
バグフィルター用ろ過布

【課題】集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができるバグフィルター用ろ過布、並びにプリーツ形態を維持するための剛性を有するバグフィルター用ろ過布を提供すること。
【解決手段】ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして上記ろ過布が0.20〜0.50の充填率を有することを特徴とするバグフィルター用ろ過布。
【解決手段】ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして上記ろ過布が0.20〜0.50の充填率を有することを特徴とするバグフィルター用ろ過布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができる、バグフィルター用ろ過布に関する。
【背景技術】
【0002】
発電所、廃棄物焼却炉、溶鉱炉、ボイラー等から発生する排ガス中の煤じん類を除去するための集じん設備では、通常、バグフィルターが用いられている。バグフィルター用ろ過布に求められる特性としては、高い集じん効率を示すこと、さらに送気コスト及びろ過布交換頻度を抑制するために、パルス・ジェットによるダスト払い落としを複数回行った後に圧力損失を低く維持できることが重要である。
【0003】
バグフィルター用ろ過布は、円筒状に接合され、リテーナを覆うように用いられるのが一般的である。しかし、バグフィルター用ろ過布をプリーツ加工することにより製造されたカートリッジフィルターは、上述の円筒状のフィルターと比較して、ろ過面積を維持しつつフィルター体積を小さくすることができるので、集じん設備を小型化することが可能である。
【0004】
集じん性能に優れ、ダストによる目詰まりを起こしにくく、そして長期間安定して使用可能であるバグフィルター用ろ過布及びその製造方法に関して、様々な検討がなされている。
【0005】
例えば、特許文献1には、ニードルフェルトの表面にメルトブロウン不織布をラミネートすることによって、表面に細繊維径の緻密層を作成し、ダスト払い落とし性を向上させたバグフィルター用ろ過布が開示されている。また、特許文献2には、細繊維径の短繊維抄紙をろ過表面に配置することによる、表面に緻密な層を有するろ過布が検討されている。
しかし、特許文献1及び2に開示されるろ過布は、ダストによる磨耗等の使用時の負荷によって、繊維の脱落、破損等を生じやすく、実用上問題がある。
【0006】
また、ダスト払い落とし性を向上させるために、表面に延伸PTFE樹脂の微多孔膜をラミネートし、緻密層を形成したバグフィルター用ろ過布が、ゴア(商標)フィルターバッグ等の名称の下で市販されている。しかし、上記延伸PTFE樹脂の微多孔膜は、磨耗による負荷により、破損及び/又は剥離しやすいという問題がある。
【0007】
特許文献3には、3層の不織布を接着剤で接着し、プリーツ形態を維持するために必要な剛性を有するろ過布が開示されている。
しかし、特許文献3に開示されるろ過布は、不織布を3層積層するために工程数が増え、製造プロセスが煩雑になり、そしてコストが増大するデメリットを有する。また、実際には、フラットカレンダー等により圧着する際に、通気性を確保するために線圧を抑える必要があり、充分なろ過布強度が得られない問題点がある。
【0008】
特許文献4には、ポリフェニレンスルフィド繊維から構成される耐熱性不織布が開示されている。しかし、特許文献4の耐熱性不織布は、バグフィルター用ろ過布として用いることを目的としておらず、バグフィルター用ろ過布としての使用については何ら記載されていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平3−60712号公報
【特許文献2】特開平08−209521号公報
【特許文献3】特開2005−154920号公報
【特許文献4】国際公開第2008/035775号
【発明の概要】
【発明が解決しようとする課題】
【0010】
以上のように、従来のバグフィルター用ろ過布では、その表面に緻密層を形成し、集じん性能及びダスト払い落とし性を向上させる試みが行われてきたが、いずれも実用上の問題を有していた。さらに、プリーツ形態を維持するためにはバグフィルター用ろ過布の剛性を向上させる必要があるが、その剛性を簡易に向上させることはできなかった。
従って、本発明は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができるバグフィルター用ろ過布を提供することを目的とする。本発明はまた、プリーツ形態を維持するための剛性を有するバグフィルター用ろ過布を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意検討した結果、ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして上記ろ過布が、0.20〜0.50の充填率を有することを特徴とするバグフィルター用ろ過布により、上記課題を解決できることを見出し、本発明を完成するに至った。
【0012】
具体的には、本発明は以下の態様に関する。
[態様1]
ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、
ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして
上記ろ過布が、0.20〜0.50の充填率を有することを特徴とする、
上記バグフィルター用ろ過布。
【0013】
[態様2]
JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、次いで払い落としを30回行った後に、400Pa以下の残留圧力損失を有する、態様1に記載のバグフィルター用ろ過布。
[態様3]
ろ過層Aの長繊維及び/又は基材層Bの長繊維が、ポリフェニレンスルフィドを含む、態様1又は2に記載のバグフィルター用ろ過布。
【0014】
[態様4]
ろ過層Aの長繊維の結晶化度と、基材層Bの長繊維の結晶化度とが、それぞれ、18%以上である、態様1〜3のいずれか1つに記載のバグフィルター用ろ過布。
[態様5]
ろ過層Aの長繊維の結晶化度が、25%以上である、態様4に記載のバグフィルター用ろ過布。
【0015】
[態様6]
態様1〜5のいずれか1つに記載のバグフィルター用ろ過布を含むカートリッジフィルター。
【発明の効果】
【0016】
本発明のバグフィルター用ろ過布は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができる。
本発明のバグフィルター用ろ過布はまた、プリーツ形態を維持するための剛性を有する。
【図面の簡単な説明】
【0017】
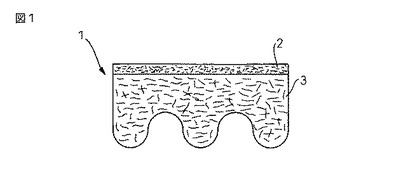
【図1】図1は、実施例1及び2で製造されたろ過布(1)及び(2)の断面の模式図である。
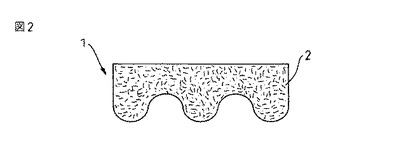
【図2】図2は、比較例1及び2で製造されたろ過布(3)及び(4)の断面の模式図である。
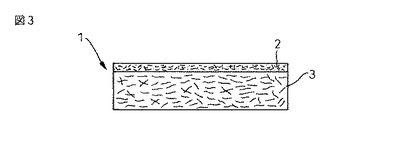
【図3】図3は、比較例3及び4で製造されたろ過布(5)及び(6)の断面の模式図である。
【発明を実施するための形態】
【0018】
以下、本発明を詳細に説明する。
本発明のバグフィルター用ろ過布は、ろ過層Aと、基材層Bとを含む。
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3g/m2〜100g/m2の坪量を有する不織布から構成される。スパンボンド法により形成された不織布は、長繊維を含むので、繊維の脱落、毛羽等が発生しにくく、使用時の磨耗等の負荷に対する強度が優れるため、短繊維を含む不織布と比較して、バグフィルター用ろ過布として好適である。
