
バラ物品仕分方法及びバラ物品仕分設備
【課題】 多品種のバラ物品を多くの仕分先に仕分ける設備において、仕分先が多くても仕分けが効率的になされて装置の設置床面積が狭くてでき、設備コストが安価にできる。
【解決手段】 バラの物品Bを容器Cに投入する投入ステーション1の投入場1cと物品を投入された容器Cが満杯でも投入完了でない場合に送り出す戻しライン5と、戻りライン5とバイパスライン10から送られてくる複数容器Cを段積みする段積み装置11と、段積みされた容器を段積みのコラム状態で貯留するコラム貯留コンベア6と、同コラム貯留コンベアから送られてくるコラムを段バラシして容器に戻す段バラシ装置8と、同段バラシされた容器を投入ライン1bとバイパスライン10に分ける移載装置9aと、投入場1cにバラ物品を一品種毎にまとめて送るバラ物品送り込みライン3と、これらの制御と管理を行うコンピュータ装置13とからなる。
【解決手段】 バラの物品Bを容器Cに投入する投入ステーション1の投入場1cと物品を投入された容器Cが満杯でも投入完了でない場合に送り出す戻しライン5と、戻りライン5とバイパスライン10から送られてくる複数容器Cを段積みする段積み装置11と、段積みされた容器を段積みのコラム状態で貯留するコラム貯留コンベア6と、同コラム貯留コンベアから送られてくるコラムを段バラシして容器に戻す段バラシ装置8と、同段バラシされた容器を投入ライン1bとバイパスライン10に分ける移載装置9aと、投入場1cにバラ物品を一品種毎にまとめて送るバラ物品送り込みライン3と、これらの制御と管理を行うコンピュータ装置13とからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、仕分先単位に複数の品種のバラの物品を品種毎に定められた個数だけ容器に投入して仕分先に向けて送り出すバラ物品仕分方法とバラ物品仕分設備に関する。仕分先としては、小売店舗別,一般顧客別,会社別,工場別,生産部門別等があり、又バラの物品として、アンパン,クリームパン,食パン等の如く単品売りの商品の他に、個数単位で要求される機械部品,セット販売品の構成商品等がある。
【背景技術】
【0002】
バラ物品仕分方法として、バラの物品を一品種毎まとめて投入ステーションに送り込み、投入ステーションで仕分先に割り当てられた容器に、バラの物品をその仕分先に要求された個数だけ投入してバラの物品を各仕分先の容器に分配し、容器が満杯の容器又はその仕分先に要求された物品を全品種全量の全部を投入完了した容器は仕分先に向けて搬出し、全部投入未完了の容器は端数容器(全部投入未完了容器)として一時コンベアに格納しその仕分先に投入すべき品種の物品が投入ステーションに送り込まれると格納されたその仕分先の端数容器を投入ステーションへ送り出して物品の投入を行うようにすることを繰り返してバラの物品を仕分けていく方法が開発された。
しかしながら、上記のバラ物品の仕分け方法では、端数容器はコンベアで容器一段だけでシリアルに列設されるものであるため、端数容器を平面に並べただけのコンベア面積を必要とし、多くの仕分先がある場合は、広い床面積を必要とし、又多くのコンベアを必要としてコストも嵩むものとなるという問題があった。
【0003】
この問題点を解決する方法として、物品を収容したトレイを段積みしてコラム(段積み状態)で格納することで、狭い面積で効率的に保管する方法が特開平5−105233号公報で知られている。
しかしながら、この段積み保管の技術を、一品種毎に供給されて多品種の物品を多くの仕分先に分配していくバラ物品の仕分先方法に採用するには次のような問題がある。
一品種毎に供給されてくる物品を物品投入ステーションで仕分先が割付けられた容器に1個又は複数個投入していっても、その仕分先の全品種の物品が投入完了するまで非満杯の物品投入を待つ端数容器は一時別の場所で保管されなければならない。その一時保管方法として前記の段積み(コラム)保管技術が採用されても、供給されてくる物品の品種が変わる毎に保管場所からコラムを搬出し、段バラシして容器に戻して全容器を投入ステーションに送り、所要の端数容器にのみ物品を投入し、その後再び端数容器を段積みしてコラムで保管して次の品種を待つこととなる。そのため多品種であれば端数容器が投入ステーションで投入されることなく、通過することが多くなり、その分だけ仕分け速度を遅らせて非効率的となるという問題があった。
【特許文献1】特開平5−105233号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、仕分先が多くても装置の設置床面積が狭くても可能にし、又設備コストも安価にできるとともに、多品種の物品でも効率的に仕分けできるというバラ物品の仕分方法と設備を提供することにある。
【課題を解決するための手段】
【0005】
かかる課題を解決した本発明の構成は、
1) 複数品種のバラの物品を品種毎に分配する総個数まとめて投入ステーションの投入場に送り込み、同投入ステーションの投入場にて送り込まれた物品から各仕分先が要求する個数だけ同仕分先の容器に投入してバラの物品を仕分先の容器に分配していき、仕分先の容器に要求の品種の物品を要求の個数全部投入完了したらその容器を搬出するようにするバラ物品仕分け方法であって、
投入ステーションで物品を投入された容器が全部投入完了となった場合及び満杯となった場合はその容器をそのまま搬出し、満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入完了でない端数容器の場合は他の仕分先の端数容器とともに複数段に段積みしコラムとして貯留場に一時保管し、
貯留場に保管された端数容器の仕分先に分配されるべき物品が投入ステーションにあれば、その仕分先の端数容器があるコラムを貯留場から送り出して段バラシしてその端数容器を投入ステーションへ送り込み、コラムを段バラシしてできる端数容器のうち投入ステーションに送られなかった端数容器は別路で送られて、別路で送られた端数容器は投入ステーションで物品投入された後の端数容器と合流して併せて段積みされてコラムとして貯留場に一時保管されるようにし、端数容器を段積みしたコラム状態で一時保管することを特徴とする、バラ物品仕分け方法
2) 貯留場から送り出された端数容器の段積みのコラムに投入ステーションで物品を投入する仕分先の端数容器がなければ、段バラシせずに直ちにそのコラムをそのまま貯留場に再入庫させるようにした、前記1)記載のバラ物品の仕分け方法
3) 品種毎にまとめて送り込まれる複数品種のバラの物品に対し、各仕分先の容器に要求の品種の物品を要求の個数だけ入れてバラの物品を仕分先単位に分配するバラ物品仕分設備であって、バラの物品を容器に投入する投入ステーションと、同投入ステーションで使う空の容器を置く空容器ステーションと、同投入ステーションの投入場にバラの物品を一品種毎まとめて送り込むバラ物品送り込みラインと、投入ステーションで物品を投入した容器を搬出する搬出コンベアと、投入ステーションで物品が投入されても満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入未完了の端数容器を投入ステーションから又は搬出コンベア途中から送り出す戻しラインと、端数容器の段積みのコラムを保管し且つ送り出せるように一時保管する貯留場であるコラム貯留コンベアと、同コラム貯留コンベアから送り出されるコラムを移送するコラム送りラインと、同コラム送りラインの終端に設けた段バラシ装置と、同段バラシ装置で段バラシされた端数容器のうち投入ステーションで物品を投入する端数容器を投入ステーションに送る搬送ラインと、段バラシ装置で段バラシされた端数容器のうち投入ステーションに送り込まない残りの端数容器を送り出すバイパスラインと、同バイパスラインと前記戻しラインとで送られる端数容器を合流して段積みしてコラムとする段積み装置と、同段積み装置で段積みされたコラムをコラム貯留コンベアに移送するコラム戻りラインと、仕分先と容器・端数容器との対応、コラムの端数容器の仕分先構成及び容器位置を管理し全物品投入完了か否かの判断及び投入ステーションの投入物品の品種と仕分先の要求品種と要求個数を記憶して管理し、且つ容器とコラムの各コンベアとラインによる移送を制御する管理コンピュータ装置とを備えたバラ物品仕分設備
4) コラム貯留コンベアから送り出されたコラム送りライン上のコラムの中で投入ステーションで物品を投入する仕分先の端数容器が全く含まれていないコラムを直接コラム戻りラインへ送るコラムバイパスラインを設けた前記3)記載のバラ物品仕分設備
5) 投入ステーションの容器を送るラインに複数の投入場を設け、各投入場のそれぞれの下流側に投入を終えた端数容器をバイパスラインに送る戻りラインを設け、更に各投入場毎に異なった品種の物品を供給するバラ物品送り込みラインを設け、投入ステーションで複数の品種の物品を並行に投入できるようにした前記3)又は4)記載のバラ物品仕分設備
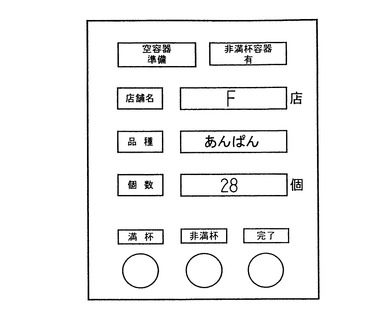
6) 投入ステーションの投入場が作業者による投入する場所であって、その投入場で投入すべき物品の仕分先名と投入すべき物品の品種名と投入個数を表示する表示部及び、物品を投入された容器が満杯であることを指示する満杯ボタンとそうでない非満杯を指示する非満杯ボタンと送られた物品の品種の投入すべき物品を投入の仕分先の容器に全部投入し終えたことを示す投入完了ボタンを備え、且つ管理コンピュータ装置と接続された表示盤を設けた、前記3),4),5)いずれか記載のバラ物品仕分設備
にある。
【発明の効果】
【0006】
本発明によれば、端数容器を段積みしてコラム状態で一時保管することで、狭い床面積で多くの仕分先にバラ物品の仕分けが行え、又安価な設備で多い仕分先へのバラ物品の仕分けが行えるものとするとともに、段バラシされて投入されることのない端数容器は投入ステーションをバイパスして段積みしてコラムに戻すことで仕分け速度を高めることができる。
【発明を実施するための最良の形態】
【0007】
本発明の物品の品種とは、商品・製品・部品・原料の種類を違うものをいうが、長い時間中に時間差でまとまった数の物品がバッチ的に複数回送られるとき、時間差でまとまったバッチの物品毎に品種が違うとすることができる。又は同じ品種の物品が投入作業の区切り後再び送られる場合も別品種とみなすことができる。
本発明のコンベア,ラインは、一般的には容器,コラムを送れるものであり、通常ローラコンベアか、一部ベルトコンベアが使われる。ローラコンベアは傾斜して自重で送りができるようにする場合と、モータ等で強制送りがなされる場合がある。コンベア,ラインの先端には、別のコンベア,ラインに移載するためのタイミングをとるため、容器,コラムを通過・停止を制御するストッパー(切出し装置)を一般に設ける。
