前記ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が、0.1〜1.5%である前記[1]に記載のハニカム触媒体。
【0019】
[3] 前記触媒の単位体積当りの担持量が、10〜140g/Lである前記[1]または[2]に記載のハニカム触媒体。
【0020】
[4] 前記ハニカム基材は、前記隔壁の厚さが100〜460μmであり、セル密度が31〜56個/cm2であり、前記隔壁の気孔率が35〜65%であり、前記隔壁の平均細孔径が6〜50μmである前記[1]〜[3]のいずれかに記載のハニカム触媒体。
【発明の効果】
【0021】
本発明のハニカム触媒体によれば、一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、複数のセルのうちの一部のセルを目封止するように配設された目封止部とを備えるため、直噴式ガソリンエンジンから排出される排気微粒子を効率良く除去することができる。また、複数のセルは、隔壁及び外周壁によって区画形成されている最外周部セルを含み、最外周部セルのうち、最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部が配設されていない貫通セルであるため、圧力損失の増加が少ない。また、ハニカム基材の隔壁に触媒が担持されているため、排気ガスに含まれるCO,HC,及びNOXを浄化することができる。更に、最外周部セルのうち、最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部が配設されていない貫通セルであるであるため、この貫通セル内にススが蓄積することはない。従って、使用時に外周部に蓄積したススが燃焼することもないためクラックが発生し難く、即ち、使用時に破損し難いという効果を奏する。
【図面の簡単な説明】
【0022】
【図1】本発明のハニカム触媒体の一実施形態を模式的に示す斜視図である。
【図2】本発明のハニカム触媒体の一実施形態の中心軸に平行な断面を示す模式図である。
【図3】本発明のハニカム触媒体の一実施形態の一方の端面の一部を拡大して模式的に示す平面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0024】
[1]ハニカム触媒体:
図1は、本発明のハニカム触媒体の一実施形態を模式的に示す斜視図であり、図2は、本発明のハニカム触媒体の一実施形態の中心軸に平行な断面を示す模式図である。そして、図3は、本発明のハニカム触媒体の一実施形態の一方の端面の一部を拡大して模式的に示す平面図である。図2に示すように、本発明のハニカム触媒体100は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8と、ハニカム基材6の隔壁5に担持された触媒と、を備えている。そして、複数のセル4は、隔壁5及び外周壁7によって区画形成されている最外周セル14を含み、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セル(貫通孔)である。
【0025】
このようなハニカム触媒体100によれば、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム基材6と、複数のセル4のうちの一部のセル4を目封止するように配設された目封止部8とを備えるため、直噴式ガソリンエンジンから排出される排気微粒子を効率良く除去することができる。また、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルは、目封止部8が配設されていない貫通セルであるため、圧力損失の増加が少ない。また、ハニカム基材6の隔壁5に触媒が担持されているため、排気ガスに含まれるCO,HC,及びNOXを浄化することができる。更に、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセル4は、目封止部8が配設されていない貫通セルであるため、この貫通セル内にススが蓄積することはない。従って、使用時に外周部に蓄積したススが燃焼することもないためクラックが発生し難く、即ち、使用時に破損し難い。
【0026】
[1−1]ハニカム基材:
ハニカム基材6は、一方の端面2から他方の端面3まで貫通し流体の流路となる複数のセル4を区画形成する多孔質の隔壁5と最外周に位置する外周壁7とを有するハニカム形状のものである。
【0027】
