
バグフィルターの製造方法及びバグフィルター
【課題】この発明は、フィルターとして耐久性が大幅に向上し、高い濾過機能が長期間安定して得られるとともに、製造コストの低減を図ることができるバグフィルターの製造方法及びバグフィルターの提供を目的とする。
【解決手段】ポリフェニレンサルファイド繊維で形成されたシート状のフェルト地2を筒状に巻回して、該フェルト地2の一側縁部2aと他側縁部2bとの異なる面を互いに重ね合わせる。フェルト地2の一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3を、ウェルダー溶着装置8の熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱しながらローラー状の押圧体8a,8bで挟持して、フェルト地2を長手方向に送りながら重合部3を連続して熱溶着する。これにより、筒状のバグフィルター1を製造する。
【解決手段】ポリフェニレンサルファイド繊維で形成されたシート状のフェルト地2を筒状に巻回して、該フェルト地2の一側縁部2aと他側縁部2bとの異なる面を互いに重ね合わせる。フェルト地2の一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3を、ウェルダー溶着装置8の熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱しながらローラー状の押圧体8a,8bで挟持して、フェルト地2を長手方向に送りながら重合部3を連続して熱溶着する。これにより、筒状のバグフィルター1を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば排ガス、排水、廃液、塵埃等の被処理物からダイオキシン等の被濾過物を除去或いは分離するか、有価物質の回収等に用いられるバグフィルターの製造方法及びバグフィルターに関する。
【背景技術】
【0002】
従来、前記バグフィルターとしては、例えばポリアリーレンサルファイド繊維を主成分とする短繊維ウエブとスクリムが接合された目付が400g/m2以上のフェルト地(不織布)が直径120mm以上380mm以下の円筒形状に重ね縫いにより縫製された特許文献1のバグフィルターがある。
【0003】
しかし、前記バグフィルターを構成するフェルト地の重ね合わせ部分を縫着する場合、フェルト地の重ね合わせ部分の一端から他端に向けて順に縫い合わせなければならず、縫着作業に手間及び時間が掛かるだけでなく、縫製コストが高くなる。また、フェルト地の重合部を縫製糸で縫着した場合、縫製糸を挿通した箇所に隙間や孔等が形成されるので、例えばダスト等の除去物が漏洩或いは侵入しやすく、フィルターとしての濾過機能が安定して得られない。
【0004】
さらに、バグフィルターの使用期間が長くなるほど、フェルト地の縫着に使用された縫製糸に、例えばほつれ、糸切れ、腐食等が発生しやすく、フェルト地の重合部が分離又は開放されてしまうので、バグフィルターとして濾過機能が得られる期間が短い。また、ミシンによる縫着中において、縫製糸が途中で切れてしまうと、縫製糸を繋ぎなおさなければならず、時間的ロスが生じるため、バグフィルターの製造に要するコストが高くなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3859058号
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、フィルターとして耐久性が大幅に向上し、高い濾過機能が長期間安定して得られるとともに、製造コストの低減を図ることができるバグフィルターの製造方法及びバグフィルターを提供することを目的とする。
【課題を解決するための手段】
【0007】
この発明は、被処理物から被濾過物を分離する際に用いられるバグフィルターであって、前記バグフィルターを、熱溶融性繊維からなるシートで構成し、前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着するバグフィルターの製造方法及びバグフィルターであることを特徴とする。
【0008】
この発明の態様として、前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせて製造することができる。
【0009】
また、この発明の態様として、前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着して製造することができる。
【0010】
また、この発明の態様として、前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着して製造することができる。
【0011】
また、この発明の態様として、前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状又は楕円形状の閉塞体を重ね合わせるとともに、前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着して製造することができる。
【0012】
また、この発明の態様として、前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着して製造することができる。
【0013】
また、この発明の態様として、前記シートを、フェルト地又は織物で構成することができる。
【0014】
前記熱溶融性繊維は、例えばポリフェニレンサルファイド繊維(PPS)、ポリエチレンテレフタレート繊維(PET)、ポリプロピレン繊維(PP)等で構成することができる。
【0015】
また、ポリフェニレンサルファイド繊維及びポリフェニレンサルファイド繊維を主体とした他素材混合フェルト地(例えばポリテトラフルオロエチレン、シリカ、ポリイミド等)や、それにポリテトラフルオロエチレン(PTFE)を主体とする合成樹脂をディッピング処理、或いは、コーティング処理を行った繊維を使用してもよい。
この場合、使用される繊維素材に応じて、例えば温度、加圧、速度等の加工条件を変えることにより、同様にバグフィルターを製造することができる。
また、シートの重合部を溶着する溶着方法としては、例えば高周波溶着、熱溶着、超音波溶着等で構成することができる。実施例では、ウェルダー溶着装置で熱溶着する例を説明しているが、例えば高周波溶着装置、超音波溶着装置等で溶着してもよい。
【発明の効果】
【0016】
この発明によれば、熱溶融性繊維からなるシートの一側縁部と他側縁部とを重ね合わせてなる重合部を溶着するので、一側縁部及び他側縁部の重合面が面待遇で一体的に溶着される。これにより、従来例のようにフェルト地の重ね合わせ部分を縫製糸で縫着するよりも、シートの重合部を面待遇で溶着した方が、重合部の接合強度が高くなり、耐久性が大幅に向上する。
【0017】
また、例えば隙間、孔等が重ね合わせ部分に生じることがなく、例えばダスト等の除去物の漏洩或いは侵入が阻止されるので、バグフィルターとして高い濾過機能が長期間安定して得られる。
【図面の簡単な説明】
【0018】
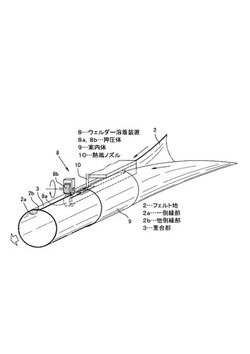
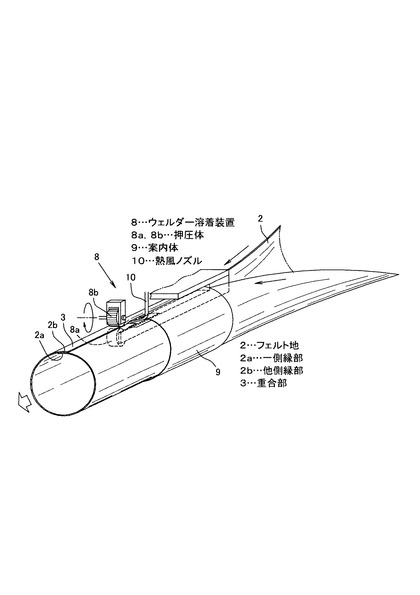
【図1】本発明の一実施形態であるバグフィルターの製造方法を示す説明図。
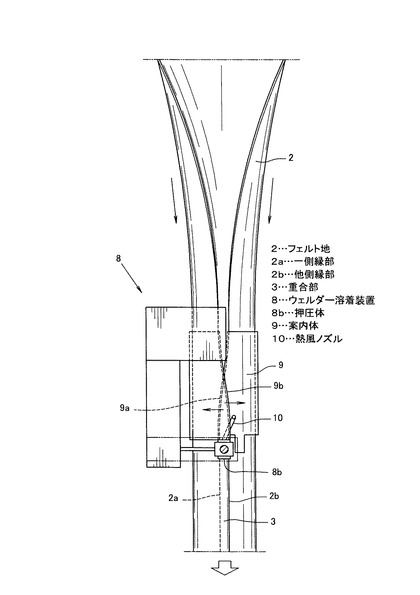
【図2】図1のバグフィルターの製造方法を示す平面図。
【図3】フェルト地の重ね合わせ方法及び両側縁部の溶着方法を示す説明図。
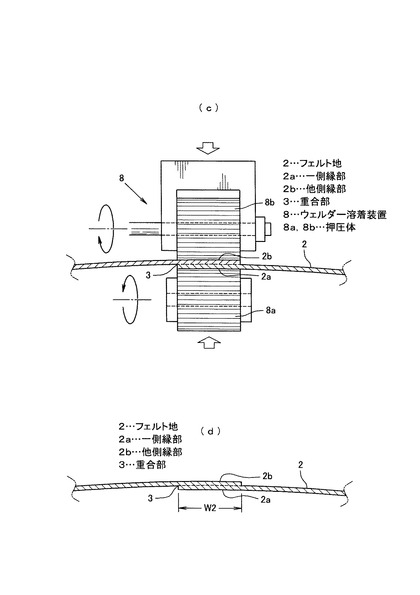
【図4】フェルト地の溶着方法及び溶着状態を示す説明図。
【図5】フェルト地の異なる面を溶着したバグフィルターを示す斜視図。
【図6】フェルト地の同一面を溶着したバグフィルターの他の例を示す斜視図。
【図7】一端側が閉塞されたバグフィルターの他の製造方法を示す斜視図。
【図8】図7のバグフィルターの溶着状態を示す斜視図。
【図9】一端側が閉塞されたバグフィルターのその他の製造方法を示す斜視図。
【図10】一端側が閉塞されたバグフィルターのさらに他の製造方法を示す斜視図。
【図11】ロール状に巻回されたフェルト地をカットして製造するバグフィルターのさらにその他の製造方法を示す説明図。
【図12】図11のフェルト地の溶着方法を示す説明図。
【図13】図7、図8の方法で製造したバグフィルターが取り付けられる集塵装置を示す縦断側面図。
【図14】図13のバグフィルターが他の方法で取り付けられた集塵装置を示す縦断側面図。
【図15】図1〜図6の方法で製造した筒状のバグフィルターが取り付けられる集塵装置を示す縦断側面図。
【発明を実施するための形態】
【実施例】
【0019】
図1は、本発明の一実施形態であるバグフィルター1の製造方法を示す説明図、図2は、図1のバグフィルター1の製造方法を示す平面図、図3は、フェルト地2の重ね合わせ方法及び両側縁部の溶着方法を示す説明図、図4は、フェルト地2の溶着方法及び溶着状態を示す説明図である。
【0020】