管理コンピュータ装置は、コンピュータが使用され、送り込まれてくる物品の品種・個数が入力されていて、又仕分先毎の容器に投入する要求品種と要求個数を記憶し、それらは投入ステーションでの投入作業者に分かるように表示盤に表示させることが好ましい。又管理コンピュータ装置は、コラムの構成端数容器の記憶、コンベヤ・ライン上の位置、投入すべき物品があるか否かの判断、及びコンベヤ・ラインの送り・移載の制御も行わせる。
本発明の投入ステーションでの投入作業は、人間による手作業による投入でもよいし、ロボット・機械による投入でもよい。
本発明の投入ステーションで人又は機械で投入作業する投入場は、1個所でも複数個所でもよいが、複数の投入場で投入する場合、各投入場で投入する物品の品種は原則的に異品種の物品であり、各投入場にはそれぞれ異品種の物品を供給するバラ物品送り込みラインを設けることとなる。
更に、本発明のバラ物品仕分設備の複数設備を、コラムの貯留場(コラム貯留コンベア)を共通化(共用)して配置することもできる。この場合は一つの設備に複数の投入ステーションがあるように見えるが、本願発明が複数実施されただけであり、この形態も本願発明に包含されるものである。
【実施例1】
【0008】
以下、本発明の実施例1を図面に基づいて説明する。
本実施例1は、工場で一品種毎に生産されてまとめて多数送られてくるアンパン・クリームパン・食パン等の種々の品種のパンを、小売店舗(仕分先)毎にその要求品種を要求個数だけ容器に入れて仕分ける例のバラ物品仕分方法と設備の例である。又、投入ステーションには一つの投入場があり、作業者が同投入場で表示盤の指示に従って投入作業する例である。
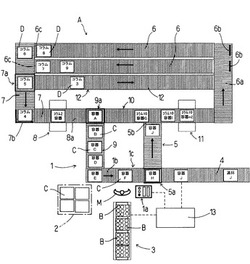
図1は、実施例1のバラ物品仕分設備を示す説明図である。
図2は、貯留コンベアの容器のコラムの状態を示す説明図である。
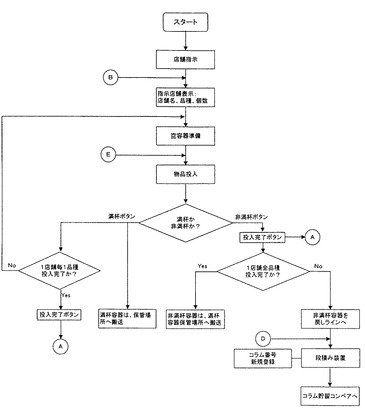
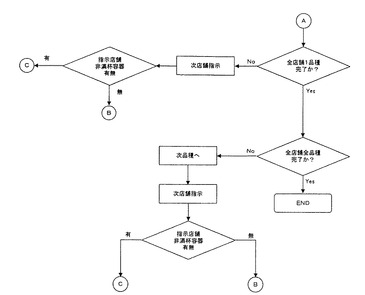
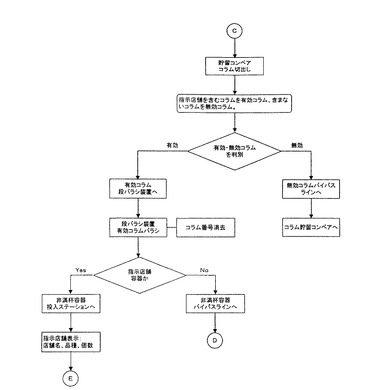
図3,4,5は、実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
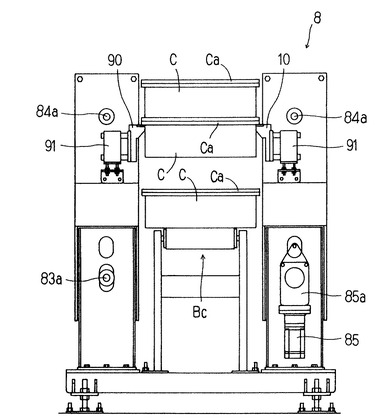
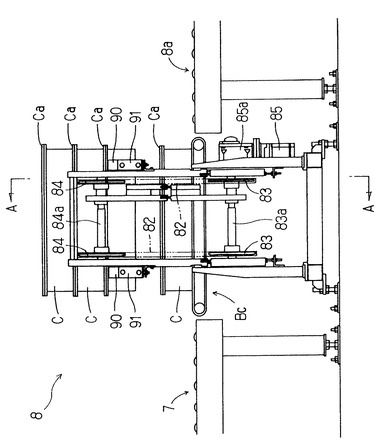
図6は実施例1の段バラシ装置の正面図、図7は実施例1の段バラシ装置の側面図、図8は図6のA−A断面図、図9は掛止部材の取付構造を示す説明図、図10,11は実施例1の掛止部材の動作の説明図、図12は実施例1の表示盤の表示面の正面図である。
【0009】
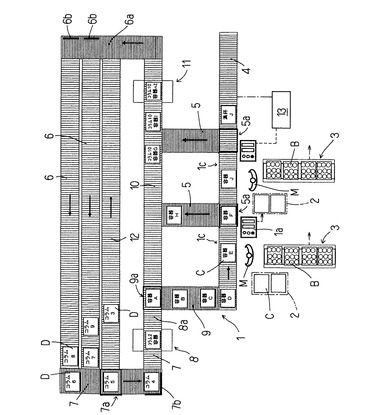
図中、Aは実施例のバラ物品仕分設備、Bはバラの物品、Cはバラの物品Bを投入する容器、Dは端数容器の段積みのコラム、Mは投入ステーション1で投入作業する作業者、1は投入ステーション、1aは作業者Mに仕分先名と投入する物品Bの品種名と投入する個数を表示し、容器Cが満杯となったときに満杯であることをコンピュータに入力する満杯通知ボタンとを備えた表示盤、1bは空容器を置いて物品Bを投入する作業を行うフリーローラコンベアを用いた投入ライン、2は投入ステーション1の近くで空容器を多数貯留する空容器ステーション、3はバラの物品Bを投入ステーション1に一品種毎にまとめて送り込むベルトコンベアからなるバラ物品送り込みライン、4は満杯容器と全品種全個数の全部投入完了容器を送り出すローラコンベアを用いた搬出コンベア、5は投入ステーション1の端数容器を送り出すローラコンベアを用いた戻しライン、5aは投入ライン1b上の端数容器を戻しライン5へ移載する移載装置、5bは戻しライン5のバイパスライン10へ合流の制御を行う切出しストッパ、6は端数容器を段積したコラムを一時保管して送れるようにするコラムの貯留場となるローラコンベアを用いた2列のコラム貯留コンベア、6aはコラムDをコラム貯留コンベア6へ送るローラコンベアを用いたコラム戻りライン、6bは同コラム戻りライン上のコラムを貯留コンベア6へ移載する移載装置、6cはコラム貯留コンベア6上のコラムDを一個ずつ切り出す切出しストッパー、7はコラム貯留コンベア6から切り出されて送り出されたコラムを搬送するローラコンベアを用いたコラム送りライン、7aはコラム送りライン7上のコラムDをコラムバイパスライン12に送り出す直角転向装置、7bは直角に折曲したコラム送りライン7の途中に設けた直角転向装置、8はコラム送りライン7の終端に設けた段バラシ装置であって、コラムの段バラシ機能も備えた段バラシ・段積み兼用タイプとなっている。8aは同段バラシ装置で段バラシされた端数容器を送る送出コンベア、9は同送出コンベア上の端数容器を投入ステーション1の投入ライン1bに送るローラコンベアを用いた搬送ライン、9aは送出コンベア8a上の端数容器を搬送ライン9に移載する移載装置、10は送出コンベア8a上の投入ステーション1へ送らない残りの端数容器をコラム戻りライン6aに送るロールコンベアを用いたバイパスライン、11はバイパスライン10の途中に設けられて送り込まれる複数の端数容器を段積みにしてコラムDにする段積み装置であって、構造は段バラシ装置8と同じで作動方向を変えて段積みに使用している。12はコラム送りライン7のコラムDをコラムのまま直接コラム戻りライン6aに送るコラムバイパスライン、13は各装置・コンベア・ラインを制御し、表示器に仕分先名・品種名・投入個数(必要個数)を表示し、仕分先毎に物品全投入完了か否かの判断、各容器Cの仕分先・投入個数、コンベア・ライン上の位置、コラムの構成容器とその位置等を計算し記憶するコンピュータを用いた管理コンピュータ装置である。
【0010】
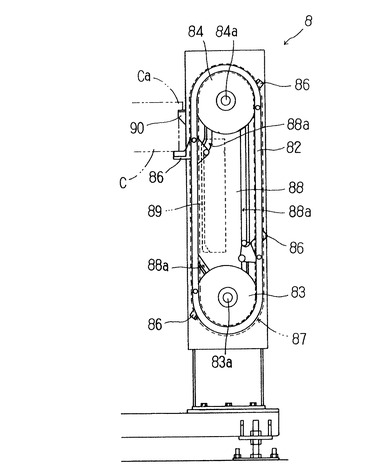
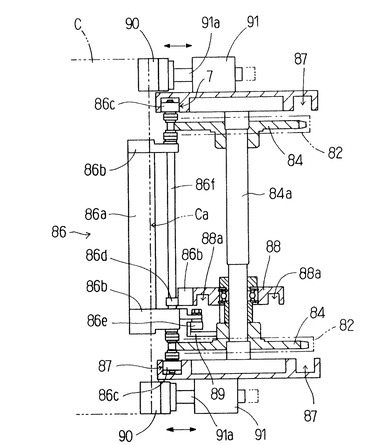
本実施例1の段バラシ装置8は、図6〜11に示すように垂直方向に送る無端チェーン82をコラム送りライン7と送出コンベア8aとの間に所定間隔をおいて前後一対配置し、駆動スプロケット83と従動スプロケット84との間に回動自在に張り渡し、同前後一対の無端チェーン82を対向させて左右一組設け、左右それぞれの前後一対の無端チェーン82間に容器Cの底面を掛止する掛止部材86を軸端に枢支点ローラ86cを備えた枢支軸を介して容器Cの高さの寸法より長い間隔で4体架設し、駆動スプロケット83の駆動軸83aをサーボモータ85の出力軸に減速機85aを介装して接続している。サーボモータ85は、容器C側に位置する対向する左右の掛止部材86が同じ高さで且つ前後方向に傾かないように前後左右の無端チェーン82を同期して上方向又は下方向に回動させるように作動するものである。84aは従動軸である。
【0011】
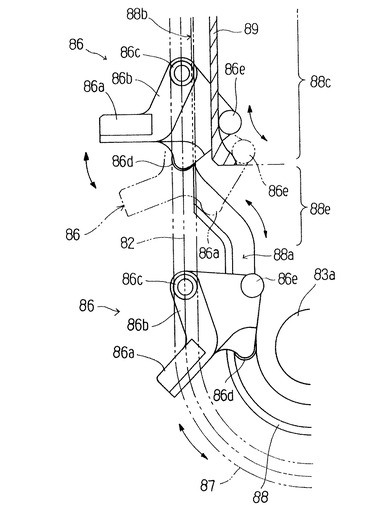
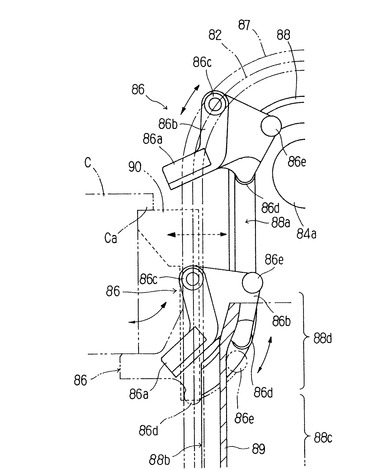
掛止部材86は、前後一対の無端チェーン82間に懸架した枢支軸86fの前後位置それぞれに枢支具86bをその中間で枢支するように取り付け、前後の対向する枢支具86bの容器C側端部に前後方向へ伸びる掛止部となる掛止受材86aを架設し、枢支具86bの枢支軸86f下方にガイドローラ86dを回転自在に設け、容器C側とは反対側の枢支具86bの端部に案内ローラ86eを取り付けている。ガイドローラ86dの中心点は掛止受材86aの水平状態において案内ローラ86eより低い位置となるように構成されている。
【0012】
無端チェーン82の近接位置には、前記枢支点ローラ86cを嵌入させて掛止部材86の枢支軸86f位置を無端チェーン82に沿うように規制しながら移動させる無端ガイド87を設け、無端チェーン82の内側位置に前記ガイドローラ86dを嵌入させる断面凹状の環状のガイド溝88aを形成したガイド体88を設け、前記案内ローラ86eを当接させるローラガイド89を容器C側の無端チェーン82の内側近接位置に設けている。このガイド溝88aの大部分を無端チェーン82と所定間隔離して掛止受材86aを容器C側に突出させずに内側に後退させた状態を維持するように枢支具86bの姿勢を規制する形状にし、掛止受材86aを突出させる区間のガイド溝88aを容器C方向に湾曲させてその部分をガイド溝88aの一面が分断されるように欠除し、同分断したガイド溝88a間にガイドローラ86dが連続的に当接するように直線状のガイド板88bを設け、ガイド溝88aの欠除区間でガイドローラ86dがガイド溝88aから外れてガイド板88bで拘束されながら移動するようにしている。前記ローラガイド89はガイド板88bと当接しているガイドローラ86dを再度ガイド溝88aへ案内して嵌入させるように枢支具86bの姿勢を規制する形状にしている。
【0013】
また、掛止受材86aを突出させる区間にあるガイドローラ86dが当接するガイド板88bの部分を突出区間88cとしている。突出区間88cの下端から下方は、枢支具86bが枢支軸まわりに回転して掛止受材86aが水平に起き上がって容器C方向へ突出又は水平状態から下向きに傾斜して容器C側とは反対側へ後退させる出没区間88eとしている。また、突出区間88cの上端から上方に従ってガイド溝88aを無端チェーン2から離間して前記所定間隔離した位置になるまで湾曲させることで掛止部材86を上方向又は下方向に送りながら回転させて掛止受材86aを規制するように運動させる受渡し区間88dとしている。
【0014】
無端チェーン82の外側近接位置それぞれには、段積みされた複数段のコラムDの容器Cの最下段を支持する支持部材90を搬送コンベヤBC方向へ進退可能に設けている。この支持部材90は、その支持面が突出区間88cの上端に移動した時点の掛止部材86が掛止した容器Cの凸部Caよりおよそ3mm下方に位置する高さに設けられ、その後方に配設したシリンダ91により容器Cの凸部Caの支持位置と凸部Caと接触しない後方位置との間を進退するようにしている。91aはシリンダロッドである。
【0015】
以下、段バラシ装置8の動作を説明する。コラムDを段バラシ装置8に搬送する。段バラシ装置8では支持部材90を後退させておく。段バラシ装置8の下方に来ると図示しないセンサで検出し、搬送コンベヤBCを減速停止して段ばらしが開始される。段バラシ装置8は、駆動スプロケット83により無端チェーン82を上向き方向に送り、掛止部材86が一定の速度で左右同期しながら駆動スプロケット83を反転しての出没区間88eの始端に移動する。
