
バッテリーセル、及びこれを含むバッテリーモジュール
【課題】本発明は、バッテリーセル、及びこれを含むバッテリーモジュールに関する。
【解決手段】本発明は、バッテリーセル、及びこれを含むバッテリーモジュールに関し、より詳細には、ケースの密封部の一定領域が接合される幅が、他の領域が接合される幅より狭く形成されるベント部が形成されることにより、ガスの排気を容易にすることができるバッテリーセル、及びこれを含むバッテリーモジュールに関する。
【解決手段】本発明は、バッテリーセル、及びこれを含むバッテリーモジュールに関し、より詳細には、ケースの密封部の一定領域が接合される幅が、他の領域が接合される幅より狭く形成されるベント部が形成されることにより、ガスの排気を容易にすることができるバッテリーセル、及びこれを含むバッテリーモジュールに関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化学的エネルギーを電気的エネルギーに直接変換するためのバッテリーセル、及びこれを含むバッテリーモジュールに関し、より詳細には、本発明は、電池内部のガスの排気を容易にするためのバッテリーセル、及びこれを含むバッテリーモジュールに関する。
【背景技術】
【0002】
近年、携帯用電子機器の小型化及び軽量化が急速に進められるに伴い、これらの駆動電源として用いられる電池の小型化及び高容量化の必要性が増大している。そのうち、特に、リチウム二次電池は、作動電圧が3.6V以上であって、携帯用電子機器の電源として広く使用されているニッケル−カドミウム電池や、ニッケル−水素電池の作動電圧より3倍も高く、単位重量当たりのエネルギー密度が高いという側面において急速に伸長している。
【0003】
リチウム二次電池は、その外形によって、大きく、円筒型電池、角型電池、パウチ型電池などに分けられ、電解液の形態によって、リチウムイオン電池、リチウムイオンポリマー電池、リチウムポリマー電池などに分けることもできる。
【0004】
そのうち、モバイル機器の小型化の傾向に伴い、厚さが薄い角型電池、パウチ型電池に対する需要が増加しており、特に、形態の変形が容易であり、製造コストが低く、重量が小さいパウチ型電池に対する関心が高まっている。
【0005】
通常、パウチ型電池は、樹脂層と金属層を含んで構成されたラミネートシートのパウチ型ケースの内部に、電極組立体と電解質が密封されている電池を意味する。ケースに収納される電極組立体は、ゼリーロール型(巻き取り型)または積層型(stack型)の構造に形成される。
【0006】
一方、パウチ型二次電池は、電池の作動電位が高いため、高エネルギーが瞬間的に流れる場合がある。また、陽極物質は、過充電または短絡によって化学的な活性が大きく増大するため、電解質と急激に反応して多量のガスを発生させ、その結果、電池内部の圧力や温度が急激に上昇して電池が爆発する場合、周辺装置が破損されたり人体に損傷を与える恐れがある。
【0007】
特に、このような問題点は、複数の電池セルが備えられた中/大型の電池パックの場合、より深刻な大型事故を誘発する可能性がある。
【0008】
中/大型の電池パックは、一定空間を有するフレームの内部に、複数のバッテリーセルまたは単位モジュールが備えられ、前記複数のバッテリーセルまたは単位モジュールの膨張に伴い、ケース内部に急激な圧力上昇をもたらす可能性がある。
【0009】
このような理由により、二次電池モジュールの安全性問題を解決しようとする試みは継続して行われているが、ほとんどの場合、別の部品や装置を付着する方法を使用しているため、電池を生産する際に、追加の工程や設備が必要となり、生産性及び電池のエネルギー密度を低下させ、電池の生産コストを増加させた。
【0010】
韓国公開特許2004−0081521に開示されたバッテリーセルは、ゼリーロール型(巻き取り型)電極組立体を収納するケースを含んでなる。
【0011】
この際、従来技術によるバッテリーセルは、ケースの外側から内側に窪んだ安全板をさらに含んでなる。
【0012】
従来技術によるバッテリーセルは、内部の圧力や温度上昇によって電池が爆発する場合を解決するために、圧力が増加すると、破裂してガスが排出される通路に利用される安全板が形成されている。
【0013】
しかし、従来技術によるバッテリーセルは、内部圧力が増加する場合、ケースの密封された部分が先ず開放されてから安全板が形成された位置まで応力が伝達されて安全板が破裂するため、安全板が破裂する臨界値の内部圧力を制御することができないという問題点がある。
