
ハンダ付け装置及びハンダ付け方法
【課題】太陽電池セルを損傷させることなく、太陽電池セルとタブリードとを短時間でハンダ付けすることができるハンダ付け装置および方法を提供することを目的とする。
【解決手段】本発明のハンダ付け装置は、太陽電池セル(10)とタブリード(15)とをハンダ付けするハンダ付け装置(100)であって、前記太陽電池セル(10)と前記タブリード(15)とを重ね合わせた状態で、前記太陽電池セル(10)と前記タブリード(15)とをハンダ融点以下の温度に加熱する予熱部(60)と、前記太陽電池セル(10)と前記タブリード(15)との重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部(70)とを備えている。
【解決手段】本発明のハンダ付け装置は、太陽電池セル(10)とタブリード(15)とをハンダ付けするハンダ付け装置(100)であって、前記太陽電池セル(10)と前記タブリード(15)とを重ね合わせた状態で、前記太陽電池セル(10)と前記タブリード(15)とをハンダ融点以下の温度に加熱する予熱部(60)と、前記太陽電池セル(10)と前記タブリード(15)との重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部(70)とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池セルとタブリードとをハンダ付けするハンダ付け装置及びハンダ付け方法に関するものである。
【背景技術】
【0002】
太陽電池モジュールは、一面に列状に配設された複数の太陽電池セルのうち隣接する太陽電池同士を電気的に接続することにより構成されている。
従来から、太陽電池セル同士を電気的に接続する場合、隣接する太陽電池セルのうち一方の太陽電池セルの表側接続電極と他方の太陽電池セルの裏側接続電極とをタブリードを用いてハンダ付けを行うハンダ付け装置により行われている。
【0003】
従来のハンダ付け装置は、太陽電池セルおよびタブリードを順番に配置するローディング部と、太陽電池セルとタブリードとをハンダ付けするハンダ付け部とを備えている。ローディング部は、ワンピッチ送りで搬送しているコンベア上にワンピッチ送り毎にタブリードと太陽電池セルとを順番にストリング状に配置していきながら、ハンダ付け部に搬送する。ハンダ付け部は、次のワンピッチ送りまでの短時間の間に、熱風ヒータ等を用いて、太陽電池セルとタブリードとの接触部をハンダ融点以上の温度で加熱し押圧することで、太陽電池セルとタブリードとをハンダ付けする。
【0004】
しかしながら、上述したようなハンダ付け装置の場合、太陽電池セルとタブリードとの接触部を短時間の間にほぼ室温の状態から急速にハンダ融点以上の温度まで昇温させることから、太陽電池セルにクラックが生じやすい。ここで、昇温させる速度を遅くすることで、太陽電池セルのクラックが生じないようにすることが考えられるが、太陽電池セルとタブリードとをハンダ付けするサイクルタイムが長くなってしまい、生産効率を向上させることが困難であった。また、急速に昇温させるため、太陽電池セルにクラックが発生することがあり、歩留まりの低下を招いていた。
【0005】
一方、例えば、特許文献1に開示された太陽電池用タブリードのハンダ付け装置では、予熱手段としてのプレートヒータが設けられている。このような予熱手段としてのプレートヒータを設けることにより、急激な加熱による太陽電池セルのクラックを防止することができる。
また、例えば、特許文献2に開示された太陽電池モジュールの製造装置では、シュラウド内に加熱ブロックが設けられている。このような加熱ブロックを設けることで、急激な加熱による太陽電池セルのクラックの防止にある程度効果があり、生産効率もある程度向上させることができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−147887号公報
【特許文献2】特開2005−191259号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、例えば、特許文献1に開示されたハンダ付け装置では、十分な予熱がなく、ハンダ付け部の直近で太陽電池セル全体とタブリードとをハンダ融点以上の温度に加熱するので、生産効率の向上は不可能である。また、生産効率を向上させようとして急速に昇温させると太陽電池セルにクラック等が発生してしまう問題がある。
また、例えば、特許文献2等で開示された太陽電池モジュールの製造装置によって、太陽電池セルとタブリードとをハンダ付けする場合、予熱段階からハンダ付け段階に亘って太陽電池セル全体がハンダ融点よりも高い温度に加熱される構成であるために、太陽電池セルに対して損傷を与え、場合によってはクラックが発生してしまうという問題があると共に生産効率を十分に向上させることができないという問題がある。
【0008】
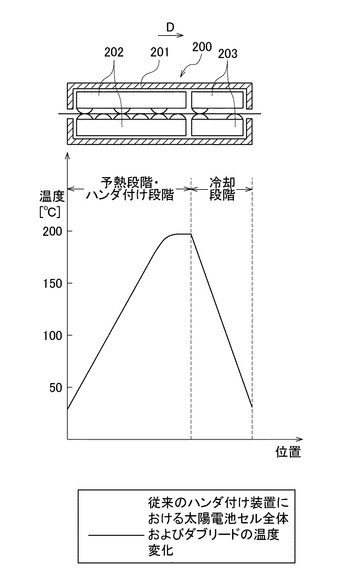
ここで、図14を参照して、特許文献2等で開示された太陽電池モジュールの製造装置が、ハンダ付けを行う場合の太陽電池セル全体およびタブリードの温度変化について説明する。図14は、太陽電池セル全体およびタブリードの温度変化を示すグラフであり、横軸が特許文献2に開示された太陽電池モジュールの製造装置における、太陽電池セルおよびタブリードが搬送された位置を示し、縦軸が太陽電池セル全体およびタブリードの温度を示している。図14のグラフの上方には、横軸の太陽電池セルおよびタブリードが搬送された位置に対応させて、特許文献2に開示された太陽電池モジュールの製造装置200の一部を図示している。図14に示す太陽電池モジュールの製造装置200は、シュラウド201内に加熱ブロック202と冷却ブロック203とが設けられている。太陽電池モジュールの製造装置200は、太陽電池セルおよびタブリードを、シュラウド201内を矢印D方向に搬送する。
太陽電池モジュールの製造装置200が、シュラウド201内に太陽電池セルおよびタブリードを搬送すると、図14のグラフに示すように、加熱ブロック202により太陽電池セル全体およびタブリードが急激に昇温する。太陽電池モジュールの製造装置200は、加熱ブロック202によって、太陽電池セル全体およびタブリードの温度をハンダ融点(例えば略180℃)よりも高い温度に加熱する。そして、太陽電池セル全体およびタブリードをハンダ融点よりも高い温度に加熱し続け、太陽電池セルとタブリードとをハンダ付けする。その後、冷却段階で冷却ブロック203によって太陽電池セル全体およびタブリードを冷却する。
【0009】
従来の太陽電池モジュールの製造装置200等では、予熱段階からハンダ付け段階に至るまで、太陽電池セル全体およびタブリードをハンダ融点よりも高い温度に加熱し続けて、太陽電池セルとタブリードとをハンダ付けする。すなわち、予熱段階からハンダ付け段階に連続的に移行する構成であるために、ハンダ融点より高い温度に加熱する時間を制御することができない。したがって、太陽電池セル全体が長時間に亘って高温で加熱されるために太陽電池セルにクラック等の損傷が発生するおそれがある。また、近年用いられているハンダ融点が高い無鉛ハンダを用いる場合、さらに太陽電池セルの損傷が懸念される。
【0010】
本発明は、上述したような問題点に鑑みてなされたものであって、時間当たりの出来高を大幅に向上させると共に、太陽電池セルにクラック等の損傷を発生させることなく太陽電池セルとタブリードとをハンダ付けする装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に係るハンダ付け装置は、太陽電池セルとタブリードとをハンダ付けするハンダ付け装置であって、前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱部と、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備えていることを特徴とする。
また、前記ハンダ付け部は、前記タブリードの長手方向に沿って配設された加熱体を備え、前記加熱体が、前記太陽電池セルと前記タブリードとの重ね合わせ部に近接または接触することで、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するように構成することができる。この場合、予め加熱された太陽電池セルとタブリードとの重ね合わせ部を局所的に加熱することができ、太陽電池セルとタブリードとの重ね合わせ部を短時間でハンダ融点よりも高い温度に加熱することができる。
また、前記加熱体は、前記タブリードを前記太陽電池セルに対して押圧する複数の押圧子を備えるように構成することができる。この場合、各押圧子は確実にタブリードを太陽電池セルに押圧することができる。
また、前記太陽電池セルと前記タブリードとを前記予熱部および前記ハンダ付け部に搬送する搬送部を更に備え、前記搬送部は、搬送している前記太陽電池セルを搬送ベルトに吸着して、前記タブリードを前記太陽電池セルと前記搬送ベルトとの間で挟むことにより、前記太陽電池セルと前記タブリードとを位置決めした状態で搬送するように構成することができる。この場合、太陽電池セルと搬送ベルトに挟まれたタブリードを太陽電池セルに対してズレることなく位置決めされた状態で搬送することができる。
また、前記搬送部は、搬送している前記タブリードの両側に位置する、前記搬送ベルトのセル吸着孔を介して、前記太陽電池セルを吸着することにより前記太陽電池セルを前記搬送ベルトに吸着するように構成することができる。この場合、太陽電池セルと搬送ベルトに挟まれたタブリードを太陽電池セルに対してズレることなく位置決めされた状態で搬送することができる。
また、前記搬送部は、前記搬送ベルトに載置された前記タブリードを前記搬送ベルトに吸着することにより、前記タブリードを前記搬送ベルトに対して位置決めするように構成することができる。この場合、太陽電池セルをタブリード上に載置したり、搬送ベルト上にタブリードを載置したりするとき、タブリードがズレずに正確に位置決めすることができる。
また、前記搬送部は、前記搬送ベルトに載置された前記タブリードの下側に位置する、前記搬送ベルトのタブリード吸着孔を介して、前記タブリードを吸着することにより前記タブリードを前記搬送ベルトに吸着するように構成することができる。この場合、太陽電池セルをタブリード上に載置したり、搬送ベルト上にタブリードを載置したりするとき、タブリードがズレずに正確に位置決めすることができる。
また、前記搬送部は、前記タブリードのハンダの溶融が開始する直前まで、搬送している前記タブリードを吸着するように構成することができる。この場合、太陽電池セルとタブリードを搬送中にタブリードの位置ズレを確実に防止することができる。
また、前記タブリードを供給するタブリード供給部を更に備え、前記タブリード供給部は、前記タブリードを前記タブリードが前記太陽電池セルの表側接続電極に接続される側と前記タブリードが前記太陽電池セルの裏側接続電極に接続される側との間に段差を有するように曲げ成形するように構成することができる。この場合、タブリードが太陽電池セル上を浮き上がることなく、タブリードを太陽電池セル上に面接触させることができる。
また、前記タブリード供給部は、前記タブリードを、前記タブリードが前記太陽電池セルの表側接続電極に接続される側において前記タブリードの先端に向かうにしたがって、前記タブリードの前記先端が前記表側接続電極と接するように傾斜させて成形するように構成することができる。この場合、タブリードの弾性力により、タブリードが太陽電池セル上を押圧するため、太陽電池セルとタブリードとがズレることなく、位置決めされた状態を維持することができる。
また、前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱する前に、前記タブリードと前記太陽電池セルとを重ね合わせた状態に仮止めする仮止め装置を更に備えるように構成することができる。この場合、タブリードを太陽電池セルに対してズレることなく、位置決めされた状態で搬送することができる。
また、前記仮止め装置は、前記太陽電池セルの表側接続電極上に重ね合わせた前記タブリードを加熱することにより仮止めするように構成することができる。この場合、タブリードを太陽電池セルに対してのズレを更に確実に防止することができる。
また、前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部の溶融したハンダを、前記タブリードの長手方向における一方側から冷却する冷却部を更に備えるように構成することができる。この場合、ハンダ付け後の太陽電池セルの反りをなくすことができる。
本発明に係るハンダ付け方法は、太陽電池セルとタブリードとをハンダ付けするハンダ付け方法であって、前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱工程と、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け工程とを有することを特徴とする。
【発明の効果】
【0012】
本発明によれば、時間当たりの出来高を大幅に向上させながら、太陽電池セルにクラック等の損傷を発生させることなく太陽電池セルとタブリードとをハンダ付けすることができる。
【図面の簡単な説明】
【0013】
【図1A】太陽電池セルおよびタブリードの構成を示す平面図である。
【図1B】太陽電池セルおよびタブリードの構成を示す側面図である。
【図1C】太陽電池セルの構成を示す図である。
【図2】ハンダ付け装置の概略構成を示す図である。
【図3】タブリードローディング装置の構成を示す斜視図である。
【図4】タブリードローディング装置を矢印A方向から見た図である。
【図5A】タブリードローディング装置を矢印B方向から見た図である。
【図5B】搬送ベルトを矢印C方向から見た図である。
【図6A】タブリードローディング装置が成形したタブリードの側面図である。
【図6B】他の形態のタブリードの側面図である。
【図6C】最後に載置されるタブリードのうち短い仕様のタブリードの側面図である。
【図7】最初のタブリードを搬送ベルトに載置した状態を示す図である。
【図8】太陽電池セルを搬送ベルトに載置した状態を示す図である。
【図9】次の(あるいは最後の)タブリードを載置した状態を示す図である。
【図10】加熱ヘッドの一部を切断した斜視図である。
【図11】加熱ヘッドの構成を示す図である。
【図12】本実施形態に係る太陽電池セル全体およびタブリードの温度変化を示す図である。
【図13】冷却したときのタブリードのリード線が収縮する状態を示す図である。
【図14】従来のハンダ付け装置および従来のハンダ付け装置における太陽電池セル全体およびタブリードの温度変化を示す図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本実施形態に係るハンダ付け装置100について説明する。なお、図面には、必要に応じてハンダ付け装置100の前側(ハンダ付けされた太陽電池セルとタブリードの排出側)を矢印Frで示し、後側(太陽電池セルおよびタブリードの供給側)を矢印Rrで示す。
ここでは、まず、図1A、図1Bおよび図1Cを参照して、ハンダ付け装置100でハンダ付けされる太陽電池セル10およびタブリード15について説明する。
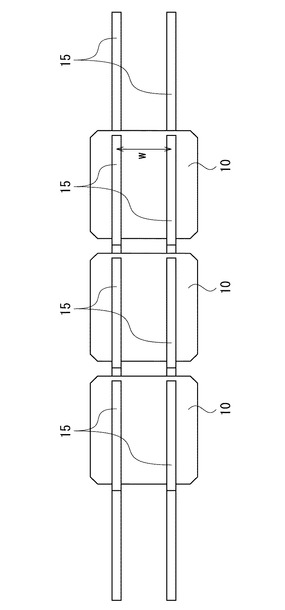
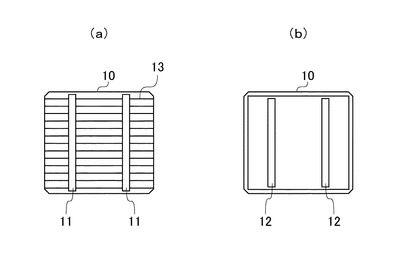
図1Aは、複数の太陽電池セル10をタブリード15でストリング状に配置した状態を表側接続電極側(以下、表側という)から見た平面図である。図1Bは、複数の太陽電池セル10をタブリード15でストリング状に配置した状態を側方から見た側面図である。図1Cは、太陽電池セル10の構成を示す図である。図1C(a)は、太陽電池セル10を表側から見た平面図である。図1C(b)は、太陽電池セル10を裏側接続電極側(以下、裏側という)から見た平面図である。
太陽電池セル10は、厚さを略0.16mmとする矩形状の平板形状に形成されている。図1C(a)に示すように、本実施形態に係る太陽電池セル10の表側には、太陽電池セル10の一辺から対向する一辺に亘って2本の表側接続電極11が設けられている。また、太陽電池セル10の表側には、表側接続電極11に直交するように太陽電池セル10の一辺から対向する一辺に亘って複数のフィンガー部13が設けられている。また、図1C(b)に示すように、太陽電池セル10の裏側には、表側接続電極11と同様に太陽電池セル10の一辺から対向する一辺に亘って2本の裏側接続電極12が、設けられている。表側接続電極11および裏側接続電極12の表面には、タブリード15とハンダ付けするためのハンダがコーティングされている。
一方、図1Aおよび図1Bに示すように、タブリード15は、リード線であり、厚さを略0.2mmとする短冊状の平板形状に形成されている。タブリード15は、銅を用いて形成され、表面には、表側接続電極11および裏側接続電極12とハンダ付けするためのハンダがコーティングされている。