隔壁5の厚さは、100〜460μmであることが好ましく、100〜360μmであることが更に好ましく、100〜260μmであることが特に好ましい。100μm未満であると、ハニカム触媒体100の強度が低下するおそれがある。一方、460μm超であると、排気ガスがセル4内を通過するときの圧力損失が大きくなることがある。隔壁5の厚さは、中心軸に平行な断面を顕微鏡観察する方法で測定した値である。
【0028】
ハニカム基材6(ハニカム触媒体100)のセル密度(即ち、ハニカム基材6の中心軸に直交する断面のセル密度)は、31〜56個/cm2であることが好ましく、31〜47個/cm2であることが更に好ましく、31〜40個/cm2であることが特に好ましい。上記セル密度が31個/cm2未満であると、ハニカム触媒体100の強度が低下するおそれがある。一方、56個/cm2超であると、圧力損失が大きくなるおそれがある。
【0029】
隔壁5の気孔率は、35〜65%であることが好ましく、35〜55%であることが更に好ましく、38〜44%であることが特に好ましい。上記気孔率が35%未満であると、圧力損失が増大するおそれがある。一方、65%超であると、ハニカム触媒体100が脆くなり欠落し易くなることがある。隔壁5の気孔率は、水銀ポロシメータにより測定した値である。
【0030】
隔壁5の平均細孔径は、5〜50μmであることが好ましく、7〜15μmであることが更に好ましく、8〜13μmであることが特に好ましい。5μm未満であると、ススの堆積量が少ない場合であっても圧力損失が増大するおそれがある。一方、50μm超であると、ハニカム触媒体100が脆くなり欠落し易くなることがあったり、ススの捕集性能が低下するおそれがある。隔壁5の平均細孔径は、水銀ポロシメータで測定した値である。
【0031】
隔壁5は、セラミックを主成分とするものである。隔壁5の材質としては、具体的には、炭化珪素、珪素−炭化珪素系複合材料、コージェライト、ムライト、アルミナ、スピネル、炭化珪素−コージェライト系複合材料、リチウムアルミニウムシリケート、及びアルミニウムチタネートからなる群より選択される少なくとも1種であることが好ましい。これらの中でも、熱膨張係数が小さく、耐熱衝撃性に優れたコージェライトが好ましい。また、「セラミックを主成分とする」というときは、セラミックを全体の90質量%以上含有することをいう。
【0032】
外周壁7は、成形時にハニカム基材6と一体的に形成させる成形一体層であることが好ましいが、成形後に、ハニカム基材6の外周を研削して所定形状とし、セラミックセメント等で形成されるセメントコート層であることも好ましい態様である。成形一体層の場合、その材質(セラミック原料)は、隔壁5の材質と同じであることが好ましい。また、外周壁7がセメントコート層の場合、セメントコート層の材質(セラミック原料)としては、共素地にガラス等のフラックス成分を加えた材料等を挙げることができる。また、外周壁7の厚さは、0.3〜1.5mmが好ましい。
【0033】
ハニカム基材6は、一方の端面2の直径D(図2参照)に対する中心軸方向の長さL(図2参照)比の値が0.5〜1.4であることが好ましく、0.8〜1.2であることが更に好ましく、0.8〜1.1であることが特に好ましい。0.5未満であると、隔壁5を通過する排気ガスの量が減少するため、ススの捕集効率が低下するおそれがある。一方、1.4超であると、圧力損失が増加するため、エンジン出力が低下するおそれがある。
【0034】
図2及び図3に示すように、最外周セル14のうち、最外周セル14以外のセル4の水力直径に対してその水力直径の比率が5〜75%であるセルが、貫通セルであることが必要であり、5〜60%であるセルが、貫通セルであることが好ましく、5〜50%であるセルが、貫通セルであることが更に好ましい。上記比率が5%未満であると、外周部における、ススが堆積しやすいセルの数が多くなるため、ススが突発的に燃焼して外周部が破損してしまう。一方、75%超であると、排気ガス中のススが十分に捕集されずに排出されてしまう。即ち、貫通セルの比率が大きくなりすぎ、ススの捕集効率が不十分となってしまう。ここで、本明細書において「セル水力直径」は、「4×(断面積)/(周長)」の式で計算される値である。ここで、「断面積」とは、セルの延びる方向に直交する断面におけるセルの面積のことであり、「周長」とは、セルの延びる方向に直交する断面における「セルの外周の長さ」のことである。
【0035】
また、ハニカム基材6における、一方の端面2に開口するセル4と他方の端面3に開口するセル4との水力直径は同じであってもよいし、異なっていてもよい。これらのいずれの場合であってもよいが、一方の端面2に開口するセル4と他方の端面3に開口するセル4との水力直径が異なることが好ましい。具体的には、ガソリンエンジンの排気ガスを浄化する場合、圧力損失を小さくするために、一方の端面2に開口するセル4の水力直径を、他方の端面3に開口するセル4の水力直径より小さくすることが好ましく、一方の端面2に開口するセル4の水力直径が、他方の端面3に開口するセル4の水力直径の20〜45%であることが好ましい。
