
ハロゲンランプ、加熱装置、ハロゲンランプ製造方法

【課題】共通のバルブ内に複数のフィラメントを独立させて構成した場合でも、良好な減圧封止と各フィラメントの確実な位置決めを実現する。
【解決手段】石英ガラス製のバルブ11と石英ガラス製のインナーバルブ14との間に複数のフィラメント12を収容し、フィラメント12の両端には金属箔161,162の一端を、金属箔161,162の他端にはアウターリード171,172をそれぞれ溶接する。金属箔161に位置するバルブ11とインナーバルブ14の一部と減圧封止法で形成された封止部151を、金属箔162に位置するバルブ11とインナーバルブ14の一部とを、ハロゲン等の封入ガスを封入した状態で減圧法による封止で形成された封止部152をそれぞれ形成する。フィラメント12は、これらをバルブ11内での位置決めするとともに、非接触状態で支持する役目のバルブ11の軸方向に複数配設された絶縁性で耐熱性のアンカー13で支持される。
【解決手段】石英ガラス製のバルブ11と石英ガラス製のインナーバルブ14との間に複数のフィラメント12を収容し、フィラメント12の両端には金属箔161,162の一端を、金属箔161,162の他端にはアウターリード171,172をそれぞれ溶接する。金属箔161に位置するバルブ11とインナーバルブ14の一部と減圧封止法で形成された封止部151を、金属箔162に位置するバルブ11とインナーバルブ14の一部とを、ハロゲン等の封入ガスを封入した状態で減圧法による封止で形成された封止部152をそれぞれ形成する。フィラメント12は、これらをバルブ11内での位置決めするとともに、非接触状態で支持する役目のバルブ11の軸方向に複数配設された絶縁性で耐熱性のアンカー13で支持される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、放射透過性バルブの内部にフィラメントを備えバルブの両端が減圧封止された、例えば複写機の定着用のヒータとして使用されるハロゲンランプ、加熱装置、ハロゲンランプ製造方法に関する。
【背景技術】
【0002】
従来、複写機の定着用に使用されるハロゲンランプの封止部には、封止用の金属箔の酸化や箔切れを防止し、ガスの封入等に用いるチップ管を必要としない減圧法による封止が考えられている。(例えば、特許文献1)
【特許文献1】特開平9−320547号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記した特許文献1の技術は、耐熱性ガラス製のバルブの封止部をバーナーで減圧させながら封止している。これで得られたハロゲンランプは、封止の肉厚を同じような厚さにすることができることから封止部強度を強くすることができる。
【0004】
しかしながら、複数本のハロゲンランプを使用する場合は、取り付け作業が本数だけかかるばかりか、取り付けるスペースもその分必要となり、全体として大型化となる、という問題があった。
【0005】
この発明の目的は、複数のフィラメントを同一のバルブに形成することを可能として非接触状態で共通のバルブ内に構成しつつ、効率的な減圧封止を実現したハロゲンランプ、このランプを用いた加熱装置、ハロゲンランプ製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記した課題を解決するために、この発明のハロゲンランプは、放射透過性で耐熱性ガラスのバルブと、前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、前記フィラメントのそれぞれの両端に、それぞれの一端が接続された金属箔と、前記金属箔のそれぞれの他端に接続した電力供給用のアウターリードと、前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、前記金属箔が位置する部分で前記バルブを減圧封止により封止した封止部と、を具備したことを特徴とする。
【0007】
また、この発明のハロゲンランプは、放射透過性で耐熱性ガラスのバルブと、前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、前記フィラメントのそれぞれの一端に、それぞれの一端が接続された第1の金属箔と、前記金属箔のそれぞれの他端に接続した電力供給用の第1のアウターリードと、前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、前記インナーバルブ内に収容した導電性の金属棒と、前記金属棒の一端に、一端が接続された第2の金属箔と、前記金属箔の他端に接続した電力供給用のアウターリードと、前記第2の金属箔を前記第1の金属箔と対向させた位置の状態で、前記フィラメントのそれぞれの他端と前記金属棒の他端を電気的に接続する接続部材と、第1および第2の金属箔が位置する部分で前記バルブを減圧により封止した封止部と、前記接続部材が接続された側の前記バルブの開放端を閉じた封着部と、を具備したことを特徴とする。
【0008】
この発明の加熱装置は、上下に配置され少なくとも一方は加熱される第1および第2のローラと、前記第1または第2のローラ内に配置された請求項1〜6いずれかに記載のハロゲンランプと、予めトナーが転写された複写紙が前記第1および第2のローラとの間を移動させて前記トナーを定着させる手段とを具備したことを特徴とする。
【0009】
この発明のハロゲンランプ製造方法は、複数のフィラメントの両端にそれぞれ、インナーリード、金属箔、アウターリードをそれぞれ直列状態に接続する工程と、耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブまたはガラス棒を収納する工程と、複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、複数の前記フィラメントの両端にそれぞれ接続された金属箔の部分の前記バルブを、少なくとも前記インナーバルブまたはガラス棒の一部とともに前記バルブ内を減圧させた状態で封止する工程と、前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とする。
【0010】
また、複数のフィラメントの一端にそれぞれ、インナーリード、第1の金属箔、第1のアウターリードをそれぞれ直列に接続して作成する工程と、導電性の金属棒の一端に、第2の金属箔、第2のアウターリードを直列に接続して作成する工程と、耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブを収納する工程と、複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、前記第1および第2の金属箔の部分の前記バルブを、ハロゲン等の封入ガスを封入した状態で、少なくとも前記インナーバルブの一部とともに前記バルブ内を減圧させた状態で封止する工程と、前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とする。
【発明の効果】
【0011】
この発明によれば、共通のバルブ内に複数のフィラメントを独立させて構成した場合でも、良好な減圧封止と各フィラメントの確実な位置決めを得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、この発明を実施するための最良の形態について、図面を参照しながら詳細に説明する。
【0013】
