
バクテリアセルロースの生産方法、複合構造体及びバクテリアセルロース離解物

【課題】バクテリアセルロースの生産性が高く、且つ、特殊な材料や高価で複雑な装置を用いることなく経済性の良いバクテリアセルロースの生産方法を提供する。
【解決手段】セルロース産生菌を含有する培養液を用いてセルロース産生菌を培養するに当たり、当該培養液の中に繊維材料が存在する状態で、セルロース産生菌を培養する。
【解決手段】セルロース産生菌を含有する培養液を用いてセルロース産生菌を培養するに当たり、当該培養液の中に繊維材料が存在する状態で、セルロース産生菌を培養する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バクテリアセルロースの生産方法、この方法によって得られる複合構造体及びバクテリアセルロース離解物に関するものであり、詳しくは、セルロース産生菌を培養することにより、高収率でバクテリアセルロースを生産する方法、この方法によって得られる複合構造体及びバクテリアセルロース離解物に関するものである。
【背景技術】
【0002】
セルロース産生菌由来のバクテリアセルロースは、従来から食品として利用されているほか、近年では、化粧品、医薬品としても利用が図られている。また、バクテリアセルロースは、そのミクロフィブリル構造に起因する優れた機械的特性により、新規な材料としても注目されている。
【0003】
一般に、バクテリアセルロースは、セルロース産生菌を用いた静置培養法、振盪培養法もしくは通気撹拌培養法などにより生産される。
【0004】
そこで、セルロース産生菌を用いた各種培養法において、バクテリアセルロースの生産性を向上させる方法が多く検討されている。例えば、下記特許文献1には、セルロース産生菌を静置培養してバクテリアセルロースを生産する際に、酸素透過性の膜を介して培養液に酸素を供給して、バクテリアセルロースの生産性を向上させる方法が提案されている。
【特許文献1】特開昭61−152296号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1の方法では、バクテリアセルロースの生産性を向上させるために、酸素を供給する特殊な膜を必要とする。また、酸素濃度や培養条件などの特殊な制御を必要とし、装置が高価で複雑となる。その結果、上記特許文献1の方法は、経済性の点で利用しにくいという問題があった。
【0006】
そこで、本発明は、以上のようなことに対処して、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することを目的とする。
【0007】
また、本発明は、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体、及び、当該バクテリアセルロースを繊維材料から分離して得られるバクテリアセルロース離解物を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題の解決にあたり、本発明者らは、鋭意研究の結果、セルロース産生菌を含有する培養液によりセルロース産生菌を培養するに当たり、当該培養液の中に繊維材料が存在する状態でセルロース産生菌を培養することにより上記目的を達成できることを見出した。
【0009】
即ち、本発明に係るバクテリアセルロースの生産方法は、請求項1の記載によれば、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、当該セルロース産生菌の培養を行うことを特徴とする。
【0010】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。
【0011】
また、上記バクテリアセルロースの生産方法においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0012】
従って、上記バクテリアセルロースの生産方法は、バクテリアセルロースの生産性が高く、且つ、経済性の良い生産方法である。
【0013】
また、本発明は、請求項2の記載によれば、請求項1に記載のバクテリアセルロースの生産方法において、上記培養液の中に存在する上記繊維材料の量は、上記培養液に対して0.1重量%〜15重量%の範囲内にあることを特徴とする。
【0014】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、当該セルロース産生菌を培養するに際し、上記繊維材料の量は、上記培養液に対して0.1重量%〜15重量%の範囲内にあることが好ましい。また、2重量%〜10重量%の範囲内にあることがより好ましく、更に、5重量%〜10重量%の範囲内にあることが特に好ましい。
【0015】
ここで、上記繊維材料の量が上記培養液に対して0.1重量%〜15重量%の範囲内にあると、繊維材料が培養液中で希薄にならず、また、繊維材料が培養液に均一に分散した状態となり、本発明の効果が大きくなると考えられる。
【0016】
これによれば、セルロース産生菌を含有する培養液の中に所定量の繊維材料が存在する状態で、当該セルロース産生菌を培養することにより、バクテリアセルロースの生産性が更に向上する。
【0017】
従って、上記バクテリアセルロースの生産方法においては、請求項1に記載の発明と同様の作用効果がより一層向上され得る。
【0018】
また、本発明は、請求項3の記載によれば、請求項1又は2に記載のバクテリアセルロースの生産方法において、上記繊維材料は、天然繊維又は再生繊維からなることを特徴とする。
【0019】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中に天然繊維又は再生繊維からなる繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が更に向上する。
【0020】
従って、上記バクテリアセルロースの生産方法は、請求項1又は2に記載の発明と同様の作用効果がより一層向上され得る。
【0021】
また、本発明は、請求項4の記載によれば、請求項3に記載のバクテリアセルロースの生産方法において、上記繊維材料は、セルロース系繊維からなることを特徴とする。
【0022】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中にセルロース系繊維からなる繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が更に向上する。
【0023】
従って、上記バクテリアセルロースの生産方法は、請求項3に記載の発明と同様の作用効果がより一層向上され得る。
【0024】
また、本発明に係る複合構造体は、請求項5の記載によれば、請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産されたバクテリアセルロースと当該生産方法に使用された繊維材料とからなる。
【0025】
ここで、複合構造体とは、バクテリアセルロースと繊維材料とがその内部にまで混在し、互いに交絡した構造を形成しているものをいう。
【0026】
本発明においては、培養液中に繊維材料が存在することにより、バクテリアセルロースの生産性が向上し、繊維材料の外部及び内部に多くのバクテリアセルロースが形成される。
【0027】
このことにより、本発明は、請求項1〜4のいずれか1つに記載の生産方法により複合構造体を提供することができる。
【0028】
また、本発明に係るバクテリアセルロース離解物は、請求項6の記載によれば、請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産されたバクテリアセルロースを当該生産方法に使用された繊維材料から分離し、分離後のバクテリアセルロースを離解して得られる。
【0029】
ここで、バクテリアセルロース離解物とは、上記バクテリアセルロースと繊維材料とが存在する培養後の培養液から当該繊維材料を分離して、且つ、バクテリアセルロースの有する微細リボン状形態を離解して得られるバクテリアセルロースの高度分散水性懸濁液をいう。このバクテリアセルロース離解物は、水系での分散性に優れ、保水性が高い。従って、このバクテリアセルロース離解物は、増粘剤、保水剤の他、構造体の強度向上剤など多くの用途に使用される。
【0030】
本発明において、バクテリアセルロースを繊維材料から分離し、分離後のバクテリアセルロースを離解する方法は、一般の方法でよく、例えば、高速ホモジナイザー、回転式ホモジナイザー、高圧ホモジナイザー、又は超音波粉砕機などを用いて容易に行うことができる。
【0031】
このことにより、本発明は、請求項1〜4のいずれか1つに記載の生産方法によりバクテリアセルロース離解物を提供することができる。
【0032】
なお、本発明において用いられるセルロース産生菌は、酢酸菌が好ましく、特に、 Gluconacetobacter属の酢酸菌、更には Gluconacetobacter xylinus (American Type Culture Collection No.53582)が特に好ましい。
【0033】
また、本発明において、繊維材料とは、単一種類又は複数種類の繊維を主構成要素とする材料であって、その形態は特に制限されるものではなく、例えば、織物、編物、不織布、繊維ウェブ、糸、繊維束、繊維塊などの繊維の集合体であってもよく、バラ毛又はカットファイバーなどの繊維の非集合体であってもよい。
