
ハンガー装置,及びプレート保持方法,並びに加熱炉,プレート加熱方法及びカバーガラスの製造方法
【課題】ガラスプレート等を傷つけたり破損させたりすることなく、高温下でも挟持することができるようにする。
【解決手段】回動自在に保持されたチューブホルダー26にチューブ25が取付けられている。チューブ25は、厚みの薄い金属製であり、径方向に変形自在にされている。チューブ25の中空部25aには所定の圧力で気体が封入されている。カバーガラス12を保持する際には、チューブ25をカバーガラス12の表面に圧接して圧縮変形させた状態で、固定板21との間に挟持する。チューブ25は、中空部25a内の気体が圧縮されることにより、付勢力が生じ、この付勢力がカバーガラス12に荷重される。
【解決手段】回動自在に保持されたチューブホルダー26にチューブ25が取付けられている。チューブ25は、厚みの薄い金属製であり、径方向に変形自在にされている。チューブ25の中空部25aには所定の圧力で気体が封入されている。カバーガラス12を保持する際には、チューブ25をカバーガラス12の表面に圧接して圧縮変形させた状態で、固定板21との間に挟持する。チューブ25は、中空部25a内の気体が圧縮されることにより、付勢力が生じ、この付勢力がカバーガラス12に荷重される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はプレートを保持するハンガー装置、及びプレート保持方法、並びにこれを利用した加熱炉,プレート加熱方法及びカバーガラスの製造方法に関するものである。
【背景技術】
【0002】
液晶ディスプレイや太陽電池パネルなどのカバーガラスには、用途や使用環境に応じて種々の表面処理が行われる。例えば太陽電池パネルのカバーガラスの表面には、太陽電池本体に太陽光をより多くの入射させるために、光反射を低減する反射防止膜が形成されている。また、汚れの付着を防ぐための防汚膜が形成される。さらに、このような各種の機能の薄膜を積層して形成することも多々ある。
【0003】
薄膜を形成する手法としてゾルゲル法を利用したものが知られている。例えば、反射防止膜としての二酸化ケイ素(シリカ)薄膜をカバーガラスに形成する場合には、TEOS(テトラエトキシシラン)などのアルコキシド系溶液をカバーガラスの表面に塗布、加水分解したのち乾燥、焼成する。焼成では、高温(例えば400℃から600℃)に加熱する。
【0004】
上記のように高温で焼成する場合には、カバーガラスなどのガラスプレートが軟化するため、ガラスプレートの姿勢によっては自重により撓んでしまい平面性が維持できない。平面性を維持する手法として載置方式がある。この載置方式では、ガラスプレートを載置台上に水平に載置することでガラスプレートを平面に支えて、撓むことを防止する。また、カバーガラスを吊り下げた状態に保持する懸架方式も知られている(特許文献1参照)。特許文献1では、ガラスプレートの上端部に形成した孔にフックを通してガラスプレートを吊り下げた状態とする構成や、バネの付勢あるいはネジの押圧によってガラスプレートの上端部を挟持して吊り下げた状態とする構成が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−194767号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記の載置方式では、載置台が金属製である場合には、それ自体が高温下で変形することがあり、ガラスプレートの平面性を維持できない、載置台の金属成分がガラスプレートに移り、ガラスプレートの表面を汚してしまうなどの問題があった。このため、セラミックス製のローラやピンなどでガラスプレートを支えることもあるが、平面性を良好に維持するためには、ローラやピンの配置間隔をかなり狭くしなければならず、ローラやピンの個数が増大し、コスト高になるという問題がある。また、載置方式においては、載置台、あるいはローラやピンなども加熱することになるが、これらの熱容量が大きく、所定の温度まで加熱するのに大きなエネルギーが必要となるという問題があった。
【0007】
ガラスプレートの変形を防止するために、ローラ上で常時ガラスを搬送しながら加熱する方式もあるが、この方式では、加熱炉内にガラスプレートの搬送路を設置する必要があるため加熱炉が長くなって装置コストが上昇するとともに、ガラスプレートの加熱が一枚ずつとなるため生産性が下がる。このため、生産コストが大幅に上昇するという問題があった。
【0008】
一方、懸架方式では、上記のような載置方式の問題はないが、フックを用いる場合にはガラスプレートに孔を形成する加工工程が必要であり、また孔を設けるスペースが余分に必要になるといった問題があった。また、バネの付勢によりガラスプレートを挟持する場合、挟持力を付与するバネとしては、加熱処理を行うために、耐熱性を有する材料で作製されたものを用いる必要があり、このようなバネとしては金属製のものが挙げられる。しかしながら、500℃前後にまで加熱された場合に、バネに応力緩和が生じるため、バネ性が失われてしまいガラスプレートを挟持することができなくなるという問題があった。加熱処理を行う加熱炉の外部にバネを配置する構成も考えられるが、炉外のバネと炉内の挟持部分とを連結するためのリンケージが必要であり、また加熱炉の壁面に貫通孔を設けてリンケージを通す必要がある。このため貫通孔から炉内の熱が逃げて熱効率が悪くなってしまう。
【0009】
さらに、ガラスプレートをネジで押圧する場合では、温度変化にともなうガラスプレートの厚みの変化やネジの伸縮などによって、挟持力が強くなり過ぎてガラスプレートを傷つけたり破損させたり、緩みが生じてガラスプレートが落下したりするという問題があった。また、ガラスプレートを面で押さえるために、ネジとガラスプレートとの間に剛性の高い金属プレート等を挟み込む場合には、搬送時のガラスの揺れ等により、その金属プレート等の角がガラスプレートに局所的に高い応力を与えてしまい、ガラスプレートが損傷してしまうことがあった。
【0010】
本発明は上記事情を考慮してなされたもので、ガラスプレート等のプレートを傷つけたり破損させたりすることなく確実に、特に高温下でも挟持することができるハンガー装置,及びプレート保持方法,並びに加熱炉,プレート加熱方法及びカバーガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明のプレートの上端部を両面側から挟持することにより吊り下げた状態に保持するハンガー装置では、プレートの一方の面に圧接される圧接面と、気体が封入される中空部とを有し、プレートに対する圧接面の圧接によって気体が圧縮され、この気体の圧縮により、プレートに荷重をかける付勢力が圧接面に付与される第1の圧接部と、プレートの他方の面に圧接され、第1の圧接部との間にプレートを挟持する第2の圧接部とを備えるものである。
【0012】
第1の圧接部は、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と中空部とを仕切っており、隔膜を圧接面とし、隔膜の径方向の圧縮変形によって気体を圧縮するのがよい。第1の圧接部は、隔膜が圧縮変形すればプレートに圧接されない部分が剛性を有した構造であってもよい。
【0013】
また、第1の圧接部を、径方向に変形自在な金属製のチューブとし、チューブの周面が隔膜となる構成も好ましい。
【0014】
また、第1の圧接部を、隔膜をプレートに圧接する圧接位置と、隔膜の圧接を解除する解除位置との間で移動自在とし、第1の圧接部を解除位置から圧接位置に移動させ、プレートに隔膜を圧接して径方向に変形させる移動部材を備えるのがよい。
【0015】
また、第1の圧接部は、中空部に外部から気体が圧入されることによって、隔膜がプレートに圧接されるように構成することも好ましい。
【0016】
また、ガラスプレートを挟持する際に好適である。
【0017】
本発明の加熱炉では、上記のように構成されるハンガー装置と、炉内を加熱する加熱手段とを備えたものである。
【0018】
本発明のプレート保持方法では、少なくとも一方の圧接面をプレートに圧接して圧縮変形させることによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけるものである。温度が低い常温等では、プレートの挟持には、気体の圧縮による付勢力の他に、圧接面の弾性力を利用することができる。圧接面が金属である場合に、高温時には金属の弾性力が低下するが、温度上昇により封入された気体の圧力を増加させて付勢力を強める方向に作用させることができる。すなわち、この場合には、低温時と高温時で付勢力を、金属の圧接面の弾性力と気体の圧力で分担して与えることができるものである。
【0019】
本発明のプレート加熱方法では、プレートを両面側から一対の圧接面で挟持して吊り下げて保持するとともに、少なくとも一方の圧接面をプレートに圧接することによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけ、この吊り下げられて保持された状態のプレートを加熱するものである。
【0020】
また、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と仕切られた中空部に気体が封入された圧接部の隔膜を、プレートの少なくとも一方の面に圧接することにより隔膜の変形させることによって気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけて、プレートを両面側から挟持して吊り下げて保持するとともに、温度上昇時には、その温度上昇によって中空部の圧力を増大させてプレートの挟持を維持し、この吊り下げられて保持された状態のプレートを加熱するのもよい。
【0021】
また、圧接部を、径方向に変形自在な金属製のチューブとし、隔膜となるチューブの周面をプレートの少なくとも一方の面に圧接することも好ましい。
【0022】
