
バリア包装機用キャリア
【課題】 バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を制御された一連の工程で高能率かつ精度良く遂行するバリア包装機用キャリアを提供する。
【解決手段】 バリア充填袋の充填室の表裏面側をバリア包材により被覆して取り付けるバリア包装機において、本体に前記バリア包装袋の周囲に複数のバッグ打抜用穴を相互に間隔をおき並設するとともに両側の本体上に複数対のピンを突設し、本体の両側部に前記該バリア包材を把持する把持爪を設けるとともに走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともに各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜かれ、該打抜かれたバリア包装袋が落下可能に構成される。
【解決手段】 バリア充填袋の充填室の表裏面側をバリア包材により被覆して取り付けるバリア包装機において、本体に前記バリア包装袋の周囲に複数のバッグ打抜用穴を相互に間隔をおき並設するとともに両側の本体上に複数対のピンを突設し、本体の両側部に前記該バリア包材を把持する把持爪を設けるとともに走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともに各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜かれ、該打抜かれたバリア包装袋が落下可能に構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医療現場等で適用され、各種流動体を充填する複室型の充填袋や、該流動体を充填する単室型の充填袋において、これら充填袋の表裏面を水分やガスなどの非透過性膜からなるバリア包材により被覆して充填物の変質を防止するように構成されたバリア包装袋を製造するバリア包装機用キャリアに関する。
【背景技術】
【0002】
医療現場で使用されている可撓性の充填袋(バッグ)については、重ね合わせたポリエチレン樹脂等の合成樹脂材を縦・横シールして充填用袋体に形成し、注入用のポート(筒状体)をシールして取り付けたポート付き充填用袋体として、ポートにより充填室に液体(食塩液やブドウ糖液等の液剤)又は粉状体(粉末剤や粒状剤)を充填した単室型のポート付き充填袋に製造する方法が、例えば特許文献1(特開2000−313076号公報)にて提案されている。
また、人手で押す操作程度でシール解除となる弱シール(横シール)により区画された2個の充填室を有する充填用袋体とし、ポートをシールして取り付けたポート付き充填用袋体として、ポートにより一方の充填室に液体、他方の充填室に粉状体を個別に充填して区画した複室型のポート付き充填袋が、例えば特許文献2(特許第3060133号公報)提案されている。
さらに、単室型や複室型のポート付き充填袋の表裏面側を水分やガスの非透過性膜により被覆するバリア包装袋が提案され、前記のバリア包装袋の製造方法も提案されている。
【特許文献1】特開2000−313076号公報
【特許文献2】特許第3060133号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1、2等で提案されている従来のバリア包装袋は、各充填袋(複室型又は単室型)ごとにその表裏面側を水分やガスの非透過性膜により被覆しシールして製造されるため、基本的に生産性に限界がありコスト高になる課題がある。また、表裏面側の非透過性膜により外気の水分やガスの浸入を防止して充填物(液体や粉状体)の変質が防止されているが、非透過性膜の内側に残存する空気などにより充填物が変質される虞があるなどの課題がある。
【0004】
本発明の目的は、前記のような従来技術の課題に鑑み、バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するバリア包装機用キャリアを提供することにある。
【課題を解決するための手段】
【0005】
