
ハードコートフィルムの製造方法、偏光板および画像表示装置
【課題】基材フィルム上に積層された紫外線硬化性樹脂組成物の硬化物層からなるハードコート層を備えるハードコートフィルムであって、優れた硬度を有するハードコートフィルムを製造するための方法を提供する。
【解決手段】基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から第一の紫外線を照射する第一硬化工程と、塗工層と鋳型とを分離した後、塗工層側から第二の紫外線を照射する第二硬化工程とをこの順で含み、第一の紫外線のUVAにおける最大照度が第二の紫外線のUVAにおける最大照度よりも低いハードコートフィルムの製造方法、および当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置である。
【解決手段】基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から第一の紫外線を照射する第一硬化工程と、塗工層と鋳型とを分離した後、塗工層側から第二の紫外線を照射する第二硬化工程とをこの順で含み、第一の紫外線のUVAにおける最大照度が第二の紫外線のUVAにおける最大照度よりも低いハードコートフィルムの製造方法、および当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハードコートフィルムの製造方法に関し、より詳しくは、基材フィルム上に積層されたハードコート層を備えるハードコートフィルムの製造方法に関する。また本発明は、当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイパネル、ブラウン管(陰極線管:CRT)ディスプレイ、有機エレクトロルミネッセンス(EL)ディスプレイなどの画像表示装置には、様々な外力に起因する傷付きを防止するために、多くの場合、ハードコートフィルムが設けられている。そして、このようなハードコートフィルムには、外光の映り込みを防止する観点から、光学多層膜による干渉を利用した無反射処理や、表面に微細な凹凸を形成することにより入射光を散乱させて映り込み像をぼかす防眩処理が施されるのが一般的である。無反射処理を施したハードコートフィルム(無反射フィルム)は、均一な光学膜厚の多層膜を形成する必要があるため、コスト高になる。これに対して、防眩処理を施したハードコートフィルム(防眩フィルム)は、比較的安価に製造することができるため、テレビ等の大型ディスプレイやパーソナルコンピュータのモニタなどの用途に広く用いられている。
【0003】
表面に微細な凹凸を形成した防眩フィルムは、たとえば、微粒子を分散させた樹脂溶液を基材フィルム上に膜厚を調整して塗布し、該微粒子を塗布膜表面に露出させることでランダムな表面凹凸を基材フィルム上に形成する方法などによって製造されている。
【0004】
微粒子を含有させずに、透明樹脂層の表面に形成された微細な凹凸だけで防眩性を発現させた防眩フィルムも知られており、たとえば、特開平6−34961号公報(特許文献1)には、所望の凹凸形状を反転させた形状を有するロール凹版(エンボスロール)の凹部に電離放射線硬化性樹脂を充填し、充填された樹脂にロール凹版の回転方向に同期して走行する基材フィルムを接触させ、基材フィルムがロール凹版に接触しているときに、ロール凹版と基材フィルムとの間にある樹脂を電離放射線の照射により硬化させるとともに、硬化樹脂と基材フィルムとを密着させた後、硬化樹脂と基材フィルムとの積層体をロール凹版から剥離する方法が開示されている。
【0005】
また、エンボスプロセスを用いる別の方法として、たとえば、特開2007−76089号公報(特許文献2)には、あらかじめ基材フィルムに紫外線硬化性樹脂を塗工し、樹脂塗工面を基材フィルムに同期して回転する凹凸型ローラ(エンボスロール)に密着させた状態で紫外線を照射して樹脂を硬化させ、ついで、硬化樹脂と基材フィルムとの積層体を凹凸型ローラから剥離する方法が開示されている。
【0006】
上記特許文献1および2に記載の方法においては、いずれもエンボスロールに硬化性樹脂と基材フィルムを密着させ、基材フィルム側から紫外線等の活性エネルギー線を照射することによって表面凹凸形状が付与されるが、ハードコートフィルムとしての硬度が必ずしも十分とはいえなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−34961号公報
【特許文献2】特開2007−76089号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記特許文献2には、硬化性樹脂を十分に硬化させる方法として、凹凸型ローラから硬化樹脂と基材フィルムとの積層体を剥離した後、さらに紫外線を照射して硬化を完全に行なうことを開示する。しかし、硬化性樹脂を完全に硬化させるための具体的方法や条件については記載されていない。
【0009】
そこで本発明は、基材フィルム上に積層された紫外線硬化性樹脂組成物の硬化物層からなるハードコート層を備えるハードコートフィルムであって、優れた硬度を有するハードコートフィルムを製造するための方法を提供することを目的とする。本発明はまた、当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から第一の紫外線を照射する第一硬化工程と、塗工層と鋳型とを分離した後、塗工層側から第二の紫外線を照射する第二硬化工程とをこの順で含むハードコートフィルムの製造方法を提供する。ここで、本発明の方法において、第一の紫外線のUVAにおける最大照度は、第二の紫外線のUVAにおける最大照度よりも低くされる。UVAとは、波長が320〜390nmの紫外線を指す。
【0011】
第一の紫外線のUVAにおける最大照度は、700mW/cm2以下であることが好ましい。
【0012】
基材フィルムとしては、たとえばセルロースアセテートフィルムを用いることができる。
【0013】
紫外線硬化性樹脂組成物は、380nm以上に吸収波長を有する重合開始剤を1種以上含むことが好ましい。所定の表面形状を有する鋳型としては、鏡面ロールやエンボスロールなどを用いることができる。表面凹凸形状を有するエンボスロールを用いることにより、ハードコート層が防眩層として機能する、防眩性を有するハードコートフィルムが提供される。
【0014】
また本発明は、偏光フィルムと、該偏光フィルム上に積層される、上記本発明の方法によって製造されたハードコートフィルムとを備える偏光板を提供する。さらに本発明は、上記本発明の方法によって製造されたハードコートフィルムを備える画像表示装置を提供する。
【発明の効果】
【0015】
本発明の方法により製造されたハードコートフィルムは、優れた硬度(鉛筆硬度)を有するため、外力に起因する傷付きを有効に防止することができる。また、製造時のエンボスロールへの樹脂の付着が防止できることから、工業的に有利に製造できる。
【図面の簡単な説明】
【0016】
【図1】本発明のハードコートフィルムの製造方法およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
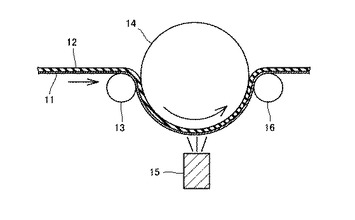
【図2】第一硬化工程およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
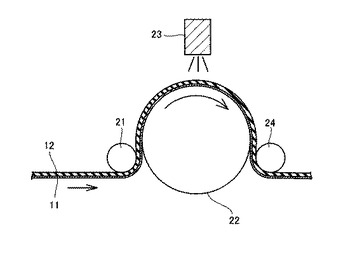
【図3】第二硬化工程およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
【発明を実施するための形態】
【0017】
<ハードコートフィルムの製造方法>
本発明のハードコートフィルムの製造方法は、下記工程:
基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程、
塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から紫外線を照射する第一硬化工程、および
塗工層と鋳型とを分離した後、塗工層側から紫外線を照射する第二硬化工程、
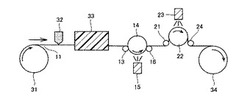
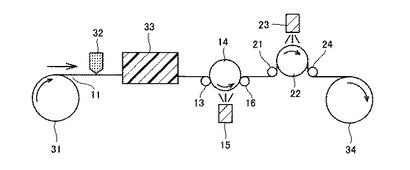
をこの順で含む。以下、図面を参照しながら、各工程について詳細に説明する。図1は、本発明のハードコートフィルムの製造方法およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。図2および図3はそれぞれ、第一、第二硬化工程およびこれらの工程に用いられる製造装置の好ましい一例を模式的に示す図であり、図1における第一、第二硬化工程のプロセスを拡大して示す図である。ただし、本発明は図1〜3に示される実施の形態に限定されるものではない。なお、図中の矢印は、フィルムの搬送方向またはロールの回転方向を示す。
【0018】
〔1〕塗工工程
図1を参照して、本工程では、フィルム巻き出し装置31に取り付けられた原反から、基材フィルム11を巻き出し、塗工装置32を用いて紫外線硬化性樹脂組成物を基材フィルム11上に塗工して、塗工層を形成する。紫外線硬化性樹脂組成物の基材フィルム上への塗工方法は特に制限されるものではなく、公知の方法を適宜選択できる。具体的には、ワイヤーバーコート法、ロールコート法、グラビアコート法、ナイフコート法、スロットダイコート法、スピンコート法、スプレーコート法、スライドコート法、カーテンコート法、インクジェット法等が挙げられる。なかでも、塗工時の紫外線硬化性樹脂組成物中への異物等の混入を極力防止する点から、スロットダイコート法が望ましい。
【0019】
(基材フィルム)
基材フィルムとしては、実質的に光学的な透明性を有するフィルムであって、紫外線硬化性樹脂を硬化させることができる紫外線を透過するものであれば特に制限されるものではなく、各種の透明樹脂フィルムを用いることができる。具体的には、トリアセチルセルロース、ジアセチルセルロース、セルロースアセテートプロピオネート等のセルロースアセテートなどのセルロース系樹脂;ポリカーボネート系樹脂;ポリアクリレート、ポリメチルメタクリレートなどの(メタ)アクリル系樹脂;ポリエチレンテレフタラート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリエチレン、ポリプロピレンなどの鎖状ポリオレフィン系樹脂;環状ポリオレフィン系樹脂;スチレン系樹脂;ポリサルフォン;ポリエーテルサルフォン;ポリ塩化ビニルなどからなるフィルムが例示される。以上の中でも、透明性、機械強度、熱安定性、低湿度透過性、等方性などの点からセルロースアセテート、ポリエチレンテレフタラート、ポリメチルメタクリレート等からなるフィルムが好ましく、透明性、機械強度の点からセルロースアセテートからなるフィルムがより好ましい。
【0020】
基材フィルムの厚みは、20μm以上250μm以下であることが好ましく、より好ましくは、30μm以上150μm以下である。基材フィルムの厚みが20μm未満である場合には、ハードコートフィルムとしての十分な硬度を得ることが難しいことがある。また、基材フィルムの厚みが250μmを上回ることは最近の画像表示装置の薄型化への要求およびコスト等の観点から好ましくない。ハードコートフィルム全体の厚みを薄くする観点からは、基材フィルムの厚みは150μm以下、さらには120μm以下とするのがより好ましい。
【0021】
また、基材フィルムの紫外線硬化性樹脂組成物の塗工面および/またはその反対側の表面には、帯電防止層や易接着層を設けてもよい。帯電防止層や易接着層は、紫外線硬化性樹脂組成物の塗工性や密着性を低下させるもの、あるいは必要以上の色づきや曇化を起こすもの、透過率を著しく低下させるものでない限り特に制限されず、従来公知のものを用いることができる。
【0022】
本発明の製造方法によって得られるハードコートフィルムを光学用途、特に液晶ディスプレイ(LCD)を構成する光学部材として(たとえば本発明の偏光板のように)使用する場合、偏光フィルムや液晶セルなどの光学部材を紫外線から保護するため、基材フィルムは、UV吸収剤を含有することが好ましい。
【0023】
(紫外線硬化性樹脂組成物)
本発明で用いる紫外線硬化性樹脂組成物は、紫外線の照射により重合、硬化する紫外線硬化性樹脂と、紫外線の照射によりラジカルを発生する重合開始剤とを少なくとも含有する。紫外線硬化性樹脂は、たとえば、多官能(メタ)アクリレート系化合物を含有するものであることができる。多官能(メタ)アクリレート系化合物とは、分子中に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物である。紫外線硬化性樹脂および重合開始剤は、市販品であってもよい。多くの場合、紫外線硬化性樹脂組成物は、紫外線硬化性樹脂、重合開始剤、その他必要に応じて添加された添加剤を含むものとして市販されている。
【0024】
