
バイオマス筐体及びその製造方法、並びに電子機器及びその製造方法
【課題】耐衝撃強度及び難燃性の双方共に優れ、特にノートパソコン、携帯電話等を代表とする電子機器用筐体に適用して好適なバイオマス筐体を実現する。
【解決手段】バイオマス素材をホウ素系水溶液に浸漬し、バイオマス素材にホウ素を含有する表層を形成し、バイオマス素材を乾燥し、バイオマス素材を樹脂に混練して混練物を含む材料を作製し、混練物を含む材料を用いて筐体を作製する。
【解決手段】バイオマス素材をホウ素系水溶液に浸漬し、バイオマス素材にホウ素を含有する表層を形成し、バイオマス素材を乾燥し、バイオマス素材を樹脂に混練して混練物を含む材料を作製し、混練物を含む材料を用いて筐体を作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、いわゆるバイオマス素材を用いたバイオマス筐体及びその製造方法、並びに電子機器及びその製造方法に関し、パソコン、携帯電話等の電子機器用の筐体に用いて好適である。
【背景技術】
【0002】
ノートパソコン、携帯電話等の電子機器には、環境負荷の低減が要求される。近年では、電子機器用筐体の材料として、トウモロコシ等のバイオマスを原料としたポリ乳酸を改良した材料が用いられるようになった。
【0003】
電子機器用筐体の材料として、添加する充填材にバイオマス素材を用いる方法がある(特許文献1,2を参照)。特許文献1ではバイオマス素材を樹脂に添加してケナフ繊維強化樹脂組成物を、特許文献2ではバイオマス素材を樹脂に添加して木粉含有樹脂組成物及び柔軟性木質樹脂成型物を作製する。特許文献1,2の何れも、バイオマス素材を材料に用いることにより、環境面に配慮しつつ、強度の向上、疑似木質材の作製等を目的としている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105245号公報
【特許文献2】特開2004−155956号公報
【特許文献3】特開2009−13343号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
バイオマス素材を電子機器用筐体の材料として適用を進める場合、耐衝撃強度の改善及び難燃性の付与の双方を実現する要請を満たす必要がある。しかしながら、特許文献1,2の何れの材料も上記の要請を満たさない。
【0006】
一般的に、耐衝撃強度の改善する方法としては、ベース樹脂にエラストマ成分を添加することが有効である。しかしながらこの場合、充分な難燃性も得るためには、更に難燃性の付与に必要な難燃剤を多く添加する必要がある。難燃剤の添加量を多くすると、強度、耐熱性が低下するという問題がある。またバイオマス素材は、ベース樹脂との濡れ性が悪いことも耐衝撃強度が低くなる一因である。
【0007】
特許文献3には、バイオマス素材である木粉又は米粉に、不飽和カルボン酸又はその誘導体で表面処理することにより、ベース樹脂と木粉等と樹脂の密着を良くするため方法が開示されている。特許文献3では、植物由来樹脂であるポリ乳酸、ポリカーボネート及び脂肪族ポリエステルを組み合せることにより、樹脂組成物から得られる成形体の耐熱性、強度及び成形加工性を向上させることを目的としている。そのため、衝撃強度及び難燃性を改善することはできない。
【0008】
本発明は、上記の課題に鑑みてなされたものであり、耐衝撃強度及び難燃性の双方共に優れ、特にノートパソコン、携帯電話等を代表とする電子機器用筐体に適用した好適なバイオマス筐体及びその製造方法、並びに電子機器及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
バイオマス筐体の一態様は、樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる。
【0010】
バイオマス筐体の製造方法の一態様は、バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、前記表層が形成された前記バイオマス素材を乾燥する工程と、前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、前記混練物を含む材料を用いて筐体を作製する工程とを含む。
【0011】
電子機器の一態様は、樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、前記筐体が装着される電子機器本体とを含む。
【0012】
電子機器の製造方法の一態様は、筐体を作製する工程と、電子機器本体を前記筐体に組み込む工程とを含み、前記筐体を作製する工程は、バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、前記表層が形成された前記バイオマス素材を乾燥する工程と、前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、前記混練物を含む材料を用いて前記筐体を作製する工程とを含む。
【発明の効果】
【0013】
