
バッグインボックス
【課題】粘調液の排出が容易で、排出残液量が少なく、袋体を破損しないバッグインボックスを提供することにある。
【解決手段】可撓性フィルムからなる四方がシールされた袋体(バッグ)1を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体4を袋体に取り付けたバッグインボックスにおいて、前記口栓体4と対向する袋体1の内面に、前記口栓体の開口部分を覆うように、複数本の凹条部を有する細長板状の導液フィルム20が貼着されていることを特徴とするバッグインボックスである。
【解決手段】可撓性フィルムからなる四方がシールされた袋体(バッグ)1を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体4を袋体に取り付けたバッグインボックスにおいて、前記口栓体4と対向する袋体1の内面に、前記口栓体の開口部分を覆うように、複数本の凹条部を有する細長板状の導液フィルム20が貼着されていることを特徴とするバッグインボックスである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品調味料や接着剤や印刷インキなどの粘調液を吸引して排出する際に、排出が容易で排出残液量が少ないバッグインボックスに関するものである。
【背景技術】
【0002】
従来から、食品調味料や接着剤や印刷インキなどの粘調液用のバッグインボックスは、粘調液を収容した可撓性を有する袋体を、剛性を有する段ボール製や厚手の板紙などの直方体状の箱体内に収納して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたものが使用されている。
【0003】
粘調液を排出する際には、口栓体から吸引することにより、可撓性を有する袋体が変形縮小され、粘調液を排出する。口栓体から空気が進入することなく、特に空気との接触を好まない粘調液用に多く使用されている。
【0004】
しかし、ポンプやその他の手段により吸引されて徐々に排出され、粘調液の残量が少なくなってくると、口栓体の近辺の袋体が口栓体の注出口を塞いだり、あるいは袋体のフィルム同士が密着して流路を塞いだりすることが起こり、粘調液を全量取り出すことができない問題があった。
【0005】
このような問題を対処するために、以下の改善が提案されている。
【0006】
細長板状で長さ方向に複数の突条を有し、該突条を口栓体側に向けた状態で前記口栓体の下を通るようにして袋体のほぼ全長に配置されたインサートシートを用いた包装袋がある。包装袋のフィルム同士が密着してきても、インサート材シートの突条の溝によって口栓体に繋がる流路が確保される提案である(特許文献1)。
【0007】
しかしこのインサートシートは、シートが厚く硬いために、輸送時などにより袋体を破損したりすることがある。
【0008】
また長さ方向の複数本の凹条部を有する片端部が屈曲した細長板状の導液板を口栓体の注出口が開口するように、導液板の下側面を袋体の内面下部に熱融着してものがある。凹条部から口栓への流路を確保した提案である(特許文献2)。
【0009】
しかしこの導液板は、シートが厚く硬いために、輸送時などにより袋体を破損したりすることがある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】実開平04−41848号公報
【特許文献2】実開平06−53453号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
このような背景技術を鑑みて、粘調液の排出が容易で、排出残液量が少なく、袋体を破損しないバッグインボックスを提供することにある。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、発明者らは鋭意検討を行い、本発明を完成した。
【0013】
本発明の請求項1に係る発明は、可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とするバッグインボックスである。
【0014】
本発明の請求項2に係る発明は、前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする請求項1記載のバッグインボックスである。
【0015】
本発明の請求項3に係る発明は、前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする請求項1または2記載のバッグインボックスである。
【0016】
本発明の請求項4に係る発明は、前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする請求項1〜3のいずれか1項に記載のバッグインボックスである。
【0017】
本発明の請求項5に係る発明は、前記貼着部分が、口栓体の対向領域外であることを特徴とする請求項1〜4記載のいずれか1項に記載のバッグインボックスである。
【0018】
本発明の請求項6に係る発明は、前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする請求項1〜5記載のいずれか1項に記載のバッグインボックスである。
【発明の効果】
【0019】
本発明のバッグインボックスは、粘調液の残量が少なくなってきても、口栓体の近辺の袋体のフィルムが口栓体の注出口を塞いだり、あるいはフィルム同士が密着して流路を塞いだりすることがないために、排出残液量を低減できる。かつ袋体の破損が生じないバッグインボックスである。
【0020】
本発明の請求項1によれば、可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とする。口栓体と対向する袋体の内面に貼着されているために、内容物である粘調液が排出され、袋体のフィルムが変形、縮小されても、口栓体の注出口を塞いだり、またフィルム同士が密着して流路を塞いだりすることがなく、排出残液量を低減することができる。
【0021】