【0036】
ハニカム基材6の中心軸に直交する断面の面積に対する、上記断面における貫通セルの開口部の総面積の比率は、0.1〜1.5%であることが好ましく、0.1〜1.0%であることが更に好ましく、0.1〜0.5%であることが特に好ましく、0.1〜0.2%であることが最も好ましい。上記比率が0.1%未満であると、外周部における、ススが堆積しやすいセルの数が多くなるため、ススが突発的に燃焼して外周部が破損してしまうおそれがある。一方、1.5%超であると、ススを捕集しないセル(貫通セル)の比率が大きくなりすぎるため、ススの捕集効率が悪くなるおそれがある。
【0037】
ハニカム基材6のセル4の形状は、特に限定されないが、中心軸に直交する断面において、三角形、四角形、五角形、六角形、八角形等の多角形、円形、又は楕円形であることが好ましく、その他不定形であってもよい。四角形と八角形との組み合わせであることも好ましい態様である。
【0038】
ハニカム基材6(ハニカム触媒体100)の外形としては、図1に示すような円筒形に限定されず、例えば、楕円筒形、四角筒形等の底面多角形の筒形状、底面不定形の筒形状等を挙げることができる。また、ハニカム基材6(ハニカム触媒体100)の大きさは、その中心軸方向の長さL(図2参照)が50〜160mmであることが好ましい。また、例えば、ハニカム基材6の外形が円筒形の場合、その底面の直径D(図2参照)は、80〜160mmであることが好ましい。ハニカム基材6の形状が円筒形以外の形状である場合、その底面の面積が、上記円筒形の場合の底面の面積と同じ範囲であることが好ましい。
【0039】
[1−2]目封止部:
ハニカム触媒体100が備える目封止部8の材質(セラミック原料)は、ハニカム基材6における隔壁5の材質と同じ材質とすることが好ましい。これにより、焼成時に、目封止部8が隔壁5と強固に結合するようになる。
【0040】
目封止部8は、複数のセルのうちの一部のセルを目封止するように配設されている限りその配設状態に特に制限はないが、図1〜図3に示すように、目封止部8が形成された所定のセル(一部のセル)4(4a)と、両端部が開口された残余のセル4(4b)とが交互に配置され、所定のセル4(4a)と残余のセル4(4b)とが市松模様をなすように目封止部8を配設することが好ましい。このように目封止部8を配設すると、目封止されたセル4a内に流入した排気ガスが、隔壁5を通過して目封止されないセル4bに流れ込むため、隔壁5の細孔を通過できない排気ガス中のススを良好に捕集することができる。
【0041】
目封止部8の深さは、1〜10mmであることが好ましく、1〜5mmであることが更に好ましい。1mmより浅いと、目封止部8の強度が低下するおそれがある。一方、10mmより深いと、隔壁5の、PMを捕集する面積が小さくなるおそれがある。ここで、目封止部8の深さとは、目封止部8の、セル4の延びる方向における長さを意味する。
【0042】
[1−3]触媒:
上述したように、ハニカム基材6の隔壁5には、触媒が担持されている。この触媒によって、炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOx)を浄化することができる。
【0043】
触媒としては、三元触媒、酸化触媒、NOX選択還元用SCR触媒、NOX吸蔵触媒などを挙げることができる。
【0044】
三元触媒は、主に炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOx)を浄化する触媒のことをいう。例えば、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)を含む触媒を挙げることができる。この三元触媒により、炭化水素は水と二酸化炭素に、一酸化炭素は二酸化炭素に、窒素酸化物は窒素に、それぞれ酸化または還元によって浄化される。
【0045】
NOX選択還元用SCR触媒としては、金属置換ゼオライト、バナジウム、チタニア、酸化タングステン、銀、及びアルミナからなる群より選択される少なくとも1種を含有するものを挙げることができる。また、NOX吸蔵触媒としては、アルカリ金属、及び/又はアルカリ土類金属等を挙げることができる。アルカリ金属としては、K、Na、Li等を挙げることができる。アルカリ土類金属としては、Caなどを挙げることができる。K、Na、Li、及びCaの合計量は、片側目封止ハニカム構造体100の単位体積(1cm3)当り、5g以上であることが好ましい。