【0015】
ハンダ付けは、図1A及び図1Bに示すように、複数の太陽電池セル10がタブリード15でストリング状に配置された状態で行われる。具体的には、太陽電池セル10を所定の間隔をあけて配置すると共に、タブリード15の半分から一方(前側)を太陽電池セル10の表側接続電極11上に重ね合わせて配置し、タブリード15の半分から他方(後側)を、隣接する太陽電池セル10の裏側接続電極12上に重ね合わせて配置する。本実施形態では、隣接する太陽電池セル10同士が2本のタブリード15で繋げられる。ここでは、2本のタブリード15の中心間の距離をWとする(図1Aを参照)。
このようにストリング状に配置された太陽電池セル10とタブリード15とが重ね合わされた重ね合わせ部をハンダ付け装置100が加熱することで各接続電極およびタブリード15にコーティングされたハンダが溶融し、太陽電池セル10とタブリード15とが電気的に接続される。
【0016】
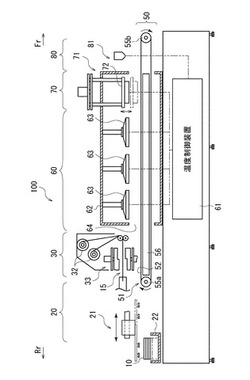
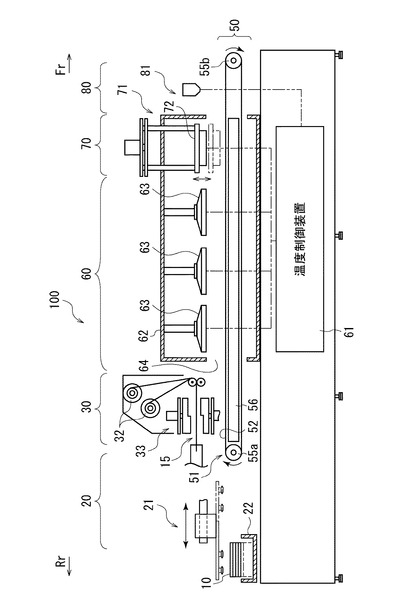
次に、図2を参照して、本実施形態に係るハンダ付け装置100の概略について説明する。図2は、ハンダ付け装置100の概略構成を示す図である。
本実施形態のハンダ付け装置100は、ハンダ付けに関連した処理を行う複数の構成要素からなっている。具体的には、ハンダ付け装置100は、太陽電池セル供給部20、タブリード供給部30、搬送部50、予熱部60、ハンダ付け部70、冷却部80を含んで構成されている。
ここで、各構成要素を簡単に説明する。まず、太陽電池セル供給部20は、太陽電池セル10を搬送部50に供給する。タブリード供給部30は、タブリード15を曲げ成形すると共に所定の長さに切断し、搬送部50に供給する。このとき、太陽電池セル供給部20、タブリード供給部30および搬送部50が連係して動作することで、太陽電池セル10とタブリード15とが搬送部50の搬送ベルト51上で図1A、図1Bに示すようなストリング状に配置される。
【0017】
搬送部50は、太陽電池セル10とタブリード15を位置決めした状態で、予熱部60、ハンダ付け部70および冷却部80に搬送する。予熱部60では、温度制御装置61が加熱炉62内の太陽電池セル10をハンダ融点以下の温度に制御しながら、太陽電池セル10全体およびタブリード15を加熱する。ハンダ付け部70では、太陽電池セル10の接続電極とタブリード15との重ね合わせ部を局所的に加熱すると共に、タブリード15を太陽電池セル10に対して押圧して太陽電池セル10とタブリード15とをハンダ付けする。冷却部80では、太陽電池セル10およびタブリード15を冷却して、太陽電池セル10とタブリード15との重ね合わせ部を固化させる。
【0018】
本実施形態のハンダ付け装置100によれば、上述した各構成要素が単独又は互いに連係して太陽電池セル10とタブリード15とのハンダ付けを高効率に行うことができる。以下では、各構成要素の具体的な構成および動作処理について詳細に説明する。
【0019】
(太陽電池セル供給部20)
太陽電池セル供給部20は、太陽電池セル10を搬送部50に供給する工程を行う。
図2に示すように、太陽電池セル供給部20には、セルローディング装置21が備えられている。セルローディング装置21は、ハンダ付けされる前の太陽電池セル10が重ねて収容されたストッカー22から搬送部50までを往復して移動することができる。具体的には、セルローディング装置21は、ストッカー22から太陽電池セル10を一枚ごと吸着させた後、搬送部50の搬送ベルト51上の所定の位置に載置する。なお、太陽電池セル10を搬送部50に供給する途中には、図示しない撮影装置が太陽電池セル10にクラックが生じていないかを検査したり、図示しないフラックス供給装置が太陽電池セル10の表側接続電極11および裏側接続電極12にフラックスを塗布するように構成することができる。
【0020】
(タブリード供給部30)
タブリード供給部30は、所定の長さのタブリード15を曲げ形成し搬送部50に供給する工程を行う。
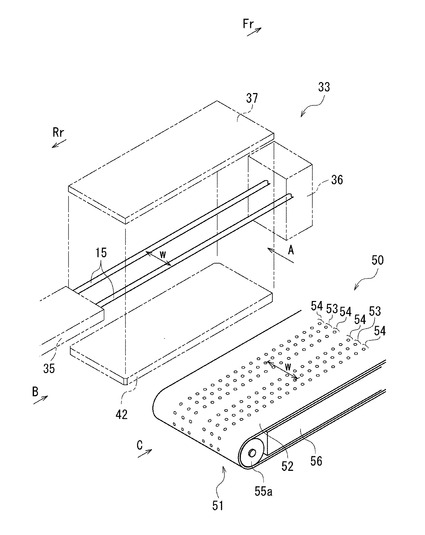
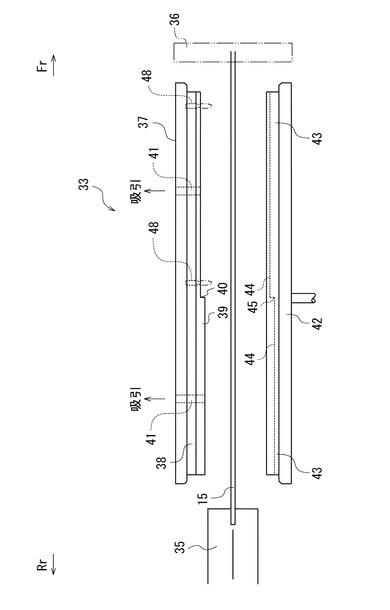
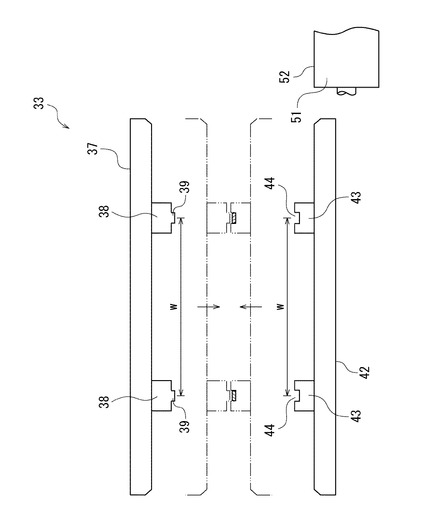
図2に示すように、タブリード供給部30には、所定の長さのタブリード15を曲げ成形し、曲げ成形したタブリード15を搬送ベルト51上に載置するタブリードローディング装置33が備えられている。ここで、図3〜図5Aを参照して、タブリードローディング装置33について説明する。図3は、タブリードローディング装置33の構成を示す斜視図である。図4は、図3に示すタブリードローディング装置33を矢印A方向から見た図である。図5Aは、図3に示すタブリードローディング装置33を矢印B方向から見た図である。
図3に示すように、タブリードローディング装置33は、搬送部50の側方に位置して配設され、上型37、下型42等を含んで構成されている。
【0021】
上型37は、タブリード15を曲げ成形するための一方の金型であり、図示しない上型駆動装置により鉛直方向および水平方向に移動可能である。
図4および図5Aに示すように、上型37の下面には、2つの突条部38がそれぞれ搬送ベルト51の搬送方向に沿って平行に形成されている。各突条部38の下面には、タブリード15を押圧するための成形部39が、下方に向かってそれぞれ突出している。各突条部38に形成される成形部39の幅寸法は、タブリード15の幅と略一致する。また、隣り合う成形部39同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である(図5A等を参照)。また、図4に示すように、各成形部39の長手方向の略中央には、段部40が形成されている。各成形部39は、段部40を境にして成形部39の前側よりも後側の方が下側に向かって僅かに突出している。この段部40の段差は、太陽電池セル10の略厚みほどである。
【0022】
また、図4に示すように、上型37の各突条部38には長手方向に離間して複数の吸着孔41が形成されている。各吸着孔41は、突条部38内を鉛直方向に沿って形成され、下側が成形部39の下面に開口している。図示しないタブリード吸着装置が各吸着孔41を介してタブリード15を吸引することで、タブリード15を上型37に吸着させることができる。
さらに、図4に示すように、上型37の前側の各突条部38内には長手方向に離間して複数の仮止め部材としての加熱子48が設けられている。ここでは、加熱子48は、前側の突条部38における前端部と後端部との2箇所に設けられている。また、加熱子48は、ピン状に形成されていて、少なくともその先端がハンダ融点以上に加熱されている。加熱子48の加熱は電気抵抗加熱方式等を採用することができる。各加熱子48は、成形部39内に収容された状態から、図4の二点鎖線で示すように成形部39の下面から下方向に図示しない昇降機構により突出可能に構成されている。後述するように、タブリード15の前側を太陽電池セル10上に載置したときに、各加熱子48が成形部39の下面から下方向に突出することで、タブリード15の所定の位置を加熱してタブリード15のハンダを一部、溶融させることができる。タブリード15のハンダを一部溶融させることで、タブリード15と太陽電池セル10とが一部分でハンダ付けされ、仮止めされる。なお、本実施形態では、加熱子48が前側の突条部38における前端部と後端部との2箇所に設けられている場合について説明したが、この場合に限られず、2箇所以上に設けられていてもよい。
【0023】
一方、下型42は、タブリード15を曲げ成形するための他方の金型であり、図示しない下型駆動装置により鉛直方向に移動可能である。下型42の上面には、2つの突条部43がそれぞれ搬送ベルト51の搬送方向に沿って平行に形成されている。
図4および図5Aに示すように、各突条部43の上面には、タブリード15を押圧するための凹溝部44が、それぞれ形成されている。各突条部43に形成された凹溝部44の溝幅寸法は、タブリード15の幅と略一致する。また、隣り合う凹溝部44同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である(図5A等を参照)。また、図4に示すように、下型42の各突条部43の凹溝部44内には、段部45がそれぞれ形成されている。この段部45は、上型37の各成形部39に形成された段部40の鉛直下に位置して形成されている。すなわち、下型42の段部45の位置は、上型37の段部40と下型42の段部45とが上型37と下型42との間に配置されたタブリード15を上下から挟むように押圧したときに、後述する図6Aに示すようなタブリード15Aの中央に段差が形成されるような位置に形成される。また、下型42の凹溝部44は、各段部45を境界にして凹溝部44の前側よりも後側の方が僅かに溝の深さが深くなっている。この段部45の段差は、太陽電池セル10の略厚みほどである。
【0024】
次に、図4および図5Aを参照して、タブリードローディング装置33がタブリード15を曲げ成形する動作について説明する。なお、ここでは、図2に示すように、一のリール32から供給されるタブリードを曲げ形成する場合について説明するが、隣接する他のリール32から供給されるタブリードを曲げ形成する場合も同様に同時に行われる。
まず、図4に示すように、タブリードチャック35が、タブリード15をリール32から引き出して水平状態に保持する。
次に、下型駆動装置が下型42を上昇させて、下型42の凹溝部44内にタブリード15を嵌め合わせて、位置決めする(図5Aの二点鎖線で示す下型も参照)。
【0025】
続いて、タブリードカッタ36が、タブリード15を切断する。また、タブリードチャック35は、タブリード15の保持を解除して、後方に退避する。次に、上型駆動装置が上型37を下降させて、下型42に嵌め合わされたタブリード15を押圧する(図5Aの二点鎖線で示す上型も参照)。
上述した動作により、リール32から引き出された所定の長さのタブリード15は、上型37の成形部39に形成された段部40および中央側の下型42の凹溝部44に形成された段部45により中央が曲げられて成形される。また、成形されたタブリード15は、上型37と下型42との間で押圧されることによって、リール32に巻かれていた形状が、より真っ直ぐに矯正される。
【0026】
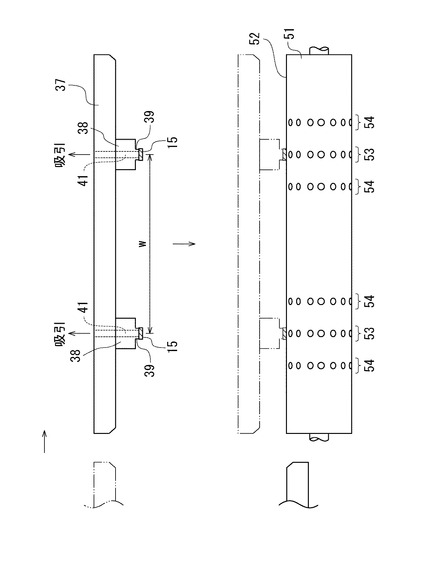
次に、図5Aおよび図5Bを参照して、タブリードローディング装置33が切断したタブリードを搬送ベルト51に載置する動作について説明する。図5Bは、図3に示す搬送ベルト51を矢印C方向から見た図である。
上型37がタブリード15を押圧した後、タブリードローディング装置33の上型37は、吸着孔41を介してタブリード15を吸着する。上型駆動装置および下型駆動装置は、それぞれ上型37および下型42を離型させる。したがって、タブリード15は、上型37のみに吸着された状態となる。
次に、図5Bに示すように、上型駆動装置がタブリード15を吸着している上型37を、そのまま水平方向に搬送部50の搬送ベルト51の上方まで移動させる。さらに、図5Bの二点鎖線で示すように上型駆動装置が上型37を下降させ、その後、上型37はタブリード15の吸着を解除する。したがって、図5Bの二点鎖線で示すように2本のタブリード15は搬送ベルト51の搬送面52の所定の位置に載置される。ここで、2本のタブリード15同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。
【0027】
このようにタブリードローディング装置33が動作することで、タブリード供給部30では、タブリード15を所定の長さに切断して曲げ成形し、成形したタブリード15を搬送部50に供給することができる。なお、上型37がタブリード15を搬送ベルト51の所定の位置に載置している間、タブリードチャック35は、タブリード15の切断部を挟んで水平方向に引っ張り、水平に保持し、次のタブリード15の曲げ成形に備える。
ここで、上述した太陽電池セル供給部20のセルローディング装置21とタブリード供給部30のタブリードローディング装置33とは、それぞれ順番に太陽電池セル10およびタブリード15を搬送部50の搬送ベルト51上に載置していき、図1A、図1Bに示すような、複数の太陽電池セル10をタブリード15でストリング状に配置していく。
なお、上述したタブリード供給部30では、タブリード15を切断して曲げ成形すると共に、成形したタブリード15を搬送ベルト51に載置する動作をタブリードローディング装置33が1台で行う場合について説明したが、タブリード15を曲げ成形する装置と、成形したタブリード15を搬送ベルト51に載置する装置とを分けて構成してもよい。
【0028】
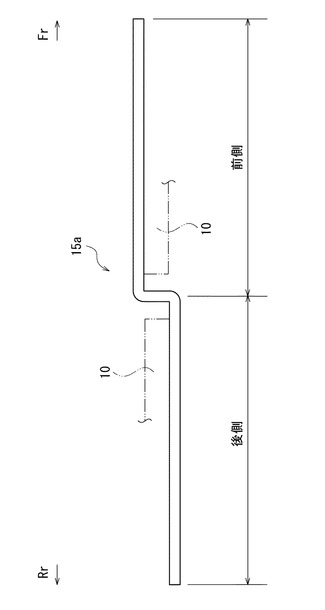
ここで、図6Aおよび図6Bを参照して、上型37および下型42により曲げ成形されたタブリード15の形状について説明する。図6Aは、本実施形態に係るタブリードローディング装置33により成形されたタブリード15aの側面図である。図6Aでは、太陽電池セル10を二点鎖線で示している。タブリード15aは、中央で太陽電池セル10の厚み分だけ前側が高くなるように、曲げ成形されている。したがって、タブリード15aを搬送部50の搬送ベルト51に載置するとき、既に載置されている太陽電池セル10上に載置したとしても、タブリード15aが太陽電池セル10上で浮き上がることがなく、タブリード15aと太陽電池セル10とを広く面接触させることができる。
【0029】
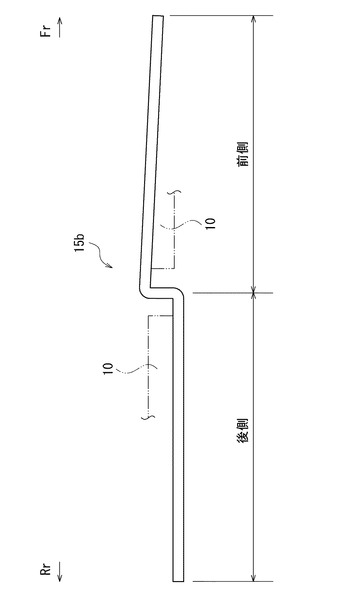
また、図6Bは、他の形態のタブリード15bの側面図である。図6Bでは、太陽電池セル10を二点鎖線で示している。タブリード15bは、中央で太陽電池セル10の厚み分だけ前側が高くなるように、曲げ成形されている。また、タブリード15bは、前側の先端に向かうにしたがって下側に向かうようにやや傾斜して成形されている。すなわち、タブリードローディング装置33の上型37および下型42では、図6Bに示すようなタブリード15bを成形できるように、上型37の成形部39および下型42の凹溝部44それぞれに、前側に向かうにしたがって下側に向かうような傾斜を形成すればよい。したがって、タブリード15bを搬送部50の搬送ベルト51に載置するとき、既に載置されている太陽電池セル10上に載置したとしても、タブリード15bが太陽電池セル10上で浮き上がることがなく、タブリード15bと太陽電池セル10とを広く面接触させることができる。さらに、前側に向かうにしたがって下側に向かうように傾斜しているので、タブリード15bの前側が、タブリード15bの弾性力により太陽電池セル10上を押し付けるように作用する。したがって、タブリード15bと太陽電池セル10とをより接触させて、両者の間のズレを防止することができる。
【0030】
図7に示すように、最初に載置するタブリード15については、上述したような曲げ成形を行わないようにする。最初のタブリード15の場合、タブリードローディング装置33には、曲げ成形をしない別置の上型と下型を設ける等の手段を設けることで、中央に段差が成形されていないタブリード15を吸着して供給することができる。
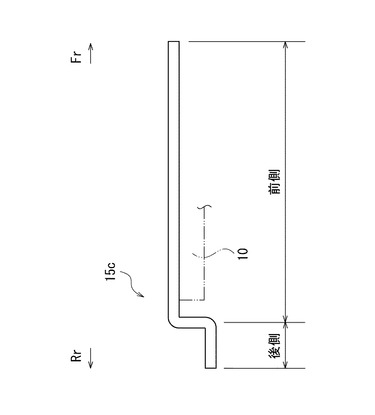
また、タブリードローディング装置33が搬送ベルト51に最後に載置するタブリード15については曲げ成形を行うものの、最初のタブリード15や中間のタブリード15に比べて短い仕様のものがある。具体的には、図6Cに示すタブリード15cのように、後側の長さが短いものである。
【0031】
(搬送部50)
搬送部50は、太陽電池セル10およびタブリード15をストリング状に配置された状態で位置決めしながら、予熱部60、ハンダ付け部70および冷却部80に間欠搬送する工程を行う。
図2に示すように、搬送部50には、搬送ベルト51、搬送ローラ55a、55b、吸着装置56等が備えられている。搬送ベルト51は、搬送ローラ55aと、冷却部80に近接した位置に配設された搬送ローラ55bとに巻回されている。搬送ベルト51は、薄い平板状のベルトであって、熱伝導性を高めるために金属製となっている。また、搬送ローラ55a、55bの回転軸に接続された図示しないローラ駆動装置が駆動することにより、各搬送ローラ55a、55bが矢印方向に回転する。各搬送ローラ55a、55bの回転により、搬送ベルト51の搬送面52に載置された太陽電池セルおよびタブリード(以下、合わせて、被搬送物という)が、予熱部60、ハンダ付け部70および冷却部80の順に搬送される。
【0032】
また、吸着装置56は、搬送ベルト51の搬送面52の下側に搬送ベルト51の長手方向に亘って配設されている。吸着装置56は、搬送面52に載置された太陽電池セル10およびタブリード15を搬送ベルト51に吸着させて位置決めを行うことができる。吸着装置56による太陽電池セル10およびタブリード15を吸着させる動作については後述する。