【0019】
ろ過層Aを構成する不織布は、平均繊度1.0dtex未満の長繊維を含む。ろ過層Aを構成する不織布は、集じん率を高めるため且つダスト払い落とし性を向上させるために複数の微細な孔を有することが好ましいからである。ろ過層Aを構成する不織布がより微細な孔を複数有するように、上記平均繊度は、0.8dtex以下であることが好ましく、そして0.6dtex以下であることがより好ましい。
【0020】
上記ろ過層Aの長繊維は、スパンボンド法に一般的に用いられる熱可塑性樹脂から形成することができる。上記熱可塑性樹脂としては、特に制限されないが、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリフェニレンスルフィド等を挙げることができる。耐熱性、耐酸性に優れるポリフェニレンスルフィドが、特に好ましい。ポリフェニレンスルフィドは、パラーフェニレンスルフィド繰返し単位を有する直鎖状のものが、製糸性の観点から好ましい。
また、本発明の目的を損なわない範囲で、上記熱可塑性樹脂として、ポリフェニレンスルフィド及び他の芳香族スルフィドのコポリマー、混合物等を用いることができる。
【0021】
さらに、ろ過層Aを構成する不織布は、3〜100g/m2の坪量を有する。坪量が大きくなると、集じん性能が向上するが、通気性が低下する傾向にある。集じん性能と通気性との両立を考慮すると、上記坪量は、3〜70g/m2の範囲内にあることが好ましく、3〜40g/m2の範囲内にあることがより好ましい。
【0022】
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から構成される。
ろ過層Aの場合と同様に、スパンボンド法により形成された不織布は長繊維を含むので、繊維の脱落、毛羽等が発生しにくく、使用時の磨耗等の負荷に対する強度が優れるため、短繊維を含む不織布と比較して、バグフィルター用ろ過布として好適である。
【0023】
基材層Bを構成する不織布は、ろ過布全体の通気性を保つために、平均繊度1.0dtex以上の長繊維を含む。具体的には、上記長繊維は、ろ過布全体の通気性を考慮すると、平均繊度が2.0dtex以上であることが好ましく、そして3.0dtex以上であることがより好ましい。
【0024】
上記基材層Bの長繊維は、スパンボンド法に一般的に用いられる熱可塑性樹脂から形成することができる。上記熱可塑性樹脂としては、特に制限されないが、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリフェニレンスルフィド等を挙げることができる。耐熱性、耐酸性に優れるポリフェニレンスルフィドが、特に好ましい。ポリフェニレンスルフィドは、パラーフェニレンスルフィド繰返し単位を有する直鎖状のものが、製糸性の観点から好ましい。
また、本発明の目的を損なわない範囲で、上記熱可塑性樹脂として、ポリフェニレンスルフィド及び他の芳香族スルフィドのコポリマー、混合物等を用いてもよい。
【0025】
また、バグフィルター用ろ過布として必要な強度と剛性とを付与するため、基材層Bを構成する不織布の坪量は、少なくともろ過層Aの坪量より大きく、好ましくは100g/m2より大きく、そしてより好ましくは150g/m2より大きい。基材層Bを構成する不織布の坪量の上限は特にないが、通気性の観点から、400g/m2以下が好ましい。
【0026】
本発明のバグフィルター用ろ過布は、平均繊度1.0dtex未満の長繊維を含むろ過層Aと、平均繊度1.0dtex以上の長繊維を含む基材層Bとの積層物である。単一の繊維径を有する単層のろ過布は、繊維径が細い場合には圧力損失が大きくなり、一方、繊維径が太い場合には集じん性能が低下し且つダスト払い落とし性も低下する欠点を有するので、圧力損失、集じん性能及びダスト払い落とし性の全てを満足することができない。
本発明のバグフィルター用ろ過布は、平均繊度1.0dtex未満の長繊維を含むろ過層Aが、集じん性能及びダスト払い落とし性を付与し、そして平均繊度1.0dtex以上の長繊維を含む基材層Bが、圧力損失値を阻害せず、後述のプリーツ形態維持性を付与する。
【0027】
本発明のバグフィルター用ろ過布では、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに部分的に熱圧着されている。
熱圧着の手段としては、特に制限されないが、加熱平板間プレス、加熱ロール間プレス等が挙げられる。生産性を考慮すると、加熱ロール間プレスが好ましい。上記熱圧着の温度は、熱可塑性樹脂のガラス転移温度より高く、そして上記熱可塑性樹脂の融点から10℃〜80℃低いことが好ましい。熱圧着の圧力は、本発明のバグフィルター用ろ過布の強度を高めるために、少なくとも線圧20N/mm以上であることが好ましく、30N/mm以上であることがさらに好ましく、50N/mm以上であることが最も好ましい。
【0028】
ろ過層Aを、基材層Bに部分的に熱圧着するために、例えば、エンボスロールを用いることができる。エンボスロールを用いることにより、エンボスロールの凸部のところでろ過層Aを基材層Bに熱圧着させ、そしてエンボスロールの凹部のところでろ過層Aを基材層Bに熱圧着させないことができる。部分的圧着部を設けることで、ろ過層Aと基材層Bとの間で簡易に剥離せず、高い圧着強度を得ることができ、そして部分的非圧着部を設けることにより、ろ過布全体の通気性を向上させることができる。
【0029】
また、本発明のバグフィルター用ろ過布では、ろ過層A及び基材層B内の長繊維が、それぞれ独立して、熱可塑性樹脂から形成されているので、特に接着剤を用いなくても、ろ過層Aを、基材層Bに固定することができる。
【0030】
ろ過層Aが基剤層Bに熱圧着される部分の圧着面積率は、3〜30%の範囲にあることが好ましく、そして3〜20%の範囲がより好ましい。上記圧着面積率が3%未満であると、ろ過層A及び基材層Bの間で剥離が生じやすく、充分な強度を有するろ過布が得られない場合がある。また、上記圧着面積率が30%を超えると、通気性の点、又は圧着部の有効プレス圧の点で好ましくない。
なお、上記圧着面積率は、ろ過層Aの総面積に対する、ろ過層Aの熱圧着された部分の面積の合計の比率を意味する。上記圧着面積率は、顕微鏡などを用いて不織布表面を観察することにより、ろ過層Aの総面積に対する、ろ過層Aの熱圧着された部分の面積の合計の比率を算出することによって求めることができる。
【0031】
本発明のバグフィルター用ろ過布は、充填率が0.20〜0.50の範囲内にある。充填率が0.20未満では、ろ過層Aと基材層Bとの間の熱圧着が不十分であり、バグフィルターとして実用に堪える強度を有しない。また、充填率が0.50超では、通気性が低すぎ、圧力損失が大きすぎる。
本明細書において、「充填率」は、実施例の「(3)充填率」に従って算出された値を意味する。
【0032】
本発明のバグフィルター用ろ過布の総厚みは、0.10〜1.00mmであることが好ましく、0.20〜1.00mmであることがより好ましい。厚みが1.00mmを超えると、プリーツ加工した際に、折目部が密になり、ろ過面積が少なくなる場合がある。厚みが0.10mm未満では、ろ過布の充填率が適度に確保されず、通気度が保持されない場合があるか、又はろ過布の圧着強度が不十分である場合がある。
【0033】
バグフィルターは、堆積したダストを払い落としながらダストのろ過を続けることを特徴とする。ダストを払い落とす手段としては、ろ過方向への通気を維持しながら、パルス・ジェット噴射をろ過布の裏面、すなわち、非ダスト収集側から行うことが一般的である。従って、ろ過布には、複数回の払い落とし後に、残留圧力損失を低く保つことができることが求められる。複数回の払い落とし後に、ろ過布の残留圧力損失が高くなると、送気のためのエネルギーが余分に必要になり、それに加えてパルス・ジェットを頻繁に噴射する必要も生じ、いずれもバグフィルターのランニングコストの増大に結びつくために好ましくない。