【0016】
掛止部材86は、案内ローラ86eがローラガイド89で拘束されて出没区間88eにより徐々に起き上がり、ガイドローラ86dがガイド溝88aから外れてガイド板88bと当接して水平となった掛止受材86aがコラムDの最下段の容器Cの下方に来て突出区間88cに移行する。掛止受材86aは無端ガイド87とガイド板88bで水平に保持された状態でコラムDの最下段の容器Cの底面を下方から掛止して突出区間88cを上昇しながら持ち上げ、最下段から2段目の容器Cの凸部Caが支持部材90の上方まで移動すると、支持部材90を支持位置まで前進させる。
【0017】
次に、駆動スプロケット83を直ちに逆転させて無端チェーン82を下向き方向に送り、コラムDの最下段の容器Cを掛止した掛止部材86は突出区間88cを下方へ移動して最下段の容器Cを降下させるとともに、直上の2段目以降の容器Cが前進している支持部材90で支持されて最下段の容器Cと離間し、最下段の容器Cは降下して搬送コンベヤBCへ移載され、掛止部材86はガイドローラ86dがガイド板88bからガイド溝88aに嵌入することで後退して駆動スプロケット83を反転する。搬送コンベヤBCは駆動を再開して移載された容器Cを送出コンベア8aによって送り出す。
【0018】
続いて、無端チェーン82の回動を維持し、従動スプロケット84を反転して受渡し区間88dの始端に移動した掛止部材86は、掛止受材86aが矢印に沿って移行するように掛止部材86が揺動し、容器Cの底面を下方からすくい上げるように掛止して残りの段積みされた容器Cの最下段の容器Cを若干持ち上げ、最下段の容器Cが支持部材90から離間する。
【0019】
コラムDの残りの段積みされた容器Cが支持部材90から離間後は、最下段の容器Cを回避するように支持部材90を容器Cの外側へ一時的に後退させ、掛止部材86が突出区間88cを降下して最下段の容器Cが支持部材90の支持高さより下方へ移動すると、支持部材90を支持位置まで前進させる。
【0020】
掛止部材86が最下段の容器Cを掛止した状態でさらに降下すると、最下段から2段目の容器Cが支持部材90で支持され、同2段目の容器Cと最下段の容器Cが離間する。掛止部材86は突出区間88cの下端に来ると、最下段の容器Cが搬送コンベヤBCに載置されて払い出され、掛止部材86は出没区間88eで下向きに傾斜して後退した状態で駆動スプロケット83で反転し、払い出された容器Cは搬送コンベヤBCで搬送される。
【0021】
次に段バラシ装置8と同じ構造(段バラシと段積みの兼用タイプ)の段積み装置11の動作を説明する。段バラシされた容器Cは、段積み装置11へ搬送される。段積み装置11では支持部材90を後退させておく。容器Cが段積み装置11の下方に来て図示しないセンサで検出すると、搬送コンベヤBCを減速停止して段積みが開始される。駆動スプロケット83により無端チェーン82を上向き方向に送り、掛止部材86が駆動スプロケット83を反転して出没区間88eの始端に移動する。
【0022】
掛止部材86は、案内ローラ86eがローラガイド89で拘束されて出没区間88eにより徐々に起き上がり、ガイドローラ86dがガイド溝88aから外れてガイド板88bと当接して水平となった掛止受材86aが容器Cの下方に来て突出区間88cに移行する。掛止受材86aは無端ガイド87とガイド板88bで水平に保持された状態で容器Cの底面を下方から掛止して突出区間88cを上昇しながら持ち上げ、その持ち上げている容器Cの凸部Caが支持部材90の上方まで移動すると、支持部材90を支持位置まで前進させる。
【0023】
案内ローラ86eがローラガイド89で拘束されてガイドローラ86dがガイド板88bから再度ガイド溝88aに嵌入し、容器Cを持ち上げている掛止部材86が受渡し区間88dの始端に移動すると、掛止受材86aが矢印に沿って移行するように掛止部材86が揺動しながら持ち上げられた容器Cが直下の支持部材90に置いていくようにして受け渡される。掛止部材86はそのまま容器Cに接触しないように掛止受材86aを後退させた状態で上昇し、従動スプロケット84で反転する。
【0024】
続いて、掛止部材86が駆動スプロケット83を反転して出没区間88eで起き上がり、次に搬送された容器Cを前記と同様に掛止部材86で持ち上げ、その持ち上げられた容器Cが上方の容器Cの底面を押し上げて段積みして支持部材90から離間する。段積みされた容器Cが支持部材90から離間後は、支持部材90を後退させ、掛止部材86で掛止した最下段の容器Cが支持部材90で支持できる位置まで移動した時点で支持部材90を前進させ、受け渡す。その後、前記工程を繰り返すことで、容器Cを連続的に掛止して押し上げながら段積みしていく。
【0025】
最後の容器Cになると、最後の容器Cを搬送コンベヤBCから掛止して持ち上げて突出区間88cを移動し、最後の容器Cを支持部材90上に支持されている既段積みの容器Cに下方から追加して全ての容器Cを段積みし、容器Cが支持部材90から離間後支持部材90を後退させて後退位置を維持し、駆動スプロケット83を逆転させて無端チェーン82を下向き方向へ送り、突出区間88cの下端付近で掛止部材86上の段積みされた容器Cをコラムとして搬送コンベヤBCに移載して搬送する。
【0026】
この実施例1では、パン工場で生産された物品Bが、一品種毎(アンパン,クリームパン,食パン・・・等)にバラ物品送り込みライン3によって分配する総個数の数だけまとめて容器に入れて順次投入ステーション1に送られる。
【0027】
投入ステーション1の表示盤1aには、図12に示すように仕分先名(店舗名)と投入すべき要求の品種の物品Bの品種名(例えばアンパン)と投入すべき個数(要求個数)を表示している。作業者Mはバラ物品送り込みライン3の容器からその物品Bが表示盤1aの品種と一致するか確認した後、表示の個数だけ物品を取り出して、投入ライン1b上の空の容器Cへ投入する。容器Cに要求個数投入し終えると送り出す。その時、容器Cが満杯か非満杯か、その品種の物品を全部投入完了かを表示盤1aに設けた「満杯」ボタン,「非満杯」ボタン,「投入完了」ボタンの各ボタンを押して管理コンピュータ装置13に入力する。送り出された容器Cが移載装置5aまでくると、満杯でもなく且つ全部投入完了でない容器Cは端数容器として移載装置5aが働いて容器Cを戻しライン5へ送り出す。
【0028】
ここで、作業者Mがその容器Cの投入具合からこれ以上投入できず、投入すべき物品Bが残っている場合表示盤1aにある「満杯」ボタンを押し、管理コンピュータ装置13にその容器が満杯であると入力する。管理コンピュータ装置13のコンピュータはその容器の投入個数でもってその仕分先(小売店舗)に送るべき全品種の要求個数全部となりその仕分先に投入すべき物品がない(全部投入完了)と判断した場合及び前記の「満杯」の入力があった場合は移載装置5aは作動せずにそのままその容器Cを搬送コンベア4へ送り出して搬出する。「満杯」ボタンを押した場合、満杯となった容器Cを送り出した後作業者Mは空容器ステーション2から空の容器Cを取り出して投入ライン1bに置き、新しい空の容器Cにその仕分先の残りの物品Bを投入し、移載装置5aに送り出す。
【0029】
投入ステーション1で物品Bを投入した容器Cが、満杯でなく(「非満杯」で)且つその仕分先に投入すべき物品が残されている端数容器の場合、移載装置5aはその端数容器を押して戻しライン5へ送り出す。戻しライン5上の端数容器と段バラシ装置8でバラされてバイパスライン10に送られた端数容器とはバイパスライン10上で合流し、段積み装置11に送られて、同段積み装置11で段積みされコラムDとなってコラム戻りライン6aに送られて、コラム貯留コンベア6に取り込まれて一時保管される。
【0030】
このコラム貯留コンベア6は、全部投入完了していない各仕分先の端数容器が複数段に段積みしたコラムDとして多数一時保管される。コラムDの段数が平均10段とし、1つのローラコンベアに20コラム載置できるとすると2つのローラコンベアには、10×20×2=400の数の仕分先の端数容器が一時保管できることとなる。
【0031】
次に、投入ステーション1に送り込まれた又は送り込まれる直前の品種の物品Bを要求品種とする仕分先の端数容器がコラム貯留コンベア6にあれば、その仕分先の端数容器があるコラムDをコラム貯留コンベア6からコラム送りライン7へ送り出す。コラムDはシリアルに保管されているため、仕分先の要求が全くないコラムDが前方にある場合でもその前方のコラム全部をコラム送りライン7へ送り出す。
【0032】
コラム送りライン7に送り出されたコラムDのうち、投入ステーション1に送る仕分先の端数容器が1つもコラムに含まれていないものは、直角転向装置7aによってコラムバイパスライン12に送り込まれ、コラム戻りライン6aを介してコラム貯留コンベア6に再入庫される。
【0033】
コラム送りライン7に送り出されたコラムDの中に端数容器が投入ステーション1に送られるものがあれば、直角転向装置7bを通過し、直角転向装置7bで先に送られてコラム送りライン7の終端まで送られ、終端にある段バラシ装置8によって、コラムDは前記の如く段バラシされて複数の端数容器に戻され、送出コンベア8aから送り出されて投入ステーション1に送られるべき端数容器は移載装置9aによって搬送ライン9へ送られ、投入ステーション1の投入ライン1bに移載され、ステーション1の投入場1cで作業者Mが表示盤1aに従って、その端数容器にその仕分先の要求個数だけ物品Bを投入する。投入ステーション1での投入作業を終了した容器は前記のように移載装置5aに向けて送り出される。
【0034】
一方、段バラシ装置8で段バラシされ、送出コンベア8aから送られてくる端数容器の内、投入ステーション1で分配している物品を投入する必要がない端数容器は移載装置9aをそのまま通過し、バイパスライン10へ送られ、戻しライン5から送られる端数容器と合流して前記のように段積み装置11へ送られる。段積み装置11で端数容器は段積みされ新しいコラムDとしてコラム戻りライン6aを介してコラム貯留コンベア6に保管される。
【0035】
このように、端数容器は満杯又は全部投入完了となるまでコラム貯留コンベア6,コラム送りライン7,コラムバイパスライン12,投入ステーション1,バイパスライン10,コラム戻りライン6aを循環して物品投入と保管と移送がなされる。
【0036】