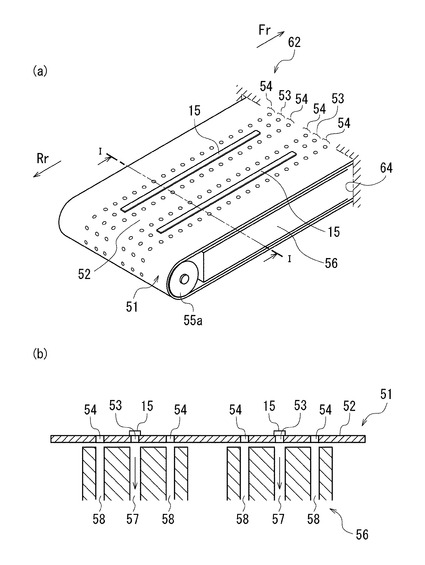
また、図3に示すように、搬送ベルト51には、搬送ベルト51の周方向に亘って複数のタブリード吸着孔53が連続して形成されている。本実施形態の搬送ベルト51には、搬送ベルト51の幅方向における左右両側に2列のタブリード吸着孔53が形成されている。タブリード吸着孔53は、タブリードローディング装置33によって搬送ベルト51上に各タブリード15を載置される位置と一致する位置に、形成される(図5Bも参照)。すなわち、各タブリード吸着孔53の列間の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。また、図3に示すように、搬送ベルト51には、各タブリード吸着孔53の両側に、搬送ベルト51の周方向に亘って複数のセル吸着孔54が連続して形成されている。
【0033】
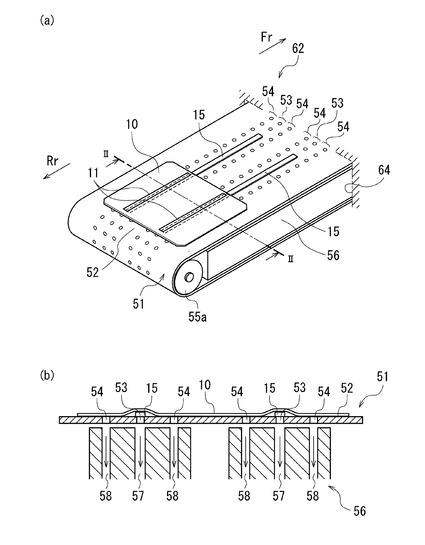
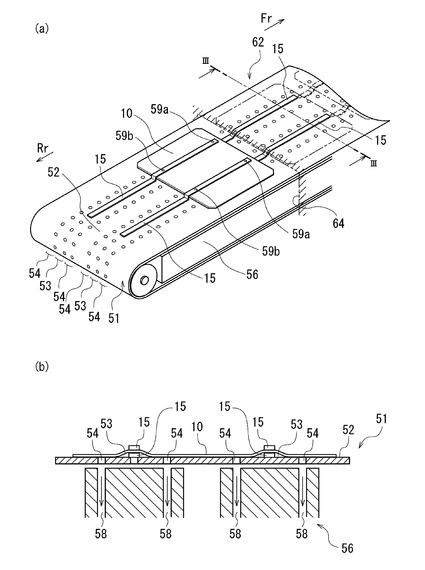
次に、図3および図7〜図9を参照して、吸着装置56により太陽電池セル10およびタブリード15を吸着させながら、搬送ベルト51が太陽電池セル10およびタブリード15を搬送する動作について説明する。ここで、図7(a)は、タブリードローディング装置33が搬送ベルト51に最初のタブリード15を載置した状態を示す斜視図である。図7(b)は、図7(a)に示すI−I線を鉛直方向に切断して矢印方向から見た断面図である。また、図8(a)は、セルローディング装置21が搬送ベルト51に太陽電池セル10を載置した状態を示す斜視図である。図8(b)は、図8(a)に示すII−II線を鉛直方向に切断して、矢印方向から見た断面図である。図9(a)は、タブリードローディング装置33が搬送ベルト51に、次の(あるいは最後の)タブリード15を載置した状態を示す斜視図である。図9(b)は、図9(a)に示すIII−III線(加熱炉62内の太陽電池セルとタブリードとを含めた断面)を鉛直方向に切断して、矢印方向から見た断面図である。なお、図7(a)、図8(a)および図9(a)には、後述する加熱炉62の入口64が図示されている。
【0034】
まず、図7(a)に示すように、タブリードローディング装置33が曲げ成形していない最初のタブリード15を搬送面52の所定の位置、すなわち連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。続いて、吸着装置56が搬送面52に載置された各タブリード15を、各タブリード吸着孔53を介して吸引する。具体的には、図7(b)に示すように、吸着装置56は、搬送ベルト51の各タブリード吸着孔53の下側に位置する各タブリード吸引孔57を介して、吸引することで、各タブリード15を搬送ベルト51に吸着させる。したがって、各タブリード15は、搬送ベルト51に載置された所定の位置に位置決めされる。
【0035】
次に、図8(a)に示すように、セルローディング装置21が搬送面52の所定の位置に最初の太陽電池セル10を載置する。具体的には、セルローディング装置21は、既に載置されている各タブリード15の後側と太陽電池セル10の各裏側接続電極12とを一致させるように太陽電池セル10を載置する。太陽電池セル10がタブリード15上に載置されるとき、タブリード15と接触してしまい、タブリード15がズレてしまう恐れがある。しかし、各タブリード15は吸着装置56により搬送ベルト51に対して位置決めされているので、太陽電池セル10が接触したとしても動かず、所定の位置を維持することができる。
【0036】
続いて、吸着装置56が搬送面52上、詳しくは各タブリード15上に載置された太陽電池セル10を、各セル吸着孔54を介して吸引する。具体的には、図8(b)に示すように、吸着装置56は、搬送ベルト51のセル吸着孔54の下側に位置するセル吸引孔58を介して、吸引することで、太陽電池セル10を搬送ベルト51に吸着させる。したがって、太陽電池セル10は、搬送ベルト51に載置された所定の位置、すなわちタブリード15と太陽電池セル10の裏側接続電極12とが一致するように位置決めされる。このとき、太陽電池セル10は各タブリード15と接触している近傍がやや撓みながら吸着されるので、各タブリード15は太陽電池セル10と搬送ベルト51とにより挟まれた状態となる。したがって、太陽電池セル10と各タブリード15とは、ズレずに位置決めされた状態を維持することができる。なお、図8(b)では、太陽電池セル10が吸着孔54によりタブリード15の近傍が撓み固定される状態を強調して示している。
【0037】
次に、搬送ローラ55a、55bおよび搬送ベルト51により、太陽電池セル10とタブリード15とを間欠搬送する。具体的には、ローラ駆動装置が、太陽電池セル10の略1枚分に相当する長さだけ搬送ベルト51を移動させる。このとき、吸着装置56は、太陽電池セル10を吸着し続けているので、搬送時の振動等で太陽電池セル10とタブリード15とがズレることがない。
次に、図9(a)に示すように、タブリードローディング装置33が曲げ成形した次のタブリード15を搬送面52の所定の位置に載置する。具体的には、各タブリード15の前側を太陽電池セル10の各表側接続電極11に一致させるように載置し、各タブリード15の後側を連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。続いて、吸着装置56が搬送面52に新たに載置されたタブリード15を、タブリード吸着孔53を介して吸引し、搬送ベルト51に吸着させる。したがって、タブリード15の後側は、搬送ベルト51に載置された所定の位置に位置決めされる。また、タブリード15の後側が位置決めされていることで、タブリード15の前側も幅方向の動きが規制され、太陽電池セル10の表側接続電極11と一致するように位置決めされる。
【0038】
また、タブリード15は、図6Aおよび図6Bに示すように、中央で太陽電池セル10の厚み分だけ曲げ成形されているので、タブリード15の前側が太陽電池セル10上で浮き上がることを防止できる。また、図6Bに示すようなタブリードの前側を下側に傾斜させたタブリード15bを載置することで、タブリード15bの弾性力によりタブリード15bの前側が太陽電池セル10の表側接続電極11上を押し付ける。したがって、タブリード15bの前側と太陽電池セル10の表側接続電極11とが強く面接触するために、タブリード15bと太陽電池セル10との間で、よりズレを防止できる。
【0039】
次に、セルローディング装置21は既に載置されているタブリード15の後側に次の太陽電池セル10を載置する。具体的には、セルローディング装置21は、既に載置されている各タブリード15の後側と太陽電池セル10の各裏側接続電極12とが一致するように太陽電池セル10を載置する。続いて、吸着装置56がタブリード15上に載置された太陽電池セル10をセル吸着孔54を介して吸引する。
次に、搬送ローラ55a、55bおよび搬送ベルト51により、太陽電池セル10の略1枚分に相当する長さだけ太陽電池セル10とタブリード15とを間欠搬送する。
このように、タブリードローディング装置33、セルローディング装置21および搬送ベルト51が動作することで、搬送ベルト51上で太陽電池セル10とタブリード15とを正確に位置決めしながらストリング状に配置させることができる。
【0040】
次に、図9(a)を参照して、タブリードローディング装置33が最後のタブリード15を搬送面52の所定の位置に載置する場合について説明する。ここでは、図9(a)の二点鎖線で示すように、予め設定された数の太陽電池セル10が搬送ベルト51に載置されたとする。
この場合、タブリードローディング装置33は、曲げ形成した最後のタブリード15を搬送面52の所定の位置に載置する。具体的には、各タブリード15の前側を太陽電池セル10の各表側接続電極11に一致させるように載置し、各タブリード15の後側を連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。なお、最後のタブリード15が図6Cに示すような後側が短い仕様のタブリード15cの場合、タブリードローディング装置33は、タブリード15cの前側を太陽電池セル10の各表側接続電極11に一致させるように載置する。
次に、図4で説明したタブリードローディング装置33の上型37に設けられた各加熱子48が成形部39の下面から下方向に突出して、各タブリード15の前側の前後2箇所(図9(a)に示す仮付け位置59a、59b)を加熱する。各加熱子48が各タブリード15を加熱することで、各タブリード15の仮付け位置59a、59bのハンダが溶融し、太陽電池セル10の表側接続電極11とハンダ付けされることで、仮止めされる。このとき、各タブリード15と太陽電池セル10の表側接続電極11とが、タブリード15の前側において前後に離間させて仮止めされていることから、タブリード15と太陽電池セル10との間でズレないように安定した仮止めを行うことができる。
【0041】
このように、最後のタブリード15を太陽電池セル10と仮止めするのは、後述するように加熱炉62内では、吸着装置56がタブリード15を搬送ベルト51に吸着しないように構成されているためである。すなわち、加熱炉62内では、最後のタブリード15の後側は吸着されておらず、さらに太陽電池セル10と搬送ベルト51とに挟まれた状態ではない。したがって、仮止めをしない場合、最後のタブリード15は搬送時やハンダ付け時に太陽電池セル10との間でズレる可能性があるためである。
なお、ここでは、最後のタブリード15を仮止めする場合について説明したが、太陽電池セル10上に載置するタブリード15の全てを仮止めするようにしてもよい。また、タブリードローディング装置33が、タブリード15を仮止めする仮止め装置と兼ねる場合について説明したが、タブリード15を仮止めする専用の仮止め装置を設けてもよい。
【0042】
次に、搬送ベルト51は、載置された太陽電池セル10とタブリード15とを順に予熱部60の加熱炉62内に間欠搬送していく。この加熱炉62内では、吸着装置56が、タブリード15上に載置された太陽電池セル10のみを吸引し、タブリード15を吸引しないように構成されている。具体的に説明すると、図9(b)で示すように、加熱炉62における吸着装置56には、図7(b)および図8(b)で説明したタブリード吸引孔57が設けられていない。すなわち、加熱炉62内では、吸着装置56は、搬送ベルト51のセル吸着孔54の下側に位置するセル吸引孔58のみを介して吸引して、太陽電池セル10を搬送ベルト51に吸着させる。なお、吸着装置56がタブリード15を吸引しなくとも、各タブリード15の両側が太陽電池セル10によって搬送ベルト51に押し当てられることから、搬送時に太陽電池セル10とタブリード15とがズレてしまうことがない。
【0043】
ここで、加熱炉62内で吸着装置56がタブリード15を吸引しないように構成されているのは、タブリード15を直接、吸引すると加熱炉62内の熱で溶融されたタブリード15のハンダが吸引されて、後工程で支障をきたすことが無いようにするためである。
このように、加熱炉62内で吸着装置56がタブリード15の両側で太陽電池セル10を搬送ベルト51に吸着させることで、搬送ベルト51は、タブリード15と太陽電池セル10とを位置決めさせた状態で搬送することができる。また、タブリード15にタブリード吸着孔53の跡を形成することを防止することができる。なお、加熱炉62内であっても吸着装置56が、タブリード15のハンダの溶融が開始する直前まで、またはタブリード15のハンダの溶融が開始する以前まで、タブリード15を吸引できるように構成してもよい。これにより、搬送ベルト51により、タブリード15と太陽電池セル10との搬送中のズレをより確実に防止することができる。
なお、上述した説明では、吸着装置56が搬送面52に載置された各タブリード15を、各タブリード吸着孔53を介して吸引する場合について説明したが、この場合に限られず、吸引しないように構成することもできる。
【0044】
(予熱部60)
予熱部60は、太陽電池セル10およびタブリード15を予備加熱する工程を行う。
図2に示すように、予熱部60には、加熱炉62内に搬送ベルト51の搬送方向に沿って、複数のヒータ63が備えられている。本実施形態の予熱部60は、3つのヒータ63から構成されているが、その数量は太陽電池セル10の種類等に応じて、適宜変更することができる。各ヒータ63は、例えば熱風ヒータやIRランプ等である。また、各ヒータ63は、搬送ベルト51で搬送されている太陽電池セル10を直接加熱する他、加熱炉62内の雰囲気を加熱することで、太陽電池セル10全体を満遍なく加熱する。
【0045】
さらに、各ヒータ63は、温度制御装置61により加熱する温度がコントロールされている。具体的には、加熱炉62内には、搬送ベルト51に近接した位置に図示しない温度検出装置が搬送方向に沿って複数、設けられている。温度制御装置61は、温度検出装置に基づいて、ハンダ付け部70に近いヒータ63ほど高い温度になるように制御している。したがって、予熱部60における加熱炉62内では、加熱炉62の入口64からハンダ付け部70に近づくほど、雰囲気温度が高くなっている。
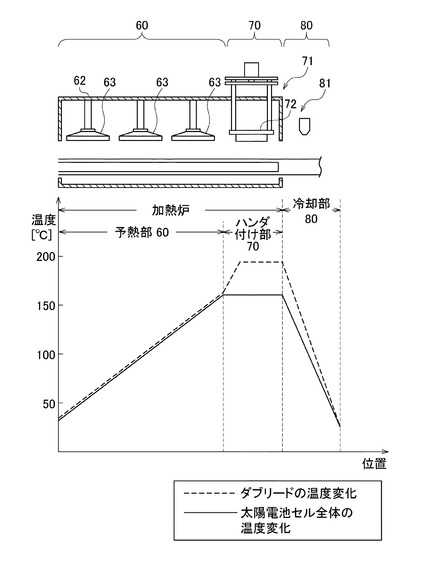
ここで、図12を参照して、予熱部60における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12は、太陽電池セル全体およびタブリードの温度変化を示すグラフであり、横軸がハンダ付け装置における、太陽電池セルおよびタブリードが搬送された位置を示し、縦軸が太陽電池セルおよびタブリードの温度を示している。なお、図12のグラフの上方には、横軸の太陽電池セルおよびタブリードが搬送された位置に対応させて、ハンダ付け装置100の構成の一部を図示している。また、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
【0046】
図12で示すように、温度制御されたヒータ63によって、太陽電池セル10全体およびタブリード15は、予熱部60においてハンダ付け部70に向かうほど昇温する。このとき、温度制御装置61は、太陽電池セル10にクラックが生じないように徐々に加熱するように温度制御している。
また、温度制御装置61は、ハンダ付け部70の手前に位置する太陽電池セル10をハンダ融点以下の温度、好ましくはハンダ融点よりも低い温度に加熱するように温度制御している。図12に示す例では、ハンダ融点が200℃のハンダの場合であって、温度制御装置61は、太陽電池セル10が略150℃前後になるように加熱している。なお、ハンダ融点は、使用するハンダの種類等によっても変化するため、温度制御装置61はハンダの種類に応じて加熱炉62内、すなわちヒータ63の温度を制御する。
【0047】
このように、予熱部60では、太陽電池セル10を徐々に加熱している。また、予熱部60では、ハンダ付け部70の手前に位置する太陽電池セル10をハンダ融点以下の温度に加熱している。したがって、太陽電池セル10にクラック等の損傷を発生させることがない。また、次のハンダ付け部70では、予熱部60において太陽電池セル10およびタブリード15が予め加熱されているので、タブリード15と表側接続電極11とが重ね合わされた重ね合わせ部、タブリード15と裏側接続電極12とが重ね合わされた重ね合わせ部のハンダを溶融させる時間を短縮させることができる。
なお、予熱部60では、各ヒータ63が太陽電池セル10およびタブリード15を加熱する場合について説明したが、搬送ベルト51と吸着装置56の間の空間に適宜ヒータを設けてもよい。この場合、搬送ベルト51と吸着装置56の間の空間に適宜設けたヒータによって加熱された搬送ベルト51が、太陽電池セル10およびタブリード15を加熱するので、さらに予熱の効率を向上させることができる。
【0048】
(ハンダ付け部70)
ハンダ付け部70は、太陽電池セル10とタブリード15とをハンダ付けする工程を行う。
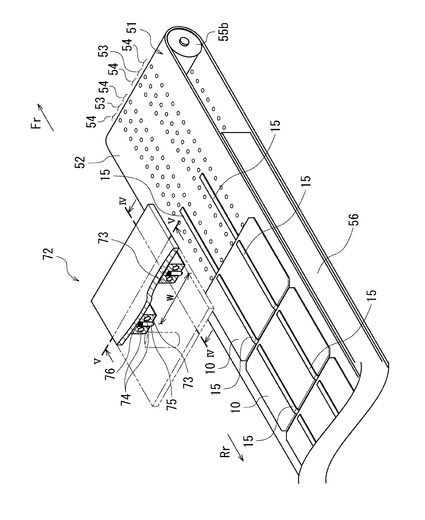
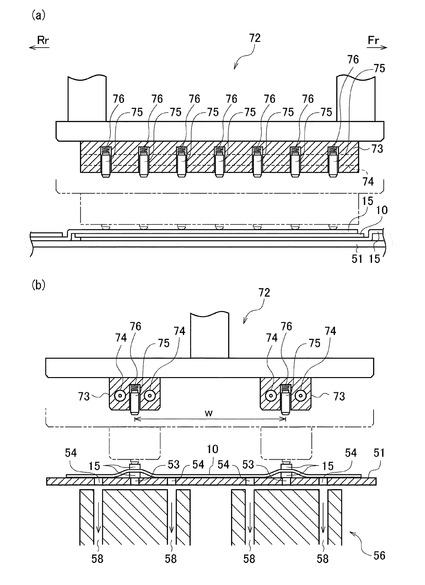
図2に示すように、ハンダ付け部70には、タブリード加熱装置71が備えられている。タブリード加熱装置71は、加熱炉62内で太陽電池セル10とタブリード15との重ね合わせ部を加熱する加熱ヘッド72と、加熱ヘッド72を上下に昇降させる図示しない加熱ヘッド昇降装置等から構成されている。ここで、図10および図11を参照して、加熱ヘッド72について説明する。図10は、加熱ヘッド72の一部を切断した斜視図である。図11(a)は、図10に示すIV−IV線を鉛直方向に切断して矢印方向から見た断面図である。図11(b)は、図10に示すV−V線を鉛直方向に切断して矢印方向から見た断面図である。
【0049】