本発明の請求項2によれば、前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする。ポリアミドフィルムは、汎用性フィルムの中でも、可撓性に富み、軟らかさを有している。該フィルムを積層した導液フィルムは、ポリエチレンフィルムやポリプロピレンフィルムのそれぞれ単体フィルムより可撓性に富み柔軟性を向上する。よって輸
送時での振動や、積み込み時の衝撃などの要因で生じる袋体の破損を防ぐことができる。またポリアミドフィルムを積層することにより、凹条の保形性を向上させることができる。特にポリアミドフィルムをポリエチレンフィルムと積層する方が好ましい。
【0022】
導液フィルムの総厚が50μm以下であると、凹条を保持するのが難しくなり、排出する際に、流路としての効果を失い、排出残液が生じ易くなる。また300μm以上になると輸送時での振動や、積み込み時の衝撃などの要因で袋体の破損が生じ易くなる。
【0023】
ポリアミドフィルムは、10μm以下での製膜は難しく、厚みのバラツキからピンホールの問題がある。また50μm以上では、ポリエチレンフィルムとの積層することにより柔軟性が低下し、袋体を破損してしまう問題と価格面で高くなる問題もある。
【0024】
本発明の請求項3によれば、前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする。導液フィルムを、口栓体と対向する袋体の内面、該内面の長辺のほぼ全長に沿うように配置、貼着する。袋体全体に渡って凹条部による流路を有することができる。排出残液量を低減することができる。
【0025】
本発明の請求項4によれば、前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする。導液フィルムの両端を袋体の内面に貼着することにより、導液フィルムの脱落を防ぐことができる。また貼着するには、加熱加圧して熱融着させるために、貼着部分の凹条部が潰され流路としての効果が減少する。よって導液フィルムの両端のみに行うのである。
【0026】
本発明の請求項5によれば、前記貼着部分が、口栓体の対向領域外であることを特徴とする。導液フィルムの両端の貼着部が、流路としての効果が減少するために、貼着部を口栓体の対向領域外にする必要がある。特に口栓体の注出口に貼着部が密着しないようにする。導液フィルムを、袋体の長辺のほぼ全長に沿うように配置するために、口栓体の対向領域外にすることができる。
【0027】
本発明の請求項6によれば、前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする。袋体に収容する粘調液は5〜20Lの容量が多く使用されている。ピンホールなどの微細な孔がどちらかのフィルムに生じていても一方のフィルムで保持することができる。ピンホール対策のために二重袋にしている。またピンホール確認する品質機器など使用することができるが、時間を要するために生産性が落ちる。
【図面の簡単な説明】
【0028】
【図1】袋体の一例を示す平面図である。
【図2】図1の袋体のA−A´断面図である。
【図3】導液フィルムの一例を示す説明図である。
【図4】図3の導液フィルムB−B´断面図である。
【図5】本発明のバッグインボックスの一例を示す説明図である。
【図6】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【図7】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【図8】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【発明を実施するための形態】
【0029】
以下本発明を実施するための形態につき説明する。
【0030】
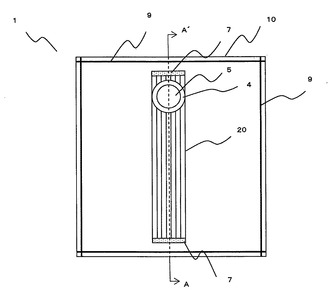
図1は、袋体の一例を示す平面図である。可撓性フィルムからなる四方がシールされた袋体(バッグ)1が形成され、袋体の一側端に近接した位置には、注出口として口栓体4
が形成されている。また口栓体4の対向する袋体の内面には導液フィルム20が貼着されている。
【0031】
また導液フィルム20は、複数本の凹条部を有した細長板状である。口栓体と対向する内フィルムの内面に口栓体の覆うように、袋体の長辺のほぼ全長に沿うように貼着されている。また内フィルムの内面に貼着するには、導液フィルムの両端を加熱加圧して貼着する。貼着部7の凹条部は潰されるために、導液フィルムの一方の貼着部7を袋体1の一側端10のシール部9と口栓体4との間になるように形成する。
【0032】
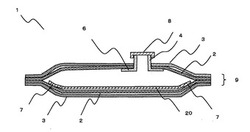
図2は、図1の袋体のA−A´断面図である。袋体1は、内フィルム2と外フィルム3との二重袋の形態を形成している。口栓体4は、袋体1の一側端10に近接した位置に形成されている。口栓体4のフランジ6に内フィルム2がシールされ、かつ内フィルム2と外フィルム3も同時にシールされ、フランジ6と内フィルム2および外フィルム3が一体化され取り付けられている。また導液フィルム20は、口栓体4と対向した内フィルム2の内面に、口栓体4の領域外に貼着される。導液フィルム20は、内フィルムの長辺のほぼ全長に沿うように配置され、その両端が貼着されている。
【0033】
内フィルム2と外フィルム3は、四方のシール部と口栓体を取り付けるためのフランジでシールされている以外は、貼り合わされた状態でなく、間隙のある状態である。貼り合わされ一体化されていないために、ピンホールや突き刺し性を改善することができる。即ち袋体1は、内フィルム2と外フィルム3との二重袋の形態であるために、ピンホールなどで生じる粘調液の漏れなどを防ぐことができる。
【0034】
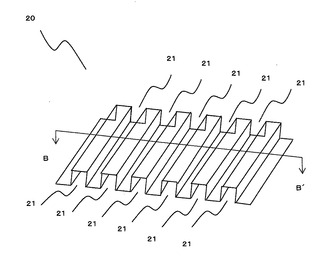