実施例1の装置で下記表の如く、出荷先(店舗)A,B,C・・・XYZ,AA,AB,AC,・・・AK・・に、3つの品種(アイテムi1,アイテムi2,アイテムi3)の物品を投入ステーション1に供給して分配する例の状態を図1,表1で示す。最初のアイテムi1の物品を各店舗に分配する個数を2段目に、その店舗名(A,B,C・・・)を1段目に、その店舗で満杯になった容器の数を3段目、非満杯の有・無(端数容器の有無)を4段目に、投入後段積み保管されたコラムのコラム番号を5段目に示している。
同様に、次のアイテムi2の品種の物品の供給した場合を、現コラム番号,店舗名(仕分先),アイテムi2(品種)の投入個数,容器の有効・無効(アイテムi2の物品の投入の有無)、この物品での満杯の容器の数、非満杯の有・無(端数容器の有無)、次のコラム番号(段バラシされ投入され、段積みされたところの新しいコラムの番号)の値・状態を第6〜12段目に示している。
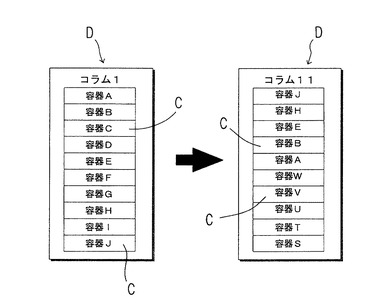
同様に、3回目の物品の供給を示すアイテムi3の物品の供給した場合の状態・値を第13〜19段目に示している。又、1回目のコラム番号1の端数容器の仕分先と、2回目の次の品種の物品供給後のコラム番号11の端数容器の仕分先(店舗)を図2に示している。
【0037】
【表1】

【0038】
この表1,図1の例では、アイテムi1(品種:あんぱん)が店舗A,B・・・Jにそれぞれ、23,29,16・・・17個ずつ容器Cに投入されるが、いずれの店舗にも満杯容器と端数容器が発生し、その端数容器は、上の段からA,B,C,・・・Jの順に段積みされコラム番号1を形成する(図2の左図参照)。同様に、店舗M,N,O,P・・・Wの端数容器がコラム番号2を形成し、店舗Y,Z,AA,AB・・・AHの端数容器がコラム番号3を形成する。
アイテムi2の物品の供給で、コラム番号1,コラム番号2は段バラシされ、コラム番号3はコラムバイパスライン12でそのままコラム戻りライン6aに戻されている。そして、コラム番号1,2は段バラシされるが、コラム番号1の端数容器A,B,C・・・Jのうち、物品の投入のない店舗I,Gの端数容器はバイパスライン10で投入ステーション1を経由しないで直接段積み装置11に向かう。他の端数容器は投入ステーション1に向かって送られて物品が投入される。満杯の容器は搬送コンベヤ4で搬出され、端数容器は戻しライン5に送られ、バイパスライン10の端数容器と合流し、新しい店舗(J,H,E,BA,W,V,U,T,S)の端数容器の組み合わせで段積み装置11で段積みされて新しいコラム番号11としてコラム戻りライン6aに送られて、貯留コンベア6に保管される。この時のコラム・容器の状態を図2の右図に示している。
【0039】
本実施例1では、2列のローラコンベアからなるコラム貯留コンベア6は、400個の端数容器を保管でき、400の仕分先の処理ができるようになっている。これは一段だけの送りのローラコンベアの20列分に相当し、段積みすることで大略1/10程の床面積と約1/10のローラコンベアの台数の設備費で済むこととなる。この効果はコラムの段積みできる段数が多くなる程著しいもとなる。
【0040】
又、本実施例1では投入ステーション1で物品の投入がない端数容器のみで構成されていればそのコラムD(図1中のコラム番号3)はコラムバイパスライン12を通ってそのままバイパスして貯留コンベア6に再入庫するので、このようなコラムDが多くなっても全体の処理速度の低下は少なくできる。
【実施例2】
【0041】
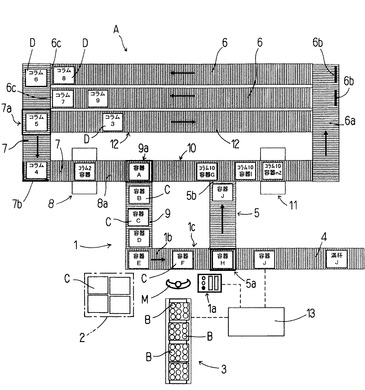
図13に示す実施例2は、投入ステーション1の作業者による投入場1cが投入ライン1bの2個所にシリアルに設けられ、バラ物品送り込みライン3と表示盤1aは2つの投入場1cそれぞれに設けられている。2列のバラ物品送り込みライン3は、別品種の物品が送り込まれ、各投入場1cは端数容器にそれぞれの品種の物品が投入できるようになっている。従って、同じ仕分先(店舗)の端数容器に第1と第2の投入場1cで2種類の品種の物品が要求個数投入できるようになっている。いずれか一方の品種の物品しか要求されていない場合は、一方の投入場1cを投入しないで通過していけるようになっていて、一品種のみの投入でもよいようになっている。この場合でも満杯容器・全部投入容器は搬出コンベア4から搬出され、端数容器はいずれかの戻しライン5からバイパスライン10へ送り込まれ、段積み装置11で段積みされて、コラムDとなってコラム戻りライン6aを介して貯留コンベア6に保管される。
この実施例では、一回の投入ステーション1への容器Cの送りで、2品種の物品を投入できることとなるので、実施例1の1品種の投入に比べ、仕分速度が大きく向上する。
本実施例2の他の構成・動作、図中の符号は、実施例1のものと共通である。
【産業上の利用可能性】
【0042】
本願発明は、工場で生産される多品種の商品を多数の配送先の店舗毎に容器詰めして配送する他に、組立製品の多種のパーツがパーツ製造工場・パーツ卸し会社からまとめて送られてきて、これらのパーツの組み合わせセットを各部門の組立工場へ送る場合にも使用できる。あるいは、宅送業において多くの回数で複数の配送区を混在して運送されてくる宅送物を、配送する区(仕分先)別に複数回のバッチにまとめ搬出して宅送する場合にも使用できる。この場合配送区が仕分先となり、運送されてくる毎の宅送物が別の品種の物品とするもので、本発明が適用できる。
【図面の簡単な説明】
【0043】
【図1】実施例1のバラ物品仕分設備を示す説明図である。
【図2】貯留コンベアの容器のコラムの状態を示す説明図である。
【図3】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図4】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図5】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図6】実施例1の段バラシ装置の正面図である。
【図7】実施例1の段バラシ装置の側面図である。
【図8】図6のA−A断面図である。
【図9】掛止部材の取付構造を示す説明図である。
【図10】実施例1の掛止部材の動作の説明図である。
【図11】実施例1の掛止部材の動作の説明図である。
【図12】実施例1の表示盤の表示面の正面図である。
【図13】実施例2のバラ物品仕分設備を示す説明図である。
【符号の説明】
【0044】
A バラ物品仕分設備
B バラの物品
C バラの物品Bを投入する容器
D コラム
M 作業者
1 投入ステーション
1a 表示盤
1b 投入ライン
1c 投入場
2 空容器ステーション
3 バラ物品送り込みライン
4 搬出コンベア
5 戻しライン
5a 移載装置
5b 切出しストッパ
6 コラム貯留コンベア
6a コラム戻りライン
6b 移載装置
6c 切出しストッパー
7 コラム送りライン
7a 直角転向装置
7b 直角転向装置
8 段バラシ装置
8a 送出コンベア
9 搬送ライン
9a 移載装置
10 バイパスライン
11 段積み装置
12 コラムバイパスライン
13 管理コンピュータ装置
【技術分野】
【0001】
本発明は、仕分先単位に複数の品種のバラの物品を品種毎に定められた個数だけ容器に投入して仕分先に向けて送り出すバラ物品仕分方法とバラ物品仕分設備に関する。仕分先としては、小売店舗別,一般顧客別,会社別,工場別,生産部門別等があり、又バラの物品として、アンパン,クリームパン,食パン等の如く単品売りの商品の他に、個数単位で要求される機械部品,セット販売品の構成商品等がある。
【背景技術】
【0002】
バラ物品仕分方法として、バラの物品を一品種毎まとめて投入ステーションに送り込み、投入ステーションで仕分先に割り当てられた容器に、バラの物品をその仕分先に要求された個数だけ投入してバラの物品を各仕分先の容器に分配し、容器が満杯の容器又はその仕分先に要求された物品を全品種全量の全部を投入完了した容器は仕分先に向けて搬出し、全部投入未完了の容器は端数容器(全部投入未完了容器)として一時コンベアに格納しその仕分先に投入すべき品種の物品が投入ステーションに送り込まれると格納されたその仕分先の端数容器を投入ステーションへ送り出して物品の投入を行うようにすることを繰り返してバラの物品を仕分けていく方法が開発された。
しかしながら、上記のバラ物品の仕分け方法では、端数容器はコンベアで容器一段だけでシリアルに列設されるものであるため、端数容器を平面に並べただけのコンベア面積を必要とし、多くの仕分先がある場合は、広い床面積を必要とし、又多くのコンベアを必要としてコストも嵩むものとなるという問題があった。
【0003】
この問題点を解決する方法として、物品を収容したトレイを段積みしてコラム(段積み状態)で格納することで、狭い面積で効率的に保管する方法が特開平5−105233号公報で知られている。
しかしながら、この段積み保管の技術を、一品種毎に供給されて多品種の物品を多くの仕分先に分配していくバラ物品の仕分先方法に採用するには次のような問題がある。
一品種毎に供給されてくる物品を物品投入ステーションで仕分先が割付けられた容器に1個又は複数個投入していっても、その仕分先の全品種の物品が投入完了するまで非満杯の物品投入を待つ端数容器は一時別の場所で保管されなければならない。その一時保管方法として前記の段積み(コラム)保管技術が採用されても、供給されてくる物品の品種が変わる毎に保管場所からコラムを搬出し、段バラシして容器に戻して全容器を投入ステーションに送り、所要の端数容器にのみ物品を投入し、その後再び端数容器を段積みしてコラムで保管して次の品種を待つこととなる。そのため多品種であれば端数容器が投入ステーションで投入されることなく、通過することが多くなり、その分だけ仕分け速度を遅らせて非効率的となるという問題があった。
【特許文献1】特開平5−105233号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、仕分先が多くても装置の設置床面積が狭くても可能にし、又設備コストも安価にできるとともに、多品種の物品でも効率的に仕分けできるというバラ物品の仕分方法と設備を提供することにある。
【課題を解決するための手段】
【0005】
かかる課題を解決した本発明の構成は、
1) 複数品種のバラの物品を品種毎に分配する総個数まとめて投入ステーションの投入場に送り込み、同投入ステーションの投入場にて送り込まれた物品から各仕分先が要求する個数だけ同仕分先の容器に投入してバラの物品を仕分先の容器に分配していき、仕分先の容器に要求の品種の物品を要求の個数全部投入完了したらその容器を搬出するようにするバラ物品仕分け方法であって、