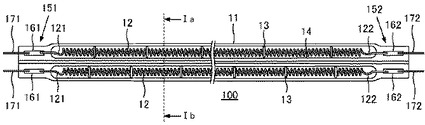
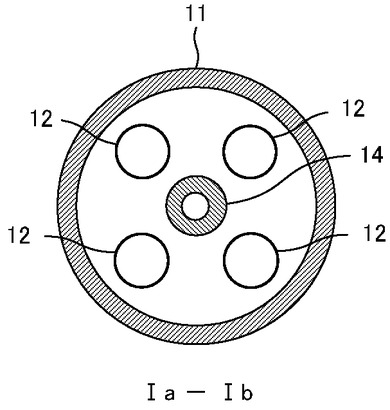
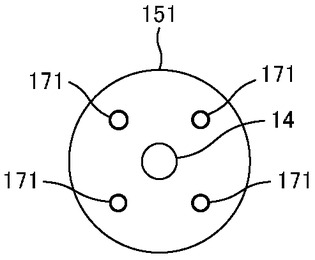
図1〜図3は、この発明のハロゲンランプに関する第1の実施形態について説明するための、図1は構成図、図2は図1の切断面線Ia−Ibから見た断面図、図3は図1の左側から見た側面図である。
【0014】
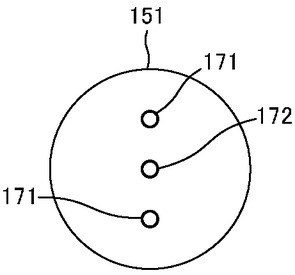
図1において、100は管型白熱電球の一種であるハロゲンランプである。ハロゲンランプ100は、例えば定着用のヒータとして多用され、放射透過性を有する石英ガラス製等の円筒状の共通バルブ11内に4灯を構成したものである。バルブ11は、肉厚が1mm程度で、外径が13mm程度で、内部には耐熱性金属の電気抵抗線の一例であるタングステン製の4本のフィラメント12が熱源として収容される。
【0015】
各フィラメント12には、長手方向に複数の外径がφ3.8mm程度のアンカーリング13が、各フィラメント12の間には、外径がφ3mm程度で、肉厚が0.5mm程度の石英ガラス製のインナーバルブ14が配置されている。これにより、アンカーリング13およびインナーバルブ14は、図2に示すように各フィラメント12をバルブ11内でほぼ等間隔で位置決めするとともに、これらを非接触状態で保持している。
【0016】
さらに、バルブ11内には、微量のハロゲン物質たとえば臭素Brや塩素Clとの混合物とともに、アルゴンArや窒素N2等の不活性ガスが、常温25℃で約0.9×105Pa(パスカル)の圧力で封入してある。バルブ11の軸方向の両端は、減圧封止による封止部151,152が形成される。封止部151内にはバルブ11と膨張係数が近似した導電性の例えばモリブデンで形成された矩形箔状の金属箔161をそれぞれ埋設している。封止部152内には矩形箔状の金属箔162を、それぞれ埋設している。
【0017】
各フィラメント12は、封止部151,152との間でテンションが付加された状態で支持することで、アンカーリング13間で撓むことを防止している。
【0018】
ところで、封止部151,152は、減圧封止により封止されるものであるが、バルブ11の肉厚はせいぜい1mm程度である。それぞれ4枚の金属箔161と162を封止し形成された封止部151,152は、扁平で機械的な強度も低いばかりか金属箔161,162も封止前の形状とは程遠いものとなってしまう。
【0019】
そこで、インナーバルブ14を少なくとも封止部151,152が形成される部分まで伸ばし、減圧封止させている。これにより、バルブ11のみにより減圧封止した場合に比して肉厚のある減圧封止部151,152を実現している。
【0020】
各金属箔161の一端には、一端がフィラメント12に接続されたインナーリード121の他端が、各金属箔162の一端には、一端がフィラメント12に接続されたインナーリード122の他端がそれぞれ接続される。各金属箔161の他端は、電力を供給するためのアウターリード171に、各金属箔162の他端は、電力を供給するためのアウターリード172にそれぞれ接続する。
【0021】
減圧による封止方法は、封止部以外で一旦ランプを封止し、封止部を含むランプ内部を減圧した状態で、モリブデン箔を気密封止させるものである。この封止方法は、石英ガラスの肉厚がピンチシールによる封止方法のように偏ることがないことから封止部の強度を向上させることができる。
【0022】
この実施形態では、共通バルブ内に複数のフィラメントを配置させるインナーバルブを、減圧封止の封止部材の一部とすることにより、封止部に十分な肉厚の確保も実現することが可能となる。
【0023】
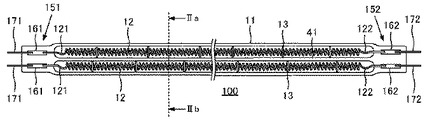
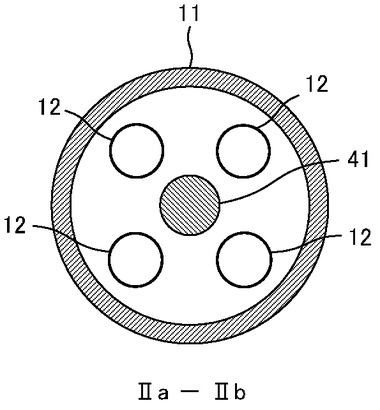
図4〜図6は、この発明のハロゲンランプに関する第2の実施形態について説明するための、図4は構成図、図5は図4の切断面線IIa−IIbから見た断面図、図6は図4の左側から見た側面図である。
【0024】
この実施形態は、インナーバルブ14に換えて図4に示すように、バルブ11と同材質のガラス棒41を配置したものであり、上記した実施形態と同一の構成部分には同一の符号を付し、ここでの説明は省略する。
【0025】
すなわち、ガラス棒41は封止部151,152となる部分まで延ばされて減圧封止される。この実施形態では、ガラス棒41がインナーバルブ14のような空洞がないため、インナーバルブ14と外径が同じであるとすれば、ガラス量が多くその分肉厚を増加させることができ、安定的な減圧封止の形成に寄与する。
【0026】
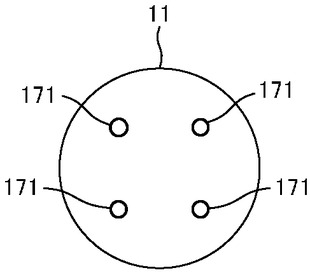
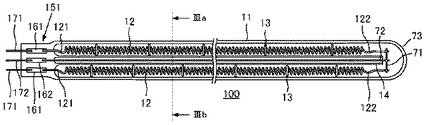
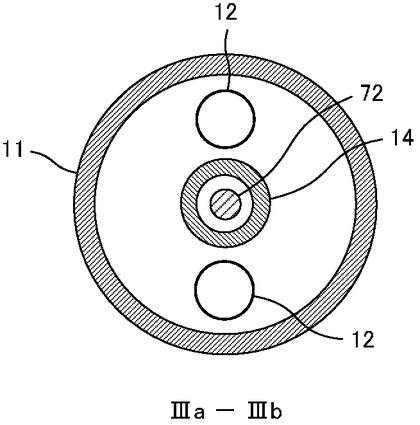
図7〜図9は、この発明のハロゲンランプに関する第3の実施形態について説明するための、図7は構成図、図8は図7の切断面線IIIa−IIIbから見た断面図、図9は図7の左側から見た側面図である。この実施形態は、バルブの片方のみに封止部151を形成したもので、上記した実施形態と同一の構成や機能の部分には同一の符号を付し、ここでの説明は省略する。
【0027】
図7は、2本のフィラメント12の一端は、それぞれ接続された金属箔161が接続される。各フィラメント12の他端は、例えばモリブデン製の接続部材71に溶接等の接続手段で電気的に接続される。接続部材71は、インナーバルブ14内に配置した例えばモリブデン製の金属棒72の一端と、金属棒72の他端は金属箔161と非接触状態で並設させた金属箔162の一端とそれぞれ接続させる。封止部151が形成された反対側のバルブ11は封着部73で封着されている。
【0028】
この実施形態は、片側のみに封止部151が形成された場合でもインナーバルブ14の一部を減圧封止させたときに所望の肉厚を得ることに寄与させることが可能となる。片側のみに封止を設け、片側から給電する構造とした場合は、ハロゲンランプ100の小型を実現することができる。なお、この実施形態でもインナーバルブ14をガラス棒に変えることができる。
【0029】
上記した、この発明のハロゲンランプの第1および第2の実施形態では4本、第3の実施形態では2本のフィラメントを同一のバルブ内に構成した例について説明したが、この例に限らず第1〜第3の各実施形態では複数本のフィラメントであれば、各発明の主旨に基づき適用可能である。
【0030】
また、インナーバルブやガラス棒の長手方向にアンカーリングを位置決めする溝等の位置決め手段を設けることで各フィラメントの位置決めがより容易なものとなる。
【0031】
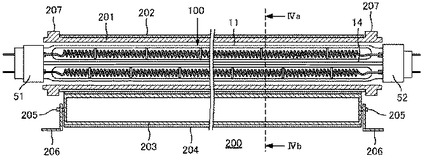
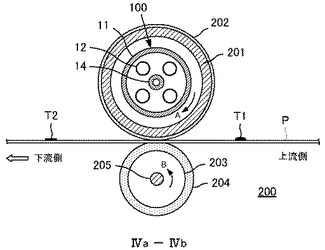
図10〜図12は、図1〜図3で説明したハロゲンランプに口金を取り付けた状態で用いたこの発明の加熱装置の一実施形態について説明するための、図10は概略的な構成図、図11は図10のIVa−IVb断面図、図12(a)は図1〜図6で説明したハロゲンランプを用いた場合の駆動回路例を、図12(b)は図7〜図9で説明したハロゲンランプを用いた場合の駆動回路例について説明するための説明図である。