実施例のバグフィルター1は、被処理物(例えば排ガス、排水、廃液等)から被濾過物(例えばダイオキシンを含む塵埃などの汚染物質、コークス粉や有価粉体などの原材料等)を分離或いは除去する際に用いられるものであって、用途の一例として、後述する集塵装置22,32に用いられるバグフィルター1の製造方法を説明する。
【0021】
また、バグフィルター1は、ポリフェニレンサルファイド繊維で形成されたシート状のフェルト地2(不織布)を、ウェルダー溶着装置8の筒状を有する案内体9で筒状に湾曲しながら、該フェルト地2の一側縁部2aと他側縁部2bとを内側に幅寄せして、該フェルト地2の一側縁部2aと他側縁部2bとの異なる面(表面と裏面)を上下互い違いとなるように重ね合わせる。
【0022】
続いて、フェルト地2の一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3の重ね合わせ面に、図示しない熱風供給源に接続された熱風ノズル10から噴射される熱風Hを吹き付けて溶融する温度に加熱する。さらに、熱溶融性繊維が溶融する温度に加熱されたフェルト地2の重合部3を、ローラー状を有する一対の押圧体8a,8bで厚み方向に挟持して、フェルト地2を長手方向に送りながら重合部3を連続して熱溶着したものである。
【0023】
フェルト地2は、例えば5μm〜40μmの範囲に含まれる繊維径で、0.5d〜10.0dの範囲に含まれるデニールで、300g/m2以上の繊維目付け量を有する繊維で構成されている。また、フェルト地2の厚さは、例えば0.5mm〜4mmの範囲に含まれる厚さに形成されている。
【0024】
また、フェルト地2の重合部3をウェルダー溶着装置8で溶着する場合、例えばポリフェニレンサルファイド繊維(PPS)で構成されたフェルト地2は、285℃〜900℃の範囲に含まれる温度で溶融され、ポリエチレンテレフタレート繊維(PET)で構成されたフェルト地2は、255℃〜900℃の範囲に含まれる温度で溶融される。また、ポリプロピレン繊維(PP)で構成されたフェルト地2は、165℃〜800℃の範囲に含まれる温度で溶融される。
【0025】
なお、フェルト地2の重合部3を、ウェルダー溶着装置8の押圧体8a,8bで部分的に順次溶着して、重合部3の全長を溶着してもよい。
【0026】
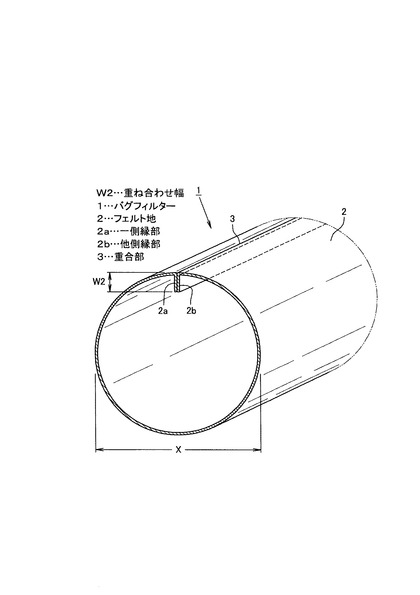
次に、図5に示す直径Xが160mmのバグフィルター1を製造する際の製造方法を説明する。
先ず、熱溶融性のポリフェニレンサルファイド繊維で約530mmの幅W1に形成されたシート状のフェルト地2をロール状に巻回しておく(図11のm参照)。
【0027】
次に、図1、図2に示すように、バグフィルター1の製造開始時に、ロール状に巻回されたフェルト地2の端部を長手方向に引き出しながら、ウェルダー溶着装置8の筒状を有する案内体9に入口側から挿入する。
【0028】
案内体9は、フェルト地2が挿入される入口側から、該フェルト地2が送り出される出口側に向けて徐々に小径となるコーン形状に形成されている。
案内体9の一側縁部には、フェルト地2の一側縁部2aを他側縁部2bに対し後述する重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制するための溝部9aが形成されている。
【0029】
また、案内体9の他側縁部には、フェルト地2の他側縁部2bを一側縁部2aに対し重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制するための溝部9bが形成されている。
【0030】
つまり、案内体9に挿入されたフェルト地2は、該フェルト地2の一側縁部2aと他側縁部2bとが案内体9の内周面に沿って内側に幅寄せされるとともに、フェルト地2の全体が、製造されるバグフィルター1と略同一径となる曲率半径に変形される。
【0031】
続いて、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bが、溝部9a,9bによって予め定められた重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制されるとともに、フェルト地2の一側縁部2aの表面と、該フェルト地2の他側縁部2bの裏面とが厚み方向に対し上下互い違いとなるように重ね合わされる(図2参照)。
【0032】
これにより、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bとの重ね合わせ部分に、長手方向から見た重ね合わせ幅W2が18mmとなる重合部3が形成される(図3のa参照)。
【0033】
また、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bが重ね合わされる際に、該一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3の重ね合わせ面に対し、ウェルダー溶着装置8の熱風ノズル10から噴射される熱風Hを吹き付けて溶融する温度に加熱する。
【0034】
続いて、熱溶融性繊維が溶融する温度に加熱されたフェルト地2の重合部3を押圧体8a,8bで厚み方向に挟持するとともに、押圧体8a,8bの矢印方向の回転力によりフェルト地2を長手方向に送りながら、フェルト地2の重合部3を長手方向に連続して熱溶着する(図3のb参照)。
【0035】
溶着時において、フェルト地2の一側縁部2aの重合面に露出された熱溶融性繊維と、他側縁部2bの重合面に露出された熱溶融性繊維とが溶融されるとともに、フェルト地2の一側縁部2a及び他側縁部2bの重合面が面待遇で一体的に溶着される(図4のc,d参照)。
【0036】
なお、一方の押圧体8bは、装置に内蔵された図示しないモータによって矢印方向へ回転される。また、他方の押圧体8aは、押圧体8bの回転力によりフェルト地2を挟んで矢印方向へ従動回転される。また、押圧体8a,8bの周面には、軸方向と平行してローレットが刻設されている。
【0037】
続いて、案内筒9の出口側から溶着済みのバグフィルター1が送り出され、図5に示す直径Xが160mmの筒状に形成されたバグフィルター1の製造が完了する。
【0038】
また、ロール状に巻回されたバグフィルター1を、図13〜図14に示す集塵装置22,32に取り付ける場合、必要な長さにカットして取り付けられる。なお、必要な長さにカットしてから、後で溶着することも可能である。
【0039】
また、熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱されたフェルト地2の重合部3を、押圧体8a,8bで挟持して長手方向に送りながら連続して熱溶着するので、フェルト地2の重合部3を均一且つ一挙に溶着することができる。
【0040】
なお、押圧体8a,8bでフェルト地2の重合部3を挟持した際に、フェルト地2の重合部3を、該重合部3以外の部分と略均等となる厚みに加圧成形してもよい。
【0041】
また、実施例では、530mmの幅に形成されたシート状のフェルト地2を用いて、集塵装置22に用いられるバグフィルター1を製造する例を説明したが、製造されるバグフィルター1の長さや径に応じて、530mm以下又は530mm以上の幅に形成されたフェルト地2を用いてもよい。
【0042】
また、直径Xが160mmのバグフィルター1を製造する場合、重合部3の重ね合わせ幅W2は18mmに設定されているが、製造されるバグフィルター1の径に応じて、18mm以下又は18mm以上の重ね合わせ幅W2に変更してもよい。好ましくは、5mm〜40mmの範囲に含まれる重ね合わせ幅W2に設定するのがよい。
【0043】
例えば、160mmより大径のバグフィルター1を製造する際は、重合部3の重ね合わせ幅W2を18mm以上に広くすることが好ましい。また、160mmより小径のバグフィルター1を製造する際は、重合部3の重ね合わせ幅W2を18mm以下に狭くすることが好ましい。
【0044】
以上のように、熱溶融性繊維からなるフェルト地2の一側縁部2aと他側縁部2bとの異なる面(表面と裏面)を上下互い違いとなるように重ね合わせてなる重合部3を、熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱しながら押圧体8a,8bで厚み方向に挟持して溶着するので、該フェルト地2の一側縁部2a及び他側縁部2bの重合面に露出された熱溶融性繊維が溶融し、一側縁部2a及び他側縁部2bの重合面が面待遇で一体的に溶着される。
【0045】
これにより、従来例のようにフェルト地2の重合部3を縫製糸で縫着するよりも、フェルト地2の重合部3を面待遇で溶着した方が、重合部3の接合強度が高くなり、耐久性が大幅に向上する。
【0046】
また、例えば隙間、孔等がフェルト地2の重合部3に生じることがなく、例えばダスト等の除去物の漏洩或いは侵入が阻止されるので、バグフィルター1として高い濾過機能が安定して得られる。
【0047】
また、フェルト地2の重合部3を溶着する際に、例えば縫製糸、止め金等の接合部材を用いる必要がなく、縫着に要する工程数を削減して、製造コストの低減を図ることができる。
【0048】
また、フェルト地2の重合部3の全長を、1回の溶着動作によって均一且つ一挙に溶着することができるので、従来例のようにフェルト地の重ね合わせ部分を縫着するよりも、溶着に要する時間が短く、溶着が迅速に行える。さらに、縫製中に、糸が切断されることによる加工ロスがなくなる。これにより、多数のバグフィルター1を短い時間で製造することができる。