多官能(メタ)アクリレート系化合物の具体例を挙げれば、たとえば、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、テトラメチロールメタンテトラ(メタ)アクリレート、ペンタグリセロールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリス((メタ)アクリロイルオキシエチル)イソシアヌレート;ホスファゼン化合物のホスファゼン環に(メタ)アクリロイルオキシ基が導入されたホスファゼン系(メタ)アクリレート化合物;分子中に少なくとも2個のイソシアネート基を有するポリイソシアネートと少なくとも1個の(メタ)アクリロイルオキシ基および水酸基を有するポリオール化合物との反応により得られるウレタン(メタ)アクリレート化合物;分子中に少なくとも2個のカルボン酸ハロゲン化物と少なくとも1個の(メタ)アクリロイルオキシ基および水酸基を有するポリオール化合物との反応により得られるポリエステル(メタ)アクリレート化合物;ならびに、上記各化合物の2量体、3量体などのようなオリゴマーなどである。これらの化合物はそれぞれ単独または2種以上を混合して用いられる。
【0025】
紫外線硬化性樹脂は、上記多官能(メタ)アクリレート系化合物のほかに、単官能(メタ)アクリレート系化合物を含有していてもよい。単官能(メタ)アクリレート系化合物としては、たとえば、ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレート、グリシジル(メタ)アクリレート等を挙げることができる。これらの化合物はそれぞれ単独または2種以上を混合して用いられる。単官能(メタ)アクリレート系化合物の含有量は、紫外線硬化性樹脂組成物の樹脂固形分中、10重量%以下であることが好ましい。
【0026】
また、紫外線硬化性樹脂は、重合性オリゴマーを含有していてもよい。重合性オリゴマーを含有させることにより、ハードコート層の硬度を調整することができる。重合性オリゴマーとしては、たとえば、末端(メタ)アクリレートポリメチルメタクリレート、末端スチリルポリ(メタ)アクリレート、末端(メタ)アクリレートポリスチレン、末端(メタ)アクリレートポリエチレングリコール、末端(メタ)アクリレートアクリロニトリル−スチレン共重合体、末端(メタ)アクリレートスチレン−メチル(メタ)アクリレート共重合体などのマクロモノマーを挙げることができる。重合性オリゴマーの含有量は、紫外線硬化性樹脂組成物の樹脂固形分中、5〜50重量%であることが好ましい。
【0027】
紫外線硬化性樹脂組成物に含有される重合開始剤としては、たとえば、アセトフェノン、アセトフェノンベンジルケタール、アントラキノン、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、カルバゾール、キサントン、4−クロロベンゾフェノン、4,4’−ジアミノベンゾフェノン、1,1−ジメトキシデオキシベンゾイン、3,3’−ジメチル−4−メトキシベンゾフェノン、チオキサントン、2,2−ジメトキシ−2−フェニルアセトフェノン、1−(4−ドデシルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モルフォリノプロパン−1−オン、トリフェニルアミン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、フェニルビス(2,4,6−トリメチルベンゾイル)−ホスフィンオキサイド、1−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、フルオレノン、フルオレン、ベンズアルデヒド、ベンゾインエチルエーテル、ベンゾイソプロピルエーテル、ベンゾフェノン、ミヒラーケトン、3−メチルアセトフェノン、3,3’,4,4’−テトラtert−ブチルパーオキシカルボニルベンゾフェノン(BTTB)、2−(ジメチルアミノ)−1−〔4−(モルフォリニル)フェニル〕−2−フェニルメチル)−1−ブタノン、4−ベンゾイル−4’−メチルジフェニルサルファイド、ベンジル、およびそれらの誘導体などが挙げられる。これらの重合開始剤は、単独で使用してもよいし、必要に応じて数種類を混合して用いてもよい。上記で例示した重合開始剤は、いずれも紫外線の照射によりラジカルを発生する光重合開始剤である。
【0028】
重合開始剤は色素増感剤と組み合わせて用いてもよい。色素増感剤としては、たとえば、キサンテン、チオキサンテン、クマリン、ケトクマリンなどが挙げられる。重合開始剤と色素増感剤との組み合わせとしては、たとえば、BTTBとキサンテンとの組み合わせ、BTTBとチオキサンテンとの組み合わせ、BTTBとクマリンとの組み合わせ、BTTBとケトクマリンとの組み合わせなどが挙げられる。
【0029】
重合開始剤の含有量は、紫外線硬化性樹脂に対して1〜10重量%の範囲が好ましく、3〜6重量%の範囲がより好ましい。重合開始剤の含有量が1重量%未満であると、十分に硬化反応が進行せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、優れた硬度を有するハードコートフィルムが得られない場合がある。また、重合開始剤の含有量が10重量%を超えると、紫外線硬化性樹脂の重合度が低下し、優れた硬度を有するハードコートフィルムが得られない場合がある。
【0030】
上述のように、基材フィルムはUV吸収剤を含有することが好ましく、通常UV吸収剤は、360〜380nm未満の波長の紫外線を吸収する。一方、本発明における第一硬化工程では、後で詳述するように、基材フィルム側から紫外線を照射して紫外線硬化性樹脂組成物を硬化させる。そのため、紫外線硬化性樹脂組成物に含まれる重合開始剤のうち少なくとも1種は、380nm以上に吸収波長を有することが望ましい。このような重合開始剤としては、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド(TPO)、フェニルビス(2,4,6−トリメチルベンゾイル)−ホスフィンオキサイド等が挙げられる。紫外線硬化性樹脂組成物に含まれる重合開始剤のすべてが、380nm未満に吸収波長を有する重合開始剤であると、第一硬化工程終了後も、紫外線硬化性樹脂の多くが未硬化のまま残る恐れがあり、このような未硬化の紫外線硬化性樹脂が基材フィルムを剥離した後も鋳型に付着したままになると、工程汚染や、鋳型の表面形状を正確に転写することを妨げることになるため好ましくない。
【0031】
ここで、「380nm以上に吸収波長を有する」とは、波長380nm以上の紫外線を照射した際に、重合反応の開始に必要十分な量のラジカルを発生し、重合開始剤として有効に機能する、という意味である。
【0032】
なお、基材フィルムに含まれるUV吸収剤として、より低波長側に吸収波長を有するUV吸収剤を用いることで、380nm以上に吸収波長を有さない重合開始剤のみを使用することが可能となる。このような手法は、本発明の製造方法によって得られるハードコートフィルムを、画像表示装置の視認側とは反対側、すなわちリア側(たとえば、液晶ディスプレイにおいては、液晶パネルのバックライト側)に配置する場合は有効である。しかしながら、ハードコートフィルムを画像表示装置の視認側、すなわちフロント側(たとえば、液晶ディスプレイにおいては、液晶パネルのフロント側)に配置する場合においては、偏光フィルムや液晶セルなどの光学部材を紫外線から保護する観点から、基材フィルムに360〜380nm未満の波長の紫外線を吸収するUV吸収剤を添加し、紫外線硬化性樹脂組成物に含まれる重合開始剤のうち少なくとも1種を、380nm以上に吸収波長を有する重合開始剤とすることが望ましい。
【0033】
紫外線硬化性樹脂組成物は、その塗工性を向上させるために、溶剤を含んでいてもよい。溶剤としては、たとえば、ヘキサン、オクタンなどの脂肪族炭化水素;トルエン、キシレンなどの芳香族炭化水素;エタノール、1−プロパノール、イソプロパノール、1−ブタノールなどのアルコール類;メチルエチルケトン、メチルイソブチルケトンなどのケトン類;酢酸エチル、酢酸ブチル、酢酸イソブチルなどのエステル類;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、ジエチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等のグリコールエーテル類;エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート等のエステル化グリコールエーテル類などの有機溶剤を用いることができる。これらの有機溶剤は、単独で用いてもよいし、必要に応じて数種類を混合して用いてもよい。塗工工程後、第一硬化工程の前に、溶剤を蒸発させて乾燥させることが好ましいため、溶剤の沸点は60〜160℃の範囲であることが好ましい。また、20℃における飽和蒸気圧は0.1〜20kPaの範囲であることが好ましい。溶剤の種類および含有量は、用いる紫外線硬化性樹脂の種類や含有量、基材フィルムの材質、形状、塗布方法、目的とするハードコート層の厚みなどに応じて適宜選択される。
【0034】
紫外線硬化性樹脂組成物には、ギラツキの低減等のために内部ヘイズを付与することを目的として、透光性微粒子を添加してもよい。透光性微粒子としては、特に限定されるものではなく従来公知のものが使用できる。たとえば、アクリル系樹脂、メラミン樹脂、ポリエチレン、ポリスチレン、有機シリコーン樹脂、アクリル−スチレン共重合体等からなる有機微粒子や、炭酸カルシウム、シリカ、酸化アルミニウム、炭酸バリウム、硫酸バリウム、酸化チタン、ガラス等からなる無機微粒子等を透光性微粒子として使用することができる。有機重合体のバルーンやガラス中空ビーズを使用することもできる。これらの透光性微粒子は、1種類を単独で使用してもよく、2種類以上を混合して使用してもよい。透光性微粒子の形状は、球状、扁平状、板状、針状、不定形状等のいずれであってもよい。
【0035】
透光性微粒子の粒子径や屈折率は特に制限されるものではないが、効果的に内部ヘイズを発現させる点から、粒子径は0.5〜20μmの範囲であることが好ましい。また、同様の理由から、紫外線硬化性樹脂の硬化後の屈折率と透光性微粒子の屈折率との差は0.04〜0.15の範囲であることが好ましい。透光性微粒子の含有量は、紫外線硬化性樹脂100重量部に対して3〜60重量部であり、好ましくは5〜50重量部である。透光性微粒子の含有量が、紫外線硬化性樹脂100重量部に対して3重量部未満では、ギラツキ低減のための十分な内部ヘイズが得られない。一方、60重量部を超えると、ハードコートフィルムの透明性が損なわれる場合があり、また、ハードコートフィルムを液晶表示装置の視認側表面に配置した場合、光散乱が強すぎるため、たとえば黒表示において、液晶パネルの正面方向に対して斜めに漏れ出してくる光がハードコート層により正面方向へ強く散乱されてしまう等の理由によりコントラストが低下する場合がある。
【0036】
紫外線硬化性樹脂組成物には、平滑性を向上させるためのレベリング剤、帯電防止性を発現させるための帯電防止剤、防汚性を発現させたり耐指紋付着性を発現させたりするための防汚剤等を添加してもよい。これらの添加剤は、紫外線硬化性樹脂の重合反応を阻害するものや、重合反応後の硬度や基材フィルムへの密着性を低下させない限り特に制限されるものではなく、従来公知のものを用いることができる。
【0037】
紫外線硬化性樹脂組成物が溶剤を含む場合、上記塗工工程の後、第一硬化工程の前に、溶剤を蒸発させて乾燥を行なう乾燥工程を設けることが好ましい。乾燥は、たとえば図1に示される例のように、紫外線硬化性樹脂組成物からなる塗工層を備える基材フィルム11を、乾燥炉33内を通過させることによって行なうことができる。乾燥温度は、使用する溶剤や基材フィルムの種類により適宜選択される。一般に20℃〜120℃の範囲であるが、これに限定されない。また、乾燥炉が複数ある場合は、乾燥炉毎に温度を変えてもよい。
【0038】
〔2〕第一硬化工程
本工程では、上記塗工工程および必要に応じて設けられた乾燥工程を経た基材フィルムと塗工層との積層体の塗工層表面に、所定の表面形状を有する鋳型を押し当て、これらを密着させた状態で、基材フィルム側から紫外線(以下、第一硬化工程において照射される紫外線を「第一の紫外線」と称する)を照射する。これにより、塗工層が硬化されるとともに、鋳型の表面形状が塗工層表面に転写される。なお、本発明においては、基材フィルム側から紫外線を照射する工程を「第一硬化工程」といい、「第一硬化工程」の後であって、塗工層側から紫外線を照射する工程を「第二硬化工程」という。
【0039】
塗工層と鋳型とを密着させる方法に特に制限はないが、塗工層と鋳型との間に気泡が混入し、欠陥となることを防止するため、ニップロール等の圧着装置を用いることが好ましい。ニップロールを用いる場合、ニップ圧に特に制限はないが、好ましくは0.05MPa以上、0.5MPa以下である。ニップ圧が0.05MPa未満であると、塗工層と鋳型との間に気泡が混入しやすくなる。一方、ニップ圧が0.5MPaを超えると、基材フィルムの搬送時のわずかなずれにより基材フィルムが破断したり、塗工層が基材フィルムの端部からはみ出して工程汚染の原因となる場合がある。