図3は、導液フィルムの一例を示す説明図である。導液フィルム20は、複数本の凹条部21を有する細長板状である。凹条部21を有することで、袋体中に収容されている粘調液を残さず排出することができる。導液フィルム20は、ポリエチレン、エチレンー酢酸ビニル共重合体などのオレフィン系樹脂からなるフィルムまたはシートにポリアミドフィルムを積層したものを使用する。特にポリアミドフィルムを積層することで、柔軟性が付加され、袋体の破損を防ぐことができる。
【0035】
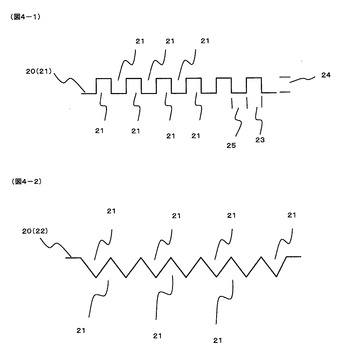
図4は、図3の導液フィルムのB−B´断面図である。導液フィルム20に形成する凹条部21は、凹凸形、波形がよい。凹条部21は、機械的に加工でき、粘調液を排出し易い形状であれば、これ以外の構造でも構わない。(図4−1)は、凹凸形22を示している。(図4−2)は、波形23を示している。凹凸形22は、例えば、高さ5mm、幅5mm、繋ぎ5mmの単位で連続形成する。流路としての効果があり好ましい。波形23は、例えば、1辺が5mmの正三角形の単位で連続形成する。流路としての効果があり好ましい。また形成する単位の数は、導液フィルムの幅により適宜決めることができる。
【0036】
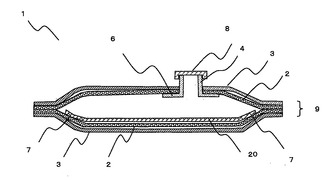
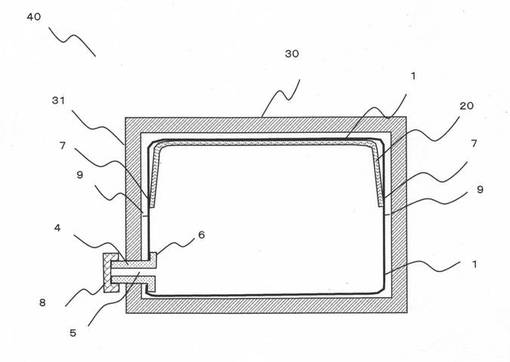
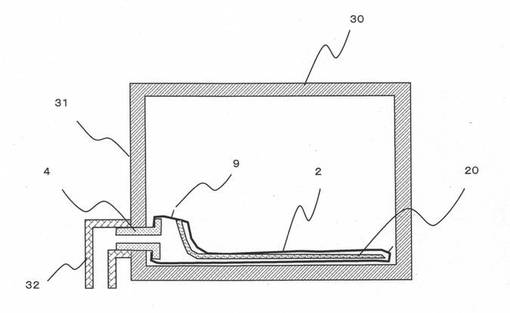
図5は、本発明のバッグインボックスの一例を示す説明図である。本図は、口栓体4の上側に袋体1のシール部9を配置したバッグインボックス40の一例である。箱体30の中に、袋体1が収納され、該袋体1には口栓体4が取り付けられ、該口栓体4は前記箱体30の前側面31下部を貫通している。口栓体はキャップ8で栓をされている。導液フィルム20は、口栓体4と対向する内フィルム2の内面に配置され、両端が貼着されている。
【0037】
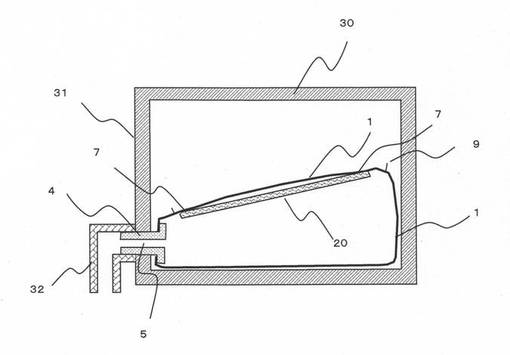
図6は、本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。口栓体4に吸引部材32が取り付けられ、ポンプやその他の手段により吸引され粘調液が徐々に排出されると、袋体1が縮小減容されていく。
【0038】
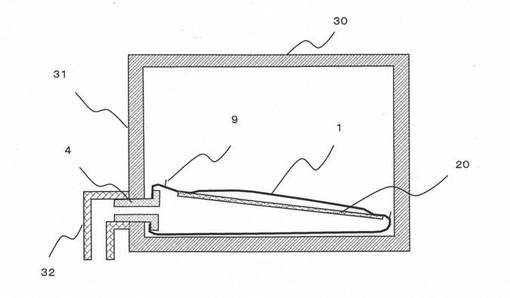
図7、図8は、本発明のバッグインボックスの排出途中の状態の一例を示す説明図であ
る。口栓体4と対向した内フィルム2の内面に貼着された導液フィルム20も徐々に、口栓体4の注出口5方向に引き寄せられる。最終的に注出口5と導液フィルム20が密着しても凹条部21の流路を通して排出される。安定して排出され、排出残液量が低減される。
【0039】
更に本発明を詳しく説明する。
【0040】
本発明の袋体1は、四方シールされた内フィルムと外フィルムの二重袋の形態である。この二重袋の一側端の近辺に口栓体が取り付けられている。また口栓体と対向した内フィルムの内面に導液フィルムが貼着されている。
【0041】
内フィルム2に使用されるフィルムとしては、ポリエチレンフィルム、ポリプロピレンフィルム、またこれらフィルムとポリエチレンテレフタレートフィルムなどを積層したものが使用される。
【0042】
外フィルム3に使用されるフィルムとしては、ポリエチレンフィルム、ポリアミドフィルムとポリエチレンフィルムを積層した積層フィルム、またガスバリア層を形成したポリアミドフィルムとポリエチレンフィルムとを積層した積層フィルムなどが使用される。特にポリアミドフィルムは、粘調液の重量から、強靭性、柔軟性、耐衝撃性など優れた特性を有しているために使用される。ガスバリア層として、粘調液の保存性を向上させるために、アルミニウム蒸着、酸化アルミニウム蒸着、酸化珪素蒸着、酸化マグネシウム蒸着などが使用される。
【0043】
口栓体4に使用される樹脂としては、ポリエチレン樹脂が使用される。射出成型法にて形成することができる。口栓体は、注出口と注出口の周辺を形成する円板状のフランジを有している。また口栓体のキャップとして、スナップオンタイプ、ヒンジタイプ、スクリュウタイプ、ディスペンサータイプ、コックタイプを用いることができる。これらもポリエチレン樹脂、ポリプロピレン樹脂などを使用し射出成型して形成される。
【0044】
導液フィルム20に使用されるフィルムとしては、ポリエチレンフィルムとポリアミドフィルムとを積層した積層フィルムを使用する。ポリアミドフィルム10〜50μmを積層し、導液フィルムの総厚を50〜300μmにする。強靭性、柔軟性、耐衝撃性を向上させることができ、輸送時などで袋体を破損させることはない。
【0045】
導液フィルムに凹条部を形成する方法としては、積層したフィルムに、凹条に彫刻された金属ロールに押圧する、所謂ロールエンボス方法や、エンボス板を用いた方法などがある。エンボス条件は、凹条の形状、寸法に合わせて適宜決めればよい。特に凹凸形、波形の他にも導液性を有する形状であれば可能である。
【0046】
またポリエチレンフィルムとポリアミドフィルムを積層する方法として、接着剤を介して貼り合せる方法、またポリエチレン樹脂とポリアミド樹脂を押出し機により、二層フィルムに押出しする方法がある。後者は、押出した直後にエンボスロールにて凹条にするインライン方式で可能である。
【0047】
形成した導液フィルムを所定の寸法の細長板状に裁断する。特に長辺は、袋体の長辺とほぼ同等の長さに裁断する。幅は、少なくとも口栓体の注出口の直径より広く、フランジの幅と同等または狭い方が好ましい。
【0048】
箱体は、剛性を有する段ボールや厚手の板紙が使用できる。粘調液を5〜20Lを収容した袋体を収納し、箱体として維持できる坪量があればよい。
【0049】
更に製造方法について説明する。
【0050】
本発明の袋体は、内フィルムと外フィルムの二重袋の形態である。内フィルムと外フィルムを重ね合わせ、口栓体を取り付ける側の内フィルムと外フィルムの所定の部位にそれぞれ穴を開ける。
【0051】
口栓体を取り付ける穴に口栓体を挿入し、フランジと内フィルムと外フィルムを同時にシールして一体化させ、口栓体を取り付ける。