図10および図11(b)に示すように、加熱ヘッド72には、搬送ベルト51の搬送方向、すなわちタブリード15の長手方向に沿って、加熱体としての加熱ブロック73が2つ平行に設けられている。2つの加熱ブロック73は、搬送ベルト51の幅方向に離間している。また、2つの加熱ブロック73同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。各加熱ブロック73には、熱伝達体としての2つのシースヒータ74が長手方向に沿って埋設されている。シースヒータ74は、中心にコイル状に加工されたニクロム線と、ニクロム線の周りに充填された酸化マグネシウム等の絶縁材と、絶縁材の全周を覆うシースとを有するものである。なお、熱伝達体は、シースヒータ74の場合に限られず、加熱ブロック73および後述する押圧子75を加熱できるものであれば、どのようなものであってもよい。
【0050】
各加熱ブロック73の2つのシースヒータ74の間には、各タブリード15を上方からそれぞれ押圧する押圧子75が搬送方向に沿って複数、設けられている。本実施形態の加熱ブロック73には、7つの押圧子75から構成されているが、その数量は太陽電池セル10の寸法等に応じて、適宜変更することができる。各押圧子75は、ピン状に形成されている。また、各押圧子75は、付勢バネ76によって下方向に付勢されている。したがって、各押圧子75がタブリード15を上方から押圧したとき、付勢バネ76に抗して、やや上昇することで、各押圧子75は全てタブリード15を押圧すると共に、タブリード15に対する押圧力が適切に調整される。また、各押圧子75は、シースヒータ74に加熱された加熱ブロック73内に位置することから、各押圧子75自体が高温に加熱されている。
【0051】
ここで、シースヒータ74は、温度制御装置61によって制御されている。具体的には、加熱ブロック73または押圧子75に近接した位置に図示しない温度検出装置が設けられている。温度制御装置61は、温度検出装置に基づいて、加熱ブロック73および押圧子75をハンダ融点よりも高い温度であって、かつ一定の温度に制御している。
【0052】
次に、図11(a)、(b)を参照して、タブリード加熱装置71がタブリード15を太陽電池セル10の表側接続電極11と裏側接続電極12とにハンダ付けする動作について説明する。
まず、搬送ベルト51が予熱部60により加熱された太陽電池セル10を間欠搬送することで、図11(a)に示すように、太陽電池セル10を加熱ヘッド72のちょうど下側に搬送する。このとき、加熱ブロック73および押圧子75は、温度制御装置61によってシースヒータ74を介して、ハンダ融点よりも高い温度に加熱されている。
【0053】
次に、図11(a)および図11(b)の二点鎖線で示すように、タブリード加熱装置71の加熱ヘッド昇降装置が加熱ヘッド72を下降させることで、各加熱ブロック73の複数の押圧子75の下端が、太陽電池セル10上に配置されている各タブリード15を上側からそれぞれ押圧する。このとき、各押圧子75は、付勢バネ76の付勢に抗して上方に移動することで、タブリード15を押圧する押圧力が強すぎることによる太陽電池セル10の破損等を防止することができる。
【0054】
また、温度制御装置61は、加熱ブロック73および押圧子75をハンダ融点よりも高い温度に加熱している。したがって、加熱ブロック73および押圧子75の下降に応じて、タブリード15の温度が昇温する。さらに、加熱ブロック73および押圧子75がタブリード15に近接することで、タブリード15と太陽電池セル10の表側接続電極11との重ね合わせ部がハンダ融点よりも高い温度になり、ハンダが完全に溶融する。さらに、加熱ブロック73および押圧子75の熱は、太陽電池セル10の下側にまで伝わり、太陽電池セル10の裏側接続電極12とタブリード15との重ね合わせ部のハンダも同様に、溶融する。また、このとき、複数の押圧子75が、タブリード15を太陽電池セル10に対して押圧することから、タブリード15と太陽電池セル10とを確実に接触させるので、ハンダ付けを確実に行うことができる。なお、タブリード15と太陽電池セル10との重ね合わせ部のうち押圧子75が接した部分に限られず、押圧子75および加熱ブロック73の輻射熱によって、タブリード15の長手方向に沿って、同様にタブリード15と各接続電極とのハンダが溶融するので、タブリード15の全長に亘ってハンダ付けが行われる。
【0055】
なお、加熱ブロック73や押圧子75は、タブリード15の長手方向に一致するように設けられている。したがって、タブリード加熱装置71は、タブリード15および太陽電池セル10のハンダがコーティングされた箇所(太陽電池セル10の各接続電極11、12)を局所的に加熱する。すなわち、ハンダがコーティングされていない太陽電池セル10の他の部分の加熱を行わず、太陽電池セル10の各接続電極11、12部分のみの温度を昇温させるように構成されている。
ここで、図12を参照して、ハンダ付け部70における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12では、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
【0056】
図12の破線で示すタブリード15の温度は、ハンダ付け部70において、温度制御された押圧子75および加熱ブロック73が接近することで、ハンダ融点よりも高い温度に昇温する。このとき、太陽電池セル10およびタブリード15は予熱部60によって予め加熱されているので、ハンダ融点よりも高い温度に至るまでの時間を短縮させることができる。図12に示す例では、タブリード15の温度を150℃から200℃まで昇温させる。
一方、図12の実線で示す太陽電池セル10全体の温度は、ハンダ付け部70において、ハンダがコーティングされた箇所のみが局所的に加熱され、太陽電池セル10の他の部分の加熱が行われていないためほとんど変化がない。図12に示す例では、太陽電池セル10全体の温度が150℃のままである。したがって、太陽電池セル10全体が高温に加熱されることによる太陽電池セル10の損傷の発生を防止することができる。
【0057】
このように、ハンダ付け部70では、太陽電池セル10とタブリード15との重ね合わせ部をハンダ融点よりも高い温度に加熱するとき、予熱された状態から加熱することから、ハンダ融点よりも高い温度に加熱するまでの時間を短縮させることができ、ハンダ付けの効率を向上させることができる。このとき、ハンダ付け部70では、太陽電池セル10全体を加熱することなく太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱することから、太陽電池セル10の損傷の発生を防止できる。本実施形態のハンダ付け部70によれば、太陽電池セル10とタブリード15とを3秒以下の短時間でハンダ付けすることができる。
【0058】
また、図11(b)に示すように、吸着装置56は、下側のタブリード15の両側で太陽電池セル10を搬送ベルト51に吸着させているので、下側のタブリード15と太陽電池セル10とは位置決めされた状態である。また、上側のタブリード15は、次にハンダ付けされる隣の太陽電池セル10によって、その後側が位置決めされている。そのため、上側のタブリード15も太陽電池セル10に対して位置決めされた状態である。したがって、タブリード加熱装置71が押圧子75を介して上側のタブリード15を押圧しても、各タブリード15と太陽電池セル10との間で、ズレることなくハンダ付けを行うことができる。
なお、上述したハンダ付け部70では、押圧子75を用いてタブリード15を加熱しながら押圧する場合について説明した。しかし、この場合に限られず、押圧子75を省略した加熱ブロック73がタブリード15と接触することなく加熱したり、押圧子75を省略した加熱ブロック73が直接、タブリード15を押圧して加熱したりしてもよい。さらに、太陽電池セル10の大きさに応じた数量で配設された押圧子75が、主に太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱してしてもよく、太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱できるのであれば、どのような構成であってもよい。
ハンダ付け部70では、ハンダ付けした後、タブリード加熱装置71が加熱ヘッド72を上昇させて、次のタブリード15と太陽電池セル10とのハンダ付けに備える。
【0059】
(冷却部80)
冷却部80は、ハンダ付けを行った太陽電池セル10とタブリード15と冷却する工程を行う。
図2に示すように、冷却部80には、冷却装置81が備えられている。冷却装置81は、加熱炉62から間欠搬送された太陽電池セル10とタブリード15とに冷風を吹き付け、冷却する。冷却装置81が吹き付ける冷風の温度は、温度制御装置61により制御されている。ここで、冷却装置81は、室温の空気を吹き付けることもできる。また更に、0℃以下の冷風を吹き付けることもできる。なお、冷却部80では、温度制御装置61が太陽電池セル10の種類等に応じて吹き付ける冷風の温度を適宜変更することができる。
【0060】
ここで、図12を参照して、冷却部80における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12では、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
図12の破線で示すタブリード15の温度および実線で示す太陽電池セル10全体の温度は、冷却部80において、急速に低下する。したがって、太陽電池セル10とタブリード15との重ね合わせ部で溶融していたハンダを後述するメカニズムで固化させることができる。
【0061】
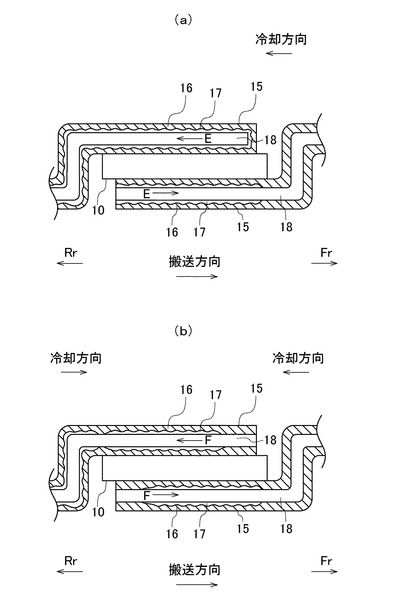
次に、図13を参照して冷却部80が太陽電池セル10とタブリード15との重ね合わせ部で溶融しているハンダを冷却する場合について説明する。
冷却装置81が、搬送されたタブリード15を長手方向の一方の端部から順に冷却することにより、熱伝導率が高いタブリード15内のリード線18が矢印E方向に熱収縮する。このとき、図13(a)に示すように、リード線18はハンダ16内で溶融している状態のハンダ(以下、溶融ハンダ17という)内を移動しながら収縮することができる。したがって、リード線18が十分に熱収縮した後に溶融ハンダ17が固化することから、固化した後に、リード線18とハンダ16との間でタブリード15の長手方向に沿った応力が作用しないため、太陽電池セル10の反りを低減させることができる。
なお、自然冷却させた場合は、タブリード15は長手方向の両端部から中央部に向けて冷却される。このとき、タブリード15は、徐々に冷却されることにより、熱伝導率の差の影響を受けず、リード線18の熱収縮と溶融ハンダ17の固化が同時に行われる。したがって、図13(b)に示すように、リード線18が中央側すなわち矢印F方向に収縮し、太陽電池セル10とタブリード15内の銅の熱膨張係数の差の影響を受けて、太陽電池セル10が反ってしまう。
このように、ハンダ付けされた太陽電池セル10とタブリード15とを冷却することにより、自然冷却させた場合に比べ、溶融ハンダ17が固化した後にリード線18が熱収縮することによる太陽電池セル10の反りを軽減させることができる。
次に、冷却された太陽電池セルは、ストリング状に接続されたストリングとして形成される。ストリングは、複数列接続され、マトリックス状の太陽電池パネルとして形成される。太陽電池パネルは、ガラス板等の他の部材と積層される図示しないラミネート工程に移送される。
【0062】
以上、上述したハンダ付け装置100によれば、太陽電池セル10とタブリード15とを短時間でハンダ付けすることができるので、生産効率が向上する。また、上述したハンダ付け装置100によれば、太陽電池セル10の損傷の発生をなくすことができるので歩留まりを大幅に向上させることができる。
【0063】
なお、上述したハンダ付け装置100では、平行な2本のタブリード15により太陽電池セル10を接続する場合について説明したが、この場合に限られず、1本または3本以上のタブリードにより太陽電池セル10を接続するようにしてもよい。この場合、タブリード供給部30では、タブリードの本数に応じたリール32、タブリードチャック35、上型37の突条部38および下型42の突条部43を設ければよい。また、搬送部50では、タブリードの本数に応じたタブリード吸着孔53、セル吸着孔54、タブリード吸引孔57およびセル吸引孔58を設ければよい。また、ハンダ付け部70では、タブリードの本数に応じた加熱ブロック73を設ければよい。
【0064】
ここで、上述したハンダ付け装置100において、例えば太陽電池セル10とタブリード15とがズレることなく、位置決めされた状態で搬送させることを主な、発明を解決しようとする課題等とする。この場合、ハンダ付け装置100は、太陽電池セルとタブリードとを重ね合わせた状態で、太陽電池セルとタブリードとをハンダ融点以下の温度に加熱する予熱部と、太陽電池セルとタブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備える構成に限られない。
【符号の説明】
【0065】
10:太陽電池セル
11:表側接続電極
12:裏側接続電極
13:フィンガー部
15:タブリード
20:セル供給部
21:セルローディング装置
30:タブリード供給部
33:タブリードローディング装置
37:上型
38:突条部
39:成形部
40:段部
42:下型
43:突条部
44:凹溝部
45:段部
48:加熱子
50:搬送部
51:搬送ベルト
53:タブリード吸着孔
54:セル吸着孔
56:吸着装置
60:予熱部
70:ハンダ付け部
72:加熱ヘッド
73:加熱ブロック(加熱体)
74:シースヒータ
75:押圧子
80:冷却部
【技術分野】
【0001】
本発明は、太陽電池セルとタブリードとをハンダ付けするハンダ付け装置及びハンダ付け方法に関するものである。
【背景技術】
【0002】
太陽電池モジュールは、一面に列状に配設された複数の太陽電池セルのうち隣接する太陽電池同士を電気的に接続することにより構成されている。
従来から、太陽電池セル同士を電気的に接続する場合、隣接する太陽電池セルのうち一方の太陽電池セルの表側接続電極と他方の太陽電池セルの裏側接続電極とをタブリードを用いてハンダ付けを行うハンダ付け装置により行われている。
【0003】
従来のハンダ付け装置は、太陽電池セルおよびタブリードを順番に配置するローディング部と、太陽電池セルとタブリードとをハンダ付けするハンダ付け部とを備えている。ローディング部は、ワンピッチ送りで搬送しているコンベア上にワンピッチ送り毎にタブリードと太陽電池セルとを順番にストリング状に配置していきながら、ハンダ付け部に搬送する。ハンダ付け部は、次のワンピッチ送りまでの短時間の間に、熱風ヒータ等を用いて、太陽電池セルとタブリードとの接触部をハンダ融点以上の温度で加熱し押圧することで、太陽電池セルとタブリードとをハンダ付けする。
【0004】
しかしながら、上述したようなハンダ付け装置の場合、太陽電池セルとタブリードとの接触部を短時間の間にほぼ室温の状態から急速にハンダ融点以上の温度まで昇温させることから、太陽電池セルにクラックが生じやすい。ここで、昇温させる速度を遅くすることで、太陽電池セルのクラックが生じないようにすることが考えられるが、太陽電池セルとタブリードとをハンダ付けするサイクルタイムが長くなってしまい、生産効率を向上させることが困難であった。また、急速に昇温させるため、太陽電池セルにクラックが発生することがあり、歩留まりの低下を招いていた。
【0005】
一方、例えば、特許文献1に開示された太陽電池用タブリードのハンダ付け装置では、予熱手段としてのプレートヒータが設けられている。このような予熱手段としてのプレートヒータを設けることにより、急激な加熱による太陽電池セルのクラックを防止することができる。
また、例えば、特許文献2に開示された太陽電池モジュールの製造装置では、シュラウド内に加熱ブロックが設けられている。このような加熱ブロックを設けることで、急激な加熱による太陽電池セルのクラックの防止にある程度効果があり、生産効率もある程度向上させることができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−147887号公報
【特許文献2】特開2005−191259号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、例えば、特許文献1に開示されたハンダ付け装置では、十分な予熱がなく、ハンダ付け部の直近で太陽電池セル全体とタブリードとをハンダ融点以上の温度に加熱するので、生産効率の向上は不可能である。また、生産効率を向上させようとして急速に昇温させると太陽電池セルにクラック等が発生してしまう問題がある。