【0040】
第一の紫外線の光源としては、たとえば、低圧水銀ランプ、中圧水銀ランプ、高圧水銀ランプ、超高圧水銀ランプ、カーボンアークランプ、メタルハライドランプ、キセノンアークランプ等を用いることができるが、これらに限定されるものではなく、紫外線を発生する光源であれば特に制限はない。また、ArFエキシマレーザ、KrFエキシマレーザ、エキシマランプまたはシンクロトロン放射光等も用いることができる。なかでも、超高圧水銀ランプ、高圧水銀ランプ、低圧水銀ランプ、キセノンアークランプ、メタルハライドランプが好ましく利用できる。
【0041】
第一の紫外線を照射するための紫外線照射装置と光源の組み合わせの例としては、Fusion UV SYSTEMS社製UV照射装置「F600」または「LH10」と、Hバルブ(水銀ランプ相当)、DバルブまたはVバルブ(メタルハライドランプ相当)との組み合わせ;株式会社GSユアサ製「CSシリーズ」と、水銀ランプまたはメタルハライドランプとの組み合わせ;オーク製作所製「QRM−2288」または「QRM−2300」等のUV照射装置と、メタルハライドランプまたは高圧水銀ランプとの組み合わせ;ウシオ電機株式会社製「ユニキュアシステム」と、メタルハライドランプまたは高圧水銀ランプとの組み合わせが挙げられる。紫外線照射装置と光源は、同じ組み合わせのものを単独または複数用いてもよいし、異なる組み合わせのものを複数用いてもよい。
【0042】
ここで、本発明においては、第一硬化工程において照射される第一の紫外線のUVAにおける最大照度は、後述する第二硬化工程において照射される紫外線(以下、第二硬化工程において照射される紫外線を「第二の紫外線」と称する)のUVAにおける最大照度よりも低くされる。これにより、得られるハードコートフィルムの硬度(鉛筆硬度)を向上させることができる。第一の紫外線のUVAにおける最大照度が、第二の紫外線のUVAにおける最大照度と比較して大きいと、基材フィルムに熱皺が入ったり、熱ダメージを受けたりする。このような基材フィルムへのダメージがハードコートフィルムの硬度を低下させる一因であると考えられる。また、熱皺による外観不良も懸念される。なお、熱皺とは、紫外線を照射した際に、同時に放射される熱により、基材フィルムが熱収縮を起こすことが原因で発生する皺を指す。
【0043】
第一の紫外線のUVA(320〜390nmの波長範囲)における最大照度は、700mW/cm2以下であることが好ましい。これにより、硬度(鉛筆硬度)により優れたハードコートフィルムを得ることができる。UVAにおける最大照度が700mW/cm2を超えると、紫外線硬化性樹脂や基材フィルムにダメージを与える恐れがある。また、UVAにおける最大照度は、200mW/cm2以上であることが好ましく、300mW/cm2以上であることがより好ましい。200mW/cm2未満であると、紫外線硬化性樹脂が第一硬化工程において必要な程度まで十分に硬化せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、第二硬化工程による硬化によっても良好な硬度を有するハードコートフィルムが得られにくい傾向がある。
【0044】
第一の紫外線のUVAにおける積算光量は、好ましくは40mJ/cm2以上であり、より好ましくは70mJ/cm2以上である。積算光量が40mJ/cm2未満であると、紫外線硬化性樹脂が第一硬化工程において必要な程度まで十分に硬化せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、第二硬化工程による硬化によっても良好な硬度を有するハードコートフィルムが得られにくい傾向がある。一方、積算光量の上限については特に制限はない。
【0045】
第一硬化工程における第一の紫外線の照射は、1回のみであってもよく、2回以上行なってもよい。また、第一硬化工程において用いられる紫外線照射装置や光源の数に特に制限はなく、1灯のみであってもよいし、2灯以上であってもよい。ただし、たとえば2灯以上の光源を設けて、第一の紫外線の照射を2回以上行なう場合、十分に高い硬度を付与するために、すべての第一の紫外線のUVAにおける最大照度を、第二の紫外線のUVAにおける最大照度よりも低くする必要がある。また、第一の紫外線の照射を2回以上行なう場合、より優れた硬度を有するハードコートフィルムを得るために、すべての第一の紫外線のUVAにおける最大照度は、それぞれ700mW/cm2以下であることが好ましい。なお、第一の紫外線の照射を2回以上行なう場合、上記積算光量は、各第一の紫外線についての上記積算光量の合計値である。
【0046】
第一の紫外線が照射された後、塗工層と鋳型とは、第二硬化工程前に分離される。分離方法としては、特に制限されないが、たとえば、鋳型がロール形状である場合には、フィルム(基材フィルムと塗工層との積層体)と鋳型との分離点にニップロール等の圧着装置を設置し、この圧着装置を支点に鋳型からフィルムを剥離する方法が好ましく用いられる。これにより、第一の紫外線の照射中にフィルムが鋳型から剥がれることが効果的に防止され、鋳型とフィルムとの密着状態が維持されるとともに、上記支点に到達したフィルムを効率的かつ安定的に剥離することが可能となる。
【0047】
図1および図2に示される第一硬化工程の好適な例について説明する。この例では、基材フィルム11上の紫外線硬化性樹脂組成物からなる塗工層12が、入口側ニップロール13によりロール形状の鋳型14に圧着される。次に、紫外線照射装置15を用いて、基材フィルム11側から第一の紫外線を照射して塗工層12中の紫外線硬化性樹脂を硬化させる。最後に、出口側ニップロール16を支点として、基材フィルム11と硬化した塗工層12とからなる積層体を鋳型14から剥離する。
【0048】
次に、第一硬化工程で用いられる鋳型について説明する。鋳型は、ハードコート層表面に所望の形状を付与するためのものであり、当該所望の形状の転写構造からなる表面形状を有している。鋳型の表面形状は、鏡面等の平滑面であってもよいし、ハードコートフィルムに防眩性を付与するための凹凸形状であってもよい。凹凸形状のパターンは、規則的なパターンであってもよいし、ランダムパターン、あるいは特定サイズの1種類以上のランダムパターンを敷き詰めた、擬似ランダムパターンであってもよいが、ハードコートフィルムの表面形状に起因する反射光の干渉により、反射像が虹色に色づくことを防止する点から、ランダムパターンまたは擬似ランダムパターンであることが好ましい。
【0049】
鋳型の形状は特に制限されるものではなく、平板状であってもよいし、円柱状または円筒状のロールであってもよいが、連続生産性の点から、鏡面ロールやエンボスロール等の、円柱状または円筒状の鋳型であることが好ましい。この場合、円柱状または円筒状の鋳型の側面に所定の表面形状が形成される。
【0050】
鋳型の基材の材質は特に制限されるものではなく、金属、ガラス、カーボン、樹脂、あるいはそれらの複合体から適宜選択できるが、加工性等の点から金属が好ましい。好適に用いられる金属材料としては、コストの観点からアルミニウム、鉄、またはアルミニウムもしくは鉄を主体とする合金などが挙げられる。
【0051】
鋳型は、公知の方法によって製造することができる。公知の方法としては、たとえば、基材を研磨し、サンドブラスト加工を施した後、無電解ニッケルめっきを施してロール金型を作製する方法(特開2006−53371号公報);基材に銅めっきまたはニッケルめっきを施した後、研磨し、サンドブラスト加工を施した後、クロムめっきを施す方法(特開2007−187952号公報);銅めっきまたはニッケルめっきを施した後、研磨し、サンドブラスト加工を施した後、エッチング工程または銅めっき工程を施し、ついでクロムめっきを施す方法(特開2007−237541号公報);金型用基材の表面に銅めっきまたはニッケルめっきを施した後、研磨し、研磨された面に感光性樹脂膜を塗布形成し、該感光性樹脂膜上にパターンを露光した後、現像し、現像された感光性樹脂膜をマスクとして用いてエッチング処理を行ない、感光性樹脂膜を剥離し、さらにエッチング処理を行ない、凹凸面を鈍らせた後、形成された凹凸面にクロムめっきを施す方法;および、旋盤等の工作機械を用いて、切削工具により鋳型となる基材を切削する方法(WO2007/077892号パンフレット)等が挙げられる。
【0052】
ランダムパターンまたは擬似ランダムパターンからなる鋳型の表面凹凸形状は、たとえば、FMスクリーン法、DLDS(Dynamic Low−Discrepancy Sequence)法、ブロック共重合体のミクロ相分離パターンを利用する方法またはバンドパスフィルター法等によって生成させたランダムパターンデータを感光性樹脂膜上に露光、現像し、現像された感光性樹脂膜をマスクとして用いてエッチング処理を行なうことにより形成することができる。
【0053】
鋳型は、第一の紫外線の照射により、基材フィルム、紫外線硬化性樹脂、鋳型等が過度に加熱されて熱ダメージを受けることを防ぐため、冷却機構を備えることが好ましい。冷却機構としては、たとえば、鋳型の内部に冷却管を設け、鋳型内部の冷却管と外部に設置したチラーユニットとを接続し、冷媒を循環させる構造が挙げられる。冷却機構により、鋳型は、その表面温度が10〜70℃となるように冷却されることが好ましく、20〜60℃となるように冷却されることがより好ましい。10℃以下では紫外線硬化性樹脂組成物の粘度が上昇し、特定の表面形状が正確に転写できなくなる恐れがあり、70℃を超えると、鋳型を構成する金属や基材フィルムが熱ダメージにより劣化する恐れがある。
【0054】
〔3〕第二硬化工程
本工程では、鋳型から分離された基材フィルムと塗工層との積層体に対し、塗工層側から第二の紫外線を照射する。これにより、紫外線硬化性樹脂の硬化反応がさらに促進される。
【0055】
第二の紫外線の光源としては、たとえば、低圧水銀ランプ、中圧水銀ランプ、高圧水銀ランプ、超高圧水銀ランプ、カーボンアークランプ、メタルハライドランプ、キセノンアークランプ等を用いることができるが、これらに限定されるものではなく、紫外線を発生する光源であれば特に制限はない。また、ArFエキシマレーザ、KrFエキシマレーザ、エキシマランプまたはシンクロトロン放射光等も用いることができる。なかでも、超高圧水銀ランプ、高圧水銀ランプ、低圧水銀ランプ、キセノンアークランプ、メタルハライドランプが好ましく利用できる。紫外線照射装置と光源は、同じ組み合わせのものを単独または複数用いてもよいし、異なる組み合わせのものを複数用いてもよい。
【0056】
なお、第二の紫外線の照射装置や光源の種類は、上記第一の紫外線と異なっていてもよい。たとえば、第一硬化工程ではメタルハライドランプを使用し、第二硬化工程では高圧水銀ランプを使用してもよい。ただし、その場合でも、第一の紫外線のUVAにおける最大照度は、第二の紫外線のUVAにおける最大照度よりも低くする必要がある。
【0057】
第二の紫外線のUVAにおける最大照度は、300〜2000mW/cm2の範囲であることが好ましい。当該最大照度は、より好ましくは400〜2000mW/cm2の範囲である。第二の紫外線のUVAにおける最大照度を、第一の紫外線のUVAにおける最大照度より高くするとともに、上記範囲内に設定することにより、基材フィルムにダメージを与えることなく、塗工層を十分に硬化させることでき、優れた硬度を有するハードコートフィルムを得ることができる。UVAにおける最大照度が2000mW/cm2を超えると、基材フィルムにダメージを与える恐れがある。一方、300mW/cm2未満であると、紫外線硬化性樹脂の硬化が十分に促進されない恐れがある。
【0058】
第二の紫外線のUVAにおける積算光量は、好ましくは300mJ/cm2以上であり、より好ましくは400mJ/cm2以上である。積算光量が300mJ/cm2未満であると、紫外線硬化性樹脂の硬化が十分に促進されない恐れがある。一方、積算光量の上限については特に制限はない。
【0059】
第二硬化工程における第二の紫外線の照射は、1回のみであってもよく、2回以上行なってもよい。また、第二硬化工程において用いられる紫外線照射装置や光源の数に特に制限はなく、1灯のみであってもよいし、2灯以上であってもよい。ただし、紫外線硬化性樹脂に十分に高い硬度を付与するために、少なくとも1灯以上の第二の紫外線のUVAにおける最大照度を第一の紫外線のUVAにおける最大波長よりも高くする必要がある。第二の紫外線同士の照度の強弱は特に限定されない。また、第二の紫外線の照射を2回以上行なう場合、より優れた硬度を有するハードコートフィルムを得るために、第二の硬化工程における紫外線照射装置のうち少なくとも1灯は、UVAにおける最大照度が、第一の紫外線のUVAにおける最大照度よりも高く、かつその最大照度が300〜2000mW/cm2の範囲であることが好ましい。なお、第二の紫外線の照射を2回以上行なう場合、上記積算光量は、各第二の紫外線についての上記積算光量の合計値である。
【0060】