また、気体の圧縮による付勢力とともに隔膜の弾性力によってプレートに荷重をかけ、温度上昇時には、その温度上昇によって増大する中空部の圧力により、プレートに対する挟持力を維持するのがよい。
【0023】
また、本発明の太陽電池パネルのカバーガラスの製造方法では、反射防止膜形成用の塗膜が形成されたカバーガラスを一対の圧接面で両面側から挟持して吊り下げて保持するとともに、少なくとも一方の圧接面をカバーガラスに圧接することによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてカバーガラスに荷重をかけ、この吊り下げられて保持されたカバーガラスを加熱することにより塗膜を焼成して無機化された反射防止膜とするものである。
【発明の効果】
【0024】
本発明によれば、カバーガラス等のプレートの一方の面を圧接面で圧接したときに、中空部内に封入した気体が圧縮され、この気体の圧縮により圧接面に付勢力を与えてプレートに荷重をかけるようにしたから、挟持されたプレートを傷つけたり破損したりすることなく確実に挟持できる。しかも、気体の圧縮により圧接面に付勢力を与えて挟持するから、高温下であっても挟持力が弱まったりすることがなく、確実に挟持できる。
【0025】
また、プレートの上端部を挟持して吊り下げた状態に保持するため、複数枚のプレートを同時に吊り下げた状態に保持して、それらプレートに対して同時に加熱処理等の処理をすることができ生産性が向上する。また、特にガラスプレートに加熱処理を行う場合には、ローラ上で常時ガラスプレートを搬送しながら加熱する必要がなくなり、加熱炉の小型化を図ることが可能になり、製造設備のコストを低減することができる。さらには、プレートの上端部を挟持するという簡素化に有利な機構であり、その機構自体の温度を上昇させる無駄となる熱エネルギーを低減でき、エネルギー効率を高めることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の加熱炉の概略を示す説明図である。
【図2】加熱炉における加熱装置のレイアウトを示す説明図である。
【図3】ハンガー装置の構成を示す分解斜視図である。
【図4】チューブを圧接位置とした状態のハンガー装置を示す説明図である。
【図5】チューブを解除位置とした状態のハンガー装置を示す説明図である。
【図6】回動部材に断面波形の圧接板を固定して中空部を形成した例を示す説明図である。
【図7】回動部材に断面円弧形状の圧接板を固定して中空部を形成した例を示す説明図である。
【図8】カバーガラスの両面にチューブを圧接する例を示す説明図である。
【図9】カバーガラスに複数のチューブを圧接する例を示す説明図である。
【図10】チューブの両端を円板で気密に塞いだ例を示す斜視図である。
【図11】外部からチューブに気体を圧入する例を示す説明図である。
【発明を実施するための形態】
【0027】
図1に本発明を実施した加熱炉を示す。加熱炉10は、太陽電池パネルに用いられるカバーガラス12の表面に反射防止膜を形成するための加熱処理を行う。反射防止膜は、周知のゾルゲル法を用いて形成される。ゾルゲル法では、アルコキシド系の塗布液をカバーガラス12の表面に塗布し、その塗膜を加水分解・乾燥した後に、加熱炉10で加熱して焼成し塗膜を無機化する。ゾルゲル法を用いてSi含有膜を形成する場合では、塗布液としてはアルコキシシランが用いられる。この例では、TEOS(テトラエトキシシラン:Si(OC2H5)4)の塗布液をカバーガラス12の表面に塗布し、そのTEOSの塗膜を加水分解・乾燥した後に、500℃以上の加熱により焼成して、二酸化ケイ素(SiO2)からなる反射防止膜を形成する。
【0028】
カバーガラス12は、例えば厚みが約3.2mm、縦横の長さが約60〜100cm×130〜200cmなどの各種サイズがある。
【0029】
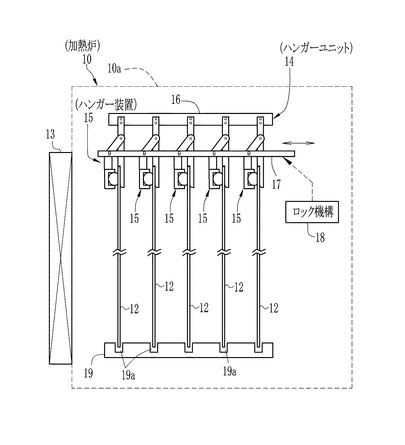
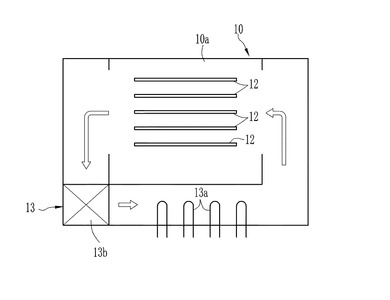
加熱炉10は、炉本体10aと、炉本体10a内部を加熱する加熱装置13等とから構成される。炉本体10a内には、複数枚のカバーガラス12を保持したハンガーユニット14が収容される。加熱炉10は、図2に一例を示すように、熱風循環方式のものとなっており、加熱装置13は、ヒータ13aやファン13bなどで構成されている。加熱時には、炉本体10a内の雰囲気ガスをファン13bで循環させながらヒータ13aで熱することにより、炉本体10a内に熱風を送り込み、熱風を各カバーガラス12の間を通して各カバーガラス12を加熱する。なお、図2は、加熱炉10を上方から見たレイアウトを模式的に描いてあり、細部を省略してある。また、加熱方式としては、熱風循環方式に限定されるものではなく、種々のものを用いることができる。
【0030】
図1に示すように、ハンガーユニット14は、複数のハンガー装置15をまとめてユニット化したものであり、ハンガー装置15の他、支持部16,連結部材17,ロック機構18を備えている。また、ハンガーユニット14は、その下部にカバーガラス12の揺れを抑えるためのスペーサ19を備えている。ハンガーユニット14は、各ハンガー装置15にカバーガラス12に保持した状態でユニットごと炉本体10a内に搬入される。加熱処理では、ハンガーユニット14を炉本体10a内に収容した状態で行われる。このため、ハンガー装置15を含むハンガーユニット14の各部は、加熱処理で変形や燃焼などしないように金属製とされている。なお、この例では、ハンガーユニット14は可搬式であるが、炉本体10a内に固定して設けることもできる。
【0031】
支持部16は、ハンガーユニット14を構成するフレーム(図示省略)に設けられており、ハンガーユニット14の上部に配されている。ハンガーユニット14は、この支持部16を上側に、スペーサ19を下側にした姿勢で炉本体10a内に配される。支持部16には、各ハンガー装置15が取り付けられている。
【0032】
ハンガー装置15は、カバーガラス12を保持する。各ハンガー装置15は、それぞれ1枚のカバーガラス12の上端部を挟持し、カバーガラス12を下方に吊した状態にする。このハンガー装置15は、詳細を後述するように、カバーガラス12を挟持する部分がカバーガラス12の幅方向(図面に垂直な方向:以下、ガラス幅方向という)に長くされされている。このようにハンガー装置15は、カバーガラス12を吊す懸架方式となっており、重力による鉛直方向への張力をカバーガラス12に作用させて平面状態を維持する。
【0033】
連結部材17は、カバーガラス12を挟持した状態と、その挟持を解除した状態に各ハンガー装置15を切り換えるためのものである。この連結部材17は、各ハンガー装置15にスライド自在に組み付けられている。
【0034】
ロック機構18は、連結部材17のスライドを許容した状態と、ロックした状態とに切り換えられる。このロック機構18によって連結部材17をロックすることにより、各ハンガー装置15がカバーガラス12を挟持した状態に維持することができる。ロック機構18としては、簡単には例えば連結部材17をハンガーユニット14のフレームにネジ止めしてロックすればよい。このロック機構18は、各ハンガー装置15のそれぞれについてのロック手段となっている。
【0035】
なお、この例では、連結部材17により各ハンガー装置15を同時に挟持した状態と、その挟持を解除した状態とに切り換えているが、各ハンガー装置15を別々に切り換えるように構成してもよい。
【0036】
スペーサ19には、上述のようにカバーガラス12の揺れを抑えるためのものであり、ハンガー装置15が配列する方向に並べて複数の溝19aが形成されている。各溝19aはガラス幅方向に延びている。溝19aは、カバーガラス12の厚みよりも少し大きく形成されており、それぞれカバーガラス12の下端部が入り込む。このスペーサ19により、カバーガラス12に振動等が加わった際に、その振動によるカバーガラス12の下端部の移動を溝19a内に規制し、他のカバーガラス12に接触することを防止するとともに、振動によりカバーガラス12が大きく撓んで破損することを防止する。
【0037】
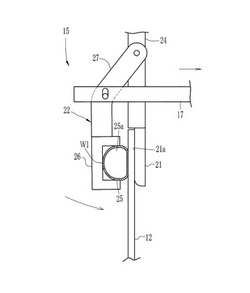
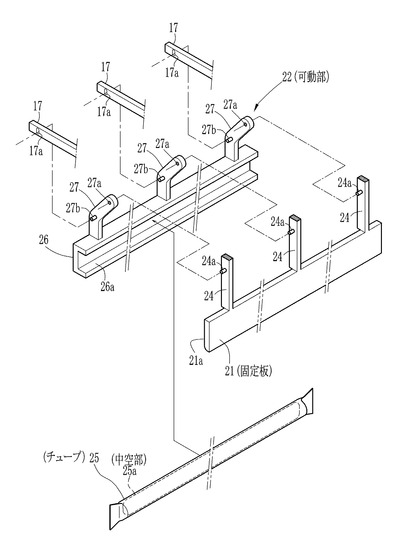
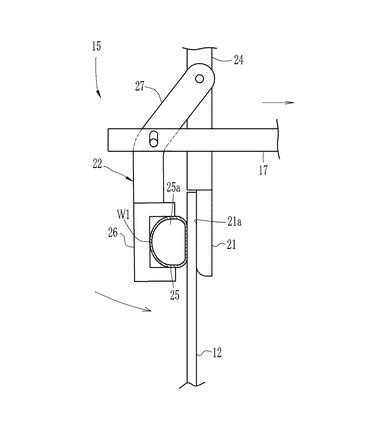
図3において、ハンガー装置15は、固定板21と可動部22とからなる。固定板21は、その上部に複数のアーム24が一体に形成されている。この固定板21は、各アーム24の上端部を支持部16に取り付けることにより支持部16に固定されている。固定板21は、ガラス幅方向に長くされた板状に形成されている。この例では、固定板21の長さがカバーガラス12の幅と同じにされているが、複数に分割して設けることもできる。カバーガラス12を挟持する際には、固定板21の内面(可動部22側の面)21aが、カバーガラス12の例えば塗膜が形成されていない背面に圧接される。
【0038】
可動部22は、チューブ25と、チューブホルダー26とから構成される。チューブ25は、中空部25aを有する略円柱形状に形成されており、その長さは、カバーガラス12の幅とほぼ同じか少し長くされている。このチューブ25は、金属製となっているが、径方向に変形しやすいように厚みが例えば0.1〜0.3mm程度に薄くされて、径方向に変形自在になっている。また、中空部25aには、所定の圧力で気体、例えば空気が予め封入されている。
【0039】
上記のように構成されるチューブ25は、封入された気体の弾力性を利用した気体バネとなっている。すなわち、チューブ25は、その周面が中空部25aと外部とを仕切る隔膜であり、周面がカバーガラス12に圧接されたときに径方向に圧縮変形し、封入された気体が圧縮されて中空部25a内の圧力(内圧)が高くなって蓄勢される。この蓄勢により生じる付勢力がチューブ25の周面に与えられて、カバーガラス12に荷重をかけるように作用する。
【0040】