上記した諸態様によれば、耐衝撃強度及び難燃性の双方共に優れ、特にノートパソコン、携帯電話等を代表とする電子機器用筐体に適用して好適なバイオマス筐体、及び当該筐体を有する電子機器が実現する。
【図面の簡単な説明】
【0014】
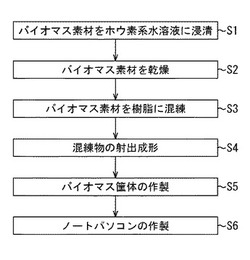
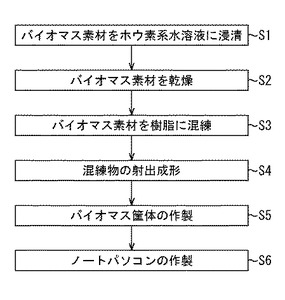
【図1】本実施形態によるバイオマス筐体を有するノートパソコンの製造方法を工程順に示すフロー図である。
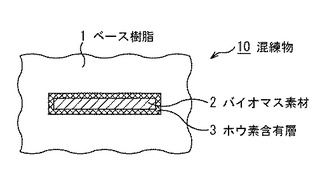
【図2】本実施形態において作製された混練物の一例を模式的に示す概略断面図である。
【図3】本実施形態により作製されたノートパソコン筐体の一例を示す模式図である。
【図4】本実施形態により作製されたノートパソコンの一例を示す模式図である。
【発明を実施するための形態】
【0015】
以下、具体的な実施形態について、図面を参照しながら詳細に説明する。
本実施形態では、バイオマス筐体としてノートパソコンの筐体を例示し、ノートパソコンの構成を製造方法と共に説明する。本実施形態のバイオマス筐体は、ノートパソコンのみならず、携帯電話等に代表される各種の電子機器の筐体に適用することができる。
【0016】
図1は、本実施形態によるバイオマス筐体を有するノートパソコンの製造方法を工程順に示すフロー図である。
先ず、バイオマス素材をホウ素系水溶液に浸漬し、バイオマス素材をホウ素系水溶液で充分に膨潤させる(ステップS1)。このとき、バイオマス素材にホウ素を含有する表層が形成される。
ここで、ステップS1において、例えば70℃程度で60分間程度の時間加熱しても良い。これにより、ホウ素系水溶液によるバイオマス素材の膨潤が早くなる。
【0017】
バイオマス素材としては、木、竹、草等の植物が用いられ、その種類は特に限定するものではない。具体的に、木等としては木粉の状態又は木質(有機)繊維で用いられる。その木材としては、杉(すぎ)、檜(ひのき)、ブナ、桐(きり)、欅(けやき)、楓(かえで)、桑(くわ)、楠(くすのき)、楢(なら)、楡(にれ)、竹の心材又は表皮等を使用することができる。木質繊維を有する植物として、ケナフ、麻等を用いても良く、複数種類のバイオマス素材を混合して使用しても良い。草等としては、籾殻、コーヒーの豆皮(渋皮)、そば殻を使用することができる。
ホウ素系水溶液の溶質であるホウ素系材料としては、例えばポリホウ酸ナトリウム(ホウ酸イオン重合体塩)、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物等から選ばれた少なくとも1種を使用することができる。
【0018】
続いて、ホウ素を含有する表層が形成されたバイオマス素材を乾燥する(ステップS2)。
詳細には、上記の表層が形成されたバイオマス素材を、例えば40℃程度で60分間程度の時間、温風で加熱乾燥する。これにより、上記の表層が形成されたバイオマス素材が適度に乾燥し、バイオマス素材の表層にホウ素系材料が析出する。
する。
【0019】
ここで、ステップS2の後、後述するステップS3の前に、上記の乾燥後のバイオマス素材に表面処理を施すようにしても良い。表面処理としては、一般的なガラスの表面処理が用いられる。具体的には、例えばシランカップリング処理又はトリアジン処理等、処理方法は限定せず、何れの方法を用いても良い。この表面処理を行うことにより、ホウ素系材料のバイオマス素材の表面への密着効果が更に増大する。
【0020】
続いて、上記の乾燥後のバイオマス素材をベース樹脂に混練して、混練物を含む材料を作製する(ステップS3)。
ベース樹脂としては、例えばABS(アクリロニトリル(Acrylonitrile)、ブタジエン(Butadiene)、スチレン(Styrene)共重合合成樹脂)等の熱可塑性樹脂が用いられる。
【0021】
このとき、図2の断面図に、作製された混練物の一例を示す。図示の例では、バイオマス素材の微細辺の1つをベース樹脂と共に拡大して模式的に表している。
作製される混練物10では、このベース樹脂1にバイオマス素材2が混練されており、バイオマス素材2の表面には、当該表面を覆うようにホウ素系材料含むホウ素含有層3が形成されている。
このように、バイオマス素材の表面を覆うようにホウ素含有層を形成することにより、バイオマス素材のベース樹脂との濡れ性が大幅に向上し、製品化された際の耐衝撃強度が改善する。またバイオマス素材材の表面にホウ素含有層を形成することにより、燃焼時に表面のガラスが炭化層となり、酸素を遮断する効果が得られる。これにより、ベース樹脂に添加する難燃剤の添加量を少なくすることが可能となり、強度、耐熱性の低下を抑えることができる。
【0022】
続いて、作製された混練物を含む材料を用いて製品、ここではノートパソコン筐体を作製する。
詳細には、作製された混練物を含む材料を用いて、射出成形を行う(ステップS4)。
即ち、所定の射出成形機により、作製された混練物を含む材料をノートパソコン筐体の金型に注入し、混練物を固化する。これにより、上記の混練物を含む材料からなるノートパソコン筐体が作製される(ステップS5)。
図3に、上記のように作製されたノートパソコン筐体の一例(ノートパソコン筐体11)を示す。