【0034】
ここで、上記繊維材料に使用される繊維の種類は、特に制限されるものではなく、一般の衣料あるいは産業資材として使用される有機繊維、無機繊維又は金属繊維などのいずれでもよい。例えば、有機繊維には、綿繊維、麻繊維、羊毛繊維、絹繊維などの天然繊維、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維、キチン繊維、アルギン繊維などの再生繊維、アセテート繊維、プロミックス繊維などの半合成繊維、ポリエステル繊維、ポリアミド繊維、アクリル繊維、ポリオレフィン繊維、フッ素繊維、PPS繊維、PBZ繊維などの合成繊維などがある。また、無機繊維としては、ガラス繊維、炭素繊維、活性炭素繊維、アルミナ繊維、炭化ケイ素繊維、ロックファイバーなどがある。
【0035】
また、本発明においては、上記繊維材料は、綿繊維、麻繊維、羊毛繊維、絹繊維などの天然繊維、又は、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維、キチン繊維、アルギン繊維などの再生繊維からなる繊維材料であることが好ましい。更に、天然繊維又は再生繊維の中でも、綿繊維、麻繊維、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維などのセルロース系繊維からなる繊維材料がバクテリアセルロースの生産性を向上させるために特に好ましい。
【発明を実施するための最良の形態】
【0036】
以下、本発明の各実施形態について説明する。
(第1実施形態)
本第1実施形態は、繊維材料として天然繊維、再生繊維及び合成繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0037】
以下、本第1実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第1実施形態に使用する繊維材料として、綿繊維、ビスコースレーヨン繊維、ポリエステル繊維、及びポリアミド繊維の各カットファイバーを準備した。
【0038】
具体的には、上記各カットファイバーは、上記各繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培地の準備
培地としてSH培地(Schramm-Hestrin medium)を使用した。SH培地は、グルコース20g、酵母エキス5g、ポリペプトン5g、クエン酸1.15g及びリン酸水素二ナトリウム2.7gを1000mlの蒸留水に溶解して調整した後、120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(3)菌体の準備
酢酸菌 Gluconacetobacter xylinus (American Type Culture Collection No.53582)を試験管で4日間、前々培養し、産生されたゲル状のセルロース(バクテリアセルロースぺリクル)の一部を三角フラスコ中の上記SH培地40mlに移して酢酸菌を植菌し、115rpmの回転式振盪機にて25℃で3日間、前培養した。上記前培養中に産生したセルロースを溶解して菌体の増殖を活発にするために、上記培養液には膜滅菌したセルラーゼ原液(セルクラスト、ノボザイムズ社製)の5倍希釈液を0.4ml加えた。培養後の上記培養液を遠心分離し、増殖した菌体を得た。
(4)培養液の準備
上記増殖した菌体を集めて上記SH培地200mlに加え、本第1実施形態に使用するセルロース産生菌の培養液を得た。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0039】
ここで、予め重量を測定しておいたガラスシャーレ(Φ95×20mm)の中に、予め正確に絶乾重量を測定しておいた上記各カットファイバー(2g前後)を敷き詰め、その上に上記培養液を各40mlずつ添加して本第1実施形態に係る実施例−1〜実施例−4の培養液を得た。また、比較として繊維材料を添加していないものを比較例−1の培養液とした。なお、実施例−3(ポリエステル繊維)及び実施例−4(ポリアミド繊維)は繊維材料が疎水性であり、培養液での繊維材料の濡れを確保するために非イオン系界面活性剤を少量添加した。
2.バクテリアセルロースの生産工程
(1)培養工程
上記培養液の準備工程で得られた実施例−1〜実施例−4、及び比較例−1のセルロース産生菌の各培養液の入った各ガラスシャーレを水平に静置した状態で、室温25℃の条件で3日間培養した。
【0040】
この間、上記ガラスシャーレの上部液面には、バクテリアセルロース膜が生成し培養が進行していることを確認した。
(2)失活・洗浄工程
上記培養後の各バクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま、2重量%の水酸化ナトリウム水溶液中において80℃で30分間、セルロース産生菌の失活操作を行った。その後、上記バクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま十分に洗浄して当該バクテリアセルロース膜からセルロース産生菌を除去した。
(3)乾燥工程
失活・洗浄工程後のバクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま、乾燥機を用いて55℃で乾燥した。このとき、上記バクテリアセルロース膜は、各繊維材料を取り込んだまま、水分を放出して乾燥した状態の乾燥膜となる。
【0041】
上述の各工程を経て、本第1実施形態に係る実施例−1〜実施例−4のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−1では、バクテリアセルロースのみの膜を得た。
【0042】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜をガラスシャーレに入れたまま重量を測定し、予め測定しておいたガラスシャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0043】
得られたバクテリアセルロースの生産量(実測値)から、比較例−1の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表1に示す。
【0044】
【表1】

【0045】
この表1によれば、実施例−1〜実施例−4のバクテリアセルロース生産量は、いずれも比較例−1のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。また、実施例−1及び実施例−2のセルロース系繊維材料(綿繊維及びビスコースレーヨン繊維)が存在する培養液において、バクテリアセルロース生産量の向上が顕著である。
【0046】
以上のことにより、本第1実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第1実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0047】
よって、本第1実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0048】
また、本第1実施形態においては、上記生産方法によって得られるバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
【0049】
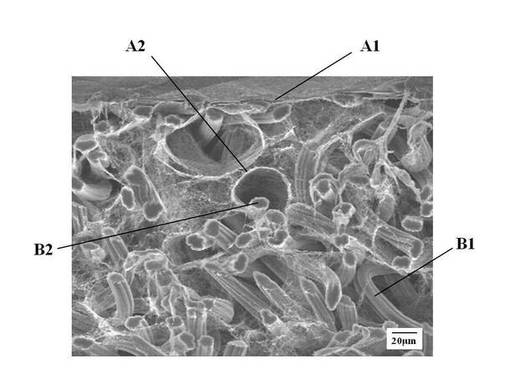
ここで、図1は、本第1実施形態に係る実施例−2で得られたバクテリアセルロースとビスコースレーヨン繊維からなる繊維材料との複合構造体を走査型電子顕微鏡写真により示す一断面図である。図1によれば、複合構造体表面のバクテリアセルロース(A1)は、それ自体で皮膜を形成するように生成されており、一方、複合構造体内部のバクテリアセルロース(A2)は、繊維材料(B1)と交絡して、全体として複合構造体が形成されていることが確認できる。
(第2実施形態)
本第2実施形態は、繊維材料として天然繊維である羊毛繊維又は絹繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0050】
以下、本第2実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第2実施形態においても上記第1実施形態と同様に上記各繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
【0051】
以下、本第2実施形態の生産方法については、培養液中に存在する繊維材料の種類以外は、上記第1実施形態で説明した培養液の準備工程と同様にして実施例−5及び実施例−6の培養液を得た。また、比較として繊維材料を添加していないものを比較例−2の培養液とした。なお、実施例−5の羊毛繊維はその表面が疎水性であり、培養液での繊維材料の濡れを確保するために非イオン系界面活性剤を少量添加した。
【0052】
ここで、本第2実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄、乾燥の各工程を経て、本第2実施形態に係る実施例−5及び実施例−6のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−2では、バクテリアセルロースのみの膜を得た。