【0049】
また、例えば縫製糸、止め金等の接合部材を使用せずに、フェルト地2の重合部3を一体的に溶着するので、接合部材自体の破損、腐食等が原因となる問題が発生することがなく、バグフィルター1の使用期間が長くなっても、フェルト地2の重合部3が分離又は開放されることがなく、バグフィルター1としての濾過機能が長期間安定して得られる。
【0050】
図6は、フェルト地2の一側縁部2aと他側縁部2bとの同一面を重ね合わせて溶着したバグフィルター1の他の例を示す斜視図である。
本例の溶着方法は、フェルト地2の一側縁部2aの表面と、他側縁部2bの表面とを外側に突出したまま厚み方向に重ね合わせた後、フェルト地2の一側縁部2aと他側縁部2bとを重ね合わせてなる重合部3を、ウェルダー溶着装置8の押圧体8a,8bで挟持して長手方向に熱溶着する。これにより、前記実施例と略同一の筒状のバグフィルター1を製造するものである。
【0051】
なお、本例の溶着方法で製造された筒状のバグフィルター1を使用する場合、図6に示すようにフェルト地2の重ね合わせ部分に形成された重合部3が内側となるように、バグフィルター1の全体を表裏反転して使用するのが好ましい。
【0052】
つまり、フェルト地2の重合部3が内側に突出していると邪魔にならず、フェルト地2の一側縁部2aと他側縁部2bとの異なる面を重ね合わせて溶着した前記実施例のバグフィルター1と同様に取り扱えるので、前記実施例と略同等の作用及び効果を奏することができる。
【0053】
また、フェルト地2の一側縁部2aの裏面と、他側縁部2bの裏面とを、図4に示すように内側に突出したまま厚み方向に重ね合わせて、前記ウェルダー溶着装置8で熱溶着してもよい。
【0054】
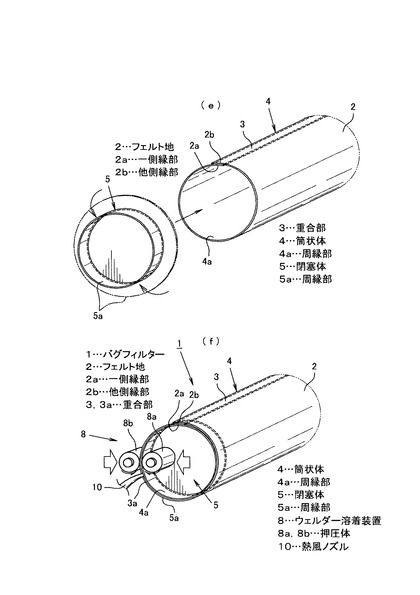
図7、図8は、シート状のフェルト地2を筒状に巻回してなる筒状体4の一端側開口部に、該筒状体4の一端側開口部が閉塞される大きさ及び形状に形成されたフェルト地2からなる丸形状又は楕円形状の閉塞体5を溶着又はミシン等で縫着して製造するバグフィルター1の製造方法を示す縦断斜視図である。
【0055】
つまり、筒状体4の一端側開口部に丸形状又は楕円形状の閉塞体5を押し込んで、筒状体4の一端側開口部の周縁部4aと、閉塞体5の表側へ折り返された周縁部5aとを厚み方向に重ね合わせる(図7のe参照)。
【0056】
次に、筒状体4の周縁部4aと閉塞体5の周縁部5aとを重ね合わせてなる重合部3aを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8a,8bで挟持して、筒状体4の周縁部4aと閉塞体5の周縁部5aとを一体的に溶着する(図7のf参照)。
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0057】
なお、筒状体4の周縁部4aと閉塞体5の周縁部5aとをミシン等で縫着してもよい。また、前記と同様にして、筒状体4の他端側開口部に閉塞体5を溶着又はミシン等で縫着するか、筒状体4の一端側開口部及び他端側開口部に閉塞体5を溶着又はミシン等で縫着する等してバグフィルター1を製造してもよい。
【0058】
また、筒状体4の一端側開口部に閉塞体5を押し込んだ際、閉塞体5の周縁部5aに皺や弛み等が生じるのを防止するために、例えばスリットや切れ目等を閉塞体5の周縁部5aに対し径方向に適宜数形成しておいてもよい。
【0059】
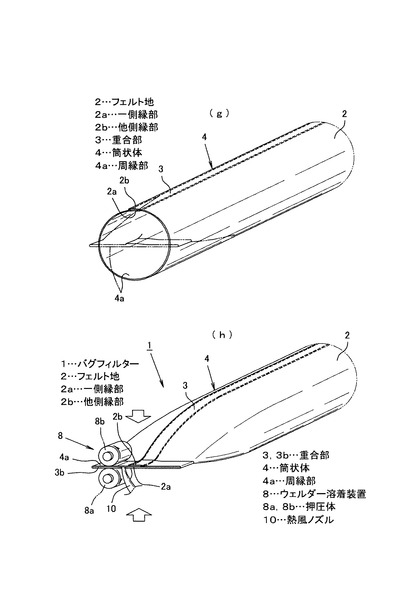
図9は、シート状のフェルト地2を筒状に巻回してなる筒状体4の一端側開口部を偏平状態に変形したまま溶着又はミシン等で縫着して製造するバグフィルター1の他の製造方法を示す縦断斜視図である。
【0060】
つまり、筒状体4の一端側開口部を偏平状態に変形させて、筒状体4の一端側開口部の周縁部4aを厚み方向に重ね合わせる(図9のg参照)。
次に、筒状体4の周縁部4aを重ね合わせてなる重合部3bを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8a,8bで挟持して、筒状体4の周縁部4aを偏平状態に変形したまま一体的に溶着する(図9のh参照)。
【0061】
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
なお、筒状体4の偏平された一端側開口部をミシン等で縫着してもよい。また、前記と同様にして、筒状体4の他端側開口部を偏平状態に変形したまま溶着又はミシン等で縫着してバグフィルター1を製造してもよい。
【0062】
また、筒状体4の一端側開口部を内側に折り返すとともに、その一端側開口部の周縁部4aを偏平状態に変形したまま溶着又はミシン等で縫着してもよい。これにより、筒状体4の重合部3bが外側に突出するのを防止することができる。
【0063】
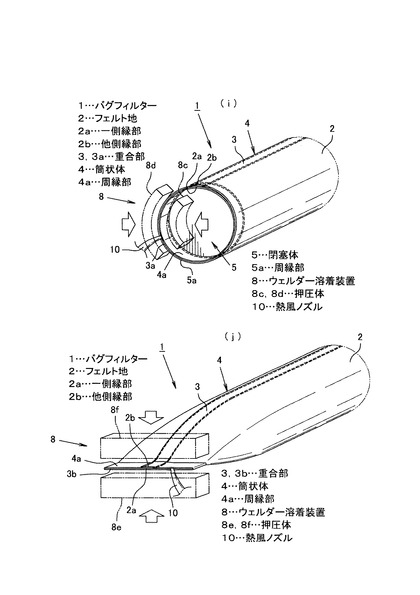
図10は、一端側を偏平して閉塞するバグフィルターのさらにその他の製造方法を示す斜視図である。
つまり、筒状体4の周縁部4aと閉塞体5の周縁部5aとを重ね合わせてなる重合部3aを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の円弧型押圧体8c,8dで挟持して、筒状体4の周縁部4aと閉塞体5の周縁部5aとを一体的に溶着する(図10のi参照)。
【0064】
或いは、筒状体4の一端側開口部を偏平状態に変形及び重ね合わせてなる重合部3bを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8e,8fで挟持して、筒状体4の周縁部4aを偏平状態に変形したまま一体的に溶着する(図10のj参照)。
【0065】
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0066】
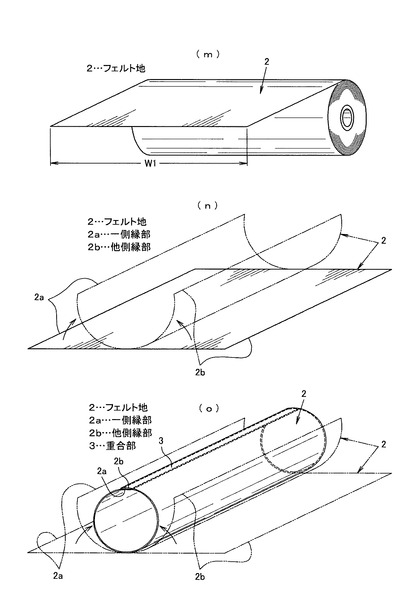
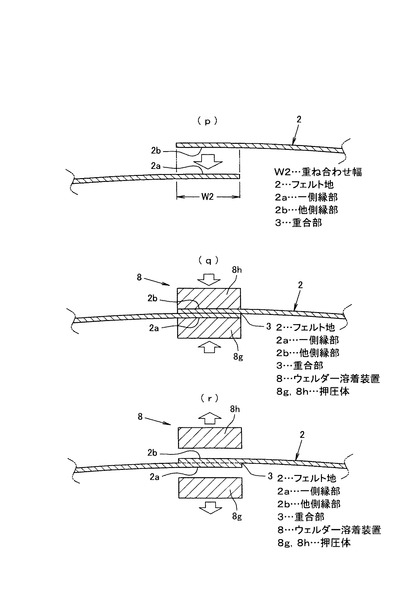
図11は、ロール状に巻回されたフェルト地2をカットして製造するバグフィルター1のその他の製造方法を示す説明図、図12は、フェルト地2の異なる面を溶着する他の溶着方法を示す説明図である。
【0067】
つまり、ロール状に巻回されたフェルト地2を長手方向に引き出して(図11のm参照)、図3に示す筒状のバグフィルター1を製造するのに必要な長さにカットする(図11のn参照)。
【0068】
次に、フェルト地2の一側縁部2aと他側縁部2bとを同一方向へ可撓変形させるとともに、該フェルト地2の全体を、製造されるバグフィルター1と略同一径となる曲率半径に変形させて筒状に巻回する。
【0069】
次に、筒状に巻回されたフェルト地2の一側縁部2aの表面と、該フェルト地2の他側縁部2bの裏面とを厚み方向に対し互いに重ね合わせる(図11のo参照)。
【0070】
これにより、フェルト地2の一側縁部2aと他側縁部2bとの重ね合わせ部分に形成された重合部3(図12のp参照)を、ウェルダー溶着装置8の押圧体8g,8hの対向面間に挿入した後、重合部3の上下面に対し押し付けられる方向へ押圧体8g,8hを相対移動させ、フェルト地2の重合部3の全長を、該重合部3の全長と対応する長さに形成された板状の押圧体8g,8hで厚み方向に挟持する(図12のq参照)。
【0071】
重合部3の挟持が完了した後、押圧体8g,8hで挟持されたフェルト地2の重合部3の全長を、該重合部3に沿って長手方向に熱溶着する(図12のr参照)。
【0072】
次に、重合部3の溶着が完了した後、押圧体8g,8hを、フェルト地2の重合部3の上下面から離間される方向へ相対移動させ、該重合部3の抜き取りが許容される間隔に離間する。この後、押圧体8g,8hの間からフェルト地2の溶着された重合部3を抜き取れば、筒状に形成されたバグフィルター1の製造が完了する。
【0073】
また、フェルト地2の重合部3に押し付けられる押圧体8g及び押圧体8hの押し付け面は、フェルト地2の重合部3の横幅と対応する幅に形成され、該重合部3の全長と対応する長さに形成されているので、フェルト地2の重合部3を均一且つ一挙に溶着することができる。
【0074】
これにより、フェルト地2の一側縁部2aと他側縁部2bとを長手方向に溶着してなる筒状のバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0075】
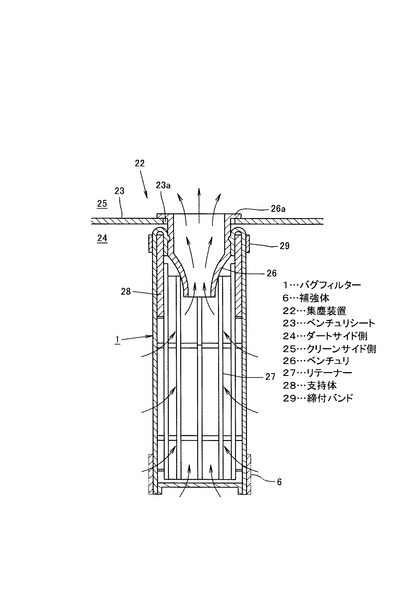
図13は、図7及び図8の製造方法にて一端側を閉塞してなるバグフィルター1が取り付けられる集塵装置22を示す縦断側面図である。
本例の集塵装置22は、ベンチュリシート23を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0076】
ベンチュリシート23に形成された穴23aには、ベンチュリ26が上方から下方へ向けて挿入されている。また、ベンチュリ26のフランジ部26aは、ベンチュリシート23に形成された穴23aの上面側周縁部に載置されている。また、ベンチュリ26の外周には、前記方法で製造されたバグフィルター1の上端側開口部が着脱可能に取付けられている。