【0032】
図10、図11において、200は加熱装置である。201はアルミニウムや鉄等の金属からなる円筒状の加熱ローラであり、加熱ローラ201の外周面には耐熱性の樹脂による被覆材202が被覆されている。加熱ローラ201の内部には、発熱源であるハロゲンランプ100が図1で説明した口金51,52を介して図示しない支持手段を用いてそれぞれ支持される。
【0033】
203は、加熱ローラ201と圧接して下方に対向配置されたアルミニウムや鉄等の金属からなる円筒状の加圧ローラである。加圧ローラ203の外周面には、例えばシリコンゴムによる弾性体層204が被覆されている。この弾性体層204の表面には、通過する紙が定着後に加圧ローラ203から離れやすくなるように、表面を平滑にする樹脂コーティングを形成してもよい。
【0034】
加圧ローラ203は、軸205を支持手段206に取着することで回転自在に支持されている。また、加熱ローラ201の両端には回転ギア207が取り付けられ、これら回転ギア207とモータの回転軸に取り付けた回転ギアを噛み合わせて、モータを回転させることで、加熱ローラ201と加圧ローラ203を図11の矢印A,B方向にそれぞれ回転させることができる。
【0035】
加熱ローラ201のハロゲンランプ100が通電されると、加熱ローラ201が発熱してヒートアップ(昇温)する。そこで、図11の矢印A,B方向に加熱ローラ201と加圧ローラ203を回転させ、図示しない転写ドラムなどからトナーTが所定分布状態に転写された複写紙Pが、ヒートアップされた加熱ローラ201と加圧ローラ203間に送り込ませることで、複写紙Pおよび前の工程で塗布されたトナーT1が上下から加熱され、加熱されたトナーT2が溶融後複写紙P上に定着し、所定の文字や図柄などとして描かれる。
【0036】
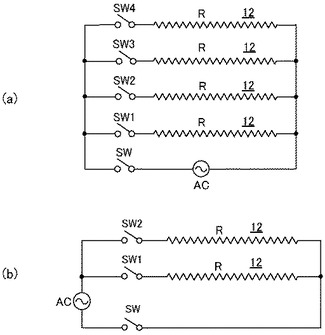
ところで図1〜図6で説明したハロゲンランプ100も、図7〜図9で説明したハロゲンランプ100も複数のフィラメント12を備えている。これらフィラメント12は、図12(a),(b)に示す駆動回路例で駆動される。
【0037】
図1〜図3あるいは図4〜図6のハロゲンランプ100を用いた場合の駆動回路は、例えば図12(a)で示す駆動回路を用いる。
【0038】
図12(a)のRは、4本のフィラメント12の抵抗値をそれぞれ同じとして示している。SWは、交流電源ACをオンオフさせる電源スイッチ、SW1〜SW4は、各フィラメント12を任意に駆動させる切換スイッチである。また、各フィラメント12は、発光部の場所や範囲を異ならせ、切換スイッチSW1〜SW4を任意に制御し、交流電源ACから供給される電力を制御することにより、加熱の実現が可能となる。
【0039】
図7〜図9のハロゲンランプ100を用いた場合の駆動回路は、例えば図12(b)で示す駆動回路を用いる。
【0040】
図12(b)のRは、2本のフィラメント12の抵抗値をそれぞれ同じとして示している。この場合の各フィラメント12も、発光部の場所や範囲を異ならせ、切換スイッチSW1,SW2を任意に制御し、交流電源ACから供給される電力を制御することにより、加熱の実現が可能となる。
【0041】
図12(a),(b)の何れも、複数のフィラメント12の発光部の位置や長さを変更させ、切換スイッチSW1,SW2を制御することで、例えばハガキサイズやA4サイズの用紙を加熱させトナーの定着を実現することができる。
【0042】
この実施形態では、共通のバルブ11内に複数のフィラメントを形成したことにより、複数のハロゲンランプを取り付けた場合に比べて省スペース化を図ることができる。また、封止を減圧封止にしたことにより、ハロゲンランプが機械的強度を向上させた状態で取り付け可能となる。
【0043】
なお、この加熱装置の用途としては、複写機等の画像形成装置の定着用に用いたが、これに限らず、家庭用の電気製品、業務用や実験用の精密機器や化学反応用の機器等に装着して加熱や保温の熱源としても使用し同様の効果を奏する。
【0044】
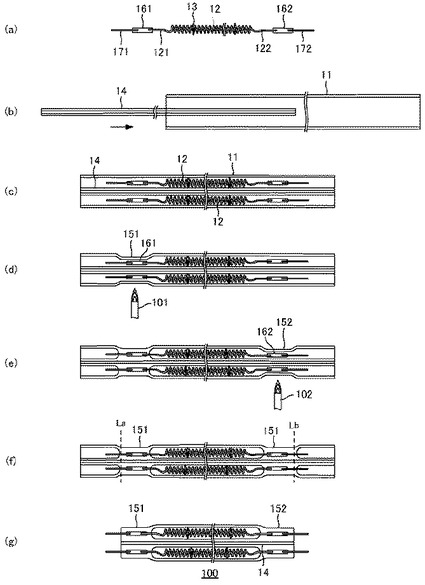
図13は、この発明のハロゲンランプ製造方法に関する一実施形態について説明するための説明図である。この実施形態は、図1〜図3で説明したハロゲンランプの製造方法について説明するものである。
【0045】
まず、図13(a)において、フィラメント12の両端に、インナーリード121,122、金属箔161,162、それにアウターリード171,172がそれぞれ直列に接続した状態の4本を用意する。フィラメント12の長手方向の複数箇所にはアンカーリング13が取着されている。
【0046】
フィラメント12の一端とインナーリード121、金属箔161、アウターリード171を直列に接続する箇所とフィラメント12の他端とインナーリード122、金属箔162、アウターリード172を直列に接続する箇所は、それぞれを例えばスポット溶接により結合させる。
【0047】
図13(b)では、バルブ11の中にインナーバルブ14を矢印方向に挿入する。インナーバルブ14は、バルブ11の中間部に配置する。図13(c)において、図13(a)の状態の4本のフィラメントを、バルブ11とインナーバルブ14との中間部に互いが非接触状態で同じような間隔で収納する。
【0048】
次に、図13(d)において、金属箔161が位置するバルブ11の外表面から封止部151となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部151を形成する。このとき、インナーバルブ14は内側の部分まで溶解させても構わないが、封止部151の肉厚に加え太さを太くして取付け易さと機械的強度に寄与することを考えると、外表面側のみを溶解させている。
【0049】
封止部151を形成するときに、バルブ11の両開放端を予め封着させてハロゲンガス500Torrを封入して、一旦仮排気を行った後、バルブ11の開放端側の減圧封止を行っている。
【0050】
図13(e)において、金属箔162が位置するバルブ11の外表面から封止部152となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部152を形成する。
【0051】
図13(d),(e)における封止部151,152を形成する工程では、バルブ11を立てた状態で作業するようにすることで減圧封止がバルブ11の軸方向に形成され易くなる。
【0052】
図13(f)において、封止部151,152を残す図中の破線LaおよびLbに沿ってバルブ11の両開口側を例えばレーザー等の手段でカットすることで、図13(g)のハロゲンランプ100が完成される。
【0053】
このハロゲンランプ製造方法では、封止部151,152の肉厚を増やすことにも用いるインナーバルブ14が封止部151,152を形成すると同時に位置決めされた状態で固定することが可能となる。
【0054】
なお、図4〜図6で説明したハロゲンランプの製造方法は、上記説明した製造方法で内バルブとガラス棒とを単に置き換えるだけの工程で製造可能である。
【0055】
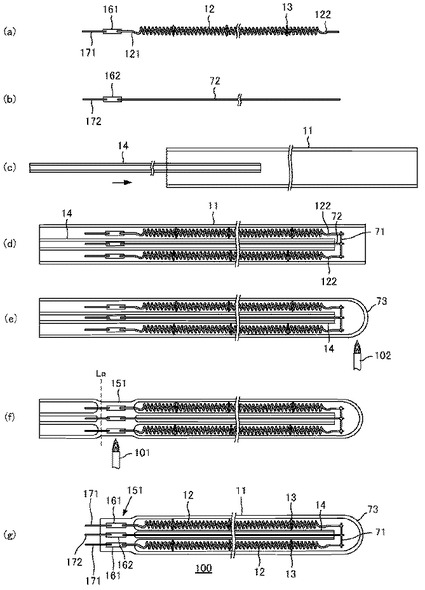
図14は、この発明のハロゲンランプ製造方法に関する他の実施形態について説明するための説明図である。
【0056】