【0053】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜をガラスシャーレに入れたまま重量を測定し、予め測定しておいたガラスシャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0054】
得られたバクテリアセルロースの生産量(実測値)から、比較例−2の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表2に示す。
【0055】
【表2】
【0056】
この表2によれば、実施例−5及び実施例−6のバクテリアセルロース生産量は、いずれも比較例−2のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。
【0057】
ここで、比較例−2のバクテリアセルロースの生産量(実測値)が、上記第1実施形態に係る比較例−1のバクテリアセルロースの生産量(実測値)と違った値を示している。このことは、本第2実施形態の前培養と上記第1実施形態の前培養が別個の操作であり、セルロース産生菌の活性化状態が異なっていたものと考えられる。
【0058】
しかし、各実施形態においても同様に培養液中に繊維材料が存在することにより、バクテリアセルロースの生産量が大きく向上していることが確認される。
【0059】
以上のことにより、本第2実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第2実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0060】
よって、本第2実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0061】
また、本第2実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
(第3実施形態)
本第3実施形態は、繊維材料としてビスコースレーヨン繊維からなる不織布が存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0062】
以下、本第3実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第3実施形態に使用する繊維材料として、ビスコースレーヨン不織布(4枚重ね、目付け;400g/m2)を100mm×100mmにカットし、120℃のオートクレーブ中で15分間、滅菌処理して使用した。このビスコースレーヨン不織布の重量は4gであり、その厚みは1.6mmであった。
(2)培養液の準備
本第3実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0063】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン不織布を敷き、その上に上記培養液を40ml添加して本第3実施形態に係る実施例−7の培養液を得た。また、比較として繊維材料を添加していないものを比較例−3の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄、乾燥の各工程を経て、本第3実施形態に係る実施例−7のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−3では、バクテリアセルロースのみの膜を得た。
【0064】
得られた実施例−7のバクテリアセルロースと繊維材料との複合構造体又は比較例−3のバクテリアセルロース乾燥膜を角シャーレに入れたまま重量を測定し、予め測定しておいた角シャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0065】
得られたバクテリアセルロースの生産量(実測値)から、比較例−3の生産量を100としたときの実施例−7の生産量(相対値)を算出した。実施例−7について、バクテリアセルロースの生産量を実測値及び相対値として表3に示す。
【0066】
【表3】
【0067】
この表3によれば、実施例−7のバクテリアセルロース生産量は、比較例−3のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。
【0068】
以上のことにより、本第3実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第3実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0069】
よって、本第3実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0070】
また、本第3実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。この複合構造体は、ビスコースレーヨン不織布としての物性に加え、バクテリアセルロースの物性が相乗的に作用して、強力な複合構造体となっている。
(第4実施形態)
本第4実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。なお、本第4実施形態においては、培養液中に存在する繊維材料の量を変化させてセルロース産生菌を培養するものである。具体的には、繊維材料の量を一定にして、これに添加するセルロース産生菌の培養液の量を変化させて行った。
【0071】
以下、本第4実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第4実施形態においても上記第1実施形態に係る実施例−2と同様にビスコースレーヨン繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培養液の準備
本第4実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0072】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン繊維からなるカットファイバーを2gずつ敷き詰め、その上に上記培養液を10ml間隔で各30ml〜70ml添加して本第4実施形態に係る実施例−8〜実施例−12の培養液を得た。
【0073】
また、比較として角シャーレ(100mm×140mm)の中に繊維材料を添加せずに上記培養液のみを10ml間隔で各30ml〜70ml添加したものを各実施例に対応させて比較例−4〜比較例−8の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄の各工程を行った。ここで、乾燥工程は、角シャーレから取り出した状態で105℃の乾燥機中で行った。これらの工程を経て、本第4実施形態に係る実施例−8〜実施例−12のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−4〜比較例−8においては、バクテリアセルロースのみの膜を得た。
【0074】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は各比較例のバクテリアセルロース乾燥膜は、それぞれ重量を測定し、予め測定しておいた繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0075】
本第4実施形態においては、各実施例及び各比較例に使用された培養液の量が30ml〜70mlの範囲で異なるため、得られたバクテリアセルロースの生産量(実測値)をそのまま比較することはできない。即ち、生産量(相対値)の基準となる比較例−4〜比較例−8は、培養液の量が異なることでその中に含まれる菌体量が異なっており、その結果、バクテリアセルロースの生産量(実測値)が異なった値となる。
【0076】
そこで、培養液の量が同一の実施例と比較例とを対比させて各実施例の生産量(相対値)を算出した。例えば、実施例−8の生産量(実測値)から、比較例−4の生産量を100としたときの実施例−8の生産量(相対値)を算出した。以下同様にして、実施例−9と比較例−5、実施例−10と比較例−6、実施例−11と比較例−7、実施例−12と比較例−8から各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表4に示す。
【0077】
【表4】
【0078】
この表4によれば、実施例−8〜実施例−12のバクテリアセルロース生産量は、これらに対比する比較例−4〜比較例−8のバクテリアセルロース生産量に比べ、いずれも増量していることが分かる。
【0079】
以上のことにより、本第4実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第4実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0080】
よって、本第4実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0081】
また、本第4実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
(第5実施形態)