常温においては、チューブ25自体の変形による弾性力と、封入された気体の絶対圧力と外部の圧力との差であるゲージ圧力による付勢力とをカバーガラス12に荷重としてかけて、カバーガラス12を保持するのに必要な挟持力を得ている。また、高温時では、温度上昇によって封入された気体の圧力を高めることによって、気体の圧力による荷重だけでもカバーガラス12を保持するのに必要な挟持力が得られるようにしている。
【0041】
なお、チューブ25の圧縮変形量を大きくすれば、常温においても気体の圧力による荷重だけでカバーガラス12を保持するのに必要な挟持力を得ることができるようにすることができる。この場合には、弾性力がほぼ得られないようなチューブ25を用いることができる。
【0042】
チューブ25を圧接した状態では、加熱されても中空部25aの容積(気体の体積)が変化しないものとすれば、下記の関係式(1)により、チューブ25により荷重される圧力を求めることができる。例えば常温t1を20℃、加熱時の温度t2を550℃とした場合、常温t1における封入されたゲージ圧力p1を「0(kPaG)」とすれば、550℃のときの封入された気体のゲージ圧力p2は、「183.2(kPaG)」となり、これがチューブ25からカバーガラス12にかかる。また、常温t1でのゲージ圧力p1が「100(kPaG)」であれば、550℃のときのゲージ圧力p2は、「464.1(kPaG)」となる。なお、大気圧を101.3(kPa)としている。
【0043】
【数1】

【0044】
このようにチューブ25が気体バネとして機能することにより、カバーガラス12を挟持するための付勢力を発生する他、カバーガラス12を挟持した際に、カバーガラス12を傷つけないためのクッション材として機能する。なお、この例では、チューブ25が第1の圧接部であり、その周面が第1の圧接部の圧接面である。また、固定板21が第2の圧接部であり、固定板21の内面21aが第2の圧接部の圧接面となる。
【0045】
上記のようなチューブ25としては、例えばステンレス製のシームレスチューブを好ましい例として挙げることができる。チューブ25の長さをカバーガラス12の幅よりも長くしたり、端部を半球状したりして、チューブ25の端部がカバーガラス12に接触しないようにするのがよい。この例では、チューブ25は、その両端をそれぞれ潰して気密にシールしてあり、潰されていない部分の周面がカバーガラス12に圧接されるようにしてある。
【0046】
また、チューブ25の形状としては、カバーガラス12の傷付きや破損を防止するために、カバーガラス12との接触部分にエッジがないようにするのがよく、例えば断面が楕円形状などの湾曲形状であってもよい。さらに、中空部25aに封入される気体としては、空気の他にも各種の気体を用いることができ、必要に応じて不活性ガスなどを用いることもできる。
【0047】
チューブホルダー26は、ガラス幅方向に長くされて固定板21とほぼ同じ長さにされている。このチューブホルダー26は、その長手方向に沿って溝26aが形成された断面が固定板21側に開いたコ字状となっている。溝26a内には、チューブ25が配されて固定される。例えば図4,図5に符号W1で示す位置でスポット溶接等によりチューブ25が固定される。なお、加熱によるチューブ25の長手方向の伸縮を考慮して、チューブ25をその長手方向にスライド自在な状態でチューブホルダー26に保持することも好ましい。
【0048】
溝26aの深さをチューブ25の外径よりも小さくすることで、チューブ25は、溝26aから固定板21側に突出する。これにより、チューブホルダー26がカバーガラス12に干渉することなく、チューブ25をカバーガラス12に圧接できる。また、溝26aの幅(上下方向の長さ)をチューブ25の外径よりも大きくしてあり、溝26a内でその幅方向に広がるようにチューブ25が変形することが許容される。
【0049】
チューブホルダー26の上部には、複数のアーム27が一体に形成されている。各アーム27の端部に設けた軸孔27aにアーム24に設けた軸24aを通すことにより、チューブホルダー26が固定板21に回動自在に組み付けられている。また、アーム27の中間に設けられた係合軸27bに、連結部材17に形成された長穴17aが係合している。これにより、連結部材17のスライド移動に連動して、軸24aを中心にしてチューブホルダー26が回動する。
【0050】
なお、図示を省略しているが連結部材17には、複数の長穴17aが形成されており、各ハンガー装置15の係合軸27bが係合されている。
【0051】
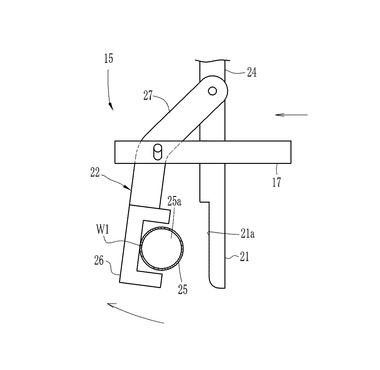
ハンガー装置15がカバーガラス12を保持した状態を図4に、カバーガラス12の保持を解除した状態を図5にそれぞれ示す。チューブホルダー26は、図4に示すように、チューブ25と固定板21との間にカバーガラス12を挟持するために、チューブ25をカバーガラス12の表面に圧接した圧接位置と、図5に示すように、チューブ25を固定板21から離間する方向に圧接位置から回動させてカバーガラス12の挟持を解除する解除位置との間で移動させる。
【0052】
圧接位置では、背面が固定板21に支持されたカバーガラス12の上端部の表面に、チューブ25の周面が圧接される。このチューブ25の圧接により、チューブ25からカバーガラス12に荷重がかけられ、チューブ25と固定板21との間にカバーガラス12が挟持される。なお、カバーガラス12にかけられる荷重がカバーガラス12を吊り下げるのに足りる大きさとなるように、チューブホルダー26の回動量が調整されている。チューブ25を解除位置とすることにより、チューブ25と固定板21との間にカバーガラス12の上端部の挿脱を行うことができる。
【0053】
なお、この例では、移動部材としてのチューブホルダー26によって、チューブ25を回動させているが、挟持位置と解除位置との間で直線的に移動させてもよい。
【0054】
次に上記の構成の作用について説明する。まず、各カバーガラス12をハンガー装置15で保持する。これらのカバーガラス12には、前述のように、その表面にTEOSを塗布し、加水分解した後に乾燥した塗膜が形成されている。ハンガー装置15で保持するには、ロック機構18によるロックを解除した後、図5に示されるように、連結部材17を左方向にスライド移動して、各チューブホルダー26を回動してチューブ25を解除位置とする。これにより、固定板21からチューブ25が離間した状態となり、これらの間にカバーガラス12の上端部を挿入することができるようになる。
【0055】
各カバーガラス12は、例えば、装填装置(図示せず)により保持されており、同時に各ハンガー装置15の固定板21とチューブ25との間に上端部が挿入されるとともに、カバーガラス12の下端部がスペーサ19の溝19aに通される。
【0056】
この後に、図4に示されるように、連結部材17を右方向にスライド移動して、各ハンガー装置15のチューブホルダー26を回動してチューブ25を圧接位置としてから、ロック機構18により連結部材17のスライドをロックする。
【0057】
チューブ25は、圧接位置に移動されることにより、カバーガラス12の上端部の表面に押し付けられて、その外周面がカバーガラス12に圧接される。これにより、カバーガラス12に荷重がかけられ、カバーガラス12は、その上端部が固定板21とチューブ25との間に挟持され、ハンガー装置15に保持された状態になる。この後に、ハンガーユニット14を炉本体10a内に搬入する。
【0058】
チューブ25は、その周面すなわちカバーガラス12に対する接触面が丸みを有しており、またチューブ25が気体を内包した圧縮変形可能な構造であるため、カバーガラス12を挟持したとき、またカバーガラス12を挟持した状態で搬送した際に揺れ等が発生しても、カバーガラスに局所的な強い応力を与えることがない。このため、カバーガラス12の傷付けや破損することがない。
【0059】
また、チューブ25が径方向に圧縮変形して気体バネとして蓄勢され、それの付勢力とチューブ25の弾性力による荷重がカバーガラス12にかかり、固定板21とチューブ25との間にカバーガラス12が挟持される。このためカバーガラス12の挟持に緩みが生じることがなく、カバーガラス12が脱落することがなく挟持される。また、ネジ止め等によってチューブホルダー26を所定位置に固定するロック機構18であっても、挟持に緩みが生じることがなく、カバーガラス12を脱落させることがない。
【0060】
この搬入後に、加熱装置13を作動して、炉本体10a内の熱風を送り込み、最終的に例えば500℃に加熱し、各カバーガラス12に表面に形成されている塗膜を焼成する。これにより、カバーガラス12の表面の塗膜が無機化されて二酸化ケイ素からなる反射防止膜が形成される。焼成の完了後には、炉本体10a内の温度が徐々に下げられて常温に戻される。
【0061】
ここで、温度が上昇すると、チューブ25自体の弾性力が失われることはあるが、中空部25a内に封入された気体が圧縮されることによるチューブ25の気体バネとしての機能は、高温になっても失われることはない。そして、温度上昇にともなって、封入された気体の圧力は高まるから、カバーガラス12に対する荷重が減少・消失することはない。したがって、カバーガラス12の挟持が弱まることはなく、確実に挟持された状態が維持される。
【0062】
また、ハンガーユニット14は、簡素な機構でありその熱容量が小さく、また同時に加熱炉10を小さくできるので、少ないエネルギーの投入で所定の温度にまで加熱することができる。
【0063】
常温に戻された後に、炉本体10a内からハンガーユニット14を搬出する。ロック機構18によるロックを解除してから、連結部材17をスライドさせて、チューブ25を解除位置に移動する。これによりチューブ25による圧接が解除されるので、カバーガラス12をハンガー装置15から外す。
【0064】