まず、図14(a)において、フィラメント12の一端に、インナーリード121,122、金属箔161、それにアウターリード171がそれぞれ直列に接続した状態の2本を用意する。フィラメント12には長手方向の複数箇所にアンカーリング13が取着されている。フィラメント12の一端とインナーリード121、金属箔161、アウターリード171を直列に接続する箇所は、それぞれを例えばスポット溶接による手段で結合させる。
【0057】
図14(b)では、金属棒72の一端と金属箔162の一端、金属箔162の他端とアウターリード172を、それぞれ直列接続した状態で1本用意する。金属棒72、金属箔162、アウターリード172の接続箇所は、それぞれを例えばスポット溶接により結合させる。
【0058】
次に、図14(c)では、バルブ11の中にインナーバルブ14を矢印方向に挿入する。インナーバルブ14は、バルブ11の中間部に配置する。
【0059】
図14(d)において、図13(a)の状態の4本のフィラメントを、バルブ11とインナーバルブ14との中間部に互いが非接触状態で同じような間隔で収納する。さらにインナーバルブ14に図14(b)でアウターリード172と金属箔162が接続された金属棒72を挿入する。このとき、金属箔162は、金属箔161と並んだ位置に配置させる。さらに、各フィラメント12のそれぞれのインナーリード122と接続部材71を例えばスポット溶接により結合させる。
【0060】
この後、図14(e)において、バルブ11の開放端をバーナー102で一定の火力で焼成し、バルブ11を一定の回転数で回転させて封着部73を形成する。
【0061】
次に、図14(f)において、金属箔161が位置するバルブ11の外表面から封止部151となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部151を形成する。このとき、インナーバルブ14は内側の部分まで溶解させても構わないが、封止部151の肉厚に加え太さを太くして取付け易さと機械的強度に寄与することを考えると、外表面側のみを溶解させている。
【0062】
封止部151は、バルブ11の封着部73が形成された反対側のバルブ11の開放端を予め封着させてハロゲンガス500Torrを封入して、一旦仮排気を行った後、減圧による封止を行っている。
【0063】
図14(f)において、封止部151を残す図中の破線Laに沿ってバルブ11の開口側を例えばレーザー等の手段でカットすることで、図14(g)のハロゲンランプ100が完成される。
【0064】
このハロゲンランプ製造方法では、封止部151の肉厚を増やすことにも用いるインナーバルブ14が封止部151を形成すると同時に位置決めされた状態で固定することが可能となる。
【図面の簡単な説明】
【0065】
【図1】この発明のハロゲンランプに関する第1の実施形態について説明するための構成図。
【図2】図1の切断面線Ia−Ibから見た断面図。
【図3】図1の左側から見た側面図。
【図4】この発明のハロゲンランプに関する第2の実施形態について説明するための構成図。
【図5】図4の切断面線IIa−IIbから見た断面図。
【図6】図4の左側から見た側面図。
【図7】この発明のハロゲンランプに関する第3の実施形態について説明するための構成図。
【図8】図7の切断面線IIIa−IIIbから見た断面図。
【図9】図7の左側から見た側面図。
【図10】この発明の加熱装置に関する一実施形態について説明するための概略的な構成図。
【図11】図10の切断面線IVa−IVbから見た断面図。
【図12】この発明のハロゲンランプをこの発明の加熱装置に用いた場合の駆動について説明するための駆動例について説明するための説明図。
【図13】この発明のハロゲンランプ製造方法に関する一実施形態について説明するための説明図。
【図14】この発明のハロゲンランプ製造方法に関する他の実施形態について説明するための説明図。
【符号の説明】
【0066】
100 ハロゲンランプ
11 バルブ
12 フィラメント
121,122 インナーリード
13 アンカーリング
14 インナーバルブ
151,152 封止部
161,162 金属箔
171,172 アウターリード
41 ガラス棒
71 接続部材
72 金属棒
73 封着部
200 加熱装置
201 加熱ローラ
203 加圧ローラ
101,102 バーナー
【技術分野】
【0001】
この発明は、放射透過性バルブの内部にフィラメントを備えバルブの両端が減圧封止された、例えば複写機の定着用のヒータとして使用されるハロゲンランプ、加熱装置、ハロゲンランプ製造方法に関する。
【背景技術】
【0002】
従来、複写機の定着用に使用されるハロゲンランプの封止部には、封止用の金属箔の酸化や箔切れを防止し、ガスの封入等に用いるチップ管を必要としない減圧法による封止が考えられている。(例えば、特許文献1)
【特許文献1】特開平9−320547号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記した特許文献1の技術は、耐熱性ガラス製のバルブの封止部をバーナーで減圧させながら封止している。これで得られたハロゲンランプは、封止の肉厚を同じような厚さにすることができることから封止部強度を強くすることができる。
【0004】
しかしながら、複数本のハロゲンランプを使用する場合は、取り付け作業が本数だけかかるばかりか、取り付けるスペースもその分必要となり、全体として大型化となる、という問題があった。
【0005】
この発明の目的は、複数のフィラメントを同一のバルブに形成することを可能として非接触状態で共通のバルブ内に構成しつつ、効率的な減圧封止を実現したハロゲンランプ、このランプを用いた加熱装置、ハロゲンランプ製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記した課題を解決するために、この発明のハロゲンランプは、放射透過性で耐熱性ガラスのバルブと、前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、前記フィラメントのそれぞれの両端に、それぞれの一端が接続された金属箔と、前記金属箔のそれぞれの他端に接続した電力供給用のアウターリードと、前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、前記金属箔が位置する部分で前記バルブを減圧封止により封止した封止部と、を具備したことを特徴とする。
【0007】
また、この発明のハロゲンランプは、放射透過性で耐熱性ガラスのバルブと、前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、前記フィラメントのそれぞれの一端に、それぞれの一端が接続された第1の金属箔と、前記金属箔のそれぞれの他端に接続した電力供給用の第1のアウターリードと、前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、前記インナーバルブ内に収容した導電性の金属棒と、前記金属棒の一端に、一端が接続された第2の金属箔と、前記金属箔の他端に接続した電力供給用のアウターリードと、前記第2の金属箔を前記第1の金属箔と対向させた位置の状態で、前記フィラメントのそれぞれの他端と前記金属棒の他端を電気的に接続する接続部材と、第1および第2の金属箔が位置する部分で前記バルブを減圧により封止した封止部と、前記接続部材が接続された側の前記バルブの開放端を閉じた封着部と、を具備したことを特徴とする。