第二硬化工程では、紫外線硬化性樹脂の硬化が酸素によって阻害されることを防止するため、基材フィルムおよび塗工層からなる積層体と照射装置との間は不活性ガスを充填することが好ましい。不活性ガスは、窒素、アルゴン、ネオン等から適宜選択されるが、取り扱いの簡易性やコストの点から窒素が好ましい。また、その際の酸素濃度は0.1%以下が好ましい。
【0061】
第二硬化工程における第二の紫外線の具体的な照射方法に特に制限はなく、たとえば、バックアップロール等のロール上に基材フィルムを密着させた状態で照射してもよいし、ガイドロールとガイドロールとの間の中空部分に紫外線照射装置を設置して照射してもよい。また、第二の紫外線の照射を2回以上行なう場合、照射方法はそれぞれ同じであってもよく、異なる照射方法であってもよい。たとえば、1回目および2回目ともに、バックアップロールを使用して紫外線を照射してもよいし、1回目はバックアップロールを使用して紫外線を照射し、2回目はガイドロールとガイドロールとの間の中空部分に紫外線照射装置を設置して紫外線を照射するようにしてもよい。
【0062】
上記照射方法のなかでも、紫外線による基材フィルムへの熱ダメージや熱皺の発生を防止するため、冷却機構を備えたバックアップロールを使用する照射方法が好ましい。冷却されたバックアップロールの表面温度は一般に10℃〜70℃の範囲であり、好ましくは20℃〜60℃の範囲である。バックアップロールを使用する場合、第二硬化工程の入口側、あるいは入口側と出口側の両方に基材フィルムに皺が入ることを防ぐための皺とり装置を設置してもよい。
【0063】
図1および図3に示される第二硬化工程の好適な例について説明する。この例では、バックアップロール22が使用されており、第一硬化工程を経た基材フィルム11と塗工層12とからなる積層体は、入口側皺とりロール21を経由した後、バックアップロール22に到達する。次に、紫外線照射装置23より、塗工層12側から第二の紫外線を照射し、紫外線硬化性樹脂の硬化反応を促進させる。その後、バックアップロール22を離れ、出口側の皺とりロール24を経由し、通常、フィルム巻き取り装置34によって巻き取られる。
【0064】
また、ハードコート層や基材フィルムを保護するため、第二硬化工程後、巻き取りの前に、必要に応じて、基材フィルムと紫外線硬化性樹脂との積層体の片面または両面に保護フィルムを貼合してもよい。
【0065】
上記のようにして得られるハードコートフィルムのハードコート層上にさらに低反射膜を形成してもよい。ハードコートフィルムの最表面に低反射膜を設けることにより、反射による外光の映り込みをより低減することができる。低反射膜は、ハードコート層の上に、それよりも屈折率の低い低屈折率材料の層を1層または複数層設けることにより形成できる。そのような低屈折率材料として、具体的には、フッ化リチウム(LiF)、フッ化マグネシウム(MgF2)、フッ化アルミニウム(AlF3)、氷晶石(3NaF・AlF3またはNa3AlF6)等の無機材料微粒子を、アクリル系樹脂やエポキシ系樹脂等に含有させた無機系低反射材料;フッ素系またはシリコーン系の有機化合物、熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂等の有機低反射材料を挙げることができる。低反射膜の厚みは、通常0.01〜0.2μm、好ましくは0.08〜0.12μmである。
【0066】
<偏光板>
本発明の偏光板は、偏光フィルムと、該偏光フィルム上に積層される、上記本発明の方法によって製造されたハードコートフィルムとを備えるものである。偏光フィルムは、入射光から直線偏光を取り出す機能を有するものであって、その種類は特に限定されない。好適な偏光フィルムの例として、ポリビニルアルコール系樹脂に二色性色素が吸着配向している偏光フィルムを挙げることができる。ポリビニルアルコール系樹脂としては、酢酸ビニルのケン化物であるポリビニルアルコールのほか、部分ホルマール化ポリビニルアルコール、エチレン/酢酸ビニル共重合体のケン化物などが挙げられる。二色性色素としては、ヨウ素または二色性の有機染料が用いられる。また、ポリビニルアルコールの脱水処理物やポリ塩化ビニルの脱塩酸処理物等のポリエン配向フィルムも、偏光フィルムとなり得る。偏光フィルムの厚さは通例5〜80μm程度である。
【0067】
本発明の偏光板は、上記偏光フィルムの片面または両面(通常は片面である)に本発明の方法によって製造されたハードコートフィルムを積層したものであってもよく、上記偏光フィルムの一方の面に透明保護層を積層し、他方の面に本発明の方法によって製造されたハードコートフィルムを積層したものであってもよい。この際、ハードコートフィルムは、偏光フィルムの透明保護層としての機能も有する。ハードコートフィルムのハードコート層に表面凹凸形状が付与されている場合、このハードコート層は防眩層としての機能も有する。透明保護層は、フィルムを、接着剤等を用いて貼合する方法や塗工液を塗布する方法などによって積層される。同様に、本発明の方法によって製造されたハードコートフィルムは、接着剤等を用いて偏光フィルムに貼合することができる。
【0068】
透明保護層は、透明性や機械強度、熱安定性、水分遮蔽性、等方性などに優れるものであることが好ましく、このようなものとしては、たとえば、トリアセチルセルロース、ジアセチルセルロース、セルロースアセテートプロピオネート等のセルロースアセテートなどのセルロース系樹脂;ポリカーボネート系樹脂;ポリアクリレート、ポリメチルメタクリレートなどの(メタ)アクリル系樹脂;ポリエチレンテレフタラート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリエチレン、ポリプロピレンなどの鎖状ポリオレフィン系樹脂;環状ポリオレフィン系樹脂;スチレン系樹脂;ポリサルフォン;ポリエーテルサルフォン;ポリ塩化ビニルなどからなるフィルムが例示される。これらのフィルムは、光学的に等方性のものであってもよいし、画像表示装置に組み込んだ際の視野角の補償を目的として、光学的に異方性を持つものであってもよい。
【0069】
本発明の偏光板を液晶セル上に配置して液晶パネルを製造する場合、本発明の偏光板のハードコート層(または防眩層)は、液晶セルの片面あるいは両面に偏光板を設置した際の、液晶セルから見て外側に配置される。このとき、ハードコート層は、視認側に配してもよいし、バックライト側に配してもよいし、あるいはその両方に配してもよい。ハードコート層を視認側に配した場合、ハードコート層は、外力に起因する傷等を防止するとともに、防眩層としても機能する場合にはギラツキや外光の映りこみを防止する。一方、ハードコート層をバックライト側に配した場合は、液晶ディスプレイの組立工程において発生し得る外力に起因する傷、たとえば拡散板等への接触に伴う傷を防止するとともに、防眩層としても機能する場合には、バックライトから液晶パネルに入射する光に対して、モアレ等を防止する拡散板の役割を果たす。
【0070】
なお、本発明の偏光板は、上述の低反射膜をハードコート層上に有していてもよい。
<画像表示装置>
本発明の画像表示装置は、本発明の方法によって製造されたハードコートフィルムと、種々の情報を画面に映し出す画像表示装置とを組み合わせたものである。本発明の画像表示装置において、画像表示装置の種類は特に限定されず、上記液晶パネルを使用した液晶ディスプレイ(LCD)のほか、ブラウン管(陰極線管:CRT)ディスプレイ、プラズマディスプレイ(PDP)、電解放出ディスプレイ(FED)、表面伝導型電子放出素子ディスプレイ(SED)、有機ELディスプレイ、レーザーディスプレイ、プロジェクタテレビのスクリーン等が挙げられる。通常、本発明に係るハードコートフィルムは、これらのディスプレイの画像表示素子の視認側表面に配置されるが、液晶パネルのバックライト側に配置される場合のように、画像表示装置の内部に組み込まれてもよい。本発明の画像表示装置は、本発明に係るハードコートフィルムを備えたものであるため、傷付きが生じにくく、優れた強度を有する。
【実施例】
【0071】
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0072】
[実施例1]
以下の成分を混合して、紫外線硬化性樹脂組成物を調製した。
【0073】
・紫外線硬化性樹脂:商品名「GRANDIC PC−1133」(DIC(株)製、ウレタンアクリレート系樹脂、樹脂固形分濃度:55重量%、希釈溶剤:酢酸エチル、酢酸ブチル)
・重合開始剤:商品名「ルシリンTPO」(BASF社製、化学名:2,4,6−トリメチルベンゾイルジフェニルフォスフィンオキサイド、極大吸収波長380〜385nm)
紫外線硬化性樹脂組成物の樹脂固形分に対して0.6重量%、
・重合開始剤:商品名「ダロキュア1173」(Ciba Specialty Chemicals、極大吸収波長325nm)
紫外線硬化性樹脂組成物の樹脂固形分に対して5.4重量%。
【0074】
厚さ80μmのトリアセチルセルロース(TAC)フィルム(商品名「TDY80UL」、富士フイルム(株)製)の片面に、バーコーターを用いて乾燥後の膜厚が20μmとなるように、上記紫外線硬化性樹脂組成物を塗工し、60℃に設定した乾燥機中で3分間乾燥させた。ついで、得られたTACフィルムと紫外線硬化性樹脂組成物の塗工層との積層体を、表面が平滑なガラス板に、塗工層がガラス板側となるようにゴムロールで押し付けて密着させた。この状態で、積層体に対して、TACフィルム側から、紫外線照射装置としてFusion社製UV照射装置「F600」と、光源としてDバルブを用いて紫外線を1回照射し、塗工層を硬化させた(第一硬化工程)。第一硬化工程で用いた紫外線は、UVAにおける最大照度が450mW/cm2であり、UVAにおける積算光量が120mJ/cm2となるように照射した。
【0075】
次に、TACフィルムを、硬化させた塗工層ごとガラス板から剥離した後、積層体に対して、塗工層側から、紫外線照射装置としてFusion社製UV照射装置「F600」と、光源としてHバルブを用いて、紫外線を1回照射し、さらに同じ紫外線をもう1回照射して、ハードコートフィルムを作製した(第二硬化工程)。第二硬化工程で用いた紫外線は、UVAにおける最大照度が900mW/cm2であり、UVAにおける積算光量が積算光量が2回の照射の合計で580mJ/cm2となるように照射した。なお、紫外線の照度および積算光量は、EIT社製「UV POWER PUCK II」を用いて測定した。
【0076】
[実施例2〜3および比較例1〜2]
第一および第二硬化工程で用いた紫外線のUVAにおける最大照度およびUVAにおける積算光量(第二硬化工程で用いた紫外線において、積算光量は2回の照射の合計である)を表1のように変更したこと以外は、実施例1と同様にしてハードコートフィルムを作製した。
【0077】
[ハードコートフィルムの硬度の測定]
得られたハードコートフィルムについて、鉛筆引っ掻き試験を行ない、ハードコートフィルムの鉛筆硬度を測定した。JIS S6006に規定される各硬度の試験用鉛筆を用いて、JIS K5400に準拠し、4.9Nの荷重にて、ハードコート層表面に対し、鉛筆硬度評価試験をそれぞれ5回行ない、5回中4回以上傷が入らなかったときの鉛筆の硬度をハードコートフィルムの鉛筆硬度とした。結果を表1に示す。
【0078】
【表1】

【0079】
表1より、第一硬化工程において基材フィルム(TACフィルム)側から照射する紫外線のUVAにおける最大照度が、第二硬化工程において塗工層側から照射する紫外線のUVAにおける最大照度より低い場合、良好な鉛筆硬度が得られることがわかる。特に、第一硬化工程において基材フィルム側から照射する紫外線のUVAにおける最大照度が700mW/cm2以下の場合には、鉛筆硬度により優れるハードコートフィルムが得られることがわかる。
【0080】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0081】
11 基材フィルム、12 塗工層、13 入口側ニップロール、14 鋳型、15 紫外線照射装置、16 出口側ニップロール、21 入口側皺とりロール、22 バックアップロール、23 紫外線照射装置、24 出口側皺取りロール、31 フィルム巻き出し装置、32 塗工装置、33 乾燥炉、34 フィルム巻き取り装置。
【技術分野】
【0001】
本発明は、ハードコートフィルムの製造方法に関し、より詳しくは、基材フィルム上に積層されたハードコート層を備えるハードコートフィルムの製造方法に関する。また本発明は、当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイパネル、ブラウン管(陰極線管:CRT)ディスプレイ、有機エレクトロルミネッセンス(EL)ディスプレイなどの画像表示装置には、様々な外力に起因する傷付きを防止するために、多くの場合、ハードコートフィルムが設けられている。そして、このようなハードコートフィルムには、外光の映り込みを防止する観点から、光学多層膜による干渉を利用した無反射処理や、表面に微細な凹凸を形成することにより入射光を散乱させて映り込み像をぼかす防眩処理が施されるのが一般的である。無反射処理を施したハードコートフィルム(無反射フィルム)は、均一な光学膜厚の多層膜を形成する必要があるため、コスト高になる。これに対して、防眩処理を施したハードコートフィルム(防眩フィルム)は、比較的安価に製造することができるため、テレビ等の大型ディスプレイやパーソナルコンピュータのモニタなどの用途に広く用いられている。