【0023】
しかる後、作製されたノートパソコン筐体に、所定のパソコン機能を備えたノートパソコン本体を適宜装着して組み込み、ノートパソコンを作製する(ステップS6)。
図4に、上記のように作製されたノートパソコンの一例を示す。ノートパソコン20は、ノートパソコン本体12の表面の少なくとも一部がノートパソコン筐体11により覆われている。
【0024】
以上説明したように、本実施形態によれば、バイオマス筐体として、耐衝撃強度及び難燃性の双方共に優れ、十分な成形性を有するノートパソコン筐体、及び当該筐体を備えた信頼性の高いノートパソコンが実現する。
【実施例】
【0025】
以下、本発明の好適な実施例について説明する。本実施例では、上記した実施形態に基づいて作製されたバイオマス筐体について、その強度、耐衝撃性、及び難燃性について実際に調べた結果について説明する。
【0026】
(試験片の作製)
アメリカ材料試験協会(ASTM:American Society for Testing and Material)の工業規格に規定されている試験片を作製した。バイオマス原料として、秋田杉を粉砕して平均粒径が約10μmの木粉を得た。60℃に加温したポリホウ酸ナトリウムの水溶液に60分間浸漬して、木粉の内部までポリホウ酸ナトリウムを含浸させて十分膨潤させた。その後、木粉を乾燥炉に入れて乾燥させた。これにより、ホウ素含有層が、木粉の表面に析出した。
上記の木粉を、PC−ABS樹脂に混練した。混練条件は温度220℃とした。得られた混練物を用いて射出成形し、例えばサイズが12.7mm×64mm×3.2mmのASTM曲げ試験片を得た。
【0027】
(曲げ強さの測定)
次に、上記の試験片を用いて、曲げ強さを測定した。
具体的には、インストロン社製の万能試験機(INSTORON5581)を使用し、試験片の大きさ以外は日本工業規格(JIS K 7203)に準拠して、試験片の曲げ弾性率を測定した。試験片は上記のようにして5個作製し、これら試験片の曲げ弾性率をそれぞれ測定した後、曲げ弾性率測定の規格に沿って最大値及び最小値のものを除外して平均値を算出し、それを曲げ弾性率として採用した。
【0028】
上記のように曲げ強さを測定した結果、作製された試験片の曲げ弾性率は4GPaであった。一般的に電子機器の筐体材料には3GPa〜6GPaの曲げ弾性率が必要とされている。上記の試験から、木粉添加した材料は、電子機器の筐体に要求される弾性率を有することが確認された。
【0029】
(衝撃試験)
上記の曲げ試験を、曲試験片にノッチ(切り欠き)を付けて、衝撃試験を行った。試験は、ASTM D256に準拠し、東洋精機製デジタル衝撃試験機 DG-UB型を用いた。上記の試験片を5個作製し、これら試験片の衝撃強度をそれぞれ測定した後、測定の規格に沿って最大値及び最小値のものを除外して平均値を算出し、それをアイゾット衝撃強度として採用した。
【0030】
上記のようにアイゾット衝撃強度による衝撃試験の結果、作製された試験片のアイゾット衝撃強度は、9KJ/m2であった。一般的に電子機器の筐体材料には8KJ/m2〜25KJ/m2の衝撃強度が必要とされている。上記の試験から、木粉添加した材料は、電子機器の筐体に要求される衝撃強度を有することが確認された。
【0031】
(難燃性の測定)
次に、UL94規格の難燃性試験に基づき、上記の試験片の難燃性を調べた。即ち、試験片を垂直に支持し、試験片の下端にガスバーナーの炎を当てて10秒間保持し、その後ガスバーナーの炎を試験片から離した。そして、炎が消えたときには直ちに試験片にガスバーナーの炎を10秒間当てた。UL94規格では、1回目及び2回目の接炎後の有炎燃焼持続時間と、2回目の接炎後の有炎燃焼持続時間及び無炎燃焼持続時間の合計と、5個の曲げ試験片の有炎燃焼持続時間の合計と、燃焼滴下物(ドリップ)の有無とを調べ、その結果により等級(V−0,V−1,V−2)を決定する。等級V−0では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも10秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が30秒以内であること、5個の試験片の有炎燃焼時間の合計が50秒以内であること、及び燃焼落下物がないことが要求される。等級V−1では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも30秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が60秒以内であること、5個の試験片の有炎燃焼時間の合計が250秒以内であること、及び燃焼滴下物がないことが要求される。等級V−2では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも30秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が60秒以内であること、及び5個の試験片の有炎燃焼時間の合計が250秒以内であることが要求される。等級V−2では、燃焼滴下物が許容される。なお、試験片が燃え尽きたときは、等級V−0、V−1、V−2の何れにも該当しない。