【0008】
この発明の加熱装置は、上下に配置され少なくとも一方は加熱される第1および第2のローラと、前記第1または第2のローラ内に配置された請求項1〜6いずれかに記載のハロゲンランプと、予めトナーが転写された複写紙が前記第1および第2のローラとの間を移動させて前記トナーを定着させる手段とを具備したことを特徴とする。
【0009】
この発明のハロゲンランプ製造方法は、複数のフィラメントの両端にそれぞれ、インナーリード、金属箔、アウターリードをそれぞれ直列状態に接続する工程と、耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブまたはガラス棒を収納する工程と、複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、複数の前記フィラメントの両端にそれぞれ接続された金属箔の部分の前記バルブを、少なくとも前記インナーバルブまたはガラス棒の一部とともに前記バルブ内を減圧させた状態で封止する工程と、前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とする。
【0010】
また、複数のフィラメントの一端にそれぞれ、インナーリード、第1の金属箔、第1のアウターリードをそれぞれ直列に接続して作成する工程と、導電性の金属棒の一端に、第2の金属箔、第2のアウターリードを直列に接続して作成する工程と、耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブを収納する工程と、複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、前記第1および第2の金属箔の部分の前記バルブを、ハロゲン等の封入ガスを封入した状態で、少なくとも前記インナーバルブの一部とともに前記バルブ内を減圧させた状態で封止する工程と、前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とする。
【発明の効果】
【0011】
この発明によれば、共通のバルブ内に複数のフィラメントを独立させて構成した場合でも、良好な減圧封止と各フィラメントの確実な位置決めを得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、この発明を実施するための最良の形態について、図面を参照しながら詳細に説明する。
【0013】
図1〜図3は、この発明のハロゲンランプに関する第1の実施形態について説明するための、図1は構成図、図2は図1の切断面線Ia−Ibから見た断面図、図3は図1の左側から見た側面図である。
【0014】
図1において、100は管型白熱電球の一種であるハロゲンランプである。ハロゲンランプ100は、例えば定着用のヒータとして多用され、放射透過性を有する石英ガラス製等の円筒状の共通バルブ11内に4灯を構成したものである。バルブ11は、肉厚が1mm程度で、外径が13mm程度で、内部には耐熱性金属の電気抵抗線の一例であるタングステン製の4本のフィラメント12が熱源として収容される。
【0015】
各フィラメント12には、長手方向に複数の外径がφ3.8mm程度のアンカーリング13が、各フィラメント12の間には、外径がφ3mm程度で、肉厚が0.5mm程度の石英ガラス製のインナーバルブ14が配置されている。これにより、アンカーリング13およびインナーバルブ14は、図2に示すように各フィラメント12をバルブ11内でほぼ等間隔で位置決めするとともに、これらを非接触状態で保持している。
【0016】
さらに、バルブ11内には、微量のハロゲン物質たとえば臭素Brや塩素Clとの混合物とともに、アルゴンArや窒素N2等の不活性ガスが、常温25℃で約0.9×105Pa(パスカル)の圧力で封入してある。バルブ11の軸方向の両端は、減圧封止による封止部151,152が形成される。封止部151内にはバルブ11と膨張係数が近似した導電性の例えばモリブデンで形成された矩形箔状の金属箔161をそれぞれ埋設している。封止部152内には矩形箔状の金属箔162を、それぞれ埋設している。
【0017】
各フィラメント12は、封止部151,152との間でテンションが付加された状態で支持することで、アンカーリング13間で撓むことを防止している。
【0018】
ところで、封止部151,152は、減圧封止により封止されるものであるが、バルブ11の肉厚はせいぜい1mm程度である。それぞれ4枚の金属箔161と162を封止し形成された封止部151,152は、扁平で機械的な強度も低いばかりか金属箔161,162も封止前の形状とは程遠いものとなってしまう。
【0019】
そこで、インナーバルブ14を少なくとも封止部151,152が形成される部分まで伸ばし、減圧封止させている。これにより、バルブ11のみにより減圧封止した場合に比して肉厚のある減圧封止部151,152を実現している。
【0020】
各金属箔161の一端には、一端がフィラメント12に接続されたインナーリード121の他端が、各金属箔162の一端には、一端がフィラメント12に接続されたインナーリード122の他端がそれぞれ接続される。各金属箔161の他端は、電力を供給するためのアウターリード171に、各金属箔162の他端は、電力を供給するためのアウターリード172にそれぞれ接続する。
【0021】
減圧による封止方法は、封止部以外で一旦ランプを封止し、封止部を含むランプ内部を減圧した状態で、モリブデン箔を気密封止させるものである。この封止方法は、石英ガラスの肉厚がピンチシールによる封止方法のように偏ることがないことから封止部の強度を向上させることができる。
【0022】
この実施形態では、共通バルブ内に複数のフィラメントを配置させるインナーバルブを、減圧封止の封止部材の一部とすることにより、封止部に十分な肉厚の確保も実現することが可能となる。
【0023】
図4〜図6は、この発明のハロゲンランプに関する第2の実施形態について説明するための、図4は構成図、図5は図4の切断面線IIa−IIbから見た断面図、図6は図4の左側から見た側面図である。
【0024】
この実施形態は、インナーバルブ14に換えて図4に示すように、バルブ11と同材質のガラス棒41を配置したものであり、上記した実施形態と同一の構成部分には同一の符号を付し、ここでの説明は省略する。
【0025】
すなわち、ガラス棒41は封止部151,152となる部分まで延ばされて減圧封止される。この実施形態では、ガラス棒41がインナーバルブ14のような空洞がないため、インナーバルブ14と外径が同じであるとすれば、ガラス量が多くその分肉厚を増加させることができ、安定的な減圧封止の形成に寄与する。
【0026】
図7〜図9は、この発明のハロゲンランプに関する第3の実施形態について説明するための、図7は構成図、図8は図7の切断面線IIIa−IIIbから見た断面図、図9は図7の左側から見た側面図である。この実施形態は、バルブの片方のみに封止部151を形成したもので、上記した実施形態と同一の構成や機能の部分には同一の符号を付し、ここでの説明は省略する。
【0027】
図7は、2本のフィラメント12の一端は、それぞれ接続された金属箔161が接続される。各フィラメント12の他端は、例えばモリブデン製の接続部材71に溶接等の接続手段で電気的に接続される。接続部材71は、インナーバルブ14内に配置した例えばモリブデン製の金属棒72の一端と、金属棒72の他端は金属箔161と非接触状態で並設させた金属箔162の一端とそれぞれ接続させる。封止部151が形成された反対側のバルブ11は封着部73で封着されている。