また、例えば、特許文献2等で開示された太陽電池モジュールの製造装置によって、太陽電池セルとタブリードとをハンダ付けする場合、予熱段階からハンダ付け段階に亘って太陽電池セル全体がハンダ融点よりも高い温度に加熱される構成であるために、太陽電池セルに対して損傷を与え、場合によってはクラックが発生してしまうという問題があると共に生産効率を十分に向上させることができないという問題がある。
【0008】
ここで、図14を参照して、特許文献2等で開示された太陽電池モジュールの製造装置が、ハンダ付けを行う場合の太陽電池セル全体およびタブリードの温度変化について説明する。図14は、太陽電池セル全体およびタブリードの温度変化を示すグラフであり、横軸が特許文献2に開示された太陽電池モジュールの製造装置における、太陽電池セルおよびタブリードが搬送された位置を示し、縦軸が太陽電池セル全体およびタブリードの温度を示している。図14のグラフの上方には、横軸の太陽電池セルおよびタブリードが搬送された位置に対応させて、特許文献2に開示された太陽電池モジュールの製造装置200の一部を図示している。図14に示す太陽電池モジュールの製造装置200は、シュラウド201内に加熱ブロック202と冷却ブロック203とが設けられている。太陽電池モジュールの製造装置200は、太陽電池セルおよびタブリードを、シュラウド201内を矢印D方向に搬送する。
太陽電池モジュールの製造装置200が、シュラウド201内に太陽電池セルおよびタブリードを搬送すると、図14のグラフに示すように、加熱ブロック202により太陽電池セル全体およびタブリードが急激に昇温する。太陽電池モジュールの製造装置200は、加熱ブロック202によって、太陽電池セル全体およびタブリードの温度をハンダ融点(例えば略180℃)よりも高い温度に加熱する。そして、太陽電池セル全体およびタブリードをハンダ融点よりも高い温度に加熱し続け、太陽電池セルとタブリードとをハンダ付けする。その後、冷却段階で冷却ブロック203によって太陽電池セル全体およびタブリードを冷却する。
【0009】
従来の太陽電池モジュールの製造装置200等では、予熱段階からハンダ付け段階に至るまで、太陽電池セル全体およびタブリードをハンダ融点よりも高い温度に加熱し続けて、太陽電池セルとタブリードとをハンダ付けする。すなわち、予熱段階からハンダ付け段階に連続的に移行する構成であるために、ハンダ融点より高い温度に加熱する時間を制御することができない。したがって、太陽電池セル全体が長時間に亘って高温で加熱されるために太陽電池セルにクラック等の損傷が発生するおそれがある。また、近年用いられているハンダ融点が高い無鉛ハンダを用いる場合、さらに太陽電池セルの損傷が懸念される。
【0010】
本発明は、上述したような問題点に鑑みてなされたものであって、時間当たりの出来高を大幅に向上させると共に、太陽電池セルにクラック等の損傷を発生させることなく太陽電池セルとタブリードとをハンダ付けする装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に係るハンダ付け装置は、太陽電池セルとタブリードとをハンダ付けするハンダ付け装置であって、前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱部と、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備えていることを特徴とする。
また、前記ハンダ付け部は、前記タブリードの長手方向に沿って配設された加熱体を備え、前記加熱体が、前記太陽電池セルと前記タブリードとの重ね合わせ部に近接または接触することで、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するように構成することができる。この場合、予め加熱された太陽電池セルとタブリードとの重ね合わせ部を局所的に加熱することができ、太陽電池セルとタブリードとの重ね合わせ部を短時間でハンダ融点よりも高い温度に加熱することができる。
また、前記加熱体は、前記タブリードを前記太陽電池セルに対して押圧する複数の押圧子を備えるように構成することができる。この場合、各押圧子は確実にタブリードを太陽電池セルに押圧することができる。
また、前記太陽電池セルと前記タブリードとを前記予熱部および前記ハンダ付け部に搬送する搬送部を更に備え、前記搬送部は、搬送している前記太陽電池セルを搬送ベルトに吸着して、前記タブリードを前記太陽電池セルと前記搬送ベルトとの間で挟むことにより、前記太陽電池セルと前記タブリードとを位置決めした状態で搬送するように構成することができる。この場合、太陽電池セルと搬送ベルトに挟まれたタブリードを太陽電池セルに対してズレることなく位置決めされた状態で搬送することができる。
また、前記搬送部は、搬送している前記タブリードの両側に位置する、前記搬送ベルトのセル吸着孔を介して、前記太陽電池セルを吸着することにより前記太陽電池セルを前記搬送ベルトに吸着するように構成することができる。この場合、太陽電池セルと搬送ベルトに挟まれたタブリードを太陽電池セルに対してズレることなく位置決めされた状態で搬送することができる。
また、前記搬送部は、前記搬送ベルトに載置された前記タブリードを前記搬送ベルトに吸着することにより、前記タブリードを前記搬送ベルトに対して位置決めするように構成することができる。この場合、太陽電池セルをタブリード上に載置したり、搬送ベルト上にタブリードを載置したりするとき、タブリードがズレずに正確に位置決めすることができる。
また、前記搬送部は、前記搬送ベルトに載置された前記タブリードの下側に位置する、前記搬送ベルトのタブリード吸着孔を介して、前記タブリードを吸着することにより前記タブリードを前記搬送ベルトに吸着するように構成することができる。この場合、太陽電池セルをタブリード上に載置したり、搬送ベルト上にタブリードを載置したりするとき、タブリードがズレずに正確に位置決めすることができる。
また、前記搬送部は、前記タブリードのハンダの溶融が開始する直前まで、搬送している前記タブリードを吸着するように構成することができる。この場合、太陽電池セルとタブリードを搬送中にタブリードの位置ズレを確実に防止することができる。
また、前記タブリードを供給するタブリード供給部を更に備え、前記タブリード供給部は、前記タブリードを前記タブリードが前記太陽電池セルの表側接続電極に接続される側と前記タブリードが前記太陽電池セルの裏側接続電極に接続される側との間に段差を有するように曲げ成形するように構成することができる。この場合、タブリードが太陽電池セル上を浮き上がることなく、タブリードを太陽電池セル上に面接触させることができる。
また、前記タブリード供給部は、前記タブリードを、前記タブリードが前記太陽電池セルの表側接続電極に接続される側において前記タブリードの先端に向かうにしたがって、前記タブリードの前記先端が前記表側接続電極と接するように傾斜させて成形するように構成することができる。この場合、タブリードの弾性力により、タブリードが太陽電池セル上を押圧するため、太陽電池セルとタブリードとがズレることなく、位置決めされた状態を維持することができる。
また、前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱する前に、前記タブリードと前記太陽電池セルとを重ね合わせた状態に仮止めする仮止め装置を更に備えるように構成することができる。この場合、タブリードを太陽電池セルに対してズレることなく、位置決めされた状態で搬送することができる。
また、前記仮止め装置は、前記太陽電池セルの表側接続電極上に重ね合わせた前記タブリードを加熱することにより仮止めするように構成することができる。この場合、タブリードを太陽電池セルに対してのズレを更に確実に防止することができる。
また、前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部の溶融したハンダを、前記タブリードの長手方向における一方側から冷却する冷却部を更に備えるように構成することができる。この場合、ハンダ付け後の太陽電池セルの反りをなくすことができる。
本発明に係るハンダ付け方法は、太陽電池セルとタブリードとをハンダ付けするハンダ付け方法であって、前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱工程と、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け工程とを有することを特徴とする。
【発明の効果】
【0012】
本発明によれば、時間当たりの出来高を大幅に向上させながら、太陽電池セルにクラック等の損傷を発生させることなく太陽電池セルとタブリードとをハンダ付けすることができる。
【図面の簡単な説明】
【0013】
【図1A】太陽電池セルおよびタブリードの構成を示す平面図である。
【図1B】太陽電池セルおよびタブリードの構成を示す側面図である。
【図1C】太陽電池セルの構成を示す図である。
【図2】ハンダ付け装置の概略構成を示す図である。
【図3】タブリードローディング装置の構成を示す斜視図である。
【図4】タブリードローディング装置を矢印A方向から見た図である。
【図5A】タブリードローディング装置を矢印B方向から見た図である。
【図5B】搬送ベルトを矢印C方向から見た図である。
【図6A】タブリードローディング装置が成形したタブリードの側面図である。
【図6B】他の形態のタブリードの側面図である。
【図6C】最後に載置されるタブリードのうち短い仕様のタブリードの側面図である。
【図7】最初のタブリードを搬送ベルトに載置した状態を示す図である。
【図8】太陽電池セルを搬送ベルトに載置した状態を示す図である。
【図9】次の(あるいは最後の)タブリードを載置した状態を示す図である。
【図10】加熱ヘッドの一部を切断した斜視図である。
【図11】加熱ヘッドの構成を示す図である。
【図12】本実施形態に係る太陽電池セル全体およびタブリードの温度変化を示す図である。
【図13】冷却したときのタブリードのリード線が収縮する状態を示す図である。
【図14】従来のハンダ付け装置および従来のハンダ付け装置における太陽電池セル全体およびタブリードの温度変化を示す図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本実施形態に係るハンダ付け装置100について説明する。なお、図面には、必要に応じてハンダ付け装置100の前側(ハンダ付けされた太陽電池セルとタブリードの排出側)を矢印Frで示し、後側(太陽電池セルおよびタブリードの供給側)を矢印Rrで示す。
ここでは、まず、図1A、図1Bおよび図1Cを参照して、ハンダ付け装置100でハンダ付けされる太陽電池セル10およびタブリード15について説明する。
図1Aは、複数の太陽電池セル10をタブリード15でストリング状に配置した状態を表側接続電極側(以下、表側という)から見た平面図である。図1Bは、複数の太陽電池セル10をタブリード15でストリング状に配置した状態を側方から見た側面図である。図1Cは、太陽電池セル10の構成を示す図である。図1C(a)は、太陽電池セル10を表側から見た平面図である。図1C(b)は、太陽電池セル10を裏側接続電極側(以下、裏側という)から見た平面図である。
太陽電池セル10は、厚さを略0.16mmとする矩形状の平板形状に形成されている。図1C(a)に示すように、本実施形態に係る太陽電池セル10の表側には、太陽電池セル10の一辺から対向する一辺に亘って2本の表側接続電極11が設けられている。また、太陽電池セル10の表側には、表側接続電極11に直交するように太陽電池セル10の一辺から対向する一辺に亘って複数のフィンガー部13が設けられている。また、図1C(b)に示すように、太陽電池セル10の裏側には、表側接続電極11と同様に太陽電池セル10の一辺から対向する一辺に亘って2本の裏側接続電極12が、設けられている。表側接続電極11および裏側接続電極12の表面には、タブリード15とハンダ付けするためのハンダがコーティングされている。
一方、図1Aおよび図1Bに示すように、タブリード15は、リード線であり、厚さを略0.2mmとする短冊状の平板形状に形成されている。タブリード15は、銅を用いて形成され、表面には、表側接続電極11および裏側接続電極12とハンダ付けするためのハンダがコーティングされている。
【0015】
ハンダ付けは、図1A及び図1Bに示すように、複数の太陽電池セル10がタブリード15でストリング状に配置された状態で行われる。具体的には、太陽電池セル10を所定の間隔をあけて配置すると共に、タブリード15の半分から一方(前側)を太陽電池セル10の表側接続電極11上に重ね合わせて配置し、タブリード15の半分から他方(後側)を、隣接する太陽電池セル10の裏側接続電極12上に重ね合わせて配置する。本実施形態では、隣接する太陽電池セル10同士が2本のタブリード15で繋げられる。ここでは、2本のタブリード15の中心間の距離をWとする(図1Aを参照)。
このようにストリング状に配置された太陽電池セル10とタブリード15とが重ね合わされた重ね合わせ部をハンダ付け装置100が加熱することで各接続電極およびタブリード15にコーティングされたハンダが溶融し、太陽電池セル10とタブリード15とが電気的に接続される。
【0016】
次に、図2を参照して、本実施形態に係るハンダ付け装置100の概略について説明する。図2は、ハンダ付け装置100の概略構成を示す図である。
本実施形態のハンダ付け装置100は、ハンダ付けに関連した処理を行う複数の構成要素からなっている。具体的には、ハンダ付け装置100は、太陽電池セル供給部20、タブリード供給部30、搬送部50、予熱部60、ハンダ付け部70、冷却部80を含んで構成されている。
ここで、各構成要素を簡単に説明する。まず、太陽電池セル供給部20は、太陽電池セル10を搬送部50に供給する。タブリード供給部30は、タブリード15を曲げ成形すると共に所定の長さに切断し、搬送部50に供給する。このとき、太陽電池セル供給部20、タブリード供給部30および搬送部50が連係して動作することで、太陽電池セル10とタブリード15とが搬送部50の搬送ベルト51上で図1A、図1Bに示すようなストリング状に配置される。
【0017】
搬送部50は、太陽電池セル10とタブリード15を位置決めした状態で、予熱部60、ハンダ付け部70および冷却部80に搬送する。予熱部60では、温度制御装置61が加熱炉62内の太陽電池セル10をハンダ融点以下の温度に制御しながら、太陽電池セル10全体およびタブリード15を加熱する。ハンダ付け部70では、太陽電池セル10の接続電極とタブリード15との重ね合わせ部を局所的に加熱すると共に、タブリード15を太陽電池セル10に対して押圧して太陽電池セル10とタブリード15とをハンダ付けする。冷却部80では、太陽電池セル10およびタブリード15を冷却して、太陽電池セル10とタブリード15との重ね合わせ部を固化させる。
【0018】
本実施形態のハンダ付け装置100によれば、上述した各構成要素が単独又は互いに連係して太陽電池セル10とタブリード15とのハンダ付けを高効率に行うことができる。以下では、各構成要素の具体的な構成および動作処理について詳細に説明する。
【0019】
(太陽電池セル供給部20)
太陽電池セル供給部20は、太陽電池セル10を搬送部50に供給する工程を行う。
図2に示すように、太陽電池セル供給部20には、セルローディング装置21が備えられている。セルローディング装置21は、ハンダ付けされる前の太陽電池セル10が重ねて収容されたストッカー22から搬送部50までを往復して移動することができる。具体的には、セルローディング装置21は、ストッカー22から太陽電池セル10を一枚ごと吸着させた後、搬送部50の搬送ベルト51上の所定の位置に載置する。なお、太陽電池セル10を搬送部50に供給する途中には、図示しない撮影装置が太陽電池セル10にクラックが生じていないかを検査したり、図示しないフラックス供給装置が太陽電池セル10の表側接続電極11および裏側接続電極12にフラックスを塗布するように構成することができる。
【0020】
(タブリード供給部30)
タブリード供給部30は、所定の長さのタブリード15を曲げ形成し搬送部50に供給する工程を行う。
図2に示すように、タブリード供給部30には、所定の長さのタブリード15を曲げ成形し、曲げ成形したタブリード15を搬送ベルト51上に載置するタブリードローディング装置33が備えられている。ここで、図3〜図5Aを参照して、タブリードローディング装置33について説明する。図3は、タブリードローディング装置33の構成を示す斜視図である。図4は、図3に示すタブリードローディング装置33を矢印A方向から見た図である。図5Aは、図3に示すタブリードローディング装置33を矢印B方向から見た図である。
図3に示すように、タブリードローディング装置33は、搬送部50の側方に位置して配設され、上型37、下型42等を含んで構成されている。
【0021】
上型37は、タブリード15を曲げ成形するための一方の金型であり、図示しない上型駆動装置により鉛直方向および水平方向に移動可能である。