本第5実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。なお、本第5実施形態は、上記第4実施形態と同様に培養液中に存在する繊維材料の量を変化させてセルロース産生菌を培養するものである。具体的には、上記第4実施形態とは逆にセルロース産生菌の培養液の量を一定にして、この中に存在する繊維材料の量を変化させて行った。
【0082】
以下、本第5実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第5実施形態においても上記第1実施形態に係る実施例−2と同様にビスコースレーヨン繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培養液の準備
本第5実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0083】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン繊維からなるカットファイバーをそれぞれ0.4g、0.2g、0.1g敷き詰め、その上に上記培養液を40ml添加して本第5実施形態に係る実施例−13〜実施例−15の培養液を得た。
【0084】
また、比較として角シャーレ(100mm×140mm)の中に繊維材料を添加せずに上記培養液のみを40ml添加したものを比較例−9の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態の操作に準拠するが、本第5実施形態においては、室温25℃の条件で2日間培養した。以下、失活・洗浄、乾燥の各工程は、上記第4実施形態と同様にして行った。これらの工程を経て、本第5実施形態に係る実施例−13〜実施例−15のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−9においては、バクテリアセルロースのみの膜を得た。
【0085】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜は、それぞれ重量を測定し、予め測定しておいた繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0086】
得られたバクテリアセルロースの生産量(実測値)から、比較例−9の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表5に示す。
【0087】
【表5】
【0088】
この表5によれば、実施例−13〜実施例−15のバクテリアセルロース生産量は、比較例−9のバクテリアセルロース生産量に比べ、いずれも増量していることが分かる。
【0089】
以上のことにより、本第5実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第5実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0090】
よって、本第5実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0091】
また、本第2実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。この複合構造体は、その中に占める繊維材料の量が少ないので、柔軟で伸縮性に優れた複合構造体となっている。
(第6実施形態)
本第6実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養した後に、得られたバクテリアセルロースから繊維材料を分離し、分離後のバクテリアセルロースを離解することにより得られるバクテリアセルロース離解物に関するものである。
【0092】
本第6実施形態については、上記第1実施形態で準備したものと同様の培養液80mlを500ml三角フラスコに入れ、これに上記第1実施形態で準備したものと同様のビスコースレーヨン繊維からなるカットファイバー4gを投入して、上記第1実施形態と同様に室温25℃の条件で3日間培養した。
【0093】
得られた培養液からバクテリアセルロースとカットファイバーからなる水膨潤性ゲルシートを分離し、この水膨潤性ゲルシートを上記第1実施形態と同様の条件で失活・洗浄した後、水中で撹拌粉砕して水性懸濁液とした。この水性懸濁液は、バクテリアセルロースとカットファイバーが交絡した状態で水中に分散したものであり、これを高速ホモジナイザーで10,000rpmで10分間撹拌して、バクテリアセルロースとカットファイバーの交絡を解除した。この水性懸濁液から繊維材料を分離して、バクテリアセルロースのみが分散した水性懸濁液とした後、再度、高速ホモジナイザーで18,000rpmで5分間撹拌してバクテリアセルロース離解物を得た。
【0094】
得られたバクテリアセルロース離解物は、水媒体中にバクテリアセルロースのミクロフィブリルが均一に分散しており、その分散状態は安定したものであった。
【0095】
このことにより、本第6実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースから繊維材料を分離し、分離後のバクテリアセルロースを離解して得られるバクテリアセルロース離解物を提供することができる。
【0096】
なお、本第6実施形態では、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上しており、その結果、本第6実施形態で得られるバクテリアセルロース離解物の生産量も多くなるという効果も有する。
【0097】
また、本発明の実施にあたり、上記各実施形態に限らず次のような種々の変形例が挙げられる。
(1)上記各実施形態は、繊維材料として各種繊維のカットファイバー又は不織布を使用するものであるが、本発明に係るバクテリアセルロースの生産方法は、これに限るものではなく、その他の繊維材料、例えば、織物、編物、繊維ウェブ、糸、繊維束、繊維塊などの繊維の集合体やバラ毛などの繊維の非集合体を使用してもよい。
(2)上記各実施形態は、各種繊維のカットファイバー又は不織布を使用する際に、単一種類の繊維からなる繊維材料を使用するものであるが、本発明に係るバクテリアセルロースの生産方法は、これに限るものではなく、複数種類の繊維からなる繊維材料を使用してもよい。
(3)上記各実施形態は、セルロース産生菌として酢酸菌のうち、Gluconacetobacter xylinus(American Type Culture Collection No.53582)を使用するものであるが、本発明に係るセルロース産生菌は、これに限るものではなく、他の菌種、他の酢酸菌、例えば、Acetobacter xylinum、Acetobacter aceti、Acetobacter subsp.、Asaia bogorensisなどに属する他の菌株を使用してもよい。
(4)上記各実施形態は、SH培地(Schramm-Hestrin medium)を使用してセルロース産生菌を培養するものであるが、本発明に使用する培地は、これに限るものではなく、他の培地、例えば、CSL培地(Corn Steep Liquor-Sucrose medium)などを使用してもよい。
(5)上記各実施形態は、セルロース産生菌の培養条件として、室温25℃で3日間又は2日間を採用するものであるが、本発明に係る培養条件は、これに限るものではなく、使用する菌種、使用する培地、又は、使用する繊維材料の種類と使用量などによって適宜選定すればよい。
(6)上記各実施形態は、静置培養法によりセルロース産生菌を培養するものであるが、本発明に採用する培養法は、これに限るものではなく、他の培養法、例えば、振盪培養法、通気撹拌培養法などを適宜選定すればよい。
【図面の簡単な説明】
【0098】
【図1】本発明の第1実施形態(実施例−2)によって得られる複合構造体を走査型電子顕 微鏡写真により示す一断面図である。
【符号の説明】
【0099】
A1…複合構造体表面のバクテリアセルロース、A2…複合構造体内部のバクテリアセルロース、B1…繊維材料の表面、B2…繊維材料の断面
【技術分野】
【0001】
本発明は、バクテリアセルロースの生産方法、この方法によって得られる複合構造体及びバクテリアセルロース離解物に関するものであり、詳しくは、セルロース産生菌を培養することにより、高収率でバクテリアセルロースを生産する方法、この方法によって得られる複合構造体及びバクテリアセルロース離解物に関するものである。
【背景技術】
【0002】
セルロース産生菌由来のバクテリアセルロースは、従来から食品として利用されているほか、近年では、化粧品、医薬品としても利用が図られている。また、バクテリアセルロースは、そのミクロフィブリル構造に起因する優れた機械的特性により、新規な材料としても注目されている。
【0003】
一般に、バクテリアセルロースは、セルロース産生菌を用いた静置培養法、振盪培養法もしくは通気撹拌培養法などにより生産される。
【0004】
そこで、セルロース産生菌を用いた各種培養法において、バクテリアセルロースの生産性を向上させる方法が多く検討されている。例えば、下記特許文献1には、セルロース産生菌を静置培養してバクテリアセルロースを生産する際に、酸素透過性の膜を介して培養液に酸素を供給して、バクテリアセルロースの生産性を向上させる方法が提案されている。