【0014】
また、従来技術によるバッテリーセルは、破裂する臨界値の内部圧力を集中することができないため、内部圧力に耐えない状態でも安全板が破裂せず、電池セルが爆発する恐れがあるという短所がある。
【0015】
従って、バッテリーセルのケースが安全に破裂され得る圧力を調節できる技術を開発する必要がある。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】韓国公開特許2004−0081521(2004.09.22)
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明は、前記のような問題点を解決するために導き出されたものであって、より詳細に、本発明は、バッテリーセルの内部圧力が集中される部分を形成して、電池内部の圧力や温度が急激に上昇して電池が爆発する場合を防止することができるバッテリーセル、及びこれを含むバッテリーモジュールを提供することを目的とする。
【課題を解決するための手段】
【0018】
前記のような問題を解決するために、本発明のバッテリーセルは、第1電極部、第2電極部、及び分離膜を含む電池部と、前記第1電極部及び第2電極部にそれぞれ溶接される第1電極タップ及び第2電極タップと、前記第1電極タップ及び第2電極タップが外側に突出され、前記第1電極部、第2電極部、及び分離膜を内部に含んで密封されるパウチ形態であり、シーリング部材が塗布される密封部、及び前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を含むケースと、を含む。
【0019】
また、前記ベント部は、一定領域が接合されないように、前記ケースの内側から外側に向かって形成される。
【0020】
また、前記バッテリーセルは、前記ケースが、それぞれ前記ベント部の形態に対応する形状の第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合されることを特徴とする。
【0021】
また、本発明のバッテリーモジュールは、前記バッテリーセルが多数積層されたことを特徴とする。
【0022】
また、本発明の電池セルの製造方法は、第1電極部、第2電極部、及び分離膜を含む電池部を製造し、前記第1電極部及び第2電極部にそれぞれ第1電極タップ及び第2電極タップを溶接する製造段階と、前記第1電極タップ及び第2電極タップが外側に突出されるように前記電池部をケースに収容する収容段階と、前記ケースでシーリング部材が塗布される密封部同士が、第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合される密封段階と、を含む。
【0023】
また、前記密封段階は、前記一対の圧着部材が、第1溝及び第2溝が互いに向き合うように前記密封部の上側及び下側にそれぞれ配置される配置段階と、前記一対の圧着部材と前記密封部が接触する部分を熱融着して、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を形成する熱融着段階と、を含む。
【発明の効果】
【0024】
これにより、本発明のバッテリーセルは、ケースが密封される領域において、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することを防止し、安全性を確保することができる効果がある。
【0025】
これにより、本発明によるバッテリーセルは、ケースの密封部を熱融着して簡単にベント部を形成することにより、迅速に製作することができる長所がある。
【0026】
また、本発明のバッテリーセルは、ケースが接合される領域において、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することでケースが開放される圧力を設定することができる効果がある。
【図面の簡単な説明】
【0027】
【図1】本発明の実施例によるバッテリーセルの斜視図である。
【図2】本発明の実施例によるバッテリーセルの製造方法に関する斜視図である。
【図3】本発明によるベント部の複数の実施例である。
【図4】本発明の実施例によるベント部の形成面積による応力集中度を示すグラフである。
【発明を実施するための形態】
【0028】
以下、添付の図面を参照して、本発明の技術的思想についてより具体的に説明する。
【0029】
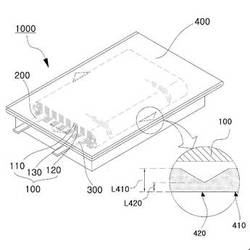
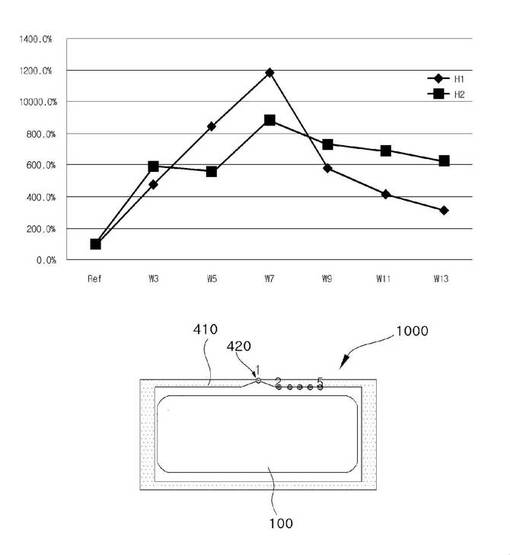