【0077】
バグフィルター1は、図7又は図9に示すように下端側開口部が閉塞された袋状を有しており、籠型形状を有するリテーナー27の外面に被せられている。また、バグフィルター1の上端側開口部を内側に折り返してなる内周には、ベンチュリ26の外周に装着されるリング状の支持体28が挿入されている。また、バグフィルター1の上端側開口部の外周は、バグフィルター1の上端側開口部をベンチュリ26の外周に固定するための締付バンド29が装着されている。
【0078】
つまり、ダートサイド側24に設けられた図示省略のエア流入口からダイオキシンを含む粉塵等の汚染物質がエアと一緒に吸引された際に、バグフィルター1を通過する際に、ダイオキシンを含む粉塵等の汚染物質が集塵される。また、汚染物質が集塵された清浄なエアがベンチュリ26内を通ってクリーンサイド側25に流れ込み外部へ排出される。
【0079】
なお、バグフィルター1の底部(図7に示す閉塞体5で閉塞された部分)に相当する下端側外周面に、該バグフィルター1と同一の繊維素材からなる帯状の補強体6(図中仮想線で示す)を1周巻き付けて溶着又は縫着してもよい。これにより、バグフィルター1の底部に相当する下端側が破れにくくなり、フィルターとしての寿命・強度の向上を図ることができる。
【0080】
また、補強体6を、バグフィルター1とは異なる繊維素材或いは他の素材で構成してもよく、実施例の繊維素材のみに限定されるものではない。さらに、補強体6を複数回巻き付けてもよい。
【0081】
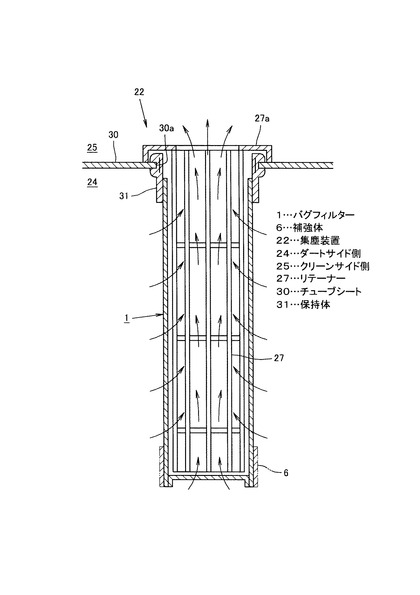
図14は、図13のバグフィルター1が他の方法で取り付けられた集塵装置22を示す縦断側面図である。
本例の集塵装置22は、前記ベンチュリシート23に代わるチューブシート30を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0082】
チューブシート30に形成された穴30aには、筒状の保持体31が上方から下方へ向けて挿入されている。また、保持体31の上端側外周面は、穴30aの内周縁部に対し気密状態に嵌着されている。また、保持体31の下端側内周面は、バグフィルター1の上端側外周面に対し気密状態に固定されている。
【0083】
バグフィルター1は、籠型形状を有するリテーナー27の外面に被せられている。また、リテーナー27の上端側に形成されたカバー部27aは、保持体31の上端側が覆われる大きさ及び形状に形成されており、穴30aの上面側周縁部に載置されている。
【0084】
なお、保持体31は、気密性を保持するためのパッキンの役目をしている。また、保持体31の上端側には、例えばバネ鋼等の弾性体が縫い込まれ又は埋め込まれており、その弾性体に蓄積された復元力によって、穴30aに対し嵌着された状態を維持している。
【0085】
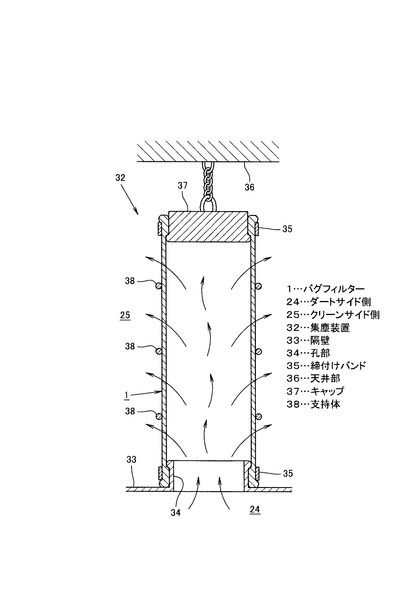
図15は、図1〜図6の製造方法にて一端側及び他端側を開口してなる筒状のバグフィルター1が取り付けられる集塵装置32を示す縦断側面図である。
本例の集塵装置32は、前記ベンチュリシート23に代わる隔壁33を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0086】
バグフィルター1の下端側開口部は、隔壁33に形成された孔部34の外周に装着され、該下上端側開口部の外周に装着された締付けバンド35で締付け固定されている。
【0087】
また、バグフィルター1の上端側開口部は、装置上部の天井部36に吊り下げられたキャップ37の外周に装着され、該上端側開口部の外周に装着された締付けバンド35で締付け固定されている。
さらに、バグフィルター1の外周には、環状の支持体38が長手方向に対し所定間隔に隔てて取り付けられている。
【0088】
つまり、ダートサイド側24に設けられた図示省略のエア流入口からダイオキシンを含む粉塵等の汚染物質がエアと一緒に吸引された際に、バグフィルター1を通過する際に、ダイオキシンを含む粉塵等の汚染物質が集塵される。また、汚染物質が集塵された清浄なエアがクリーンサイド側25へ排出される。これにより、前記実施例と略同等の作用及び効果を奏することができる。
【0089】
なお、本発明のバグフィルター1は、前記集塵装置22,32を代表とする様々な集塵装置に適用することができ、該集塵装置22,32のみに用途が限定されるものではない。
【0090】
この発明の構成と、前記実施形態との対応において、
この発明のシートは、実施例のフェルト地2に対応し、
以下同様に、
被処理物は、排ガス、排水、廃液等に対応し、
被濾過物は、ダイオキシンを含む塵埃等の汚染物質、コークス粉や有価粉体などの原材料等に対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく、請求項に示される技術思想に基づいて応用することができ、多くの実施の形態を得ることができる。
【0091】
前記フェルト地2の代わりに、例えば10番手〜40番手の範囲に含まれる紡績糸で構成された250g/m2以上の繊維目付け量を有する0.2mm〜0.6mmの厚さに形成された織物を用いてもよい。
【0092】
つまり、フェルト地2や織物からなるシートは、該シートと同一の繊維で形成された編物よりも伸縮率が小さいので、シートの重合部が確実且つ強固に溶着される。
【0093】
また、フェルト地2の重ね合わせ幅W2を、製造されるバグフィルター1の外径に対して5%〜20%の範囲に含まれる幅に設定するか、該バグフィルター1の外径に応じて5%以下又は20%以上の幅に設定する等してもよい。
【0094】
実施例では、フェルト地2の一側縁部2aと他側縁部2bとを溶着する方法を説明したが、例えばフェルト地2を接着するのに適した接着剤で接着することも可能である。
また、フェルト地2の重合部3を溶着する他の溶着方法として、例えば熱溶着装置、超音波溶着装置等で溶着することも可能である。
【産業上の利用可能性】
【0095】
本発明のバグフィルターは、例えば排水、廃液等の液体を濾過する濾過装置にも用いることができる。
【符号の説明】
【0096】
H…熱風
W2…重ね合わせ幅
1…バグフィルター
2…フェルト地
2a…一側縁部
2b…他側縁部
3,3a,3b…重合部
4…筒状体
4a…周縁部
5…閉塞体
5a…周縁部
6…補強体
8…ウェルダー溶着装置
8a〜8h…押圧体
9…案内体
10…熱風ノズル
22…集塵装置
23…ベンチュリシート
24…ダートサイド側
25…クリーンサイド側
26…ベンチュリ
27…リテーナー
28…支持体
29…締付バンド
30…チューブシート
31…保持体
32…集塵装置
33…隔壁
34…孔部
35…締付けバンド
36…天井部
37…キャップ
38…支持体
【技術分野】
【0001】
この発明は、例えば排ガス、排水、廃液、塵埃等の被処理物からダイオキシン等の被濾過物を除去或いは分離するか、有価物質の回収等に用いられるバグフィルターの製造方法及びバグフィルターに関する。
【背景技術】
【0002】
従来、前記バグフィルターとしては、例えばポリアリーレンサルファイド繊維を主成分とする短繊維ウエブとスクリムが接合された目付が400g/m2以上のフェルト地(不織布)が直径120mm以上380mm以下の円筒形状に重ね縫いにより縫製された特許文献1のバグフィルターがある。
【0003】
しかし、前記バグフィルターを構成するフェルト地の重ね合わせ部分を縫着する場合、フェルト地の重ね合わせ部分の一端から他端に向けて順に縫い合わせなければならず、縫着作業に手間及び時間が掛かるだけでなく、縫製コストが高くなる。また、フェルト地の重合部を縫製糸で縫着した場合、縫製糸を挿通した箇所に隙間や孔等が形成されるので、例えばダスト等の除去物が漏洩或いは侵入しやすく、フィルターとしての濾過機能が安定して得られない。
【0004】
さらに、バグフィルターの使用期間が長くなるほど、フェルト地の縫着に使用された縫製糸に、例えばほつれ、糸切れ、腐食等が発生しやすく、フェルト地の重合部が分離又は開放されてしまうので、バグフィルターとして濾過機能が得られる期間が短い。また、ミシンによる縫着中において、縫製糸が途中で切れてしまうと、縫製糸を繋ぎなおさなければならず、時間的ロスが生じるため、バグフィルターの製造に要するコストが高くなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3859058号
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、フィルターとして耐久性が大幅に向上し、高い濾過機能が長期間安定して得られるとともに、製造コストの低減を図ることができるバグフィルターの製造方法及びバグフィルターを提供することを目的とする。
【課題を解決するための手段】
【0007】
この発明は、被処理物から被濾過物を分離する際に用いられるバグフィルターであって、前記バグフィルターを、熱溶融性繊維からなるシートで構成し、前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着するバグフィルターの製造方法及びバグフィルターであることを特徴とする。
