
バックライトの製造方法

【課題】湾曲可能な液晶ディスプレイを実現できるバックライトの製造方法を提供する。
【解決手段】円筒状のガラス管に電極部を設けた半完成状態の陰極線管について、少なくとも前記電極部をマスキング材で被覆する第1工程と、マスキング材で被覆された陰極線管に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、を有して陰極線管を完成させる。
【解決手段】円筒状のガラス管に電極部を設けた半完成状態の陰極線管について、少なくとも前記電極部をマスキング材で被覆する第1工程と、マスキング材で被覆された陰極線管に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、を有して陰極線管を完成させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶ディスプレイのバックライトの製造方法に関し、特に、陰極線管を構成するガラス管を湾曲可能に薄肉化するバックライトの製造方法に関するものである。
【背景技術】
【0002】
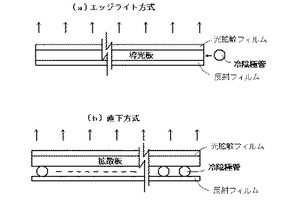
液晶は、それ自身では発光しないので、液晶を内蔵する貼合せガラス基板の背面側に、バックライトを配置する必要がある。バックライトの構成は、エッジライト方式と直下方式とに大別されるが、パソコンや携帯電話などのモニタには、エッジライト方式が採用され、液晶テレビなどには、直下方式が採用されている(図3)。
【0003】
エッジライト方式では、貼合せガラス基板の背面に位置する導光板の外周縁に、冷陰極管を線状に配置することで、冷陰極管の発光を導光板で面状に変換している(図3(a)参照)。一方、直下方式では、貼合せガラス基板と多数の冷陰極管との間に拡散板を配置して構成されている(図3(b)参照)。なお、何れの方式でも、貼合せガラス基板の背面側には、光拡散フィルムが配置され、導光板や拡散板の背面側には、反射フィルムが配置される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、液晶ディスプレイの薄型化の要請に基づき、貼合せガラス基板の厚みは、0.5mmを下回るまでに薄くなっており、湾曲させることも可能となっている。
【0005】
しかし、液晶ディスプレイ自体を湾曲させるには、貼合せガラス基板だけでなく、その背面側のバックライトも同じ曲率で湾曲させる必要がある。ここで、プラスチック材で構成される導光板や拡散板は、任意の形状に形成できるが、一般の陰極線管は湾曲させることできず、この点が、液晶ディプレイの形状の自由度を制限していた。すなわち、貼合せガラス基板の湾曲に対応して、冷陰極管を湾曲させない限り、均一な面発光が実現されない。また、湾曲させた状態でも長期間にわたって機械的強度を維持する必要がある。
【0006】
本発明は、上記の問題点に鑑みてなされたものであって、湾曲可能な液晶ディスプレイを実現できるバックライトの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明に係る液晶ディスプレイ用バックライトの製造方法は、円筒状のガラス管に電極部を設けた半完成状態の発光体について、少なくとも前記電極部をマスキング材で被覆する第1工程と、マスキング材で被覆された発光体に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、を有して発光体を完成させる。
【0008】
本発明では、肉厚方向に10μm以上研磨するので、ガラス管表面のマイクロクラックを消滅させることができ、機械的強度を高めることができる。マイクロクラックとは、肉眼によっては認識できない程度の微細なクラックを言うが、10μm未満の研磨量では、マイクロクラックが残ることがある。より好ましくは、ガラス管の肉厚方向に15μm〜130μmの研磨量とすべきである。なお、本発明の研磨量は、10μm以上、好ましくは15μm以上であることから、ガラス管の外径寸法(直径)の減少量は、20μm又は30μm以上となる。