図1は、本発明の実施例によるバッテリーセルの斜視図である。
【0030】
図1に図示されたように、本発明の実施例によるバッテリーセル1000は、電池部100、第1電極タップ200、第2電極タップ300、及びケース400を含んで形成される。
【0031】
電池部100は、ケース400の内部に備えられ、第1電極部110、第2電極部120、及び分離膜130を含んで形成される。
【0032】
この際、分離膜は、第1電極部110と第2電極部120との間に備えられ、第1電極部110、第2電極部120、及び分離膜130は、ケース400の内部に電解質溶液とともに備えられる。
【0033】
第1電極タップ200及び第2電極タップ300は、電源連結のために、ケース400の外側に突出され、それぞれ第1電極部110及び第2電極部120に溶接される。
【0034】
ケース400は、バッテリーセル1000を形成する基本本体であって、パウチ形態で密封され、密封部410及びベント部420を含んで形成される。
【0035】
密封部410は、ケース400のシーリング部材が塗布されて接着された領域であって、密封部410によってケース400がパウチ形態で密封される。
【0036】
この際、密封部410は、シーリング部材の塗布によって接合されたり、シーリング部材が塗布された領域同士を熱融着して接合されることができる。
【0037】
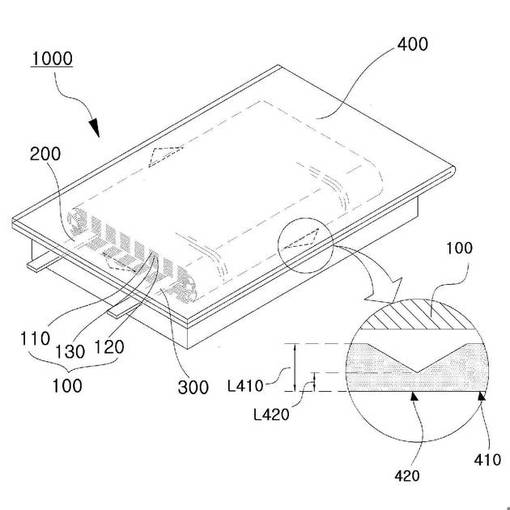
ベント部420は、密封部410が接合される領域の幅L410より接合される幅L420が狭く形成される領域である。
【0038】
図1に図示された拡大図は、ベント部420が形成された領域の側断面図であって、図1を参照すると、密封部410の一定領域が接合された幅L410よりベント部420が形成された領域の幅L420が狭く形成される。
【0039】
即ち、ベント部420は、密封部410が接合される領域の幅L410より接合される幅L420が狭い領域であって、一定領域が接合されないように、ケース400の内側から外側に向かって形成される。
【0040】
この際、バッテリー及びバッテリーモジュールの予期せぬ過充電または内部短絡など過熱によって、ケース400内部の圧力が上昇すると、ベント部420に応力が集中する。
【0041】
このようにベント部420に応力が集中すると、ベント部420の領域を中心にケース400が内側で先に開放される。
【0042】
これによって、本発明のバッテリーセル1000は、ケース400の接合領域において、他の領域より狭い接合幅L420を有する所定領域であるベント部420が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することを防止して、安全性を確保することができる効果がある。
【0043】
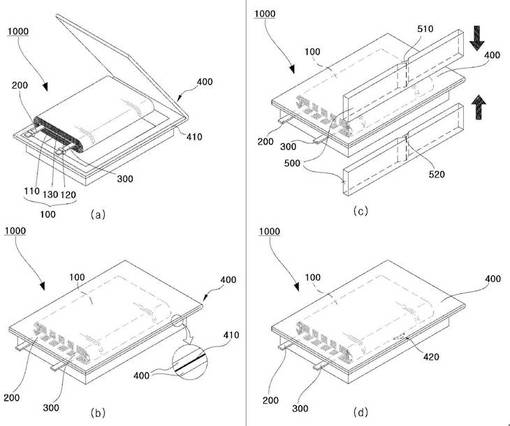
図2は、本発明の実施例によるバッテリーセルの製造方法に関する斜視図である。
【0044】
図2に図示されたように、本発明の実施例によるバッテリーセル1000の製造方法は、次のような段階からなる。
【0045】
先ず、図2(a)に図示されたように、第1電極部110、第2電極部120、及び分離膜130を含む電池部100を製造し、第1電極部110及び第2電極部120にそれぞれ第1電極タップ200及び第2電極タップ300を溶接する。これは電池製造段階に該当する。
【0046】
次に、図2(b)に図示されたように、ケース400の外側に第1電極タップ200及び第2電極タップ300を突出させて、電池部100をケース400に収容する。これは収容段階に該当する。
【0047】
次に、図2(c)〜図2(d)に図示されたように、ケース400のシーリング部材が塗布される密封部410は、第1溝510及び第2溝520が各一面に形成された一対の圧着部材500によって熱融着されて接合される。これは密封段階に該当する。
【0048】
この際、密封段階は、配置段階と熱融着段階とに分けられ、これについて詳細に説明する。
【0049】
先ず、図2(c)を参照すると、一対の圧着部材500の第1溝510及び第2溝520が形成された各一面が密封部410の上側及び下側に互いに向き合ってそれぞれ配置される。これは配置段階に該当する。
【0050】
次に、図2(d)を参照すると、一対の圧着部材500と密封部410が接触する部分を熱融着して、密封部410の他の領域よりも幅が狭い密封部410内の所定領域であるベント部420を形成する。これは熱融着段階に該当する。