【0052】
一方口栓体と対向した内フィルムの内面の所定の部位に、予め裁断された導液フィルムを取り付ける。この場合、導液フィルムの長辺の両端部を内フィルムの内面に貼着(熱融着)させる。貼着させる方法は、熱融着の他に接着剤を介して可能であるが、異臭が生じる場合がある。
【0053】
口栓体を取り付けた側のフィルム(内フィルム、外フィルム)と導液フィルムを取り付けた側のフィルム(内フィルム、外フィルム)と、をそれぞれ重ね合わせ、四方シールして二重袋に製袋する。口栓体および導液フィルムを取り付けられた袋体が形成される。
【0054】
次に口栓体の注出口から粘調液を所定の量を充填し、キャップにて密封し、粘調液が収容された袋体が形成される。
【0055】
次に剛性を有した段ボールを用い、蓋部が開口した箱体が形成する。該箱体に粘調液が収容された袋体を収納する。袋体の口栓体は、予め箱体の前側面下部に設けられた貫通穴に貫通され、次に蓋部が密閉されバッグインボックスが形成される。
【0056】
バッグインボックス中の粘調液は、口栓体のキャップを外し、減圧吸引装置などを用いて吸引、排出される。
【0057】
袋体の中に収容する粘調液としては、果汁、トマトペースト、コーヒー、ウーロン茶、フルーツピューレ、ミネラルウォーター、調味液(醤油、ソース)、清酒、ワイン、焼酎、食用油、シェイクミックス、ホイップクリーム、液体洗剤、液体肥料、液体香料などを挙げることができる。また粘調液によって、保存性を向上させる必要があれば、袋体にガスバリア性を付加したフィルムを用いればよい。
【0058】
以下、本発明の具体的実施例について説明する。
【実施例1】
【0059】
袋体として、内フィルムには、ポリエチレン60μmを用いた。また外フィルムは、ポリエチレン60μmとポリアミドフィルム25μmをウレタン二液からなる接着剤を用いて貼り合わせ、積層フィルムを形成した。
【0060】
次にポリエチレン樹脂を用い、射出成型して口栓体を形成した。
【0061】
次に導液フィルムを形成するために、二層押出し機を用い、ポリエチレン樹脂層100μmとポリアミド樹脂層30μm、総厚130μの二層フィルムを形成し、連続してエンボスロールにて凹条部を形成した。幅5mm、高さ5mm、繋ぎ5mmの単位で連続形成した。
【0062】
次に粘調液10Lを収容するための袋体を形成するための準備を行った。袋体のサイズ
を短片475mm、長辺490mmの寸法にて四方シールする袋体である。
【0063】
外フィルムと内フィルムとを重ね合わせ、口栓体を取り付ける側の内フィルムと外フィルムに、それぞれ取り付ける部位に口栓体用の穴を開けた。
【0064】
次に口栓体用の穴に口栓体を挿入し、フランジと内フィルムと外フィルムを同時にシールして一体化させ、口栓体を取り付けた。
【0065】
一方口栓体と対向した内フィルムの内面の所定の部位に、幅60mm、長さ450mmに裁断された導液フィルムを貼着(熱融着)させた。この場合、導液フィルムの長辺の両端部を内フィルムの内面と貼着させた。
【0066】
口栓体を取り付けた側のフィルム(内フィルム、外フィルム)と導液フィルムを取り付けた側のフィルム(内フィルム、外フィルム)をそれぞれ重ね合わせ、四方シールして二重袋なるように製袋した。口栓体、導液フィルムを取り付けた袋体を作成した。
【0067】
作成した袋体に、粘調液としてシロップを2.5ガロン(約9.45L、約11.94kg)充填した。キャップはスナップタイプを使用した。
【0068】
次に縦、横、高さがそれぞれ220mm、220mm、230mmの直方体状になるように、剛性を有する段ボールを用いて箱体を形成した。次に袋体を箱体に収納し、バッグインボックスが形成された。
【0069】
次にこのバッグインボックスを、過酷条件下で評価するために、口栓体が天面の状態で、ポリエチレンの袋に包み、温水45℃の中に入れ加温した。シロップの温度を45℃にした。
【0070】
次に口栓体から2.6mの位置にラインチューブを設置して、ポンプにてシロップを吸引して排出させた。
【0071】
吐出量は50mlで、初期は吐出間隔15分で1杯から5杯まで吐出し、次の6杯から170杯までは連続吐出を行い、次に吐出間隔を5分にし、171杯から188杯まで吐出を行った。
【実施例2】
【0072】
実施例1で形成したバッグインボックス10個をJIS Z−0200法による振動試験を行った。条件は、流通条件の区分(レベル3)、方法(A−1)(加振時間40分、振動数範囲5〜50Hz)。
【0073】
<比較例1>
導液フィルムを以下のように形成した。押出し機を用いてポリエチレンフィルム600μmを形成し、表面に連続してエンボスロールにて、高さ2mmの突条、ピッチ3mmなる溝を形成した。これを幅62mm、長さ325mmに裁断し導液フィルムを形成した。この導液フィルムの一方の端をフランジに熱融着させた以外は、実施例1と同様に行った。
【0074】
<比較例2>
比較例1で形成したバッグインボックス10個を実施例2に如く振動試験を行った。
【0075】
実施例1では残液量は60gであった。比較例1では残液量は100gであった。排出残液量は低減された。また実施例2の振動試験では、袋体の破損は無かったが、比較例2
では、袋体2個に破損が確認された。
【符号の説明】
【0076】
1 袋体(バッグ)
2 内フィルム
3 外フィルム
4 口栓体
5 注出口
6 フランジ
7 貼着部
8 キャップ
9 シール部
10 一側端
20 導液フィルム
21 凹条部
22 凹凸形
23 波形
24 幅
25 高さ
26 繋ぎ
30 箱体(ボックス)
31 前側面
32 吸引部材
40 バッグインボックス
【技術分野】
【0001】
本発明は、食品調味料や接着剤や印刷インキなどの粘調液を吸引して排出する際に、排出が容易で排出残液量が少ないバッグインボックスに関するものである。
【背景技術】
【0002】
従来から、食品調味料や接着剤や印刷インキなどの粘調液用のバッグインボックスは、粘調液を収容した可撓性を有する袋体を、剛性を有する段ボール製や厚手の板紙などの直方体状の箱体内に収納して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたものが使用されている。
