
バケット式物品分離供給装置
【課題】上流側から連続して送られてくる物品を確実に所定間隔に分離し、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができるバケット式物品分離供給装置を提供すること
【解決手段】公転移動する複数のバケット21を備えたバケットコンベア22と、そのバケットコンベアの上方に配置された上部コンベア23とを備える。バケットコンベアは、上昇移動領域に存在するバケットがラインプレッシャーから搬出される被包装物45を受け取るように設定し、そのバケット上に移し替えられた被包装物は、そのバケットの公転移動に従って斜めに上昇移動するとともに、そのバケットが水平移動領域に至ると水平移動するようにする。上部コンベアは、水平移動領域の上方を含む位置に設定され、水平移動領域を移動中のバケット上の物品を、上部コンベアの押送フィンガー23cにて押送し、下流側の自動包装機40へ供給するようにした。
【解決手段】公転移動する複数のバケット21を備えたバケットコンベア22と、そのバケットコンベアの上方に配置された上部コンベア23とを備える。バケットコンベアは、上昇移動領域に存在するバケットがラインプレッシャーから搬出される被包装物45を受け取るように設定し、そのバケット上に移し替えられた被包装物は、そのバケットの公転移動に従って斜めに上昇移動するとともに、そのバケットが水平移動領域に至ると水平移動するようにする。上部コンベアは、水平移動領域の上方を含む位置に設定され、水平移動領域を移動中のバケット上の物品を、上部コンベアの押送フィンガー23cにて押送し、下流側の自動包装機40へ供給するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バケット式物品分離供給装置に関するもので、より具体的には、たとえばフィンガーコンベアなどの一定間隔で搬送する搬送装置の上流側に配置され、前後に接触し一列に並んだ状態で連続して搬送されてきた物品を分離し、所定のタイミングで前記搬送装置等の各種の装置へ供給するバケット式物品分離供給装置に関する。
【背景技術】
【0002】
例えば、乾麺その他の物品は、自動包装機に対して順次供給され、個別包装される。この自動包装機は、被包装物(上記の物品)を一定間隔ごとに搬送し、次段の包装機本体に対し一定間隔ごとに順次供給する。これにより、被包装物に対して包装処理が施され包装体が製造される。
【0003】
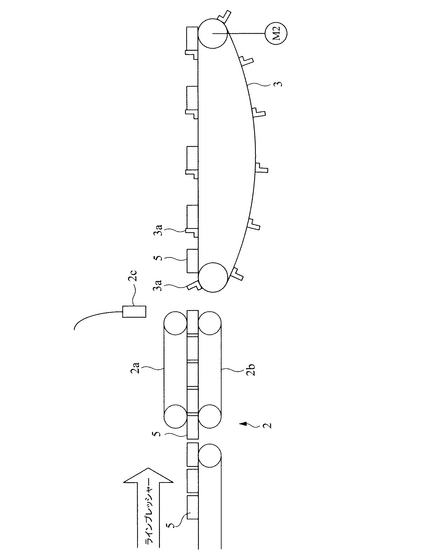
一定間隔ごとに搬送する搬送装置としては、たとえばフィンガーコンベアがあり、かかるフィンガーコンベアのフィンガー間に被包装物を供給する手段として、人手により行なう方法と、自動的に行なう方法がある。自動的に行なう方法としては、たとえば図1に示すような構成がとられる。
【0004】
すなわち、ラインプレッシャー1の搬出側に連続して分離ベルト2を配置した構成をとり、その分離ベルト2の搬出側にフィンガーコンベア3を配置する。ラインプレッシャー1は、被包装物5を前後に接触させた状態で搬送するもので、前後の被包装物1間は、一定の負荷(圧力)がかかるようになっている。これにより、前後に隙間無く搬送することができる。
【0005】
分離ベルト2は、間歇的に回転動作する上ベルト2aと下ベルト2bとを備え、それら上下のベルト2a,2b間で被包装物5を挟み込み、搬送を制御することができる。すなわち、上下のベルト2a,2bが一時停止しているときは、被包装物5の搬送を一時停止し、上下のベルト2a,2bが回転するとそれに挟み込まれた被包装物5も搬送され前進移動する。これにより、分離ベルト2の間歇動作のタイミングを適宜制御することにより、フィンガーコンベア3の前後のフィンガー3a間に被包装物5を自動的に供給できるようになっている。
【0006】
なお、分離ベルト2の搬出側上方に設けたセンサ2cは、分離ベルト2の搬出側所定位置に被包装物5が位置していることを検知するもので、このセンサ2cの検知出力に伴い分離ベルト2が一時停止し、フィンガーコンベア3等から受けるタイミング信号(フィンガー3aが所定位置に来たときに出力する信号)に基づき分離ベルト2を回転再開し、被包装物の搬送を開始する。これにより、上述したように被包装物5を前後のフィンガー3a間に供給できる。この種の先行文献としては、たとえば、特許文献1がある。
【特許文献1】特公平6−104490
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の装置では、以下に示す問題を有する。すなわち、ラインプレッシャー1は、常時各被包装物5を前方に向けて搬送力を与えているため、分離ベルト2にて被包装物5が一時停止されている間でも、各被包装物5は前方への付勢力がかかっていることになる。そのため、被包装物5を抑え込んでいる上下のベルト2a,2bに対し、過度の負担がかかってしまう。そのため、投入タイミングにずれを生じさせたり、ベルトの寿命を低下させる要因になる。
【0008】
本発明は、上述した背景に鑑みてなされたもので、その目的とするところは、上流側から連続して送られてくる物品を確実に所定間隔に分離することができるとともに、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができるバケット式物品分離供給装置を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、本発明に係るバケット式物品分離供給装置は、上流側の搬送装置から連続して送られてくる物品を分離し、その分離した所定間隔ごとにその物品を下流側の装置へ供給するバケット式物品分離供給装置であって、所定の軌跡で公転移動する複数のバケットを備えたバケットコンベアと、そのバケットコンベアの上方に配置された上部コンベアとを備える。前記所定の軌跡は、少なくとも前記上流側の搬送装置の搬出側に位置し、斜めに上昇移動する上昇移動領域と、その上昇移動領域に続いて水平移動する水平移動領域を含み、前記バケットコンベアは、前記上昇移動領域に存在するバケットが前記上流側の装置から搬出される物品を受け取るように設定し、そのバケット上に移し替えられた物品は、そのバケットの公転移動に従って前記所定の軌跡に従って斜めに上昇移動するとともに、そのバケットが前記水平移動領域に至ると水平移動するようにし、前記上部コンベアは、少なくとも前記水平移動領域の上方を含む位置に設定されるとともに、その上部コンベアの押送フィンガーの移動速度は、前記水平移動領域を移動中のバケットの移動速度よりも速く設定し、その水平移動領域を移動中のバケット上の物品を、前記上部コンベアの押送フィンガーにて押送し、前記下流側の装置へ供給するように構成した。
【0010】
これにより、連続して供給される物品は、バケットコンベアの各コンベアに1つずつ移し替えられ、各コンベアが上昇することにより、前後の物品はまず上下方向に分離される。次いで、水平移動領域を移動するバケット上の物品が、上部コンベアにて順次搬送される。これにより、上部コンベアの押送フィンガーのフィンガーピッチ並びに搬送速度により規定される所定間隔で分離された状態で物品が搬出される。