なお、本明細書において、「残留圧力損失」は、払い落とし直後にろ過布を通過するガスの圧力損失を意味する。
【0034】
本発明のバグフィルター用ろ過布は、JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理をし、次いで払い落としを30回行った後に、好ましくは400Pa以下の残留圧力損失を有し、より好ましくは300Pa以下の残留圧力損失を有し、そしてさらに好ましくは250Pa以下の残留圧力損失を有する。送気のエネルギーを含むランニングコストを下げるためである。
なお、本明細書において、JIS Z 8909−1に規定される集じん用ろ布試験は、2005年版JISハンドブックに記載されるものを意味する。
【0035】
また、本発明のバグフィルター用ろ過布は、バグフィルターとして充分な集じん性能を示すために、JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、その後に1000Paの払い落とし圧力損失制御のもとで払い落としを30回行う間に、99.50%以上の集じん率を有することが好ましく、そして99.90%以上の集じん率を有することがより好ましい。
【0036】
ろ過層A内の長繊維及び/又は基材層B内の長繊維は、結晶化度が18%以上であることが好ましく、そして50%以下であることが好ましい。結晶化度が18%未満では、熱収縮の観点から好ましくない場合があり、さらに繊維自体の強度が弱い場合がある。結晶化度が50%を超えると、積層時の熱接着が不十分であり、層間剥離が生じやすくなる傾向がある。長繊維の結晶化度は、スパンボンド法において、繊維を延伸する際の条件により簡易に制御でき、さらに結晶化度を制御することによりろ過布の性能が大きく向上することから、結晶化度を制御することは好ましい。
さらに、ろ過層A内の長繊維の結晶化度は、25%以上であることがより好ましい。
なお、本明細書において、「結晶化度」は、実施例の「(4)結晶化度」に従って算出された値を意味する。
【0037】
本発明のバグフィルター用ろ過布は、特に、プリーツ加工により、カートリッジフィルターとして好適に用いることができる。上記プリーツ加工の方法は、特に限定されないが、例えば、ナイフ型加工機、ロータリー型加工機等を用いた加工方法が挙げられる。
【実施例】
【0038】
本発明を、次の実施例及び比較例に基づいてさらに具体的に説明するが、本発明はこれら実施例により何ら限定されるものではない。
なお、ろ過布の物性値、実施例における物性値は以下の方法により測定したものである。
【0039】
(1)平均繊度
試料の任意の10ヶ所を、2500倍のマイクロスコープ倍率にて撮影して、50点の繊維の直径を測定し、それらの平均値を平均繊維径とする。次いで、平均繊維径から、平均繊度[dtex]を計算により求める。
【0040】
(2)坪量
JIS L 1906 5.2「単位面積あたりの質量」項に準じて測定する。
【0041】
(3)充填率
JIS L 1906に従って、荷重10kPa(100gf/cm2)の加圧子を用いて厚みd[mm]を求める。次いで、充填率[単位:無次元]を、次の式(1):
S/(ρ×d×103) 式(1)
(式中、Sは坪量[g/m2]であり、ρは長繊維を構成する熱可塑性樹脂の密度[g/cm3]である)
により算出する。
なお、実施例では、ポリフェニレンスルフィドの密度を1.35g/cm3とし、ポリエチレンテレフタレートの密度を1.38g/cm3とした。
【0042】
(4)結晶化度
示差熱分析計(TAインスツルメント社製:DSC2920)を用いて、5.0mgの試料を下記条件で測定し、次の式(2)により、結晶化度[%]を算出する。
なお、実施例では、ポリフェニレンスルフィドの完全結晶の融解熱量を146.2J/gとし、ポリエチレンテレフタレートの完全結晶の融解熱量を141.0J/gとした。
測定雰囲気:窒素ガス150mL/min、昇温速度:20℃/min
測定範囲:30〜350℃
結晶化度[%]
=100×[(融解部熱量)−(冷結晶部熱量)]/(完全結晶の融解熱量) 式(2)
なお、上記熱量の単位は、全て[J/g]である。
【0043】
(5)集じん性能試験
VDI−3926 Part Iに規定される装置を用い、JIS Z 8909−1に規定される測定条件に従って集じん性能試験を行う。
代表的な数値は、以下の通りである。
ダスト:JIS Z 8901に規定される試験用粉体第10種
入口ダスト濃度:5g/m3
ろ過速度:2m/min
パルス用圧縮エアータンク圧力:500kPa
払い落とし圧力損失:1000Pa
パルス噴射時間:50ms
【0044】
<ろ過布の初期集じん性能>
(5−1)初期圧力損失
ダストを供給せず、初期集じん性能測定開始前に、上記ろ過速度で送風した際のろ過布の圧力損失を、初期圧力損失とする。
(5−2)初期性能評価後の残留圧力損失
JIS Z 8909−1の7.2 c)に規定される「ろ布の初期集じん性能測定」に従い、1000Paの払い落とし圧力損失制御のもとで集じん及び払い落としを30回行った後に、ダスト供給なしで、上記ろ過速度で送風した際の圧力損失を、初期性能評価後の残留圧力損失とする。
【0045】
(5−3)初期性能評価時の集じん率
JIS Z 8909−1の7.2 c)に規定される「ろ布の初期集じん性能測定」に従い、1000Paの払い落とし圧力損失制御のもとで集じん及び払い落としを30回行った期間中の集じん率を、初期性能評価時の集じん率とする。
【0046】
<ろ過布の、エージング・安定化処理後の集じん性能>
(5−4)エージング・安定化処理後の評価開始時の圧力損失
JIS Z 8909−1の7.2 e)に規定される「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、ダストを供給せず、すなわち、0サイクルにおいて、上記ろ過速度で送風した際の圧力損失を測定し、エージング・安定化処理後の評価開始時の圧力損失とする。
【0047】
(5−5)エージング・安定化処理後に払い落としを30回行った後の残留圧力損失
JIS Z 8909−1の7.2 e)に規定される「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、払い落としを30回行った後に、ダスト供給なしで、上記ろ過速度で送風した際の圧力損失を、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失とする。
【0048】
(5−6)エージング・安定化処理後の集じん率
JIS Z 8909−1の7.2 e)に定める「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、1000Paの払い落とし圧力損失制御のもとで払い落としを30回行った期間中の集じん率を、エージング・安定化処理後の集じん率とする。
【0049】
(6)メルトフローレート
ASTM−D1238−82法に準じて、荷重5kg、温度315.6℃の条件において測定する。単位は[g/10min]である。
(7)層間剥離
層間剥離は、熱圧着により一体化したろ布の層間を手で剥離させる操作を行った際に、容易に剥離する場合は層間剥離有りと判定し、そうでない場合は層間剥離無しと判定した。
【0050】
[製造例1]