上記のようにしてカバーガラス12は、その上端部がハンガー装置15に挟持された状態で加熱されるが、ハンガー装置15により吊り下げられて加熱されるため、高温下で軟化しても撓むことはなく、平面性が保たれている。また、カバーガラス12は、固定板21とチューブ25と挟持されている部分以外の面は、他の部材に振れることがないので、カバーガラス12の表面に金属等の不純物が付着することもない。そして、同時に複数枚のカバーガラス12に対する加熱処理が完了し、短時間で多数のカバーガラス12に対する処理を行うことができる。
【0065】
なお、この例では、加熱炉10において、段階的に温度を変化させているが、上記のように、ハンガーユニット14は、炉外とのリンケージなどがなく、そのユニット機構だけでカバーガラス12を保持し、ユニット14の単位で移動させることができる。このため、温度の異なるチャンバーを順次に移動させて加熱・徐冷するバッチ処理にも利用できる。また、カバーガラス12をハンガーユニット14に保持して加熱処理前の工程を実施し、そのハンガーユニット14ごと次の工程に送って加熱処理を実施することもできる。
【0066】
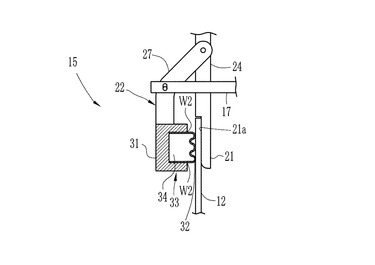
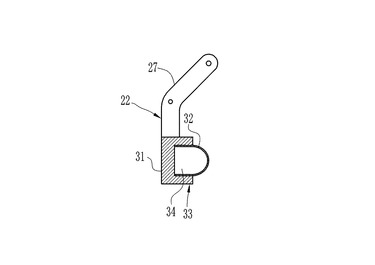
上記実施形態では、第1の圧接部としてチューブを用いた例について説明したが、第1の圧接部の構造は、これに限られるものではない。図6に示す例は、チューブホルダーとチューブに代えて、可動部22のアーム27の一端に、箱状部材31と隔膜としての圧接板32とからなる第1圧接部33を形成したものである。箱状部材31は、一面だけが開口した箱状に形成されており、その開口に断面略コ字状にした圧接板32を入れ込んだ構成としてある。圧接板32は、上記実施形態のチューブと同様に、厚みが薄くされた金属製とされている。箱状部材31と圧接板32は、符号W2で示す位置が電子ビーム溶接されることにより、それらに囲まれる気密な中空部34を形成し、この中空部34に気体が封入されている。なお、電子ビーム溶接は、圧接板32のように薄い金属膜を溶接するのに適している。
【0067】
圧接板32は、圧接位置に移動されることで、その表面がカバーガラス12の表面に圧接される。なお、この例では、圧接板32は、その断面形状を波形にしてあるが、例えば図7に示すように、断面が円弧形状となるように湾曲させたものであってもよい。
【0068】
また、上記各実施形態では、カバーガラスの一方の面にだけチューブを圧接しているが、図8に示すように、カバーガラス12の両面のそれぞれに、中空部35aに気体が封入されたチューブ35を圧接するようにしてもよい。なお、この例では、一対の回動部材36にチューブ35をそれぞれ取付けてあり、各回動部材36をそれぞれ回動することによって、各チューブ35を圧接してカバーガラス12を挟持する構成であるが、上記各実施形態のように一方を固定し、他方だけを回動するようにしてもよい。
【0069】
図9に示す例は、1枚のカバーガラス12を複数のチューブ37を用いて挟持するようにしたものである。この例では、複数の短いチューブ37をカバーガラス12の幅方向に並べて配し、各チューブ37と対応する固定板38とのそれぞれでカバーガラス12の上端部を挟持する。なお、この例では、各チューブ37のそれぞれに固定板38を設けているが、カバーガラス12の幅方向に長い共通な固定板を用いてもよい。
【0070】
図10に示す例は、円筒状のチューブ25の両端を潰して気密にシールする代わりに、両端を金属製の円板41で気密に塞ぎ、中空部25aに気体を封入するものである。円板41は、チューブ25に例えば電子ビーム溶接により固着される。なお、この場合には、円板41が、カバーガラスに接触しないように、チューブ25は、カバーガラスの幅よりも長いものが用いられる。
【0071】
上記各実施形態では、中空部に予め気体を封入したチューブを用いているが、使用時に気体をチューブに圧入してもよい。図11に示す例では、各ハンガー装置15のチューブ25には、気体を圧入するためのパイプ45が接続されている。このパイプ45の一端には、バルブ46を介して加圧装置47が接続されている。この加圧装置47は、パイプ45を通してチューブ25内の中空部に気体を圧入する。加熱処理を行う場合には、バルブ46を閉じて加圧装置47がパイプ45から取り外される。
【0072】
なお、加熱炉で加熱処理を行う場合には、炉本体内に配したチューブ25と炉本体外に配した加圧装置をパイプ45で接続するように構成することもできる。また、圧接位置と解除位置との間でチューブ等を移動させるのではなく、図11のように構成し、カバーガラス12を挟持するときにチューブ25の中空部に気体を圧入してチューブ25の周面をカバーガラス12に圧接させ、カバーガラス12を取り外すときにチューブ25の中空部内の圧力を下げることにより圧接を解除するようにしてもよい。
【0073】
本発明は、反射防止膜だけでなく、他の機能をもった薄膜、例えば透明導電膜、透明保護膜や防止汚膜など、種々の薄膜を太陽電池パネルのカバーガラスに形成する際に用いることができる。アルコキシド系溶液を用いて形成できる薄膜としては、例えば光触媒効果を有するTiO薄膜、Nb,Sr,Ba,Pb,Zr等の金属の酸化物薄膜などが挙げられる。また、太陽電池パネルのカバーガラス以外にも、一般のガラスプレートやプラスチック製のプレートなどに薄膜を形成する場合にも利用でき、さらには薄膜を形成するもの以外の用途、例えばガラスの強化処理などにも利用できる。
【0074】
上記の各実施形態では、加熱処理により高温下でハンガー装置が利用されるため、ハンガー装置のチューブなどの各部を金属としているが、処理内容に応じて材質を適宜に変更することができる。例えば気体ばねとして機能するチューブとして、加熱処理を行う場合であっても200℃程度であれば、その温度に耐熱性を示すシリコーン材で作製されたものを用いることができる。また、加熱処理以外の用途において、カバーガラス等のプレートを保持することに利用できる。
【符号の説明】
【0075】
10 加熱炉
12 カバーガラス
14 ハンガーユニット
15 ハンガー装置
21 固定板
25 チューブ
【技術分野】
【0001】
本発明はプレートを保持するハンガー装置、及びプレート保持方法、並びにこれを利用した加熱炉,プレート加熱方法及びカバーガラスの製造方法に関するものである。
【背景技術】
【0002】
液晶ディスプレイや太陽電池パネルなどのカバーガラスには、用途や使用環境に応じて種々の表面処理が行われる。例えば太陽電池パネルのカバーガラスの表面には、太陽電池本体に太陽光をより多くの入射させるために、光反射を低減する反射防止膜が形成されている。また、汚れの付着を防ぐための防汚膜が形成される。さらに、このような各種の機能の薄膜を積層して形成することも多々ある。
【0003】
薄膜を形成する手法としてゾルゲル法を利用したものが知られている。例えば、反射防止膜としての二酸化ケイ素(シリカ)薄膜をカバーガラスに形成する場合には、TEOS(テトラエトキシシラン)などのアルコキシド系溶液をカバーガラスの表面に塗布、加水分解したのち乾燥、焼成する。焼成では、高温(例えば400℃から600℃)に加熱する。
【0004】
上記のように高温で焼成する場合には、カバーガラスなどのガラスプレートが軟化するため、ガラスプレートの姿勢によっては自重により撓んでしまい平面性が維持できない。平面性を維持する手法として載置方式がある。この載置方式では、ガラスプレートを載置台上に水平に載置することでガラスプレートを平面に支えて、撓むことを防止する。また、カバーガラスを吊り下げた状態に保持する懸架方式も知られている(特許文献1参照)。特許文献1では、ガラスプレートの上端部に形成した孔にフックを通してガラスプレートを吊り下げた状態とする構成や、バネの付勢あるいはネジの押圧によってガラスプレートの上端部を挟持して吊り下げた状態とする構成が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−194767号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記の載置方式では、載置台が金属製である場合には、それ自体が高温下で変形することがあり、ガラスプレートの平面性を維持できない、載置台の金属成分がガラスプレートに移り、ガラスプレートの表面を汚してしまうなどの問題があった。このため、セラミックス製のローラやピンなどでガラスプレートを支えることもあるが、平面性を良好に維持するためには、ローラやピンの配置間隔をかなり狭くしなければならず、ローラやピンの個数が増大し、コスト高になるという問題がある。また、載置方式においては、載置台、あるいはローラやピンなども加熱することになるが、これらの熱容量が大きく、所定の温度まで加熱するのに大きなエネルギーが必要となるという問題があった。
【0007】
ガラスプレートの変形を防止するために、ローラ上で常時ガラスを搬送しながら加熱する方式もあるが、この方式では、加熱炉内にガラスプレートの搬送路を設置する必要があるため加熱炉が長くなって装置コストが上昇するとともに、ガラスプレートの加熱が一枚ずつとなるため生産性が下がる。このため、生産コストが大幅に上昇するという問題があった。
【0008】
一方、懸架方式では、上記のような載置方式の問題はないが、フックを用いる場合にはガラスプレートに孔を形成する加工工程が必要であり、また孔を設けるスペースが余分に必要になるといった問題があった。また、バネの付勢によりガラスプレートを挟持する場合、挟持力を付与するバネとしては、加熱処理を行うために、耐熱性を有する材料で作製されたものを用いる必要があり、このようなバネとしては金属製のものが挙げられる。しかしながら、500℃前後にまで加熱された場合に、バネに応力緩和が生じるため、バネ性が失われてしまいガラスプレートを挟持することができなくなるという問題があった。加熱処理を行う加熱炉の外部にバネを配置する構成も考えられるが、炉外のバネと炉内の挟持部分とを連結するためのリンケージが必要であり、また加熱炉の壁面に貫通孔を設けてリンケージを通す必要がある。このため貫通孔から炉内の熱が逃げて熱効率が悪くなってしまう。