【0051】
これによって、本発明の実施例によるバッテリーセル1000は、ケース400の密封部を熱融着して簡単にベント部420を形成することにより、迅速に製作することができる長所がある。
【0052】
また、本発明のバッテリーモジュールは、本発明の実施例によるバッテリーセル1000が多数積層されて形成されることを特徴とする。
【0053】
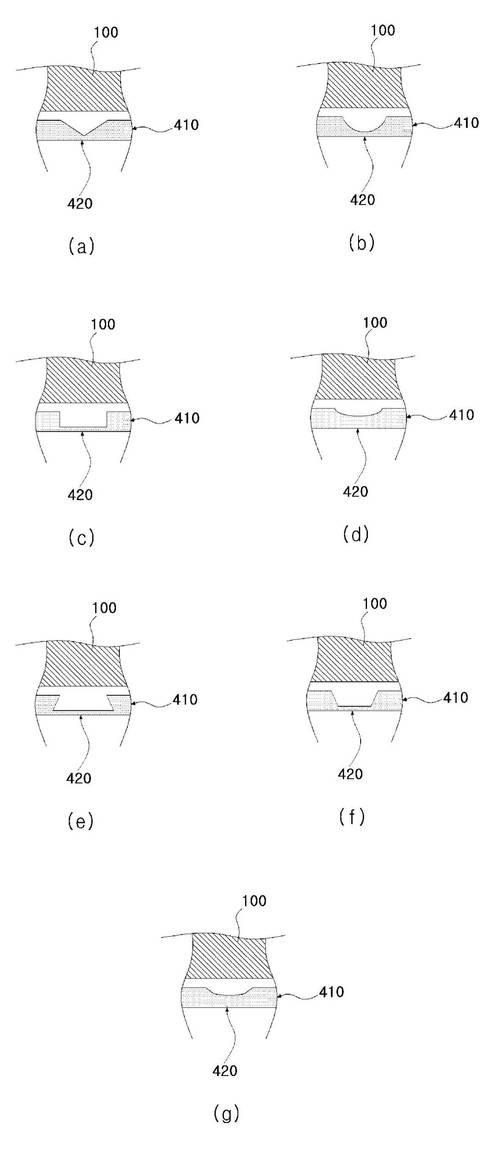
図3は、本発明によるベント部の複数の実施例である。
【0054】
図3は、ベント部420が形成された密封部410の側断面を基準に図示されたベント部420の複数の実施例であって、ベント部420は、密封部410の一定領域に形成され、密封部410の側面を切断した断面図を基準に、三角形、半円形、四角形、楕円形、台形の形態に多様に形成される。
【0055】
図4は、本発明の実施例によるバッテリーセルにおけるベント部の形成面積による応力集中度を示すグラフである。
【0056】
図4に図示されたように、本発明の実施例によるバッテリーセル1000のベント部420の形状と形成される面積の大きさに応じて、ベント部420に伝達される応力集中度が相違することが分かる。
【0057】
ベント部420が形成された面積が広いほど、応力集中度が高く形成されるのではなく、一定面積で応力集中度が高く形成されることが分かる。
【0058】
これにより、本発明のバッテリーセル1000は、ケース400が接合される領域において、一定領域が接合される幅が、他の領域が接合される幅より狭いベント部420が形成されることで、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することによって、ケースが開放される圧力を設定することができる効果がある。
【0059】
添付の図面は、本発明の技術的思想をより具体的に説明するために図示した一例に過ぎず、本発明の技術的思想は、添付の図面の形態に限定されない。
【0060】
本発明は、前記実施例に限定されず、適用範囲が多様であることは勿論、特許請求の範囲で請求する本発明の要旨から外れることなく多様な変形実施が可能であるのは言うまでもない。
【符号の説明】
【0061】
1000 バッテリーセル
100 電池部
110 第1電極部
120 第2電極部
130 分離膜
200 第1電極タップ
300 第2電極タップ
400 ケース
410 密封部
420 ベント部
500 一対の圧着部材
510 第1溝
520 第2溝
L410 密封部の幅
L420 ベント部の幅
【技術分野】
【0001】
本発明は、化学的エネルギーを電気的エネルギーに直接変換するためのバッテリーセル、及びこれを含むバッテリーモジュールに関し、より詳細には、本発明は、電池内部のガスの排気を容易にするためのバッテリーセル、及びこれを含むバッテリーモジュールに関する。
【背景技術】
【0002】
近年、携帯用電子機器の小型化及び軽量化が急速に進められるに伴い、これらの駆動電源として用いられる電池の小型化及び高容量化の必要性が増大している。そのうち、特に、リチウム二次電池は、作動電圧が3.6V以上であって、携帯用電子機器の電源として広く使用されているニッケル−カドミウム電池や、ニッケル−水素電池の作動電圧より3倍も高く、単位重量当たりのエネルギー密度が高いという側面において急速に伸長している。
【0003】
リチウム二次電池は、その外形によって、大きく、円筒型電池、角型電池、パウチ型電池などに分けられ、電解液の形態によって、リチウムイオン電池、リチウムイオンポリマー電池、リチウムポリマー電池などに分けることもできる。
【0004】
そのうち、モバイル機器の小型化の傾向に伴い、厚さが薄い角型電池、パウチ型電池に対する需要が増加しており、特に、形態の変形が容易であり、製造コストが低く、重量が小さいパウチ型電池に対する関心が高まっている。
【0005】
通常、パウチ型電池は、樹脂層と金属層を含んで構成されたラミネートシートのパウチ型ケースの内部に、電極組立体と電解質が密封されている電池を意味する。ケースに収納される電極組立体は、ゼリーロール型(巻き取り型)または積層型(stack型)の構造に形成される。
【0006】
一方、パウチ型二次電池は、電池の作動電位が高いため、高エネルギーが瞬間的に流れる場合がある。また、陽極物質は、過充電または短絡によって化学的な活性が大きく増大するため、電解質と急激に反応して多量のガスを発生させ、その結果、電池内部の圧力や温度が急激に上昇して電池が爆発する場合、周辺装置が破損されたり人体に損傷を与える恐れがある。