【0009】
何れにしても、本発明では、ガラス管の肉厚が190μm〜50μmまで薄肉化され、しかも、クラックが消失しているので、機械的強度を維持して、肉厚に応じた適度な湾曲状態に維持することができる。そのため、液晶ディスプレイの表示面を適宜に湾曲させることができる。なお、湾曲方向は、外向きに膨出する場合と、内向きに湾曲する場合とがあるが、何れの場合でも、特に大画面の場合には、見やすい表示画面を実現できる。更にまた、本発明では、ガラス管が薄肉化される分だけ輝度が上がり、省電力化にも寄与し、また、液晶ディスプレイの薄型化と軽量化にも寄与する。
【0010】
ところで、本発明では、完成状態の発光体において、ガラス管の肉厚が190μm〜50μmであることから、ガラス管の内径寸法(直径=2r)に対して、外径寸法(直径Φ)は、Φ=2r+380μm〜2r+100μmとなる。そして、ガラス管の内径寸法(直径=2r)は、好ましくは、3500μm〜1000μmとすべきである。例えば、最大内径2r=3500μmと最小内径2r=1000μmのガラス管で評価すると、それらの外径寸法(直径Φ)は、Φ=3880μm〜3600μmと、Φ=1380μm〜1100μmとなる。
【0011】
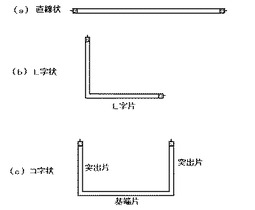
本発明のガラス管は、直線状、L字状、又はコ字状に形成されているのが典型的である(図1参照)。ここで、直線状のガラス管の場合には、両端の電極部を除く全域が薄肉化されるのが好適である。
【0012】
一方、L字状やコ字状のガラス管の場合には、その全部を薄肉化しても良いが、作業性などを考慮して、その一部だけが薄肉化されるのが好適である。薄肉化される部分は、使用時に湾曲すべき部分である。具体的には、L字状のガラス管であれば、薄肉化されるのはL字片の一方である。また、コ字状のガラス管であれば、薄肉化されるのは、通常、基端片である。但し、基端片から突出する一対の突出片を薄型化しても良い。なお、薄肉化されない箇所は、電極部と同様にマスキング材で被覆される。
【0013】
何れにしても、完成状態の発光体は、4点曲げ試験による強度試験において、ガラス管が破壊しない臨界荷重が10N以上であるのが好適である。ここで、4点曲げ試験では、下辺治具の支点間距離50mm、上辺治具の支点間距離10mm、上辺治具の支点中心は、下辺治具の支点中心に一致させる。このような4点曲げ試験では、支点間の距離が短いため、数10Nの荷重でガラス管が破壊されるが、ガラス管の全長は、30〜1000mm程度であるから、液晶ディスプレイに湾曲させて配置した状態で、破壊されることはない。なお、本発明の発光体は、典型的には冷陰極管である。
【発明の効果】
【0014】
上記した本発明によれば、所定の機械的強度を有して湾曲可能な液晶ディスプレイを実現できる。
【図面の簡単な説明】
【0015】
【図1】冷陰極管の外観を示す概略図である。
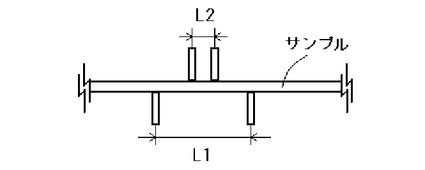
【図2】4点曲げ試験を説明する概略図である。
【図3】液晶ディスプレイの構造を説明する図面である。
【発明を実施するための形態】
【0016】
以下、実施例を説明するが、何ら本発明を限定するものではない。
【0017】
<試験サンプル>
ホウ珪酸ガラスのガラス管の両端に電極を設けた直管型の冷陰極蛍光ランプ(市販品)を使用した。ガラス管の外径Φ(直径)と板厚tは、公称値で、Φ=2.4mmと、t=200μmであった。
【0018】
多数の試験サンプルを用意し、各々の外径寸法と重量とを計測して記録した。なお、各試験サンプルについて、両端付近と中央部の合計3箇所の外径寸法を計測した。
【0019】
<マスキング>
両端の電極部だけをマスキング塗料に浸漬し、引上げた後に乾燥させてマスキング材を硬化させた。
【0020】
<化学研磨>
ガラス管の両端を保持して全体を研磨槽に浸漬し、非マスキング部分を化学研磨した。なお、10重量%未満のフッ酸を含有する研磨液を使用した。