メルトフローレートが70g/10minである直鎖型ポリフェニレンスルフィド(以下、「PPS」と称する)ポリマーを溶融し、ノズル径0.25mmの紡糸口金から単孔あたりの吐出量0.5g/minで押し出し、エジェクターで吸引しながら紡糸速度8×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度31%、平均繊度0.6dtexの長繊維ウェブ(a)を得た。
【0051】
[製造例2]
メルトフローレートが70g/10minである直鎖型PPSポリマーを溶融し、ノズル径0.75mmの紡糸口金から単孔あたりの吐出量3.5g/minで押し出し、エジェクターで吸引しながら紡糸速度7×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度19%、平均繊度5.2dtexの長繊維ウェブ(b)を得た。
【0052】
[実施例1]
ろ過層Aとしてのウェブ(a)、及び基材層Bとしてのウェブ(b)を、坪量が、それぞれ、20g/m2及び200g/m2となるように積層し、次いで、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、ろ過層A側をフラットロールに接する面として、線圧50N/mmで部分的に熱圧着し、ろ過布(1)を得た。
【0053】
ろ過布(1)の厚みは0.49mmであり、そして充填率は0.33であった。ろ過布(1)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が42Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が160Paであり、そしてエージング・安定化処理後の集じん率が99.95%であった。ろ過布(1)は、圧力損失、集じん率ともに良好な結果を示した。
ろ過布(1)の性能を、表1にまとめる。
【0054】
[実施例2]
基材層Bとしての長繊維ウェブ(b)の坪量を150g/m2に変更した以外は実施例1に従って、ろ過布(2)を得た。
ろ過布(2)の厚みは0.39mmであり、充填率は0.33であった。ろ過布(2)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が25Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が130Paであり、そしてエージング・安定化処理後の集じん率が99.98%であった。ろ過布(2)は、圧力損失、集じん率ともに良好な結果を示した。
ろ過布(2)の性能を、表1にまとめる。また、図1にろ過布(1)及び(2)の断面の模式図を示す。なお、図1において、符号、1,2及び3は、それぞれ、バグフィルター用ろ過布、ろ過層A及び基材層Bである。
【0055】
[比較例1]
製造例1において得られた長繊維ウェブ(a)を、坪量が150g/m2となるように調整し、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、線圧50N/mmにより、長繊維ウェブ(a)の内部を部分的に熱圧着し、ろ過布(3)を得た。ろ過布(3)の厚みは0.30mmであり、そして充填率は0.37であった。ろ過布(3)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が148Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が863Paであり、そしてエージング・安定化処理後の集じん率が99.93%であった。
ろ過布(3)は、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が非常に高いため、バグフィルター用ろ過布として適していなかった。
ろ過布(3)の性能を、表1にまとめる。
【0056】
[製造例3]
メルトフローレートが70g/10minである直鎖型PPSポリマーを溶融し、ノズル径0.25mmの紡糸口金から単孔あたりの吐出量1.6g/minで押し出し、エジェクターで吸引しながら紡糸速度8×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度21%、平均繊度2.0dtexの長繊維ウェブ(c)を得た。
【0057】
[比較例2]
長繊維ウェブ(c)を、坪量が150g/m2となるように調整し、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、線圧50N/mmで、長繊維ウェブ(c)内部を部分的に熱圧着し、ろ過布(4)を得た。
【0058】
ろ過布(4)の厚みは0.34mmであり、そして充填率は0.33であった。ろ過布(4)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が78Paであり、そして初期性能評価時の集じん率が98.91%であり、ダストの吹漏量が多かった。従って、エージング・安定化処理後の試験を行わなかった。ろ過布(4)は、集じん率が低く、バグフィルター用ろ過布として適していなかった。
ろ過布(4)の性能を、表1にまとめる。また、図2にろ過布(3)及び(4)の断面の模式図を示す。なお、図2において、符号、1及び2は、それぞれ、バグフィルター用ろ過布及びろ過層Aである。
【0059】
[比較例3]
260℃に加熱した2つのフラットロールの間で、線圧50N/mmで全面を熱圧着した以外は実施例1に従って、ろ過布(5)を得た。ろ過布(5)の厚みは0.31mmであり、そして充填率は0.52であった。
ろ過布(5)は、ろ過層Aと基材層Bとの間で容易に剥離し、バグフィルター用ろ過布として適していなかった。
ろ過布(5)の性能を、表1にまとめる。
【0060】
[比較例4]
260℃に加熱した2つのフラットロールの間で、線圧100N/mmで全面を熱圧着した以外は実施例1に従って、ろ過布(6)を得た。ろ過布(6)の厚みは0.26mmであり、そして充填率は0.63であった。ろ過布(6)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が736Paと高い数値を示したため、ここで試験を終了した。ろ過布(6)は、圧力損失が高く、バグフィルター用ろ過布として適していなかった。
ろ過布(6)の性能を、表1にまとめる。また、図3にろ過布(5)及び(6)の断面の模式図を示す。なお、図3において、符号、1,2及び3は、それぞれ、バグフィルター用ろ過布、ろ過層A及び基材層Bである。
【0061】
【表1】

【産業上の利用可能性】
【0062】
本発明のバグフィルター用ろ過布は、発電所、廃棄物焼却炉、溶鉱炉、ボイラー等で用いるためのバグフィルター用ろ過布として有用である。
【符号の説明】
【0063】
1 バグフィルター用ろ過布
2 ろ過層A
3 基材層B
【技術分野】
【0001】
本発明は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができる、バグフィルター用ろ過布に関する。
【背景技術】
【0002】
発電所、廃棄物焼却炉、溶鉱炉、ボイラー等から発生する排ガス中の煤じん類を除去するための集じん設備では、通常、バグフィルターが用いられている。バグフィルター用ろ過布に求められる特性としては、高い集じん効率を示すこと、さらに送気コスト及びろ過布交換頻度を抑制するために、パルス・ジェットによるダスト払い落としを複数回行った後に圧力損失を低く維持できることが重要である。
【0003】
バグフィルター用ろ過布は、円筒状に接合され、リテーナを覆うように用いられるのが一般的である。しかし、バグフィルター用ろ過布をプリーツ加工することにより製造されたカートリッジフィルターは、上述の円筒状のフィルターと比較して、ろ過面積を維持しつつフィルター体積を小さくすることができるので、集じん設備を小型化することが可能である。
【0004】
集じん性能に優れ、ダストによる目詰まりを起こしにくく、そして長期間安定して使用可能であるバグフィルター用ろ過布及びその製造方法に関して、様々な検討がなされている。