投入ステーションで物品を投入された容器が全部投入完了となった場合及び満杯となった場合はその容器をそのまま搬出し、満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入完了でない端数容器の場合は他の仕分先の端数容器とともに複数段に段積みしコラムとして貯留場に一時保管し、
貯留場に保管された端数容器の仕分先に分配されるべき物品が投入ステーションにあれば、その仕分先の端数容器があるコラムを貯留場から送り出して段バラシしてその端数容器を投入ステーションへ送り込み、コラムを段バラシしてできる端数容器のうち投入ステーションに送られなかった端数容器は別路で送られて、別路で送られた端数容器は投入ステーションで物品投入された後の端数容器と合流して併せて段積みされてコラムとして貯留場に一時保管されるようにし、端数容器を段積みしたコラム状態で一時保管することを特徴とする、バラ物品仕分け方法
2) 貯留場から送り出された端数容器の段積みのコラムに投入ステーションで物品を投入する仕分先の端数容器がなければ、段バラシせずに直ちにそのコラムをそのまま貯留場に再入庫させるようにした、前記1)記載のバラ物品の仕分け方法
3) 品種毎にまとめて送り込まれる複数品種のバラの物品に対し、各仕分先の容器に要求の品種の物品を要求の個数だけ入れてバラの物品を仕分先単位に分配するバラ物品仕分設備であって、バラの物品を容器に投入する投入ステーションと、同投入ステーションで使う空の容器を置く空容器ステーションと、同投入ステーションの投入場にバラの物品を一品種毎まとめて送り込むバラ物品送り込みラインと、投入ステーションで物品を投入した容器を搬出する搬出コンベアと、投入ステーションで物品が投入されても満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入未完了の端数容器を投入ステーションから又は搬出コンベア途中から送り出す戻しラインと、端数容器の段積みのコラムを保管し且つ送り出せるように一時保管する貯留場であるコラム貯留コンベアと、同コラム貯留コンベアから送り出されるコラムを移送するコラム送りラインと、同コラム送りラインの終端に設けた段バラシ装置と、同段バラシ装置で段バラシされた端数容器のうち投入ステーションで物品を投入する端数容器を投入ステーションに送る搬送ラインと、段バラシ装置で段バラシされた端数容器のうち投入ステーションに送り込まない残りの端数容器を送り出すバイパスラインと、同バイパスラインと前記戻しラインとで送られる端数容器を合流して段積みしてコラムとする段積み装置と、同段積み装置で段積みされたコラムをコラム貯留コンベアに移送するコラム戻りラインと、仕分先と容器・端数容器との対応、コラムの端数容器の仕分先構成及び容器位置を管理し全物品投入完了か否かの判断及び投入ステーションの投入物品の品種と仕分先の要求品種と要求個数を記憶して管理し、且つ容器とコラムの各コンベアとラインによる移送を制御する管理コンピュータ装置とを備えたバラ物品仕分設備
4) コラム貯留コンベアから送り出されたコラム送りライン上のコラムの中で投入ステーションで物品を投入する仕分先の端数容器が全く含まれていないコラムを直接コラム戻りラインへ送るコラムバイパスラインを設けた前記3)記載のバラ物品仕分設備
5) 投入ステーションの容器を送るラインに複数の投入場を設け、各投入場のそれぞれの下流側に投入を終えた端数容器をバイパスラインに送る戻りラインを設け、更に各投入場毎に異なった品種の物品を供給するバラ物品送り込みラインを設け、投入ステーションで複数の品種の物品を並行に投入できるようにした前記3)又は4)記載のバラ物品仕分設備
6) 投入ステーションの投入場が作業者による投入する場所であって、その投入場で投入すべき物品の仕分先名と投入すべき物品の品種名と投入個数を表示する表示部及び、物品を投入された容器が満杯であることを指示する満杯ボタンとそうでない非満杯を指示する非満杯ボタンと送られた物品の品種の投入すべき物品を投入の仕分先の容器に全部投入し終えたことを示す投入完了ボタンを備え、且つ管理コンピュータ装置と接続された表示盤を設けた、前記3),4),5)いずれか記載のバラ物品仕分設備
にある。
【発明の効果】
【0006】
本発明によれば、端数容器を段積みしてコラム状態で一時保管することで、狭い床面積で多くの仕分先にバラ物品の仕分けが行え、又安価な設備で多い仕分先へのバラ物品の仕分けが行えるものとするとともに、段バラシされて投入されることのない端数容器は投入ステーションをバイパスして段積みしてコラムに戻すことで仕分け速度を高めることができる。
【発明を実施するための最良の形態】
【0007】
本発明の物品の品種とは、商品・製品・部品・原料の種類を違うものをいうが、長い時間中に時間差でまとまった数の物品がバッチ的に複数回送られるとき、時間差でまとまったバッチの物品毎に品種が違うとすることができる。又は同じ品種の物品が投入作業の区切り後再び送られる場合も別品種とみなすことができる。
本発明のコンベア,ラインは、一般的には容器,コラムを送れるものであり、通常ローラコンベアか、一部ベルトコンベアが使われる。ローラコンベアは傾斜して自重で送りができるようにする場合と、モータ等で強制送りがなされる場合がある。コンベア,ラインの先端には、別のコンベア,ラインに移載するためのタイミングをとるため、容器,コラムを通過・停止を制御するストッパー(切出し装置)を一般に設ける。
管理コンピュータ装置は、コンピュータが使用され、送り込まれてくる物品の品種・個数が入力されていて、又仕分先毎の容器に投入する要求品種と要求個数を記憶し、それらは投入ステーションでの投入作業者に分かるように表示盤に表示させることが好ましい。又管理コンピュータ装置は、コラムの構成端数容器の記憶、コンベヤ・ライン上の位置、投入すべき物品があるか否かの判断、及びコンベヤ・ラインの送り・移載の制御も行わせる。
本発明の投入ステーションでの投入作業は、人間による手作業による投入でもよいし、ロボット・機械による投入でもよい。
本発明の投入ステーションで人又は機械で投入作業する投入場は、1個所でも複数個所でもよいが、複数の投入場で投入する場合、各投入場で投入する物品の品種は原則的に異品種の物品であり、各投入場にはそれぞれ異品種の物品を供給するバラ物品送り込みラインを設けることとなる。
更に、本発明のバラ物品仕分設備の複数設備を、コラムの貯留場(コラム貯留コンベア)を共通化(共用)して配置することもできる。この場合は一つの設備に複数の投入ステーションがあるように見えるが、本願発明が複数実施されただけであり、この形態も本願発明に包含されるものである。
【実施例1】
【0008】
以下、本発明の実施例1を図面に基づいて説明する。
本実施例1は、工場で一品種毎に生産されてまとめて多数送られてくるアンパン・クリームパン・食パン等の種々の品種のパンを、小売店舗(仕分先)毎にその要求品種を要求個数だけ容器に入れて仕分ける例のバラ物品仕分方法と設備の例である。又、投入ステーションには一つの投入場があり、作業者が同投入場で表示盤の指示に従って投入作業する例である。
図1は、実施例1のバラ物品仕分設備を示す説明図である。
図2は、貯留コンベアの容器のコラムの状態を示す説明図である。
図3,4,5は、実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
図6は実施例1の段バラシ装置の正面図、図7は実施例1の段バラシ装置の側面図、図8は図6のA−A断面図、図9は掛止部材の取付構造を示す説明図、図10,11は実施例1の掛止部材の動作の説明図、図12は実施例1の表示盤の表示面の正面図である。
【0009】
図中、Aは実施例のバラ物品仕分設備、Bはバラの物品、Cはバラの物品Bを投入する容器、Dは端数容器の段積みのコラム、Mは投入ステーション1で投入作業する作業者、1は投入ステーション、1aは作業者Mに仕分先名と投入する物品Bの品種名と投入する個数を表示し、容器Cが満杯となったときに満杯であることをコンピュータに入力する満杯通知ボタンとを備えた表示盤、1bは空容器を置いて物品Bを投入する作業を行うフリーローラコンベアを用いた投入ライン、2は投入ステーション1の近くで空容器を多数貯留する空容器ステーション、3はバラの物品Bを投入ステーション1に一品種毎にまとめて送り込むベルトコンベアからなるバラ物品送り込みライン、4は満杯容器と全品種全個数の全部投入完了容器を送り出すローラコンベアを用いた搬出コンベア、5は投入ステーション1の端数容器を送り出すローラコンベアを用いた戻しライン、5aは投入ライン1b上の端数容器を戻しライン5へ移載する移載装置、5bは戻しライン5のバイパスライン10へ合流の制御を行う切出しストッパ、6は端数容器を段積したコラムを一時保管して送れるようにするコラムの貯留場となるローラコンベアを用いた2列のコラム貯留コンベア、6aはコラムDをコラム貯留コンベア6へ送るローラコンベアを用いたコラム戻りライン、6bは同コラム戻りライン上のコラムを貯留コンベア6へ移載する移載装置、6cはコラム貯留コンベア6上のコラムDを一個ずつ切り出す切出しストッパー、7はコラム貯留コンベア6から切り出されて送り出されたコラムを搬送するローラコンベアを用いたコラム送りライン、7aはコラム送りライン7上のコラムDをコラムバイパスライン12に送り出す直角転向装置、7bは直角に折曲したコラム送りライン7の途中に設けた直角転向装置、8はコラム送りライン7の終端に設けた段バラシ装置であって、コラムの段バラシ機能も備えた段バラシ・段積み兼用タイプとなっている。8aは同段バラシ装置で段バラシされた端数容器を送る送出コンベア、9は同送出コンベア上の端数容器を投入ステーション1の投入ライン1bに送るローラコンベアを用いた搬送ライン、9aは送出コンベア8a上の端数容器を搬送ライン9に移載する移載装置、10は送出コンベア8a上の投入ステーション1へ送らない残りの端数容器をコラム戻りライン6aに送るロールコンベアを用いたバイパスライン、11はバイパスライン10の途中に設けられて送り込まれる複数の端数容器を段積みにしてコラムDにする段積み装置であって、構造は段バラシ装置8と同じで作動方向を変えて段積みに使用している。12はコラム送りライン7のコラムDをコラムのまま直接コラム戻りライン6aに送るコラムバイパスライン、13は各装置・コンベア・ラインを制御し、表示器に仕分先名・品種名・投入個数(必要個数)を表示し、仕分先毎に物品全投入完了か否かの判断、各容器Cの仕分先・投入個数、コンベア・ライン上の位置、コラムの構成容器とその位置等を計算し記憶するコンピュータを用いた管理コンピュータ装置である。