【0011】
前記バケットは、所定の高さを備えたベース部材と、そのベース部材の上部に取り付けられた受け部材とを有し、前記物品は、前記上流側の搬送装置から前記受け部材の上に移し替えられ、その受け部材の上に置かれた状態でバケットとともに搬送され、前記上昇移動領域を移動中のバケットは、自己が有する受け部材の進行方向前方に、1つ前のバケットのベース部材の進行方向後方側の壁面が突出し、その受け部材上の物品が相対的に前進移動した場合には、その物品の前面が、前記1つ前のバケットのベース部材の壁面に突き当たりそれ以上の相対的な前進移動が阻止されるように構成するとよい。
【0012】
係る構成にすることにより、1つ前のバケットのベース部材の壁面が、物品の受け部材状での相対移動のストッパーとして機能するため、物品は確実に1つずつ移し替えられ、上昇移動中も安定した状態を保持できる。
【0013】
前記受け部材の進行方向後端の形状は任意であるが、テーパ面に形成するとよい。実施の形態に示すように、下面側にテーパ面とすることにより、物品が1つ前のバケット側に乗り移ろうとするのを抑止する。逆に上面側にテーパ面とすると、目的とするバケット上にスムーズに物品が移動してくる。
【0014】
前記バケットの公転移動する際の前記所定の軌跡は、所定形状のカム板と、そのカム板に接触するカムフロアにより規定され、前記バケットに取り付ける前記カムフロアは、少なくとも2個設け、その2個のカムフロアにて前記カム板を上下から挟み込むように構成してもよい。このようにすると、カム板に対してしっかりと保持され、バケットが上下にぶれることなく所望の軌跡で搬送することができる。
【0015】
前記上流側の搬送装置は、各種の物があるが、例えば、ラインプレッシャー等の前記物品を前後に所定の圧力で接触した状態で搬送するものとすることができる。また、下流側の装置は、例えば包装機とすることができる。
【発明の効果】
【0016】
本発明に係るバケット式物品分離供給装置では、上流側から連続して送られてくる物品を確実に所定間隔に分離することができるとともに、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができる
【発明を実施するための最良の形態】
【0017】
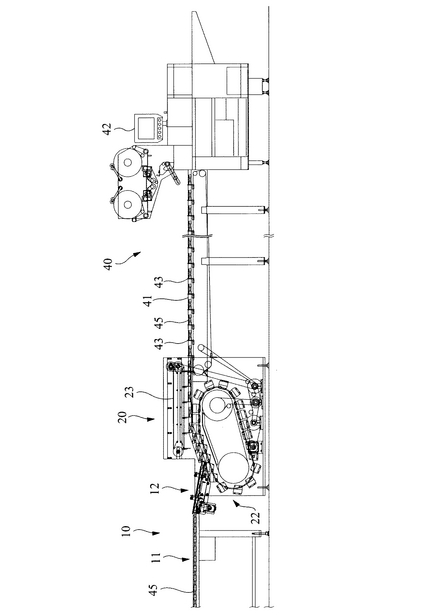
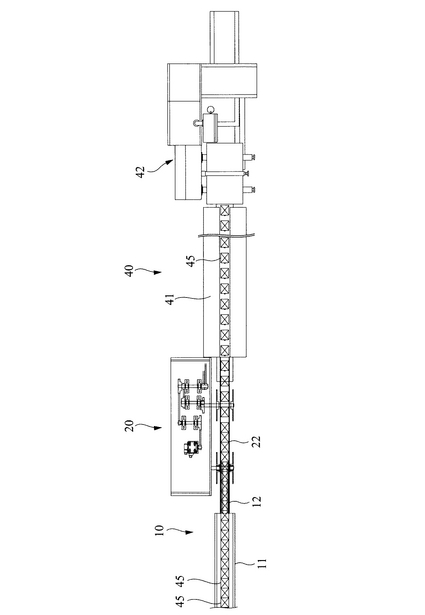
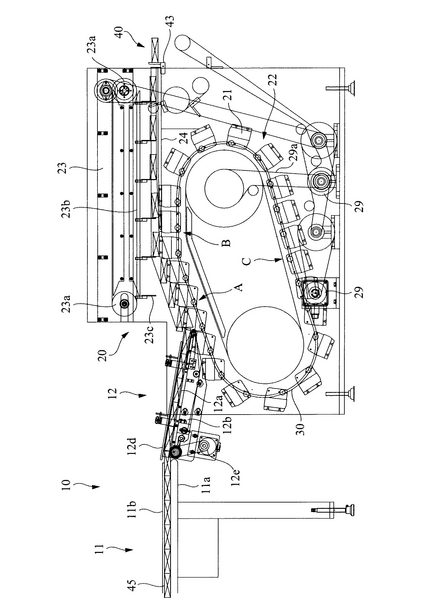
図2,図3は、本発明の好適な一実施の形態を示している。図に示すように、本実施の形態のバケット式物品分離供給装置20は、被包装物45を連続して搬送するラインプレッシャー10と、自動包装機(ピロー包装機)40の間に配置される。より具体的には、ラインプレッシャー10にて前後に接触した状態で搬送されてくる被包装物45を受け取るとともに搬送し、その被包装物45を下流側に設置された自動包装機40に供給するものである。
【0018】
自動包装機40は、搬入側のフィンガーコンベア41と、包装機本体42とを備えているとともに、フィンガーコンベア41にはフィンガー43が等間隔に取り付けられているため、バケット式物品分離供給装置20は、フィンガーコンベア41に等間隔に取り付けられた前後のフィンガー43間に、被包装物45を供給する。
【0019】
ラインプレッシャー10は、被包装物45を水平方向に搬送する搬送コンベア11と、その搬送コンベア11の下流側に連続して下方傾斜状に配置された搬出コンベア12とを備えている。図4に示すように、搬送コンベア11は、被包装物45を載せた状態で搬送する搬送ベルト11aと、その搬送ベルト11aの上方に所定の間隔を置いて配置された抑えガイドロッド11bを備えている。搬送ベルト11aが回転駆動することにより、その搬送ベルト11a上の被包装物45が前進移動する。単位時間当たりの被包装物45の搬送距離が、バケット式物品分離供給装置20よりも搬送コンベア11の方を速く設定しているため、図4などに示すように、被包装物45は前後に接触した状態で搬送される。そして、搬送ベルト11aの上方には、抑えガイドロッド11bが配置されているため、被包装物45の浮き上がりが抑制される。これにより、上述した単位時間当たりの搬送距離(搬送量)の相違から、常時搬送コンベア11上の被包装物45は、前方へ付勢された加圧状態で搬送されることになる。
【0020】
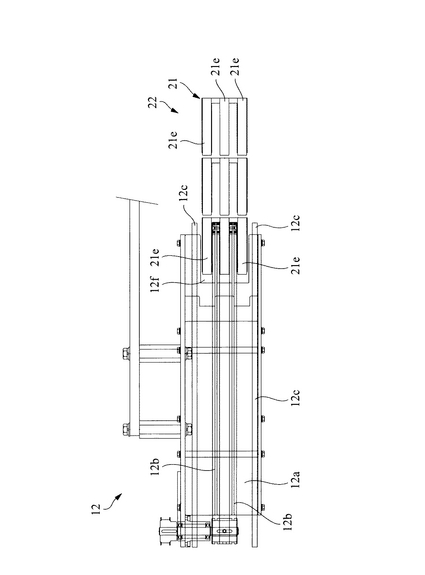
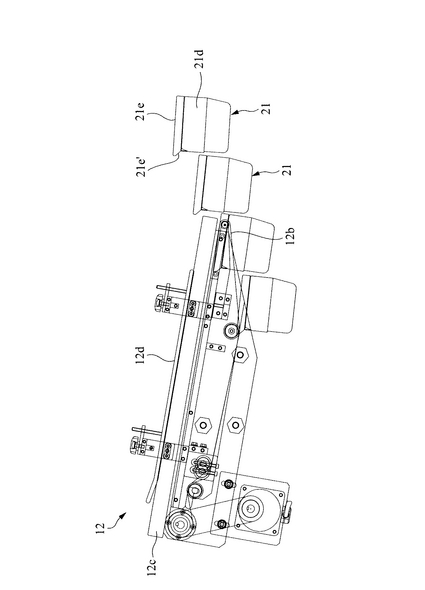
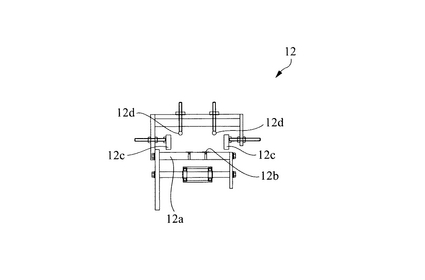
また、搬出コンベア12は、図4〜図7に示すように、下方傾斜状に延びる搬送路12aと、その搬送路12aの中央部分に配置された2本の搬送ベルト12bと、搬送路12aの両サイドに起立状態で設置された横ガイド壁12cと、搬送路12aの上方所定位置に配置された抑えガイドロッド12dとを備えている。搬送ベルト12bは、駆動モータ12eの駆動力を受けて回転駆動する。
【0021】
搬送ベルト12bの上面は、搬送路12aよりもやや高く、上方に突出するようになっている。これにより、確実に被包装物45に対して搬送力を伝達することができる。また、両サイドに配置された横ガイド壁12cの間隔は、被包装物45の幅とほぼ等しいか若干広くしている。これにより、被包装物45が回転等することなく、正しい向き(姿勢)のまま搬送される。
【0022】
抑えガイドロッド12dは、上下方向に移動(調整)可能に取り付けられ、その抑えガイドロッド12dと搬送路12a(搬送ベルト12b)との間隔は、被包装物45の厚さ(高さ)に応じて設定(ほぼ等しく)され、被包装物45の浮き上がりが抑制される。係る構成を採ることから、被包装物45は、下方傾斜状の搬送路12aに沿って、自重と搬送ベルト12bからの搬送力を受けて前進移動する。このとき、各被包装物45は、前方に向けての搬送力を受けることから、それぞれ隣接する前方の被包装物45に接触するとともに、被包装物45の浮き上がりが抑えガイドロッド12dにより抑止されることから、各被包装物45は、搬送ベルト12bと後続の被包装物45から前方へ向けた付勢力を受けることとなる。よって、ラインプレッシャー10にて搬送される被包装物45は、一定の加重がかかった状態で搬送され、次段のバケット式物品分離供給装置20に突き当たり、移し替えられる。
【0023】
さらに図5に示すように、搬出コンベア12の搬出側では、搬送路12aの搬出側(先端側)中央部位が切除されて切り欠き凹部12fが形成されている。搬送ベルト12bの下流側先端は、この切り欠き凹部12f内に位置する。また、次段のバケットコンベア22を構成するバケット21は、上昇移動中にこの切り欠き凹部12f内を通過する。さらに、後述するバケット21が備えた受け板21eは、バケット21が切り欠き凹部12g内に位置しているときに、搬送ベルト12bと互い違いになるように設定されている。これにより、受け板21eは、搬送ベルト12b上の搬出側先端に位置する被包装物45を、その下面から受け取ると共に、斜め前上方に移動するため、搬出コンベア12からバケットコンベア22へ被包装物45をスムーズに移し替えることができる。