【0046】
また、触媒の単位体積当りの担持量は、10〜140g/Lであることが好ましく、20〜140g/Lであることが更に好ましく、40〜80g/Lであることが特に好ましい。上記担持量が10g/L未満であると、排気ガスを十分に浄化することが困難になるおそれがある。一方、140g/L超であると、圧力損失が過大になるおそれがある。
【0047】
[2]ハニカム触媒体の製造方法:
本発明のハニカム触媒体の一実施形態は、例えば、以下のようにして作製することができる。まず、成形原料を混練して坏土とする。次に、得られた坏土をハニカム形状に押出成形して複数のセルが形成されたハニカム成形体を得る。次に、得られたハニカム成形体の一方の端面における所定のセルの開口部を目封止材で目封止した後、他方の端面における残余のセルの開口部を目封止材で目封止する。その後、焼成することによって、一方の端面における所定のセルの開口部及び他方の端面における残余のセルの開口部が目封止されて目封止部が配設された目封止ハニカム焼成体を得る。次に、得られた目封止ハニカム焼成体の一方の端面側の端部を触媒スラリーに浸漬させ、他方の端面側から吸引することによって隔壁に触媒を塗工する(触媒を担持させる)。その後、焼成することによってハニカム触媒体を作製することができる。
【0048】
成形原料は、セラミック原料に分散媒及び添加剤を加えたものであることが好ましく、添加剤としては、有機バインダ、造孔材、界面活性剤等を挙げることができる。分散媒としては、水等を挙げることができる。
【0049】
セラミック原料としては、炭化珪素、珪素−炭化珪素系複合材料、コージェライト化原料、ムライト、アルミナ、スピネル、炭化珪素−コージェライト系複合材料、リチウムアルミニウムシリケート、及びアルミニウムチタネートからなる群より選択される少なくとも1種であることが好ましい。これらの中でも、熱膨張係数が小さく、耐熱衝撃性に優れたコージェライト化原料が好ましい。セラミック原料の含有量は、成形原料全体に対して70〜80質量%であることが好ましい。
【0050】
有機バインダとしては、メチルセルロース、ヒドロキシプロポキシルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール等を挙げることができる。これらの中でも、メチルセルロースとヒドロキシプロポキシルセルロースとを併用することが好ましい。バインダの含有量は、成形原料全体に対して1〜10質量%であることが好ましい。
【0051】
造孔材としては、焼成後に気孔となるものであれば特に限定されるものではなく、例えば、澱粉、発泡樹脂、吸水性樹脂、シリカゲル等を挙げることができる。造孔材の含有量は、成形原料全体に対して1〜10質量%であることが好ましい。そして、造孔材の粒子径と量を適宜コントロールすることにより、隔壁の細孔径と気孔率がコントロール可能である。
【0052】
界面活性剤としては、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を用いることができる。これらは、1種単独で使用してもよいし、2種以上を組み合わせて使用してもよい。界面活性剤の含有量は、成形原料全体に対して0.1〜5質量%であることが好ましい。
【0053】
分散媒の含有量は、成形原料全体に対して0.1〜5質量%であることが好ましい。
【0054】
使用するセラミック原料(骨材粒子)の粒子径及び配合量、並びに添加する造孔材の粒子径及び配合量を調整することにより、所望の気孔率、平均細孔径の多孔質基材を得ることができる。
【0055】
成形原料を混練して坏土を形成する方法としては、特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。押出成形は、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて行うことができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0056】
セルの開口部を目封止する方法としては、セルの開口部に目封止材を充填する方法を挙げることができる。具体的には、ハニカム成形体の一方の端面にマスクを施してセルの開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セル以外のセル(完全セル)のうちの所定のセルの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記所定のセルに対応する部分に孔を形成する。なお、マスクに孔を形成する方法としては、上記レーザーを照射する方法以外に、針を用いる方法などを挙げることができる。このとき、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)に対応する部分のマスクには孔を形成しないようにする。即ち、不完全セルには目封止部を配設しないようにする。