【0008】
この発明の態様として、前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせて製造することができる。
【0009】
また、この発明の態様として、前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着して製造することができる。
【0010】
また、この発明の態様として、前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着して製造することができる。
【0011】
また、この発明の態様として、前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状又は楕円形状の閉塞体を重ね合わせるとともに、前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着して製造することができる。
【0012】
また、この発明の態様として、前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着して製造することができる。
【0013】
また、この発明の態様として、前記シートを、フェルト地又は織物で構成することができる。
【0014】
前記熱溶融性繊維は、例えばポリフェニレンサルファイド繊維(PPS)、ポリエチレンテレフタレート繊維(PET)、ポリプロピレン繊維(PP)等で構成することができる。
【0015】
また、ポリフェニレンサルファイド繊維及びポリフェニレンサルファイド繊維を主体とした他素材混合フェルト地(例えばポリテトラフルオロエチレン、シリカ、ポリイミド等)や、それにポリテトラフルオロエチレン(PTFE)を主体とする合成樹脂をディッピング処理、或いは、コーティング処理を行った繊維を使用してもよい。
この場合、使用される繊維素材に応じて、例えば温度、加圧、速度等の加工条件を変えることにより、同様にバグフィルターを製造することができる。
また、シートの重合部を溶着する溶着方法としては、例えば高周波溶着、熱溶着、超音波溶着等で構成することができる。実施例では、ウェルダー溶着装置で熱溶着する例を説明しているが、例えば高周波溶着装置、超音波溶着装置等で溶着してもよい。
【発明の効果】
【0016】
この発明によれば、熱溶融性繊維からなるシートの一側縁部と他側縁部とを重ね合わせてなる重合部を溶着するので、一側縁部及び他側縁部の重合面が面待遇で一体的に溶着される。これにより、従来例のようにフェルト地の重ね合わせ部分を縫製糸で縫着するよりも、シートの重合部を面待遇で溶着した方が、重合部の接合強度が高くなり、耐久性が大幅に向上する。
【0017】
また、例えば隙間、孔等が重ね合わせ部分に生じることがなく、例えばダスト等の除去物の漏洩或いは侵入が阻止されるので、バグフィルターとして高い濾過機能が長期間安定して得られる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態であるバグフィルターの製造方法を示す説明図。
【図2】図1のバグフィルターの製造方法を示す平面図。
【図3】フェルト地の重ね合わせ方法及び両側縁部の溶着方法を示す説明図。
【図4】フェルト地の溶着方法及び溶着状態を示す説明図。
【図5】フェルト地の異なる面を溶着したバグフィルターを示す斜視図。
【図6】フェルト地の同一面を溶着したバグフィルターの他の例を示す斜視図。
【図7】一端側が閉塞されたバグフィルターの他の製造方法を示す斜視図。
【図8】図7のバグフィルターの溶着状態を示す斜視図。
【図9】一端側が閉塞されたバグフィルターのその他の製造方法を示す斜視図。
【図10】一端側が閉塞されたバグフィルターのさらに他の製造方法を示す斜視図。
【図11】ロール状に巻回されたフェルト地をカットして製造するバグフィルターのさらにその他の製造方法を示す説明図。
【図12】図11のフェルト地の溶着方法を示す説明図。
【図13】図7、図8の方法で製造したバグフィルターが取り付けられる集塵装置を示す縦断側面図。
【図14】図13のバグフィルターが他の方法で取り付けられた集塵装置を示す縦断側面図。
【図15】図1〜図6の方法で製造した筒状のバグフィルターが取り付けられる集塵装置を示す縦断側面図。
【発明を実施するための形態】
【実施例】
【0019】
図1は、本発明の一実施形態であるバグフィルター1の製造方法を示す説明図、図2は、図1のバグフィルター1の製造方法を示す平面図、図3は、フェルト地2の重ね合わせ方法及び両側縁部の溶着方法を示す説明図、図4は、フェルト地2の溶着方法及び溶着状態を示す説明図である。
【0020】
実施例のバグフィルター1は、被処理物(例えば排ガス、排水、廃液等)から被濾過物(例えばダイオキシンを含む塵埃などの汚染物質、コークス粉や有価粉体などの原材料等)を分離或いは除去する際に用いられるものであって、用途の一例として、後述する集塵装置22,32に用いられるバグフィルター1の製造方法を説明する。
【0021】
また、バグフィルター1は、ポリフェニレンサルファイド繊維で形成されたシート状のフェルト地2(不織布)を、ウェルダー溶着装置8の筒状を有する案内体9で筒状に湾曲しながら、該フェルト地2の一側縁部2aと他側縁部2bとを内側に幅寄せして、該フェルト地2の一側縁部2aと他側縁部2bとの異なる面(表面と裏面)を上下互い違いとなるように重ね合わせる。
【0022】
続いて、フェルト地2の一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3の重ね合わせ面に、図示しない熱風供給源に接続された熱風ノズル10から噴射される熱風Hを吹き付けて溶融する温度に加熱する。さらに、熱溶融性繊維が溶融する温度に加熱されたフェルト地2の重合部3を、ローラー状を有する一対の押圧体8a,8bで厚み方向に挟持して、フェルト地2を長手方向に送りながら重合部3を連続して熱溶着したものである。
【0023】
フェルト地2は、例えば5μm〜40μmの範囲に含まれる繊維径で、0.5d〜10.0dの範囲に含まれるデニールで、300g/m2以上の繊維目付け量を有する繊維で構成されている。また、フェルト地2の厚さは、例えば0.5mm〜4mmの範囲に含まれる厚さに形成されている。
【0024】
また、フェルト地2の重合部3をウェルダー溶着装置8で溶着する場合、例えばポリフェニレンサルファイド繊維(PPS)で構成されたフェルト地2は、285℃〜900℃の範囲に含まれる温度で溶融され、ポリエチレンテレフタレート繊維(PET)で構成されたフェルト地2は、255℃〜900℃の範囲に含まれる温度で溶融される。また、ポリプロピレン繊維(PP)で構成されたフェルト地2は、165℃〜800℃の範囲に含まれる温度で溶融される。
【0025】
なお、フェルト地2の重合部3を、ウェルダー溶着装置8の押圧体8a,8bで部分的に順次溶着して、重合部3の全長を溶着してもよい。
【0026】
次に、図5に示す直径Xが160mmのバグフィルター1を製造する際の製造方法を説明する。
先ず、熱溶融性のポリフェニレンサルファイド繊維で約530mmの幅W1に形成されたシート状のフェルト地2をロール状に巻回しておく(図11のm参照)。
【0027】
次に、図1、図2に示すように、バグフィルター1の製造開始時に、ロール状に巻回されたフェルト地2の端部を長手方向に引き出しながら、ウェルダー溶着装置8の筒状を有する案内体9に入口側から挿入する。
【0028】
案内体9は、フェルト地2が挿入される入口側から、該フェルト地2が送り出される出口側に向けて徐々に小径となるコーン形状に形成されている。
案内体9の一側縁部には、フェルト地2の一側縁部2aを他側縁部2bに対し後述する重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制するための溝部9aが形成されている。
【0029】
また、案内体9の他側縁部には、フェルト地2の他側縁部2bを一側縁部2aに対し重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制するための溝部9bが形成されている。
【0030】
つまり、案内体9に挿入されたフェルト地2は、該フェルト地2の一側縁部2aと他側縁部2bとが案内体9の内周面に沿って内側に幅寄せされるとともに、フェルト地2の全体が、製造されるバグフィルター1と略同一径となる曲率半径に変形される。
【0031】
続いて、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bが、溝部9a,9bによって予め定められた重ね合わせ幅W2に重ね合わされる位置に幅寄せ及び規制されるとともに、フェルト地2の一側縁部2aの表面と、該フェルト地2の他側縁部2bの裏面とが厚み方向に対し上下互い違いとなるように重ね合わされる(図2参照)。
【0032】
これにより、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bとの重ね合わせ部分に、長手方向から見た重ね合わせ幅W2が18mmとなる重合部3が形成される(図3のa参照)。