【0021】
試験サンプルを、研磨後の外径寸法Φの目標値(2.35mm、2.30mm、2.25mm、2.20mm、2.15mm)に応じて、5グループに分けて研磨した。
【0022】
<外径寸法と重量の計測>、
化学研磨を終えた全てのサンプルについて、各々、3箇所の計測点において外径寸法を計測した。また、重量を計測した。
【0023】
<重量比較>
第1グループ(目標値2.35mm)から第5グループ(目標値2.15mm)について、研磨前の重量は、平均値で、1.777g、1.792g、1.809g、1.813g、1.830gであったのに対して、研磨による重量の軽減値は、平均値で、0.110g、0.320g、0.554g、0.729g、0.972gであった。したがって、第5グループでは、重量が半分以下に軽減されたことになる。
【0024】
<強度試験>
未処理の試験サンプルと、研磨処理後の5グループの試験サンプルについて4点曲げ試験を実施した。
【0025】
この4点曲げ試験では、下辺治具の支点間距離L1が50mm、上辺治具の支点間距離L2が10mm、上辺治具の支点中心が、下辺治具の支点中心に一致している(図2参照)。そして、上片治具を5.0mm/minの速度で降下させ、ガラス管が破壊される臨界荷重を計測した。
【0026】
その結果、無処理品では、臨界荷重が、4.4〜10.6Nであるのに対して、第1グループ(研磨量の実測値15.0〜16.0μm)は、21.0〜36.1Nであり、15μm程度の研磨量で臨界荷重が2倍に改善されることが判明した。
【0027】
その他、第2グループ(研磨量の実測値43.5〜44.5μm)は、21.7〜36.1N、第3グループ(研磨量の実測値72.5〜73.5μm)は、11.9〜23.2N、第4グループ(研磨量の実測値97〜98μm)は、11.9〜17.6N、第5グループ(研磨量の実測値128.5〜129.5μm)は、10.1〜11.0Nであった。
【0028】
【表1】

上記の試験結果だけで評価すると、15.0〜44.5μm程度の研磨量が最適値であるかの印象を与えるが、下辺治具の支点間距離L1が50mmであって、各サンプルに湾曲余裕がないため、薄肉サンプルの臨界強度が劣化したと考えられる。
【0029】
なお、下辺治具の支点間距離L1を広げて実験すると、ガラス管が幾らでも湾曲するので、ガラス管が破壊されず臨界強度を計測できない。
【0030】
<曲げ試験>
各グループの試験サンプルについて、その両端を保持して湾曲変形させた。その結果、第1グループから第5グループまで、ガラス管が肉薄になるほど、容易に湾曲変形可能であることが確認された。また、適度な湾曲状態を維持した耐久テストでも問題がないことが確認された。
【技術分野】
【0001】
本発明は、液晶ディスプレイのバックライトの製造方法に関し、特に、陰極線管を構成するガラス管を湾曲可能に薄肉化するバックライトの製造方法に関するものである。
【背景技術】
【0002】
液晶は、それ自身では発光しないので、液晶を内蔵する貼合せガラス基板の背面側に、バックライトを配置する必要がある。バックライトの構成は、エッジライト方式と直下方式とに大別されるが、パソコンや携帯電話などのモニタには、エッジライト方式が採用され、液晶テレビなどには、直下方式が採用されている(図3)。
【0003】
エッジライト方式では、貼合せガラス基板の背面に位置する導光板の外周縁に、冷陰極管を線状に配置することで、冷陰極管の発光を導光板で面状に変換している(図3(a)参照)。一方、直下方式では、貼合せガラス基板と多数の冷陰極管との間に拡散板を配置して構成されている(図3(b)参照)。なお、何れの方式でも、貼合せガラス基板の背面側には、光拡散フィルムが配置され、導光板や拡散板の背面側には、反射フィルムが配置される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、液晶ディスプレイの薄型化の要請に基づき、貼合せガラス基板の厚みは、0.5mmを下回るまでに薄くなっており、湾曲させることも可能となっている。
