
ハンガー品仕分けシステム
【課題】検品精度の向上および検品レスを実現すると共に、システムの簡素化、低コスト化を達成するハンガー品仕分けシステムを提供する。
【解決手段】各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプ110とを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器130とハンガーパイプ110に吊らされたハンガー品の重量を計量する電子秤150とを有することによって前記課題を解決する。
【解決手段】各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプ110とを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器130とハンガーパイプ110に吊らされたハンガー品の重量を計量する電子秤150とを有することによって前記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハンガー品、特に衣類の仕分けを行うハンガー品仕分けシステムに関するものである。
【背景技術】
【0002】
従来、アパレル、通販などの流通業界の各仕向先にハンガーに吊らされた商品、すなわち、ハンガー品を配送する配送センターなどにおいては、出荷リストに基づき各種のハンガー品を指示された方面に分配する手仕分け作業が行われている。
【0003】
また、近年では、ハンガー品の仕分け作業の自動化を図り、省力化を図り、仕分けミスを防止したハンガー品仕分けシステムも知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−270647号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、従来の手仕分け作業では、作業者による投入ミスが避けられないため、後工程での検品作業が必要であり、作業効率が悪かった。また、数量が多いと検品を行っても仕分けの際のミスを発見できないという課題があった。
【0006】
また、特許文献1に開示されたハンガー品仕分けシステムでは、ハンガー品一つ一つのIDデータを管理する必要があるためシステムが大型化し、コストが掛かるという課題があった。
【0007】
本発明者らは、前記課題を解決するため鋭意研究を重ねた結果、仕分けシステムの間口毎に電子秤を設置することにより、『入れ間違い』なくすことができ検品レスを実現できることを見出し、かかる新規な知見に基づき本発明を完成するに到った。
【0008】
そこで、本発明が解決しようとする技術的課題、すなわち、本発明の目的は、検品精度の向上および検品レスを実現すると共に、システムの簡素化、低コスト化を達成するハンガー品仕分けシステムを提供することである。
【課題を解決するための手段】
【0009】
すなわち、本請求項1に係る発明は、各仕向先別に区画された複数の間口と、前記間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、前記間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することによって、前記課題を解決したものである。
【0010】
また、本請求項2に係る発明は、請求項1に係るハンガー品仕分けシステムにおいて、前記ハンガーパイプが、複数の間口に亘って移動可能であることによって、前記課題をさらに解決したものである。
【0011】
そして、本請求項3に係る発明は、請求項1または請求項2に係るハンガー品仕分けシステムにおいて、前記表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることによって、前記課題をさらに解決したものである。
【発明の効果】
【0012】
本請求項1に係る発明によれば、各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することによって、仕分けしたハンガー品の数を電子秤による重量の計量によって照合できるので、検品精度が向上し検品レスが実現できる。
【0013】
また、本請求項2に係る発明によれば、請求項1に係るハンガー品仕分けシステムにおいて、ハンガーパイプが、複数の間口に亘って移動可能であることによって、仕分け先を簡単に変更できるので、仕分けラインのレイアウト変更が容易になるとともに、ハンガーパイプの台数の増減、違う場所への移設も容易になる。