【0032】
上記のようにUL94規格の難燃性試験を行った結果、本実施例により作製された試験片では、ガスバーバーの炎を当ててもバーナーを離すと直ぐに炎が消え、燃焼滴下物が発生せず、V−0相当の高い難燃性を有することが確認された。
【0033】
以下、諸態様を付記としてまとめて記載する。
【0034】
(付記1)樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなることを特徴とするバイオマス筐体。
【0035】
(付記2)前記表層は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含む材料からなることを特徴とする付記1に記載のバイオマス筐体。
【0036】
(付記3)前記バイオマス素材は、木粉、木質繊維、籾殻、そば殻、及びコーヒー豆皮から選ばれた少なくとも1種であることを特徴とする付記1又は2に記載のバイオマス筐体。
【0037】
(付記4)前記バイオマス素材は、前記表層が表面処理されていることを特徴とする付記1〜3のいずれか1項に記載のバイオマス筐体。
【0038】
(付記5)前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする付記4に記載のバイオマス筐体。
【0039】
(付記6)バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて筐体を作製する工程と
を含むことを特徴とするバイオマス筐体の製造方法。
【0040】
(付記7)前記ホウ素系水溶液は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含有するものであることを特徴とする付記6に記載のバイオマス筐体の製造方法。
【0041】
(付記8)前記バイオマス素材は、木粉、木質繊維、籾殻、そば殻、及びコーヒー豆皮から選ばれた少なくとも1種であることを特徴とする付記6又は7に記載のバイオマス筐体の製造方法。
【0042】
(付記9)前記バイオマス素材を乾燥した後、前記混練物を作製する前に、前記表層が形成された前記バイオマス素材を表面処理する工程を更に含むことを特徴とする付記6〜8のいずれか1項に記載のバイオマス筐体の製造方法。
【0043】
(付記10)前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする付記9に記載のバイオマス筐体の製造方法。
【0044】
(付記11)前記バイオマス素材を前記ホウ素系水溶液に浸漬する際に、前記ホウ素系水溶液を加熱することを特徴とする付記6〜10のいずれか1項に記載のバイオマス筐体の製造方法。
【0045】
(付記12)樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、
前記筐体が装着される電子機器本体と
を含むことを特徴とする電子機器。
【0046】
(付記13)筐体を作製する工程と、
電子機器本体を前記筐体に組み込む工程と
を含み、
前記筐体を作製する工程は、
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて前記筐体を作製する工程と
を含むことを特徴とする電子機器の製造方法。
【符号の説明】
【0047】
1 ベース樹脂
2 バイオマス素材
3 ホウ素含有層
10 混練物
11 ノートパソコン筐体
12 ノートパソコン本体
20 ノートパソコン
【技術分野】
【0001】
本発明は、いわゆるバイオマス素材を用いたバイオマス筐体及びその製造方法、並びに電子機器及びその製造方法に関し、パソコン、携帯電話等の電子機器用の筐体に用いて好適である。
【背景技術】
【0002】
ノートパソコン、携帯電話等の電子機器には、環境負荷の低減が要求される。近年では、電子機器用筐体の材料として、トウモロコシ等のバイオマスを原料としたポリ乳酸を改良した材料が用いられるようになった。
【0003】
電子機器用筐体の材料として、添加する充填材にバイオマス素材を用いる方法がある(特許文献1,2を参照)。特許文献1ではバイオマス素材を樹脂に添加してケナフ繊維強化樹脂組成物を、特許文献2ではバイオマス素材を樹脂に添加して木粉含有樹脂組成物及び柔軟性木質樹脂成型物を作製する。特許文献1,2の何れも、バイオマス素材を材料に用いることにより、環境面に配慮しつつ、強度の向上、疑似木質材の作製等を目的としている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105245号公報
【特許文献2】特開2004−155956号公報
【特許文献3】特開2009−13343号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
バイオマス素材を電子機器用筐体の材料として適用を進める場合、耐衝撃強度の改善及び難燃性の付与の双方を実現する要請を満たす必要がある。しかしながら、特許文献1,2の何れの材料も上記の要請を満たさない。
【0006】