【0024】
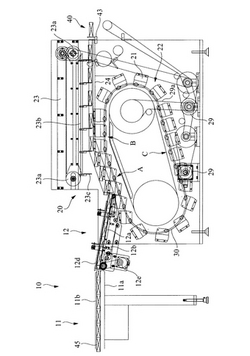
図4に拡大して示すように、バケット式物品分離供給装置20は、所定の軌跡で公転移動する複数のバケット21を備えたバケットコンベア22と、そのバケットコンベア22の搬出側上方に配置した上部コンベア(「オーバーベッドコンベア」,「コヤグラコンベア」とも称されている)23とを備えている。
【0025】
バケットコンベア22におけるバケット21の所定の軌跡としては、少なくとも搬出コンベア12の搬出側に位置し、斜めに上昇移動する上昇移動領域Aと、その上昇移動領域Aに続いて水平移動する水平移動領域Bを含むようになっている。
【0026】
これにより、搬出コンベア11から搬出され、バケット21上に移し替えられた被包装物45は、上昇移動領域Aを斜めに上昇移動しながら搬送され、その後、水平移動領域B上を搬送される。後述するように、バケット21には、搬出コンベア12の先頭の被包装物45が1個乗っかるようになっており、バケット21の上昇移動にともない、前後の被包装物45は上下に分離される。さらに、バケット21を移動させる機構上、上昇移動領域Aを移動中の前後のバケット21の前後間隔(上方から投影した間隔:実質的に0)よりも、水平移動領域Bを移動中の前後のバケット21の前後間隔の方が広がるようになっている。
【0027】
この水平移動領域Bの上方には、上記の上部コンベア23が配置される。この上部コンベア23は、前後に配置されたスプロケット23a間に掛け渡されたエンドレスチェーン23bに、所定間隔ごとに押送フィンガー23cが取り付けられた構成を採り、その押送フィンガー23cの移動速度が、水平移動領域Bを移動中のバケット21の移動速度よりも速く設定している。これにより、バケット21にて水平移動領域Bを移動中の被包装物45を、押送フィンガー23cが後方より押送してバケット21から抜き取り、そのまま前進移動させる。なお、水平移動領域Bをすぎると、下降移動しながら先の上昇移動領域Aに戻る復帰移動領域Cとなる。このように水平移動領域Bを経過したバケット21は徐々に下降するが、水平移動領域Bの下流側には、その水平移動領域Bを移動中のバケット21の上面と、同一平面上に位置する搬送路24が配置されている。これにより、上部コンベア23の押送フィンガー23cにより押送される被包装物45は、バケット21から離脱しても、そのまま搬送路24上を搬送される。その後、被包装物45は、次段の自動包装機40のフィンガーコンベア41に移送される。つまり、フィンガーコンベア41と、搬送路24は一部重なっており、フィンガーコンベア41のフィンガー43が搬送路24の搬出側に位置する被包装物45の後面に接触しそのまま前方に搬送するようになっている。
【0028】
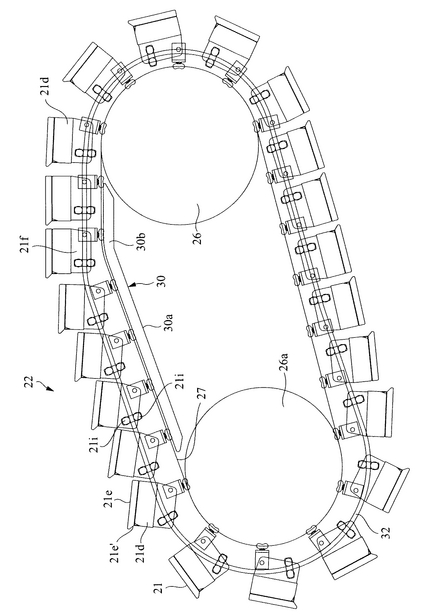
次に、所定の軌跡でバケット21を搬送するバケットコンベア22について説明する。図8,図9に示すように、バケットコンベア22は、前後に配置された駆動スプロケット26,従動スプロケット26aにエンドレスチェーン27を掛け渡し、そのエンドレスチェーン27に等間隔にバケット21を連結している。駆動スプロケット26は、従動スプロケット26aよりも前方上方に位置させているため、エンドレスチェーン27も傾斜状に配置されることになる。
【0029】
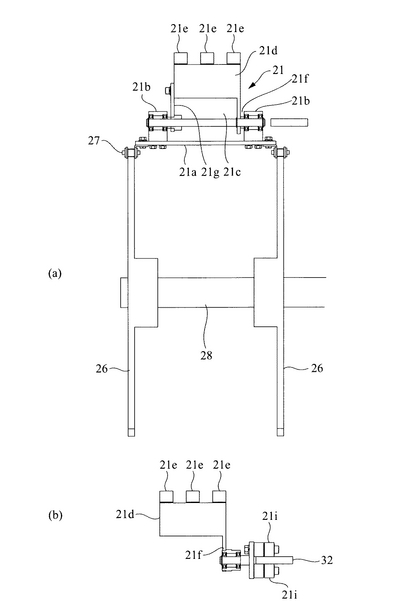
図9(a)に示すように、駆動スプロケット26は、2枚用意され、その2枚の駆動スプロケット26は、回転軸28に対し、所定の間隔を置いて連結され、回転軸28と一体となって回転駆動する。この回転軸28は、図4に示す駆動モータ29に対して動力伝達機構(ベルト,チェーン等)を介して連携されている。図示は省略するが、従動スプロケット26aも2枚用意され、フリーの回転軸に連結され、一体となって回転駆動する。つまり、エンドレスチェーン27も、対応する駆動スプロケット26と従動スプロケット26aに掛け渡されるため、左右両側に合計2本設けられることになる。
【0030】
また、上述した上昇移動領域Aと水平移動領域Bでのエンドレスチェーン27の移動を安定化させるため、図8に示すように、当該領域に位置するエンドレスチェーン27の下面に接触するガイド板30を設けている。このガイド板30は、前方に行くに従い上昇する傾斜部位30aと、その傾斜部位30aの先端に連続して設けられた水平部位30bである。水平部位30bの先端は、駆動スプロケット26に近接している。これにより、従動スプロケット26aから離れたエンドレスチェーン27は、ガイド板30の傾斜部位30aに沿って、所定の傾斜角度で直線状に上昇移動し、その後、水平部位30bに接触することにより、エンドレスチェーン27も水平方向に移動する。また、ガイド板30の両端の上面は、それぞれ従動スプロケット26a,駆動スプロケット26の接線方向とほぼ一致させており、これにより、従動スプロケット26aから離反したエンドレスチェーン27はスムーズに傾斜部位30aに至り、水平部位30bから離反したエンドレスチェーン27は、スムーズに駆動スプロケット26に至ることができる。
【0031】
図9(a)に示すように、バケット21は、左右両側に配置された2本のエンドレスチェーン27に掛け渡すように連結される。つまり、帯状プレート21aの両端を両エンドレスチェーン27にそれぞれ連結し、その帯状プレート21aの上面の両端近傍位置に軸受け部21bを設けるとともに、その一対の軸受け部21b間に支持軸21cが回転自在に軸受け支持されている。この支持軸21cは、バケット21のベースプレート21dの両側面から下方に伸びる第1,第2連結片21f,21gの進行方向前方側に連結される。この支持軸21cを回転中心として、ベースプレート21dひいてはバケット21が正逆回転可能となる。また、第1連結片21fの進行方向後方側には、2つのカムフロア21iを上下に取付けている。
【0032】
このカムフロア21iは、エンドレスチェーン27の外側(外周囲)を囲むようにして配置された無端状のカム板32を上下から挟むように設定される。これにより、2つのカムフロア21iにて確実にカム板32に連係され、バケット21は、上下にぶれることなく所望の姿勢を安定して保持した状態で搬送することができる。
【0033】
カム板32の形状は、図8等に示すように従動スプロケット26a側から見て、一定期間所定角度で徐々に上昇する傾斜状にし、続いて水平状態を維持させ、その後は、エンドレスチェーン27の移動軌跡に沿うようにすることで無端リング状にしている。もちろん、カム板32は複数に分割したカム板部品を適宜組み合わせて構成することもでき、さらに、複数に分割した場合、カムフロア21iが離脱しない範囲で分割したカム板部品同士の間に隙間が生じて不連続となっていても良い。
【0034】