【特許文献1】特開昭61−152296号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1の方法では、バクテリアセルロースの生産性を向上させるために、酸素を供給する特殊な膜を必要とする。また、酸素濃度や培養条件などの特殊な制御を必要とし、装置が高価で複雑となる。その結果、上記特許文献1の方法は、経済性の点で利用しにくいという問題があった。
【0006】
そこで、本発明は、以上のようなことに対処して、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することを目的とする。
【0007】
また、本発明は、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体、及び、当該バクテリアセルロースを繊維材料から分離して得られるバクテリアセルロース離解物を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題の解決にあたり、本発明者らは、鋭意研究の結果、セルロース産生菌を含有する培養液によりセルロース産生菌を培養するに当たり、当該培養液の中に繊維材料が存在する状態でセルロース産生菌を培養することにより上記目的を達成できることを見出した。
【0009】
即ち、本発明に係るバクテリアセルロースの生産方法は、請求項1の記載によれば、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、当該セルロース産生菌の培養を行うことを特徴とする。
【0010】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。
【0011】
また、上記バクテリアセルロースの生産方法においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0012】
従って、上記バクテリアセルロースの生産方法は、バクテリアセルロースの生産性が高く、且つ、経済性の良い生産方法である。
【0013】
また、本発明は、請求項2の記載によれば、請求項1に記載のバクテリアセルロースの生産方法において、上記培養液の中に存在する上記繊維材料の量は、上記培養液に対して0.1重量%〜15重量%の範囲内にあることを特徴とする。
【0014】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、当該セルロース産生菌を培養するに際し、上記繊維材料の量は、上記培養液に対して0.1重量%〜15重量%の範囲内にあることが好ましい。また、2重量%〜10重量%の範囲内にあることがより好ましく、更に、5重量%〜10重量%の範囲内にあることが特に好ましい。
【0015】
ここで、上記繊維材料の量が上記培養液に対して0.1重量%〜15重量%の範囲内にあると、繊維材料が培養液中で希薄にならず、また、繊維材料が培養液に均一に分散した状態となり、本発明の効果が大きくなると考えられる。
【0016】
これによれば、セルロース産生菌を含有する培養液の中に所定量の繊維材料が存在する状態で、当該セルロース産生菌を培養することにより、バクテリアセルロースの生産性が更に向上する。
【0017】
従って、上記バクテリアセルロースの生産方法においては、請求項1に記載の発明と同様の作用効果がより一層向上され得る。
【0018】
また、本発明は、請求項3の記載によれば、請求項1又は2に記載のバクテリアセルロースの生産方法において、上記繊維材料は、天然繊維又は再生繊維からなることを特徴とする。
【0019】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中に天然繊維又は再生繊維からなる繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が更に向上する。
【0020】
従って、上記バクテリアセルロースの生産方法は、請求項1又は2に記載の発明と同様の作用効果がより一層向上され得る。
【0021】
また、本発明は、請求項4の記載によれば、請求項3に記載のバクテリアセルロースの生産方法において、上記繊維材料は、セルロース系繊維からなることを特徴とする。
【0022】
このように、上記バクテリアセルロースの生産方法においては、セルロース産生菌を含有する培養液を用いてセルロース産生菌の培養を行うに際し、当該培養液の中にセルロース系繊維からなる繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が更に向上する。
【0023】
従って、上記バクテリアセルロースの生産方法は、請求項3に記載の発明と同様の作用効果がより一層向上され得る。
【0024】
また、本発明に係る複合構造体は、請求項5の記載によれば、請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産されたバクテリアセルロースと当該生産方法に使用された繊維材料とからなる。
【0025】
ここで、複合構造体とは、バクテリアセルロースと繊維材料とがその内部にまで混在し、互いに交絡した構造を形成しているものをいう。
【0026】
本発明においては、培養液中に繊維材料が存在することにより、バクテリアセルロースの生産性が向上し、繊維材料の外部及び内部に多くのバクテリアセルロースが形成される。
【0027】
このことにより、本発明は、請求項1〜4のいずれか1つに記載の生産方法により複合構造体を提供することができる。
【0028】
また、本発明に係るバクテリアセルロース離解物は、請求項6の記載によれば、請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産されたバクテリアセルロースを当該生産方法に使用された繊維材料から分離し、分離後のバクテリアセルロースを離解して得られる。
【0029】
ここで、バクテリアセルロース離解物とは、上記バクテリアセルロースと繊維材料とが存在する培養後の培養液から当該繊維材料を分離して、且つ、バクテリアセルロースの有する微細リボン状形態を離解して得られるバクテリアセルロースの高度分散水性懸濁液をいう。このバクテリアセルロース離解物は、水系での分散性に優れ、保水性が高い。従って、このバクテリアセルロース離解物は、増粘剤、保水剤の他、構造体の強度向上剤など多くの用途に使用される。
【0030】
本発明において、バクテリアセルロースを繊維材料から分離し、分離後のバクテリアセルロースを離解する方法は、一般の方法でよく、例えば、高速ホモジナイザー、回転式ホモジナイザー、高圧ホモジナイザー、又は超音波粉砕機などを用いて容易に行うことができる。
【0031】
このことにより、本発明は、請求項1〜4のいずれか1つに記載の生産方法によりバクテリアセルロース離解物を提供することができる。
【0032】
なお、本発明において用いられるセルロース産生菌は、酢酸菌が好ましく、特に、 Gluconacetobacter属の酢酸菌、更には Gluconacetobacter xylinus (American Type Culture Collection No.53582)が特に好ましい。
【0033】
また、本発明において、繊維材料とは、単一種類又は複数種類の繊維を主構成要素とする材料であって、その形態は特に制限されるものではなく、例えば、織物、編物、不織布、繊維ウェブ、糸、繊維束、繊維塊などの繊維の集合体であってもよく、バラ毛又はカットファイバーなどの繊維の非集合体であってもよい。
【0034】
ここで、上記繊維材料に使用される繊維の種類は、特に制限されるものではなく、一般の衣料あるいは産業資材として使用される有機繊維、無機繊維又は金属繊維などのいずれでもよい。例えば、有機繊維には、綿繊維、麻繊維、羊毛繊維、絹繊維などの天然繊維、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維、キチン繊維、アルギン繊維などの再生繊維、アセテート繊維、プロミックス繊維などの半合成繊維、ポリエステル繊維、ポリアミド繊維、アクリル繊維、ポリオレフィン繊維、フッ素繊維、PPS繊維、PBZ繊維などの合成繊維などがある。また、無機繊維としては、ガラス繊維、炭素繊維、活性炭素繊維、アルミナ繊維、炭化ケイ素繊維、ロックファイバーなどがある。
【0035】
また、本発明においては、上記繊維材料は、綿繊維、麻繊維、羊毛繊維、絹繊維などの天然繊維、又は、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維、キチン繊維、アルギン繊維などの再生繊維からなる繊維材料であることが好ましい。更に、天然繊維又は再生繊維の中でも、綿繊維、麻繊維、ビスコースレーヨン繊維、キュプラ繊維、ポリノジック繊維、テンセル繊維などのセルロース系繊維からなる繊維材料がバクテリアセルロースの生産性を向上させるために特に好ましい。
【発明を実施するための最良の形態】
【0036】
以下、本発明の各実施形態について説明する。
(第1実施形態)
本第1実施形態は、繊維材料として天然繊維、再生繊維及び合成繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0037】
以下、本第1実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第1実施形態に使用する繊維材料として、綿繊維、ビスコースレーヨン繊維、ポリエステル繊維、及びポリアミド繊維の各カットファイバーを準備した。