【0003】
粘調液を排出する際には、口栓体から吸引することにより、可撓性を有する袋体が変形縮小され、粘調液を排出する。口栓体から空気が進入することなく、特に空気との接触を好まない粘調液用に多く使用されている。
【0004】
しかし、ポンプやその他の手段により吸引されて徐々に排出され、粘調液の残量が少なくなってくると、口栓体の近辺の袋体が口栓体の注出口を塞いだり、あるいは袋体のフィルム同士が密着して流路を塞いだりすることが起こり、粘調液を全量取り出すことができない問題があった。
【0005】
このような問題を対処するために、以下の改善が提案されている。
【0006】
細長板状で長さ方向に複数の突条を有し、該突条を口栓体側に向けた状態で前記口栓体の下を通るようにして袋体のほぼ全長に配置されたインサートシートを用いた包装袋がある。包装袋のフィルム同士が密着してきても、インサート材シートの突条の溝によって口栓体に繋がる流路が確保される提案である(特許文献1)。
【0007】
しかしこのインサートシートは、シートが厚く硬いために、輸送時などにより袋体を破損したりすることがある。
【0008】
また長さ方向の複数本の凹条部を有する片端部が屈曲した細長板状の導液板を口栓体の注出口が開口するように、導液板の下側面を袋体の内面下部に熱融着してものがある。凹条部から口栓への流路を確保した提案である(特許文献2)。
【0009】
しかしこの導液板は、シートが厚く硬いために、輸送時などにより袋体を破損したりすることがある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】実開平04−41848号公報
【特許文献2】実開平06−53453号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
このような背景技術を鑑みて、粘調液の排出が容易で、排出残液量が少なく、袋体を破損しないバッグインボックスを提供することにある。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、発明者らは鋭意検討を行い、本発明を完成した。
【0013】
本発明の請求項1に係る発明は、可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とするバッグインボックスである。
【0014】
本発明の請求項2に係る発明は、前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする請求項1記載のバッグインボックスである。
【0015】
本発明の請求項3に係る発明は、前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする請求項1または2記載のバッグインボックスである。
【0016】
本発明の請求項4に係る発明は、前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする請求項1〜3のいずれか1項に記載のバッグインボックスである。
【0017】
本発明の請求項5に係る発明は、前記貼着部分が、口栓体の対向領域外であることを特徴とする請求項1〜4記載のいずれか1項に記載のバッグインボックスである。
【0018】
本発明の請求項6に係る発明は、前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする請求項1〜5記載のいずれか1項に記載のバッグインボックスである。
【発明の効果】
【0019】
本発明のバッグインボックスは、粘調液の残量が少なくなってきても、口栓体の近辺の袋体のフィルムが口栓体の注出口を塞いだり、あるいはフィルム同士が密着して流路を塞いだりすることがないために、排出残液量を低減できる。かつ袋体の破損が生じないバッグインボックスである。
【0020】
本発明の請求項1によれば、可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とする。口栓体と対向する袋体の内面に貼着されているために、内容物である粘調液が排出され、袋体のフィルムが変形、縮小されても、口栓体の注出口を塞いだり、またフィルム同士が密着して流路を塞いだりすることがなく、排出残液量を低減することができる。
【0021】
本発明の請求項2によれば、前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする。ポリアミドフィルムは、汎用性フィルムの中でも、可撓性に富み、軟らかさを有している。該フィルムを積層した導液フィルムは、ポリエチレンフィルムやポリプロピレンフィルムのそれぞれ単体フィルムより可撓性に富み柔軟性を向上する。よって輸
送時での振動や、積み込み時の衝撃などの要因で生じる袋体の破損を防ぐことができる。またポリアミドフィルムを積層することにより、凹条の保形性を向上させることができる。特にポリアミドフィルムをポリエチレンフィルムと積層する方が好ましい。
【0022】
導液フィルムの総厚が50μm以下であると、凹条を保持するのが難しくなり、排出する際に、流路としての効果を失い、排出残液が生じ易くなる。また300μm以上になると輸送時での振動や、積み込み時の衝撃などの要因で袋体の破損が生じ易くなる。
【0023】
ポリアミドフィルムは、10μm以下での製膜は難しく、厚みのバラツキからピンホールの問題がある。また50μm以上では、ポリエチレンフィルムとの積層することにより柔軟性が低下し、袋体を破損してしまう問題と価格面で高くなる問題もある。
【0024】
本発明の請求項3によれば、前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする。導液フィルムを、口栓体と対向する袋体の内面、該内面の長辺のほぼ全長に沿うように配置、貼着する。袋体全体に渡って凹条部による流路を有することができる。排出残液量を低減することができる。