【0033】
また、案内体9の溝部9a,9bから送り出されるフェルト地2の一側縁部2aと他側縁部2bが重ね合わされる際に、該一側縁部2aと他側縁部2bとを厚み方向に重ね合わせてなる重合部3の重ね合わせ面に対し、ウェルダー溶着装置8の熱風ノズル10から噴射される熱風Hを吹き付けて溶融する温度に加熱する。
【0034】
続いて、熱溶融性繊維が溶融する温度に加熱されたフェルト地2の重合部3を押圧体8a,8bで厚み方向に挟持するとともに、押圧体8a,8bの矢印方向の回転力によりフェルト地2を長手方向に送りながら、フェルト地2の重合部3を長手方向に連続して熱溶着する(図3のb参照)。
【0035】
溶着時において、フェルト地2の一側縁部2aの重合面に露出された熱溶融性繊維と、他側縁部2bの重合面に露出された熱溶融性繊維とが溶融されるとともに、フェルト地2の一側縁部2a及び他側縁部2bの重合面が面待遇で一体的に溶着される(図4のc,d参照)。
【0036】
なお、一方の押圧体8bは、装置に内蔵された図示しないモータによって矢印方向へ回転される。また、他方の押圧体8aは、押圧体8bの回転力によりフェルト地2を挟んで矢印方向へ従動回転される。また、押圧体8a,8bの周面には、軸方向と平行してローレットが刻設されている。
【0037】
続いて、案内筒9の出口側から溶着済みのバグフィルター1が送り出され、図5に示す直径Xが160mmの筒状に形成されたバグフィルター1の製造が完了する。
【0038】
また、ロール状に巻回されたバグフィルター1を、図13〜図14に示す集塵装置22,32に取り付ける場合、必要な長さにカットして取り付けられる。なお、必要な長さにカットしてから、後で溶着することも可能である。
【0039】
また、熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱されたフェルト地2の重合部3を、押圧体8a,8bで挟持して長手方向に送りながら連続して熱溶着するので、フェルト地2の重合部3を均一且つ一挙に溶着することができる。
【0040】
なお、押圧体8a,8bでフェルト地2の重合部3を挟持した際に、フェルト地2の重合部3を、該重合部3以外の部分と略均等となる厚みに加圧成形してもよい。
【0041】
また、実施例では、530mmの幅に形成されたシート状のフェルト地2を用いて、集塵装置22に用いられるバグフィルター1を製造する例を説明したが、製造されるバグフィルター1の長さや径に応じて、530mm以下又は530mm以上の幅に形成されたフェルト地2を用いてもよい。
【0042】
また、直径Xが160mmのバグフィルター1を製造する場合、重合部3の重ね合わせ幅W2は18mmに設定されているが、製造されるバグフィルター1の径に応じて、18mm以下又は18mm以上の重ね合わせ幅W2に変更してもよい。好ましくは、5mm〜40mmの範囲に含まれる重ね合わせ幅W2に設定するのがよい。
【0043】
例えば、160mmより大径のバグフィルター1を製造する際は、重合部3の重ね合わせ幅W2を18mm以上に広くすることが好ましい。また、160mmより小径のバグフィルター1を製造する際は、重合部3の重ね合わせ幅W2を18mm以下に狭くすることが好ましい。
【0044】
以上のように、熱溶融性繊維からなるフェルト地2の一側縁部2aと他側縁部2bとの異なる面(表面と裏面)を上下互い違いとなるように重ね合わせてなる重合部3を、熱風ノズル10から噴射される熱風Hにより溶融する温度に加熱しながら押圧体8a,8bで厚み方向に挟持して溶着するので、該フェルト地2の一側縁部2a及び他側縁部2bの重合面に露出された熱溶融性繊維が溶融し、一側縁部2a及び他側縁部2bの重合面が面待遇で一体的に溶着される。
【0045】
これにより、従来例のようにフェルト地2の重合部3を縫製糸で縫着するよりも、フェルト地2の重合部3を面待遇で溶着した方が、重合部3の接合強度が高くなり、耐久性が大幅に向上する。
【0046】
また、例えば隙間、孔等がフェルト地2の重合部3に生じることがなく、例えばダスト等の除去物の漏洩或いは侵入が阻止されるので、バグフィルター1として高い濾過機能が安定して得られる。
【0047】
また、フェルト地2の重合部3を溶着する際に、例えば縫製糸、止め金等の接合部材を用いる必要がなく、縫着に要する工程数を削減して、製造コストの低減を図ることができる。
【0048】
また、フェルト地2の重合部3の全長を、1回の溶着動作によって均一且つ一挙に溶着することができるので、従来例のようにフェルト地の重ね合わせ部分を縫着するよりも、溶着に要する時間が短く、溶着が迅速に行える。さらに、縫製中に、糸が切断されることによる加工ロスがなくなる。これにより、多数のバグフィルター1を短い時間で製造することができる。
【0049】
また、例えば縫製糸、止め金等の接合部材を使用せずに、フェルト地2の重合部3を一体的に溶着するので、接合部材自体の破損、腐食等が原因となる問題が発生することがなく、バグフィルター1の使用期間が長くなっても、フェルト地2の重合部3が分離又は開放されることがなく、バグフィルター1としての濾過機能が長期間安定して得られる。
【0050】
図6は、フェルト地2の一側縁部2aと他側縁部2bとの同一面を重ね合わせて溶着したバグフィルター1の他の例を示す斜視図である。
本例の溶着方法は、フェルト地2の一側縁部2aの表面と、他側縁部2bの表面とを外側に突出したまま厚み方向に重ね合わせた後、フェルト地2の一側縁部2aと他側縁部2bとを重ね合わせてなる重合部3を、ウェルダー溶着装置8の押圧体8a,8bで挟持して長手方向に熱溶着する。これにより、前記実施例と略同一の筒状のバグフィルター1を製造するものである。
【0051】
なお、本例の溶着方法で製造された筒状のバグフィルター1を使用する場合、図6に示すようにフェルト地2の重ね合わせ部分に形成された重合部3が内側となるように、バグフィルター1の全体を表裏反転して使用するのが好ましい。
【0052】
つまり、フェルト地2の重合部3が内側に突出していると邪魔にならず、フェルト地2の一側縁部2aと他側縁部2bとの異なる面を重ね合わせて溶着した前記実施例のバグフィルター1と同様に取り扱えるので、前記実施例と略同等の作用及び効果を奏することができる。
【0053】
また、フェルト地2の一側縁部2aの裏面と、他側縁部2bの裏面とを、図4に示すように内側に突出したまま厚み方向に重ね合わせて、前記ウェルダー溶着装置8で熱溶着してもよい。
【0054】
図7、図8は、シート状のフェルト地2を筒状に巻回してなる筒状体4の一端側開口部に、該筒状体4の一端側開口部が閉塞される大きさ及び形状に形成されたフェルト地2からなる丸形状又は楕円形状の閉塞体5を溶着又はミシン等で縫着して製造するバグフィルター1の製造方法を示す縦断斜視図である。
【0055】
つまり、筒状体4の一端側開口部に丸形状又は楕円形状の閉塞体5を押し込んで、筒状体4の一端側開口部の周縁部4aと、閉塞体5の表側へ折り返された周縁部5aとを厚み方向に重ね合わせる(図7のe参照)。
【0056】
次に、筒状体4の周縁部4aと閉塞体5の周縁部5aとを重ね合わせてなる重合部3aを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8a,8bで挟持して、筒状体4の周縁部4aと閉塞体5の周縁部5aとを一体的に溶着する(図7のf参照)。
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0057】
なお、筒状体4の周縁部4aと閉塞体5の周縁部5aとをミシン等で縫着してもよい。また、前記と同様にして、筒状体4の他端側開口部に閉塞体5を溶着又はミシン等で縫着するか、筒状体4の一端側開口部及び他端側開口部に閉塞体5を溶着又はミシン等で縫着する等してバグフィルター1を製造してもよい。
【0058】
また、筒状体4の一端側開口部に閉塞体5を押し込んだ際、閉塞体5の周縁部5aに皺や弛み等が生じるのを防止するために、例えばスリットや切れ目等を閉塞体5の周縁部5aに対し径方向に適宜数形成しておいてもよい。
【0059】
図9は、シート状のフェルト地2を筒状に巻回してなる筒状体4の一端側開口部を偏平状態に変形したまま溶着又はミシン等で縫着して製造するバグフィルター1の他の製造方法を示す縦断斜視図である。
【0060】
つまり、筒状体4の一端側開口部を偏平状態に変形させて、筒状体4の一端側開口部の周縁部4aを厚み方向に重ね合わせる(図9のg参照)。
次に、筒状体4の周縁部4aを重ね合わせてなる重合部3bを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8a,8bで挟持して、筒状体4の周縁部4aを偏平状態に変形したまま一体的に溶着する(図9のh参照)。
【0061】
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
なお、筒状体4の偏平された一端側開口部をミシン等で縫着してもよい。また、前記と同様にして、筒状体4の他端側開口部を偏平状態に変形したまま溶着又はミシン等で縫着してバグフィルター1を製造してもよい。
【0062】