【0038】
具体的には、上記各カットファイバーは、上記各繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培地の準備
培地としてSH培地(Schramm-Hestrin medium)を使用した。SH培地は、グルコース20g、酵母エキス5g、ポリペプトン5g、クエン酸1.15g及びリン酸水素二ナトリウム2.7gを1000mlの蒸留水に溶解して調整した後、120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(3)菌体の準備
酢酸菌 Gluconacetobacter xylinus (American Type Culture Collection No.53582)を試験管で4日間、前々培養し、産生されたゲル状のセルロース(バクテリアセルロースぺリクル)の一部を三角フラスコ中の上記SH培地40mlに移して酢酸菌を植菌し、115rpmの回転式振盪機にて25℃で3日間、前培養した。上記前培養中に産生したセルロースを溶解して菌体の増殖を活発にするために、上記培養液には膜滅菌したセルラーゼ原液(セルクラスト、ノボザイムズ社製)の5倍希釈液を0.4ml加えた。培養後の上記培養液を遠心分離し、増殖した菌体を得た。
(4)培養液の準備
上記増殖した菌体を集めて上記SH培地200mlに加え、本第1実施形態に使用するセルロース産生菌の培養液を得た。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0039】
ここで、予め重量を測定しておいたガラスシャーレ(Φ95×20mm)の中に、予め正確に絶乾重量を測定しておいた上記各カットファイバー(2g前後)を敷き詰め、その上に上記培養液を各40mlずつ添加して本第1実施形態に係る実施例−1〜実施例−4の培養液を得た。また、比較として繊維材料を添加していないものを比較例−1の培養液とした。なお、実施例−3(ポリエステル繊維)及び実施例−4(ポリアミド繊維)は繊維材料が疎水性であり、培養液での繊維材料の濡れを確保するために非イオン系界面活性剤を少量添加した。
2.バクテリアセルロースの生産工程
(1)培養工程
上記培養液の準備工程で得られた実施例−1〜実施例−4、及び比較例−1のセルロース産生菌の各培養液の入った各ガラスシャーレを水平に静置した状態で、室温25℃の条件で3日間培養した。
【0040】
この間、上記ガラスシャーレの上部液面には、バクテリアセルロース膜が生成し培養が進行していることを確認した。
(2)失活・洗浄工程
上記培養後の各バクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま、2重量%の水酸化ナトリウム水溶液中において80℃で30分間、セルロース産生菌の失活操作を行った。その後、上記バクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま十分に洗浄して当該バクテリアセルロース膜からセルロース産生菌を除去した。
(3)乾燥工程
失活・洗浄工程後のバクテリアセルロース膜を各繊維材料と共にガラスシャーレに入れたまま、乾燥機を用いて55℃で乾燥した。このとき、上記バクテリアセルロース膜は、各繊維材料を取り込んだまま、水分を放出して乾燥した状態の乾燥膜となる。
【0041】
上述の各工程を経て、本第1実施形態に係る実施例−1〜実施例−4のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−1では、バクテリアセルロースのみの膜を得た。
【0042】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜をガラスシャーレに入れたまま重量を測定し、予め測定しておいたガラスシャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0043】
得られたバクテリアセルロースの生産量(実測値)から、比較例−1の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表1に示す。
【0044】
【表1】
【0045】
この表1によれば、実施例−1〜実施例−4のバクテリアセルロース生産量は、いずれも比較例−1のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。また、実施例−1及び実施例−2のセルロース系繊維材料(綿繊維及びビスコースレーヨン繊維)が存在する培養液において、バクテリアセルロース生産量の向上が顕著である。
【0046】
以上のことにより、本第1実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第1実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0047】
よって、本第1実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0048】
また、本第1実施形態においては、上記生産方法によって得られるバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
【0049】
ここで、図1は、本第1実施形態に係る実施例−2で得られたバクテリアセルロースとビスコースレーヨン繊維からなる繊維材料との複合構造体を走査型電子顕微鏡写真により示す一断面図である。図1によれば、複合構造体表面のバクテリアセルロース(A1)は、それ自体で皮膜を形成するように生成されており、一方、複合構造体内部のバクテリアセルロース(A2)は、繊維材料(B1)と交絡して、全体として複合構造体が形成されていることが確認できる。
(第2実施形態)
本第2実施形態は、繊維材料として天然繊維である羊毛繊維又は絹繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0050】
以下、本第2実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第2実施形態においても上記第1実施形態と同様に上記各繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
【0051】
以下、本第2実施形態の生産方法については、培養液中に存在する繊維材料の種類以外は、上記第1実施形態で説明した培養液の準備工程と同様にして実施例−5及び実施例−6の培養液を得た。また、比較として繊維材料を添加していないものを比較例−2の培養液とした。なお、実施例−5の羊毛繊維はその表面が疎水性であり、培養液での繊維材料の濡れを確保するために非イオン系界面活性剤を少量添加した。
【0052】
ここで、本第2実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄、乾燥の各工程を経て、本第2実施形態に係る実施例−5及び実施例−6のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−2では、バクテリアセルロースのみの膜を得た。
【0053】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜をガラスシャーレに入れたまま重量を測定し、予め測定しておいたガラスシャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0054】
得られたバクテリアセルロースの生産量(実測値)から、比較例−2の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表2に示す。
【0055】
【表2】
【0056】
この表2によれば、実施例−5及び実施例−6のバクテリアセルロース生産量は、いずれも比較例−2のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。
【0057】
ここで、比較例−2のバクテリアセルロースの生産量(実測値)が、上記第1実施形態に係る比較例−1のバクテリアセルロースの生産量(実測値)と違った値を示している。このことは、本第2実施形態の前培養と上記第1実施形態の前培養が別個の操作であり、セルロース産生菌の活性化状態が異なっていたものと考えられる。
【0058】
しかし、各実施形態においても同様に培養液中に繊維材料が存在することにより、バクテリアセルロースの生産量が大きく向上していることが確認される。
【0059】
以上のことにより、本第2実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第2実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0060】
よって、本第2実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0061】
また、本第2実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
(第3実施形態)
本第3実施形態は、繊維材料としてビスコースレーヨン繊維からなる不織布が存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。