【0010】
本実施例1の段バラシ装置8は、図6〜11に示すように垂直方向に送る無端チェーン82をコラム送りライン7と送出コンベア8aとの間に所定間隔をおいて前後一対配置し、駆動スプロケット83と従動スプロケット84との間に回動自在に張り渡し、同前後一対の無端チェーン82を対向させて左右一組設け、左右それぞれの前後一対の無端チェーン82間に容器Cの底面を掛止する掛止部材86を軸端に枢支点ローラ86cを備えた枢支軸を介して容器Cの高さの寸法より長い間隔で4体架設し、駆動スプロケット83の駆動軸83aをサーボモータ85の出力軸に減速機85aを介装して接続している。サーボモータ85は、容器C側に位置する対向する左右の掛止部材86が同じ高さで且つ前後方向に傾かないように前後左右の無端チェーン82を同期して上方向又は下方向に回動させるように作動するものである。84aは従動軸である。
【0011】
掛止部材86は、前後一対の無端チェーン82間に懸架した枢支軸86fの前後位置それぞれに枢支具86bをその中間で枢支するように取り付け、前後の対向する枢支具86bの容器C側端部に前後方向へ伸びる掛止部となる掛止受材86aを架設し、枢支具86bの枢支軸86f下方にガイドローラ86dを回転自在に設け、容器C側とは反対側の枢支具86bの端部に案内ローラ86eを取り付けている。ガイドローラ86dの中心点は掛止受材86aの水平状態において案内ローラ86eより低い位置となるように構成されている。
【0012】
無端チェーン82の近接位置には、前記枢支点ローラ86cを嵌入させて掛止部材86の枢支軸86f位置を無端チェーン82に沿うように規制しながら移動させる無端ガイド87を設け、無端チェーン82の内側位置に前記ガイドローラ86dを嵌入させる断面凹状の環状のガイド溝88aを形成したガイド体88を設け、前記案内ローラ86eを当接させるローラガイド89を容器C側の無端チェーン82の内側近接位置に設けている。このガイド溝88aの大部分を無端チェーン82と所定間隔離して掛止受材86aを容器C側に突出させずに内側に後退させた状態を維持するように枢支具86bの姿勢を規制する形状にし、掛止受材86aを突出させる区間のガイド溝88aを容器C方向に湾曲させてその部分をガイド溝88aの一面が分断されるように欠除し、同分断したガイド溝88a間にガイドローラ86dが連続的に当接するように直線状のガイド板88bを設け、ガイド溝88aの欠除区間でガイドローラ86dがガイド溝88aから外れてガイド板88bで拘束されながら移動するようにしている。前記ローラガイド89はガイド板88bと当接しているガイドローラ86dを再度ガイド溝88aへ案内して嵌入させるように枢支具86bの姿勢を規制する形状にしている。
【0013】
また、掛止受材86aを突出させる区間にあるガイドローラ86dが当接するガイド板88bの部分を突出区間88cとしている。突出区間88cの下端から下方は、枢支具86bが枢支軸まわりに回転して掛止受材86aが水平に起き上がって容器C方向へ突出又は水平状態から下向きに傾斜して容器C側とは反対側へ後退させる出没区間88eとしている。また、突出区間88cの上端から上方に従ってガイド溝88aを無端チェーン2から離間して前記所定間隔離した位置になるまで湾曲させることで掛止部材86を上方向又は下方向に送りながら回転させて掛止受材86aを規制するように運動させる受渡し区間88dとしている。
【0014】
無端チェーン82の外側近接位置それぞれには、段積みされた複数段のコラムDの容器Cの最下段を支持する支持部材90を搬送コンベヤBC方向へ進退可能に設けている。この支持部材90は、その支持面が突出区間88cの上端に移動した時点の掛止部材86が掛止した容器Cの凸部Caよりおよそ3mm下方に位置する高さに設けられ、その後方に配設したシリンダ91により容器Cの凸部Caの支持位置と凸部Caと接触しない後方位置との間を進退するようにしている。91aはシリンダロッドである。
【0015】
以下、段バラシ装置8の動作を説明する。コラムDを段バラシ装置8に搬送する。段バラシ装置8では支持部材90を後退させておく。段バラシ装置8の下方に来ると図示しないセンサで検出し、搬送コンベヤBCを減速停止して段ばらしが開始される。段バラシ装置8は、駆動スプロケット83により無端チェーン82を上向き方向に送り、掛止部材86が一定の速度で左右同期しながら駆動スプロケット83を反転しての出没区間88eの始端に移動する。
【0016】
掛止部材86は、案内ローラ86eがローラガイド89で拘束されて出没区間88eにより徐々に起き上がり、ガイドローラ86dがガイド溝88aから外れてガイド板88bと当接して水平となった掛止受材86aがコラムDの最下段の容器Cの下方に来て突出区間88cに移行する。掛止受材86aは無端ガイド87とガイド板88bで水平に保持された状態でコラムDの最下段の容器Cの底面を下方から掛止して突出区間88cを上昇しながら持ち上げ、最下段から2段目の容器Cの凸部Caが支持部材90の上方まで移動すると、支持部材90を支持位置まで前進させる。
【0017】
次に、駆動スプロケット83を直ちに逆転させて無端チェーン82を下向き方向に送り、コラムDの最下段の容器Cを掛止した掛止部材86は突出区間88cを下方へ移動して最下段の容器Cを降下させるとともに、直上の2段目以降の容器Cが前進している支持部材90で支持されて最下段の容器Cと離間し、最下段の容器Cは降下して搬送コンベヤBCへ移載され、掛止部材86はガイドローラ86dがガイド板88bからガイド溝88aに嵌入することで後退して駆動スプロケット83を反転する。搬送コンベヤBCは駆動を再開して移載された容器Cを送出コンベア8aによって送り出す。
【0018】
続いて、無端チェーン82の回動を維持し、従動スプロケット84を反転して受渡し区間88dの始端に移動した掛止部材86は、掛止受材86aが矢印に沿って移行するように掛止部材86が揺動し、容器Cの底面を下方からすくい上げるように掛止して残りの段積みされた容器Cの最下段の容器Cを若干持ち上げ、最下段の容器Cが支持部材90から離間する。
【0019】
コラムDの残りの段積みされた容器Cが支持部材90から離間後は、最下段の容器Cを回避するように支持部材90を容器Cの外側へ一時的に後退させ、掛止部材86が突出区間88cを降下して最下段の容器Cが支持部材90の支持高さより下方へ移動すると、支持部材90を支持位置まで前進させる。
【0020】
掛止部材86が最下段の容器Cを掛止した状態でさらに降下すると、最下段から2段目の容器Cが支持部材90で支持され、同2段目の容器Cと最下段の容器Cが離間する。掛止部材86は突出区間88cの下端に来ると、最下段の容器Cが搬送コンベヤBCに載置されて払い出され、掛止部材86は出没区間88eで下向きに傾斜して後退した状態で駆動スプロケット83で反転し、払い出された容器Cは搬送コンベヤBCで搬送される。
【0021】
次に段バラシ装置8と同じ構造(段バラシと段積みの兼用タイプ)の段積み装置11の動作を説明する。段バラシされた容器Cは、段積み装置11へ搬送される。段積み装置11では支持部材90を後退させておく。容器Cが段積み装置11の下方に来て図示しないセンサで検出すると、搬送コンベヤBCを減速停止して段積みが開始される。駆動スプロケット83により無端チェーン82を上向き方向に送り、掛止部材86が駆動スプロケット83を反転して出没区間88eの始端に移動する。
【0022】
掛止部材86は、案内ローラ86eがローラガイド89で拘束されて出没区間88eにより徐々に起き上がり、ガイドローラ86dがガイド溝88aから外れてガイド板88bと当接して水平となった掛止受材86aが容器Cの下方に来て突出区間88cに移行する。掛止受材86aは無端ガイド87とガイド板88bで水平に保持された状態で容器Cの底面を下方から掛止して突出区間88cを上昇しながら持ち上げ、その持ち上げている容器Cの凸部Caが支持部材90の上方まで移動すると、支持部材90を支持位置まで前進させる。
【0023】
案内ローラ86eがローラガイド89で拘束されてガイドローラ86dがガイド板88bから再度ガイド溝88aに嵌入し、容器Cを持ち上げている掛止部材86が受渡し区間88dの始端に移動すると、掛止受材86aが矢印に沿って移行するように掛止部材86が揺動しながら持ち上げられた容器Cが直下の支持部材90に置いていくようにして受け渡される。掛止部材86はそのまま容器Cに接触しないように掛止受材86aを後退させた状態で上昇し、従動スプロケット84で反転する。
【0024】
続いて、掛止部材86が駆動スプロケット83を反転して出没区間88eで起き上がり、次に搬送された容器Cを前記と同様に掛止部材86で持ち上げ、その持ち上げられた容器Cが上方の容器Cの底面を押し上げて段積みして支持部材90から離間する。段積みされた容器Cが支持部材90から離間後は、支持部材90を後退させ、掛止部材86で掛止した最下段の容器Cが支持部材90で支持できる位置まで移動した時点で支持部材90を前進させ、受け渡す。その後、前記工程を繰り返すことで、容器Cを連続的に掛止して押し上げながら段積みしていく。
【0025】
最後の容器Cになると、最後の容器Cを搬送コンベヤBCから掛止して持ち上げて突出区間88cを移動し、最後の容器Cを支持部材90上に支持されている既段積みの容器Cに下方から追加して全ての容器Cを段積みし、容器Cが支持部材90から離間後支持部材90を後退させて後退位置を維持し、駆動スプロケット83を逆転させて無端チェーン82を下向き方向へ送り、突出区間88cの下端付近で掛止部材86上の段積みされた容器Cをコラムとして搬送コンベヤBCに移載して搬送する。
【0026】
この実施例1では、パン工場で生産された物品Bが、一品種毎(アンパン,クリームパン,食パン・・・等)にバラ物品送り込みライン3によって分配する総個数の数だけまとめて容器に入れて順次投入ステーション1に送られる。
【0027】
投入ステーション1の表示盤1aには、図12に示すように仕分先名(店舗名)と投入すべき要求の品種の物品Bの品種名(例えばアンパン)と投入すべき個数(要求個数)を表示している。作業者Mはバラ物品送り込みライン3の容器からその物品Bが表示盤1aの品種と一致するか確認した後、表示の個数だけ物品を取り出して、投入ライン1b上の空の容器Cへ投入する。容器Cに要求個数投入し終えると送り出す。その時、容器Cが満杯か非満杯か、その品種の物品を全部投入完了かを表示盤1aに設けた「満杯」ボタン,「非満杯」ボタン,「投入完了」ボタンの各ボタンを押して管理コンピュータ装置13に入力する。送り出された容器Cが移載装置5aまでくると、満杯でもなく且つ全部投入完了でない容器Cは端数容器として移載装置5aが働いて容器Cを戻しライン5へ送り出す。