【0025】
本発明の請求項4によれば、前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする。導液フィルムの両端を袋体の内面に貼着することにより、導液フィルムの脱落を防ぐことができる。また貼着するには、加熱加圧して熱融着させるために、貼着部分の凹条部が潰され流路としての効果が減少する。よって導液フィルムの両端のみに行うのである。
【0026】
本発明の請求項5によれば、前記貼着部分が、口栓体の対向領域外であることを特徴とする。導液フィルムの両端の貼着部が、流路としての効果が減少するために、貼着部を口栓体の対向領域外にする必要がある。特に口栓体の注出口に貼着部が密着しないようにする。導液フィルムを、袋体の長辺のほぼ全長に沿うように配置するために、口栓体の対向領域外にすることができる。
【0027】
本発明の請求項6によれば、前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする。袋体に収容する粘調液は5〜20Lの容量が多く使用されている。ピンホールなどの微細な孔がどちらかのフィルムに生じていても一方のフィルムで保持することができる。ピンホール対策のために二重袋にしている。またピンホール確認する品質機器など使用することができるが、時間を要するために生産性が落ちる。
【図面の簡単な説明】
【0028】
【図1】袋体の一例を示す平面図である。
【図2】図1の袋体のA−A´断面図である。
【図3】導液フィルムの一例を示す説明図である。
【図4】図3の導液フィルムB−B´断面図である。
【図5】本発明のバッグインボックスの一例を示す説明図である。
【図6】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【図7】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【図8】本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。
【発明を実施するための形態】
【0029】
以下本発明を実施するための形態につき説明する。
【0030】
図1は、袋体の一例を示す平面図である。可撓性フィルムからなる四方がシールされた袋体(バッグ)1が形成され、袋体の一側端に近接した位置には、注出口として口栓体4
が形成されている。また口栓体4の対向する袋体の内面には導液フィルム20が貼着されている。
【0031】
また導液フィルム20は、複数本の凹条部を有した細長板状である。口栓体と対向する内フィルムの内面に口栓体の覆うように、袋体の長辺のほぼ全長に沿うように貼着されている。また内フィルムの内面に貼着するには、導液フィルムの両端を加熱加圧して貼着する。貼着部7の凹条部は潰されるために、導液フィルムの一方の貼着部7を袋体1の一側端10のシール部9と口栓体4との間になるように形成する。
【0032】
図2は、図1の袋体のA−A´断面図である。袋体1は、内フィルム2と外フィルム3との二重袋の形態を形成している。口栓体4は、袋体1の一側端10に近接した位置に形成されている。口栓体4のフランジ6に内フィルム2がシールされ、かつ内フィルム2と外フィルム3も同時にシールされ、フランジ6と内フィルム2および外フィルム3が一体化され取り付けられている。また導液フィルム20は、口栓体4と対向した内フィルム2の内面に、口栓体4の領域外に貼着される。導液フィルム20は、内フィルムの長辺のほぼ全長に沿うように配置され、その両端が貼着されている。
【0033】
内フィルム2と外フィルム3は、四方のシール部と口栓体を取り付けるためのフランジでシールされている以外は、貼り合わされた状態でなく、間隙のある状態である。貼り合わされ一体化されていないために、ピンホールや突き刺し性を改善することができる。即ち袋体1は、内フィルム2と外フィルム3との二重袋の形態であるために、ピンホールなどで生じる粘調液の漏れなどを防ぐことができる。
【0034】
図3は、導液フィルムの一例を示す説明図である。導液フィルム20は、複数本の凹条部21を有する細長板状である。凹条部21を有することで、袋体中に収容されている粘調液を残さず排出することができる。導液フィルム20は、ポリエチレン、エチレンー酢酸ビニル共重合体などのオレフィン系樹脂からなるフィルムまたはシートにポリアミドフィルムを積層したものを使用する。特にポリアミドフィルムを積層することで、柔軟性が付加され、袋体の破損を防ぐことができる。
【0035】
図4は、図3の導液フィルムのB−B´断面図である。導液フィルム20に形成する凹条部21は、凹凸形、波形がよい。凹条部21は、機械的に加工でき、粘調液を排出し易い形状であれば、これ以外の構造でも構わない。(図4−1)は、凹凸形22を示している。(図4−2)は、波形23を示している。凹凸形22は、例えば、高さ5mm、幅5mm、繋ぎ5mmの単位で連続形成する。流路としての効果があり好ましい。波形23は、例えば、1辺が5mmの正三角形の単位で連続形成する。流路としての効果があり好ましい。また形成する単位の数は、導液フィルムの幅により適宜決めることができる。
【0036】
図5は、本発明のバッグインボックスの一例を示す説明図である。本図は、口栓体4の上側に袋体1のシール部9を配置したバッグインボックス40の一例である。箱体30の中に、袋体1が収納され、該袋体1には口栓体4が取り付けられ、該口栓体4は前記箱体30の前側面31下部を貫通している。口栓体はキャップ8で栓をされている。導液フィルム20は、口栓体4と対向する内フィルム2の内面に配置され、両端が貼着されている。
【0037】
図6は、本発明のバッグインボックスの排出途中の状態の一例を示す説明図である。口栓体4に吸引部材32が取り付けられ、ポンプやその他の手段により吸引され粘調液が徐々に排出されると、袋体1が縮小減容されていく。
【0038】
図7、図8は、本発明のバッグインボックスの排出途中の状態の一例を示す説明図であ