【0057】
次に、マスクを施した一方の端面側の端部を目封止スラリーに浸漬して上記所定のセルの一方の端部に目封止スラリーを充填する(即ち、所定のセルの開口部を目封止材で目封止する)。目封止スラリーは、セラミック原料、水またはアルコール、及び有機バインダを含むスラリー状の目封止材である。セラミック原料としては、ハニカム成形体の原料として用いられるセラミック原料と同じものであることが好ましい。セラミック原料は、目封止材全体の70〜90質量%であることが好ましい。また、水又はアルコールは、目封止材全体の10〜30質量%であることが好ましく、有機バインダは、目封止材全体の0.1〜2.0質量%であることが好ましい。有機バインダとしては、ヒドロキシプロポキシルメチルセルロース、メチルセルロース等が挙げられる。目封止材の粘度は、600〜1200Pa・sであることが好ましい。なお、目封止材の粘度は、温度30℃において回転式粘度計で30rpmの回転数で測定した値である。
【0058】
次に、ハニカム成形体の他方の端面にマスクを施してセルの開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セルのセル(完全セル)のうちの残余のセルとの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記残余のセルに対応する部分に孔を形成する。なお、マスクに孔を形成する方法としては、上記レーザーを照射する方法以外に、針を用いる方法などを挙げることができる。
【0059】
次に、マスクを施した他方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記残余のセルの他方の端部に目封止スラリーを充填する(即ち、残余のセルの開口部を目封止材で目封止する)。目封止スラリーは、上述したものと同様のものを用いることができる。このとき、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)に対応する部分のマスクには孔を形成しないようにする。即ち、不完全セルには目封止部を配設しないようにする。なお、目封止された所定のセルと目封止されない残余のセルとが交互にいわゆる市松模様を呈するようにマスクに孔を形成することが好ましい。以上のようにして目封止ハニカム成形体を得ることができる。
【0060】
焼成温度は、ハニカム成形体の材質よって適宜決定することができる。例えば、ハニカム成形体の材質がコージェライトの場合、焼成温度は、1380〜1450℃が好ましく、1400〜1440℃が更に好ましい。また、焼成時間は、3〜10時間程度とすることが好ましい。
【0061】
なお、目封止ハニカム成形体を焼成する前に乾燥させてもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、これらの中でも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。また、乾燥条件としては、乾燥温度30〜150℃、乾燥時間1分〜2時間とすることが好ましい。
【0062】
なお、目封止ハニカム成形体に目封止部を形成する前に、ハニカム成形体を焼成してハニカム焼成体を得て、得られたハニカム焼成体の一方の端面における所定のセルの開口部及び他方の端面における残余のセルの開口部に目封止材を充填した後、更に焼成することによって目封止ハニカム焼成体を得ることもできる。
【0063】
触媒スラリーを隔壁に塗工する(触媒を隔壁に担持させる)方法は、特に限定されず、公知の方法で塗工することができる。例えば、まず、触媒を含有する触媒スラリーを調製する。その後、調製した触媒スラリーを、ディッピングや吸引により、目封止ハニカム焼成体の一方の端面側からのセル内に流入させる。この触媒スラリーは、隔壁の表面全体に塗工することが好ましい。そして、触媒スラリーをセル内に流入させた後に、余剰スラリーを圧縮空気で吹き飛ばす。その後、触媒スラリーを乾燥、焼付けすることにより、隔壁に触媒が担持されたハニカム触媒体を得ることができる。
【0064】
なお、乾燥条件は、80〜150℃、1〜6時間とすることが好ましい。また、焼付け条件は450〜700℃、0.5〜6時間とすることが好ましい。なお、触媒スラリーに含有される触媒以外の成分としては、アルミナ等が挙げられる。