【0062】
以下、本第3実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第3実施形態に使用する繊維材料として、ビスコースレーヨン不織布(4枚重ね、目付け;400g/m2)を100mm×100mmにカットし、120℃のオートクレーブ中で15分間、滅菌処理して使用した。このビスコースレーヨン不織布の重量は4gであり、その厚みは1.6mmであった。
(2)培養液の準備
本第3実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0063】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン不織布を敷き、その上に上記培養液を40ml添加して本第3実施形態に係る実施例−7の培養液を得た。また、比較として繊維材料を添加していないものを比較例−3の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄、乾燥の各工程を経て、本第3実施形態に係る実施例−7のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−3では、バクテリアセルロースのみの膜を得た。
【0064】
得られた実施例−7のバクテリアセルロースと繊維材料との複合構造体又は比較例−3のバクテリアセルロース乾燥膜を角シャーレに入れたまま重量を測定し、予め測定しておいた角シャーレの重量及び繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0065】
得られたバクテリアセルロースの生産量(実測値)から、比較例−3の生産量を100としたときの実施例−7の生産量(相対値)を算出した。実施例−7について、バクテリアセルロースの生産量を実測値及び相対値として表3に示す。
【0066】
【表3】
【0067】
この表3によれば、実施例−7のバクテリアセルロース生産量は、比較例−3のバクテリアセルロース生産量に比べ、大幅に増量していることが分かる。
【0068】
以上のことにより、本第3実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第3実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0069】
よって、本第3実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0070】
また、本第3実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。この複合構造体は、ビスコースレーヨン不織布としての物性に加え、バクテリアセルロースの物性が相乗的に作用して、強力な複合構造体となっている。
(第4実施形態)
本第4実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。なお、本第4実施形態においては、培養液中に存在する繊維材料の量を変化させてセルロース産生菌を培養するものである。具体的には、繊維材料の量を一定にして、これに添加するセルロース産生菌の培養液の量を変化させて行った。
【0071】
以下、本第4実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第4実施形態においても上記第1実施形態に係る実施例−2と同様にビスコースレーヨン繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培養液の準備
本第4実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0072】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン繊維からなるカットファイバーを2gずつ敷き詰め、その上に上記培養液を10ml間隔で各30ml〜70ml添加して本第4実施形態に係る実施例−8〜実施例−12の培養液を得た。
【0073】
また、比較として角シャーレ(100mm×140mm)の中に繊維材料を添加せずに上記培養液のみを10ml間隔で各30ml〜70ml添加したものを各実施例に対応させて比較例−4〜比較例−8の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態と同様の操作にて、室温25℃の条件で3日間培養、失活・洗浄の各工程を行った。ここで、乾燥工程は、角シャーレから取り出した状態で105℃の乾燥機中で行った。これらの工程を経て、本第4実施形態に係る実施例−8〜実施例−12のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−4〜比較例−8においては、バクテリアセルロースのみの膜を得た。
【0074】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は各比較例のバクテリアセルロース乾燥膜は、それぞれ重量を測定し、予め測定しておいた繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0075】
本第4実施形態においては、各実施例及び各比較例に使用された培養液の量が30ml〜70mlの範囲で異なるため、得られたバクテリアセルロースの生産量(実測値)をそのまま比較することはできない。即ち、生産量(相対値)の基準となる比較例−4〜比較例−8は、培養液の量が異なることでその中に含まれる菌体量が異なっており、その結果、バクテリアセルロースの生産量(実測値)が異なった値となる。
【0076】
そこで、培養液の量が同一の実施例と比較例とを対比させて各実施例の生産量(相対値)を算出した。例えば、実施例−8の生産量(実測値)から、比較例−4の生産量を100としたときの実施例−8の生産量(相対値)を算出した。以下同様にして、実施例−9と比較例−5、実施例−10と比較例−6、実施例−11と比較例−7、実施例−12と比較例−8から各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表4に示す。
【0077】
【表4】
【0078】
この表4によれば、実施例−8〜実施例−12のバクテリアセルロース生産量は、これらに対比する比較例−4〜比較例−8のバクテリアセルロース生産量に比べ、いずれも増量していることが分かる。
【0079】
以上のことにより、本第4実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第4実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0080】
よって、本第4実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0081】
また、本第4実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。
(第5実施形態)
本第5実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養するバクテリアセルロースの生産方法に関するものである。なお、本第5実施形態は、上記第4実施形態と同様に培養液中に存在する繊維材料の量を変化させてセルロース産生菌を培養するものである。具体的には、上記第4実施形態とは逆にセルロース産生菌の培養液の量を一定にして、この中に存在する繊維材料の量を変化させて行った。
【0082】
以下、本第5実施形態の生産方法について説明する。
1.培養液の準備工程
(1)繊維材料の準備
本第5実施形態においても上記第1実施形態に係る実施例−2と同様にビスコースレーヨン繊維からなる織物(JIS-L-0803 染色堅牢度試験用標準白布)から糸を解し、当該糸を約5mmの長さに切断したものを120℃のオートクレーブ中で15分間、滅菌処理して使用した。
(2)培養液の準備
本第5実施形態に使用するセルロース産生菌の培養液は、上記第1実施形態と同様の工程(培地の準備及び菌体の準備)を再度実施して得たものを使用した。当該培養液中の菌体量は、波長660nmにおける濁度測定により、OD=0.13であった。
【0083】
ここで、予め重量を測定しておいた角シャーレ(100mm×140mm)の中に、予め正確に絶乾重量を測定しておいた上記ビスコースレーヨン繊維からなるカットファイバーをそれぞれ0.4g、0.2g、0.1g敷き詰め、その上に上記培養液を40ml添加して本第5実施形態に係る実施例−13〜実施例−15の培養液を得た。
【0084】
また、比較として角シャーレ(100mm×140mm)の中に繊維材料を添加せずに上記培養液のみを40ml添加したものを比較例−9の培養液とした。
2.バクテリアセルロースの生産工程
上述の第1実施形態の操作に準拠するが、本第5実施形態においては、室温25℃の条件で2日間培養した。以下、失活・洗浄、乾燥の各工程は、上記第4実施形態と同様にして行った。これらの工程を経て、本第5実施形態に係る実施例−13〜実施例−15のバクテリアセルロースと繊維材料との複合構造体を得た。一方、比較例−9においては、バクテリアセルロースのみの膜を得た。
【0085】