【0007】
特に、このような問題点は、複数の電池セルが備えられた中/大型の電池パックの場合、より深刻な大型事故を誘発する可能性がある。
【0008】
中/大型の電池パックは、一定空間を有するフレームの内部に、複数のバッテリーセルまたは単位モジュールが備えられ、前記複数のバッテリーセルまたは単位モジュールの膨張に伴い、ケース内部に急激な圧力上昇をもたらす可能性がある。
【0009】
このような理由により、二次電池モジュールの安全性問題を解決しようとする試みは継続して行われているが、ほとんどの場合、別の部品や装置を付着する方法を使用しているため、電池を生産する際に、追加の工程や設備が必要となり、生産性及び電池のエネルギー密度を低下させ、電池の生産コストを増加させた。
【0010】
韓国公開特許2004−0081521に開示されたバッテリーセルは、ゼリーロール型(巻き取り型)電極組立体を収納するケースを含んでなる。
【0011】
この際、従来技術によるバッテリーセルは、ケースの外側から内側に窪んだ安全板をさらに含んでなる。
【0012】
従来技術によるバッテリーセルは、内部の圧力や温度上昇によって電池が爆発する場合を解決するために、圧力が増加すると、破裂してガスが排出される通路に利用される安全板が形成されている。
【0013】
しかし、従来技術によるバッテリーセルは、内部圧力が増加する場合、ケースの密封された部分が先ず開放されてから安全板が形成された位置まで応力が伝達されて安全板が破裂するため、安全板が破裂する臨界値の内部圧力を制御することができないという問題点がある。
【0014】
また、従来技術によるバッテリーセルは、破裂する臨界値の内部圧力を集中することができないため、内部圧力に耐えない状態でも安全板が破裂せず、電池セルが爆発する恐れがあるという短所がある。
【0015】
従って、バッテリーセルのケースが安全に破裂され得る圧力を調節できる技術を開発する必要がある。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】韓国公開特許2004−0081521(2004.09.22)
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明は、前記のような問題点を解決するために導き出されたものであって、より詳細に、本発明は、バッテリーセルの内部圧力が集中される部分を形成して、電池内部の圧力や温度が急激に上昇して電池が爆発する場合を防止することができるバッテリーセル、及びこれを含むバッテリーモジュールを提供することを目的とする。
【課題を解決するための手段】
【0018】
前記のような問題を解決するために、本発明のバッテリーセルは、第1電極部、第2電極部、及び分離膜を含む電池部と、前記第1電極部及び第2電極部にそれぞれ溶接される第1電極タップ及び第2電極タップと、前記第1電極タップ及び第2電極タップが外側に突出され、前記第1電極部、第2電極部、及び分離膜を内部に含んで密封されるパウチ形態であり、シーリング部材が塗布される密封部、及び前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を含むケースと、を含む。
【0019】
また、前記ベント部は、一定領域が接合されないように、前記ケースの内側から外側に向かって形成される。
【0020】
また、前記バッテリーセルは、前記ケースが、それぞれ前記ベント部の形態に対応する形状の第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合されることを特徴とする。
【0021】
また、本発明のバッテリーモジュールは、前記バッテリーセルが多数積層されたことを特徴とする。
【0022】
また、本発明の電池セルの製造方法は、第1電極部、第2電極部、及び分離膜を含む電池部を製造し、前記第1電極部及び第2電極部にそれぞれ第1電極タップ及び第2電極タップを溶接する製造段階と、前記第1電極タップ及び第2電極タップが外側に突出されるように前記電池部をケースに収容する収容段階と、前記ケースでシーリング部材が塗布される密封部同士が、第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合される密封段階と、を含む。
【0023】