さらに、このベースプレート21dの上面には、3本の受け板21eを適宜の間隔を置いて取付けるとともに、各受け板21eの先端はテーパ面21e′としている。また、図示の例では、受け板21eの長さと、ベースプレート21cの前後方向の長さをほぼ等しくし、テーパ面21e′の分だけ受け板21eの先端が突出するようにしたが、本発明はこれに限ることはなく、テーパ面21e′を設けなくても良く、あるいは、図示したものと逆のテーパ面としても良く、さらには、受け板21eの長さをベースプレート21cよりも長くし、大きく突出させたり、逆に短くするなど各種の対応がとれる。
【0035】
係る構成にすることにより、各バケット21は、エンドレスチェーン27の回転にともない、支持軸21cとともにベースプレート21dが搬送され、公転移動する。このとき、エンドレスチェーン27と、カム板32との離反距離(相対位置関係)を適宜異ならせる。これにより、エンドレスチェーン27ひいては支持軸21cの移動軌跡と、カムフロア21iの移動軌跡が異なり、両者の相対位置関係が異なることから、各バケット21は公転しながら支持軸21を中心に適宜正逆回転する。これにより、図4,図8に示すように、少なくとも上昇移動領域Aと水平移動領域Bを移動中のバケット21は、受け板21eが水平状態を維持したまま上昇移動し、水平移動するようになる。換言すると、係る領域では水平状態を維持するようにカム板32の形状や、エンドレスチェーン27の移動軌跡を設定することである。このように水平状態を維持されることから、ベースプレート21dの上に設置された受け板21eも水平状態を維持したまま上昇し、その後水平移動するため、その受け板21eの上に移し替えられた被包装物45も安定して搬送される。
【0036】
さらに、上昇移動領域に位置するあるバケット21に着目した場合、そのバケット21の受け板21eの奥には、1つ前のバケット21のベースプレート21dが存在する。従って、搬出コンベア12から搬出された被包装物45は、対応するバケット21の受け板21e上を前進移動しながらその上に置かれることになるが、このとき、さらなる前進移動をしようとしても、1つ前のバケット21がすでに上昇しベースプレート21dの進行方向後側の側面(側壁)がその進行を阻止する。これにより、確実に1つの被包装物45が対応するバケット21(受け板21e)の上に移し替えられる。
【0037】
そして、上昇移動中は、被包装物45を乗せているバケット21の受け板21eと、1つ前のバケット21のベースプレート21cの後側の壁面との間でL字型の受け構造が構成されるため、受け板21eに乗せられた被包装物45は安定状態で上昇しながら搬送される。また、水平移動領域Bに来ると、各バケット21(受け板21e)の高さは等しくなるため、高速回転する上部コンベア23の押送フィンが23bにて搬送力を受けた被包装物45は、自己はもちろんのこと前方の受け板21eの上を移動しながら搬送されることで、前後の被包装物45を離反させて搬出することができる。
【0038】
さらに本実施の形態では、受け板21eの先端をテーパ面21e′としたため、例えば後方の被包装物45から前方への加圧力を受けた被包装物45が先行するバケット21に乗ろうとしても、そのテーパ面21e′により押し戻される(上昇を阻止する)ため、1前のバケット21に乗り上げることなく、被包装物45は、1つずつ順に各バケット21に順次移し替えられ、バケット21の移動に沿って搬送される。
【図面の簡単な説明】
【0039】
【図1】従来例を示す図である。
【図2】本発明の好適な一実施の形態が組み込まれた包装システムの一例を示す正面図である。
【図3】本発明の好適な一実施の形態が組み込まれた包装システムの一例を示す平面図である。
【図4】本発明の好適な一実施の形態を示す正面図である。
【図5】主にラインプレッシャー10の搬出コンベア12を示す平面図である。
【図6】主にラインプレッシャー10の搬出コンベア12を示す正面図である。
【図7】ラインプレッシャー10の搬出コンベア12を示す側面図である。
【図8】バケットコンベアを示す正面図である。
【図9】(a)はバケットコンベアを示す側面図であり、(b)はバケットに設けたカムフロアとカム板との連係状態を示す図である。
【符号の説明】
【0040】
10 ラインプレッシャー
11 搬送コンベア
11a 搬送ベルト
11b 抑えガイドロッド
12 搬出コンベア
12a 搬送路
12b 搬送ベルト
12c 横ガイド壁
12d 抑えガイドロッド
12e 駆動モータ
20 バケット式物品分離供給装置
21 バケット
21a 帯状プレート
21b 軸受け部
21c 支持軸
21d ベースプレート(ベース部材)
21e 受け板
21e′ テーパ面
21f 第1連結片
21g 第2連結片
21i カムフロア
22 バケットコンベア
23 上部コンベア
23a スプロケット
23b エンドレスチェーン
23c 押送フィンガー
24 搬送路
26 駆動スプロケット
26a 従動スプロケット
27 エンドレスチェーン
28 回転軸
30 ガイド板
30a 傾斜部位
30b 水平部位
32 カム板
40 自動包装機
41 フィンガーコンベア
42 包装機本体
43 フィンガー
45 被包装物
【技術分野】
【0001】
本発明は、バケット式物品分離供給装置に関するもので、より具体的には、たとえばフィンガーコンベアなどの一定間隔で搬送する搬送装置の上流側に配置され、前後に接触し一列に並んだ状態で連続して搬送されてきた物品を分離し、所定のタイミングで前記搬送装置等の各種の装置へ供給するバケット式物品分離供給装置に関する。
【背景技術】
【0002】
例えば、乾麺その他の物品は、自動包装機に対して順次供給され、個別包装される。この自動包装機は、被包装物(上記の物品)を一定間隔ごとに搬送し、次段の包装機本体に対し一定間隔ごとに順次供給する。これにより、被包装物に対して包装処理が施され包装体が製造される。
【0003】
一定間隔ごとに搬送する搬送装置としては、たとえばフィンガーコンベアがあり、かかるフィンガーコンベアのフィンガー間に被包装物を供給する手段として、人手により行なう方法と、自動的に行なう方法がある。自動的に行なう方法としては、たとえば図1に示すような構成がとられる。
【0004】
すなわち、ラインプレッシャー1の搬出側に連続して分離ベルト2を配置した構成をとり、その分離ベルト2の搬出側にフィンガーコンベア3を配置する。ラインプレッシャー1は、被包装物5を前後に接触させた状態で搬送するもので、前後の被包装物1間は、一定の負荷(圧力)がかかるようになっている。これにより、前後に隙間無く搬送することができる。
【0005】
分離ベルト2は、間歇的に回転動作する上ベルト2aと下ベルト2bとを備え、それら上下のベルト2a,2b間で被包装物5を挟み込み、搬送を制御することができる。すなわち、上下のベルト2a,2bが一時停止しているときは、被包装物5の搬送を一時停止し、上下のベルト2a,2bが回転するとそれに挟み込まれた被包装物5も搬送され前進移動する。これにより、分離ベルト2の間歇動作のタイミングを適宜制御することにより、フィンガーコンベア3の前後のフィンガー3a間に被包装物5を自動的に供給できるようになっている。