図4および図5Aに示すように、上型37の下面には、2つの突条部38がそれぞれ搬送ベルト51の搬送方向に沿って平行に形成されている。各突条部38の下面には、タブリード15を押圧するための成形部39が、下方に向かってそれぞれ突出している。各突条部38に形成される成形部39の幅寸法は、タブリード15の幅と略一致する。また、隣り合う成形部39同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である(図5A等を参照)。また、図4に示すように、各成形部39の長手方向の略中央には、段部40が形成されている。各成形部39は、段部40を境にして成形部39の前側よりも後側の方が下側に向かって僅かに突出している。この段部40の段差は、太陽電池セル10の略厚みほどである。
【0022】
また、図4に示すように、上型37の各突条部38には長手方向に離間して複数の吸着孔41が形成されている。各吸着孔41は、突条部38内を鉛直方向に沿って形成され、下側が成形部39の下面に開口している。図示しないタブリード吸着装置が各吸着孔41を介してタブリード15を吸引することで、タブリード15を上型37に吸着させることができる。
さらに、図4に示すように、上型37の前側の各突条部38内には長手方向に離間して複数の仮止め部材としての加熱子48が設けられている。ここでは、加熱子48は、前側の突条部38における前端部と後端部との2箇所に設けられている。また、加熱子48は、ピン状に形成されていて、少なくともその先端がハンダ融点以上に加熱されている。加熱子48の加熱は電気抵抗加熱方式等を採用することができる。各加熱子48は、成形部39内に収容された状態から、図4の二点鎖線で示すように成形部39の下面から下方向に図示しない昇降機構により突出可能に構成されている。後述するように、タブリード15の前側を太陽電池セル10上に載置したときに、各加熱子48が成形部39の下面から下方向に突出することで、タブリード15の所定の位置を加熱してタブリード15のハンダを一部、溶融させることができる。タブリード15のハンダを一部溶融させることで、タブリード15と太陽電池セル10とが一部分でハンダ付けされ、仮止めされる。なお、本実施形態では、加熱子48が前側の突条部38における前端部と後端部との2箇所に設けられている場合について説明したが、この場合に限られず、2箇所以上に設けられていてもよい。
【0023】
一方、下型42は、タブリード15を曲げ成形するための他方の金型であり、図示しない下型駆動装置により鉛直方向に移動可能である。下型42の上面には、2つの突条部43がそれぞれ搬送ベルト51の搬送方向に沿って平行に形成されている。
図4および図5Aに示すように、各突条部43の上面には、タブリード15を押圧するための凹溝部44が、それぞれ形成されている。各突条部43に形成された凹溝部44の溝幅寸法は、タブリード15の幅と略一致する。また、隣り合う凹溝部44同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である(図5A等を参照)。また、図4に示すように、下型42の各突条部43の凹溝部44内には、段部45がそれぞれ形成されている。この段部45は、上型37の各成形部39に形成された段部40の鉛直下に位置して形成されている。すなわち、下型42の段部45の位置は、上型37の段部40と下型42の段部45とが上型37と下型42との間に配置されたタブリード15を上下から挟むように押圧したときに、後述する図6Aに示すようなタブリード15Aの中央に段差が形成されるような位置に形成される。また、下型42の凹溝部44は、各段部45を境界にして凹溝部44の前側よりも後側の方が僅かに溝の深さが深くなっている。この段部45の段差は、太陽電池セル10の略厚みほどである。
【0024】
次に、図4および図5Aを参照して、タブリードローディング装置33がタブリード15を曲げ成形する動作について説明する。なお、ここでは、図2に示すように、一のリール32から供給されるタブリードを曲げ形成する場合について説明するが、隣接する他のリール32から供給されるタブリードを曲げ形成する場合も同様に同時に行われる。
まず、図4に示すように、タブリードチャック35が、タブリード15をリール32から引き出して水平状態に保持する。
次に、下型駆動装置が下型42を上昇させて、下型42の凹溝部44内にタブリード15を嵌め合わせて、位置決めする(図5Aの二点鎖線で示す下型も参照)。
【0025】
続いて、タブリードカッタ36が、タブリード15を切断する。また、タブリードチャック35は、タブリード15の保持を解除して、後方に退避する。次に、上型駆動装置が上型37を下降させて、下型42に嵌め合わされたタブリード15を押圧する(図5Aの二点鎖線で示す上型も参照)。
上述した動作により、リール32から引き出された所定の長さのタブリード15は、上型37の成形部39に形成された段部40および中央側の下型42の凹溝部44に形成された段部45により中央が曲げられて成形される。また、成形されたタブリード15は、上型37と下型42との間で押圧されることによって、リール32に巻かれていた形状が、より真っ直ぐに矯正される。
【0026】
次に、図5Aおよび図5Bを参照して、タブリードローディング装置33が切断したタブリードを搬送ベルト51に載置する動作について説明する。図5Bは、図3に示す搬送ベルト51を矢印C方向から見た図である。
上型37がタブリード15を押圧した後、タブリードローディング装置33の上型37は、吸着孔41を介してタブリード15を吸着する。上型駆動装置および下型駆動装置は、それぞれ上型37および下型42を離型させる。したがって、タブリード15は、上型37のみに吸着された状態となる。
次に、図5Bに示すように、上型駆動装置がタブリード15を吸着している上型37を、そのまま水平方向に搬送部50の搬送ベルト51の上方まで移動させる。さらに、図5Bの二点鎖線で示すように上型駆動装置が上型37を下降させ、その後、上型37はタブリード15の吸着を解除する。したがって、図5Bの二点鎖線で示すように2本のタブリード15は搬送ベルト51の搬送面52の所定の位置に載置される。ここで、2本のタブリード15同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。
【0027】
このようにタブリードローディング装置33が動作することで、タブリード供給部30では、タブリード15を所定の長さに切断して曲げ成形し、成形したタブリード15を搬送部50に供給することができる。なお、上型37がタブリード15を搬送ベルト51の所定の位置に載置している間、タブリードチャック35は、タブリード15の切断部を挟んで水平方向に引っ張り、水平に保持し、次のタブリード15の曲げ成形に備える。
ここで、上述した太陽電池セル供給部20のセルローディング装置21とタブリード供給部30のタブリードローディング装置33とは、それぞれ順番に太陽電池セル10およびタブリード15を搬送部50の搬送ベルト51上に載置していき、図1A、図1Bに示すような、複数の太陽電池セル10をタブリード15でストリング状に配置していく。
なお、上述したタブリード供給部30では、タブリード15を切断して曲げ成形すると共に、成形したタブリード15を搬送ベルト51に載置する動作をタブリードローディング装置33が1台で行う場合について説明したが、タブリード15を曲げ成形する装置と、成形したタブリード15を搬送ベルト51に載置する装置とを分けて構成してもよい。
【0028】
ここで、図6Aおよび図6Bを参照して、上型37および下型42により曲げ成形されたタブリード15の形状について説明する。図6Aは、本実施形態に係るタブリードローディング装置33により成形されたタブリード15aの側面図である。図6Aでは、太陽電池セル10を二点鎖線で示している。タブリード15aは、中央で太陽電池セル10の厚み分だけ前側が高くなるように、曲げ成形されている。したがって、タブリード15aを搬送部50の搬送ベルト51に載置するとき、既に載置されている太陽電池セル10上に載置したとしても、タブリード15aが太陽電池セル10上で浮き上がることがなく、タブリード15aと太陽電池セル10とを広く面接触させることができる。
【0029】
また、図6Bは、他の形態のタブリード15bの側面図である。図6Bでは、太陽電池セル10を二点鎖線で示している。タブリード15bは、中央で太陽電池セル10の厚み分だけ前側が高くなるように、曲げ成形されている。また、タブリード15bは、前側の先端に向かうにしたがって下側に向かうようにやや傾斜して成形されている。すなわち、タブリードローディング装置33の上型37および下型42では、図6Bに示すようなタブリード15bを成形できるように、上型37の成形部39および下型42の凹溝部44それぞれに、前側に向かうにしたがって下側に向かうような傾斜を形成すればよい。したがって、タブリード15bを搬送部50の搬送ベルト51に載置するとき、既に載置されている太陽電池セル10上に載置したとしても、タブリード15bが太陽電池セル10上で浮き上がることがなく、タブリード15bと太陽電池セル10とを広く面接触させることができる。さらに、前側に向かうにしたがって下側に向かうように傾斜しているので、タブリード15bの前側が、タブリード15bの弾性力により太陽電池セル10上を押し付けるように作用する。したがって、タブリード15bと太陽電池セル10とをより接触させて、両者の間のズレを防止することができる。
【0030】
図7に示すように、最初に載置するタブリード15については、上述したような曲げ成形を行わないようにする。最初のタブリード15の場合、タブリードローディング装置33には、曲げ成形をしない別置の上型と下型を設ける等の手段を設けることで、中央に段差が成形されていないタブリード15を吸着して供給することができる。
また、タブリードローディング装置33が搬送ベルト51に最後に載置するタブリード15については曲げ成形を行うものの、最初のタブリード15や中間のタブリード15に比べて短い仕様のものがある。具体的には、図6Cに示すタブリード15cのように、後側の長さが短いものである。
【0031】
(搬送部50)
搬送部50は、太陽電池セル10およびタブリード15をストリング状に配置された状態で位置決めしながら、予熱部60、ハンダ付け部70および冷却部80に間欠搬送する工程を行う。
図2に示すように、搬送部50には、搬送ベルト51、搬送ローラ55a、55b、吸着装置56等が備えられている。搬送ベルト51は、搬送ローラ55aと、冷却部80に近接した位置に配設された搬送ローラ55bとに巻回されている。搬送ベルト51は、薄い平板状のベルトであって、熱伝導性を高めるために金属製となっている。また、搬送ローラ55a、55bの回転軸に接続された図示しないローラ駆動装置が駆動することにより、各搬送ローラ55a、55bが矢印方向に回転する。各搬送ローラ55a、55bの回転により、搬送ベルト51の搬送面52に載置された太陽電池セルおよびタブリード(以下、合わせて、被搬送物という)が、予熱部60、ハンダ付け部70および冷却部80の順に搬送される。
【0032】
また、吸着装置56は、搬送ベルト51の搬送面52の下側に搬送ベルト51の長手方向に亘って配設されている。吸着装置56は、搬送面52に載置された太陽電池セル10およびタブリード15を搬送ベルト51に吸着させて位置決めを行うことができる。吸着装置56による太陽電池セル10およびタブリード15を吸着させる動作については後述する。
また、図3に示すように、搬送ベルト51には、搬送ベルト51の周方向に亘って複数のタブリード吸着孔53が連続して形成されている。本実施形態の搬送ベルト51には、搬送ベルト51の幅方向における左右両側に2列のタブリード吸着孔53が形成されている。タブリード吸着孔53は、タブリードローディング装置33によって搬送ベルト51上に各タブリード15を載置される位置と一致する位置に、形成される(図5Bも参照)。すなわち、各タブリード吸着孔53の列間の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。また、図3に示すように、搬送ベルト51には、各タブリード吸着孔53の両側に、搬送ベルト51の周方向に亘って複数のセル吸着孔54が連続して形成されている。
【0033】
次に、図3および図7〜図9を参照して、吸着装置56により太陽電池セル10およびタブリード15を吸着させながら、搬送ベルト51が太陽電池セル10およびタブリード15を搬送する動作について説明する。ここで、図7(a)は、タブリードローディング装置33が搬送ベルト51に最初のタブリード15を載置した状態を示す斜視図である。図7(b)は、図7(a)に示すI−I線を鉛直方向に切断して矢印方向から見た断面図である。また、図8(a)は、セルローディング装置21が搬送ベルト51に太陽電池セル10を載置した状態を示す斜視図である。図8(b)は、図8(a)に示すII−II線を鉛直方向に切断して、矢印方向から見た断面図である。図9(a)は、タブリードローディング装置33が搬送ベルト51に、次の(あるいは最後の)タブリード15を載置した状態を示す斜視図である。図9(b)は、図9(a)に示すIII−III線(加熱炉62内の太陽電池セルとタブリードとを含めた断面)を鉛直方向に切断して、矢印方向から見た断面図である。なお、図7(a)、図8(a)および図9(a)には、後述する加熱炉62の入口64が図示されている。
【0034】
まず、図7(a)に示すように、タブリードローディング装置33が曲げ成形していない最初のタブリード15を搬送面52の所定の位置、すなわち連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。続いて、吸着装置56が搬送面52に載置された各タブリード15を、各タブリード吸着孔53を介して吸引する。具体的には、図7(b)に示すように、吸着装置56は、搬送ベルト51の各タブリード吸着孔53の下側に位置する各タブリード吸引孔57を介して、吸引することで、各タブリード15を搬送ベルト51に吸着させる。したがって、各タブリード15は、搬送ベルト51に載置された所定の位置に位置決めされる。
【0035】
次に、図8(a)に示すように、セルローディング装置21が搬送面52の所定の位置に最初の太陽電池セル10を載置する。具体的には、セルローディング装置21は、既に載置されている各タブリード15の後側と太陽電池セル10の各裏側接続電極12とを一致させるように太陽電池セル10を載置する。太陽電池セル10がタブリード15上に載置されるとき、タブリード15と接触してしまい、タブリード15がズレてしまう恐れがある。しかし、各タブリード15は吸着装置56により搬送ベルト51に対して位置決めされているので、太陽電池セル10が接触したとしても動かず、所定の位置を維持することができる。
【0036】
続いて、吸着装置56が搬送面52上、詳しくは各タブリード15上に載置された太陽電池セル10を、各セル吸着孔54を介して吸引する。具体的には、図8(b)に示すように、吸着装置56は、搬送ベルト51のセル吸着孔54の下側に位置するセル吸引孔58を介して、吸引することで、太陽電池セル10を搬送ベルト51に吸着させる。したがって、太陽電池セル10は、搬送ベルト51に載置された所定の位置、すなわちタブリード15と太陽電池セル10の裏側接続電極12とが一致するように位置決めされる。このとき、太陽電池セル10は各タブリード15と接触している近傍がやや撓みながら吸着されるので、各タブリード15は太陽電池セル10と搬送ベルト51とにより挟まれた状態となる。したがって、太陽電池セル10と各タブリード15とは、ズレずに位置決めされた状態を維持することができる。なお、図8(b)では、太陽電池セル10が吸着孔54によりタブリード15の近傍が撓み固定される状態を強調して示している。
【0037】
次に、搬送ローラ55a、55bおよび搬送ベルト51により、太陽電池セル10とタブリード15とを間欠搬送する。具体的には、ローラ駆動装置が、太陽電池セル10の略1枚分に相当する長さだけ搬送ベルト51を移動させる。このとき、吸着装置56は、太陽電池セル10を吸着し続けているので、搬送時の振動等で太陽電池セル10とタブリード15とがズレることがない。
次に、図9(a)に示すように、タブリードローディング装置33が曲げ成形した次のタブリード15を搬送面52の所定の位置に載置する。具体的には、各タブリード15の前側を太陽電池セル10の各表側接続電極11に一致させるように載置し、各タブリード15の後側を連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。続いて、吸着装置56が搬送面52に新たに載置されたタブリード15を、タブリード吸着孔53を介して吸引し、搬送ベルト51に吸着させる。したがって、タブリード15の後側は、搬送ベルト51に載置された所定の位置に位置決めされる。また、タブリード15の後側が位置決めされていることで、タブリード15の前側も幅方向の動きが規制され、太陽電池セル10の表側接続電極11と一致するように位置決めされる。
【0038】