【0005】
例えば、特許文献1には、ニードルフェルトの表面にメルトブロウン不織布をラミネートすることによって、表面に細繊維径の緻密層を作成し、ダスト払い落とし性を向上させたバグフィルター用ろ過布が開示されている。また、特許文献2には、細繊維径の短繊維抄紙をろ過表面に配置することによる、表面に緻密な層を有するろ過布が検討されている。
しかし、特許文献1及び2に開示されるろ過布は、ダストによる磨耗等の使用時の負荷によって、繊維の脱落、破損等を生じやすく、実用上問題がある。
【0006】
また、ダスト払い落とし性を向上させるために、表面に延伸PTFE樹脂の微多孔膜をラミネートし、緻密層を形成したバグフィルター用ろ過布が、ゴア(商標)フィルターバッグ等の名称の下で市販されている。しかし、上記延伸PTFE樹脂の微多孔膜は、磨耗による負荷により、破損及び/又は剥離しやすいという問題がある。
【0007】
特許文献3には、3層の不織布を接着剤で接着し、プリーツ形態を維持するために必要な剛性を有するろ過布が開示されている。
しかし、特許文献3に開示されるろ過布は、不織布を3層積層するために工程数が増え、製造プロセスが煩雑になり、そしてコストが増大するデメリットを有する。また、実際には、フラットカレンダー等により圧着する際に、通気性を確保するために線圧を抑える必要があり、充分なろ過布強度が得られない問題点がある。
【0008】
特許文献4には、ポリフェニレンスルフィド繊維から構成される耐熱性不織布が開示されている。しかし、特許文献4の耐熱性不織布は、バグフィルター用ろ過布として用いることを目的としておらず、バグフィルター用ろ過布としての使用については何ら記載されていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平3−60712号公報
【特許文献2】特開平08−209521号公報
【特許文献3】特開2005−154920号公報
【特許文献4】国際公開第2008/035775号
【発明の概要】
【発明が解決しようとする課題】
【0010】
以上のように、従来のバグフィルター用ろ過布では、その表面に緻密層を形成し、集じん性能及びダスト払い落とし性を向上させる試みが行われてきたが、いずれも実用上の問題を有していた。さらに、プリーツ形態を維持するためにはバグフィルター用ろ過布の剛性を向上させる必要があるが、その剛性を簡易に向上させることはできなかった。
従って、本発明は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができるバグフィルター用ろ過布を提供することを目的とする。本発明はまた、プリーツ形態を維持するための剛性を有するバグフィルター用ろ過布を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意検討した結果、ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして上記ろ過布が、0.20〜0.50の充填率を有することを特徴とするバグフィルター用ろ過布により、上記課題を解決できることを見出し、本発明を完成するに至った。
【0012】
具体的には、本発明は以下の態様に関する。
[態様1]
ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、
ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして
上記ろ過布が、0.20〜0.50の充填率を有することを特徴とする、
上記バグフィルター用ろ過布。
【0013】
[態様2]
JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、次いで払い落としを30回行った後に、400Pa以下の残留圧力損失を有する、態様1に記載のバグフィルター用ろ過布。
[態様3]
ろ過層Aの長繊維及び/又は基材層Bの長繊維が、ポリフェニレンスルフィドを含む、態様1又は2に記載のバグフィルター用ろ過布。
【0014】
[態様4]
ろ過層Aの長繊維の結晶化度と、基材層Bの長繊維の結晶化度とが、それぞれ、18%以上である、態様1〜3のいずれか1つに記載のバグフィルター用ろ過布。
[態様5]
ろ過層Aの長繊維の結晶化度が、25%以上である、態様4に記載のバグフィルター用ろ過布。
【0015】
[態様6]
態様1〜5のいずれか1つに記載のバグフィルター用ろ過布を含むカートリッジフィルター。
【発明の効果】
【0016】
本発明のバグフィルター用ろ過布は、集じん性能に優れ、ダスト払い落とし性が良好であり、そしてダスト払い落としを複数回行った後に低い圧力損失を維持することができる。
本発明のバグフィルター用ろ過布はまた、プリーツ形態を維持するための剛性を有する。
【図面の簡単な説明】
【0017】
【図1】図1は、実施例1及び2で製造されたろ過布(1)及び(2)の断面の模式図である。
【図2】図2は、比較例1及び2で製造されたろ過布(3)及び(4)の断面の模式図である。
【図3】図3は、比較例3及び4で製造されたろ過布(5)及び(6)の断面の模式図である。
【発明を実施するための形態】
【0018】
以下、本発明を詳細に説明する。
本発明のバグフィルター用ろ過布は、ろ過層Aと、基材層Bとを含む。
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3g/m2〜100g/m2の坪量を有する不織布から構成される。スパンボンド法により形成された不織布は、長繊維を含むので、繊維の脱落、毛羽等が発生しにくく、使用時の磨耗等の負荷に対する強度が優れるため、短繊維を含む不織布と比較して、バグフィルター用ろ過布として好適である。
【0019】
ろ過層Aを構成する不織布は、平均繊度1.0dtex未満の長繊維を含む。ろ過層Aを構成する不織布は、集じん率を高めるため且つダスト払い落とし性を向上させるために複数の微細な孔を有することが好ましいからである。ろ過層Aを構成する不織布がより微細な孔を複数有するように、上記平均繊度は、0.8dtex以下であることが好ましく、そして0.6dtex以下であることがより好ましい。
【0020】
上記ろ過層Aの長繊維は、スパンボンド法に一般的に用いられる熱可塑性樹脂から形成することができる。上記熱可塑性樹脂としては、特に制限されないが、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリフェニレンスルフィド等を挙げることができる。耐熱性、耐酸性に優れるポリフェニレンスルフィドが、特に好ましい。ポリフェニレンスルフィドは、パラーフェニレンスルフィド繰返し単位を有する直鎖状のものが、製糸性の観点から好ましい。
また、本発明の目的を損なわない範囲で、上記熱可塑性樹脂として、ポリフェニレンスルフィド及び他の芳香族スルフィドのコポリマー、混合物等を用いることができる。
【0021】
さらに、ろ過層Aを構成する不織布は、3〜100g/m2の坪量を有する。坪量が大きくなると、集じん性能が向上するが、通気性が低下する傾向にある。集じん性能と通気性との両立を考慮すると、上記坪量は、3〜70g/m2の範囲内にあることが好ましく、3〜40g/m2の範囲内にあることがより好ましい。
【0022】
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から構成される。
ろ過層Aの場合と同様に、スパンボンド法により形成された不織布は長繊維を含むので、繊維の脱落、毛羽等が発生しにくく、使用時の磨耗等の負荷に対する強度が優れるため、短繊維を含む不織布と比較して、バグフィルター用ろ過布として好適である。
【0023】