一般的に、耐衝撃強度の改善する方法としては、ベース樹脂にエラストマ成分を添加することが有効である。しかしながらこの場合、充分な難燃性も得るためには、更に難燃性の付与に必要な難燃剤を多く添加する必要がある。難燃剤の添加量を多くすると、強度、耐熱性が低下するという問題がある。またバイオマス素材は、ベース樹脂との濡れ性が悪いことも耐衝撃強度が低くなる一因である。
【0007】
特許文献3には、バイオマス素材である木粉又は米粉に、不飽和カルボン酸又はその誘導体で表面処理することにより、ベース樹脂と木粉等と樹脂の密着を良くするため方法が開示されている。特許文献3では、植物由来樹脂であるポリ乳酸、ポリカーボネート及び脂肪族ポリエステルを組み合せることにより、樹脂組成物から得られる成形体の耐熱性、強度及び成形加工性を向上させることを目的としている。そのため、衝撃強度及び難燃性を改善することはできない。
【0008】
本発明は、上記の課題に鑑みてなされたものであり、耐衝撃強度及び難燃性の双方共に優れ、特にノートパソコン、携帯電話等を代表とする電子機器用筐体に適用した好適なバイオマス筐体及びその製造方法、並びに電子機器及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
バイオマス筐体の一態様は、樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる。
【0010】
バイオマス筐体の製造方法の一態様は、バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、前記表層が形成された前記バイオマス素材を乾燥する工程と、前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、前記混練物を含む材料を用いて筐体を作製する工程とを含む。
【0011】
電子機器の一態様は、樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、前記筐体が装着される電子機器本体とを含む。
【0012】
電子機器の製造方法の一態様は、筐体を作製する工程と、電子機器本体を前記筐体に組み込む工程とを含み、前記筐体を作製する工程は、バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、前記表層が形成された前記バイオマス素材を乾燥する工程と、前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、前記混練物を含む材料を用いて前記筐体を作製する工程とを含む。
【発明の効果】
【0013】
上記した諸態様によれば、耐衝撃強度及び難燃性の双方共に優れ、特にノートパソコン、携帯電話等を代表とする電子機器用筐体に適用して好適なバイオマス筐体、及び当該筐体を有する電子機器が実現する。
【図面の簡単な説明】
【0014】
【図1】本実施形態によるバイオマス筐体を有するノートパソコンの製造方法を工程順に示すフロー図である。
【図2】本実施形態において作製された混練物の一例を模式的に示す概略断面図である。
【図3】本実施形態により作製されたノートパソコン筐体の一例を示す模式図である。
【図4】本実施形態により作製されたノートパソコンの一例を示す模式図である。
【発明を実施するための形態】
【0015】
以下、具体的な実施形態について、図面を参照しながら詳細に説明する。
本実施形態では、バイオマス筐体としてノートパソコンの筐体を例示し、ノートパソコンの構成を製造方法と共に説明する。本実施形態のバイオマス筐体は、ノートパソコンのみならず、携帯電話等に代表される各種の電子機器の筐体に適用することができる。
【0016】
図1は、本実施形態によるバイオマス筐体を有するノートパソコンの製造方法を工程順に示すフロー図である。
先ず、バイオマス素材をホウ素系水溶液に浸漬し、バイオマス素材をホウ素系水溶液で充分に膨潤させる(ステップS1)。このとき、バイオマス素材にホウ素を含有する表層が形成される。
ここで、ステップS1において、例えば70℃程度で60分間程度の時間加熱しても良い。これにより、ホウ素系水溶液によるバイオマス素材の膨潤が早くなる。
【0017】
バイオマス素材としては、木、竹、草等の植物が用いられ、その種類は特に限定するものではない。具体的に、木等としては木粉の状態又は木質(有機)繊維で用いられる。その木材としては、杉(すぎ)、檜(ひのき)、ブナ、桐(きり)、欅(けやき)、楓(かえで)、桑(くわ)、楠(くすのき)、楢(なら)、楡(にれ)、竹の心材又は表皮等を使用することができる。木質繊維を有する植物として、ケナフ、麻等を用いても良く、複数種類のバイオマス素材を混合して使用しても良い。草等としては、籾殻、コーヒーの豆皮(渋皮)、そば殻を使用することができる。
ホウ素系水溶液の溶質であるホウ素系材料としては、例えばポリホウ酸ナトリウム(ホウ酸イオン重合体塩)、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物等から選ばれた少なくとも1種を使用することができる。
【0018】