【実施例】
【0065】
以下、本発明を実施例に基づいて具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0066】
(実施例1)
まず、コージェライト化原料として、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用し、コージェライト化原料100質量部に、造孔材を13質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。分散媒として水を使用し、造孔材としては平均粒子径1〜10μmのコークスを使用し、有機バインダとしてはヒドロキシプロピルメチルセルロースを使用し、分散剤としてはエチレングリコールを使用した。
【0067】
次に、所定の金型を用いて坏土を押出成形し、セル形状が四角形で、全体形状が円柱形(円筒形)のハニカム成形体を得た。そして、ハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、ハニカム成形体の両端部を切断し、所定の寸法に整えた。
【0068】
次に、ハニカム成形体の一方の端面にマスクを施してセルの開口部を塞いだ。その後、隔壁及び外周壁によって区画形成されている最外周部セル以外のセル(完全セル)のうちの所定のセルの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記所定のセルに対応する部分に孔を形成した。次に、マスクを施した一方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記所定のセルの一方の端部に目封止スラリーを充填した。
【0069】
次に、ハニカム成形体の他方の端面にマスクを施して開口部を塞ぐ。その後、隔壁及び外周壁によって区画形成されている最外周部セルのセル(完全セル)のうちの残余のセルとの開口部に対応する部分のマスクにレーザーを照射して、マスクの、上記残余のセルに対応する部分に孔を形成した。次に、マスクを施した他方の端面側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して上記残余のセルの他方の端部に目封止スラリーを充填して、目封止ハニカム成形体を得た。その後、得られた目封止ハニカム成形体を熱風乾燥機で乾燥し、更に、1410〜1440℃で、5時間、焼成することによって、目封止部が配設された目封止ハニカム焼成体を得た。なお、目封止部は、一方の端面における上記所定のセルの開口部及び他方の端面における上記残余のセルの開口部に交互にいわゆる市松模様を呈するように配設した。また、最外周部セルのうち、最外周セル以外のセル(完全セル)の水力直径に対してその水力直径の比率が5〜75%であるセル(不完全セル)には、目封止部を配設しなかった。
【0070】
次に、平均粒子径が100μmであるγAl2O3と平均粒子径が100μmであるCeO2との混合物粒子(比表面積50m2/g)をボールミルにて湿式解砕し、細孔を有する平均粒子径5μmの解砕粒子を得た。得られた解砕粒子を、Pt及びRhを含む溶液に浸漬して解砕粒子の細孔内にPt及びRhを担持させた。そして、Pt及びRhを担持させた解砕粒子に、酢酸及び水を加えて触媒用スラリーを得た。得られた触媒用スラリーに、得られた目封止ハニカム焼成体の一方の端部を浸漬させた。その後、他方の端部側から吸引することによって、隔壁に触媒を担持させた(隔壁の表面及び隔壁の細孔の表面に触媒層を形成した)。その後、乾燥させ、600℃で3時間焼成して、ハニカム触媒体を得た。
【0071】
得られたハニカム触媒体は、直径が118mmであり、中心軸方向の長さが60mmであり、ハニカム基材における一方の端面の直径Dに対する中心軸方向の長さLの比の値(L/D)が0.51であり、セル密度が31.0個/cm2であり、リブ厚(隔壁の厚さ)が0.102mmであり、隔壁の気孔率が35.0%であり、ハニカム基材の中心軸に直交する断面の面積に対する、上記断面におけるセルの開口部の総面積の比率(表1中、「セル開口率」と記す)が86.6%であり、最外周セル以外のセル(完全セル)のセル水力直径が1.87mmであり、不完全セルのセル水力直径のうち最も大きな値(表1中、「貫通セル(最大値)」と記す)が1.31であり、完全セルのセル水力直径に対する、不完全セルのセル水力直径のうち最も大きな値(セル水力直径)の比率(表1中、「B/A(%)」と記す)が70%であり、ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率(表1中、「貫通セルの断面内面積比(%)」と記す)が1.50%であり、隔壁の平均細孔径(表1中、「細孔径(μm)」と記す)が6μmであり、ハニカム基材の隔壁に担持された触媒の担持量が60g/Lであり、ハニカム基材の隔壁に担持された貴金属量の担持量が0.5g/Lであった。