また、筒状体4の一端側開口部を内側に折り返すとともに、その一端側開口部の周縁部4aを偏平状態に変形したまま溶着又はミシン等で縫着してもよい。これにより、筒状体4の重合部3bが外側に突出するのを防止することができる。
【0063】
図10は、一端側を偏平して閉塞するバグフィルターのさらにその他の製造方法を示す斜視図である。
つまり、筒状体4の周縁部4aと閉塞体5の周縁部5aとを重ね合わせてなる重合部3aを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の円弧型押圧体8c,8dで挟持して、筒状体4の周縁部4aと閉塞体5の周縁部5aとを一体的に溶着する(図10のi参照)。
【0064】
或いは、筒状体4の一端側開口部を偏平状態に変形及び重ね合わせてなる重合部3bを、熱風ノズル10から噴射される熱風Hで溶融する温度に加熱しながらウェルダー溶着装置8の押圧体8e,8fで挟持して、筒状体4の周縁部4aを偏平状態に変形したまま一体的に溶着する(図10のj参照)。
【0065】
これにより、筒状体4の一端側が閉塞されたバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0066】
図11は、ロール状に巻回されたフェルト地2をカットして製造するバグフィルター1のその他の製造方法を示す説明図、図12は、フェルト地2の異なる面を溶着する他の溶着方法を示す説明図である。
【0067】
つまり、ロール状に巻回されたフェルト地2を長手方向に引き出して(図11のm参照)、図3に示す筒状のバグフィルター1を製造するのに必要な長さにカットする(図11のn参照)。
【0068】
次に、フェルト地2の一側縁部2aと他側縁部2bとを同一方向へ可撓変形させるとともに、該フェルト地2の全体を、製造されるバグフィルター1と略同一径となる曲率半径に変形させて筒状に巻回する。
【0069】
次に、筒状に巻回されたフェルト地2の一側縁部2aの表面と、該フェルト地2の他側縁部2bの裏面とを厚み方向に対し互いに重ね合わせる(図11のo参照)。
【0070】
これにより、フェルト地2の一側縁部2aと他側縁部2bとの重ね合わせ部分に形成された重合部3(図12のp参照)を、ウェルダー溶着装置8の押圧体8g,8hの対向面間に挿入した後、重合部3の上下面に対し押し付けられる方向へ押圧体8g,8hを相対移動させ、フェルト地2の重合部3の全長を、該重合部3の全長と対応する長さに形成された板状の押圧体8g,8hで厚み方向に挟持する(図12のq参照)。
【0071】
重合部3の挟持が完了した後、押圧体8g,8hで挟持されたフェルト地2の重合部3の全長を、該重合部3に沿って長手方向に熱溶着する(図12のr参照)。
【0072】
次に、重合部3の溶着が完了した後、押圧体8g,8hを、フェルト地2の重合部3の上下面から離間される方向へ相対移動させ、該重合部3の抜き取りが許容される間隔に離間する。この後、押圧体8g,8hの間からフェルト地2の溶着された重合部3を抜き取れば、筒状に形成されたバグフィルター1の製造が完了する。
【0073】
また、フェルト地2の重合部3に押し付けられる押圧体8g及び押圧体8hの押し付け面は、フェルト地2の重合部3の横幅と対応する幅に形成され、該重合部3の全長と対応する長さに形成されているので、フェルト地2の重合部3を均一且つ一挙に溶着することができる。
【0074】
これにより、フェルト地2の一側縁部2aと他側縁部2bとを長手方向に溶着してなる筒状のバグフィルター1を製造することができるので、前記実施例と略同等の作用及び効果を奏することができる。
【0075】
図13は、図7及び図8の製造方法にて一端側を閉塞してなるバグフィルター1が取り付けられる集塵装置22を示す縦断側面図である。
本例の集塵装置22は、ベンチュリシート23を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0076】
ベンチュリシート23に形成された穴23aには、ベンチュリ26が上方から下方へ向けて挿入されている。また、ベンチュリ26のフランジ部26aは、ベンチュリシート23に形成された穴23aの上面側周縁部に載置されている。また、ベンチュリ26の外周には、前記方法で製造されたバグフィルター1の上端側開口部が着脱可能に取付けられている。
【0077】
バグフィルター1は、図7又は図9に示すように下端側開口部が閉塞された袋状を有しており、籠型形状を有するリテーナー27の外面に被せられている。また、バグフィルター1の上端側開口部を内側に折り返してなる内周には、ベンチュリ26の外周に装着されるリング状の支持体28が挿入されている。また、バグフィルター1の上端側開口部の外周は、バグフィルター1の上端側開口部をベンチュリ26の外周に固定するための締付バンド29が装着されている。
【0078】
つまり、ダートサイド側24に設けられた図示省略のエア流入口からダイオキシンを含む粉塵等の汚染物質がエアと一緒に吸引された際に、バグフィルター1を通過する際に、ダイオキシンを含む粉塵等の汚染物質が集塵される。また、汚染物質が集塵された清浄なエアがベンチュリ26内を通ってクリーンサイド側25に流れ込み外部へ排出される。
【0079】
なお、バグフィルター1の底部(図7に示す閉塞体5で閉塞された部分)に相当する下端側外周面に、該バグフィルター1と同一の繊維素材からなる帯状の補強体6(図中仮想線で示す)を1周巻き付けて溶着又は縫着してもよい。これにより、バグフィルター1の底部に相当する下端側が破れにくくなり、フィルターとしての寿命・強度の向上を図ることができる。
【0080】
また、補強体6を、バグフィルター1とは異なる繊維素材或いは他の素材で構成してもよく、実施例の繊維素材のみに限定されるものではない。さらに、補強体6を複数回巻き付けてもよい。
【0081】
図14は、図13のバグフィルター1が他の方法で取り付けられた集塵装置22を示す縦断側面図である。
本例の集塵装置22は、前記ベンチュリシート23に代わるチューブシート30を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0082】
チューブシート30に形成された穴30aには、筒状の保持体31が上方から下方へ向けて挿入されている。また、保持体31の上端側外周面は、穴30aの内周縁部に対し気密状態に嵌着されている。また、保持体31の下端側内周面は、バグフィルター1の上端側外周面に対し気密状態に固定されている。
【0083】
バグフィルター1は、籠型形状を有するリテーナー27の外面に被せられている。また、リテーナー27の上端側に形成されたカバー部27aは、保持体31の上端側が覆われる大きさ及び形状に形成されており、穴30aの上面側周縁部に載置されている。
【0084】
なお、保持体31は、気密性を保持するためのパッキンの役目をしている。また、保持体31の上端側には、例えばバネ鋼等の弾性体が縫い込まれ又は埋め込まれており、その弾性体に蓄積された復元力によって、穴30aに対し嵌着された状態を維持している。
【0085】
図15は、図1〜図6の製造方法にて一端側及び他端側を開口してなる筒状のバグフィルター1が取り付けられる集塵装置32を示す縦断側面図である。
本例の集塵装置32は、前記ベンチュリシート23に代わる隔壁33を境にして、図中の下側がダートサイド側24に、図中の上側(清浄室側)がクリーンサイド側25に形成されている。
【0086】
バグフィルター1の下端側開口部は、隔壁33に形成された孔部34の外周に装着され、該下上端側開口部の外周に装着された締付けバンド35で締付け固定されている。
【0087】
また、バグフィルター1の上端側開口部は、装置上部の天井部36に吊り下げられたキャップ37の外周に装着され、該上端側開口部の外周に装着された締付けバンド35で締付け固定されている。
さらに、バグフィルター1の外周には、環状の支持体38が長手方向に対し所定間隔に隔てて取り付けられている。
【0088】
つまり、ダートサイド側24に設けられた図示省略のエア流入口からダイオキシンを含む粉塵等の汚染物質がエアと一緒に吸引された際に、バグフィルター1を通過する際に、ダイオキシンを含む粉塵等の汚染物質が集塵される。また、汚染物質が集塵された清浄なエアがクリーンサイド側25へ排出される。これにより、前記実施例と略同等の作用及び効果を奏することができる。
【0089】
なお、本発明のバグフィルター1は、前記集塵装置22,32を代表とする様々な集塵装置に適用することができ、該集塵装置22,32のみに用途が限定されるものではない。
【0090】
この発明の構成と、前記実施形態との対応において、
この発明のシートは、実施例のフェルト地2に対応し、
以下同様に、
被処理物は、排ガス、排水、廃液等に対応し、
被濾過物は、ダイオキシンを含む塵埃等の汚染物質、コークス粉や有価粉体などの原材料等に対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく、請求項に示される技術思想に基づいて応用することができ、多くの実施の形態を得ることができる。
【0091】
前記フェルト地2の代わりに、例えば10番手〜40番手の範囲に含まれる紡績糸で構成された250g/m2以上の繊維目付け量を有する0.2mm〜0.6mmの厚さに形成された織物を用いてもよい。