る。口栓体4と対向した内フィルム2の内面に貼着された導液フィルム20も徐々に、口栓体4の注出口5方向に引き寄せられる。最終的に注出口5と導液フィルム20が密着しても凹条部21の流路を通して排出される。安定して排出され、排出残液量が低減される。
【0039】
更に本発明を詳しく説明する。
【0040】
本発明の袋体1は、四方シールされた内フィルムと外フィルムの二重袋の形態である。この二重袋の一側端の近辺に口栓体が取り付けられている。また口栓体と対向した内フィルムの内面に導液フィルムが貼着されている。
【0041】
内フィルム2に使用されるフィルムとしては、ポリエチレンフィルム、ポリプロピレンフィルム、またこれらフィルムとポリエチレンテレフタレートフィルムなどを積層したものが使用される。
【0042】
外フィルム3に使用されるフィルムとしては、ポリエチレンフィルム、ポリアミドフィルムとポリエチレンフィルムを積層した積層フィルム、またガスバリア層を形成したポリアミドフィルムとポリエチレンフィルムとを積層した積層フィルムなどが使用される。特にポリアミドフィルムは、粘調液の重量から、強靭性、柔軟性、耐衝撃性など優れた特性を有しているために使用される。ガスバリア層として、粘調液の保存性を向上させるために、アルミニウム蒸着、酸化アルミニウム蒸着、酸化珪素蒸着、酸化マグネシウム蒸着などが使用される。
【0043】
口栓体4に使用される樹脂としては、ポリエチレン樹脂が使用される。射出成型法にて形成することができる。口栓体は、注出口と注出口の周辺を形成する円板状のフランジを有している。また口栓体のキャップとして、スナップオンタイプ、ヒンジタイプ、スクリュウタイプ、ディスペンサータイプ、コックタイプを用いることができる。これらもポリエチレン樹脂、ポリプロピレン樹脂などを使用し射出成型して形成される。
【0044】
導液フィルム20に使用されるフィルムとしては、ポリエチレンフィルムとポリアミドフィルムとを積層した積層フィルムを使用する。ポリアミドフィルム10〜50μmを積層し、導液フィルムの総厚を50〜300μmにする。強靭性、柔軟性、耐衝撃性を向上させることができ、輸送時などで袋体を破損させることはない。
【0045】
導液フィルムに凹条部を形成する方法としては、積層したフィルムに、凹条に彫刻された金属ロールに押圧する、所謂ロールエンボス方法や、エンボス板を用いた方法などがある。エンボス条件は、凹条の形状、寸法に合わせて適宜決めればよい。特に凹凸形、波形の他にも導液性を有する形状であれば可能である。
【0046】
またポリエチレンフィルムとポリアミドフィルムを積層する方法として、接着剤を介して貼り合せる方法、またポリエチレン樹脂とポリアミド樹脂を押出し機により、二層フィルムに押出しする方法がある。後者は、押出した直後にエンボスロールにて凹条にするインライン方式で可能である。
【0047】
形成した導液フィルムを所定の寸法の細長板状に裁断する。特に長辺は、袋体の長辺とほぼ同等の長さに裁断する。幅は、少なくとも口栓体の注出口の直径より広く、フランジの幅と同等または狭い方が好ましい。
【0048】
箱体は、剛性を有する段ボールや厚手の板紙が使用できる。粘調液を5〜20Lを収容した袋体を収納し、箱体として維持できる坪量があればよい。
【0049】
更に製造方法について説明する。
【0050】
本発明の袋体は、内フィルムと外フィルムの二重袋の形態である。内フィルムと外フィルムを重ね合わせ、口栓体を取り付ける側の内フィルムと外フィルムの所定の部位にそれぞれ穴を開ける。
【0051】
口栓体を取り付ける穴に口栓体を挿入し、フランジと内フィルムと外フィルムを同時にシールして一体化させ、口栓体を取り付ける。
【0052】
一方口栓体と対向した内フィルムの内面の所定の部位に、予め裁断された導液フィルムを取り付ける。この場合、導液フィルムの長辺の両端部を内フィルムの内面に貼着(熱融着)させる。貼着させる方法は、熱融着の他に接着剤を介して可能であるが、異臭が生じる場合がある。
【0053】
口栓体を取り付けた側のフィルム(内フィルム、外フィルム)と導液フィルムを取り付けた側のフィルム(内フィルム、外フィルム)と、をそれぞれ重ね合わせ、四方シールして二重袋に製袋する。口栓体および導液フィルムを取り付けられた袋体が形成される。
【0054】
次に口栓体の注出口から粘調液を所定の量を充填し、キャップにて密封し、粘調液が収容された袋体が形成される。
【0055】
次に剛性を有した段ボールを用い、蓋部が開口した箱体が形成する。該箱体に粘調液が収容された袋体を収納する。袋体の口栓体は、予め箱体の前側面下部に設けられた貫通穴に貫通され、次に蓋部が密閉されバッグインボックスが形成される。
【0056】
バッグインボックス中の粘調液は、口栓体のキャップを外し、減圧吸引装置などを用いて吸引、排出される。
【0057】
袋体の中に収容する粘調液としては、果汁、トマトペースト、コーヒー、ウーロン茶、フルーツピューレ、ミネラルウォーター、調味液(醤油、ソース)、清酒、ワイン、焼酎、食用油、シェイクミックス、ホイップクリーム、液体洗剤、液体肥料、液体香料などを挙げることができる。また粘調液によって、保存性を向上させる必要があれば、袋体にガスバリア性を付加したフィルムを用いればよい。
【0058】
以下、本発明の具体的実施例について説明する。
【実施例1】
【0059】
袋体として、内フィルムには、ポリエチレン60μmを用いた。また外フィルムは、ポリエチレン60μmとポリアミドフィルム25μmをウレタン二液からなる接着剤を用いて貼り合わせ、積層フィルムを形成した。
【0060】
次にポリエチレン樹脂を用い、射出成型して口栓体を形成した。
【0061】
次に導液フィルムを形成するために、二層押出し機を用い、ポリエチレン樹脂層100μmとポリアミド樹脂層30μm、総厚130μの二層フィルムを形成し、連続してエンボスロールにて凹条部を形成した。幅5mm、高さ5mm、繋ぎ5mmの単位で連続形成した。
【0062】
次に粘調液10Lを収容するための袋体を形成するための準備を行った。袋体のサイズ
を短片475mm、長辺490mmの寸法にて四方シールする袋体である。
【0063】