得られた各実施例のバクテリアセルロースと繊維材料との複合構造体又は比較例のバクテリアセルロース乾燥膜は、それぞれ重量を測定し、予め測定しておいた繊維材料の重量を差し引いて、バクテリアセルロースの生産量(実測値)とした。
【0086】
得られたバクテリアセルロースの生産量(実測値)から、比較例−9の生産量を100としたときの各実施例の生産量(相対値)を算出した。各実施例について、バクテリアセルロースの生産量を実測値及び相対値として表5に示す。
【0087】
【表5】
【0088】
この表5によれば、実施例−13〜実施例−15のバクテリアセルロース生産量は、比較例−9のバクテリアセルロース生産量に比べ、いずれも増量していることが分かる。
【0089】
以上のことにより、本第5実施形態においては、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上する。また、本第5実施形態においては、セルロース産生菌の培養に際して、酸素透過性の膜などの特殊な材料を必要とせず、酸素濃度や培養条件などの特殊な制御をするための高価で複雑な装置を用いる必要がない。
【0090】
よって、本第5実施形態においては、バクテリアセルロースの生産性が高く、且つ、経済性の良いバクテリアセルロースの生産方法を提供することができる。
【0091】
また、本第2実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースとその際に使用される繊維材料との複合構造体を提供することができる。この複合構造体は、その中に占める繊維材料の量が少ないので、柔軟で伸縮性に優れた複合構造体となっている。
(第6実施形態)
本第6実施形態は、繊維材料としてビスコースレーヨン繊維からなるカットファイバーが存在する培養液を用いてセルロース産生菌を培養した後に、得られたバクテリアセルロースから繊維材料を分離し、分離後のバクテリアセルロースを離解することにより得られるバクテリアセルロース離解物に関するものである。
【0092】
本第6実施形態については、上記第1実施形態で準備したものと同様の培養液80mlを500ml三角フラスコに入れ、これに上記第1実施形態で準備したものと同様のビスコースレーヨン繊維からなるカットファイバー4gを投入して、上記第1実施形態と同様に室温25℃の条件で3日間培養した。
【0093】
得られた培養液からバクテリアセルロースとカットファイバーからなる水膨潤性ゲルシートを分離し、この水膨潤性ゲルシートを上記第1実施形態と同様の条件で失活・洗浄した後、水中で撹拌粉砕して水性懸濁液とした。この水性懸濁液は、バクテリアセルロースとカットファイバーが交絡した状態で水中に分散したものであり、これを高速ホモジナイザーで10,000rpmで10分間撹拌して、バクテリアセルロースとカットファイバーの交絡を解除した。この水性懸濁液から繊維材料を分離して、バクテリアセルロースのみが分散した水性懸濁液とした後、再度、高速ホモジナイザーで18,000rpmで5分間撹拌してバクテリアセルロース離解物を得た。
【0094】
得られたバクテリアセルロース離解物は、水媒体中にバクテリアセルロースのミクロフィブリルが均一に分散しており、その分散状態は安定したものであった。
【0095】
このことにより、本第6実施形態においては、上記バクテリアセルロースの生産方法によって生産されたバクテリアセルロースから繊維材料を分離し、分離後のバクテリアセルロースを離解して得られるバクテリアセルロース離解物を提供することができる。
【0096】
なお、本第6実施形態では、セルロース産生菌を含有する培養液の中に繊維材料が存在する状態でセルロース産生菌の培養を行うことにより、バクテリアセルロースの生産性が向上しており、その結果、本第6実施形態で得られるバクテリアセルロース離解物の生産量も多くなるという効果も有する。
【0097】
また、本発明の実施にあたり、上記各実施形態に限らず次のような種々の変形例が挙げられる。
(1)上記各実施形態は、繊維材料として各種繊維のカットファイバー又は不織布を使用するものであるが、本発明に係るバクテリアセルロースの生産方法は、これに限るものではなく、その他の繊維材料、例えば、織物、編物、繊維ウェブ、糸、繊維束、繊維塊などの繊維の集合体やバラ毛などの繊維の非集合体を使用してもよい。
(2)上記各実施形態は、各種繊維のカットファイバー又は不織布を使用する際に、単一種類の繊維からなる繊維材料を使用するものであるが、本発明に係るバクテリアセルロースの生産方法は、これに限るものではなく、複数種類の繊維からなる繊維材料を使用してもよい。
(3)上記各実施形態は、セルロース産生菌として酢酸菌のうち、Gluconacetobacter xylinus(American Type Culture Collection No.53582)を使用するものであるが、本発明に係るセルロース産生菌は、これに限るものではなく、他の菌種、他の酢酸菌、例えば、Acetobacter xylinum、Acetobacter aceti、Acetobacter subsp.、Asaia bogorensisなどに属する他の菌株を使用してもよい。
(4)上記各実施形態は、SH培地(Schramm-Hestrin medium)を使用してセルロース産生菌を培養するものであるが、本発明に使用する培地は、これに限るものではなく、他の培地、例えば、CSL培地(Corn Steep Liquor-Sucrose medium)などを使用してもよい。
(5)上記各実施形態は、セルロース産生菌の培養条件として、室温25℃で3日間又は2日間を採用するものであるが、本発明に係る培養条件は、これに限るものではなく、使用する菌種、使用する培地、又は、使用する繊維材料の種類と使用量などによって適宜選定すればよい。
(6)上記各実施形態は、静置培養法によりセルロース産生菌を培養するものであるが、本発明に採用する培養法は、これに限るものではなく、他の培養法、例えば、振盪培養法、通気撹拌培養法などを適宜選定すればよい。
【図面の簡単な説明】
【0098】
【図1】本発明の第1実施形態(実施例−2)によって得られる複合構造体を走査型電子顕 微鏡写真により示す一断面図である。
【符号の説明】
【0099】
A1…複合構造体表面のバクテリアセルロース、A2…複合構造体内部のバクテリアセルロース、B1…繊維材料の表面、B2…繊維材料の断面
【特許請求の範囲】
【請求項1】
セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、前記セルロース産生菌を培養するバクテリアセルロースの生産方法。
【請求項2】
前記培養液の中に存在する前記繊維材料の量は、前記培養液に対して0.1重量%〜15重量%の範囲内にあることを特徴とする請求項1に記載のバクテリアセルロースの生産方法。
【請求項3】
前記繊維材料は、天然繊維又は再生繊維からなることを特徴とする請求項1又は2に記載のバクテリアセルロースの生産方法。
【請求項4】
前記繊維材料は、セルロース系繊維からなることを特徴とする請求項3に記載のバクテリアセルロースの生産方法。
【請求項5】
請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産された前記バクテリアセルロースと前記生産方法に使用された繊維材料とからなる複合構造体。
【請求項6】
請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産された前記バクテリアセルロースを前記生産方法に使用された繊維材料から分離した後に離解して得られるバクテリアセルロース離解物。
【請求項1】
セルロース産生菌を含有する培養液の中に繊維材料が存在する状態で、前記セルロース産生菌を培養するバクテリアセルロースの生産方法。
【請求項2】
前記培養液の中に存在する前記繊維材料の量は、前記培養液に対して0.1重量%〜15重量%の範囲内にあることを特徴とする請求項1に記載のバクテリアセルロースの生産方法。
【請求項3】
前記繊維材料は、天然繊維又は再生繊維からなることを特徴とする請求項1又は2に記載のバクテリアセルロースの生産方法。
【請求項4】
前記繊維材料は、セルロース系繊維からなることを特徴とする請求項3に記載のバクテリアセルロースの生産方法。
【請求項5】
請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産された前記バクテリアセルロースと前記生産方法に使用された繊維材料とからなる複合構造体。
【請求項6】
請求項1〜4のいずれか1つに記載のバクテリアセルロースの生産方法によって生産された前記バクテリアセルロースを前記生産方法に使用された繊維材料から分離した後に離解して得られるバクテリアセルロース離解物。
【図1】

【公開番号】特開2010−4784(P2010−4784A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−166465(P2008−166465)
【出願日】平成20年6月25日(2008.6.25)
【出願人】(000219794)東海染工株式会社 (24)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月25日(2008.6.25)
【出願人】(000219794)東海染工株式会社 (24)
【Fターム(参考)】
[ Back to top ]