続いて、ホウ素を含有する表層が形成されたバイオマス素材を乾燥する(ステップS2)。
詳細には、上記の表層が形成されたバイオマス素材を、例えば40℃程度で60分間程度の時間、温風で加熱乾燥する。これにより、上記の表層が形成されたバイオマス素材が適度に乾燥し、バイオマス素材の表層にホウ素系材料が析出する。
する。
【0019】
ここで、ステップS2の後、後述するステップS3の前に、上記の乾燥後のバイオマス素材に表面処理を施すようにしても良い。表面処理としては、一般的なガラスの表面処理が用いられる。具体的には、例えばシランカップリング処理又はトリアジン処理等、処理方法は限定せず、何れの方法を用いても良い。この表面処理を行うことにより、ホウ素系材料のバイオマス素材の表面への密着効果が更に増大する。
【0020】
続いて、上記の乾燥後のバイオマス素材をベース樹脂に混練して、混練物を含む材料を作製する(ステップS3)。
ベース樹脂としては、例えばABS(アクリロニトリル(Acrylonitrile)、ブタジエン(Butadiene)、スチレン(Styrene)共重合合成樹脂)等の熱可塑性樹脂が用いられる。
【0021】
このとき、図2の断面図に、作製された混練物の一例を示す。図示の例では、バイオマス素材の微細辺の1つをベース樹脂と共に拡大して模式的に表している。
作製される混練物10では、このベース樹脂1にバイオマス素材2が混練されており、バイオマス素材2の表面には、当該表面を覆うようにホウ素系材料含むホウ素含有層3が形成されている。
このように、バイオマス素材の表面を覆うようにホウ素含有層を形成することにより、バイオマス素材のベース樹脂との濡れ性が大幅に向上し、製品化された際の耐衝撃強度が改善する。またバイオマス素材材の表面にホウ素含有層を形成することにより、燃焼時に表面のガラスが炭化層となり、酸素を遮断する効果が得られる。これにより、ベース樹脂に添加する難燃剤の添加量を少なくすることが可能となり、強度、耐熱性の低下を抑えることができる。
【0022】
続いて、作製された混練物を含む材料を用いて製品、ここではノートパソコン筐体を作製する。
詳細には、作製された混練物を含む材料を用いて、射出成形を行う(ステップS4)。
即ち、所定の射出成形機により、作製された混練物を含む材料をノートパソコン筐体の金型に注入し、混練物を固化する。これにより、上記の混練物を含む材料からなるノートパソコン筐体が作製される(ステップS5)。
図3に、上記のように作製されたノートパソコン筐体の一例(ノートパソコン筐体11)を示す。
【0023】
しかる後、作製されたノートパソコン筐体に、所定のパソコン機能を備えたノートパソコン本体を適宜装着して組み込み、ノートパソコンを作製する(ステップS6)。
図4に、上記のように作製されたノートパソコンの一例を示す。ノートパソコン20は、ノートパソコン本体12の表面の少なくとも一部がノートパソコン筐体11により覆われている。
【0024】
以上説明したように、本実施形態によれば、バイオマス筐体として、耐衝撃強度及び難燃性の双方共に優れ、十分な成形性を有するノートパソコン筐体、及び当該筐体を備えた信頼性の高いノートパソコンが実現する。
【実施例】
【0025】
以下、本発明の好適な実施例について説明する。本実施例では、上記した実施形態に基づいて作製されたバイオマス筐体について、その強度、耐衝撃性、及び難燃性について実際に調べた結果について説明する。
【0026】
(試験片の作製)
アメリカ材料試験協会(ASTM:American Society for Testing and Material)の工業規格に規定されている試験片を作製した。バイオマス原料として、秋田杉を粉砕して平均粒径が約10μmの木粉を得た。60℃に加温したポリホウ酸ナトリウムの水溶液に60分間浸漬して、木粉の内部までポリホウ酸ナトリウムを含浸させて十分膨潤させた。その後、木粉を乾燥炉に入れて乾燥させた。これにより、ホウ素含有層が、木粉の表面に析出した。
上記の木粉を、PC−ABS樹脂に混練した。混練条件は温度220℃とした。得られた混練物を用いて射出成形し、例えばサイズが12.7mm×64mm×3.2mmのASTM曲げ試験片を得た。
【0027】
(曲げ強さの測定)
次に、上記の試験片を用いて、曲げ強さを測定した。
具体的には、インストロン社製の万能試験機(INSTORON5581)を使用し、試験片の大きさ以外は日本工業規格(JIS K 7203)に準拠して、試験片の曲げ弾性率を測定した。試験片は上記のようにして5個作製し、これら試験片の曲げ弾性率をそれぞれ測定した後、曲げ弾性率測定の規格に沿って最大値及び最小値のものを除外して平均値を算出し、それを曲げ弾性率として採用した。
【0028】
上記のように曲げ強さを測定した結果、作製された試験片の曲げ弾性率は4GPaであった。一般的に電子機器の筐体材料には3GPa〜6GPaの曲げ弾性率が必要とされている。上記の試験から、木粉添加した材料は、電子機器の筐体に要求される弾性率を有することが確認された。
【0029】
(衝撃試験)