外フィルムと内フィルムとを重ね合わせ、口栓体を取り付ける側の内フィルムと外フィルムに、それぞれ取り付ける部位に口栓体用の穴を開けた。
【0064】
次に口栓体用の穴に口栓体を挿入し、フランジと内フィルムと外フィルムを同時にシールして一体化させ、口栓体を取り付けた。
【0065】
一方口栓体と対向した内フィルムの内面の所定の部位に、幅60mm、長さ450mmに裁断された導液フィルムを貼着(熱融着)させた。この場合、導液フィルムの長辺の両端部を内フィルムの内面と貼着させた。
【0066】
口栓体を取り付けた側のフィルム(内フィルム、外フィルム)と導液フィルムを取り付けた側のフィルム(内フィルム、外フィルム)をそれぞれ重ね合わせ、四方シールして二重袋なるように製袋した。口栓体、導液フィルムを取り付けた袋体を作成した。
【0067】
作成した袋体に、粘調液としてシロップを2.5ガロン(約9.45L、約11.94kg)充填した。キャップはスナップタイプを使用した。
【0068】
次に縦、横、高さがそれぞれ220mm、220mm、230mmの直方体状になるように、剛性を有する段ボールを用いて箱体を形成した。次に袋体を箱体に収納し、バッグインボックスが形成された。
【0069】
次にこのバッグインボックスを、過酷条件下で評価するために、口栓体が天面の状態で、ポリエチレンの袋に包み、温水45℃の中に入れ加温した。シロップの温度を45℃にした。
【0070】
次に口栓体から2.6mの位置にラインチューブを設置して、ポンプにてシロップを吸引して排出させた。
【0071】
吐出量は50mlで、初期は吐出間隔15分で1杯から5杯まで吐出し、次の6杯から170杯までは連続吐出を行い、次に吐出間隔を5分にし、171杯から188杯まで吐出を行った。
【実施例2】
【0072】
実施例1で形成したバッグインボックス10個をJIS Z−0200法による振動試験を行った。条件は、流通条件の区分(レベル3)、方法(A−1)(加振時間40分、振動数範囲5〜50Hz)。
【0073】
<比較例1>
導液フィルムを以下のように形成した。押出し機を用いてポリエチレンフィルム600μmを形成し、表面に連続してエンボスロールにて、高さ2mmの突条、ピッチ3mmなる溝を形成した。これを幅62mm、長さ325mmに裁断し導液フィルムを形成した。この導液フィルムの一方の端をフランジに熱融着させた以外は、実施例1と同様に行った。
【0074】
<比較例2>
比較例1で形成したバッグインボックス10個を実施例2に如く振動試験を行った。
【0075】
実施例1では残液量は60gであった。比較例1では残液量は100gであった。排出残液量は低減された。また実施例2の振動試験では、袋体の破損は無かったが、比較例2
では、袋体2個に破損が確認された。
【符号の説明】
【0076】
1 袋体(バッグ)
2 内フィルム
3 外フィルム
4 口栓体
5 注出口
6 フランジ
7 貼着部
8 キャップ
9 シール部
10 一側端
20 導液フィルム
21 凹条部
22 凹凸形
23 波形
24 幅
25 高さ
26 繋ぎ
30 箱体(ボックス)
31 前側面
32 吸引部材
40 バッグインボックス
【特許請求の範囲】
【請求項1】
可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とするバッグインボックス。
【請求項2】
前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする請求項1記載のバッグインボックス。
【請求項3】
前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする請求項1または2記載のバッグインボックス。
【請求項4】
前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする請求項1〜3のいずれか1項に記載のバッグインボックス。
【請求項5】
前記貼着部分が、口栓体の対向領域外であることを特徴とする請求項1〜4記載のいずれか1項に記載のバッグインボックス。
【請求項6】
前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする請求項1〜5記載のいずれか1項に記載のバッグインボックス。
【請求項1】
可撓性フィルムからなる四方がシールされた袋体(バッグ)を、剛性を有する段ボール製や板紙製などの直方体状の箱体内(インボックス)に収容して、箱体の前側面下部を貫通する口栓体を袋体に取り付けたバッグインボックスにおいて、
前記口栓体と対向する袋体の内面に、前記口栓体の開口部分を覆うように、
複数本の凹条部を有する細長板状の導液フィルムが貼着されていることを特徴とするバッグインボックス。
【請求項2】
前記導液フィルムは、少なくとも膜厚10〜50μmのポリアミドフィルムを積層しており、該導液フィルムの総厚が50〜300μmであることを特徴とする請求項1記載のバッグインボックス。
【請求項3】
前記導液フィルムが、前記袋体の長辺のほぼ全長に沿うように貼着されていることを特徴とする請求項1または2記載のバッグインボックス。
【請求項4】
前記導液フィルムの長辺の両端が、袋体の内面と貼着されていることを特徴とする請求項1〜3のいずれか1項に記載のバッグインボックス。
【請求項5】
前記貼着部分が、口栓体の対向領域外であることを特徴とする請求項1〜4記載のいずれか1項に記載のバッグインボックス。
【請求項6】
前記袋体が、内フィルムと外フィルムとからなる二重袋であることを特徴とする請求項1〜5記載のいずれか1項に記載のバッグインボックス。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−43682(P2013−43682A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−183735(P2011−183735)
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]