また、タブリード15は、図6Aおよび図6Bに示すように、中央で太陽電池セル10の厚み分だけ曲げ成形されているので、タブリード15の前側が太陽電池セル10上で浮き上がることを防止できる。また、図6Bに示すようなタブリードの前側を下側に傾斜させたタブリード15bを載置することで、タブリード15bの弾性力によりタブリード15bの前側が太陽電池セル10の表側接続電極11上を押し付ける。したがって、タブリード15bの前側と太陽電池セル10の表側接続電極11とが強く面接触するために、タブリード15bと太陽電池セル10との間で、よりズレを防止できる。
【0039】
次に、セルローディング装置21は既に載置されているタブリード15の後側に次の太陽電池セル10を載置する。具体的には、セルローディング装置21は、既に載置されている各タブリード15の後側と太陽電池セル10の各裏側接続電極12とが一致するように太陽電池セル10を載置する。続いて、吸着装置56がタブリード15上に載置された太陽電池セル10をセル吸着孔54を介して吸引する。
次に、搬送ローラ55a、55bおよび搬送ベルト51により、太陽電池セル10の略1枚分に相当する長さだけ太陽電池セル10とタブリード15とを間欠搬送する。
このように、タブリードローディング装置33、セルローディング装置21および搬送ベルト51が動作することで、搬送ベルト51上で太陽電池セル10とタブリード15とを正確に位置決めしながらストリング状に配置させることができる。
【0040】
次に、図9(a)を参照して、タブリードローディング装置33が最後のタブリード15を搬送面52の所定の位置に載置する場合について説明する。ここでは、図9(a)の二点鎖線で示すように、予め設定された数の太陽電池セル10が搬送ベルト51に載置されたとする。
この場合、タブリードローディング装置33は、曲げ形成した最後のタブリード15を搬送面52の所定の位置に載置する。具体的には、各タブリード15の前側を太陽電池セル10の各表側接続電極11に一致させるように載置し、各タブリード15の後側を連続するタブリード吸着孔53に沿ってそれぞれ平行に載置する。なお、最後のタブリード15が図6Cに示すような後側が短い仕様のタブリード15cの場合、タブリードローディング装置33は、タブリード15cの前側を太陽電池セル10の各表側接続電極11に一致させるように載置する。
次に、図4で説明したタブリードローディング装置33の上型37に設けられた各加熱子48が成形部39の下面から下方向に突出して、各タブリード15の前側の前後2箇所(図9(a)に示す仮付け位置59a、59b)を加熱する。各加熱子48が各タブリード15を加熱することで、各タブリード15の仮付け位置59a、59bのハンダが溶融し、太陽電池セル10の表側接続電極11とハンダ付けされることで、仮止めされる。このとき、各タブリード15と太陽電池セル10の表側接続電極11とが、タブリード15の前側において前後に離間させて仮止めされていることから、タブリード15と太陽電池セル10との間でズレないように安定した仮止めを行うことができる。
【0041】
このように、最後のタブリード15を太陽電池セル10と仮止めするのは、後述するように加熱炉62内では、吸着装置56がタブリード15を搬送ベルト51に吸着しないように構成されているためである。すなわち、加熱炉62内では、最後のタブリード15の後側は吸着されておらず、さらに太陽電池セル10と搬送ベルト51とに挟まれた状態ではない。したがって、仮止めをしない場合、最後のタブリード15は搬送時やハンダ付け時に太陽電池セル10との間でズレる可能性があるためである。
なお、ここでは、最後のタブリード15を仮止めする場合について説明したが、太陽電池セル10上に載置するタブリード15の全てを仮止めするようにしてもよい。また、タブリードローディング装置33が、タブリード15を仮止めする仮止め装置と兼ねる場合について説明したが、タブリード15を仮止めする専用の仮止め装置を設けてもよい。
【0042】
次に、搬送ベルト51は、載置された太陽電池セル10とタブリード15とを順に予熱部60の加熱炉62内に間欠搬送していく。この加熱炉62内では、吸着装置56が、タブリード15上に載置された太陽電池セル10のみを吸引し、タブリード15を吸引しないように構成されている。具体的に説明すると、図9(b)で示すように、加熱炉62における吸着装置56には、図7(b)および図8(b)で説明したタブリード吸引孔57が設けられていない。すなわち、加熱炉62内では、吸着装置56は、搬送ベルト51のセル吸着孔54の下側に位置するセル吸引孔58のみを介して吸引して、太陽電池セル10を搬送ベルト51に吸着させる。なお、吸着装置56がタブリード15を吸引しなくとも、各タブリード15の両側が太陽電池セル10によって搬送ベルト51に押し当てられることから、搬送時に太陽電池セル10とタブリード15とがズレてしまうことがない。
【0043】
ここで、加熱炉62内で吸着装置56がタブリード15を吸引しないように構成されているのは、タブリード15を直接、吸引すると加熱炉62内の熱で溶融されたタブリード15のハンダが吸引されて、後工程で支障をきたすことが無いようにするためである。
このように、加熱炉62内で吸着装置56がタブリード15の両側で太陽電池セル10を搬送ベルト51に吸着させることで、搬送ベルト51は、タブリード15と太陽電池セル10とを位置決めさせた状態で搬送することができる。また、タブリード15にタブリード吸着孔53の跡を形成することを防止することができる。なお、加熱炉62内であっても吸着装置56が、タブリード15のハンダの溶融が開始する直前まで、またはタブリード15のハンダの溶融が開始する以前まで、タブリード15を吸引できるように構成してもよい。これにより、搬送ベルト51により、タブリード15と太陽電池セル10との搬送中のズレをより確実に防止することができる。
なお、上述した説明では、吸着装置56が搬送面52に載置された各タブリード15を、各タブリード吸着孔53を介して吸引する場合について説明したが、この場合に限られず、吸引しないように構成することもできる。
【0044】
(予熱部60)
予熱部60は、太陽電池セル10およびタブリード15を予備加熱する工程を行う。
図2に示すように、予熱部60には、加熱炉62内に搬送ベルト51の搬送方向に沿って、複数のヒータ63が備えられている。本実施形態の予熱部60は、3つのヒータ63から構成されているが、その数量は太陽電池セル10の種類等に応じて、適宜変更することができる。各ヒータ63は、例えば熱風ヒータやIRランプ等である。また、各ヒータ63は、搬送ベルト51で搬送されている太陽電池セル10を直接加熱する他、加熱炉62内の雰囲気を加熱することで、太陽電池セル10全体を満遍なく加熱する。
【0045】
さらに、各ヒータ63は、温度制御装置61により加熱する温度がコントロールされている。具体的には、加熱炉62内には、搬送ベルト51に近接した位置に図示しない温度検出装置が搬送方向に沿って複数、設けられている。温度制御装置61は、温度検出装置に基づいて、ハンダ付け部70に近いヒータ63ほど高い温度になるように制御している。したがって、予熱部60における加熱炉62内では、加熱炉62の入口64からハンダ付け部70に近づくほど、雰囲気温度が高くなっている。
ここで、図12を参照して、予熱部60における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12は、太陽電池セル全体およびタブリードの温度変化を示すグラフであり、横軸がハンダ付け装置における、太陽電池セルおよびタブリードが搬送された位置を示し、縦軸が太陽電池セルおよびタブリードの温度を示している。なお、図12のグラフの上方には、横軸の太陽電池セルおよびタブリードが搬送された位置に対応させて、ハンダ付け装置100の構成の一部を図示している。また、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
【0046】
図12で示すように、温度制御されたヒータ63によって、太陽電池セル10全体およびタブリード15は、予熱部60においてハンダ付け部70に向かうほど昇温する。このとき、温度制御装置61は、太陽電池セル10にクラックが生じないように徐々に加熱するように温度制御している。
また、温度制御装置61は、ハンダ付け部70の手前に位置する太陽電池セル10をハンダ融点以下の温度、好ましくはハンダ融点よりも低い温度に加熱するように温度制御している。図12に示す例では、ハンダ融点が200℃のハンダの場合であって、温度制御装置61は、太陽電池セル10が略150℃前後になるように加熱している。なお、ハンダ融点は、使用するハンダの種類等によっても変化するため、温度制御装置61はハンダの種類に応じて加熱炉62内、すなわちヒータ63の温度を制御する。
【0047】
このように、予熱部60では、太陽電池セル10を徐々に加熱している。また、予熱部60では、ハンダ付け部70の手前に位置する太陽電池セル10をハンダ融点以下の温度に加熱している。したがって、太陽電池セル10にクラック等の損傷を発生させることがない。また、次のハンダ付け部70では、予熱部60において太陽電池セル10およびタブリード15が予め加熱されているので、タブリード15と表側接続電極11とが重ね合わされた重ね合わせ部、タブリード15と裏側接続電極12とが重ね合わされた重ね合わせ部のハンダを溶融させる時間を短縮させることができる。
なお、予熱部60では、各ヒータ63が太陽電池セル10およびタブリード15を加熱する場合について説明したが、搬送ベルト51と吸着装置56の間の空間に適宜ヒータを設けてもよい。この場合、搬送ベルト51と吸着装置56の間の空間に適宜設けたヒータによって加熱された搬送ベルト51が、太陽電池セル10およびタブリード15を加熱するので、さらに予熱の効率を向上させることができる。
【0048】
(ハンダ付け部70)
ハンダ付け部70は、太陽電池セル10とタブリード15とをハンダ付けする工程を行う。
図2に示すように、ハンダ付け部70には、タブリード加熱装置71が備えられている。タブリード加熱装置71は、加熱炉62内で太陽電池セル10とタブリード15との重ね合わせ部を加熱する加熱ヘッド72と、加熱ヘッド72を上下に昇降させる図示しない加熱ヘッド昇降装置等から構成されている。ここで、図10および図11を参照して、加熱ヘッド72について説明する。図10は、加熱ヘッド72の一部を切断した斜視図である。図11(a)は、図10に示すIV−IV線を鉛直方向に切断して矢印方向から見た断面図である。図11(b)は、図10に示すV−V線を鉛直方向に切断して矢印方向から見た断面図である。
【0049】
図10および図11(b)に示すように、加熱ヘッド72には、搬送ベルト51の搬送方向、すなわちタブリード15の長手方向に沿って、加熱体としての加熱ブロック73が2つ平行に設けられている。2つの加熱ブロック73は、搬送ベルト51の幅方向に離間している。また、2つの加熱ブロック73同士の距離は、図1Aで説明した2本のタブリード15の中心間の距離Wと同じ距離である。各加熱ブロック73には、熱伝達体としての2つのシースヒータ74が長手方向に沿って埋設されている。シースヒータ74は、中心にコイル状に加工されたニクロム線と、ニクロム線の周りに充填された酸化マグネシウム等の絶縁材と、絶縁材の全周を覆うシースとを有するものである。なお、熱伝達体は、シースヒータ74の場合に限られず、加熱ブロック73および後述する押圧子75を加熱できるものであれば、どのようなものであってもよい。
【0050】
各加熱ブロック73の2つのシースヒータ74の間には、各タブリード15を上方からそれぞれ押圧する押圧子75が搬送方向に沿って複数、設けられている。本実施形態の加熱ブロック73には、7つの押圧子75から構成されているが、その数量は太陽電池セル10の寸法等に応じて、適宜変更することができる。各押圧子75は、ピン状に形成されている。また、各押圧子75は、付勢バネ76によって下方向に付勢されている。したがって、各押圧子75がタブリード15を上方から押圧したとき、付勢バネ76に抗して、やや上昇することで、各押圧子75は全てタブリード15を押圧すると共に、タブリード15に対する押圧力が適切に調整される。また、各押圧子75は、シースヒータ74に加熱された加熱ブロック73内に位置することから、各押圧子75自体が高温に加熱されている。
【0051】
ここで、シースヒータ74は、温度制御装置61によって制御されている。具体的には、加熱ブロック73または押圧子75に近接した位置に図示しない温度検出装置が設けられている。温度制御装置61は、温度検出装置に基づいて、加熱ブロック73および押圧子75をハンダ融点よりも高い温度であって、かつ一定の温度に制御している。
【0052】
次に、図11(a)、(b)を参照して、タブリード加熱装置71がタブリード15を太陽電池セル10の表側接続電極11と裏側接続電極12とにハンダ付けする動作について説明する。
まず、搬送ベルト51が予熱部60により加熱された太陽電池セル10を間欠搬送することで、図11(a)に示すように、太陽電池セル10を加熱ヘッド72のちょうど下側に搬送する。このとき、加熱ブロック73および押圧子75は、温度制御装置61によってシースヒータ74を介して、ハンダ融点よりも高い温度に加熱されている。
【0053】
次に、図11(a)および図11(b)の二点鎖線で示すように、タブリード加熱装置71の加熱ヘッド昇降装置が加熱ヘッド72を下降させることで、各加熱ブロック73の複数の押圧子75の下端が、太陽電池セル10上に配置されている各タブリード15を上側からそれぞれ押圧する。このとき、各押圧子75は、付勢バネ76の付勢に抗して上方に移動することで、タブリード15を押圧する押圧力が強すぎることによる太陽電池セル10の破損等を防止することができる。
【0054】
また、温度制御装置61は、加熱ブロック73および押圧子75をハンダ融点よりも高い温度に加熱している。したがって、加熱ブロック73および押圧子75の下降に応じて、タブリード15の温度が昇温する。さらに、加熱ブロック73および押圧子75がタブリード15に近接することで、タブリード15と太陽電池セル10の表側接続電極11との重ね合わせ部がハンダ融点よりも高い温度になり、ハンダが完全に溶融する。さらに、加熱ブロック73および押圧子75の熱は、太陽電池セル10の下側にまで伝わり、太陽電池セル10の裏側接続電極12とタブリード15との重ね合わせ部のハンダも同様に、溶融する。また、このとき、複数の押圧子75が、タブリード15を太陽電池セル10に対して押圧することから、タブリード15と太陽電池セル10とを確実に接触させるので、ハンダ付けを確実に行うことができる。なお、タブリード15と太陽電池セル10との重ね合わせ部のうち押圧子75が接した部分に限られず、押圧子75および加熱ブロック73の輻射熱によって、タブリード15の長手方向に沿って、同様にタブリード15と各接続電極とのハンダが溶融するので、タブリード15の全長に亘ってハンダ付けが行われる。
【0055】
なお、加熱ブロック73や押圧子75は、タブリード15の長手方向に一致するように設けられている。したがって、タブリード加熱装置71は、タブリード15および太陽電池セル10のハンダがコーティングされた箇所(太陽電池セル10の各接続電極11、12)を局所的に加熱する。すなわち、ハンダがコーティングされていない太陽電池セル10の他の部分の加熱を行わず、太陽電池セル10の各接続電極11、12部分のみの温度を昇温させるように構成されている。
ここで、図12を参照して、ハンダ付け部70における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12では、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
【0056】
図12の破線で示すタブリード15の温度は、ハンダ付け部70において、温度制御された押圧子75および加熱ブロック73が接近することで、ハンダ融点よりも高い温度に昇温する。このとき、太陽電池セル10およびタブリード15は予熱部60によって予め加熱されているので、ハンダ融点よりも高い温度に至るまでの時間を短縮させることができる。図12に示す例では、タブリード15の温度を150℃から200℃まで昇温させる。
一方、図12の実線で示す太陽電池セル10全体の温度は、ハンダ付け部70において、ハンダがコーティングされた箇所のみが局所的に加熱され、太陽電池セル10の他の部分の加熱が行われていないためほとんど変化がない。図12に示す例では、太陽電池セル10全体の温度が150℃のままである。したがって、太陽電池セル10全体が高温に加熱されることによる太陽電池セル10の損傷の発生を防止することができる。
【0057】