本発明は、かかる課題を解決するためになされたものであり、請求項1記載の発明は、内部に形成された充填室内に粉体等の流動体が充填される充填袋の前記充填室の表裏面側を水分、ガスの非透過性膜からなるバリア包材により被覆し、該バリア包材を前記充填室の周囲にシールして取り付けるバリア包装機に用いるバリア包装機用キャリアにおいて、本体に前記バリア包装袋の周囲形状に対応させた複数のバッグ打抜用穴を相互に間隔をおき並設するとともに、該バッグ打抜用穴の両側の前記本体上に複数対のピンを突設し、前記本体の両側部に前記バリア包材を把持する把持爪を設けるとともに、走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともにバリア包装機の各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されたことを特徴とするバリア包装機用キャリアにある。
【0006】
請求項2記載の発明は、請求項1において、前記把持爪は、前記制御手段により制御されて該把持爪の下降時に前記バリア包材の端部を把持してテンションを付加する張設手段を具備したことを特徴とする。
【0007】
かかる発明によれば、前記キャリアは、制御手段により各作業ステーションに走行、作動制御されており、これにより、把持爪による帯状のバリア包材の張設、ピン係合による各充填袋の固定などが制御された一連の作動が精度良く行われる。
また、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されるため、充填袋の配置精度とともに該充填袋の周囲の打ち抜き精度が高められて、複数のバリア包装袋を精度良く高能率で量産できる。
【0008】
また請求項2のように構成すれば、前記バリア包装機において、前記把持爪は制御手段により制御されて該把持爪の下降時にバリア包材の端部を把持してテンションを付加する張設手段を具備したことにより、バリア包材の張設が容易に精度良く行われ、バリア包装の製造性能、信頼性がさらに高められる。
【発明の効果】
【0009】
以上記載のごとく本発明によれば、バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するバリア包装機用キャリアを提供することができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。
図1は本発明の実施例を示すキャリアの平面図、図2(A)は図1のP部拡大図、(B)は(A)におけるY−Y矢視図、(C)は(A)におけるX矢視図である。図3はバリア包装袋の平面図である。図4はバリア包装機における充填袋配置ステーションの平面図である。
【0011】
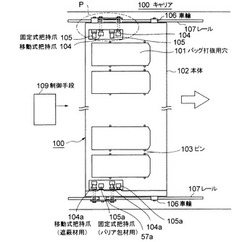
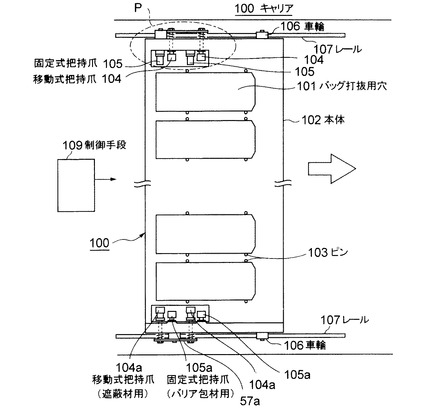
本発明のバリア包装袋の製造に使用されるキャリア100は、図1に示すように、本体102に、バリア包装袋20(図3参照)の周囲形状に対応させた複数のバッグ打抜用穴101を相互に間隔をおき並設し、該バッグ打抜用穴101の両側の本体102上に複数対のピン103を突設し、本体102の両側部に制御される移動式把持爪104、104a、固定式把持爪105、105aを設けるとともに、本体102の両側部にレール107上を走行制御される車輪106を設けた構造となっている。
さらに、コントローラなどからなり走行及び作動制御する制御手段109を具備しており、該制御手段109は、キャリア100を各作業ステーションに走行制御し、移動式把持爪104、104aを作動制御するとともに、さらには各作業ステーションにおけるそれぞれの手段機構を一連に作動制御する。
【0012】
104、104aは移動式把持爪で、図2(C)のように平行リンク50により上下移動する上方爪51、平行リンク50の他端を軸支するとともに、上方爪51が下方位置にある時に遮蔽材11又はバリア包材16を把持する下方爪52、同下方爪52とボルト等で一体のブロック53等から構成されている。
105、105aは固定式把持爪で、移動式把持爪104、104aと同様に平行リンク50、上方爪51、下方爪52、ブロック53を備えている。
前記平行リンク50は上方爪51と下方爪52間に軸支され、図示せぬエアシリンダ等のアクチュエータにより上下するプッシャ54により、図2(C)のように実線と2点鎖線の位置に上方爪51を移動可能とする。プッシャ54は各把持爪104、105、104a、105a毎に設けられている。
【0013】
55はボルトで、ブロック53と一体に固定され、キャリア100と一体の周壁112に形成されたガイド孔56に摺動可能に挿入されている。
57、57aはボルト55同士を連結するプレートで、キャリア100の周壁112との間に圧縮ばね58が装填されていて、移動式把持爪104、104aを常時、キャリア100の外方へ付勢している。