【0028】
この実施形態は、片側のみに封止部151が形成された場合でもインナーバルブ14の一部を減圧封止させたときに所望の肉厚を得ることに寄与させることが可能となる。片側のみに封止を設け、片側から給電する構造とした場合は、ハロゲンランプ100の小型を実現することができる。なお、この実施形態でもインナーバルブ14をガラス棒に変えることができる。
【0029】
上記した、この発明のハロゲンランプの第1および第2の実施形態では4本、第3の実施形態では2本のフィラメントを同一のバルブ内に構成した例について説明したが、この例に限らず第1〜第3の各実施形態では複数本のフィラメントであれば、各発明の主旨に基づき適用可能である。
【0030】
また、インナーバルブやガラス棒の長手方向にアンカーリングを位置決めする溝等の位置決め手段を設けることで各フィラメントの位置決めがより容易なものとなる。
【0031】
図10〜図12は、図1〜図3で説明したハロゲンランプに口金を取り付けた状態で用いたこの発明の加熱装置の一実施形態について説明するための、図10は概略的な構成図、図11は図10のIVa−IVb断面図、図12(a)は図1〜図6で説明したハロゲンランプを用いた場合の駆動回路例を、図12(b)は図7〜図9で説明したハロゲンランプを用いた場合の駆動回路例について説明するための説明図である。
【0032】
図10、図11において、200は加熱装置である。201はアルミニウムや鉄等の金属からなる円筒状の加熱ローラであり、加熱ローラ201の外周面には耐熱性の樹脂による被覆材202が被覆されている。加熱ローラ201の内部には、発熱源であるハロゲンランプ100が図1で説明した口金51,52を介して図示しない支持手段を用いてそれぞれ支持される。
【0033】
203は、加熱ローラ201と圧接して下方に対向配置されたアルミニウムや鉄等の金属からなる円筒状の加圧ローラである。加圧ローラ203の外周面には、例えばシリコンゴムによる弾性体層204が被覆されている。この弾性体層204の表面には、通過する紙が定着後に加圧ローラ203から離れやすくなるように、表面を平滑にする樹脂コーティングを形成してもよい。
【0034】
加圧ローラ203は、軸205を支持手段206に取着することで回転自在に支持されている。また、加熱ローラ201の両端には回転ギア207が取り付けられ、これら回転ギア207とモータの回転軸に取り付けた回転ギアを噛み合わせて、モータを回転させることで、加熱ローラ201と加圧ローラ203を図11の矢印A,B方向にそれぞれ回転させることができる。
【0035】
加熱ローラ201のハロゲンランプ100が通電されると、加熱ローラ201が発熱してヒートアップ(昇温)する。そこで、図11の矢印A,B方向に加熱ローラ201と加圧ローラ203を回転させ、図示しない転写ドラムなどからトナーTが所定分布状態に転写された複写紙Pが、ヒートアップされた加熱ローラ201と加圧ローラ203間に送り込ませることで、複写紙Pおよび前の工程で塗布されたトナーT1が上下から加熱され、加熱されたトナーT2が溶融後複写紙P上に定着し、所定の文字や図柄などとして描かれる。
【0036】
ところで図1〜図6で説明したハロゲンランプ100も、図7〜図9で説明したハロゲンランプ100も複数のフィラメント12を備えている。これらフィラメント12は、図12(a),(b)に示す駆動回路例で駆動される。
【0037】
図1〜図3あるいは図4〜図6のハロゲンランプ100を用いた場合の駆動回路は、例えば図12(a)で示す駆動回路を用いる。
【0038】
図12(a)のRは、4本のフィラメント12の抵抗値をそれぞれ同じとして示している。SWは、交流電源ACをオンオフさせる電源スイッチ、SW1〜SW4は、各フィラメント12を任意に駆動させる切換スイッチである。また、各フィラメント12は、発光部の場所や範囲を異ならせ、切換スイッチSW1〜SW4を任意に制御し、交流電源ACから供給される電力を制御することにより、加熱の実現が可能となる。
【0039】
図7〜図9のハロゲンランプ100を用いた場合の駆動回路は、例えば図12(b)で示す駆動回路を用いる。
【0040】
図12(b)のRは、2本のフィラメント12の抵抗値をそれぞれ同じとして示している。この場合の各フィラメント12も、発光部の場所や範囲を異ならせ、切換スイッチSW1,SW2を任意に制御し、交流電源ACから供給される電力を制御することにより、加熱の実現が可能となる。
【0041】
図12(a),(b)の何れも、複数のフィラメント12の発光部の位置や長さを変更させ、切換スイッチSW1,SW2を制御することで、例えばハガキサイズやA4サイズの用紙を加熱させトナーの定着を実現することができる。
【0042】
この実施形態では、共通のバルブ11内に複数のフィラメントを形成したことにより、複数のハロゲンランプを取り付けた場合に比べて省スペース化を図ることができる。また、封止を減圧封止にしたことにより、ハロゲンランプが機械的強度を向上させた状態で取り付け可能となる。
【0043】
なお、この加熱装置の用途としては、複写機等の画像形成装置の定着用に用いたが、これに限らず、家庭用の電気製品、業務用や実験用の精密機器や化学反応用の機器等に装着して加熱や保温の熱源としても使用し同様の効果を奏する。
【0044】
図13は、この発明のハロゲンランプ製造方法に関する一実施形態について説明するための説明図である。この実施形態は、図1〜図3で説明したハロゲンランプの製造方法について説明するものである。
【0045】
まず、図13(a)において、フィラメント12の両端に、インナーリード121,122、金属箔161,162、それにアウターリード171,172がそれぞれ直列に接続した状態の4本を用意する。フィラメント12の長手方向の複数箇所にはアンカーリング13が取着されている。
【0046】
フィラメント12の一端とインナーリード121、金属箔161、アウターリード171を直列に接続する箇所とフィラメント12の他端とインナーリード122、金属箔162、アウターリード172を直列に接続する箇所は、それぞれを例えばスポット溶接により結合させる。
【0047】
図13(b)では、バルブ11の中にインナーバルブ14を矢印方向に挿入する。インナーバルブ14は、バルブ11の中間部に配置する。図13(c)において、図13(a)の状態の4本のフィラメントを、バルブ11とインナーバルブ14との中間部に互いが非接触状態で同じような間隔で収納する。
【0048】
次に、図13(d)において、金属箔161が位置するバルブ11の外表面から封止部151となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部151を形成する。このとき、インナーバルブ14は内側の部分まで溶解させても構わないが、封止部151の肉厚に加え太さを太くして取付け易さと機械的強度に寄与することを考えると、外表面側のみを溶解させている。
【0049】
封止部151を形成するときに、バルブ11の両開放端を予め封着させてハロゲンガス500Torrを封入して、一旦仮排気を行った後、バルブ11の開放端側の減圧封止を行っている。
【0050】
図13(e)において、金属箔162が位置するバルブ11の外表面から封止部152となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部152を形成する。