【0003】
表面に微細な凹凸を形成した防眩フィルムは、たとえば、微粒子を分散させた樹脂溶液を基材フィルム上に膜厚を調整して塗布し、該微粒子を塗布膜表面に露出させることでランダムな表面凹凸を基材フィルム上に形成する方法などによって製造されている。
【0004】
微粒子を含有させずに、透明樹脂層の表面に形成された微細な凹凸だけで防眩性を発現させた防眩フィルムも知られており、たとえば、特開平6−34961号公報(特許文献1)には、所望の凹凸形状を反転させた形状を有するロール凹版(エンボスロール)の凹部に電離放射線硬化性樹脂を充填し、充填された樹脂にロール凹版の回転方向に同期して走行する基材フィルムを接触させ、基材フィルムがロール凹版に接触しているときに、ロール凹版と基材フィルムとの間にある樹脂を電離放射線の照射により硬化させるとともに、硬化樹脂と基材フィルムとを密着させた後、硬化樹脂と基材フィルムとの積層体をロール凹版から剥離する方法が開示されている。
【0005】
また、エンボスプロセスを用いる別の方法として、たとえば、特開2007−76089号公報(特許文献2)には、あらかじめ基材フィルムに紫外線硬化性樹脂を塗工し、樹脂塗工面を基材フィルムに同期して回転する凹凸型ローラ(エンボスロール)に密着させた状態で紫外線を照射して樹脂を硬化させ、ついで、硬化樹脂と基材フィルムとの積層体を凹凸型ローラから剥離する方法が開示されている。
【0006】
上記特許文献1および2に記載の方法においては、いずれもエンボスロールに硬化性樹脂と基材フィルムを密着させ、基材フィルム側から紫外線等の活性エネルギー線を照射することによって表面凹凸形状が付与されるが、ハードコートフィルムとしての硬度が必ずしも十分とはいえなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−34961号公報
【特許文献2】特開2007−76089号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記特許文献2には、硬化性樹脂を十分に硬化させる方法として、凹凸型ローラから硬化樹脂と基材フィルムとの積層体を剥離した後、さらに紫外線を照射して硬化を完全に行なうことを開示する。しかし、硬化性樹脂を完全に硬化させるための具体的方法や条件については記載されていない。
【0009】
そこで本発明は、基材フィルム上に積層された紫外線硬化性樹脂組成物の硬化物層からなるハードコート層を備えるハードコートフィルムであって、優れた硬度を有するハードコートフィルムを製造するための方法を提供することを目的とする。本発明はまた、当該製造方法により得られるハードコートフィルムを用いた偏光板および画像表示装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から第一の紫外線を照射する第一硬化工程と、塗工層と鋳型とを分離した後、塗工層側から第二の紫外線を照射する第二硬化工程とをこの順で含むハードコートフィルムの製造方法を提供する。ここで、本発明の方法において、第一の紫外線のUVAにおける最大照度は、第二の紫外線のUVAにおける最大照度よりも低くされる。UVAとは、波長が320〜390nmの紫外線を指す。
【0011】
第一の紫外線のUVAにおける最大照度は、700mW/cm2以下であることが好ましい。
【0012】
基材フィルムとしては、たとえばセルロースアセテートフィルムを用いることができる。
【0013】
紫外線硬化性樹脂組成物は、380nm以上に吸収波長を有する重合開始剤を1種以上含むことが好ましい。所定の表面形状を有する鋳型としては、鏡面ロールやエンボスロールなどを用いることができる。表面凹凸形状を有するエンボスロールを用いることにより、ハードコート層が防眩層として機能する、防眩性を有するハードコートフィルムが提供される。
【0014】
また本発明は、偏光フィルムと、該偏光フィルム上に積層される、上記本発明の方法によって製造されたハードコートフィルムとを備える偏光板を提供する。さらに本発明は、上記本発明の方法によって製造されたハードコートフィルムを備える画像表示装置を提供する。
【発明の効果】
【0015】
本発明の方法により製造されたハードコートフィルムは、優れた硬度(鉛筆硬度)を有するため、外力に起因する傷付きを有効に防止することができる。また、製造時のエンボスロールへの樹脂の付着が防止できることから、工業的に有利に製造できる。
【図面の簡単な説明】
【0016】
【図1】本発明のハードコートフィルムの製造方法およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
【図2】第一硬化工程およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
【図3】第二硬化工程およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。
【発明を実施するための形態】
【0017】
<ハードコートフィルムの製造方法>
本発明のハードコートフィルムの製造方法は、下記工程:
基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程、
塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、基材フィルム側から紫外線を照射する第一硬化工程、および
塗工層と鋳型とを分離した後、塗工層側から紫外線を照射する第二硬化工程、
をこの順で含む。以下、図面を参照しながら、各工程について詳細に説明する。図1は、本発明のハードコートフィルムの製造方法およびこれに用いられる製造装置の好ましい一例を模式的に示す図である。図2および図3はそれぞれ、第一、第二硬化工程およびこれらの工程に用いられる製造装置の好ましい一例を模式的に示す図であり、図1における第一、第二硬化工程のプロセスを拡大して示す図である。ただし、本発明は図1〜3に示される実施の形態に限定されるものではない。なお、図中の矢印は、フィルムの搬送方向またはロールの回転方向を示す。
【0018】
〔1〕塗工工程
図1を参照して、本工程では、フィルム巻き出し装置31に取り付けられた原反から、基材フィルム11を巻き出し、塗工装置32を用いて紫外線硬化性樹脂組成物を基材フィルム11上に塗工して、塗工層を形成する。紫外線硬化性樹脂組成物の基材フィルム上への塗工方法は特に制限されるものではなく、公知の方法を適宜選択できる。具体的には、ワイヤーバーコート法、ロールコート法、グラビアコート法、ナイフコート法、スロットダイコート法、スピンコート法、スプレーコート法、スライドコート法、カーテンコート法、インクジェット法等が挙げられる。なかでも、塗工時の紫外線硬化性樹脂組成物中への異物等の混入を極力防止する点から、スロットダイコート法が望ましい。
【0019】
(基材フィルム)
基材フィルムとしては、実質的に光学的な透明性を有するフィルムであって、紫外線硬化性樹脂を硬化させることができる紫外線を透過するものであれば特に制限されるものではなく、各種の透明樹脂フィルムを用いることができる。具体的には、トリアセチルセルロース、ジアセチルセルロース、セルロースアセテートプロピオネート等のセルロースアセテートなどのセルロース系樹脂;ポリカーボネート系樹脂;ポリアクリレート、ポリメチルメタクリレートなどの(メタ)アクリル系樹脂;ポリエチレンテレフタラート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリエチレン、ポリプロピレンなどの鎖状ポリオレフィン系樹脂;環状ポリオレフィン系樹脂;スチレン系樹脂;ポリサルフォン;ポリエーテルサルフォン;ポリ塩化ビニルなどからなるフィルムが例示される。以上の中でも、透明性、機械強度、熱安定性、低湿度透過性、等方性などの点からセルロースアセテート、ポリエチレンテレフタラート、ポリメチルメタクリレート等からなるフィルムが好ましく、透明性、機械強度の点からセルロースアセテートからなるフィルムがより好ましい。
【0020】
基材フィルムの厚みは、20μm以上250μm以下であることが好ましく、より好ましくは、30μm以上150μm以下である。基材フィルムの厚みが20μm未満である場合には、ハードコートフィルムとしての十分な硬度を得ることが難しいことがある。また、基材フィルムの厚みが250μmを上回ることは最近の画像表示装置の薄型化への要求およびコスト等の観点から好ましくない。ハードコートフィルム全体の厚みを薄くする観点からは、基材フィルムの厚みは150μm以下、さらには120μm以下とするのがより好ましい。
【0021】
また、基材フィルムの紫外線硬化性樹脂組成物の塗工面および/またはその反対側の表面には、帯電防止層や易接着層を設けてもよい。帯電防止層や易接着層は、紫外線硬化性樹脂組成物の塗工性や密着性を低下させるもの、あるいは必要以上の色づきや曇化を起こすもの、透過率を著しく低下させるものでない限り特に制限されず、従来公知のものを用いることができる。
【0022】
本発明の製造方法によって得られるハードコートフィルムを光学用途、特に液晶ディスプレイ(LCD)を構成する光学部材として(たとえば本発明の偏光板のように)使用する場合、偏光フィルムや液晶セルなどの光学部材を紫外線から保護するため、基材フィルムは、UV吸収剤を含有することが好ましい。
【0023】
(紫外線硬化性樹脂組成物)
本発明で用いる紫外線硬化性樹脂組成物は、紫外線の照射により重合、硬化する紫外線硬化性樹脂と、紫外線の照射によりラジカルを発生する重合開始剤とを少なくとも含有する。紫外線硬化性樹脂は、たとえば、多官能(メタ)アクリレート系化合物を含有するものであることができる。多官能(メタ)アクリレート系化合物とは、分子中に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物である。紫外線硬化性樹脂および重合開始剤は、市販品であってもよい。多くの場合、紫外線硬化性樹脂組成物は、紫外線硬化性樹脂、重合開始剤、その他必要に応じて添加された添加剤を含むものとして市販されている。
【0024】
多官能(メタ)アクリレート系化合物の具体例を挙げれば、たとえば、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、テトラメチロールメタンテトラ(メタ)アクリレート、ペンタグリセロールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリス((メタ)アクリロイルオキシエチル)イソシアヌレート;ホスファゼン化合物のホスファゼン環に(メタ)アクリロイルオキシ基が導入されたホスファゼン系(メタ)アクリレート化合物;分子中に少なくとも2個のイソシアネート基を有するポリイソシアネートと少なくとも1個の(メタ)アクリロイルオキシ基および水酸基を有するポリオール化合物との反応により得られるウレタン(メタ)アクリレート化合物;分子中に少なくとも2個のカルボン酸ハロゲン化物と少なくとも1個の(メタ)アクリロイルオキシ基および水酸基を有するポリオール化合物との反応により得られるポリエステル(メタ)アクリレート化合物;ならびに、上記各化合物の2量体、3量体などのようなオリゴマーなどである。これらの化合物はそれぞれ単独または2種以上を混合して用いられる。
【0025】
紫外線硬化性樹脂は、上記多官能(メタ)アクリレート系化合物のほかに、単官能(メタ)アクリレート系化合物を含有していてもよい。単官能(メタ)アクリレート系化合物としては、たとえば、ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレート、グリシジル(メタ)アクリレート等を挙げることができる。これらの化合物はそれぞれ単独または2種以上を混合して用いられる。単官能(メタ)アクリレート系化合物の含有量は、紫外線硬化性樹脂組成物の樹脂固形分中、10重量%以下であることが好ましい。
【0026】
また、紫外線硬化性樹脂は、重合性オリゴマーを含有していてもよい。重合性オリゴマーを含有させることにより、ハードコート層の硬度を調整することができる。重合性オリゴマーとしては、たとえば、末端(メタ)アクリレートポリメチルメタクリレート、末端スチリルポリ(メタ)アクリレート、末端(メタ)アクリレートポリスチレン、末端(メタ)アクリレートポリエチレングリコール、末端(メタ)アクリレートアクリロニトリル−スチレン共重合体、末端(メタ)アクリレートスチレン−メチル(メタ)アクリレート共重合体などのマクロモノマーを挙げることができる。重合性オリゴマーの含有量は、紫外線硬化性樹脂組成物の樹脂固形分中、5〜50重量%であることが好ましい。
【0027】