バリア包材16を把持する場合は、プレート57を図示せぬプッシャで押して、図2(B)の位置に移動式把持爪104を前進させる。
次に、図2(B)の状態で、プッシャ54(移動式把持爪104と固定式把持爪105a用)を上昇させて、上方爪51を図2(C)の二点鎖線の位置に移動させ、上方爪51と下方爪52を「開」の状態とする。
【0014】
この状態で、バリア包材16を同爪104と105aとの間に図示しない移載手段(例えば吸盤により包材を吸着及び脱着するもの等)により装填する。
プッシャ54を元の位置に下降させて上方爪51を図2(C)の実線の状態に復帰させて、同包材16を把持する。次にプレート57を押していた図示しないプッシャを元の位置に戻すことにより、移動式把持爪104は圧縮ばね58により反把持爪側へ戻り、同包材16を固定式把持爪105aとの間でテンションをかけた状態になる。遮蔽材11の場合は把持爪104aと105を同様にして移動させて遮蔽材11を装着できる。
また、前記バッグ打抜用穴101は、好ましくは図示のようにキャリア100の本体102に穿穴して、バリア包装袋20のバッグ打抜手段(メス刃)とし、かつ打ち抜かれたバリア包装袋20の落下手段に構成される。必要に応じバッグ打抜手段(メス刃)のみの構造にすることも可能であり、この場合は打ち抜かれたバリア包装袋20は吸着手段(図示省略)などで搬出される。
【0015】
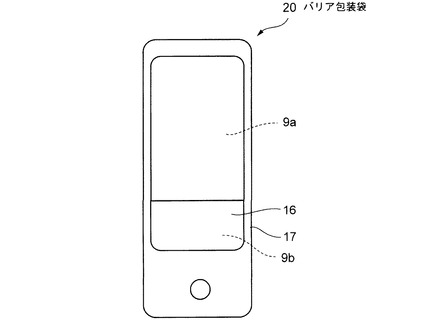
図3に本発明のバリア包装袋20を示す。例えば本例の如く充填室9a、9bが複室の場合、該充填室9bの表裏面を、水分、ガスなどの非透過性膜からなるバリア包材16及び遮蔽材11(図2参照)により被覆して、該バリア包材16が前記充填室9bの周囲(表裏面)にシール17される。
【0016】
本発明のバリア包装機は、制御手段109により前記キャリア100が各作業ステーションへ走行制御され、各作業ステーションの製造手段も一連に作動制御されて、各作業ステーションにおいてキャリア100により、複数の充填袋にバリア包材16及び遮蔽材11をシールにより付設してバリア包装袋20を製造する。
【0017】
図示のバリア包装機の各ステーションについてさらに詳述すると、先ず図4に示す遮蔽材の配置ステーションでは、アルミニウム薄板等の不透明材などからなり水分やガスを遮断する非透過性材の遮蔽材11が適用される。キャリア100の本体102上に帯状の遮蔽材11が吸着手段(図示省略)などにより繰り出されてカッター(図示省略)などにより処要の長さに切断され、把持爪104a、105が前記した手順で開閉制御される。
【0018】
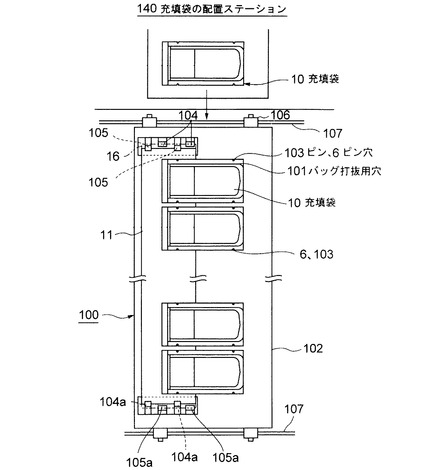
図4に示す充填袋の配置ステーション140では、吸着などの手段(図示省略)により前記バリア包装袋20の中間品である充填袋10がキャリア100の本体102上へ搬送され、各充填袋10はその両側部に設けた複数対のピン孔6が本体102上に突設したピン103にピン係合されて固定され、各充填袋10の充填室9b側が後述するバリア包材16とは反対側に張設されている遮蔽材11上に精度良く載置され、全体的にバッグ打抜用穴101の上側に載置される。
【0019】
かかる実施例によれば、充填袋の充填室の表裏面側を水分、ガスなどの非透過性膜1からなる遮蔽材11とバリア包材16により被覆して、遮蔽材及びバリア包材を充填室9bの周囲にシールして取り付けるバリア包装機において、本体102にバリア包装袋20の周囲形状に対応させた複数のバッグ打抜用穴101を相互に間隔をおき並設して、バッグ打抜用穴101の両側の本体102上に複数対のピン6を突設し、本体の両側部に制御される把持爪104、105、104a、105aを設けるとともに走行制御される車輪106を設けたバリア包装用のキャリア100と、走行及び作動制御する制御手段109とを具備しているので、このキャリア100は、制御手段109により各ステーションへ走行、作動制御されて、把持爪104a、105により帯状の遮蔽材11が張設され、複数の充填袋10がピン係合6、103により固定され、把持爪104、105aにより帯状のバリア包材16が張設されて、それらが相互に精度良く配置されるとともに制御された一連の作動が行われる。
なお、図示しないが、バリア包材の配置はバリア包材の配置ステーションによって、バッグ打抜・製品搬出は、バッグ打抜・製品搬出ステーションによってそれぞれ行われる。
【0020】