【0006】
なお、分離ベルト2の搬出側上方に設けたセンサ2cは、分離ベルト2の搬出側所定位置に被包装物5が位置していることを検知するもので、このセンサ2cの検知出力に伴い分離ベルト2が一時停止し、フィンガーコンベア3等から受けるタイミング信号(フィンガー3aが所定位置に来たときに出力する信号)に基づき分離ベルト2を回転再開し、被包装物の搬送を開始する。これにより、上述したように被包装物5を前後のフィンガー3a間に供給できる。この種の先行文献としては、たとえば、特許文献1がある。
【特許文献1】特公平6−104490
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の装置では、以下に示す問題を有する。すなわち、ラインプレッシャー1は、常時各被包装物5を前方に向けて搬送力を与えているため、分離ベルト2にて被包装物5が一時停止されている間でも、各被包装物5は前方への付勢力がかかっていることになる。そのため、被包装物5を抑え込んでいる上下のベルト2a,2bに対し、過度の負担がかかってしまう。そのため、投入タイミングにずれを生じさせたり、ベルトの寿命を低下させる要因になる。
【0008】
本発明は、上述した背景に鑑みてなされたもので、その目的とするところは、上流側から連続して送られてくる物品を確実に所定間隔に分離することができるとともに、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができるバケット式物品分離供給装置を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、本発明に係るバケット式物品分離供給装置は、上流側の搬送装置から連続して送られてくる物品を分離し、その分離した所定間隔ごとにその物品を下流側の装置へ供給するバケット式物品分離供給装置であって、所定の軌跡で公転移動する複数のバケットを備えたバケットコンベアと、そのバケットコンベアの上方に配置された上部コンベアとを備える。前記所定の軌跡は、少なくとも前記上流側の搬送装置の搬出側に位置し、斜めに上昇移動する上昇移動領域と、その上昇移動領域に続いて水平移動する水平移動領域を含み、前記バケットコンベアは、前記上昇移動領域に存在するバケットが前記上流側の装置から搬出される物品を受け取るように設定し、そのバケット上に移し替えられた物品は、そのバケットの公転移動に従って前記所定の軌跡に従って斜めに上昇移動するとともに、そのバケットが前記水平移動領域に至ると水平移動するようにし、前記上部コンベアは、少なくとも前記水平移動領域の上方を含む位置に設定されるとともに、その上部コンベアの押送フィンガーの移動速度は、前記水平移動領域を移動中のバケットの移動速度よりも速く設定し、その水平移動領域を移動中のバケット上の物品を、前記上部コンベアの押送フィンガーにて押送し、前記下流側の装置へ供給するように構成した。
【0010】
これにより、連続して供給される物品は、バケットコンベアの各コンベアに1つずつ移し替えられ、各コンベアが上昇することにより、前後の物品はまず上下方向に分離される。次いで、水平移動領域を移動するバケット上の物品が、上部コンベアにて順次搬送される。これにより、上部コンベアの押送フィンガーのフィンガーピッチ並びに搬送速度により規定される所定間隔で分離された状態で物品が搬出される。
【0011】
前記バケットは、所定の高さを備えたベース部材と、そのベース部材の上部に取り付けられた受け部材とを有し、前記物品は、前記上流側の搬送装置から前記受け部材の上に移し替えられ、その受け部材の上に置かれた状態でバケットとともに搬送され、前記上昇移動領域を移動中のバケットは、自己が有する受け部材の進行方向前方に、1つ前のバケットのベース部材の進行方向後方側の壁面が突出し、その受け部材上の物品が相対的に前進移動した場合には、その物品の前面が、前記1つ前のバケットのベース部材の壁面に突き当たりそれ以上の相対的な前進移動が阻止されるように構成するとよい。
【0012】
係る構成にすることにより、1つ前のバケットのベース部材の壁面が、物品の受け部材状での相対移動のストッパーとして機能するため、物品は確実に1つずつ移し替えられ、上昇移動中も安定した状態を保持できる。
【0013】
前記受け部材の進行方向後端の形状は任意であるが、テーパ面に形成するとよい。実施の形態に示すように、下面側にテーパ面とすることにより、物品が1つ前のバケット側に乗り移ろうとするのを抑止する。逆に上面側にテーパ面とすると、目的とするバケット上にスムーズに物品が移動してくる。
【0014】
前記バケットの公転移動する際の前記所定の軌跡は、所定形状のカム板と、そのカム板に接触するカムフロアにより規定され、前記バケットに取り付ける前記カムフロアは、少なくとも2個設け、その2個のカムフロアにて前記カム板を上下から挟み込むように構成してもよい。このようにすると、カム板に対してしっかりと保持され、バケットが上下にぶれることなく所望の軌跡で搬送することができる。
【0015】
前記上流側の搬送装置は、各種の物があるが、例えば、ラインプレッシャー等の前記物品を前後に所定の圧力で接触した状態で搬送するものとすることができる。また、下流側の装置は、例えば包装機とすることができる。
【発明の効果】
【0016】
本発明に係るバケット式物品分離供給装置では、上流側から連続して送られてくる物品を確実に所定間隔に分離することができるとともに、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができる
【発明を実施するための最良の形態】
【0017】
図2,図3は、本発明の好適な一実施の形態を示している。図に示すように、本実施の形態のバケット式物品分離供給装置20は、被包装物45を連続して搬送するラインプレッシャー10と、自動包装機(ピロー包装機)40の間に配置される。より具体的には、ラインプレッシャー10にて前後に接触した状態で搬送されてくる被包装物45を受け取るとともに搬送し、その被包装物45を下流側に設置された自動包装機40に供給するものである。
【0018】
自動包装機40は、搬入側のフィンガーコンベア41と、包装機本体42とを備えているとともに、フィンガーコンベア41にはフィンガー43が等間隔に取り付けられているため、バケット式物品分離供給装置20は、フィンガーコンベア41に等間隔に取り付けられた前後のフィンガー43間に、被包装物45を供給する。
【0019】
ラインプレッシャー10は、被包装物45を水平方向に搬送する搬送コンベア11と、その搬送コンベア11の下流側に連続して下方傾斜状に配置された搬出コンベア12とを備えている。図4に示すように、搬送コンベア11は、被包装物45を載せた状態で搬送する搬送ベルト11aと、その搬送ベルト11aの上方に所定の間隔を置いて配置された抑えガイドロッド11bを備えている。搬送ベルト11aが回転駆動することにより、その搬送ベルト11a上の被包装物45が前進移動する。単位時間当たりの被包装物45の搬送距離が、バケット式物品分離供給装置20よりも搬送コンベア11の方を速く設定しているため、図4などに示すように、被包装物45は前後に接触した状態で搬送される。そして、搬送ベルト11aの上方には、抑えガイドロッド11bが配置されているため、被包装物45の浮き上がりが抑制される。これにより、上述した単位時間当たりの搬送距離(搬送量)の相違から、常時搬送コンベア11上の被包装物45は、前方へ付勢された加圧状態で搬送されることになる。