紫外線硬化性樹脂組成物に含有される重合開始剤としては、たとえば、アセトフェノン、アセトフェノンベンジルケタール、アントラキノン、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、カルバゾール、キサントン、4−クロロベンゾフェノン、4,4’−ジアミノベンゾフェノン、1,1−ジメトキシデオキシベンゾイン、3,3’−ジメチル−4−メトキシベンゾフェノン、チオキサントン、2,2−ジメトキシ−2−フェニルアセトフェノン、1−(4−ドデシルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モルフォリノプロパン−1−オン、トリフェニルアミン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、フェニルビス(2,4,6−トリメチルベンゾイル)−ホスフィンオキサイド、1−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、フルオレノン、フルオレン、ベンズアルデヒド、ベンゾインエチルエーテル、ベンゾイソプロピルエーテル、ベンゾフェノン、ミヒラーケトン、3−メチルアセトフェノン、3,3’,4,4’−テトラtert−ブチルパーオキシカルボニルベンゾフェノン(BTTB)、2−(ジメチルアミノ)−1−〔4−(モルフォリニル)フェニル〕−2−フェニルメチル)−1−ブタノン、4−ベンゾイル−4’−メチルジフェニルサルファイド、ベンジル、およびそれらの誘導体などが挙げられる。これらの重合開始剤は、単独で使用してもよいし、必要に応じて数種類を混合して用いてもよい。上記で例示した重合開始剤は、いずれも紫外線の照射によりラジカルを発生する光重合開始剤である。
【0028】
重合開始剤は色素増感剤と組み合わせて用いてもよい。色素増感剤としては、たとえば、キサンテン、チオキサンテン、クマリン、ケトクマリンなどが挙げられる。重合開始剤と色素増感剤との組み合わせとしては、たとえば、BTTBとキサンテンとの組み合わせ、BTTBとチオキサンテンとの組み合わせ、BTTBとクマリンとの組み合わせ、BTTBとケトクマリンとの組み合わせなどが挙げられる。
【0029】
重合開始剤の含有量は、紫外線硬化性樹脂に対して1〜10重量%の範囲が好ましく、3〜6重量%の範囲がより好ましい。重合開始剤の含有量が1重量%未満であると、十分に硬化反応が進行せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、優れた硬度を有するハードコートフィルムが得られない場合がある。また、重合開始剤の含有量が10重量%を超えると、紫外線硬化性樹脂の重合度が低下し、優れた硬度を有するハードコートフィルムが得られない場合がある。
【0030】
上述のように、基材フィルムはUV吸収剤を含有することが好ましく、通常UV吸収剤は、360〜380nm未満の波長の紫外線を吸収する。一方、本発明における第一硬化工程では、後で詳述するように、基材フィルム側から紫外線を照射して紫外線硬化性樹脂組成物を硬化させる。そのため、紫外線硬化性樹脂組成物に含まれる重合開始剤のうち少なくとも1種は、380nm以上に吸収波長を有することが望ましい。このような重合開始剤としては、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド(TPO)、フェニルビス(2,4,6−トリメチルベンゾイル)−ホスフィンオキサイド等が挙げられる。紫外線硬化性樹脂組成物に含まれる重合開始剤のすべてが、380nm未満に吸収波長を有する重合開始剤であると、第一硬化工程終了後も、紫外線硬化性樹脂の多くが未硬化のまま残る恐れがあり、このような未硬化の紫外線硬化性樹脂が基材フィルムを剥離した後も鋳型に付着したままになると、工程汚染や、鋳型の表面形状を正確に転写することを妨げることになるため好ましくない。
【0031】
ここで、「380nm以上に吸収波長を有する」とは、波長380nm以上の紫外線を照射した際に、重合反応の開始に必要十分な量のラジカルを発生し、重合開始剤として有効に機能する、という意味である。
【0032】
なお、基材フィルムに含まれるUV吸収剤として、より低波長側に吸収波長を有するUV吸収剤を用いることで、380nm以上に吸収波長を有さない重合開始剤のみを使用することが可能となる。このような手法は、本発明の製造方法によって得られるハードコートフィルムを、画像表示装置の視認側とは反対側、すなわちリア側(たとえば、液晶ディスプレイにおいては、液晶パネルのバックライト側)に配置する場合は有効である。しかしながら、ハードコートフィルムを画像表示装置の視認側、すなわちフロント側(たとえば、液晶ディスプレイにおいては、液晶パネルのフロント側)に配置する場合においては、偏光フィルムや液晶セルなどの光学部材を紫外線から保護する観点から、基材フィルムに360〜380nm未満の波長の紫外線を吸収するUV吸収剤を添加し、紫外線硬化性樹脂組成物に含まれる重合開始剤のうち少なくとも1種を、380nm以上に吸収波長を有する重合開始剤とすることが望ましい。
【0033】
紫外線硬化性樹脂組成物は、その塗工性を向上させるために、溶剤を含んでいてもよい。溶剤としては、たとえば、ヘキサン、オクタンなどの脂肪族炭化水素;トルエン、キシレンなどの芳香族炭化水素;エタノール、1−プロパノール、イソプロパノール、1−ブタノールなどのアルコール類;メチルエチルケトン、メチルイソブチルケトンなどのケトン類;酢酸エチル、酢酸ブチル、酢酸イソブチルなどのエステル類;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、ジエチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等のグリコールエーテル類;エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート等のエステル化グリコールエーテル類などの有機溶剤を用いることができる。これらの有機溶剤は、単独で用いてもよいし、必要に応じて数種類を混合して用いてもよい。塗工工程後、第一硬化工程の前に、溶剤を蒸発させて乾燥させることが好ましいため、溶剤の沸点は60〜160℃の範囲であることが好ましい。また、20℃における飽和蒸気圧は0.1〜20kPaの範囲であることが好ましい。溶剤の種類および含有量は、用いる紫外線硬化性樹脂の種類や含有量、基材フィルムの材質、形状、塗布方法、目的とするハードコート層の厚みなどに応じて適宜選択される。
【0034】
紫外線硬化性樹脂組成物には、ギラツキの低減等のために内部ヘイズを付与することを目的として、透光性微粒子を添加してもよい。透光性微粒子としては、特に限定されるものではなく従来公知のものが使用できる。たとえば、アクリル系樹脂、メラミン樹脂、ポリエチレン、ポリスチレン、有機シリコーン樹脂、アクリル−スチレン共重合体等からなる有機微粒子や、炭酸カルシウム、シリカ、酸化アルミニウム、炭酸バリウム、硫酸バリウム、酸化チタン、ガラス等からなる無機微粒子等を透光性微粒子として使用することができる。有機重合体のバルーンやガラス中空ビーズを使用することもできる。これらの透光性微粒子は、1種類を単独で使用してもよく、2種類以上を混合して使用してもよい。透光性微粒子の形状は、球状、扁平状、板状、針状、不定形状等のいずれであってもよい。
【0035】
透光性微粒子の粒子径や屈折率は特に制限されるものではないが、効果的に内部ヘイズを発現させる点から、粒子径は0.5〜20μmの範囲であることが好ましい。また、同様の理由から、紫外線硬化性樹脂の硬化後の屈折率と透光性微粒子の屈折率との差は0.04〜0.15の範囲であることが好ましい。透光性微粒子の含有量は、紫外線硬化性樹脂100重量部に対して3〜60重量部であり、好ましくは5〜50重量部である。透光性微粒子の含有量が、紫外線硬化性樹脂100重量部に対して3重量部未満では、ギラツキ低減のための十分な内部ヘイズが得られない。一方、60重量部を超えると、ハードコートフィルムの透明性が損なわれる場合があり、また、ハードコートフィルムを液晶表示装置の視認側表面に配置した場合、光散乱が強すぎるため、たとえば黒表示において、液晶パネルの正面方向に対して斜めに漏れ出してくる光がハードコート層により正面方向へ強く散乱されてしまう等の理由によりコントラストが低下する場合がある。
【0036】
紫外線硬化性樹脂組成物には、平滑性を向上させるためのレベリング剤、帯電防止性を発現させるための帯電防止剤、防汚性を発現させたり耐指紋付着性を発現させたりするための防汚剤等を添加してもよい。これらの添加剤は、紫外線硬化性樹脂の重合反応を阻害するものや、重合反応後の硬度や基材フィルムへの密着性を低下させない限り特に制限されるものではなく、従来公知のものを用いることができる。
【0037】
紫外線硬化性樹脂組成物が溶剤を含む場合、上記塗工工程の後、第一硬化工程の前に、溶剤を蒸発させて乾燥を行なう乾燥工程を設けることが好ましい。乾燥は、たとえば図1に示される例のように、紫外線硬化性樹脂組成物からなる塗工層を備える基材フィルム11を、乾燥炉33内を通過させることによって行なうことができる。乾燥温度は、使用する溶剤や基材フィルムの種類により適宜選択される。一般に20℃〜120℃の範囲であるが、これに限定されない。また、乾燥炉が複数ある場合は、乾燥炉毎に温度を変えてもよい。
【0038】
〔2〕第一硬化工程
本工程では、上記塗工工程および必要に応じて設けられた乾燥工程を経た基材フィルムと塗工層との積層体の塗工層表面に、所定の表面形状を有する鋳型を押し当て、これらを密着させた状態で、基材フィルム側から紫外線(以下、第一硬化工程において照射される紫外線を「第一の紫外線」と称する)を照射する。これにより、塗工層が硬化されるとともに、鋳型の表面形状が塗工層表面に転写される。なお、本発明においては、基材フィルム側から紫外線を照射する工程を「第一硬化工程」といい、「第一硬化工程」の後であって、塗工層側から紫外線を照射する工程を「第二硬化工程」という。
【0039】
塗工層と鋳型とを密着させる方法に特に制限はないが、塗工層と鋳型との間に気泡が混入し、欠陥となることを防止するため、ニップロール等の圧着装置を用いることが好ましい。ニップロールを用いる場合、ニップ圧に特に制限はないが、好ましくは0.05MPa以上、0.5MPa以下である。ニップ圧が0.05MPa未満であると、塗工層と鋳型との間に気泡が混入しやすくなる。一方、ニップ圧が0.5MPaを超えると、基材フィルムの搬送時のわずかなずれにより基材フィルムが破断したり、塗工層が基材フィルムの端部からはみ出して工程汚染の原因となる場合がある。
【0040】
第一の紫外線の光源としては、たとえば、低圧水銀ランプ、中圧水銀ランプ、高圧水銀ランプ、超高圧水銀ランプ、カーボンアークランプ、メタルハライドランプ、キセノンアークランプ等を用いることができるが、これらに限定されるものではなく、紫外線を発生する光源であれば特に制限はない。また、ArFエキシマレーザ、KrFエキシマレーザ、エキシマランプまたはシンクロトロン放射光等も用いることができる。なかでも、超高圧水銀ランプ、高圧水銀ランプ、低圧水銀ランプ、キセノンアークランプ、メタルハライドランプが好ましく利用できる。
【0041】
第一の紫外線を照射するための紫外線照射装置と光源の組み合わせの例としては、Fusion UV SYSTEMS社製UV照射装置「F600」または「LH10」と、Hバルブ(水銀ランプ相当)、DバルブまたはVバルブ(メタルハライドランプ相当)との組み合わせ;株式会社GSユアサ製「CSシリーズ」と、水銀ランプまたはメタルハライドランプとの組み合わせ;オーク製作所製「QRM−2288」または「QRM−2300」等のUV照射装置と、メタルハライドランプまたは高圧水銀ランプとの組み合わせ;ウシオ電機株式会社製「ユニキュアシステム」と、メタルハライドランプまたは高圧水銀ランプとの組み合わせが挙げられる。紫外線照射装置と光源は、同じ組み合わせのものを単独または複数用いてもよいし、異なる組み合わせのものを複数用いてもよい。
【0042】
ここで、本発明においては、第一硬化工程において照射される第一の紫外線のUVAにおける最大照度は、後述する第二硬化工程において照射される紫外線(以下、第二硬化工程において照射される紫外線を「第二の紫外線」と称する)のUVAにおける最大照度よりも低くされる。これにより、得られるハードコートフィルムの硬度(鉛筆硬度)を向上させることができる。第一の紫外線のUVAにおける最大照度が、第二の紫外線のUVAにおける最大照度と比較して大きいと、基材フィルムに熱皺が入ったり、熱ダメージを受けたりする。このような基材フィルムへのダメージがハードコートフィルムの硬度を低下させる一因であると考えられる。また、熱皺による外観不良も懸念される。なお、熱皺とは、紫外線を照射した際に、同時に放射される熱により、基材フィルムが熱収縮を起こすことが原因で発生する皺を指す。
【0043】