【0014】
そして、本請求項3に係る発明によれば、請求項1または請求項2に係るハンガー品仕分けシステムにおいて、表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることによって、作業者に確実に仕分け内容を伝えることができるので、検品レスの効果と相俟って仕分け効率の格段の向上が実現できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施例1のハンガー品仕分けシステムを示す正面図。
【図2】本発明の実施例2のハンガー品仕分けシステムを示す正面図。
【図3】図2の矢視IIIにおける側面図。
【発明を実施するための形態】
【0016】
本発明は、各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することにより、検品精度の向上および検品レスを実現すると共に、システムの簡素化、低コスト化を達成するものであれば、その具体的な実施の態様は、如何なるものであっても何ら構わない。
【0017】
例えば、本発明のハンガー品仕分けシステムは、表示器に示された数量だけ商品を投入していく、いわゆる、種まき方式の仕分けシステムとして使用することもできるし、表示器に示された数量だけ商品を取り出していく、いわゆる、ピッキング方式の仕分けシステムとして使用することもできる。
【実施例1】
【0018】
本発明の実施例1を図1に基づいて説明する。
【0019】
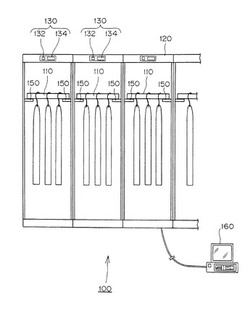
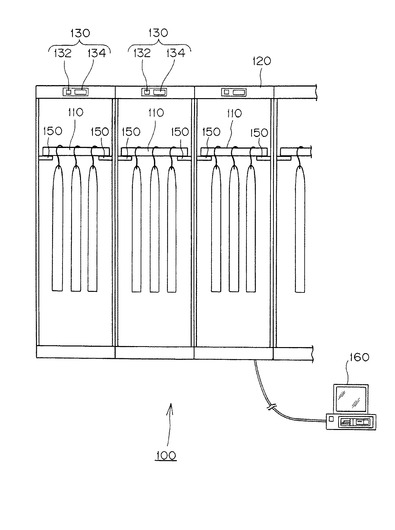
ここで、図1は、実施例1のハンガー品仕分けシステム100を示す正面図である。
【0020】
実施例1のハンガー品仕分けシステム100は、図1に示すように、各仕向先(店舗)別の商品収集用のハンガーパイプ110と、それらのハンガーパイプ110を保持する複数の間口を有する配分棚120と、商品(ハンガー品)を吊すべきハンガーパイプ110とそのハンガーパイプ110に仕分けすべき商品の数量とを指示する間口毎に設置された仕分けランプ132および数量表示器134とからなる表示器130を有している。
【0021】
そして、間口毎のハンガーパイプ110の支持部には、ハンガーパイプ110に吊らされたハンガー品の重量を計量する電子秤150が設置されている。
【0022】
また、配分棚120の近傍には管理PC160が設置されている。そして、この管理PC160に記憶された出荷リストに基づいて、表示器130の表示が行われる。さらに、電子秤150の出力と管理PC160に予め記憶された商品別重量リストのデータとを照合することにより、仕分けされた商品の検品が行われる。
【0023】
次に、本実施例のハンガー品仕分けシステム100を用いて商品の仕分けを行う手順について説明する。
【0024】
まず、商品の重量登録のない場合について説明する。最初にハンガー品仕分けシステム100の各間口に各仕向先(店舗)別の商品収集用のハンガーパイプ110をセットする。そして、管理PC160から仕分けバッチナンバーを入力し、その仕分けバッチナンバーに対応した総量を図示はされていないがハンガー台車からピッキングする。そして、ピッキングされた商品を1品ずつスキャンして商品に貼付されているJANコードを読み取る。すると、JANコードに対応して仕向先(店舗)が特定されて、該当間口の仕分けランプ130が点滅する。そして、スキャンした商品を仕分けランプ130が点滅している間口に保持されているハンガーパイプ110に吊り下げる。商品をハンガーパイプ110に吊り下げるとハンガーパイプ110の保持部に設置されている電子秤150の出力が変わり商品が投入されたことが認識される。これは、任意の方法による商品投入認識手段によって行われる。そして、仕分けランプ130を消灯する。この一連の作業を全ての商品に対して行う。全ての商品の仕分けが完了したら出荷ラベルを発行して梱包作業に移行する。
【0025】