【0020】
また、搬出コンベア12は、図4〜図7に示すように、下方傾斜状に延びる搬送路12aと、その搬送路12aの中央部分に配置された2本の搬送ベルト12bと、搬送路12aの両サイドに起立状態で設置された横ガイド壁12cと、搬送路12aの上方所定位置に配置された抑えガイドロッド12dとを備えている。搬送ベルト12bは、駆動モータ12eの駆動力を受けて回転駆動する。
【0021】
搬送ベルト12bの上面は、搬送路12aよりもやや高く、上方に突出するようになっている。これにより、確実に被包装物45に対して搬送力を伝達することができる。また、両サイドに配置された横ガイド壁12cの間隔は、被包装物45の幅とほぼ等しいか若干広くしている。これにより、被包装物45が回転等することなく、正しい向き(姿勢)のまま搬送される。
【0022】
抑えガイドロッド12dは、上下方向に移動(調整)可能に取り付けられ、その抑えガイドロッド12dと搬送路12a(搬送ベルト12b)との間隔は、被包装物45の厚さ(高さ)に応じて設定(ほぼ等しく)され、被包装物45の浮き上がりが抑制される。係る構成を採ることから、被包装物45は、下方傾斜状の搬送路12aに沿って、自重と搬送ベルト12bからの搬送力を受けて前進移動する。このとき、各被包装物45は、前方に向けての搬送力を受けることから、それぞれ隣接する前方の被包装物45に接触するとともに、被包装物45の浮き上がりが抑えガイドロッド12dにより抑止されることから、各被包装物45は、搬送ベルト12bと後続の被包装物45から前方へ向けた付勢力を受けることとなる。よって、ラインプレッシャー10にて搬送される被包装物45は、一定の加重がかかった状態で搬送され、次段のバケット式物品分離供給装置20に突き当たり、移し替えられる。
【0023】
さらに図5に示すように、搬出コンベア12の搬出側では、搬送路12aの搬出側(先端側)中央部位が切除されて切り欠き凹部12fが形成されている。搬送ベルト12bの下流側先端は、この切り欠き凹部12f内に位置する。また、次段のバケットコンベア22を構成するバケット21は、上昇移動中にこの切り欠き凹部12f内を通過する。さらに、後述するバケット21が備えた受け板21eは、バケット21が切り欠き凹部12g内に位置しているときに、搬送ベルト12bと互い違いになるように設定されている。これにより、受け板21eは、搬送ベルト12b上の搬出側先端に位置する被包装物45を、その下面から受け取ると共に、斜め前上方に移動するため、搬出コンベア12からバケットコンベア22へ被包装物45をスムーズに移し替えることができる。
【0024】
図4に拡大して示すように、バケット式物品分離供給装置20は、所定の軌跡で公転移動する複数のバケット21を備えたバケットコンベア22と、そのバケットコンベア22の搬出側上方に配置した上部コンベア(「オーバーベッドコンベア」,「コヤグラコンベア」とも称されている)23とを備えている。
【0025】
バケットコンベア22におけるバケット21の所定の軌跡としては、少なくとも搬出コンベア12の搬出側に位置し、斜めに上昇移動する上昇移動領域Aと、その上昇移動領域Aに続いて水平移動する水平移動領域Bを含むようになっている。
【0026】
これにより、搬出コンベア11から搬出され、バケット21上に移し替えられた被包装物45は、上昇移動領域Aを斜めに上昇移動しながら搬送され、その後、水平移動領域B上を搬送される。後述するように、バケット21には、搬出コンベア12の先頭の被包装物45が1個乗っかるようになっており、バケット21の上昇移動にともない、前後の被包装物45は上下に分離される。さらに、バケット21を移動させる機構上、上昇移動領域Aを移動中の前後のバケット21の前後間隔(上方から投影した間隔:実質的に0)よりも、水平移動領域Bを移動中の前後のバケット21の前後間隔の方が広がるようになっている。
【0027】
この水平移動領域Bの上方には、上記の上部コンベア23が配置される。この上部コンベア23は、前後に配置されたスプロケット23a間に掛け渡されたエンドレスチェーン23bに、所定間隔ごとに押送フィンガー23cが取り付けられた構成を採り、その押送フィンガー23cの移動速度が、水平移動領域Bを移動中のバケット21の移動速度よりも速く設定している。これにより、バケット21にて水平移動領域Bを移動中の被包装物45を、押送フィンガー23cが後方より押送してバケット21から抜き取り、そのまま前進移動させる。なお、水平移動領域Bをすぎると、下降移動しながら先の上昇移動領域Aに戻る復帰移動領域Cとなる。このように水平移動領域Bを経過したバケット21は徐々に下降するが、水平移動領域Bの下流側には、その水平移動領域Bを移動中のバケット21の上面と、同一平面上に位置する搬送路24が配置されている。これにより、上部コンベア23の押送フィンガー23cにより押送される被包装物45は、バケット21から離脱しても、そのまま搬送路24上を搬送される。その後、被包装物45は、次段の自動包装機40のフィンガーコンベア41に移送される。つまり、フィンガーコンベア41と、搬送路24は一部重なっており、フィンガーコンベア41のフィンガー43が搬送路24の搬出側に位置する被包装物45の後面に接触しそのまま前方に搬送するようになっている。
【0028】
次に、所定の軌跡でバケット21を搬送するバケットコンベア22について説明する。図8,図9に示すように、バケットコンベア22は、前後に配置された駆動スプロケット26,従動スプロケット26aにエンドレスチェーン27を掛け渡し、そのエンドレスチェーン27に等間隔にバケット21を連結している。駆動スプロケット26は、従動スプロケット26aよりも前方上方に位置させているため、エンドレスチェーン27も傾斜状に配置されることになる。
【0029】
図9(a)に示すように、駆動スプロケット26は、2枚用意され、その2枚の駆動スプロケット26は、回転軸28に対し、所定の間隔を置いて連結され、回転軸28と一体となって回転駆動する。この回転軸28は、図4に示す駆動モータ29に対して動力伝達機構(ベルト,チェーン等)を介して連携されている。図示は省略するが、従動スプロケット26aも2枚用意され、フリーの回転軸に連結され、一体となって回転駆動する。つまり、エンドレスチェーン27も、対応する駆動スプロケット26と従動スプロケット26aに掛け渡されるため、左右両側に合計2本設けられることになる。
【0030】