基材層Bを構成する不織布は、ろ過布全体の通気性を保つために、平均繊度1.0dtex以上の長繊維を含む。具体的には、上記長繊維は、ろ過布全体の通気性を考慮すると、平均繊度が2.0dtex以上であることが好ましく、そして3.0dtex以上であることがより好ましい。
【0024】
上記基材層Bの長繊維は、スパンボンド法に一般的に用いられる熱可塑性樹脂から形成することができる。上記熱可塑性樹脂としては、特に制限されないが、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリフェニレンスルフィド等を挙げることができる。耐熱性、耐酸性に優れるポリフェニレンスルフィドが、特に好ましい。ポリフェニレンスルフィドは、パラーフェニレンスルフィド繰返し単位を有する直鎖状のものが、製糸性の観点から好ましい。
また、本発明の目的を損なわない範囲で、上記熱可塑性樹脂として、ポリフェニレンスルフィド及び他の芳香族スルフィドのコポリマー、混合物等を用いてもよい。
【0025】
また、バグフィルター用ろ過布として必要な強度と剛性とを付与するため、基材層Bを構成する不織布の坪量は、少なくともろ過層Aの坪量より大きく、好ましくは100g/m2より大きく、そしてより好ましくは150g/m2より大きい。基材層Bを構成する不織布の坪量の上限は特にないが、通気性の観点から、400g/m2以下が好ましい。
【0026】
本発明のバグフィルター用ろ過布は、平均繊度1.0dtex未満の長繊維を含むろ過層Aと、平均繊度1.0dtex以上の長繊維を含む基材層Bとの積層物である。単一の繊維径を有する単層のろ過布は、繊維径が細い場合には圧力損失が大きくなり、一方、繊維径が太い場合には集じん性能が低下し且つダスト払い落とし性も低下する欠点を有するので、圧力損失、集じん性能及びダスト払い落とし性の全てを満足することができない。
本発明のバグフィルター用ろ過布は、平均繊度1.0dtex未満の長繊維を含むろ過層Aが、集じん性能及びダスト払い落とし性を付与し、そして平均繊度1.0dtex以上の長繊維を含む基材層Bが、圧力損失値を阻害せず、後述のプリーツ形態維持性を付与する。
【0027】
本発明のバグフィルター用ろ過布では、ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに部分的に熱圧着されている。
熱圧着の手段としては、特に制限されないが、加熱平板間プレス、加熱ロール間プレス等が挙げられる。生産性を考慮すると、加熱ロール間プレスが好ましい。上記熱圧着の温度は、熱可塑性樹脂のガラス転移温度より高く、そして上記熱可塑性樹脂の融点から10℃〜80℃低いことが好ましい。熱圧着の圧力は、本発明のバグフィルター用ろ過布の強度を高めるために、少なくとも線圧20N/mm以上であることが好ましく、30N/mm以上であることがさらに好ましく、50N/mm以上であることが最も好ましい。
【0028】
ろ過層Aを、基材層Bに部分的に熱圧着するために、例えば、エンボスロールを用いることができる。エンボスロールを用いることにより、エンボスロールの凸部のところでろ過層Aを基材層Bに熱圧着させ、そしてエンボスロールの凹部のところでろ過層Aを基材層Bに熱圧着させないことができる。部分的圧着部を設けることで、ろ過層Aと基材層Bとの間で簡易に剥離せず、高い圧着強度を得ることができ、そして部分的非圧着部を設けることにより、ろ過布全体の通気性を向上させることができる。
【0029】
また、本発明のバグフィルター用ろ過布では、ろ過層A及び基材層B内の長繊維が、それぞれ独立して、熱可塑性樹脂から形成されているので、特に接着剤を用いなくても、ろ過層Aを、基材層Bに固定することができる。
【0030】
ろ過層Aが基剤層Bに熱圧着される部分の圧着面積率は、3〜30%の範囲にあることが好ましく、そして3〜20%の範囲がより好ましい。上記圧着面積率が3%未満であると、ろ過層A及び基材層Bの間で剥離が生じやすく、充分な強度を有するろ過布が得られない場合がある。また、上記圧着面積率が30%を超えると、通気性の点、又は圧着部の有効プレス圧の点で好ましくない。
なお、上記圧着面積率は、ろ過層Aの総面積に対する、ろ過層Aの熱圧着された部分の面積の合計の比率を意味する。上記圧着面積率は、顕微鏡などを用いて不織布表面を観察することにより、ろ過層Aの総面積に対する、ろ過層Aの熱圧着された部分の面積の合計の比率を算出することによって求めることができる。
【0031】
本発明のバグフィルター用ろ過布は、充填率が0.20〜0.50の範囲内にある。充填率が0.20未満では、ろ過層Aと基材層Bとの間の熱圧着が不十分であり、バグフィルターとして実用に堪える強度を有しない。また、充填率が0.50超では、通気性が低すぎ、圧力損失が大きすぎる。
本明細書において、「充填率」は、実施例の「(3)充填率」に従って算出された値を意味する。
【0032】
本発明のバグフィルター用ろ過布の総厚みは、0.10〜1.00mmであることが好ましく、0.20〜1.00mmであることがより好ましい。厚みが1.00mmを超えると、プリーツ加工した際に、折目部が密になり、ろ過面積が少なくなる場合がある。厚みが0.10mm未満では、ろ過布の充填率が適度に確保されず、通気度が保持されない場合があるか、又はろ過布の圧着強度が不十分である場合がある。
【0033】
バグフィルターは、堆積したダストを払い落としながらダストのろ過を続けることを特徴とする。ダストを払い落とす手段としては、ろ過方向への通気を維持しながら、パルス・ジェット噴射をろ過布の裏面、すなわち、非ダスト収集側から行うことが一般的である。従って、ろ過布には、複数回の払い落とし後に、残留圧力損失を低く保つことができることが求められる。複数回の払い落とし後に、ろ過布の残留圧力損失が高くなると、送気のためのエネルギーが余分に必要になり、それに加えてパルス・ジェットを頻繁に噴射する必要も生じ、いずれもバグフィルターのランニングコストの増大に結びつくために好ましくない。
なお、本明細書において、「残留圧力損失」は、払い落とし直後にろ過布を通過するガスの圧力損失を意味する。
【0034】
本発明のバグフィルター用ろ過布は、JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理をし、次いで払い落としを30回行った後に、好ましくは400Pa以下の残留圧力損失を有し、より好ましくは300Pa以下の残留圧力損失を有し、そしてさらに好ましくは250Pa以下の残留圧力損失を有する。送気のエネルギーを含むランニングコストを下げるためである。
なお、本明細書において、JIS Z 8909−1に規定される集じん用ろ布試験は、2005年版JISハンドブックに記載されるものを意味する。
【0035】
また、本発明のバグフィルター用ろ過布は、バグフィルターとして充分な集じん性能を示すために、JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、その後に1000Paの払い落とし圧力損失制御のもとで払い落としを30回行う間に、99.50%以上の集じん率を有することが好ましく、そして99.90%以上の集じん率を有することがより好ましい。
【0036】
ろ過層A内の長繊維及び/又は基材層B内の長繊維は、結晶化度が18%以上であることが好ましく、そして50%以下であることが好ましい。結晶化度が18%未満では、熱収縮の観点から好ましくない場合があり、さらに繊維自体の強度が弱い場合がある。結晶化度が50%を超えると、積層時の熱接着が不十分であり、層間剥離が生じやすくなる傾向がある。長繊維の結晶化度は、スパンボンド法において、繊維を延伸する際の条件により簡易に制御でき、さらに結晶化度を制御することによりろ過布の性能が大きく向上することから、結晶化度を制御することは好ましい。