次に、商品の重量登録がある場合について説明する。最初にハンガー品仕分けシステム100の各間口に各仕向先(店舗)別の商品収集用のハンガーパイプ110をセットする。そして、管理PC160から仕分けバッチナンバーを入力し、その仕分けバッチナンバーに対応した総量を図示はされていないがハンガー台車からピッキングする。そして、JANコードを入力する。すると、入力されたJANコードに対応する間口の仕分けランプ132が点滅するとともに、数量表示器134に投入すべき商品の数量が表示される。作業者は、仕分けランプ132が点滅している間口に対して、数量表示器134に表示された数の商品を投入する。そして、電子秤150で計量された重量と登録されている商品の重量から投入された商品の数を算出し、所定の投入量の投入が確認されたら仕分けランプ132を点滅から点灯に変える。そして、この一連の作業を全ての間口に対して繰り返し、全ての間口に対して所定の商品の投入が終了したら出荷ラベルを発行して梱包作業に移行する。
【0026】
以上のように、実施例1のハンガー品仕分けシステムによれば、配分棚の各間口に仕分けランプおよび数量表示器を設置すると共に、間違いなく該当間口へハンガー品を吊したこと、および、吊したハンガー品の重量を検知するために各間口のハンガーパイプの保持部に電子秤を設置することにより、従来の配分棚の欠点である入れ間違いをなくすことができ、検品精度の向上および検品レスが実現できるなど、その効果は絶大である。
【実施例2】
【0027】
次に、本発明の別の実施形態である実施例2のハンガー品仕分けシステム200について、図2および図3に基づいて説明する。
【0028】
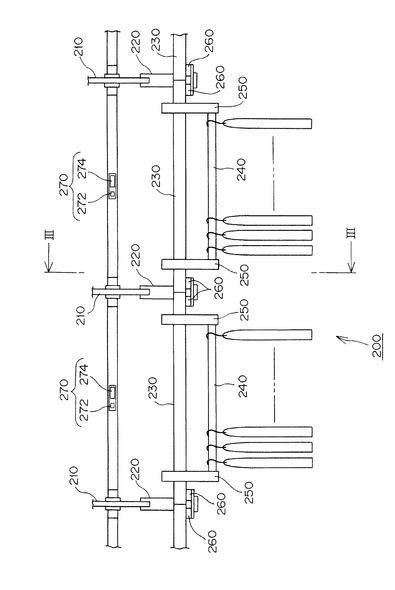
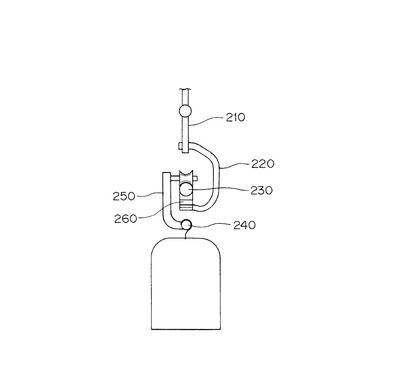
ここで、図2は、実施例2のハンガー品仕分けシステム200を示す正面図であり、図3は、図2の矢視IIIにおける側面図である。
【0029】
実施例2のハンガー品仕分けシステム200は、一定の間口間隔で天井から敷設された吊り材210の先に図3示すように略円弧状をしたレールサポート220が固設されている。そして、このレールサポート220によって下から支持されるように搬送レール230が保持されている。この搬送レール230に沿って移動可能なようにハンガーパイプ240がトロリー250によって支持されている。また、レールサポート220と搬送レール230との間には、電子秤260が設置され、二つのレールサポート220で支持された搬送レール230上に存在しているトロリー250によって支持されているハンガーパイプ240に吊り下げられているハンガー品の重量を計測することができるようになっている。また、隣接する吊り材210の間には、仕分けランプ272と数量表示器274とからなる表示器270が設置されている。そして、図示はされていないが、管理PCに記憶された出荷リストに基づき、仕分けランプ272と数量表示器274の表示がなされ、作業者にどこのハンガーパイプ240にハンガー品をいくつ吊すかの指示がなされる。
【0030】
実施例2のハンガー品仕分けシステム200は、実施例1と同様の手順により仕分けが行われる。仕分けが終了するとトロリー250は、手動あるいは搬送レール230に並設したチェーンに引っかけることにより、搬送レール230に沿って移動する。そして、いくつかの分岐などを経て、各仕向先別の行き先へと搬送される。
【0031】
以上のように、本発明のハンガー品仕分けシステムによれば、仕分けした商品の数が電子秤による重量の計量により確認できるので、仕分け後に再度、商品の数を数える検品を省略できるので、作業効率が格段に向上するなど、その効果は絶大である。
【符号の説明】
【0032】
100 ・・・ ハンガー品仕分けシステム
110 ・・・ ハンガーパイプ
120 ・・・ 配分棚
130 ・・・ 表示器
132 ・・・ 仕分けランプ
134 ・・・ 数量表示器
150 ・・・ 電子秤
160 ・・・ 管理PC
200 ・・・ ハンガー品仕分けシステム
210 ・・・ 吊り材
220 ・・・ レールサポート
230 ・・・ 搬送レール
240 ・・・ ハンガーパイプ
250 ・・・ トロリー
260 ・・・ 電子秤
270 ・・・ 表示器
272 ・・・ 仕分けランプ
274 ・・・ 数量表示器
【技術分野】
【0001】
本発明は、ハンガー品、特に衣類の仕分けを行うハンガー品仕分けシステムに関するものである。
【背景技術】
【0002】
従来、アパレル、通販などの流通業界の各仕向先にハンガーに吊らされた商品、すなわち、ハンガー品を配送する配送センターなどにおいては、出荷リストに基づき各種のハンガー品を指示された方面に分配する手仕分け作業が行われている。
【0003】