また、前記密封段階は、前記一対の圧着部材が、第1溝及び第2溝が互いに向き合うように前記密封部の上側及び下側にそれぞれ配置される配置段階と、前記一対の圧着部材と前記密封部が接触する部分を熱融着して、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を形成する熱融着段階と、を含む。
【発明の効果】
【0024】
これにより、本発明のバッテリーセルは、ケースが密封される領域において、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することを防止し、安全性を確保することができる効果がある。
【0025】
これにより、本発明によるバッテリーセルは、ケースの密封部を熱融着して簡単にベント部を形成することにより、迅速に製作することができる長所がある。
【0026】
また、本発明のバッテリーセルは、ケースが接合される領域において、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することでケースが開放される圧力を設定することができる効果がある。
【図面の簡単な説明】
【0027】
【図1】本発明の実施例によるバッテリーセルの斜視図である。
【図2】本発明の実施例によるバッテリーセルの製造方法に関する斜視図である。
【図3】本発明によるベント部の複数の実施例である。
【図4】本発明の実施例によるベント部の形成面積による応力集中度を示すグラフである。
【発明を実施するための形態】
【0028】
以下、添付の図面を参照して、本発明の技術的思想についてより具体的に説明する。
【0029】
図1は、本発明の実施例によるバッテリーセルの斜視図である。
【0030】
図1に図示されたように、本発明の実施例によるバッテリーセル1000は、電池部100、第1電極タップ200、第2電極タップ300、及びケース400を含んで形成される。
【0031】
電池部100は、ケース400の内部に備えられ、第1電極部110、第2電極部120、及び分離膜130を含んで形成される。
【0032】
この際、分離膜は、第1電極部110と第2電極部120との間に備えられ、第1電極部110、第2電極部120、及び分離膜130は、ケース400の内部に電解質溶液とともに備えられる。
【0033】
第1電極タップ200及び第2電極タップ300は、電源連結のために、ケース400の外側に突出され、それぞれ第1電極部110及び第2電極部120に溶接される。
【0034】
ケース400は、バッテリーセル1000を形成する基本本体であって、パウチ形態で密封され、密封部410及びベント部420を含んで形成される。
【0035】
密封部410は、ケース400のシーリング部材が塗布されて接着された領域であって、密封部410によってケース400がパウチ形態で密封される。
【0036】
この際、密封部410は、シーリング部材の塗布によって接合されたり、シーリング部材が塗布された領域同士を熱融着して接合されることができる。
【0037】
ベント部420は、密封部410が接合される領域の幅L410より接合される幅L420が狭く形成される領域である。
【0038】
図1に図示された拡大図は、ベント部420が形成された領域の側断面図であって、図1を参照すると、密封部410の一定領域が接合された幅L410よりベント部420が形成された領域の幅L420が狭く形成される。
【0039】
即ち、ベント部420は、密封部410が接合される領域の幅L410より接合される幅L420が狭い領域であって、一定領域が接合されないように、ケース400の内側から外側に向かって形成される。
【0040】
この際、バッテリー及びバッテリーモジュールの予期せぬ過充電または内部短絡など過熱によって、ケース400内部の圧力が上昇すると、ベント部420に応力が集中する。
【0041】
このようにベント部420に応力が集中すると、ベント部420の領域を中心にケース400が内側で先に開放される。
【0042】
これによって、本発明のバッテリーセル1000は、ケース400の接合領域において、他の領域より狭い接合幅L420を有する所定領域であるベント部420が形成されることにより、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することを防止して、安全性を確保することができる効果がある。
【0043】
図2は、本発明の実施例によるバッテリーセルの製造方法に関する斜視図である。
【0044】
図2に図示されたように、本発明の実施例によるバッテリーセル1000の製造方法は、次のような段階からなる。
【0045】