また、上述した上昇移動領域Aと水平移動領域Bでのエンドレスチェーン27の移動を安定化させるため、図8に示すように、当該領域に位置するエンドレスチェーン27の下面に接触するガイド板30を設けている。このガイド板30は、前方に行くに従い上昇する傾斜部位30aと、その傾斜部位30aの先端に連続して設けられた水平部位30bである。水平部位30bの先端は、駆動スプロケット26に近接している。これにより、従動スプロケット26aから離れたエンドレスチェーン27は、ガイド板30の傾斜部位30aに沿って、所定の傾斜角度で直線状に上昇移動し、その後、水平部位30bに接触することにより、エンドレスチェーン27も水平方向に移動する。また、ガイド板30の両端の上面は、それぞれ従動スプロケット26a,駆動スプロケット26の接線方向とほぼ一致させており、これにより、従動スプロケット26aから離反したエンドレスチェーン27はスムーズに傾斜部位30aに至り、水平部位30bから離反したエンドレスチェーン27は、スムーズに駆動スプロケット26に至ることができる。
【0031】
図9(a)に示すように、バケット21は、左右両側に配置された2本のエンドレスチェーン27に掛け渡すように連結される。つまり、帯状プレート21aの両端を両エンドレスチェーン27にそれぞれ連結し、その帯状プレート21aの上面の両端近傍位置に軸受け部21bを設けるとともに、その一対の軸受け部21b間に支持軸21cが回転自在に軸受け支持されている。この支持軸21cは、バケット21のベースプレート21dの両側面から下方に伸びる第1,第2連結片21f,21gの進行方向前方側に連結される。この支持軸21cを回転中心として、ベースプレート21dひいてはバケット21が正逆回転可能となる。また、第1連結片21fの進行方向後方側には、2つのカムフロア21iを上下に取付けている。
【0032】
このカムフロア21iは、エンドレスチェーン27の外側(外周囲)を囲むようにして配置された無端状のカム板32を上下から挟むように設定される。これにより、2つのカムフロア21iにて確実にカム板32に連係され、バケット21は、上下にぶれることなく所望の姿勢を安定して保持した状態で搬送することができる。
【0033】
カム板32の形状は、図8等に示すように従動スプロケット26a側から見て、一定期間所定角度で徐々に上昇する傾斜状にし、続いて水平状態を維持させ、その後は、エンドレスチェーン27の移動軌跡に沿うようにすることで無端リング状にしている。もちろん、カム板32は複数に分割したカム板部品を適宜組み合わせて構成することもでき、さらに、複数に分割した場合、カムフロア21iが離脱しない範囲で分割したカム板部品同士の間に隙間が生じて不連続となっていても良い。
【0034】
さらに、このベースプレート21dの上面には、3本の受け板21eを適宜の間隔を置いて取付けるとともに、各受け板21eの先端はテーパ面21e′としている。また、図示の例では、受け板21eの長さと、ベースプレート21cの前後方向の長さをほぼ等しくし、テーパ面21e′の分だけ受け板21eの先端が突出するようにしたが、本発明はこれに限ることはなく、テーパ面21e′を設けなくても良く、あるいは、図示したものと逆のテーパ面としても良く、さらには、受け板21eの長さをベースプレート21cよりも長くし、大きく突出させたり、逆に短くするなど各種の対応がとれる。
【0035】
係る構成にすることにより、各バケット21は、エンドレスチェーン27の回転にともない、支持軸21cとともにベースプレート21dが搬送され、公転移動する。このとき、エンドレスチェーン27と、カム板32との離反距離(相対位置関係)を適宜異ならせる。これにより、エンドレスチェーン27ひいては支持軸21cの移動軌跡と、カムフロア21iの移動軌跡が異なり、両者の相対位置関係が異なることから、各バケット21は公転しながら支持軸21を中心に適宜正逆回転する。これにより、図4,図8に示すように、少なくとも上昇移動領域Aと水平移動領域Bを移動中のバケット21は、受け板21eが水平状態を維持したまま上昇移動し、水平移動するようになる。換言すると、係る領域では水平状態を維持するようにカム板32の形状や、エンドレスチェーン27の移動軌跡を設定することである。このように水平状態を維持されることから、ベースプレート21dの上に設置された受け板21eも水平状態を維持したまま上昇し、その後水平移動するため、その受け板21eの上に移し替えられた被包装物45も安定して搬送される。
【0036】
さらに、上昇移動領域に位置するあるバケット21に着目した場合、そのバケット21の受け板21eの奥には、1つ前のバケット21のベースプレート21dが存在する。従って、搬出コンベア12から搬出された被包装物45は、対応するバケット21の受け板21e上を前進移動しながらその上に置かれることになるが、このとき、さらなる前進移動をしようとしても、1つ前のバケット21がすでに上昇しベースプレート21dの進行方向後側の側面(側壁)がその進行を阻止する。これにより、確実に1つの被包装物45が対応するバケット21(受け板21e)の上に移し替えられる。
【0037】
そして、上昇移動中は、被包装物45を乗せているバケット21の受け板21eと、1つ前のバケット21のベースプレート21cの後側の壁面との間でL字型の受け構造が構成されるため、受け板21eに乗せられた被包装物45は安定状態で上昇しながら搬送される。また、水平移動領域Bに来ると、各バケット21(受け板21e)の高さは等しくなるため、高速回転する上部コンベア23の押送フィンが23bにて搬送力を受けた被包装物45は、自己はもちろんのこと前方の受け板21eの上を移動しながら搬送されることで、前後の被包装物45を離反させて搬出することができる。
【0038】
さらに本実施の形態では、受け板21eの先端をテーパ面21e′としたため、例えば後方の被包装物45から前方への加圧力を受けた被包装物45が先行するバケット21に乗ろうとしても、そのテーパ面21e′により押し戻される(上昇を阻止する)ため、1前のバケット21に乗り上げることなく、被包装物45は、1つずつ順に各バケット21に順次移し替えられ、バケット21の移動に沿って搬送される。
【図面の簡単な説明】
【0039】
【図1】従来例を示す図である。
【図2】本発明の好適な一実施の形態が組み込まれた包装システムの一例を示す正面図である。
【図3】本発明の好適な一実施の形態が組み込まれた包装システムの一例を示す平面図である。
【図4】本発明の好適な一実施の形態を示す正面図である。
【図5】主にラインプレッシャー10の搬出コンベア12を示す平面図である。
【図6】主にラインプレッシャー10の搬出コンベア12を示す正面図である。
【図7】ラインプレッシャー10の搬出コンベア12を示す側面図である。
【図8】バケットコンベアを示す正面図である。
【図9】(a)はバケットコンベアを示す側面図であり、(b)はバケットに設けたカムフロアとカム板との連係状態を示す図である。
【符号の説明】
【0040】
10 ラインプレッシャー
11 搬送コンベア
11a 搬送ベルト
11b 抑えガイドロッド
12 搬出コンベア
12a 搬送路
12b 搬送ベルト
12c 横ガイド壁
12d 抑えガイドロッド
12e 駆動モータ
20 バケット式物品分離供給装置
21 バケット
21a 帯状プレート