【0009】
さらに、ガラスプレートをネジで押圧する場合では、温度変化にともなうガラスプレートの厚みの変化やネジの伸縮などによって、挟持力が強くなり過ぎてガラスプレートを傷つけたり破損させたり、緩みが生じてガラスプレートが落下したりするという問題があった。また、ガラスプレートを面で押さえるために、ネジとガラスプレートとの間に剛性の高い金属プレート等を挟み込む場合には、搬送時のガラスの揺れ等により、その金属プレート等の角がガラスプレートに局所的に高い応力を与えてしまい、ガラスプレートが損傷してしまうことがあった。
【0010】
本発明は上記事情を考慮してなされたもので、ガラスプレート等のプレートを傷つけたり破損させたりすることなく確実に、特に高温下でも挟持することができるハンガー装置,及びプレート保持方法,並びに加熱炉,プレート加熱方法及びカバーガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明のプレートの上端部を両面側から挟持することにより吊り下げた状態に保持するハンガー装置では、プレートの一方の面に圧接される圧接面と、気体が封入される中空部とを有し、プレートに対する圧接面の圧接によって気体が圧縮され、この気体の圧縮により、プレートに荷重をかける付勢力が圧接面に付与される第1の圧接部と、プレートの他方の面に圧接され、第1の圧接部との間にプレートを挟持する第2の圧接部とを備えるものである。
【0012】
第1の圧接部は、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と中空部とを仕切っており、隔膜を圧接面とし、隔膜の径方向の圧縮変形によって気体を圧縮するのがよい。第1の圧接部は、隔膜が圧縮変形すればプレートに圧接されない部分が剛性を有した構造であってもよい。
【0013】
また、第1の圧接部を、径方向に変形自在な金属製のチューブとし、チューブの周面が隔膜となる構成も好ましい。
【0014】
また、第1の圧接部を、隔膜をプレートに圧接する圧接位置と、隔膜の圧接を解除する解除位置との間で移動自在とし、第1の圧接部を解除位置から圧接位置に移動させ、プレートに隔膜を圧接して径方向に変形させる移動部材を備えるのがよい。
【0015】
また、第1の圧接部は、中空部に外部から気体が圧入されることによって、隔膜がプレートに圧接されるように構成することも好ましい。
【0016】
また、ガラスプレートを挟持する際に好適である。
【0017】
本発明の加熱炉では、上記のように構成されるハンガー装置と、炉内を加熱する加熱手段とを備えたものである。
【0018】
本発明のプレート保持方法では、少なくとも一方の圧接面をプレートに圧接して圧縮変形させることによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけるものである。温度が低い常温等では、プレートの挟持には、気体の圧縮による付勢力の他に、圧接面の弾性力を利用することができる。圧接面が金属である場合に、高温時には金属の弾性力が低下するが、温度上昇により封入された気体の圧力を増加させて付勢力を強める方向に作用させることができる。すなわち、この場合には、低温時と高温時で付勢力を、金属の圧接面の弾性力と気体の圧力で分担して与えることができるものである。
【0019】
本発明のプレート加熱方法では、プレートを両面側から一対の圧接面で挟持して吊り下げて保持するとともに、少なくとも一方の圧接面をプレートに圧接することによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけ、この吊り下げられて保持された状態のプレートを加熱するものである。
【0020】
また、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と仕切られた中空部に気体が封入された圧接部の隔膜を、プレートの少なくとも一方の面に圧接することにより隔膜の変形させることによって気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてプレートに荷重をかけて、プレートを両面側から挟持して吊り下げて保持するとともに、温度上昇時には、その温度上昇によって中空部の圧力を増大させてプレートの挟持を維持し、この吊り下げられて保持された状態のプレートを加熱するのもよい。
【0021】
また、圧接部を、径方向に変形自在な金属製のチューブとし、隔膜となるチューブの周面をプレートの少なくとも一方の面に圧接することも好ましい。
【0022】
また、気体の圧縮による付勢力とともに隔膜の弾性力によってプレートに荷重をかけ、温度上昇時には、その温度上昇によって増大する中空部の圧力により、プレートに対する挟持力を維持するのがよい。
【0023】
また、本発明の太陽電池パネルのカバーガラスの製造方法では、反射防止膜形成用の塗膜が形成されたカバーガラスを一対の圧接面で両面側から挟持して吊り下げて保持するとともに、少なくとも一方の圧接面をカバーガラスに圧接することによって封入された気体を圧縮し、この気体の圧縮により、一方の圧接面に付勢力を与えてカバーガラスに荷重をかけ、この吊り下げられて保持されたカバーガラスを加熱することにより塗膜を焼成して無機化された反射防止膜とするものである。
【発明の効果】
【0024】
本発明によれば、カバーガラス等のプレートの一方の面を圧接面で圧接したときに、中空部内に封入した気体が圧縮され、この気体の圧縮により圧接面に付勢力を与えてプレートに荷重をかけるようにしたから、挟持されたプレートを傷つけたり破損したりすることなく確実に挟持できる。しかも、気体の圧縮により圧接面に付勢力を与えて挟持するから、高温下であっても挟持力が弱まったりすることがなく、確実に挟持できる。
【0025】
また、プレートの上端部を挟持して吊り下げた状態に保持するため、複数枚のプレートを同時に吊り下げた状態に保持して、それらプレートに対して同時に加熱処理等の処理をすることができ生産性が向上する。また、特にガラスプレートに加熱処理を行う場合には、ローラ上で常時ガラスプレートを搬送しながら加熱する必要がなくなり、加熱炉の小型化を図ることが可能になり、製造設備のコストを低減することができる。さらには、プレートの上端部を挟持するという簡素化に有利な機構であり、その機構自体の温度を上昇させる無駄となる熱エネルギーを低減でき、エネルギー効率を高めることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の加熱炉の概略を示す説明図である。
【図2】加熱炉における加熱装置のレイアウトを示す説明図である。
【図3】ハンガー装置の構成を示す分解斜視図である。
【図4】チューブを圧接位置とした状態のハンガー装置を示す説明図である。
【図5】チューブを解除位置とした状態のハンガー装置を示す説明図である。
【図6】回動部材に断面波形の圧接板を固定して中空部を形成した例を示す説明図である。
【図7】回動部材に断面円弧形状の圧接板を固定して中空部を形成した例を示す説明図である。
【図8】カバーガラスの両面にチューブを圧接する例を示す説明図である。
【図9】カバーガラスに複数のチューブを圧接する例を示す説明図である。
【図10】チューブの両端を円板で気密に塞いだ例を示す斜視図である。
【図11】外部からチューブに気体を圧入する例を示す説明図である。
【発明を実施するための形態】
【0027】
図1に本発明を実施した加熱炉を示す。加熱炉10は、太陽電池パネルに用いられるカバーガラス12の表面に反射防止膜を形成するための加熱処理を行う。反射防止膜は、周知のゾルゲル法を用いて形成される。ゾルゲル法では、アルコキシド系の塗布液をカバーガラス12の表面に塗布し、その塗膜を加水分解・乾燥した後に、加熱炉10で加熱して焼成し塗膜を無機化する。ゾルゲル法を用いてSi含有膜を形成する場合では、塗布液としてはアルコキシシランが用いられる。この例では、TEOS(テトラエトキシシラン:Si(OC2H5)4)の塗布液をカバーガラス12の表面に塗布し、そのTEOSの塗膜を加水分解・乾燥した後に、500℃以上の加熱により焼成して、二酸化ケイ素(SiO2)からなる反射防止膜を形成する。
【0028】
カバーガラス12は、例えば厚みが約3.2mm、縦横の長さが約60〜100cm×130〜200cmなどの各種サイズがある。
【0029】
加熱炉10は、炉本体10aと、炉本体10a内部を加熱する加熱装置13等とから構成される。炉本体10a内には、複数枚のカバーガラス12を保持したハンガーユニット14が収容される。加熱炉10は、図2に一例を示すように、熱風循環方式のものとなっており、加熱装置13は、ヒータ13aやファン13bなどで構成されている。加熱時には、炉本体10a内の雰囲気ガスをファン13bで循環させながらヒータ13aで熱することにより、炉本体10a内に熱風を送り込み、熱風を各カバーガラス12の間を通して各カバーガラス12を加熱する。なお、図2は、加熱炉10を上方から見たレイアウトを模式的に描いてあり、細部を省略してある。また、加熱方式としては、熱風循環方式に限定されるものではなく、種々のものを用いることができる。
【0030】
図1に示すように、ハンガーユニット14は、複数のハンガー装置15をまとめてユニット化したものであり、ハンガー装置15の他、支持部16,連結部材17,ロック機構18を備えている。また、ハンガーユニット14は、その下部にカバーガラス12の揺れを抑えるためのスペーサ19を備えている。ハンガーユニット14は、各ハンガー装置15にカバーガラス12に保持した状態でユニットごと炉本体10a内に搬入される。加熱処理では、ハンガーユニット14を炉本体10a内に収容した状態で行われる。このため、ハンガー装置15を含むハンガーユニット14の各部は、加熱処理で変形や燃焼などしないように金属製とされている。なお、この例では、ハンガーユニット14は可搬式であるが、炉本体10a内に固定して設けることもできる。