このように、ハンダ付け部70では、太陽電池セル10とタブリード15との重ね合わせ部をハンダ融点よりも高い温度に加熱するとき、予熱された状態から加熱することから、ハンダ融点よりも高い温度に加熱するまでの時間を短縮させることができ、ハンダ付けの効率を向上させることができる。このとき、ハンダ付け部70では、太陽電池セル10全体を加熱することなく太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱することから、太陽電池セル10の損傷の発生を防止できる。本実施形態のハンダ付け部70によれば、太陽電池セル10とタブリード15とを3秒以下の短時間でハンダ付けすることができる。
【0058】
また、図11(b)に示すように、吸着装置56は、下側のタブリード15の両側で太陽電池セル10を搬送ベルト51に吸着させているので、下側のタブリード15と太陽電池セル10とは位置決めされた状態である。また、上側のタブリード15は、次にハンダ付けされる隣の太陽電池セル10によって、その後側が位置決めされている。そのため、上側のタブリード15も太陽電池セル10に対して位置決めされた状態である。したがって、タブリード加熱装置71が押圧子75を介して上側のタブリード15を押圧しても、各タブリード15と太陽電池セル10との間で、ズレることなくハンダ付けを行うことができる。
なお、上述したハンダ付け部70では、押圧子75を用いてタブリード15を加熱しながら押圧する場合について説明した。しかし、この場合に限られず、押圧子75を省略した加熱ブロック73がタブリード15と接触することなく加熱したり、押圧子75を省略した加熱ブロック73が直接、タブリード15を押圧して加熱したりしてもよい。さらに、太陽電池セル10の大きさに応じた数量で配設された押圧子75が、主に太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱してしてもよく、太陽電池セル10とタブリード15との重ね合わせ部を局所的に加熱できるのであれば、どのような構成であってもよい。
ハンダ付け部70では、ハンダ付けした後、タブリード加熱装置71が加熱ヘッド72を上昇させて、次のタブリード15と太陽電池セル10とのハンダ付けに備える。
【0059】
(冷却部80)
冷却部80は、ハンダ付けを行った太陽電池セル10とタブリード15と冷却する工程を行う。
図2に示すように、冷却部80には、冷却装置81が備えられている。冷却装置81は、加熱炉62から間欠搬送された太陽電池セル10とタブリード15とに冷風を吹き付け、冷却する。冷却装置81が吹き付ける冷風の温度は、温度制御装置61により制御されている。ここで、冷却装置81は、室温の空気を吹き付けることもできる。また更に、0℃以下の冷風を吹き付けることもできる。なお、冷却部80では、温度制御装置61が太陽電池セル10の種類等に応じて吹き付ける冷風の温度を適宜変更することができる。
【0060】
ここで、図12を参照して、冷却部80における太陽電池セル10全体およびタブリード15の温度変化について説明する。図12では、太陽電池セル10全体の温度変化を実線で示し、タブリード15の温度変化を破線で示している。
図12の破線で示すタブリード15の温度および実線で示す太陽電池セル10全体の温度は、冷却部80において、急速に低下する。したがって、太陽電池セル10とタブリード15との重ね合わせ部で溶融していたハンダを後述するメカニズムで固化させることができる。
【0061】
次に、図13を参照して冷却部80が太陽電池セル10とタブリード15との重ね合わせ部で溶融しているハンダを冷却する場合について説明する。
冷却装置81が、搬送されたタブリード15を長手方向の一方の端部から順に冷却することにより、熱伝導率が高いタブリード15内のリード線18が矢印E方向に熱収縮する。このとき、図13(a)に示すように、リード線18はハンダ16内で溶融している状態のハンダ(以下、溶融ハンダ17という)内を移動しながら収縮することができる。したがって、リード線18が十分に熱収縮した後に溶融ハンダ17が固化することから、固化した後に、リード線18とハンダ16との間でタブリード15の長手方向に沿った応力が作用しないため、太陽電池セル10の反りを低減させることができる。
なお、自然冷却させた場合は、タブリード15は長手方向の両端部から中央部に向けて冷却される。このとき、タブリード15は、徐々に冷却されることにより、熱伝導率の差の影響を受けず、リード線18の熱収縮と溶融ハンダ17の固化が同時に行われる。したがって、図13(b)に示すように、リード線18が中央側すなわち矢印F方向に収縮し、太陽電池セル10とタブリード15内の銅の熱膨張係数の差の影響を受けて、太陽電池セル10が反ってしまう。
このように、ハンダ付けされた太陽電池セル10とタブリード15とを冷却することにより、自然冷却させた場合に比べ、溶融ハンダ17が固化した後にリード線18が熱収縮することによる太陽電池セル10の反りを軽減させることができる。
次に、冷却された太陽電池セルは、ストリング状に接続されたストリングとして形成される。ストリングは、複数列接続され、マトリックス状の太陽電池パネルとして形成される。太陽電池パネルは、ガラス板等の他の部材と積層される図示しないラミネート工程に移送される。
【0062】
以上、上述したハンダ付け装置100によれば、太陽電池セル10とタブリード15とを短時間でハンダ付けすることができるので、生産効率が向上する。また、上述したハンダ付け装置100によれば、太陽電池セル10の損傷の発生をなくすことができるので歩留まりを大幅に向上させることができる。
【0063】
なお、上述したハンダ付け装置100では、平行な2本のタブリード15により太陽電池セル10を接続する場合について説明したが、この場合に限られず、1本または3本以上のタブリードにより太陽電池セル10を接続するようにしてもよい。この場合、タブリード供給部30では、タブリードの本数に応じたリール32、タブリードチャック35、上型37の突条部38および下型42の突条部43を設ければよい。また、搬送部50では、タブリードの本数に応じたタブリード吸着孔53、セル吸着孔54、タブリード吸引孔57およびセル吸引孔58を設ければよい。また、ハンダ付け部70では、タブリードの本数に応じた加熱ブロック73を設ければよい。
【0064】
ここで、上述したハンダ付け装置100において、例えば太陽電池セル10とタブリード15とがズレることなく、位置決めされた状態で搬送させることを主な、発明を解決しようとする課題等とする。この場合、ハンダ付け装置100は、太陽電池セルとタブリードとを重ね合わせた状態で、太陽電池セルとタブリードとをハンダ融点以下の温度に加熱する予熱部と、太陽電池セルとタブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備える構成に限られない。
【符号の説明】
【0065】
10:太陽電池セル
11:表側接続電極
12:裏側接続電極
13:フィンガー部
15:タブリード
20:セル供給部
21:セルローディング装置
30:タブリード供給部
33:タブリードローディング装置
37:上型
38:突条部
39:成形部
40:段部
42:下型
43:突条部
44:凹溝部
45:段部
48:加熱子
50:搬送部
51:搬送ベルト
53:タブリード吸着孔
54:セル吸着孔
56:吸着装置
60:予熱部
70:ハンダ付け部
72:加熱ヘッド
73:加熱ブロック(加熱体)
74:シースヒータ
75:押圧子
80:冷却部
【特許請求の範囲】
【請求項1】
太陽電池セルとタブリードとをハンダ付けするハンダ付け装置であって、
前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱部と、
前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備えていることを特徴とするハンダ付け装置。
【請求項2】
前記ハンダ付け部は、前記タブリードの長手方向に沿って配設された加熱体を備え、
前記加熱体が、前記太陽電池セルと前記タブリードとの重ね合わせ部に近接または接触することで、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱することを特徴とする請求項1に記載のハンダ付け装置。
【請求項3】
前記加熱体は、前記タブリードを前記太陽電池セルに対して押圧する複数の押圧子を備えていることを特徴とする請求項2に記載のハンダ付け装置。
【請求項4】
前記太陽電池セルと前記タブリードとを前記予熱部および前記ハンダ付け部に搬送する搬送部を更に備え、
前記搬送部は、搬送している前記太陽電池セルを搬送ベルトに吸着して、前記タブリードを前記太陽電池セルと前記搬送ベルトとの間で挟むことにより、前記太陽電池セルと前記タブリードとを位置決めした状態で搬送することを特徴とする請求項1ないし3の何れか1項に記載のハンダ付け装置。
【請求項5】
前記搬送部は、搬送している前記タブリードの両側に位置する、前記搬送ベルトのセル吸着孔を介して、前記太陽電池セルを吸着することにより前記太陽電池セルを前記搬送ベルトに吸着することを特徴とする請求項4に記載のハンダ付け装置。
【請求項6】
前記搬送部は、前記搬送ベルトに載置された前記タブリードを前記搬送ベルトに吸着することにより、前記タブリードを前記搬送ベルトに対して位置決めすることを特徴とする請求項4または5に記載のハンダ付け装置。
【請求項7】
前記搬送部は、前記搬送ベルトに載置された前記タブリードの下側に位置する、前記搬送ベルトのタブリード吸着孔を介して、前記タブリードを吸着することにより前記タブリードを前記搬送ベルトに吸着することを特徴とする請求項6に記載のハンダ付け装置。
【請求項8】
前記搬送部は、前記タブリードのハンダの溶融が開始する直前まで、搬送している前記タブリードを吸着することを特徴とする請求項7に記載のハンダ付け装置。
【請求項9】
前記タブリードを供給するタブリード供給部を更に備え、
前記タブリード供給部は、前記タブリードを前記タブリードが前記太陽電池セルの表側接続電極に接続される側と前記タブリードが前記太陽電池セルの裏側接続電極に接続される側との間に段差を有するように曲げ成形することを特徴とする請求項1ないし8の何れか1項に記載のハンダ付け装置。
【請求項10】
前記タブリード供給部は、前記タブリードを、前記タブリードが前記太陽電池セルの表側接続電極に接続される側において前記タブリードの先端に向かうにしたがって、前記タブリードの前記先端が前記表側接続電極と接するように傾斜させて成形することを特徴とする請求項9に記載のハンダ付け装置。
【請求項11】
前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱する前に、
前記タブリードと前記太陽電池セルとを重ね合わせた状態に仮止めする仮止め装置を更に備えていることを特徴とする請求項1ないし10の何れか1項に記載のハンダ付け装置。
【請求項12】
前記仮止め装置は、前記太陽電池セルの表側接続電極上に重ね合わせた前記タブリードを加熱することにより仮止めすることを特徴とする請求項11に記載のハンダ付け装置。
【請求項13】
前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部の溶融したハンダを、前記タブリードの長手方向における一方側から冷却する冷却部を更に備えていることを特徴とする請求項12に記載のハンダ付け装置。
【請求項14】
太陽電池セルとタブリードとをハンダ付けするハンダ付け方法であって、
前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱工程と、
前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け工程とを有することを特徴とするハンダ付け方法。
【請求項1】
太陽電池セルとタブリードとをハンダ付けするハンダ付け装置であって、
前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱部と、
前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け部とを備えていることを特徴とするハンダ付け装置。
【請求項2】
前記ハンダ付け部は、前記タブリードの長手方向に沿って配設された加熱体を備え、
前記加熱体が、前記太陽電池セルと前記タブリードとの重ね合わせ部に近接または接触することで、前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱することを特徴とする請求項1に記載のハンダ付け装置。
【請求項3】
前記加熱体は、前記タブリードを前記太陽電池セルに対して押圧する複数の押圧子を備えていることを特徴とする請求項2に記載のハンダ付け装置。
【請求項4】
前記太陽電池セルと前記タブリードとを前記予熱部および前記ハンダ付け部に搬送する搬送部を更に備え、
前記搬送部は、搬送している前記太陽電池セルを搬送ベルトに吸着して、前記タブリードを前記太陽電池セルと前記搬送ベルトとの間で挟むことにより、前記太陽電池セルと前記タブリードとを位置決めした状態で搬送することを特徴とする請求項1ないし3の何れか1項に記載のハンダ付け装置。
【請求項5】
前記搬送部は、搬送している前記タブリードの両側に位置する、前記搬送ベルトのセル吸着孔を介して、前記太陽電池セルを吸着することにより前記太陽電池セルを前記搬送ベルトに吸着することを特徴とする請求項4に記載のハンダ付け装置。
【請求項6】
前記搬送部は、前記搬送ベルトに載置された前記タブリードを前記搬送ベルトに吸着することにより、前記タブリードを前記搬送ベルトに対して位置決めすることを特徴とする請求項4または5に記載のハンダ付け装置。
【請求項7】
前記搬送部は、前記搬送ベルトに載置された前記タブリードの下側に位置する、前記搬送ベルトのタブリード吸着孔を介して、前記タブリードを吸着することにより前記タブリードを前記搬送ベルトに吸着することを特徴とする請求項6に記載のハンダ付け装置。
【請求項8】
前記搬送部は、前記タブリードのハンダの溶融が開始する直前まで、搬送している前記タブリードを吸着することを特徴とする請求項7に記載のハンダ付け装置。
【請求項9】
前記タブリードを供給するタブリード供給部を更に備え、
前記タブリード供給部は、前記タブリードを前記タブリードが前記太陽電池セルの表側接続電極に接続される側と前記タブリードが前記太陽電池セルの裏側接続電極に接続される側との間に段差を有するように曲げ成形することを特徴とする請求項1ないし8の何れか1項に記載のハンダ付け装置。
【請求項10】
前記タブリード供給部は、前記タブリードを、前記タブリードが前記太陽電池セルの表側接続電極に接続される側において前記タブリードの先端に向かうにしたがって、前記タブリードの前記先端が前記表側接続電極と接するように傾斜させて成形することを特徴とする請求項9に記載のハンダ付け装置。
【請求項11】
前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱する前に、
前記タブリードと前記太陽電池セルとを重ね合わせた状態に仮止めする仮止め装置を更に備えていることを特徴とする請求項1ないし10の何れか1項に記載のハンダ付け装置。
【請求項12】
前記仮止め装置は、前記太陽電池セルの表側接続電極上に重ね合わせた前記タブリードを加熱することにより仮止めすることを特徴とする請求項11に記載のハンダ付け装置。
【請求項13】
前記ハンダ付け部により前記太陽電池セルと前記タブリードとの重ね合わせ部の溶融したハンダを、前記タブリードの長手方向における一方側から冷却する冷却部を更に備えていることを特徴とする請求項12に記載のハンダ付け装置。
【請求項14】
太陽電池セルとタブリードとをハンダ付けするハンダ付け方法であって、
前記太陽電池セルと前記タブリードとを重ね合わせた状態で、前記太陽電池セルと前記タブリードとをハンダ融点以下の温度に加熱する予熱工程と、
前記太陽電池セルと前記タブリードとの重ね合わせ部をハンダ融点よりも高い温度に加熱するハンダ付け工程とを有することを特徴とするハンダ付け方法。
【図1A】


【図1B】

【図1C】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図1B】
【図1C】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−88165(P2011−88165A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−241758(P2009−241758)
【出願日】平成21年10月20日(2009.10.20)
【出願人】(709002303)日清紡メカトロニクス株式会社 (43)
【出願人】(509045313)日清紡アルプステック株式会社 (6)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月20日(2009.10.20)
【出願人】(709002303)日清紡メカトロニクス株式会社 (43)
【出願人】(509045313)日清紡アルプステック株式会社 (6)
【Fターム(参考)】
[ Back to top ]