さらに、ろ過層A内の長繊維の結晶化度は、25%以上であることがより好ましい。
なお、本明細書において、「結晶化度」は、実施例の「(4)結晶化度」に従って算出された値を意味する。
【0037】
本発明のバグフィルター用ろ過布は、特に、プリーツ加工により、カートリッジフィルターとして好適に用いることができる。上記プリーツ加工の方法は、特に限定されないが、例えば、ナイフ型加工機、ロータリー型加工機等を用いた加工方法が挙げられる。
【実施例】
【0038】
本発明を、次の実施例及び比較例に基づいてさらに具体的に説明するが、本発明はこれら実施例により何ら限定されるものではない。
なお、ろ過布の物性値、実施例における物性値は以下の方法により測定したものである。
【0039】
(1)平均繊度
試料の任意の10ヶ所を、2500倍のマイクロスコープ倍率にて撮影して、50点の繊維の直径を測定し、それらの平均値を平均繊維径とする。次いで、平均繊維径から、平均繊度[dtex]を計算により求める。
【0040】
(2)坪量
JIS L 1906 5.2「単位面積あたりの質量」項に準じて測定する。
【0041】
(3)充填率
JIS L 1906に従って、荷重10kPa(100gf/cm2)の加圧子を用いて厚みd[mm]を求める。次いで、充填率[単位:無次元]を、次の式(1):
S/(ρ×d×103) 式(1)
(式中、Sは坪量[g/m2]であり、ρは長繊維を構成する熱可塑性樹脂の密度[g/cm3]である)
により算出する。
なお、実施例では、ポリフェニレンスルフィドの密度を1.35g/cm3とし、ポリエチレンテレフタレートの密度を1.38g/cm3とした。
【0042】
(4)結晶化度
示差熱分析計(TAインスツルメント社製:DSC2920)を用いて、5.0mgの試料を下記条件で測定し、次の式(2)により、結晶化度[%]を算出する。
なお、実施例では、ポリフェニレンスルフィドの完全結晶の融解熱量を146.2J/gとし、ポリエチレンテレフタレートの完全結晶の融解熱量を141.0J/gとした。
測定雰囲気:窒素ガス150mL/min、昇温速度:20℃/min
測定範囲:30〜350℃
結晶化度[%]
=100×[(融解部熱量)−(冷結晶部熱量)]/(完全結晶の融解熱量) 式(2)
なお、上記熱量の単位は、全て[J/g]である。
【0043】
(5)集じん性能試験
VDI−3926 Part Iに規定される装置を用い、JIS Z 8909−1に規定される測定条件に従って集じん性能試験を行う。
代表的な数値は、以下の通りである。
ダスト:JIS Z 8901に規定される試験用粉体第10種
入口ダスト濃度:5g/m3
ろ過速度:2m/min
パルス用圧縮エアータンク圧力:500kPa
払い落とし圧力損失:1000Pa
パルス噴射時間:50ms
【0044】
<ろ過布の初期集じん性能>
(5−1)初期圧力損失
ダストを供給せず、初期集じん性能測定開始前に、上記ろ過速度で送風した際のろ過布の圧力損失を、初期圧力損失とする。
(5−2)初期性能評価後の残留圧力損失
JIS Z 8909−1の7.2 c)に規定される「ろ布の初期集じん性能測定」に従い、1000Paの払い落とし圧力損失制御のもとで集じん及び払い落としを30回行った後に、ダスト供給なしで、上記ろ過速度で送風した際の圧力損失を、初期性能評価後の残留圧力損失とする。
【0045】
(5−3)初期性能評価時の集じん率
JIS Z 8909−1の7.2 c)に規定される「ろ布の初期集じん性能測定」に従い、1000Paの払い落とし圧力損失制御のもとで集じん及び払い落としを30回行った期間中の集じん率を、初期性能評価時の集じん率とする。
【0046】
<ろ過布の、エージング・安定化処理後の集じん性能>
(5−4)エージング・安定化処理後の評価開始時の圧力損失
JIS Z 8909−1の7.2 e)に規定される「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、ダストを供給せず、すなわち、0サイクルにおいて、上記ろ過速度で送風した際の圧力損失を測定し、エージング・安定化処理後の評価開始時の圧力損失とする。
【0047】
(5−5)エージング・安定化処理後に払い落としを30回行った後の残留圧力損失
JIS Z 8909−1の7.2 e)に規定される「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、払い落としを30回行った後に、ダスト供給なしで、上記ろ過速度で送風した際の圧力損失を、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失とする。
【0048】
(5−6)エージング・安定化処理後の集じん率
JIS Z 8909−1の7.2 e)に定める「エージング・安定化処理をしたろ布の集じん性能測定」に従ってエージング・安定化処理されたろ過布に、1000Paの払い落とし圧力損失制御のもとで払い落としを30回行った期間中の集じん率を、エージング・安定化処理後の集じん率とする。
【0049】
(6)メルトフローレート
ASTM−D1238−82法に準じて、荷重5kg、温度315.6℃の条件において測定する。単位は[g/10min]である。
(7)層間剥離
層間剥離は、熱圧着により一体化したろ布の層間を手で剥離させる操作を行った際に、容易に剥離する場合は層間剥離有りと判定し、そうでない場合は層間剥離無しと判定した。
【0050】
[製造例1]
メルトフローレートが70g/10minである直鎖型ポリフェニレンスルフィド(以下、「PPS」と称する)ポリマーを溶融し、ノズル径0.25mmの紡糸口金から単孔あたりの吐出量0.5g/minで押し出し、エジェクターで吸引しながら紡糸速度8×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度31%、平均繊度0.6dtexの長繊維ウェブ(a)を得た。
【0051】
[製造例2]
メルトフローレートが70g/10minである直鎖型PPSポリマーを溶融し、ノズル径0.75mmの紡糸口金から単孔あたりの吐出量3.5g/minで押し出し、エジェクターで吸引しながら紡糸速度7×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度19%、平均繊度5.2dtexの長繊維ウェブ(b)を得た。
【0052】
[実施例1]
ろ過層Aとしてのウェブ(a)、及び基材層Bとしてのウェブ(b)を、坪量が、それぞれ、20g/m2及び200g/m2となるように積層し、次いで、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、ろ過層A側をフラットロールに接する面として、線圧50N/mmで部分的に熱圧着し、ろ過布(1)を得た。
【0053】
ろ過布(1)の厚みは0.49mmであり、そして充填率は0.33であった。ろ過布(1)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が42Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が160Paであり、そしてエージング・安定化処理後の集じん率が99.95%であった。ろ過布(1)は、圧力損失、集じん率ともに良好な結果を示した。
ろ過布(1)の性能を、表1にまとめる。
【0054】
[実施例2]
基材層Bとしての長繊維ウェブ(b)の坪量を150g/m2に変更した以外は実施例1に従って、ろ過布(2)を得た。
ろ過布(2)の厚みは0.39mmであり、充填率は0.33であった。ろ過布(2)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が25Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が130Paであり、そしてエージング・安定化処理後の集じん率が99.98%であった。ろ過布(2)は、圧力損失、集じん率ともに良好な結果を示した。