【0031】
支持部16は、ハンガーユニット14を構成するフレーム(図示省略)に設けられており、ハンガーユニット14の上部に配されている。ハンガーユニット14は、この支持部16を上側に、スペーサ19を下側にした姿勢で炉本体10a内に配される。支持部16には、各ハンガー装置15が取り付けられている。
【0032】
ハンガー装置15は、カバーガラス12を保持する。各ハンガー装置15は、それぞれ1枚のカバーガラス12の上端部を挟持し、カバーガラス12を下方に吊した状態にする。このハンガー装置15は、詳細を後述するように、カバーガラス12を挟持する部分がカバーガラス12の幅方向(図面に垂直な方向:以下、ガラス幅方向という)に長くされされている。このようにハンガー装置15は、カバーガラス12を吊す懸架方式となっており、重力による鉛直方向への張力をカバーガラス12に作用させて平面状態を維持する。
【0033】
連結部材17は、カバーガラス12を挟持した状態と、その挟持を解除した状態に各ハンガー装置15を切り換えるためのものである。この連結部材17は、各ハンガー装置15にスライド自在に組み付けられている。
【0034】
ロック機構18は、連結部材17のスライドを許容した状態と、ロックした状態とに切り換えられる。このロック機構18によって連結部材17をロックすることにより、各ハンガー装置15がカバーガラス12を挟持した状態に維持することができる。ロック機構18としては、簡単には例えば連結部材17をハンガーユニット14のフレームにネジ止めしてロックすればよい。このロック機構18は、各ハンガー装置15のそれぞれについてのロック手段となっている。
【0035】
なお、この例では、連結部材17により各ハンガー装置15を同時に挟持した状態と、その挟持を解除した状態とに切り換えているが、各ハンガー装置15を別々に切り換えるように構成してもよい。
【0036】
スペーサ19には、上述のようにカバーガラス12の揺れを抑えるためのものであり、ハンガー装置15が配列する方向に並べて複数の溝19aが形成されている。各溝19aはガラス幅方向に延びている。溝19aは、カバーガラス12の厚みよりも少し大きく形成されており、それぞれカバーガラス12の下端部が入り込む。このスペーサ19により、カバーガラス12に振動等が加わった際に、その振動によるカバーガラス12の下端部の移動を溝19a内に規制し、他のカバーガラス12に接触することを防止するとともに、振動によりカバーガラス12が大きく撓んで破損することを防止する。
【0037】
図3において、ハンガー装置15は、固定板21と可動部22とからなる。固定板21は、その上部に複数のアーム24が一体に形成されている。この固定板21は、各アーム24の上端部を支持部16に取り付けることにより支持部16に固定されている。固定板21は、ガラス幅方向に長くされた板状に形成されている。この例では、固定板21の長さがカバーガラス12の幅と同じにされているが、複数に分割して設けることもできる。カバーガラス12を挟持する際には、固定板21の内面(可動部22側の面)21aが、カバーガラス12の例えば塗膜が形成されていない背面に圧接される。
【0038】
可動部22は、チューブ25と、チューブホルダー26とから構成される。チューブ25は、中空部25aを有する略円柱形状に形成されており、その長さは、カバーガラス12の幅とほぼ同じか少し長くされている。このチューブ25は、金属製となっているが、径方向に変形しやすいように厚みが例えば0.1〜0.3mm程度に薄くされて、径方向に変形自在になっている。また、中空部25aには、所定の圧力で気体、例えば空気が予め封入されている。
【0039】
上記のように構成されるチューブ25は、封入された気体の弾力性を利用した気体バネとなっている。すなわち、チューブ25は、その周面が中空部25aと外部とを仕切る隔膜であり、周面がカバーガラス12に圧接されたときに径方向に圧縮変形し、封入された気体が圧縮されて中空部25a内の圧力(内圧)が高くなって蓄勢される。この蓄勢により生じる付勢力がチューブ25の周面に与えられて、カバーガラス12に荷重をかけるように作用する。
【0040】
常温においては、チューブ25自体の変形による弾性力と、封入された気体の絶対圧力と外部の圧力との差であるゲージ圧力による付勢力とをカバーガラス12に荷重としてかけて、カバーガラス12を保持するのに必要な挟持力を得ている。また、高温時では、温度上昇によって封入された気体の圧力を高めることによって、気体の圧力による荷重だけでもカバーガラス12を保持するのに必要な挟持力が得られるようにしている。
【0041】
なお、チューブ25の圧縮変形量を大きくすれば、常温においても気体の圧力による荷重だけでカバーガラス12を保持するのに必要な挟持力を得ることができるようにすることができる。この場合には、弾性力がほぼ得られないようなチューブ25を用いることができる。
【0042】
チューブ25を圧接した状態では、加熱されても中空部25aの容積(気体の体積)が変化しないものとすれば、下記の関係式(1)により、チューブ25により荷重される圧力を求めることができる。例えば常温t1を20℃、加熱時の温度t2を550℃とした場合、常温t1における封入されたゲージ圧力p1を「0(kPaG)」とすれば、550℃のときの封入された気体のゲージ圧力p2は、「183.2(kPaG)」となり、これがチューブ25からカバーガラス12にかかる。また、常温t1でのゲージ圧力p1が「100(kPaG)」であれば、550℃のときのゲージ圧力p2は、「464.1(kPaG)」となる。なお、大気圧を101.3(kPa)としている。
【0043】
【数1】
【0044】
このようにチューブ25が気体バネとして機能することにより、カバーガラス12を挟持するための付勢力を発生する他、カバーガラス12を挟持した際に、カバーガラス12を傷つけないためのクッション材として機能する。なお、この例では、チューブ25が第1の圧接部であり、その周面が第1の圧接部の圧接面である。また、固定板21が第2の圧接部であり、固定板21の内面21aが第2の圧接部の圧接面となる。
【0045】
上記のようなチューブ25としては、例えばステンレス製のシームレスチューブを好ましい例として挙げることができる。チューブ25の長さをカバーガラス12の幅よりも長くしたり、端部を半球状したりして、チューブ25の端部がカバーガラス12に接触しないようにするのがよい。この例では、チューブ25は、その両端をそれぞれ潰して気密にシールしてあり、潰されていない部分の周面がカバーガラス12に圧接されるようにしてある。
【0046】
また、チューブ25の形状としては、カバーガラス12の傷付きや破損を防止するために、カバーガラス12との接触部分にエッジがないようにするのがよく、例えば断面が楕円形状などの湾曲形状であってもよい。さらに、中空部25aに封入される気体としては、空気の他にも各種の気体を用いることができ、必要に応じて不活性ガスなどを用いることもできる。
【0047】
チューブホルダー26は、ガラス幅方向に長くされて固定板21とほぼ同じ長さにされている。このチューブホルダー26は、その長手方向に沿って溝26aが形成された断面が固定板21側に開いたコ字状となっている。溝26a内には、チューブ25が配されて固定される。例えば図4,図5に符号W1で示す位置でスポット溶接等によりチューブ25が固定される。なお、加熱によるチューブ25の長手方向の伸縮を考慮して、チューブ25をその長手方向にスライド自在な状態でチューブホルダー26に保持することも好ましい。
【0048】
溝26aの深さをチューブ25の外径よりも小さくすることで、チューブ25は、溝26aから固定板21側に突出する。これにより、チューブホルダー26がカバーガラス12に干渉することなく、チューブ25をカバーガラス12に圧接できる。また、溝26aの幅(上下方向の長さ)をチューブ25の外径よりも大きくしてあり、溝26a内でその幅方向に広がるようにチューブ25が変形することが許容される。
【0049】
チューブホルダー26の上部には、複数のアーム27が一体に形成されている。各アーム27の端部に設けた軸孔27aにアーム24に設けた軸24aを通すことにより、チューブホルダー26が固定板21に回動自在に組み付けられている。また、アーム27の中間に設けられた係合軸27bに、連結部材17に形成された長穴17aが係合している。これにより、連結部材17のスライド移動に連動して、軸24aを中心にしてチューブホルダー26が回動する。
【0050】
なお、図示を省略しているが連結部材17には、複数の長穴17aが形成されており、各ハンガー装置15の係合軸27bが係合されている。
【0051】
ハンガー装置15がカバーガラス12を保持した状態を図4に、カバーガラス12の保持を解除した状態を図5にそれぞれ示す。チューブホルダー26は、図4に示すように、チューブ25と固定板21との間にカバーガラス12を挟持するために、チューブ25をカバーガラス12の表面に圧接した圧接位置と、図5に示すように、チューブ25を固定板21から離間する方向に圧接位置から回動させてカバーガラス12の挟持を解除する解除位置との間で移動させる。
【0052】
圧接位置では、背面が固定板21に支持されたカバーガラス12の上端部の表面に、チューブ25の周面が圧接される。このチューブ25の圧接により、チューブ25からカバーガラス12に荷重がかけられ、チューブ25と固定板21との間にカバーガラス12が挟持される。なお、カバーガラス12にかけられる荷重がカバーガラス12を吊り下げるのに足りる大きさとなるように、チューブホルダー26の回動量が調整されている。チューブ25を解除位置とすることにより、チューブ25と固定板21との間にカバーガラス12の上端部の挿脱を行うことができる。
【0053】
なお、この例では、移動部材としてのチューブホルダー26によって、チューブ25を回動させているが、挟持位置と解除位置との間で直線的に移動させてもよい。