上記の曲げ試験を、曲試験片にノッチ(切り欠き)を付けて、衝撃試験を行った。試験は、ASTM D256に準拠し、東洋精機製デジタル衝撃試験機 DG-UB型を用いた。上記の試験片を5個作製し、これら試験片の衝撃強度をそれぞれ測定した後、測定の規格に沿って最大値及び最小値のものを除外して平均値を算出し、それをアイゾット衝撃強度として採用した。
【0030】
上記のようにアイゾット衝撃強度による衝撃試験の結果、作製された試験片のアイゾット衝撃強度は、9KJ/m2であった。一般的に電子機器の筐体材料には8KJ/m2〜25KJ/m2の衝撃強度が必要とされている。上記の試験から、木粉添加した材料は、電子機器の筐体に要求される衝撃強度を有することが確認された。
【0031】
(難燃性の測定)
次に、UL94規格の難燃性試験に基づき、上記の試験片の難燃性を調べた。即ち、試験片を垂直に支持し、試験片の下端にガスバーナーの炎を当てて10秒間保持し、その後ガスバーナーの炎を試験片から離した。そして、炎が消えたときには直ちに試験片にガスバーナーの炎を10秒間当てた。UL94規格では、1回目及び2回目の接炎後の有炎燃焼持続時間と、2回目の接炎後の有炎燃焼持続時間及び無炎燃焼持続時間の合計と、5個の曲げ試験片の有炎燃焼持続時間の合計と、燃焼滴下物(ドリップ)の有無とを調べ、その結果により等級(V−0,V−1,V−2)を決定する。等級V−0では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも10秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が30秒以内であること、5個の試験片の有炎燃焼時間の合計が50秒以内であること、及び燃焼落下物がないことが要求される。等級V−1では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも30秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が60秒以内であること、5個の試験片の有炎燃焼時間の合計が250秒以内であること、及び燃焼滴下物がないことが要求される。等級V−2では、1回目及び2回目の接炎後の有炎燃焼時間がいずれも30秒以内であること、2回目の接炎後の有炎燃焼持続時間と無炎燃焼時間との合計が60秒以内であること、及び5個の試験片の有炎燃焼時間の合計が250秒以内であることが要求される。等級V−2では、燃焼滴下物が許容される。なお、試験片が燃え尽きたときは、等級V−0、V−1、V−2の何れにも該当しない。
【0032】
上記のようにUL94規格の難燃性試験を行った結果、本実施例により作製された試験片では、ガスバーバーの炎を当ててもバーナーを離すと直ぐに炎が消え、燃焼滴下物が発生せず、V−0相当の高い難燃性を有することが確認された。
【0033】
以下、諸態様を付記としてまとめて記載する。
【0034】
(付記1)樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなることを特徴とするバイオマス筐体。
【0035】
(付記2)前記表層は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含む材料からなることを特徴とする付記1に記載のバイオマス筐体。
【0036】
(付記3)前記バイオマス素材は、木粉、木質繊維、籾殻、そば殻、及びコーヒー豆皮から選ばれた少なくとも1種であることを特徴とする付記1又は2に記載のバイオマス筐体。
【0037】
(付記4)前記バイオマス素材は、前記表層が表面処理されていることを特徴とする付記1〜3のいずれか1項に記載のバイオマス筐体。
【0038】
(付記5)前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする付記4に記載のバイオマス筐体。
【0039】
(付記6)バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて筐体を作製する工程と
を含むことを特徴とするバイオマス筐体の製造方法。
【0040】
(付記7)前記ホウ素系水溶液は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含有するものであることを特徴とする付記6に記載のバイオマス筐体の製造方法。
【0041】
(付記8)前記バイオマス素材は、木粉、木質繊維、籾殻、そば殻、及びコーヒー豆皮から選ばれた少なくとも1種であることを特徴とする付記6又は7に記載のバイオマス筐体の製造方法。
【0042】
(付記9)前記バイオマス素材を乾燥した後、前記混練物を作製する前に、前記表層が形成された前記バイオマス素材を表面処理する工程を更に含むことを特徴とする付記6〜8のいずれか1項に記載のバイオマス筐体の製造方法。
【0043】
(付記10)前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする付記9に記載のバイオマス筐体の製造方法。
【0044】
(付記11)前記バイオマス素材を前記ホウ素系水溶液に浸漬する際に、前記ホウ素系水溶液を加熱することを特徴とする付記6〜10のいずれか1項に記載のバイオマス筐体の製造方法。
【0045】