【0051】
図13(d),(e)における封止部151,152を形成する工程では、バルブ11を立てた状態で作業するようにすることで減圧封止がバルブ11の軸方向に形成され易くなる。
【0052】
図13(f)において、封止部151,152を残す図中の破線LaおよびLbに沿ってバルブ11の両開口側を例えばレーザー等の手段でカットすることで、図13(g)のハロゲンランプ100が完成される。
【0053】
このハロゲンランプ製造方法では、封止部151,152の肉厚を増やすことにも用いるインナーバルブ14が封止部151,152を形成すると同時に位置決めされた状態で固定することが可能となる。
【0054】
なお、図4〜図6で説明したハロゲンランプの製造方法は、上記説明した製造方法で内バルブとガラス棒とを単に置き換えるだけの工程で製造可能である。
【0055】
図14は、この発明のハロゲンランプ製造方法に関する他の実施形態について説明するための説明図である。
【0056】
まず、図14(a)において、フィラメント12の一端に、インナーリード121,122、金属箔161、それにアウターリード171がそれぞれ直列に接続した状態の2本を用意する。フィラメント12には長手方向の複数箇所にアンカーリング13が取着されている。フィラメント12の一端とインナーリード121、金属箔161、アウターリード171を直列に接続する箇所は、それぞれを例えばスポット溶接による手段で結合させる。
【0057】
図14(b)では、金属棒72の一端と金属箔162の一端、金属箔162の他端とアウターリード172を、それぞれ直列接続した状態で1本用意する。金属棒72、金属箔162、アウターリード172の接続箇所は、それぞれを例えばスポット溶接により結合させる。
【0058】
次に、図14(c)では、バルブ11の中にインナーバルブ14を矢印方向に挿入する。インナーバルブ14は、バルブ11の中間部に配置する。
【0059】
図14(d)において、図13(a)の状態の4本のフィラメントを、バルブ11とインナーバルブ14との中間部に互いが非接触状態で同じような間隔で収納する。さらにインナーバルブ14に図14(b)でアウターリード172と金属箔162が接続された金属棒72を挿入する。このとき、金属箔162は、金属箔161と並んだ位置に配置させる。さらに、各フィラメント12のそれぞれのインナーリード122と接続部材71を例えばスポット溶接により結合させる。
【0060】
この後、図14(e)において、バルブ11の開放端をバーナー102で一定の火力で焼成し、バルブ11を一定の回転数で回転させて封着部73を形成する。
【0061】
次に、図14(f)において、金属箔161が位置するバルブ11の外表面から封止部151となる部分にバーナー101で一定の火力で焼成し、バルブ11を一定の回転数で回転させてインナーバルブ14を加えた太さの封止部151を形成する。このとき、インナーバルブ14は内側の部分まで溶解させても構わないが、封止部151の肉厚に加え太さを太くして取付け易さと機械的強度に寄与することを考えると、外表面側のみを溶解させている。
【0062】
封止部151は、バルブ11の封着部73が形成された反対側のバルブ11の開放端を予め封着させてハロゲンガス500Torrを封入して、一旦仮排気を行った後、減圧による封止を行っている。
【0063】
図14(f)において、封止部151を残す図中の破線Laに沿ってバルブ11の開口側を例えばレーザー等の手段でカットすることで、図14(g)のハロゲンランプ100が完成される。
【0064】
このハロゲンランプ製造方法では、封止部151の肉厚を増やすことにも用いるインナーバルブ14が封止部151を形成すると同時に位置決めされた状態で固定することが可能となる。
【図面の簡単な説明】
【0065】
【図1】この発明のハロゲンランプに関する第1の実施形態について説明するための構成図。
【図2】図1の切断面線Ia−Ibから見た断面図。
【図3】図1の左側から見た側面図。
【図4】この発明のハロゲンランプに関する第2の実施形態について説明するための構成図。
【図5】図4の切断面線IIa−IIbから見た断面図。
【図6】図4の左側から見た側面図。
【図7】この発明のハロゲンランプに関する第3の実施形態について説明するための構成図。
【図8】図7の切断面線IIIa−IIIbから見た断面図。
【図9】図7の左側から見た側面図。
【図10】この発明の加熱装置に関する一実施形態について説明するための概略的な構成図。
【図11】図10の切断面線IVa−IVbから見た断面図。
【図12】この発明のハロゲンランプをこの発明の加熱装置に用いた場合の駆動について説明するための駆動例について説明するための説明図。
【図13】この発明のハロゲンランプ製造方法に関する一実施形態について説明するための説明図。
【図14】この発明のハロゲンランプ製造方法に関する他の実施形態について説明するための説明図。
【符号の説明】
【0066】
100 ハロゲンランプ
11 バルブ
12 フィラメント
121,122 インナーリード
13 アンカーリング
14 インナーバルブ
151,152 封止部
161,162 金属箔
171,172 アウターリード
41 ガラス棒
71 接続部材
72 金属棒
73 封着部
200 加熱装置
201 加熱ローラ
203 加圧ローラ
101,102 バーナー
【特許請求の範囲】
【請求項1】
放射透過性で耐熱性ガラスのバルブと、
前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、
前記フィラメントのそれぞれの両端に、それぞれの一端が接続された金属箔と、
前記金属箔のそれぞれの他端に接続した電力供給用のアウターリードと、
前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、
前記金属箔が位置する部分で前記バルブを減圧封止により封止した封止部と、を具備したことを特徴とするハロゲンランプ。
【請求項2】
放射透過性で耐熱性ガラスのバルブと、
前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、
前記フィラメントのそれぞれの一端に、それぞれの一端が接続された第1の金属箔と、
前記金属箔のそれぞれの他端に接続した電力供給用の第1のアウターリードと、
前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、
前記インナーバルブ内に収容した導電性の金属棒と、
前記金属棒の一端に、一端が接続された第2の金属箔と、
前記金属箔の他端に接続した電力供給用のアウターリードと、
前記第2の金属箔を前記第1の金属箔と対向させた位置の状態で、前記フィラメントのそれぞれの他端と前記金属棒の他端を電気的に接続する接続部材と、
第1および第2の金属箔が位置する部分で、ハロゲン等の封入ガスを封入した状態で前記バルブを減圧により封止した封止部と、
前記接続部材が接続された側の前記バルブの開放端を閉じた封着部と、を具備したことを特徴とするハロゲンランプ。
【請求項3】
前記インナーバルブに変えて耐熱性のガラス棒としたことを特徴とする請求項1または2記載のハロゲンランプ。
【請求項4】
前記バルブおよびインナーバルブまたはガラス棒は、石英ガラス製であることを特徴とする請求項1または2記載のハロゲンランプ。