第一の紫外線のUVA(320〜390nmの波長範囲)における最大照度は、700mW/cm2以下であることが好ましい。これにより、硬度(鉛筆硬度)により優れたハードコートフィルムを得ることができる。UVAにおける最大照度が700mW/cm2を超えると、紫外線硬化性樹脂や基材フィルムにダメージを与える恐れがある。また、UVAにおける最大照度は、200mW/cm2以上であることが好ましく、300mW/cm2以上であることがより好ましい。200mW/cm2未満であると、紫外線硬化性樹脂が第一硬化工程において必要な程度まで十分に硬化せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、第二硬化工程による硬化によっても良好な硬度を有するハードコートフィルムが得られにくい傾向がある。
【0044】
第一の紫外線のUVAにおける積算光量は、好ましくは40mJ/cm2以上であり、より好ましくは70mJ/cm2以上である。積算光量が40mJ/cm2未満であると、紫外線硬化性樹脂が第一硬化工程において必要な程度まで十分に硬化せず、鋳型に未硬化の紫外線硬化性樹脂が付着したり、第二硬化工程による硬化によっても良好な硬度を有するハードコートフィルムが得られにくい傾向がある。一方、積算光量の上限については特に制限はない。
【0045】
第一硬化工程における第一の紫外線の照射は、1回のみであってもよく、2回以上行なってもよい。また、第一硬化工程において用いられる紫外線照射装置や光源の数に特に制限はなく、1灯のみであってもよいし、2灯以上であってもよい。ただし、たとえば2灯以上の光源を設けて、第一の紫外線の照射を2回以上行なう場合、十分に高い硬度を付与するために、すべての第一の紫外線のUVAにおける最大照度を、第二の紫外線のUVAにおける最大照度よりも低くする必要がある。また、第一の紫外線の照射を2回以上行なう場合、より優れた硬度を有するハードコートフィルムを得るために、すべての第一の紫外線のUVAにおける最大照度は、それぞれ700mW/cm2以下であることが好ましい。なお、第一の紫外線の照射を2回以上行なう場合、上記積算光量は、各第一の紫外線についての上記積算光量の合計値である。
【0046】
第一の紫外線が照射された後、塗工層と鋳型とは、第二硬化工程前に分離される。分離方法としては、特に制限されないが、たとえば、鋳型がロール形状である場合には、フィルム(基材フィルムと塗工層との積層体)と鋳型との分離点にニップロール等の圧着装置を設置し、この圧着装置を支点に鋳型からフィルムを剥離する方法が好ましく用いられる。これにより、第一の紫外線の照射中にフィルムが鋳型から剥がれることが効果的に防止され、鋳型とフィルムとの密着状態が維持されるとともに、上記支点に到達したフィルムを効率的かつ安定的に剥離することが可能となる。
【0047】
図1および図2に示される第一硬化工程の好適な例について説明する。この例では、基材フィルム11上の紫外線硬化性樹脂組成物からなる塗工層12が、入口側ニップロール13によりロール形状の鋳型14に圧着される。次に、紫外線照射装置15を用いて、基材フィルム11側から第一の紫外線を照射して塗工層12中の紫外線硬化性樹脂を硬化させる。最後に、出口側ニップロール16を支点として、基材フィルム11と硬化した塗工層12とからなる積層体を鋳型14から剥離する。
【0048】
次に、第一硬化工程で用いられる鋳型について説明する。鋳型は、ハードコート層表面に所望の形状を付与するためのものであり、当該所望の形状の転写構造からなる表面形状を有している。鋳型の表面形状は、鏡面等の平滑面であってもよいし、ハードコートフィルムに防眩性を付与するための凹凸形状であってもよい。凹凸形状のパターンは、規則的なパターンであってもよいし、ランダムパターン、あるいは特定サイズの1種類以上のランダムパターンを敷き詰めた、擬似ランダムパターンであってもよいが、ハードコートフィルムの表面形状に起因する反射光の干渉により、反射像が虹色に色づくことを防止する点から、ランダムパターンまたは擬似ランダムパターンであることが好ましい。
【0049】
鋳型の形状は特に制限されるものではなく、平板状であってもよいし、円柱状または円筒状のロールであってもよいが、連続生産性の点から、鏡面ロールやエンボスロール等の、円柱状または円筒状の鋳型であることが好ましい。この場合、円柱状または円筒状の鋳型の側面に所定の表面形状が形成される。
【0050】
鋳型の基材の材質は特に制限されるものではなく、金属、ガラス、カーボン、樹脂、あるいはそれらの複合体から適宜選択できるが、加工性等の点から金属が好ましい。好適に用いられる金属材料としては、コストの観点からアルミニウム、鉄、またはアルミニウムもしくは鉄を主体とする合金などが挙げられる。
【0051】
鋳型は、公知の方法によって製造することができる。公知の方法としては、たとえば、基材を研磨し、サンドブラスト加工を施した後、無電解ニッケルめっきを施してロール金型を作製する方法(特開2006−53371号公報);基材に銅めっきまたはニッケルめっきを施した後、研磨し、サンドブラスト加工を施した後、クロムめっきを施す方法(特開2007−187952号公報);銅めっきまたはニッケルめっきを施した後、研磨し、サンドブラスト加工を施した後、エッチング工程または銅めっき工程を施し、ついでクロムめっきを施す方法(特開2007−237541号公報);金型用基材の表面に銅めっきまたはニッケルめっきを施した後、研磨し、研磨された面に感光性樹脂膜を塗布形成し、該感光性樹脂膜上にパターンを露光した後、現像し、現像された感光性樹脂膜をマスクとして用いてエッチング処理を行ない、感光性樹脂膜を剥離し、さらにエッチング処理を行ない、凹凸面を鈍らせた後、形成された凹凸面にクロムめっきを施す方法;および、旋盤等の工作機械を用いて、切削工具により鋳型となる基材を切削する方法(WO2007/077892号パンフレット)等が挙げられる。
【0052】
ランダムパターンまたは擬似ランダムパターンからなる鋳型の表面凹凸形状は、たとえば、FMスクリーン法、DLDS(Dynamic Low−Discrepancy Sequence)法、ブロック共重合体のミクロ相分離パターンを利用する方法またはバンドパスフィルター法等によって生成させたランダムパターンデータを感光性樹脂膜上に露光、現像し、現像された感光性樹脂膜をマスクとして用いてエッチング処理を行なうことにより形成することができる。
【0053】
鋳型は、第一の紫外線の照射により、基材フィルム、紫外線硬化性樹脂、鋳型等が過度に加熱されて熱ダメージを受けることを防ぐため、冷却機構を備えることが好ましい。冷却機構としては、たとえば、鋳型の内部に冷却管を設け、鋳型内部の冷却管と外部に設置したチラーユニットとを接続し、冷媒を循環させる構造が挙げられる。冷却機構により、鋳型は、その表面温度が10〜70℃となるように冷却されることが好ましく、20〜60℃となるように冷却されることがより好ましい。10℃以下では紫外線硬化性樹脂組成物の粘度が上昇し、特定の表面形状が正確に転写できなくなる恐れがあり、70℃を超えると、鋳型を構成する金属や基材フィルムが熱ダメージにより劣化する恐れがある。
【0054】
〔3〕第二硬化工程
本工程では、鋳型から分離された基材フィルムと塗工層との積層体に対し、塗工層側から第二の紫外線を照射する。これにより、紫外線硬化性樹脂の硬化反応がさらに促進される。
【0055】
第二の紫外線の光源としては、たとえば、低圧水銀ランプ、中圧水銀ランプ、高圧水銀ランプ、超高圧水銀ランプ、カーボンアークランプ、メタルハライドランプ、キセノンアークランプ等を用いることができるが、これらに限定されるものではなく、紫外線を発生する光源であれば特に制限はない。また、ArFエキシマレーザ、KrFエキシマレーザ、エキシマランプまたはシンクロトロン放射光等も用いることができる。なかでも、超高圧水銀ランプ、高圧水銀ランプ、低圧水銀ランプ、キセノンアークランプ、メタルハライドランプが好ましく利用できる。紫外線照射装置と光源は、同じ組み合わせのものを単独または複数用いてもよいし、異なる組み合わせのものを複数用いてもよい。
【0056】
なお、第二の紫外線の照射装置や光源の種類は、上記第一の紫外線と異なっていてもよい。たとえば、第一硬化工程ではメタルハライドランプを使用し、第二硬化工程では高圧水銀ランプを使用してもよい。ただし、その場合でも、第一の紫外線のUVAにおける最大照度は、第二の紫外線のUVAにおける最大照度よりも低くする必要がある。
【0057】
第二の紫外線のUVAにおける最大照度は、300〜2000mW/cm2の範囲であることが好ましい。当該最大照度は、より好ましくは400〜2000mW/cm2の範囲である。第二の紫外線のUVAにおける最大照度を、第一の紫外線のUVAにおける最大照度より高くするとともに、上記範囲内に設定することにより、基材フィルムにダメージを与えることなく、塗工層を十分に硬化させることでき、優れた硬度を有するハードコートフィルムを得ることができる。UVAにおける最大照度が2000mW/cm2を超えると、基材フィルムにダメージを与える恐れがある。一方、300mW/cm2未満であると、紫外線硬化性樹脂の硬化が十分に促進されない恐れがある。
【0058】
第二の紫外線のUVAにおける積算光量は、好ましくは300mJ/cm2以上であり、より好ましくは400mJ/cm2以上である。積算光量が300mJ/cm2未満であると、紫外線硬化性樹脂の硬化が十分に促進されない恐れがある。一方、積算光量の上限については特に制限はない。
【0059】
第二硬化工程における第二の紫外線の照射は、1回のみであってもよく、2回以上行なってもよい。また、第二硬化工程において用いられる紫外線照射装置や光源の数に特に制限はなく、1灯のみであってもよいし、2灯以上であってもよい。ただし、紫外線硬化性樹脂に十分に高い硬度を付与するために、少なくとも1灯以上の第二の紫外線のUVAにおける最大照度を第一の紫外線のUVAにおける最大波長よりも高くする必要がある。第二の紫外線同士の照度の強弱は特に限定されない。また、第二の紫外線の照射を2回以上行なう場合、より優れた硬度を有するハードコートフィルムを得るために、第二の硬化工程における紫外線照射装置のうち少なくとも1灯は、UVAにおける最大照度が、第一の紫外線のUVAにおける最大照度よりも高く、かつその最大照度が300〜2000mW/cm2の範囲であることが好ましい。なお、第二の紫外線の照射を2回以上行なう場合、上記積算光量は、各第二の紫外線についての上記積算光量の合計値である。
【0060】
第二硬化工程では、紫外線硬化性樹脂の硬化が酸素によって阻害されることを防止するため、基材フィルムおよび塗工層からなる積層体と照射装置との間は不活性ガスを充填することが好ましい。不活性ガスは、窒素、アルゴン、ネオン等から適宜選択されるが、取り扱いの簡易性やコストの点から窒素が好ましい。また、その際の酸素濃度は0.1%以下が好ましい。
【0061】
第二硬化工程における第二の紫外線の具体的な照射方法に特に制限はなく、たとえば、バックアップロール等のロール上に基材フィルムを密着させた状態で照射してもよいし、ガイドロールとガイドロールとの間の中空部分に紫外線照射装置を設置して照射してもよい。また、第二の紫外線の照射を2回以上行なう場合、照射方法はそれぞれ同じであってもよく、異なる照射方法であってもよい。たとえば、1回目および2回目ともに、バックアップロールを使用して紫外線を照射してもよいし、1回目はバックアップロールを使用して紫外線を照射し、2回目はガイドロールとガイドロールとの間の中空部分に紫外線照射装置を設置して紫外線を照射するようにしてもよい。
【0062】
上記照射方法のなかでも、紫外線による基材フィルムへの熱ダメージや熱皺の発生を防止するため、冷却機構を備えたバックアップロールを使用する照射方法が好ましい。冷却されたバックアップロールの表面温度は一般に10℃〜70℃の範囲であり、好ましくは20℃〜60℃の範囲である。バックアップロールを使用する場合、第二硬化工程の入口側、あるいは入口側と出口側の両方に基材フィルムに皺が入ることを防ぐための皺とり装置を設置してもよい。
【0063】
図1および図3に示される第二硬化工程の好適な例について説明する。この例では、バックアップロール22が使用されており、第一硬化工程を経た基材フィルム11と塗工層12とからなる積層体は、入口側皺とりロール21を経由した後、バックアップロール22に到達する。次に、紫外線照射装置23より、塗工層12側から第二の紫外線を照射し、紫外線硬化性樹脂の硬化反応を促進させる。その後、バックアップロール22を離れ、出口側の皺とりロール24を経由し、通常、フィルム巻き取り装置34によって巻き取られる。
【0064】
また、ハードコート層や基材フィルムを保護するため、第二硬化工程後、巻き取りの前に、必要に応じて、基材フィルムと紫外線硬化性樹脂との積層体の片面または両面に保護フィルムを貼合してもよい。
【0065】