【0072】
なお、ハニカム触媒体に担持させた酸化物(γAl2O3とCeO2)の単位体積当たりの担持量は10〜60g/Lであり、Ptのハニカム触媒体の単位体積当たりの担持量は0.1〜1g/Lであり、Rhのハニカム触媒体の単位体積当たりの担持量は0.05〜0.2g/Lであった。また、触媒層の平均細孔径は、解砕粒子の平均粒子径と同じ5μmであった。
【0073】
得られたハニカム触媒体について、以下の方法で「浄化率」、「PM個数エミッション」、「耐久性」、「圧力損失」、及び「総合判断」を評価した。結果を表2に示す。隔壁の気孔率及び隔壁の平均細孔径は、水銀ポロシメータによって測定した。また、リブ厚(隔壁の厚さ)は、走査型電子顕微鏡(SEM)を用いて測定した。
【0074】
[浄化率の測定方法]
得られた排気ガス浄化装置を、排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中の、一酸化炭素、炭化水素、窒素酸化物の排出量(エミッション)を測定して排出値(エミッション値)を得る。得られたエミッション値を、欧州Euro5規制値と比較して、全ての成分(一酸化炭素、炭化水素、窒素酸化物)のエミッションが規制値を下回った場合を合格「A」とし、規制値を下回らなかった場合を不合格「B」とする。なお、本評価を、表2中、「浄化率(CO,HC,NOX)」と示す。
【0075】
[PM個数エミッションの測定方法]
排気量2.0リットルの直噴式ガソリンエンジンを搭載した乗用車の排気系に、得られた排気ガス浄化装置を装着する。その後、シャシダイナモによる車両試験として、欧州規制運転モードの運転条件にて運転した際における排気ガス中のPMの排出個数を、欧州Euro6規制案に沿った方法で測定する。なお、上記PMの排出個数が6×1011個/km以下の場合は、欧州Euro6規制案の条件を満たしている。なお、本評価を、表2中、「PM排出(個/km)」と示す。そして、規制値を満たしている場合(PMの排出個数が6×1011個/km以下の場合)を合格「A」とし、規制値を満たしていない場合(PMの排出個数が6×1011個/km超である場合)を不合格「B」とする。
【0076】
[耐久性の測定方法]
次の方法により、耐久性を測定する。まず、ススを含む500℃のガスをハニカム触媒体に通過させて、ハニカム触媒体内にススを2g/L堆積させ、その後、ハニカム触媒体を通過させるガスの温度を800℃に上昇させる。この操作を1サイクルとして100サイクル繰り返した後、ハニカム触媒体におけるクラックの有無を観察する。そして、クラックの発生が観察されない場合は、合格「A」とし、クラックの発生が観察された場合は、不合格「B」とする。なお、本評価を、表2中、「繰り返し再生耐久」と示す。
【0077】
[圧力損失の測定方法]
排気量2.0リットルの直噴式ガソリンエンジンの台上試験において、まず、排気系に、セル密度93セル/cm2,隔壁の厚さ(リブ厚)0.076mm,直径105.7mm,長手方向の長さ114mmのフロースルー型のハニカム構造体を装着する。そのときのエンジンフルロード運転時の圧力損失を測定し、これを基準値とする。一方、得られた排気ガス浄化装置を排気系に装着した後、上記同様のエンジンフルロード条件における圧力損失を測定する。その後、上記基準値に対して、圧力損失の増加量が10kPa未満である場合を合格「A」とし、圧力損失の増加量が10kPa以上である場合を不合格「B」とした。なお、本評価を、表2中、「圧損」と示す。
【0078】
[総合判断の評価方法]
上記[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]の各評価のうち、全ての評価が合格「A」であるときには「A」とし、1つでも不合格「B」の評価があるとき、不合格「B」とする。
【0079】
【表1】
【0080】
【表2】
【0081】
(実施例2〜11、比較例1〜3)
表1に示す、直径、長さ、L/D、セル密度、リブ厚、気孔率、セル開口率、完全セルの水力直径、貫通セルの水力直径の最大値、貫通セルの断面内面積比、細孔径、触媒担持量、及び貴金属量としたこと以外は、実施例1と同様にして、実施例2〜11、比較例1〜3の各ハニカム触媒体を作製した。その後、実施例1の場合と同様に、上記方法で[浄化率]、[PM個数エミッション]、[耐久性]、[圧力損失]、及び「総合判断」を評価した。結果を表2に示す。
【0082】