【0005】
しかし、液晶ディスプレイ自体を湾曲させるには、貼合せガラス基板だけでなく、その背面側のバックライトも同じ曲率で湾曲させる必要がある。ここで、プラスチック材で構成される導光板や拡散板は、任意の形状に形成できるが、一般の陰極線管は湾曲させることできず、この点が、液晶ディプレイの形状の自由度を制限していた。すなわち、貼合せガラス基板の湾曲に対応して、冷陰極管を湾曲させない限り、均一な面発光が実現されない。また、湾曲させた状態でも長期間にわたって機械的強度を維持する必要がある。
【0006】
本発明は、上記の問題点に鑑みてなされたものであって、湾曲可能な液晶ディスプレイを実現できるバックライトの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明に係る液晶ディスプレイ用バックライトの製造方法は、円筒状のガラス管に電極部を設けた半完成状態の発光体について、少なくとも前記電極部をマスキング材で被覆する第1工程と、マスキング材で被覆された発光体に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、を有して発光体を完成させる。
【0008】
本発明では、肉厚方向に10μm以上研磨するので、ガラス管表面のマイクロクラックを消滅させることができ、機械的強度を高めることができる。マイクロクラックとは、肉眼によっては認識できない程度の微細なクラックを言うが、10μm未満の研磨量では、マイクロクラックが残ることがある。より好ましくは、ガラス管の肉厚方向に15μm〜130μmの研磨量とすべきである。なお、本発明の研磨量は、10μm以上、好ましくは15μm以上であることから、ガラス管の外径寸法(直径)の減少量は、20μm又は30μm以上となる。
【0009】
何れにしても、本発明では、ガラス管の肉厚が190μm〜50μmまで薄肉化され、しかも、クラックが消失しているので、機械的強度を維持して、肉厚に応じた適度な湾曲状態に維持することができる。そのため、液晶ディスプレイの表示面を適宜に湾曲させることができる。なお、湾曲方向は、外向きに膨出する場合と、内向きに湾曲する場合とがあるが、何れの場合でも、特に大画面の場合には、見やすい表示画面を実現できる。更にまた、本発明では、ガラス管が薄肉化される分だけ輝度が上がり、省電力化にも寄与し、また、液晶ディスプレイの薄型化と軽量化にも寄与する。
【0010】
ところで、本発明では、完成状態の発光体において、ガラス管の肉厚が190μm〜50μmであることから、ガラス管の内径寸法(直径=2r)に対して、外径寸法(直径Φ)は、Φ=2r+380μm〜2r+100μmとなる。そして、ガラス管の内径寸法(直径=2r)は、好ましくは、3500μm〜1000μmとすべきである。例えば、最大内径2r=3500μmと最小内径2r=1000μmのガラス管で評価すると、それらの外径寸法(直径Φ)は、Φ=3880μm〜3600μmと、Φ=1380μm〜1100μmとなる。
【0011】
本発明のガラス管は、直線状、L字状、又はコ字状に形成されているのが典型的である(図1参照)。ここで、直線状のガラス管の場合には、両端の電極部を除く全域が薄肉化されるのが好適である。
【0012】
一方、L字状やコ字状のガラス管の場合には、その全部を薄肉化しても良いが、作業性などを考慮して、その一部だけが薄肉化されるのが好適である。薄肉化される部分は、使用時に湾曲すべき部分である。具体的には、L字状のガラス管であれば、薄肉化されるのはL字片の一方である。また、コ字状のガラス管であれば、薄肉化されるのは、通常、基端片である。但し、基端片から突出する一対の突出片を薄型化しても良い。なお、薄肉化されない箇所は、電極部と同様にマスキング材で被覆される。
【0013】