また、近年では、ハンガー品の仕分け作業の自動化を図り、省力化を図り、仕分けミスを防止したハンガー品仕分けシステムも知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−270647号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、従来の手仕分け作業では、作業者による投入ミスが避けられないため、後工程での検品作業が必要であり、作業効率が悪かった。また、数量が多いと検品を行っても仕分けの際のミスを発見できないという課題があった。
【0006】
また、特許文献1に開示されたハンガー品仕分けシステムでは、ハンガー品一つ一つのIDデータを管理する必要があるためシステムが大型化し、コストが掛かるという課題があった。
【0007】
本発明者らは、前記課題を解決するため鋭意研究を重ねた結果、仕分けシステムの間口毎に電子秤を設置することにより、『入れ間違い』なくすことができ検品レスを実現できることを見出し、かかる新規な知見に基づき本発明を完成するに到った。
【0008】
そこで、本発明が解決しようとする技術的課題、すなわち、本発明の目的は、検品精度の向上および検品レスを実現すると共に、システムの簡素化、低コスト化を達成するハンガー品仕分けシステムを提供することである。
【課題を解決するための手段】
【0009】
すなわち、本請求項1に係る発明は、各仕向先別に区画された複数の間口と、前記間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、前記間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することによって、前記課題を解決したものである。
【0010】
また、本請求項2に係る発明は、請求項1に係るハンガー品仕分けシステムにおいて、前記ハンガーパイプが、複数の間口に亘って移動可能であることによって、前記課題をさらに解決したものである。
【0011】
そして、本請求項3に係る発明は、請求項1または請求項2に係るハンガー品仕分けシステムにおいて、前記表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることによって、前記課題をさらに解決したものである。
【発明の効果】
【0012】
本請求項1に係る発明によれば、各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することによって、仕分けしたハンガー品の数を電子秤による重量の計量によって照合できるので、検品精度が向上し検品レスが実現できる。
【0013】
また、本請求項2に係る発明によれば、請求項1に係るハンガー品仕分けシステムにおいて、ハンガーパイプが、複数の間口に亘って移動可能であることによって、仕分け先を簡単に変更できるので、仕分けラインのレイアウト変更が容易になるとともに、ハンガーパイプの台数の増減、違う場所への移設も容易になる。
【0014】
そして、本請求項3に係る発明によれば、請求項1または請求項2に係るハンガー品仕分けシステムにおいて、表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることによって、作業者に確実に仕分け内容を伝えることができるので、検品レスの効果と相俟って仕分け効率の格段の向上が実現できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施例1のハンガー品仕分けシステムを示す正面図。
【図2】本発明の実施例2のハンガー品仕分けシステムを示す正面図。
【図3】図2の矢視IIIにおける側面図。
【発明を実施するための形態】
【0016】
本発明は、各仕向先別に区画された複数の間口と、間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することにより、検品精度の向上および検品レスを実現すると共に、システムの簡素化、低コスト化を達成するものであれば、その具体的な実施の態様は、如何なるものであっても何ら構わない。
【0017】
例えば、本発明のハンガー品仕分けシステムは、表示器に示された数量だけ商品を投入していく、いわゆる、種まき方式の仕分けシステムとして使用することもできるし、表示器に示された数量だけ商品を取り出していく、いわゆる、ピッキング方式の仕分けシステムとして使用することもできる。