【0092】
つまり、フェルト地2や織物からなるシートは、該シートと同一の繊維で形成された編物よりも伸縮率が小さいので、シートの重合部が確実且つ強固に溶着される。
【0093】
また、フェルト地2の重ね合わせ幅W2を、製造されるバグフィルター1の外径に対して5%〜20%の範囲に含まれる幅に設定するか、該バグフィルター1の外径に応じて5%以下又は20%以上の幅に設定する等してもよい。
【0094】
実施例では、フェルト地2の一側縁部2aと他側縁部2bとを溶着する方法を説明したが、例えばフェルト地2を接着するのに適した接着剤で接着することも可能である。
また、フェルト地2の重合部3を溶着する他の溶着方法として、例えば熱溶着装置、超音波溶着装置等で溶着することも可能である。
【産業上の利用可能性】
【0095】
本発明のバグフィルターは、例えば排水、廃液等の液体を濾過する濾過装置にも用いることができる。
【符号の説明】
【0096】
H…熱風
W2…重ね合わせ幅
1…バグフィルター
2…フェルト地
2a…一側縁部
2b…他側縁部
3,3a,3b…重合部
4…筒状体
4a…周縁部
5…閉塞体
5a…周縁部
6…補強体
8…ウェルダー溶着装置
8a〜8h…押圧体
9…案内体
10…熱風ノズル
22…集塵装置
23…ベンチュリシート
24…ダートサイド側
25…クリーンサイド側
26…ベンチュリ
27…リテーナー
28…支持体
29…締付バンド
30…チューブシート
31…保持体
32…集塵装置
33…隔壁
34…孔部
35…締付けバンド
36…天井部
37…キャップ
38…支持体
【特許請求の範囲】
【請求項1】
被処理物から被濾過物を分離する際に用いられるバグフィルターの製造方法であって、
前記バグフィルターを、熱溶融性繊維からなるシートで構成し、
前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、
前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着して製造する
バグフィルターの製造方法。
【請求項2】
前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせる
請求項1に記載のバグフィルターの製造方法。
【請求項3】
前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着する
請求項1又は2に記載のバグフィルターの製造方法。
【請求項4】
前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着する
請求項1又は2に記載のバグフィルターの製造方法。
【請求項5】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状の閉塞体を重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着する
請求項1〜4のいずれか一つに記載のバグフィルターの製造方法。
【請求項6】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着する
請求項1〜4のいずれか一つに記載のバグフィルターの製造方法。
【請求項7】
被処理物から被濾過物を分離する際に用いられるバグフィルターであって、
前記バグフィルターを、熱溶融性繊維からなるシートで構成し、
前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、
前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着した
バグフィルター。
【請求項8】
前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせた
請求項7に記載のバグフィルター。
【請求項9】
前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着した
請求項7又は8に記載のバグフィルター。
【請求項10】
前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着した
請求項7又は8に記載のバグフィルター。
【請求項11】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状の閉塞体を重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着した
請求項7〜10のいずれか一つに記載のバグフィルター。
【請求項12】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着した
請求項7〜10のいずれか一つに記載のバグフィルター。
【請求項13】
前記シートを、フェルト地又は織物で構成した
請求項7〜12のいずれか一つに記載のバグフィルター。
【請求項1】
被処理物から被濾過物を分離する際に用いられるバグフィルターの製造方法であって、
前記バグフィルターを、熱溶融性繊維からなるシートで構成し、
前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、
前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着して製造する
バグフィルターの製造方法。
【請求項2】
前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせる
請求項1に記載のバグフィルターの製造方法。
【請求項3】
前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着する
請求項1又は2に記載のバグフィルターの製造方法。
【請求項4】
前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着する
請求項1又は2に記載のバグフィルターの製造方法。
【請求項5】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状の閉塞体を重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着する
請求項1〜4のいずれか一つに記載のバグフィルターの製造方法。
【請求項6】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着する
請求項1〜4のいずれか一つに記載のバグフィルターの製造方法。
【請求項7】
被処理物から被濾過物を分離する際に用いられるバグフィルターであって、
前記バグフィルターを、熱溶融性繊維からなるシートで構成し、
前記シートの一側縁部と他側縁部とを互いに重ね合わせるとともに、
前記シートの一側縁部と他側縁部とを厚み方向に重ね合わせてなる重合部の全長を溶着した
バグフィルター。
【請求項8】
前記シートを筒状に巻回して、該シートの一側縁部と他側縁部とを互いに重ね合わせた
請求項7に記載のバグフィルター。
【請求項9】
前記シートの一側縁部と他側縁部との異なる面を互いに重ね合わせてなる重合部を溶着した
請求項7又は8に記載のバグフィルター。
【請求項10】
前記シートの一側縁部と他側縁部との同一面を互いに重ね合わせてなる重合部を溶着した
請求項7又は8に記載のバグフィルター。
【請求項11】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部に、該筒状体の一端側開口部が閉塞される大きさ及び形状に形成されたシートからなる丸形状の閉塞体を重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部と、前記閉塞体の周縁部とを厚み方向に重ね合わせてなる重合部を周方向に溶着又は縫着した
請求項7〜10のいずれか一つに記載のバグフィルター。
【請求項12】
前記シートの一側縁部と他側縁部とを溶着してなる筒状体の一端側開口部を偏平状態に重ね合わせるとともに、
前記筒状体の一端側開口部の周縁部を厚み方向に重ね合わせてなる重合部を溶着又は縫着した
請求項7〜10のいずれか一つに記載のバグフィルター。
【請求項13】
前記シートを、フェルト地又は織物で構成した
請求項7〜12のいずれか一つに記載のバグフィルター。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2010−269279(P2010−269279A)
【公開日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2009−124996(P2009−124996)
【出願日】平成21年5月25日(2009.5.25)
【出願人】(000200666)泉株式会社 (24)
【Fターム(参考)】
【公開日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成21年5月25日(2009.5.25)
【出願人】(000200666)泉株式会社 (24)
【Fターム(参考)】
[ Back to top ]