先ず、図2(a)に図示されたように、第1電極部110、第2電極部120、及び分離膜130を含む電池部100を製造し、第1電極部110及び第2電極部120にそれぞれ第1電極タップ200及び第2電極タップ300を溶接する。これは電池製造段階に該当する。
【0046】
次に、図2(b)に図示されたように、ケース400の外側に第1電極タップ200及び第2電極タップ300を突出させて、電池部100をケース400に収容する。これは収容段階に該当する。
【0047】
次に、図2(c)〜図2(d)に図示されたように、ケース400のシーリング部材が塗布される密封部410は、第1溝510及び第2溝520が各一面に形成された一対の圧着部材500によって熱融着されて接合される。これは密封段階に該当する。
【0048】
この際、密封段階は、配置段階と熱融着段階とに分けられ、これについて詳細に説明する。
【0049】
先ず、図2(c)を参照すると、一対の圧着部材500の第1溝510及び第2溝520が形成された各一面が密封部410の上側及び下側に互いに向き合ってそれぞれ配置される。これは配置段階に該当する。
【0050】
次に、図2(d)を参照すると、一対の圧着部材500と密封部410が接触する部分を熱融着して、密封部410の他の領域よりも幅が狭い密封部410内の所定領域であるベント部420を形成する。これは熱融着段階に該当する。
【0051】
これによって、本発明の実施例によるバッテリーセル1000は、ケース400の密封部を熱融着して簡単にベント部420を形成することにより、迅速に製作することができる長所がある。
【0052】
また、本発明のバッテリーモジュールは、本発明の実施例によるバッテリーセル1000が多数積層されて形成されることを特徴とする。
【0053】
図3は、本発明によるベント部の複数の実施例である。
【0054】
図3は、ベント部420が形成された密封部410の側断面を基準に図示されたベント部420の複数の実施例であって、ベント部420は、密封部410の一定領域に形成され、密封部410の側面を切断した断面図を基準に、三角形、半円形、四角形、楕円形、台形の形態に多様に形成される。
【0055】
図4は、本発明の実施例によるバッテリーセルにおけるベント部の形成面積による応力集中度を示すグラフである。
【0056】
図4に図示されたように、本発明の実施例によるバッテリーセル1000のベント部420の形状と形成される面積の大きさに応じて、ベント部420に伝達される応力集中度が相違することが分かる。
【0057】
ベント部420が形成された面積が広いほど、応力集中度が高く形成されるのではなく、一定面積で応力集中度が高く形成されることが分かる。
【0058】
これにより、本発明のバッテリーセル1000は、ケース400が接合される領域において、一定領域が接合される幅が、他の領域が接合される幅より狭いベント部420が形成されることで、電池内部の圧力や温度が急激に上昇して電池が爆発したり発火することによって、ケースが開放される圧力を設定することができる効果がある。
【0059】
添付の図面は、本発明の技術的思想をより具体的に説明するために図示した一例に過ぎず、本発明の技術的思想は、添付の図面の形態に限定されない。
【0060】
本発明は、前記実施例に限定されず、適用範囲が多様であることは勿論、特許請求の範囲で請求する本発明の要旨から外れることなく多様な変形実施が可能であるのは言うまでもない。
【符号の説明】
【0061】
1000 バッテリーセル
100 電池部
110 第1電極部
120 第2電極部
130 分離膜
200 第1電極タップ
300 第2電極タップ
400 ケース
410 密封部
420 ベント部
500 一対の圧着部材
510 第1溝
520 第2溝
L410 密封部の幅
L420 ベント部の幅
【特許請求の範囲】
【請求項1】
第1電極部、第2電極部、及び分離膜を含む電池部と、
前記第1電極部及び第2電極部にそれぞれ溶接される第1電極タップ及び第2電極タップと、
前記第1電極タップ及び第2電極タップが外側に突出され、前記第1電極部、第2電極部、及び分離膜を内部に含んで密封されるパウチ形態であり、シーリング部材が塗布される密封部、及び前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を含むケースと、
を含むバッテリーセル。
【請求項2】
前記ベント部は、
一定領域が接合されないように、前記ケースの内側から外側に向かって形成されることを特徴とする請求項1に記載のバッテリーセル。