何れにしても、完成状態の発光体は、4点曲げ試験による強度試験において、ガラス管が破壊しない臨界荷重が10N以上であるのが好適である。ここで、4点曲げ試験では、下辺治具の支点間距離50mm、上辺治具の支点間距離10mm、上辺治具の支点中心は、下辺治具の支点中心に一致させる。このような4点曲げ試験では、支点間の距離が短いため、数10Nの荷重でガラス管が破壊されるが、ガラス管の全長は、30〜1000mm程度であるから、液晶ディスプレイに湾曲させて配置した状態で、破壊されることはない。なお、本発明の発光体は、典型的には冷陰極管である。
【発明の効果】
【0014】
上記した本発明によれば、所定の機械的強度を有して湾曲可能な液晶ディスプレイを実現できる。
【図面の簡単な説明】
【0015】
【図1】冷陰極管の外観を示す概略図である。
【図2】4点曲げ試験を説明する概略図である。
【図3】液晶ディスプレイの構造を説明する図面である。
【発明を実施するための形態】
【0016】
以下、実施例を説明するが、何ら本発明を限定するものではない。
【0017】
<試験サンプル>
ホウ珪酸ガラスのガラス管の両端に電極を設けた直管型の冷陰極蛍光ランプ(市販品)を使用した。ガラス管の外径Φ(直径)と板厚tは、公称値で、Φ=2.4mmと、t=200μmであった。
【0018】
多数の試験サンプルを用意し、各々の外径寸法と重量とを計測して記録した。なお、各試験サンプルについて、両端付近と中央部の合計3箇所の外径寸法を計測した。
【0019】
<マスキング>
両端の電極部だけをマスキング塗料に浸漬し、引上げた後に乾燥させてマスキング材を硬化させた。
【0020】
<化学研磨>
ガラス管の両端を保持して全体を研磨槽に浸漬し、非マスキング部分を化学研磨した。なお、10重量%未満のフッ酸を含有する研磨液を使用した。
【0021】
試験サンプルを、研磨後の外径寸法Φの目標値(2.35mm、2.30mm、2.25mm、2.20mm、2.15mm)に応じて、5グループに分けて研磨した。
【0022】
<外径寸法と重量の計測>、
化学研磨を終えた全てのサンプルについて、各々、3箇所の計測点において外径寸法を計測した。また、重量を計測した。
【0023】
<重量比較>
第1グループ(目標値2.35mm)から第5グループ(目標値2.15mm)について、研磨前の重量は、平均値で、1.777g、1.792g、1.809g、1.813g、1.830gであったのに対して、研磨による重量の軽減値は、平均値で、0.110g、0.320g、0.554g、0.729g、0.972gであった。したがって、第5グループでは、重量が半分以下に軽減されたことになる。
【0024】
<強度試験>
未処理の試験サンプルと、研磨処理後の5グループの試験サンプルについて4点曲げ試験を実施した。
【0025】
この4点曲げ試験では、下辺治具の支点間距離L1が50mm、上辺治具の支点間距離L2が10mm、上辺治具の支点中心が、下辺治具の支点中心に一致している(図2参照)。そして、上片治具を5.0mm/minの速度で降下させ、ガラス管が破壊される臨界荷重を計測した。
【0026】
その結果、無処理品では、臨界荷重が、4.4〜10.6Nであるのに対して、第1グループ(研磨量の実測値15.0〜16.0μm)は、21.0〜36.1Nであり、15μm程度の研磨量で臨界荷重が2倍に改善されることが判明した。
【0027】
その他、第2グループ(研磨量の実測値43.5〜44.5μm)は、21.7〜36.1N、第3グループ(研磨量の実測値72.5〜73.5μm)は、11.9〜23.2N、第4グループ(研磨量の実測値97〜98μm)は、11.9〜17.6N、第5グループ(研磨量の実測値128.5〜129.5μm)は、10.1〜11.0Nであった。
【0028】
【表1】
上記の試験結果だけで評価すると、15.0〜44.5μm程度の研磨量が最適値であるかの印象を与えるが、下辺治具の支点間距離L1が50mmであって、各サンプルに湾曲余裕がないため、薄肉サンプルの臨界強度が劣化したと考えられる。
【0029】
なお、下辺治具の支点間距離L1を広げて実験すると、ガラス管が幾らでも湾曲するので、ガラス管が破壊されず臨界強度を計測できない。
【0030】