21b 軸受け部
21c 支持軸
21d ベースプレート(ベース部材)
21e 受け板
21e′ テーパ面
21f 第1連結片
21g 第2連結片
21i カムフロア
22 バケットコンベア
23 上部コンベア
23a スプロケット
23b エンドレスチェーン
23c 押送フィンガー
24 搬送路
26 駆動スプロケット
26a 従動スプロケット
27 エンドレスチェーン
28 回転軸
30 ガイド板
30a 傾斜部位
30b 水平部位
32 カム板
40 自動包装機
41 フィンガーコンベア
42 包装機本体
43 フィンガー
45 被包装物
【特許請求の範囲】
【請求項1】
上流側の搬送装置から連続して送られてくる物品を分離し、その分離した所定間隔ごとにその物品を下流側の装置へ供給するバケット式物品分離供給装置であって、
所定の軌跡で公転移動する複数のバケットを備えたバケットコンベアと、
そのバケットコンベアの上方に配置された上部コンベアとを備え、
前記所定の軌跡は、少なくとも前記上流側の搬送装置の搬出側に位置し、斜めに上昇移動する上昇移動領域と、その上昇移動領域に続いて水平移動する水平移動領域を含み、
前記バケットコンベアは、前記上昇移動領域に存在するバケットが前記上流側の装置から搬出される物品を受け取るように設定し、
そのバケット上に移し替えられた物品は、そのバケットの公転移動に従って前記所定の軌跡に従って斜めに上昇移動するとともに、そのバケットが前記水平移動領域に至ると水平移動するようにし、
前記上部コンベアは、少なくとも前記水平移動領域の上方を含む位置に設定されるとともに、その上部コンベアの押送フィンガーの移動速度は、前記水平移動領域を移動中のバケットの移動速度よりも速く設定し、その水平移動領域を移動中のバケット上の物品を、前記上部コンベアの押送フィンガーにて押送し、前記下流側の装置へ供給するように構成したことを特徴とするバケット式物品分離供給装置。
【請求項2】
前記バケットは、所定の高さを備えたベース部材と、そのベース部材の上部に取り付けられた受け部材とを有し、
前記物品は、前記上流側の搬送装置から前記受け部材の上に移し替えられ、その受け部材の上に置かれた状態でバケットとともに搬送され、
前記上昇移動領域を移動中のバケットは、自己が有する受け部材の進行方向前方に、1つ前のバケットのベース部材の進行方向後方側の壁面が突出し、その受け部材上の物品が相対的に前進移動した場合には、その物品の前面が、前記1つ前のバケットのベース部材の壁面に突き当たりそれ以上の相対的な前進移動が阻止されるように構成したことを特徴とするを請求項1に記載のバケット式物品分離供給装置。
【請求項3】
前記受け部材の進行方向後端がテーパ面に形成されたことを特徴とする請求項2に記載のバケット式物品分離供給装置。
【請求項4】
前記バケットの公転移動する際の前記所定の軌跡は、所定形状のカム板と、そのカム板に接触するカムフロアにより規定され、
前記バケットに取り付ける前記カムフロアは、少なくとも2個設け、その2個のカムフロアにて前記カム板を上下から挟み込むように構成したことを特徴とする請求項1から3のいずれか1項に記載のバケット式物品分離供給装置。
【請求項5】
前記上流側の搬送装置は、ラインプレッシャー等の前記物品を前後に所定の圧力で接触した状態で搬送するものであることを特徴とする請求項1から4のいずれか1項に記載のバケット式物品分離供給装置。
【請求項6】
下流側の装置は、包装機であることを特徴とする請求項1から5のいずれか1項に記載のバケット式物品分離供給装置。
【請求項1】
上流側の搬送装置から連続して送られてくる物品を分離し、その分離した所定間隔ごとにその物品を下流側の装置へ供給するバケット式物品分離供給装置であって、
所定の軌跡で公転移動する複数のバケットを備えたバケットコンベアと、
そのバケットコンベアの上方に配置された上部コンベアとを備え、
前記所定の軌跡は、少なくとも前記上流側の搬送装置の搬出側に位置し、斜めに上昇移動する上昇移動領域と、その上昇移動領域に続いて水平移動する水平移動領域を含み、
前記バケットコンベアは、前記上昇移動領域に存在するバケットが前記上流側の装置から搬出される物品を受け取るように設定し、
そのバケット上に移し替えられた物品は、そのバケットの公転移動に従って前記所定の軌跡に従って斜めに上昇移動するとともに、そのバケットが前記水平移動領域に至ると水平移動するようにし、
前記上部コンベアは、少なくとも前記水平移動領域の上方を含む位置に設定されるとともに、その上部コンベアの押送フィンガーの移動速度は、前記水平移動領域を移動中のバケットの移動速度よりも速く設定し、その水平移動領域を移動中のバケット上の物品を、前記上部コンベアの押送フィンガーにて押送し、前記下流側の装置へ供給するように構成したことを特徴とするバケット式物品分離供給装置。
【請求項2】
前記バケットは、所定の高さを備えたベース部材と、そのベース部材の上部に取り付けられた受け部材とを有し、
前記物品は、前記上流側の搬送装置から前記受け部材の上に移し替えられ、その受け部材の上に置かれた状態でバケットとともに搬送され、
前記上昇移動領域を移動中のバケットは、自己が有する受け部材の進行方向前方に、1つ前のバケットのベース部材の進行方向後方側の壁面が突出し、その受け部材上の物品が相対的に前進移動した場合には、その物品の前面が、前記1つ前のバケットのベース部材の壁面に突き当たりそれ以上の相対的な前進移動が阻止されるように構成したことを特徴とするを請求項1に記載のバケット式物品分離供給装置。
【請求項3】
前記受け部材の進行方向後端がテーパ面に形成されたことを特徴とする請求項2に記載のバケット式物品分離供給装置。
【請求項4】
前記バケットの公転移動する際の前記所定の軌跡は、所定形状のカム板と、そのカム板に接触するカムフロアにより規定され、
前記バケットに取り付ける前記カムフロアは、少なくとも2個設け、その2個のカムフロアにて前記カム板を上下から挟み込むように構成したことを特徴とする請求項1から3のいずれか1項に記載のバケット式物品分離供給装置。
【請求項5】
前記上流側の搬送装置は、ラインプレッシャー等の前記物品を前後に所定の圧力で接触した状態で搬送するものであることを特徴とする請求項1から4のいずれか1項に記載のバケット式物品分離供給装置。
【請求項6】
下流側の装置は、包装機であることを特徴とする請求項1から5のいずれか1項に記載のバケット式物品分離供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−82974(P2006−82974A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2004−272610(P2004−272610)
【出願日】平成16年9月17日(2004.9.17)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成16年9月17日(2004.9.17)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]