ろ過布(2)の性能を、表1にまとめる。また、図1にろ過布(1)及び(2)の断面の模式図を示す。なお、図1において、符号、1,2及び3は、それぞれ、バグフィルター用ろ過布、ろ過層A及び基材層Bである。
【0055】
[比較例1]
製造例1において得られた長繊維ウェブ(a)を、坪量が150g/m2となるように調整し、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、線圧50N/mmにより、長繊維ウェブ(a)の内部を部分的に熱圧着し、ろ過布(3)を得た。ろ過布(3)の厚みは0.30mmであり、そして充填率は0.37であった。ろ過布(3)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が148Paであり、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が863Paであり、そしてエージング・安定化処理後の集じん率が99.93%であった。
ろ過布(3)は、エージング・安定化処理後に払い落としを30回行った後の残留圧力損失が非常に高いため、バグフィルター用ろ過布として適していなかった。
ろ過布(3)の性能を、表1にまとめる。
【0056】
[製造例3]
メルトフローレートが70g/10minである直鎖型PPSポリマーを溶融し、ノズル径0.25mmの紡糸口金から単孔あたりの吐出量1.6g/minで押し出し、エジェクターで吸引しながら紡糸速度8×103m/minで延伸し、移動する多孔質帯状体の上に捕集・堆積させて、結晶化度21%、平均繊度2.0dtexの長繊維ウェブ(c)を得た。
【0057】
[比較例2]
長繊維ウェブ(c)を、坪量が150g/m2となるように調整し、260℃に加熱した長方形柄エンボス(圧着面積率11.4%)ロールとフラットロールとの間で、線圧50N/mmで、長繊維ウェブ(c)内部を部分的に熱圧着し、ろ過布(4)を得た。
【0058】
ろ過布(4)の厚みは0.34mmであり、そして充填率は0.33であった。ろ過布(4)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が78Paであり、そして初期性能評価時の集じん率が98.91%であり、ダストの吹漏量が多かった。従って、エージング・安定化処理後の試験を行わなかった。ろ過布(4)は、集じん率が低く、バグフィルター用ろ過布として適していなかった。
ろ過布(4)の性能を、表1にまとめる。また、図2にろ過布(3)及び(4)の断面の模式図を示す。なお、図2において、符号、1及び2は、それぞれ、バグフィルター用ろ過布及びろ過層Aである。
【0059】
[比較例3]
260℃に加熱した2つのフラットロールの間で、線圧50N/mmで全面を熱圧着した以外は実施例1に従って、ろ過布(5)を得た。ろ過布(5)の厚みは0.31mmであり、そして充填率は0.52であった。
ろ過布(5)は、ろ過層Aと基材層Bとの間で容易に剥離し、バグフィルター用ろ過布として適していなかった。
ろ過布(5)の性能を、表1にまとめる。
【0060】
[比較例4]
260℃に加熱した2つのフラットロールの間で、線圧100N/mmで全面を熱圧着した以外は実施例1に従って、ろ過布(6)を得た。ろ過布(6)の厚みは0.26mmであり、そして充填率は0.63であった。ろ過布(6)に対して、JIS Z 8909−1に規定される集じん用ろ布試験を行ったところ、初期圧力損失が736Paと高い数値を示したため、ここで試験を終了した。ろ過布(6)は、圧力損失が高く、バグフィルター用ろ過布として適していなかった。
ろ過布(6)の性能を、表1にまとめる。また、図3にろ過布(5)及び(6)の断面の模式図を示す。なお、図3において、符号、1,2及び3は、それぞれ、バグフィルター用ろ過布、ろ過層A及び基材層Bである。
【0061】
【表1】
【産業上の利用可能性】
【0062】
本発明のバグフィルター用ろ過布は、発電所、廃棄物焼却炉、溶鉱炉、ボイラー等で用いるためのバグフィルター用ろ過布として有用である。
【符号の説明】
【0063】
1 バグフィルター用ろ過布
2 ろ過層A
3 基材層B
【特許請求の範囲】
【請求項1】
ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、
ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして
前記ろ過布が、0.20〜0.50の充填率を有することを特徴とする、
前記バグフィルター用ろ過布。
【請求項2】
JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、次いで払い落としを30回行った後に、400Pa以下の残留圧力損失を有する、請求項1に記載のバグフィルター用ろ過布。
【請求項3】
ろ過層Aの長繊維及び/又は基材層Bの長繊維が、ポリフェニレンスルフィドを含む、請求項1又は2に記載のバグフィルター用ろ過布。
【請求項4】
ろ過層Aの長繊維の結晶化度と、基材層Bの長繊維の結晶化度とが、それぞれ、18%以上である、請求項1〜3のいずれか一項に記載のバグフィルター用ろ過布。
【請求項5】
ろ過層Aの長繊維の結晶化度が、25%以上である、請求項4に記載のバグフィルター用ろ過布。
【請求項6】
請求項1〜5のいずれか一項に記載のバグフィルター用ろ過布を含むカートリッジフィルター。
【請求項1】
ろ過層Aと、基材層Bとを含むバグフィルター用ろ過布であって、
ろ過層Aは、スパンボンド法により形成され、平均繊度1.0dtex未満の長繊維を含み、そして3〜100g/m2の坪量を有する不織布から成り、
基材層Bは、スパンボンド法により形成され、平均繊度1.0dtex以上の長繊維を含み、そしてろ過層Aの坪量より大きな坪量を有する不織布から成り、そして、
ろ過層Aは、ろ過層Aがダスト捕集側となるように基材層Bに積層され、そして基材層Bに部分的に熱圧着されており、そして
前記ろ過布が、0.20〜0.50の充填率を有することを特徴とする、
前記バグフィルター用ろ過布。
【請求項2】
JIS Z 8909−1に規定される集じん用ろ布試験に従って初期集じん性能測定を行い、エージング・安定化処理を行い、次いで払い落としを30回行った後に、400Pa以下の残留圧力損失を有する、請求項1に記載のバグフィルター用ろ過布。
【請求項3】
ろ過層Aの長繊維及び/又は基材層Bの長繊維が、ポリフェニレンスルフィドを含む、請求項1又は2に記載のバグフィルター用ろ過布。
【請求項4】
ろ過層Aの長繊維の結晶化度と、基材層Bの長繊維の結晶化度とが、それぞれ、18%以上である、請求項1〜3のいずれか一項に記載のバグフィルター用ろ過布。
【請求項5】
ろ過層Aの長繊維の結晶化度が、25%以上である、請求項4に記載のバグフィルター用ろ過布。
【請求項6】
請求項1〜5のいずれか一項に記載のバグフィルター用ろ過布を含むカートリッジフィルター。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−147850(P2011−147850A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−9450(P2010−9450)
【出願日】平成22年1月19日(2010.1.19)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月19日(2010.1.19)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]