(付記12)樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、
前記筐体が装着される電子機器本体と
を含むことを特徴とする電子機器。
【0046】
(付記13)筐体を作製する工程と、
電子機器本体を前記筐体に組み込む工程と
を含み、
前記筐体を作製する工程は、
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて前記筐体を作製する工程と
を含むことを特徴とする電子機器の製造方法。
【符号の説明】
【0047】
1 ベース樹脂
2 バイオマス素材
3 ホウ素含有層
10 混練物
11 ノートパソコン筐体
12 ノートパソコン本体
20 ノートパソコン
【特許請求の範囲】
【請求項1】
樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなることを特徴とするバイオマス筐体。
【請求項2】
前記表層は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含む材料からなることを特徴とする請求項1に記載のバイオマス筐体。
【請求項3】
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて筐体を作製する工程と
を含むことを特徴とするバイオマス筐体の製造方法。
【請求項4】
前記ホウ素系水溶液は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含有するものであることを特徴とする請求項3に記載のバイオマス筐体の製造方法。
【請求項5】
前記バイオマス素材を乾燥した後、前記混練物を作製する前に、前記表層が形成された前記バイオマス素材を表面処理する工程を更に含むことを特徴とする請求項3又は4に記載のバイオマス筐体の製造方法。
【請求項6】
前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする請求項5に記載のバイオマス筐体の製造方法。
【請求項7】
樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、
前記筐体が装着される電子機器本体と
を含むことを特徴とする電子機器。
【請求項8】
筐体を作製する工程と、
電子機器本体を前記筐体に組み込む工程と
を含み、
前記筐体を作製する工程は、
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて前記筐体を作製する工程と
を含むことを特徴とする電子機器の製造方法。
【請求項1】
樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなることを特徴とするバイオマス筐体。
【請求項2】
前記表層は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含む材料からなることを特徴とする請求項1に記載のバイオマス筐体。
【請求項3】
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて筐体を作製する工程と
を含むことを特徴とするバイオマス筐体の製造方法。
【請求項4】
前記ホウ素系水溶液は、ポリホウ酸ナトリウム、ホウ酸亜鉛、及び、少なくともホウ酸(H3BO3)とホウ砂(Na2B4O7・10H2O)とを含むホウ素化合物から選ばれた少なくとも1種を含有するものであることを特徴とする請求項3に記載のバイオマス筐体の製造方法。
【請求項5】
前記バイオマス素材を乾燥した後、前記混練物を作製する前に、前記表層が形成された前記バイオマス素材を表面処理する工程を更に含むことを特徴とする請求項3又は4に記載のバイオマス筐体の製造方法。
【請求項6】
前記表面処理は、シランカップリング処理又はトリアジン処理であることを特徴とする請求項5に記載のバイオマス筐体の製造方法。
【請求項7】
樹脂に、ホウ素を含有する表層が形成されたバイオマス素材が混練されてなる混練物を含む材料からなる筐体と、
前記筐体が装着される電子機器本体と
を含むことを特徴とする電子機器。
【請求項8】
筐体を作製する工程と、
電子機器本体を前記筐体に組み込む工程と
を含み、
前記筐体を作製する工程は、
バイオマス素材をホウ素系水溶液に浸漬し、前記バイオマス素材にホウ素を含有する表層を形成する工程と、
前記表層が形成された前記バイオマス素材を乾燥する工程と、
前記表層が形成された前記バイオマス素材を樹脂に混練して、混練物を含む材料を作製する工程と、
前記混練物を含む材料を用いて前記筐体を作製する工程と
を含むことを特徴とする電子機器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−37958(P2011−37958A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−185179(P2009−185179)
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]