【0028】
ここで、作業者Mがその容器Cの投入具合からこれ以上投入できず、投入すべき物品Bが残っている場合表示盤1aにある「満杯」ボタンを押し、管理コンピュータ装置13にその容器が満杯であると入力する。管理コンピュータ装置13のコンピュータはその容器の投入個数でもってその仕分先(小売店舗)に送るべき全品種の要求個数全部となりその仕分先に投入すべき物品がない(全部投入完了)と判断した場合及び前記の「満杯」の入力があった場合は移載装置5aは作動せずにそのままその容器Cを搬送コンベア4へ送り出して搬出する。「満杯」ボタンを押した場合、満杯となった容器Cを送り出した後作業者Mは空容器ステーション2から空の容器Cを取り出して投入ライン1bに置き、新しい空の容器Cにその仕分先の残りの物品Bを投入し、移載装置5aに送り出す。
【0029】
投入ステーション1で物品Bを投入した容器Cが、満杯でなく(「非満杯」で)且つその仕分先に投入すべき物品が残されている端数容器の場合、移載装置5aはその端数容器を押して戻しライン5へ送り出す。戻しライン5上の端数容器と段バラシ装置8でバラされてバイパスライン10に送られた端数容器とはバイパスライン10上で合流し、段積み装置11に送られて、同段積み装置11で段積みされコラムDとなってコラム戻りライン6aに送られて、コラム貯留コンベア6に取り込まれて一時保管される。
【0030】
このコラム貯留コンベア6は、全部投入完了していない各仕分先の端数容器が複数段に段積みしたコラムDとして多数一時保管される。コラムDの段数が平均10段とし、1つのローラコンベアに20コラム載置できるとすると2つのローラコンベアには、10×20×2=400の数の仕分先の端数容器が一時保管できることとなる。
【0031】
次に、投入ステーション1に送り込まれた又は送り込まれる直前の品種の物品Bを要求品種とする仕分先の端数容器がコラム貯留コンベア6にあれば、その仕分先の端数容器があるコラムDをコラム貯留コンベア6からコラム送りライン7へ送り出す。コラムDはシリアルに保管されているため、仕分先の要求が全くないコラムDが前方にある場合でもその前方のコラム全部をコラム送りライン7へ送り出す。
【0032】
コラム送りライン7に送り出されたコラムDのうち、投入ステーション1に送る仕分先の端数容器が1つもコラムに含まれていないものは、直角転向装置7aによってコラムバイパスライン12に送り込まれ、コラム戻りライン6aを介してコラム貯留コンベア6に再入庫される。
【0033】
コラム送りライン7に送り出されたコラムDの中に端数容器が投入ステーション1に送られるものがあれば、直角転向装置7bを通過し、直角転向装置7bで先に送られてコラム送りライン7の終端まで送られ、終端にある段バラシ装置8によって、コラムDは前記の如く段バラシされて複数の端数容器に戻され、送出コンベア8aから送り出されて投入ステーション1に送られるべき端数容器は移載装置9aによって搬送ライン9へ送られ、投入ステーション1の投入ライン1bに移載され、ステーション1の投入場1cで作業者Mが表示盤1aに従って、その端数容器にその仕分先の要求個数だけ物品Bを投入する。投入ステーション1での投入作業を終了した容器は前記のように移載装置5aに向けて送り出される。
【0034】
一方、段バラシ装置8で段バラシされ、送出コンベア8aから送られてくる端数容器の内、投入ステーション1で分配している物品を投入する必要がない端数容器は移載装置9aをそのまま通過し、バイパスライン10へ送られ、戻しライン5から送られる端数容器と合流して前記のように段積み装置11へ送られる。段積み装置11で端数容器は段積みされ新しいコラムDとしてコラム戻りライン6aを介してコラム貯留コンベア6に保管される。
【0035】
このように、端数容器は満杯又は全部投入完了となるまでコラム貯留コンベア6,コラム送りライン7,コラムバイパスライン12,投入ステーション1,バイパスライン10,コラム戻りライン6aを循環して物品投入と保管と移送がなされる。
【0036】
実施例1の装置で下記表の如く、出荷先(店舗)A,B,C・・・XYZ,AA,AB,AC,・・・AK・・に、3つの品種(アイテムi1,アイテムi2,アイテムi3)の物品を投入ステーション1に供給して分配する例の状態を図1,表1で示す。最初のアイテムi1の物品を各店舗に分配する個数を2段目に、その店舗名(A,B,C・・・)を1段目に、その店舗で満杯になった容器の数を3段目、非満杯の有・無(端数容器の有無)を4段目に、投入後段積み保管されたコラムのコラム番号を5段目に示している。
同様に、次のアイテムi2の品種の物品の供給した場合を、現コラム番号,店舗名(仕分先),アイテムi2(品種)の投入個数,容器の有効・無効(アイテムi2の物品の投入の有無)、この物品での満杯の容器の数、非満杯の有・無(端数容器の有無)、次のコラム番号(段バラシされ投入され、段積みされたところの新しいコラムの番号)の値・状態を第6〜12段目に示している。
同様に、3回目の物品の供給を示すアイテムi3の物品の供給した場合の状態・値を第13〜19段目に示している。又、1回目のコラム番号1の端数容器の仕分先と、2回目の次の品種の物品供給後のコラム番号11の端数容器の仕分先(店舗)を図2に示している。
【0037】
【表1】
【0038】
この表1,図1の例では、アイテムi1(品種:あんぱん)が店舗A,B・・・Jにそれぞれ、23,29,16・・・17個ずつ容器Cに投入されるが、いずれの店舗にも満杯容器と端数容器が発生し、その端数容器は、上の段からA,B,C,・・・Jの順に段積みされコラム番号1を形成する(図2の左図参照)。同様に、店舗M,N,O,P・・・Wの端数容器がコラム番号2を形成し、店舗Y,Z,AA,AB・・・AHの端数容器がコラム番号3を形成する。
アイテムi2の物品の供給で、コラム番号1,コラム番号2は段バラシされ、コラム番号3はコラムバイパスライン12でそのままコラム戻りライン6aに戻されている。そして、コラム番号1,2は段バラシされるが、コラム番号1の端数容器A,B,C・・・Jのうち、物品の投入のない店舗I,Gの端数容器はバイパスライン10で投入ステーション1を経由しないで直接段積み装置11に向かう。他の端数容器は投入ステーション1に向かって送られて物品が投入される。満杯の容器は搬送コンベヤ4で搬出され、端数容器は戻しライン5に送られ、バイパスライン10の端数容器と合流し、新しい店舗(J,H,E,BA,W,V,U,T,S)の端数容器の組み合わせで段積み装置11で段積みされて新しいコラム番号11としてコラム戻りライン6aに送られて、貯留コンベア6に保管される。この時のコラム・容器の状態を図2の右図に示している。
【0039】
本実施例1では、2列のローラコンベアからなるコラム貯留コンベア6は、400個の端数容器を保管でき、400の仕分先の処理ができるようになっている。これは一段だけの送りのローラコンベアの20列分に相当し、段積みすることで大略1/10程の床面積と約1/10のローラコンベアの台数の設備費で済むこととなる。この効果はコラムの段積みできる段数が多くなる程著しいもとなる。
【0040】
又、本実施例1では投入ステーション1で物品の投入がない端数容器のみで構成されていればそのコラムD(図1中のコラム番号3)はコラムバイパスライン12を通ってそのままバイパスして貯留コンベア6に再入庫するので、このようなコラムDが多くなっても全体の処理速度の低下は少なくできる。
【実施例2】
【0041】
図13に示す実施例2は、投入ステーション1の作業者による投入場1cが投入ライン1bの2個所にシリアルに設けられ、バラ物品送り込みライン3と表示盤1aは2つの投入場1cそれぞれに設けられている。2列のバラ物品送り込みライン3は、別品種の物品が送り込まれ、各投入場1cは端数容器にそれぞれの品種の物品が投入できるようになっている。従って、同じ仕分先(店舗)の端数容器に第1と第2の投入場1cで2種類の品種の物品が要求個数投入できるようになっている。いずれか一方の品種の物品しか要求されていない場合は、一方の投入場1cを投入しないで通過していけるようになっていて、一品種のみの投入でもよいようになっている。この場合でも満杯容器・全部投入容器は搬出コンベア4から搬出され、端数容器はいずれかの戻しライン5からバイパスライン10へ送り込まれ、段積み装置11で段積みされて、コラムDとなってコラム戻りライン6aを介して貯留コンベア6に保管される。
この実施例では、一回の投入ステーション1への容器Cの送りで、2品種の物品を投入できることとなるので、実施例1の1品種の投入に比べ、仕分速度が大きく向上する。
本実施例2の他の構成・動作、図中の符号は、実施例1のものと共通である。
【産業上の利用可能性】
【0042】
本願発明は、工場で生産される多品種の商品を多数の配送先の店舗毎に容器詰めして配送する他に、組立製品の多種のパーツがパーツ製造工場・パーツ卸し会社からまとめて送られてきて、これらのパーツの組み合わせセットを各部門の組立工場へ送る場合にも使用できる。あるいは、宅送業において多くの回数で複数の配送区を混在して運送されてくる宅送物を、配送する区(仕分先)別に複数回のバッチにまとめ搬出して宅送する場合にも使用できる。この場合配送区が仕分先となり、運送されてくる毎の宅送物が別の品種の物品とするもので、本発明が適用できる。
【図面の簡単な説明】
【0043】
【図1】実施例1のバラ物品仕分設備を示す説明図である。
【図2】貯留コンベアの容器のコラムの状態を示す説明図である。
【図3】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図4】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図5】実施例1のバラ物品仕分方法の仕分け行程を示す説明図である。
【図6】実施例1の段バラシ装置の正面図である。
【図7】実施例1の段バラシ装置の側面図である。
【図8】図6のA−A断面図である。
【図9】掛止部材の取付構造を示す説明図である。
【図10】実施例1の掛止部材の動作の説明図である。
【図11】実施例1の掛止部材の動作の説明図である。
【図12】実施例1の表示盤の表示面の正面図である。
【図13】実施例2のバラ物品仕分設備を示す説明図である。
【符号の説明】
【0044】
A バラ物品仕分設備
B バラの物品
C バラの物品Bを投入する容器
D コラム
M 作業者
1 投入ステーション
1a 表示盤
1b 投入ライン