【実施例1】
【0018】
本発明の実施例1を図1に基づいて説明する。
【0019】
ここで、図1は、実施例1のハンガー品仕分けシステム100を示す正面図である。
【0020】
実施例1のハンガー品仕分けシステム100は、図1に示すように、各仕向先(店舗)別の商品収集用のハンガーパイプ110と、それらのハンガーパイプ110を保持する複数の間口を有する配分棚120と、商品(ハンガー品)を吊すべきハンガーパイプ110とそのハンガーパイプ110に仕分けすべき商品の数量とを指示する間口毎に設置された仕分けランプ132および数量表示器134とからなる表示器130を有している。
【0021】
そして、間口毎のハンガーパイプ110の支持部には、ハンガーパイプ110に吊らされたハンガー品の重量を計量する電子秤150が設置されている。
【0022】
また、配分棚120の近傍には管理PC160が設置されている。そして、この管理PC160に記憶された出荷リストに基づいて、表示器130の表示が行われる。さらに、電子秤150の出力と管理PC160に予め記憶された商品別重量リストのデータとを照合することにより、仕分けされた商品の検品が行われる。
【0023】
次に、本実施例のハンガー品仕分けシステム100を用いて商品の仕分けを行う手順について説明する。
【0024】
まず、商品の重量登録のない場合について説明する。最初にハンガー品仕分けシステム100の各間口に各仕向先(店舗)別の商品収集用のハンガーパイプ110をセットする。そして、管理PC160から仕分けバッチナンバーを入力し、その仕分けバッチナンバーに対応した総量を図示はされていないがハンガー台車からピッキングする。そして、ピッキングされた商品を1品ずつスキャンして商品に貼付されているJANコードを読み取る。すると、JANコードに対応して仕向先(店舗)が特定されて、該当間口の仕分けランプ130が点滅する。そして、スキャンした商品を仕分けランプ130が点滅している間口に保持されているハンガーパイプ110に吊り下げる。商品をハンガーパイプ110に吊り下げるとハンガーパイプ110の保持部に設置されている電子秤150の出力が変わり商品が投入されたことが認識される。これは、任意の方法による商品投入認識手段によって行われる。そして、仕分けランプ130を消灯する。この一連の作業を全ての商品に対して行う。全ての商品の仕分けが完了したら出荷ラベルを発行して梱包作業に移行する。
【0025】
次に、商品の重量登録がある場合について説明する。最初にハンガー品仕分けシステム100の各間口に各仕向先(店舗)別の商品収集用のハンガーパイプ110をセットする。そして、管理PC160から仕分けバッチナンバーを入力し、その仕分けバッチナンバーに対応した総量を図示はされていないがハンガー台車からピッキングする。そして、JANコードを入力する。すると、入力されたJANコードに対応する間口の仕分けランプ132が点滅するとともに、数量表示器134に投入すべき商品の数量が表示される。作業者は、仕分けランプ132が点滅している間口に対して、数量表示器134に表示された数の商品を投入する。そして、電子秤150で計量された重量と登録されている商品の重量から投入された商品の数を算出し、所定の投入量の投入が確認されたら仕分けランプ132を点滅から点灯に変える。そして、この一連の作業を全ての間口に対して繰り返し、全ての間口に対して所定の商品の投入が終了したら出荷ラベルを発行して梱包作業に移行する。
【0026】
以上のように、実施例1のハンガー品仕分けシステムによれば、配分棚の各間口に仕分けランプおよび数量表示器を設置すると共に、間違いなく該当間口へハンガー品を吊したこと、および、吊したハンガー品の重量を検知するために各間口のハンガーパイプの保持部に電子秤を設置することにより、従来の配分棚の欠点である入れ間違いをなくすことができ、検品精度の向上および検品レスが実現できるなど、その効果は絶大である。
【実施例2】
【0027】
次に、本発明の別の実施形態である実施例2のハンガー品仕分けシステム200について、図2および図3に基づいて説明する。
【0028】
ここで、図2は、実施例2のハンガー品仕分けシステム200を示す正面図であり、図3は、図2の矢視IIIにおける側面図である。
【0029】