【請求項3】
前記バッテリーセルは、
前記ケースが、それぞれ前記ベント部の形態に対応する形状の第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合されることを特徴とする請求項1または2に記載のバッテリーセル。
【請求項4】
請求項3に記載の前記バッテリーセルが多数積層されたバッテリーモジュール。
【請求項5】
第1電極部、第2電極部、及び分離膜を含む電池部を製造し、前記第1電極部及び第2電極部にそれぞれ第1電極タップ及び第2電極タップを溶接する製造段階と、
前記第1電極タップ及び第2電極タップが外側に突出されるように前記電池部をケースに収容する収容段階と、
前記ケースでシーリング部材が塗布される密封部同士が、第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合される密封段階と、
を含むことを特徴とするバッテリーセル製造方法。
【請求項6】
前記密封段階は、
前記一対の圧着部材が、第1溝及び第2溝が互いに向き合うように前記密封部の上側及び下側にそれぞれ配置される配置段階と、
前記一対の圧着部材と前記密封部が接触する部分を熱融着して、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を形成する熱融着段階と、
を含むことを特徴とする請求項5に記載のバッテリーセル製造方法。
【請求項1】
第1電極部、第2電極部、及び分離膜を含む電池部と、
前記第1電極部及び第2電極部にそれぞれ溶接される第1電極タップ及び第2電極タップと、
前記第1電極タップ及び第2電極タップが外側に突出され、前記第1電極部、第2電極部、及び分離膜を内部に含んで密封されるパウチ形態であり、シーリング部材が塗布される密封部、及び前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を含むケースと、
を含むバッテリーセル。
【請求項2】
前記ベント部は、
一定領域が接合されないように、前記ケースの内側から外側に向かって形成されることを特徴とする請求項1に記載のバッテリーセル。
【請求項3】
前記バッテリーセルは、
前記ケースが、それぞれ前記ベント部の形態に対応する形状の第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合されることを特徴とする請求項1または2に記載のバッテリーセル。
【請求項4】
請求項3に記載の前記バッテリーセルが多数積層されたバッテリーモジュール。
【請求項5】
第1電極部、第2電極部、及び分離膜を含む電池部を製造し、前記第1電極部及び第2電極部にそれぞれ第1電極タップ及び第2電極タップを溶接する製造段階と、
前記第1電極タップ及び第2電極タップが外側に突出されるように前記電池部をケースに収容する収容段階と、
前記ケースでシーリング部材が塗布される密封部同士が、第1溝及び第2溝が形成された一対の圧着部材によって熱融着されて接合される密封段階と、
を含むことを特徴とするバッテリーセル製造方法。
【請求項6】
前記密封段階は、
前記一対の圧着部材が、第1溝及び第2溝が互いに向き合うように前記密封部の上側及び下側にそれぞれ配置される配置段階と、
前記一対の圧着部材と前記密封部が接触する部分を熱融着して、前記密封部の他の領域よりも幅が狭い前記密封部内の所定領域であるベント部を形成する熱融着段階と、
を含むことを特徴とする請求項5に記載のバッテリーセル製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−105742(P2013−105742A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2012−40180(P2012−40180)
【出願日】平成24年2月27日(2012.2.27)
【出願人】(308007044)エスケー イノベーション カンパニー リミテッド (53)
【氏名又は名称原語表記】SK INNOVATION CO.,LTD.
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成24年2月27日(2012.2.27)
【出願人】(308007044)エスケー イノベーション カンパニー リミテッド (53)
【氏名又は名称原語表記】SK INNOVATION CO.,LTD.
【Fターム(参考)】
[ Back to top ]