上記のようにして得られるハードコートフィルムのハードコート層上にさらに低反射膜を形成してもよい。ハードコートフィルムの最表面に低反射膜を設けることにより、反射による外光の映り込みをより低減することができる。低反射膜は、ハードコート層の上に、それよりも屈折率の低い低屈折率材料の層を1層または複数層設けることにより形成できる。そのような低屈折率材料として、具体的には、フッ化リチウム(LiF)、フッ化マグネシウム(MgF2)、フッ化アルミニウム(AlF3)、氷晶石(3NaF・AlF3またはNa3AlF6)等の無機材料微粒子を、アクリル系樹脂やエポキシ系樹脂等に含有させた無機系低反射材料;フッ素系またはシリコーン系の有機化合物、熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂等の有機低反射材料を挙げることができる。低反射膜の厚みは、通常0.01〜0.2μm、好ましくは0.08〜0.12μmである。
【0066】
<偏光板>
本発明の偏光板は、偏光フィルムと、該偏光フィルム上に積層される、上記本発明の方法によって製造されたハードコートフィルムとを備えるものである。偏光フィルムは、入射光から直線偏光を取り出す機能を有するものであって、その種類は特に限定されない。好適な偏光フィルムの例として、ポリビニルアルコール系樹脂に二色性色素が吸着配向している偏光フィルムを挙げることができる。ポリビニルアルコール系樹脂としては、酢酸ビニルのケン化物であるポリビニルアルコールのほか、部分ホルマール化ポリビニルアルコール、エチレン/酢酸ビニル共重合体のケン化物などが挙げられる。二色性色素としては、ヨウ素または二色性の有機染料が用いられる。また、ポリビニルアルコールの脱水処理物やポリ塩化ビニルの脱塩酸処理物等のポリエン配向フィルムも、偏光フィルムとなり得る。偏光フィルムの厚さは通例5〜80μm程度である。
【0067】
本発明の偏光板は、上記偏光フィルムの片面または両面(通常は片面である)に本発明の方法によって製造されたハードコートフィルムを積層したものであってもよく、上記偏光フィルムの一方の面に透明保護層を積層し、他方の面に本発明の方法によって製造されたハードコートフィルムを積層したものであってもよい。この際、ハードコートフィルムは、偏光フィルムの透明保護層としての機能も有する。ハードコートフィルムのハードコート層に表面凹凸形状が付与されている場合、このハードコート層は防眩層としての機能も有する。透明保護層は、フィルムを、接着剤等を用いて貼合する方法や塗工液を塗布する方法などによって積層される。同様に、本発明の方法によって製造されたハードコートフィルムは、接着剤等を用いて偏光フィルムに貼合することができる。
【0068】
透明保護層は、透明性や機械強度、熱安定性、水分遮蔽性、等方性などに優れるものであることが好ましく、このようなものとしては、たとえば、トリアセチルセルロース、ジアセチルセルロース、セルロースアセテートプロピオネート等のセルロースアセテートなどのセルロース系樹脂;ポリカーボネート系樹脂;ポリアクリレート、ポリメチルメタクリレートなどの(メタ)アクリル系樹脂;ポリエチレンテレフタラート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリエチレン、ポリプロピレンなどの鎖状ポリオレフィン系樹脂;環状ポリオレフィン系樹脂;スチレン系樹脂;ポリサルフォン;ポリエーテルサルフォン;ポリ塩化ビニルなどからなるフィルムが例示される。これらのフィルムは、光学的に等方性のものであってもよいし、画像表示装置に組み込んだ際の視野角の補償を目的として、光学的に異方性を持つものであってもよい。
【0069】
本発明の偏光板を液晶セル上に配置して液晶パネルを製造する場合、本発明の偏光板のハードコート層(または防眩層)は、液晶セルの片面あるいは両面に偏光板を設置した際の、液晶セルから見て外側に配置される。このとき、ハードコート層は、視認側に配してもよいし、バックライト側に配してもよいし、あるいはその両方に配してもよい。ハードコート層を視認側に配した場合、ハードコート層は、外力に起因する傷等を防止するとともに、防眩層としても機能する場合にはギラツキや外光の映りこみを防止する。一方、ハードコート層をバックライト側に配した場合は、液晶ディスプレイの組立工程において発生し得る外力に起因する傷、たとえば拡散板等への接触に伴う傷を防止するとともに、防眩層としても機能する場合には、バックライトから液晶パネルに入射する光に対して、モアレ等を防止する拡散板の役割を果たす。
【0070】
なお、本発明の偏光板は、上述の低反射膜をハードコート層上に有していてもよい。
<画像表示装置>
本発明の画像表示装置は、本発明の方法によって製造されたハードコートフィルムと、種々の情報を画面に映し出す画像表示装置とを組み合わせたものである。本発明の画像表示装置において、画像表示装置の種類は特に限定されず、上記液晶パネルを使用した液晶ディスプレイ(LCD)のほか、ブラウン管(陰極線管:CRT)ディスプレイ、プラズマディスプレイ(PDP)、電解放出ディスプレイ(FED)、表面伝導型電子放出素子ディスプレイ(SED)、有機ELディスプレイ、レーザーディスプレイ、プロジェクタテレビのスクリーン等が挙げられる。通常、本発明に係るハードコートフィルムは、これらのディスプレイの画像表示素子の視認側表面に配置されるが、液晶パネルのバックライト側に配置される場合のように、画像表示装置の内部に組み込まれてもよい。本発明の画像表示装置は、本発明に係るハードコートフィルムを備えたものであるため、傷付きが生じにくく、優れた強度を有する。
【実施例】
【0071】
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0072】
[実施例1]
以下の成分を混合して、紫外線硬化性樹脂組成物を調製した。
【0073】
・紫外線硬化性樹脂:商品名「GRANDIC PC−1133」(DIC(株)製、ウレタンアクリレート系樹脂、樹脂固形分濃度:55重量%、希釈溶剤:酢酸エチル、酢酸ブチル)
・重合開始剤:商品名「ルシリンTPO」(BASF社製、化学名:2,4,6−トリメチルベンゾイルジフェニルフォスフィンオキサイド、極大吸収波長380〜385nm)
紫外線硬化性樹脂組成物の樹脂固形分に対して0.6重量%、
・重合開始剤:商品名「ダロキュア1173」(Ciba Specialty Chemicals、極大吸収波長325nm)
紫外線硬化性樹脂組成物の樹脂固形分に対して5.4重量%。
【0074】
厚さ80μmのトリアセチルセルロース(TAC)フィルム(商品名「TDY80UL」、富士フイルム(株)製)の片面に、バーコーターを用いて乾燥後の膜厚が20μmとなるように、上記紫外線硬化性樹脂組成物を塗工し、60℃に設定した乾燥機中で3分間乾燥させた。ついで、得られたTACフィルムと紫外線硬化性樹脂組成物の塗工層との積層体を、表面が平滑なガラス板に、塗工層がガラス板側となるようにゴムロールで押し付けて密着させた。この状態で、積層体に対して、TACフィルム側から、紫外線照射装置としてFusion社製UV照射装置「F600」と、光源としてDバルブを用いて紫外線を1回照射し、塗工層を硬化させた(第一硬化工程)。第一硬化工程で用いた紫外線は、UVAにおける最大照度が450mW/cm2であり、UVAにおける積算光量が120mJ/cm2となるように照射した。
【0075】
次に、TACフィルムを、硬化させた塗工層ごとガラス板から剥離した後、積層体に対して、塗工層側から、紫外線照射装置としてFusion社製UV照射装置「F600」と、光源としてHバルブを用いて、紫外線を1回照射し、さらに同じ紫外線をもう1回照射して、ハードコートフィルムを作製した(第二硬化工程)。第二硬化工程で用いた紫外線は、UVAにおける最大照度が900mW/cm2であり、UVAにおける積算光量が積算光量が2回の照射の合計で580mJ/cm2となるように照射した。なお、紫外線の照度および積算光量は、EIT社製「UV POWER PUCK II」を用いて測定した。
【0076】
[実施例2〜3および比較例1〜2]
第一および第二硬化工程で用いた紫外線のUVAにおける最大照度およびUVAにおける積算光量(第二硬化工程で用いた紫外線において、積算光量は2回の照射の合計である)を表1のように変更したこと以外は、実施例1と同様にしてハードコートフィルムを作製した。
【0077】
[ハードコートフィルムの硬度の測定]
得られたハードコートフィルムについて、鉛筆引っ掻き試験を行ない、ハードコートフィルムの鉛筆硬度を測定した。JIS S6006に規定される各硬度の試験用鉛筆を用いて、JIS K5400に準拠し、4.9Nの荷重にて、ハードコート層表面に対し、鉛筆硬度評価試験をそれぞれ5回行ない、5回中4回以上傷が入らなかったときの鉛筆の硬度をハードコートフィルムの鉛筆硬度とした。結果を表1に示す。
【0078】
【表1】
【0079】
表1より、第一硬化工程において基材フィルム(TACフィルム)側から照射する紫外線のUVAにおける最大照度が、第二硬化工程において塗工層側から照射する紫外線のUVAにおける最大照度より低い場合、良好な鉛筆硬度が得られることがわかる。特に、第一硬化工程において基材フィルム側から照射する紫外線のUVAにおける最大照度が700mW/cm2以下の場合には、鉛筆硬度により優れるハードコートフィルムが得られることがわかる。
【0080】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0081】
11 基材フィルム、12 塗工層、13 入口側ニップロール、14 鋳型、15 紫外線照射装置、16 出口側ニップロール、21 入口側皺とりロール、22 バックアップロール、23 紫外線照射装置、24 出口側皺取りロール、31 フィルム巻き出し装置、32 塗工装置、33 乾燥炉、34 フィルム巻き取り装置。
【特許請求の範囲】
【請求項1】
基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、
前記塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、前記基材フィルム側から第一の紫外線を照射する第一硬化工程と、
前記塗工層と前記鋳型とを分離した後、前記塗工層側から第二の紫外線を照射する第二硬化工程と、
をこの順で含み、
前記第一の紫外線のUVAにおける最大照度は、前記第二の紫外線のUVAにおける最大照度よりも低いハードコートフィルムの製造方法。
【請求項2】
前記第一の紫外線のUVAにおける最大照度が700mW/cm2以下である、請求項1に記載のハードコートフィルムの製造方法。
【請求項3】
前記基材フィルムがセルロースアセテートフィルムである、請求項1または2に記載のハードコートフィルムの製造方法。
【請求項4】
前記紫外線硬化性樹脂組成物が、380nm以上に吸収波長を有する重合開始剤を1種以上含む、請求項1〜3のいずれかに記載のハードコートフィルムの製造方法。
【請求項5】
前記所定の表面形状を有する鋳型が、鏡面ロールまたはエンボスロールである、請求項1〜4のいずれかに記載のハードコートフィルムの製造方法。
【請求項6】
偏光フィルムと、前記偏光フィルム上に積層される、請求項1〜5のいずれかに記載の方法によって製造されたハードコートフィルムとを備える偏光板。
【請求項7】
請求項1〜5のいずれかに記載の方法によって製造されたハードコートフィルムを備える画像表示装置。
【請求項1】
基材フィルム上に、紫外線硬化性樹脂組成物を塗工して、塗工層を形成する塗工工程と、
前記塗工層の表面に、所定の表面形状を有する鋳型を押し当てた状態で、前記基材フィルム側から第一の紫外線を照射する第一硬化工程と、
前記塗工層と前記鋳型とを分離した後、前記塗工層側から第二の紫外線を照射する第二硬化工程と、
をこの順で含み、
前記第一の紫外線のUVAにおける最大照度は、前記第二の紫外線のUVAにおける最大照度よりも低いハードコートフィルムの製造方法。
【請求項2】
前記第一の紫外線のUVAにおける最大照度が700mW/cm2以下である、請求項1に記載のハードコートフィルムの製造方法。
【請求項3】
前記基材フィルムがセルロースアセテートフィルムである、請求項1または2に記載のハードコートフィルムの製造方法。
【請求項4】
前記紫外線硬化性樹脂組成物が、380nm以上に吸収波長を有する重合開始剤を1種以上含む、請求項1〜3のいずれかに記載のハードコートフィルムの製造方法。
【請求項5】
前記所定の表面形状を有する鋳型が、鏡面ロールまたはエンボスロールである、請求項1〜4のいずれかに記載のハードコートフィルムの製造方法。
【請求項6】
偏光フィルムと、前記偏光フィルム上に積層される、請求項1〜5のいずれかに記載の方法によって製造されたハードコートフィルムとを備える偏光板。
【請求項7】
請求項1〜5のいずれかに記載の方法によって製造されたハードコートフィルムを備える画像表示装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−125821(P2011−125821A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2009−288787(P2009−288787)
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]