<曲げ試験>
各グループの試験サンプルについて、その両端を保持して湾曲変形させた。その結果、第1グループから第5グループまで、ガラス管が肉薄になるほど、容易に湾曲変形可能であることが確認された。また、適度な湾曲状態を維持した耐久テストでも問題がないことが確認された。
【特許請求の範囲】
【請求項1】
円筒状のガラス管に電極部を設けた半完成状態の発光体について、少なくとも前記電極部をマスキング材で被覆する第1工程と、
マスキング材で被覆された発光体に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、
を有して発光体を完成させる液晶ディスプレイ用バックライトの製造方法。
【請求項2】
ガラス管の研磨量は、肉厚方向に15μm〜130μmである請求項1に記載の製造方法。
【請求項3】
発光体のガラス管の内径寸法は、直径3500μm〜1000μmである請求項1に記載の製造方法。
【請求項4】
ガラス管は、直線状、L字状、又はコ字状に形成されている請求項1〜3の何れかに記載の製造方法。
【請求項5】
直線状のガラス管は、電極部を除く全域が薄肉化される請求項4に記載の製造方法。
【請求項6】
L字状又はコ字状のガラス管は、その一部だけが薄肉化される請求項4に記載の製造方法。
【請求項7】
完成状態の発光体は、
4点曲げ試験による強度試験において、ガラス管が破壊しない臨界荷重が10N以上である請求項1〜6の何れかに記載の製造方法。
下辺治具の支点間距離50mm
上辺治具の支点間距離10mm
上辺治具の支点中心は、下辺治具の支点中心
【請求項8】
前記ガラス管の全長は、30〜1000mmである請求項1〜7の何れかに記載の製造方法。
【請求項9】
前期発光体は、冷陰極管である請求項1〜8の何れかに記載の製造方法。
【請求項1】
円筒状のガラス管に電極部を設けた半完成状態の発光体について、少なくとも前記電極部をマスキング材で被覆する第1工程と、
マスキング材で被覆された発光体に、化学研磨液を接触させてガラス管を肉厚方向に10μm以上研磨することで、その肉厚を190μm〜50μmに薄肉化する第2工程と、
を有して発光体を完成させる液晶ディスプレイ用バックライトの製造方法。
【請求項2】
ガラス管の研磨量は、肉厚方向に15μm〜130μmである請求項1に記載の製造方法。
【請求項3】
発光体のガラス管の内径寸法は、直径3500μm〜1000μmである請求項1に記載の製造方法。
【請求項4】
ガラス管は、直線状、L字状、又はコ字状に形成されている請求項1〜3の何れかに記載の製造方法。
【請求項5】
直線状のガラス管は、電極部を除く全域が薄肉化される請求項4に記載の製造方法。
【請求項6】
L字状又はコ字状のガラス管は、その一部だけが薄肉化される請求項4に記載の製造方法。
【請求項7】
完成状態の発光体は、
4点曲げ試験による強度試験において、ガラス管が破壊しない臨界荷重が10N以上である請求項1〜6の何れかに記載の製造方法。
下辺治具の支点間距離50mm
上辺治具の支点間距離10mm
上辺治具の支点中心は、下辺治具の支点中心
【請求項8】
前記ガラス管の全長は、30〜1000mmである請求項1〜7の何れかに記載の製造方法。
【請求項9】
前期発光体は、冷陰極管である請求項1〜8の何れかに記載の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−108401(P2011−108401A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−259871(P2009−259871)
【出願日】平成21年11月13日(2009.11.13)
【出願人】(509154420)株式会社NSC (10)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月13日(2009.11.13)
【出願人】(509154420)株式会社NSC (10)
【Fターム(参考)】
[ Back to top ]