1c 投入場
2 空容器ステーション
3 バラ物品送り込みライン
4 搬出コンベア
5 戻しライン
5a 移載装置
5b 切出しストッパ
6 コラム貯留コンベア
6a コラム戻りライン
6b 移載装置
6c 切出しストッパー
7 コラム送りライン
7a 直角転向装置
7b 直角転向装置
8 段バラシ装置
8a 送出コンベア
9 搬送ライン
9a 移載装置
10 バイパスライン
11 段積み装置
12 コラムバイパスライン
13 管理コンピュータ装置
【特許請求の範囲】
【請求項1】
複数品種のバラの物品を品種毎に分配する総個数まとめて投入ステーションの投入場に送り込み、同投入ステーションの投入場にて送り込まれた物品から各仕分先が要求する個数だけ同仕分先の容器に投入してバラの物品を仕分先の容器に分配していき、仕分先の容器に要求の品種の物品を要求の個数全部投入完了したらその容器を搬出するようにするバラ物品仕分け方法であって、
投入ステーションで物品を投入された容器が全部投入完了となった場合及び満杯となった場合はその容器をそのまま搬出し、満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入完了でない端数容器の場合は他の仕分先の端数容器とともに複数段に段積みしコラムとして貯留場に一時保管し、
貯留場に保管された端数容器の仕分先に分配されるべき物品が投入ステーションにあれば、その仕分先の端数容器があるコラムを貯留場から送り出して段バラシしてその端数容器を投入ステーションへ送り込み、コラムを段バラシしてできる端数容器のうち投入ステーションに送られなかった端数容器は別路で送られて、別路で送られた端数容器は投入ステーションで物品投入された後の端数容器と合流して併せて段積みされてコラムとして貯留場に一時保管されるようにし、端数容器を段積みしたコラム状態で一時保管することを特徴とする、バラ物品仕分け方法。
【請求項2】
貯留場から送り出された端数容器の段積みのコラムに投入ステーションで物品を投入する仕分先の端数容器がなければ、段バラシせずに直ちにそのコラムをそのまま貯留場に再入庫させるようにした、請求項1記載のバラ物品の仕分け方法。
【請求項3】
品種毎にまとめて送り込まれる複数品種のバラの物品に対し、各仕分先の容器に要求の品種の物品を要求の個数だけ入れてバラの物品を仕分先単位に分配するバラ物品仕分設備であって、バラの物品を容器に投入する投入ステーションと、同投入ステーションで使う空の容器を置く空容器ステーションと、同投入ステーションの投入場にバラの物品を一品種毎まとめて送り込むバラ物品送り込みラインと、投入ステーションで物品を投入した容器を搬出する搬出コンベアと、投入ステーションで物品が投入されても満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入未完了の端数容器を投入ステーションから又は搬出コンベア途中から送り出す戻しラインと、端数容器の段積みのコラムを保管し且つ送り出せるように一時保管する貯留場であるコラム貯留コンベアと、同コラム貯留コンベアから送り出されるコラムを移送するコラム送りラインと、同コラム送りラインの終端に設けた段バラシ装置と、同段バラシ装置で段バラシされた端数容器のうち投入ステーションで物品を投入する端数容器を投入ステーションに送る搬送ラインと、段バラシ装置で段バラシされた端数容器のうち投入ステーションに送り込まない残りの端数容器を送り出すバイパスラインと、同バイパスラインと前記戻しラインとで送られる端数容器を合流して段積みしてコラムとする段積み装置と、同段積み装置で段積みされたコラムをコラム貯留コンベアに移送するコラム戻りラインと、仕分先と容器・端数容器との対応、コラムの端数容器の仕分先構成及び容器位置を管理し全物品投入完了か否かの判断及び投入ステーションの投入物品の品種と仕分先の要求品種と要求個数を記憶して管理し、且つ容器とコラムの各コンベアとラインによる移送を制御する管理コンピュータ装置とを備えたバラ物品仕分設備。
【請求項4】
コラム貯留コンベアから送り出されたコラム送りライン上のコラムの中で投入ステーションで物品を投入する仕分先の端数容器が全く含まれていないコラムを直接コラム戻りラインへ送るコラムバイパスラインを設けた請求項3記載のバラ物品仕分設備。
【請求項5】
投入ステーションの容器を送るラインに複数の投入場を設け、各投入場のそれぞれの下流側に投入を終えた端数容器をバイパスラインに送る戻りラインを設け、更に各投入場毎に異なった品種の物品を供給するバラ物品送り込みラインを設け、投入ステーションで複数の品種の物品を並行に投入できるようにした請求項3又は4記載のバラ物品仕分設備。
【請求項6】
投入ステーションの投入場が作業者による投入する場所であって、その投入場で投入すべき物品の仕分先名と投入すべき物品の品種名と投入個数を表示する表示部及び、物品を投入された容器が満杯であることを指示する満杯ボタンとそうでない非満杯を指示する非満杯ボタンと送られた物品の品種の投入すべき物品を投入の仕分先の容器に全部投入し終えたことを示す投入完了ボタンを備え、且つ管理コンピュータ装置と接続された表示盤を設けた、請求項3,4,5いずれか記載のバラ物品仕分設備。
【請求項1】
複数品種のバラの物品を品種毎に分配する総個数まとめて投入ステーションの投入場に送り込み、同投入ステーションの投入場にて送り込まれた物品から各仕分先が要求する個数だけ同仕分先の容器に投入してバラの物品を仕分先の容器に分配していき、仕分先の容器に要求の品種の物品を要求の個数全部投入完了したらその容器を搬出するようにするバラ物品仕分け方法であって、
投入ステーションで物品を投入された容器が全部投入完了となった場合及び満杯となった場合はその容器をそのまま搬出し、満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入完了でない端数容器の場合は他の仕分先の端数容器とともに複数段に段積みしコラムとして貯留場に一時保管し、
貯留場に保管された端数容器の仕分先に分配されるべき物品が投入ステーションにあれば、その仕分先の端数容器があるコラムを貯留場から送り出して段バラシしてその端数容器を投入ステーションへ送り込み、コラムを段バラシしてできる端数容器のうち投入ステーションに送られなかった端数容器は別路で送られて、別路で送られた端数容器は投入ステーションで物品投入された後の端数容器と合流して併せて段積みされてコラムとして貯留場に一時保管されるようにし、端数容器を段積みしたコラム状態で一時保管することを特徴とする、バラ物品仕分け方法。
【請求項2】
貯留場から送り出された端数容器の段積みのコラムに投入ステーションで物品を投入する仕分先の端数容器がなければ、段バラシせずに直ちにそのコラムをそのまま貯留場に再入庫させるようにした、請求項1記載のバラ物品の仕分け方法。
【請求項3】
品種毎にまとめて送り込まれる複数品種のバラの物品に対し、各仕分先の容器に要求の品種の物品を要求の個数だけ入れてバラの物品を仕分先単位に分配するバラ物品仕分設備であって、バラの物品を容器に投入する投入ステーションと、同投入ステーションで使う空の容器を置く空容器ステーションと、同投入ステーションの投入場にバラの物品を一品種毎まとめて送り込むバラ物品送り込みラインと、投入ステーションで物品を投入した容器を搬出する搬出コンベアと、投入ステーションで物品が投入されても満杯でなく且つその仕分先に投入されるべき物品が残っている全部投入未完了の端数容器を投入ステーションから又は搬出コンベア途中から送り出す戻しラインと、端数容器の段積みのコラムを保管し且つ送り出せるように一時保管する貯留場であるコラム貯留コンベアと、同コラム貯留コンベアから送り出されるコラムを移送するコラム送りラインと、同コラム送りラインの終端に設けた段バラシ装置と、同段バラシ装置で段バラシされた端数容器のうち投入ステーションで物品を投入する端数容器を投入ステーションに送る搬送ラインと、段バラシ装置で段バラシされた端数容器のうち投入ステーションに送り込まない残りの端数容器を送り出すバイパスラインと、同バイパスラインと前記戻しラインとで送られる端数容器を合流して段積みしてコラムとする段積み装置と、同段積み装置で段積みされたコラムをコラム貯留コンベアに移送するコラム戻りラインと、仕分先と容器・端数容器との対応、コラムの端数容器の仕分先構成及び容器位置を管理し全物品投入完了か否かの判断及び投入ステーションの投入物品の品種と仕分先の要求品種と要求個数を記憶して管理し、且つ容器とコラムの各コンベアとラインによる移送を制御する管理コンピュータ装置とを備えたバラ物品仕分設備。
【請求項4】
コラム貯留コンベアから送り出されたコラム送りライン上のコラムの中で投入ステーションで物品を投入する仕分先の端数容器が全く含まれていないコラムを直接コラム戻りラインへ送るコラムバイパスラインを設けた請求項3記載のバラ物品仕分設備。
【請求項5】
投入ステーションの容器を送るラインに複数の投入場を設け、各投入場のそれぞれの下流側に投入を終えた端数容器をバイパスラインに送る戻りラインを設け、更に各投入場毎に異なった品種の物品を供給するバラ物品送り込みラインを設け、投入ステーションで複数の品種の物品を並行に投入できるようにした請求項3又は4記載のバラ物品仕分設備。
【請求項6】
投入ステーションの投入場が作業者による投入する場所であって、その投入場で投入すべき物品の仕分先名と投入すべき物品の品種名と投入個数を表示する表示部及び、物品を投入された容器が満杯であることを指示する満杯ボタンとそうでない非満杯を指示する非満杯ボタンと送られた物品の品種の投入すべき物品を投入の仕分先の容器に全部投入し終えたことを示す投入完了ボタンを備え、且つ管理コンピュータ装置と接続された表示盤を設けた、請求項3,4,5いずれか記載のバラ物品仕分設備。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2007−176658(P2007−176658A)
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2005−378138(P2005−378138)
【出願日】平成17年12月28日(2005.12.28)
【出願人】(000196705)西部電機株式会社 (80)
【Fターム(参考)】
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成17年12月28日(2005.12.28)
【出願人】(000196705)西部電機株式会社 (80)
【Fターム(参考)】
[ Back to top ]