【0054】
次に上記の構成の作用について説明する。まず、各カバーガラス12をハンガー装置15で保持する。これらのカバーガラス12には、前述のように、その表面にTEOSを塗布し、加水分解した後に乾燥した塗膜が形成されている。ハンガー装置15で保持するには、ロック機構18によるロックを解除した後、図5に示されるように、連結部材17を左方向にスライド移動して、各チューブホルダー26を回動してチューブ25を解除位置とする。これにより、固定板21からチューブ25が離間した状態となり、これらの間にカバーガラス12の上端部を挿入することができるようになる。
【0055】
各カバーガラス12は、例えば、装填装置(図示せず)により保持されており、同時に各ハンガー装置15の固定板21とチューブ25との間に上端部が挿入されるとともに、カバーガラス12の下端部がスペーサ19の溝19aに通される。
【0056】
この後に、図4に示されるように、連結部材17を右方向にスライド移動して、各ハンガー装置15のチューブホルダー26を回動してチューブ25を圧接位置としてから、ロック機構18により連結部材17のスライドをロックする。
【0057】
チューブ25は、圧接位置に移動されることにより、カバーガラス12の上端部の表面に押し付けられて、その外周面がカバーガラス12に圧接される。これにより、カバーガラス12に荷重がかけられ、カバーガラス12は、その上端部が固定板21とチューブ25との間に挟持され、ハンガー装置15に保持された状態になる。この後に、ハンガーユニット14を炉本体10a内に搬入する。
【0058】
チューブ25は、その周面すなわちカバーガラス12に対する接触面が丸みを有しており、またチューブ25が気体を内包した圧縮変形可能な構造であるため、カバーガラス12を挟持したとき、またカバーガラス12を挟持した状態で搬送した際に揺れ等が発生しても、カバーガラスに局所的な強い応力を与えることがない。このため、カバーガラス12の傷付けや破損することがない。
【0059】
また、チューブ25が径方向に圧縮変形して気体バネとして蓄勢され、それの付勢力とチューブ25の弾性力による荷重がカバーガラス12にかかり、固定板21とチューブ25との間にカバーガラス12が挟持される。このためカバーガラス12の挟持に緩みが生じることがなく、カバーガラス12が脱落することがなく挟持される。また、ネジ止め等によってチューブホルダー26を所定位置に固定するロック機構18であっても、挟持に緩みが生じることがなく、カバーガラス12を脱落させることがない。
【0060】
この搬入後に、加熱装置13を作動して、炉本体10a内の熱風を送り込み、最終的に例えば500℃に加熱し、各カバーガラス12に表面に形成されている塗膜を焼成する。これにより、カバーガラス12の表面の塗膜が無機化されて二酸化ケイ素からなる反射防止膜が形成される。焼成の完了後には、炉本体10a内の温度が徐々に下げられて常温に戻される。
【0061】
ここで、温度が上昇すると、チューブ25自体の弾性力が失われることはあるが、中空部25a内に封入された気体が圧縮されることによるチューブ25の気体バネとしての機能は、高温になっても失われることはない。そして、温度上昇にともなって、封入された気体の圧力は高まるから、カバーガラス12に対する荷重が減少・消失することはない。したがって、カバーガラス12の挟持が弱まることはなく、確実に挟持された状態が維持される。
【0062】
また、ハンガーユニット14は、簡素な機構でありその熱容量が小さく、また同時に加熱炉10を小さくできるので、少ないエネルギーの投入で所定の温度にまで加熱することができる。
【0063】
常温に戻された後に、炉本体10a内からハンガーユニット14を搬出する。ロック機構18によるロックを解除してから、連結部材17をスライドさせて、チューブ25を解除位置に移動する。これによりチューブ25による圧接が解除されるので、カバーガラス12をハンガー装置15から外す。
【0064】
上記のようにしてカバーガラス12は、その上端部がハンガー装置15に挟持された状態で加熱されるが、ハンガー装置15により吊り下げられて加熱されるため、高温下で軟化しても撓むことはなく、平面性が保たれている。また、カバーガラス12は、固定板21とチューブ25と挟持されている部分以外の面は、他の部材に振れることがないので、カバーガラス12の表面に金属等の不純物が付着することもない。そして、同時に複数枚のカバーガラス12に対する加熱処理が完了し、短時間で多数のカバーガラス12に対する処理を行うことができる。
【0065】
なお、この例では、加熱炉10において、段階的に温度を変化させているが、上記のように、ハンガーユニット14は、炉外とのリンケージなどがなく、そのユニット機構だけでカバーガラス12を保持し、ユニット14の単位で移動させることができる。このため、温度の異なるチャンバーを順次に移動させて加熱・徐冷するバッチ処理にも利用できる。また、カバーガラス12をハンガーユニット14に保持して加熱処理前の工程を実施し、そのハンガーユニット14ごと次の工程に送って加熱処理を実施することもできる。
【0066】
上記実施形態では、第1の圧接部としてチューブを用いた例について説明したが、第1の圧接部の構造は、これに限られるものではない。図6に示す例は、チューブホルダーとチューブに代えて、可動部22のアーム27の一端に、箱状部材31と隔膜としての圧接板32とからなる第1圧接部33を形成したものである。箱状部材31は、一面だけが開口した箱状に形成されており、その開口に断面略コ字状にした圧接板32を入れ込んだ構成としてある。圧接板32は、上記実施形態のチューブと同様に、厚みが薄くされた金属製とされている。箱状部材31と圧接板32は、符号W2で示す位置が電子ビーム溶接されることにより、それらに囲まれる気密な中空部34を形成し、この中空部34に気体が封入されている。なお、電子ビーム溶接は、圧接板32のように薄い金属膜を溶接するのに適している。
【0067】
圧接板32は、圧接位置に移動されることで、その表面がカバーガラス12の表面に圧接される。なお、この例では、圧接板32は、その断面形状を波形にしてあるが、例えば図7に示すように、断面が円弧形状となるように湾曲させたものであってもよい。
【0068】
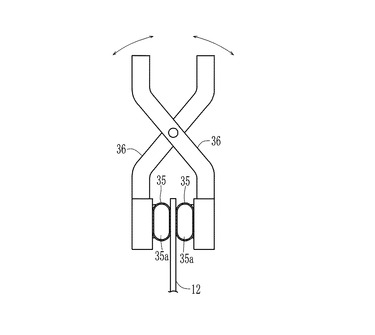
また、上記各実施形態では、カバーガラスの一方の面にだけチューブを圧接しているが、図8に示すように、カバーガラス12の両面のそれぞれに、中空部35aに気体が封入されたチューブ35を圧接するようにしてもよい。なお、この例では、一対の回動部材36にチューブ35をそれぞれ取付けてあり、各回動部材36をそれぞれ回動することによって、各チューブ35を圧接してカバーガラス12を挟持する構成であるが、上記各実施形態のように一方を固定し、他方だけを回動するようにしてもよい。
【0069】
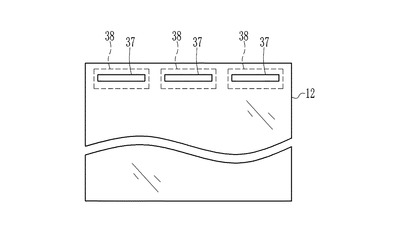
図9に示す例は、1枚のカバーガラス12を複数のチューブ37を用いて挟持するようにしたものである。この例では、複数の短いチューブ37をカバーガラス12の幅方向に並べて配し、各チューブ37と対応する固定板38とのそれぞれでカバーガラス12の上端部を挟持する。なお、この例では、各チューブ37のそれぞれに固定板38を設けているが、カバーガラス12の幅方向に長い共通な固定板を用いてもよい。
【0070】
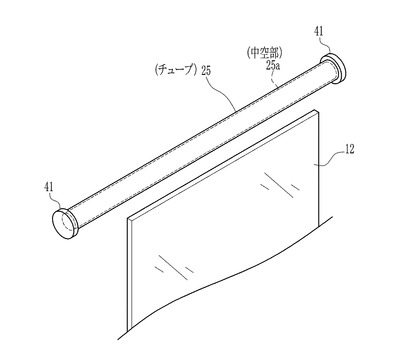
図10に示す例は、円筒状のチューブ25の両端を潰して気密にシールする代わりに、両端を金属製の円板41で気密に塞ぎ、中空部25aに気体を封入するものである。円板41は、チューブ25に例えば電子ビーム溶接により固着される。なお、この場合には、円板41が、カバーガラスに接触しないように、チューブ25は、カバーガラスの幅よりも長いものが用いられる。
【0071】
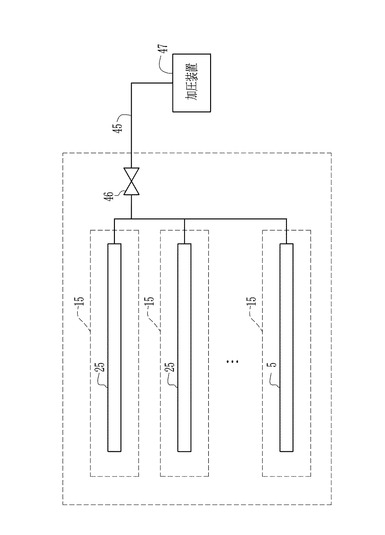
上記各実施形態では、中空部に予め気体を封入したチューブを用いているが、使用時に気体をチューブに圧入してもよい。図11に示す例では、各ハンガー装置15のチューブ25には、気体を圧入するためのパイプ45が接続されている。このパイプ45の一端には、バルブ46を介して加圧装置47が接続されている。この加圧装置47は、パイプ45を通してチューブ25内の中空部に気体を圧入する。加熱処理を行う場合には、バルブ46を閉じて加圧装置47がパイプ45から取り外される。
【0072】
なお、加熱炉で加熱処理を行う場合には、炉本体内に配したチューブ25と炉本体外に配した加圧装置をパイプ45で接続するように構成することもできる。また、圧接位置と解除位置との間でチューブ等を移動させるのではなく、図11のように構成し、カバーガラス12を挟持するときにチューブ25の中空部に気体を圧入してチューブ25の周面をカバーガラス12に圧接させ、カバーガラス12を取り外すときにチューブ25の中空部内の圧力を下げることにより圧接を解除するようにしてもよい。
【0073】
本発明は、反射防止膜だけでなく、他の機能をもった薄膜、例えば透明導電膜、透明保護膜や防止汚膜など、種々の薄膜を太陽電池パネルのカバーガラスに形成する際に用いることができる。アルコキシド系溶液を用いて形成できる薄膜としては、例えば光触媒効果を有するTiO薄膜、Nb,Sr,Ba,Pb,Zr等の金属の酸化物薄膜などが挙げられる。また、太陽電池パネルのカバーガラス以外にも、一般のガラスプレートやプラスチック製のプレートなどに薄膜を形成する場合にも利用でき、さらには薄膜を形成するもの以外の用途、例えばガラスの強化処理などにも利用できる。
【0074】
上記の各実施形態では、加熱処理により高温下でハンガー装置が利用されるため、ハンガー装置のチューブなどの各部を金属としているが、処理内容に応じて材質を適宜に変更することができる。例えば気体ばねとして機能するチューブとして、加熱処理を行う場合であっても200℃程度であれば、その温度に耐熱性を示すシリコーン材で作製されたものを用いることができる。また、加熱処理以外の用途において、カバーガラス等のプレートを保持することに利用できる。