実施例2のハンガー品仕分けシステム200は、一定の間口間隔で天井から敷設された吊り材210の先に図3示すように略円弧状をしたレールサポート220が固設されている。そして、このレールサポート220によって下から支持されるように搬送レール230が保持されている。この搬送レール230に沿って移動可能なようにハンガーパイプ240がトロリー250によって支持されている。また、レールサポート220と搬送レール230との間には、電子秤260が設置され、二つのレールサポート220で支持された搬送レール230上に存在しているトロリー250によって支持されているハンガーパイプ240に吊り下げられているハンガー品の重量を計測することができるようになっている。また、隣接する吊り材210の間には、仕分けランプ272と数量表示器274とからなる表示器270が設置されている。そして、図示はされていないが、管理PCに記憶された出荷リストに基づき、仕分けランプ272と数量表示器274の表示がなされ、作業者にどこのハンガーパイプ240にハンガー品をいくつ吊すかの指示がなされる。
【0030】
実施例2のハンガー品仕分けシステム200は、実施例1と同様の手順により仕分けが行われる。仕分けが終了するとトロリー250は、手動あるいは搬送レール230に並設したチェーンに引っかけることにより、搬送レール230に沿って移動する。そして、いくつかの分岐などを経て、各仕向先別の行き先へと搬送される。
【0031】
以上のように、本発明のハンガー品仕分けシステムによれば、仕分けした商品の数が電子秤による重量の計量により確認できるので、仕分け後に再度、商品の数を数える検品を省略できるので、作業効率が格段に向上するなど、その効果は絶大である。
【符号の説明】
【0032】
100 ・・・ ハンガー品仕分けシステム
110 ・・・ ハンガーパイプ
120 ・・・ 配分棚
130 ・・・ 表示器
132 ・・・ 仕分けランプ
134 ・・・ 数量表示器
150 ・・・ 電子秤
160 ・・・ 管理PC
200 ・・・ ハンガー品仕分けシステム
210 ・・・ 吊り材
220 ・・・ レールサポート
230 ・・・ 搬送レール
240 ・・・ ハンガーパイプ
250 ・・・ トロリー
260 ・・・ 電子秤
270 ・・・ 表示器
272 ・・・ 仕分けランプ
274 ・・・ 数量表示器
【特許請求の範囲】
【請求項1】
各仕向先別に区画された複数の間口と、前記間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、
前記間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することを特徴とするハンガー品仕分けシステム。
【請求項2】
前記ハンガーパイプが、複数の間口に亘って移動可能であることを特徴とする請求項1に記載のハンガー仕分けシステム。
【請求項3】
前記表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることを特徴とする請求項1または請求項2に記載のハンガー品仕分けシステム。
【請求項1】
各仕向先別に区画された複数の間口と、前記間口毎に設けられたハンガー品を吊すためのハンガーパイプとを有するハンガー品仕分けシステムにおいて、
前記間口が、ハンガー品を仕分けすべきことを明示する表示器とハンガーパイプに吊らされたハンガー品の重量を計量する電子秤とを有することを特徴とするハンガー品仕分けシステム。
【請求項2】
前記ハンガーパイプが、複数の間口に亘って移動可能であることを特徴とする請求項1に記載のハンガー仕分けシステム。
【請求項3】
前記表示器が、仕分けすべき間口であることを明示する仕分けランプと、仕分けすべき個数を表示する数量表示器とからなることを特徴とする請求項1または請求項2に記載のハンガー品仕分けシステム。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−116510(P2011−116510A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−275725(P2009−275725)
【出願日】平成21年12月3日(2009.12.3)
【出願人】(000003355)株式会社椿本チエイン (861)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月3日(2009.12.3)
【出願人】(000003355)株式会社椿本チエイン (861)
【Fターム(参考)】
[ Back to top ]