【請求項5】
前記封止部は、前記インナーバルブまたはガラス棒の少なくとも一部も溶解させて形成したものであることを特徴する請求項1または2記載のハロゲンランプ。
【請求項6】
前記インナーバルブまたはガラス棒の長手方向の外周面に前記フィラメントを支持する位置決め手段を形成したことを特徴とする請求項1または2記載のハロゲンランプ。
【請求項7】
上下に配置され少なくとも一方は加熱される第1および第2のローラと、
前記第1または第2のローラ内に配置された請求項1〜6いずれかに記載のハロゲンランプと、
予めトナーが転写された複写紙が前記第1および第2のローラとの間を移動させて前記トナーを定着させる手段とを具備したことを特徴とする加熱装置。
【請求項8】
複数のフィラメントの両端にそれぞれ、インナーリード、金属箔、アウターリードをそれぞれ直列状態に接続する工程と、
耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブまたはガラス棒を収納する工程と、
複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、
複数の前記フィラメントの両端にそれぞれ接続された金属箔の部分の前記バルブを、少なくとも前記インナーバルブまたはガラス棒の一部とともに前記バルブ内を減圧させた状態で封止する工程と、
前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とするヒータランプの製造方法。
【請求項9】
複数のフィラメントの一端にそれぞれ、インナーリード、第1の金属箔、第1のアウターリードをそれぞれ直列に接続して作成する工程と、
導電性の金属棒の一端に、第2の金属箔、第2のアウターリードを直列に接続して作成する工程と、
耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブを収納する工程と、
複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、
前記第1および第2の金属箔の部分の前記バルブを、ハロゲン等の封入ガスを封入した状態で、少なくとも前記インナーバルブの一部とともに前記バルブ内を減圧させた状態で封止する工程と、
前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とするヒータランプの製造方法。
【請求項1】
放射透過性で耐熱性ガラスのバルブと、
前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、
前記フィラメントのそれぞれの両端に、それぞれの一端が接続された金属箔と、
前記金属箔のそれぞれの他端に接続した電力供給用のアウターリードと、
前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、
前記金属箔が位置する部分で前記バルブを減圧封止により封止した封止部と、を具備したことを特徴とするハロゲンランプ。
【請求項2】
放射透過性で耐熱性ガラスのバルブと、
前記バルブ内の長手方向に電気的に非接触状態で配置されたタングステン製の複数のフィラメントと、
前記フィラメントのそれぞれの一端に、それぞれの一端が接続された第1の金属箔と、
前記金属箔のそれぞれの他端に接続した電力供給用の第1のアウターリードと、
前記バルブと前記フィラメント間および前記バルブと前記金属箔間に配置された耐熱性ガラスのインナーバルブと、
前記インナーバルブ内に収容した導電性の金属棒と、
前記金属棒の一端に、一端が接続された第2の金属箔と、
前記金属箔の他端に接続した電力供給用のアウターリードと、
前記第2の金属箔を前記第1の金属箔と対向させた位置の状態で、前記フィラメントのそれぞれの他端と前記金属棒の他端を電気的に接続する接続部材と、
第1および第2の金属箔が位置する部分で、ハロゲン等の封入ガスを封入した状態で前記バルブを減圧により封止した封止部と、
前記接続部材が接続された側の前記バルブの開放端を閉じた封着部と、を具備したことを特徴とするハロゲンランプ。
【請求項3】
前記インナーバルブに変えて耐熱性のガラス棒としたことを特徴とする請求項1または2記載のハロゲンランプ。
【請求項4】
前記バルブおよびインナーバルブまたはガラス棒は、石英ガラス製であることを特徴とする請求項1または2記載のハロゲンランプ。
【請求項5】
前記封止部は、前記インナーバルブまたはガラス棒の少なくとも一部も溶解させて形成したものであることを特徴する請求項1または2記載のハロゲンランプ。
【請求項6】
前記インナーバルブまたはガラス棒の長手方向の外周面に前記フィラメントを支持する位置決め手段を形成したことを特徴とする請求項1または2記載のハロゲンランプ。
【請求項7】
上下に配置され少なくとも一方は加熱される第1および第2のローラと、
前記第1または第2のローラ内に配置された請求項1〜6いずれかに記載のハロゲンランプと、
予めトナーが転写された複写紙が前記第1および第2のローラとの間を移動させて前記トナーを定着させる手段とを具備したことを特徴とする加熱装置。
【請求項8】
複数のフィラメントの両端にそれぞれ、インナーリード、金属箔、アウターリードをそれぞれ直列状態に接続する工程と、
耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブまたはガラス棒を収納する工程と、
複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、
複数の前記フィラメントの両端にそれぞれ接続された金属箔の部分の前記バルブを、少なくとも前記インナーバルブまたはガラス棒の一部とともに前記バルブ内を減圧させた状態で封止する工程と、
前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とするヒータランプの製造方法。
【請求項9】
複数のフィラメントの一端にそれぞれ、インナーリード、第1の金属箔、第1のアウターリードをそれぞれ直列に接続して作成する工程と、
導電性の金属棒の一端に、第2の金属箔、第2のアウターリードを直列に接続して作成する工程と、
耐熱性ガラス製のバルブ内に該バルブと同材料のインナーバルブを収納する工程と、
複数の前記フィラメント等を前記インナーバルブまたはガラス棒と前記バルブとの間に非接触状態に配置する工程と、
前記第1および第2の金属箔の部分の前記バルブを、ハロゲン等の封入ガスを封入した状態で、少なくとも前記インナーバルブの一部とともに前記バルブ内を減圧させた状態で封止する工程と、
前記工程で形成された封止部分から外側のバルブをカットする工程と、からなることを特徴とするヒータランプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−108638(P2010−108638A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−276923(P2008−276923)
【出願日】平成20年10月28日(2008.10.28)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月28日(2008.10.28)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
[ Back to top ]