表2から明らかなように、実施例1〜11のハニカム触媒体は、比較例1〜3のハニカム触媒体に比べて、直噴式ガソリンエンジンから排気される排気ガス中に含有される微粒子を効率良く除去することができ、圧力損失の増加が少なく、排気ガスに含まれるCO,HC,及びNOXを浄化することができることに加え、使用時に外周部にクラックが発生し難いことが確認できた。
【0083】
特に、実施例4〜6,8,10,11のハニカム触媒体は、貫通セルの比率が小さい(即ち、ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が0.20%以下である)ため、PM個数エミッションの測定値が1×1011以下となり、更に良好に排気ガスを浄化することができた。
【0084】
比較例1〜3のハニカム触媒体は、最外周部セルのうち、この最外周セル以外のセルの水力直径に対してその水力直径の比率が75%超であるセルが、目封止部が配設されていない貫通セルであるため、排気ガス中のススを、エンジン始動後初期に十分に捕集することができずPM個数エミッションの評価結果が悪い。また、長時間運転後、最外周セルに多量のススが堆積してしまうことに起因して、突発的にススが着火して局所的に(外周部が)温度上昇してしまう。そのため、外周部にクラックが発生して耐久性が十分でない。
【産業上の利用可能性】
【0085】
本発明のハニカム触媒体は、直噴ガソリンエンジンから排出される排気ガスの浄化に好適に用いることができる。
【符号の説明】
【0086】
2:一方の端面、3:他方の端面、4:セル、4a:所定のセル、4b:残余のセル、5:隔壁、6:ハニカム基材、7:外周壁、8:目封止部、14:最外周セル、100:ハニカム触媒体。
【特許請求の範囲】
【請求項1】
一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、
前記複数のセルのうちの一部のセルを目封止するように配設された目封止部と、
前記ハニカム基材の前記隔壁に担持された触媒と、を備え、
前記複数のセルは、前記隔壁及び前記外周壁によって区画形成されている最外周部セルを含み、
前記最外周部セルのうち、前記最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、前記目封止部が配設されていない貫通セルであるハニカム触媒体。
【請求項2】
前記ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が、0.1〜1.5%である請求項1に記載のハニカム触媒体。
【請求項3】
前記触媒の単位体積当りの担持量が、10〜60g/Lである請求項1または2に記載のハニカム触媒体。
【請求項4】
前記ハニカム基材は、前記隔壁の厚さが100〜460μmであり、セル密度が31〜56個/cm2であり、前記隔壁の気孔率が35〜65%であり、前記隔壁の平均細孔径が5〜50μmである請求項1〜3のいずれか一項に記載のハニカム触媒体。
【請求項1】
一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム基材と、
前記複数のセルのうちの一部のセルを目封止するように配設された目封止部と、
前記ハニカム基材の前記隔壁に担持された触媒と、を備え、
前記複数のセルは、前記隔壁及び前記外周壁によって区画形成されている最外周部セルを含み、
前記最外周部セルのうち、前記最外周セル以外のセルの水力直径に対してその水力直径の比率が5〜75%であるセルは、前記目封止部が配設されていない貫通セルであるハニカム触媒体。
【請求項2】
前記ハニカム基材の中心軸に直交する断面の面積に対する、前記断面における前記貫通セルの開口部の総面積の比率が、0.1〜1.5%である請求項1に記載のハニカム触媒体。
【請求項3】
前記触媒の単位体積当りの担持量が、10〜60g/Lである請求項1または2に記載のハニカム触媒体。
【請求項4】
前記ハニカム基材は、前記隔壁の厚さが100〜460μmであり、セル密度が31〜56個/cm2であり、前記隔壁の気孔率が35〜65%であり、前記隔壁の平均細孔径が5〜50μmである請求項1〜3のいずれか一項に記載のハニカム触媒体。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2011−183360(P2011−183360A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−54431(P2010−54431)
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
[ Back to top ]