【符号の説明】
【0075】
10 加熱炉
12 カバーガラス
14 ハンガーユニット
15 ハンガー装置
21 固定板
25 チューブ
【特許請求の範囲】
【請求項1】
プレートの上端部を両面側から挟持することにより吊り下げた状態に保持するハンガー装置において、
前記プレートの一方の面に圧接される圧接面と、気体が封入される中空部とを有し、前記プレートに対する前記圧接面の圧接によって前記気体が圧縮され、この気体の圧縮により、前記プレートに荷重をかける付勢力が前記圧接面に付与される第1の圧接部と、
前記プレートの他方の面に圧接され、前記第1の圧接部との間に前記プレートを挟持する第2の圧接部とを備えることを特徴とするハンガー装置。
【請求項2】
前記第1の圧接部は、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と中空部とを仕切っており、前記隔膜を前記圧接面とし、前記隔膜の径方向の圧縮変形によって前記気体が圧縮されることを特徴とする請求項1記載のハンガー装置。
【請求項3】
前記第1の圧接部は、径方向に変形自在な金属製のチューブであり、前記隔膜が前記チューブの周面であることを特徴とする請求項2記載のハンガー装置。
【請求項4】
前記第1の圧接部は、前記隔膜を前記プレートに圧接する圧接位置と、前記隔膜の圧接を解除する解除位置との間で移動自在とされ、
前記第1の圧接部を前記解除位置から前記圧接位置に移動させ、前記プレートに前記隔膜を圧接して径方向に変形させる移動部材を備えることを特徴とする請求項2または3記載のハンガー装置。
【請求項5】
前記第1の圧接部は、前記中空部に外部から気体が圧入されることによって、前記隔膜が前記プレートに圧接されることを特徴とする請求項2ないし4のいずれか1項に記載のハンガー装置
【請求項6】
前記プレートは、ガラスプレートであることを特徴とする請求項1ないし5のいずれか1項に記載のハンガー装置
【請求項7】
請求項1ないし6のいずれか1項に記載のハンガー装置と、炉内を加熱する加熱手段とを備えたことを特徴とする加熱炉。
【請求項8】
一対の圧接面でプレートを両面側から挟持することにより吊り下げた状態に保持するプレート保持方法において、
少なくとも一方の圧接面を前記プレートに圧接して圧縮変形させることによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけることを特徴とするプレート保持方法。
【請求項9】
プレートを両面側から一対の圧接面で挟持して吊り下げて保持するとともに、
少なくとも一方の圧接面を前記プレートに圧接することによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけ、
この吊り下げられて保持された状態のプレートを加熱することを特徴とするプレート加熱方法。
【請求項10】
湾曲面とされて径方向に変形自在な金属製の隔膜により外部と仕切られた中空部に気体が封入された圧接部の前記隔膜を、前記プレートの少なくとも一方の面に圧接することにより前記隔膜の変形させることによって前記気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけて、プレートを両面側から挟持して吊り下げて保持するとともに、温度上昇時には、その温度上昇によって前記中空部の圧力を増大させて前記プレートの挟持を維持し、
この吊り下げられて保持された状態のプレートを加熱することを特徴とするプレート加熱方法。
【請求項11】
前記圧接部は、径方向に変形自在な金属製のチューブであり、前記チューブの周面を前記隔膜として前記プレートの少なくとも一方の面に圧接されることを特徴とする請求項10記載のプレート加熱方法。
【請求項12】
前記気体の圧縮による付勢力とともに前記前記隔膜の弾性力によって前記プレートに荷重をかけ、温度上昇時には、その温度上昇によって増大する前記中空部の圧力により、前記プレートに対する挟持力が維持されることを特徴とする請求項10または11記載のプレート加熱方法。
【請求項13】
太陽電池パネルのカバーガラスの製造方法において、
反射防止膜形成用の塗膜が形成された前記カバーガラスを一対の圧接面で両面側から挟持して吊り下げて保持するとともに、
少なくとも一方の圧接面を前記カバーガラスに圧接することによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記カバーガラスに荷重をかけ、
この吊り下げられて保持されたカバーガラスを加熱することにより前記塗膜を焼成して無機化された反射防止膜とすることを特徴とするカバーガラスの製造方法。
【請求項1】
プレートの上端部を両面側から挟持することにより吊り下げた状態に保持するハンガー装置において、
前記プレートの一方の面に圧接される圧接面と、気体が封入される中空部とを有し、前記プレートに対する前記圧接面の圧接によって前記気体が圧縮され、この気体の圧縮により、前記プレートに荷重をかける付勢力が前記圧接面に付与される第1の圧接部と、
前記プレートの他方の面に圧接され、前記第1の圧接部との間に前記プレートを挟持する第2の圧接部とを備えることを特徴とするハンガー装置。
【請求項2】
前記第1の圧接部は、湾曲面とされて径方向に変形自在な金属製の隔膜により外部と中空部とを仕切っており、前記隔膜を前記圧接面とし、前記隔膜の径方向の圧縮変形によって前記気体が圧縮されることを特徴とする請求項1記載のハンガー装置。
【請求項3】
前記第1の圧接部は、径方向に変形自在な金属製のチューブであり、前記隔膜が前記チューブの周面であることを特徴とする請求項2記載のハンガー装置。
【請求項4】
前記第1の圧接部は、前記隔膜を前記プレートに圧接する圧接位置と、前記隔膜の圧接を解除する解除位置との間で移動自在とされ、
前記第1の圧接部を前記解除位置から前記圧接位置に移動させ、前記プレートに前記隔膜を圧接して径方向に変形させる移動部材を備えることを特徴とする請求項2または3記載のハンガー装置。
【請求項5】
前記第1の圧接部は、前記中空部に外部から気体が圧入されることによって、前記隔膜が前記プレートに圧接されることを特徴とする請求項2ないし4のいずれか1項に記載のハンガー装置
【請求項6】
前記プレートは、ガラスプレートであることを特徴とする請求項1ないし5のいずれか1項に記載のハンガー装置
【請求項7】
請求項1ないし6のいずれか1項に記載のハンガー装置と、炉内を加熱する加熱手段とを備えたことを特徴とする加熱炉。
【請求項8】
一対の圧接面でプレートを両面側から挟持することにより吊り下げた状態に保持するプレート保持方法において、
少なくとも一方の圧接面を前記プレートに圧接して圧縮変形させることによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけることを特徴とするプレート保持方法。
【請求項9】
プレートを両面側から一対の圧接面で挟持して吊り下げて保持するとともに、
少なくとも一方の圧接面を前記プレートに圧接することによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけ、
この吊り下げられて保持された状態のプレートを加熱することを特徴とするプレート加熱方法。
【請求項10】
湾曲面とされて径方向に変形自在な金属製の隔膜により外部と仕切られた中空部に気体が封入された圧接部の前記隔膜を、前記プレートの少なくとも一方の面に圧接することにより前記隔膜の変形させることによって前記気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記プレートに荷重をかけて、プレートを両面側から挟持して吊り下げて保持するとともに、温度上昇時には、その温度上昇によって前記中空部の圧力を増大させて前記プレートの挟持を維持し、
この吊り下げられて保持された状態のプレートを加熱することを特徴とするプレート加熱方法。
【請求項11】
前記圧接部は、径方向に変形自在な金属製のチューブであり、前記チューブの周面を前記隔膜として前記プレートの少なくとも一方の面に圧接されることを特徴とする請求項10記載のプレート加熱方法。
【請求項12】
前記気体の圧縮による付勢力とともに前記前記隔膜の弾性力によって前記プレートに荷重をかけ、温度上昇時には、その温度上昇によって増大する前記中空部の圧力により、前記プレートに対する挟持力が維持されることを特徴とする請求項10または11記載のプレート加熱方法。
【請求項13】
太陽電池パネルのカバーガラスの製造方法において、
反射防止膜形成用の塗膜が形成された前記カバーガラスを一対の圧接面で両面側から挟持して吊り下げて保持するとともに、
少なくとも一方の圧接面を前記カバーガラスに圧接することによって封入された気体を圧縮し、この気体の圧縮により、前記一方の圧接面に付勢力を与えて前記カバーガラスに荷重をかけ、
この吊り下げられて保持されたカバーガラスを加熱することにより前記塗膜を焼成して無機化された反射防止膜とすることを特徴とするカバーガラスの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−240863(P2012−240863A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−110052(P2011−110052)
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000120386)荏原ユージライト株式会社 (48)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000120386)荏原ユージライト株式会社 (48)
【Fターム(参考)】
[ Back to top ]