また、前記バリア包装機において、前記把持爪104、105、104a105aは、制御手段109により開閉制御されて遮蔽材11及びバリア包材16の端部を把持して適度のテンションが付加されて張設され、遮蔽材11及びバリア包材16の配置が容易に精度良く行われ、バリア包装の製造性能、信頼性がさらに高められる。
【0021】
前記の実施例では、主として複室型の充填袋10において、変質の虞がある粉状体bが充填されている充填室9b側のみをバリア化するバリア包装袋20の製造方法について説明しているが、キャリア100に設ける把持爪104、105、104a、105aの配置や遮蔽材11及びバリア包材16の幅変更などにより、単室型の充填袋などにおいても同様な製造工程によりバリア包装が可能である。
粉体充填前の充填用袋体をバリア包装袋に製造することも可能である。また、構成部品の寸法、材質、形状、その相対配置などについては、特に特定される記載がない限り図示例のものに特定されないで改変が可能である。
【産業上の利用可能性】
【0022】
バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するキャリアを提供できるため、バリア包装機用キャリアへの利用に適している。
【図面の簡単な説明】
【0023】
【図1】本発明の実施例を示すキャリアの平面図である。
【図2】(A)は図1のP部拡大図、(B)は(A)におけるY−Y矢視図、(C)は(A)におけるX矢視図である。
【図3】バリア包装袋の平面図である。
【図4】バリア包装機における充填袋配置ステーションの平面図である。
【符号の説明】
【0024】
6 ピン孔
9b 充填室
10 充填袋
11 遮蔽材
16 バリア包材
17 シール
20 バリア包装袋
100 キャリア
102 本体
103 ピン
140 充填袋の配置ステーション
【技術分野】
【0001】
本発明は、医療現場等で適用され、各種流動体を充填する複室型の充填袋や、該流動体を充填する単室型の充填袋において、これら充填袋の表裏面を水分やガスなどの非透過性膜からなるバリア包材により被覆して充填物の変質を防止するように構成されたバリア包装袋を製造するバリア包装機用キャリアに関する。
【背景技術】
【0002】
医療現場で使用されている可撓性の充填袋(バッグ)については、重ね合わせたポリエチレン樹脂等の合成樹脂材を縦・横シールして充填用袋体に形成し、注入用のポート(筒状体)をシールして取り付けたポート付き充填用袋体として、ポートにより充填室に液体(食塩液やブドウ糖液等の液剤)又は粉状体(粉末剤や粒状剤)を充填した単室型のポート付き充填袋に製造する方法が、例えば特許文献1(特開2000−313076号公報)にて提案されている。
また、人手で押す操作程度でシール解除となる弱シール(横シール)により区画された2個の充填室を有する充填用袋体とし、ポートをシールして取り付けたポート付き充填用袋体として、ポートにより一方の充填室に液体、他方の充填室に粉状体を個別に充填して区画した複室型のポート付き充填袋が、例えば特許文献2(特許第3060133号公報)提案されている。
さらに、単室型や複室型のポート付き充填袋の表裏面側を水分やガスの非透過性膜により被覆するバリア包装袋が提案され、前記のバリア包装袋の製造方法も提案されている。
【特許文献1】特開2000−313076号公報
【特許文献2】特許第3060133号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1、2等で提案されている従来のバリア包装袋は、各充填袋(複室型又は単室型)ごとにその表裏面側を水分やガスの非透過性膜により被覆しシールして製造されるため、基本的に生産性に限界がありコスト高になる課題がある。また、表裏面側の非透過性膜により外気の水分やガスの浸入を防止して充填物(液体や粉状体)の変質が防止されているが、非透過性膜の内側に残存する空気などにより充填物が変質される虞があるなどの課題がある。
【0004】
本発明の目的は、前記のような従来技術の課題に鑑み、バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するバリア包装機用キャリアを提供することにある。
【課題を解決するための手段】
【0005】
本発明は、かかる課題を解決するためになされたものであり、請求項1記載の発明は、内部に形成された充填室内に粉体等の流動体が充填される充填袋の前記充填室の表裏面側を水分、ガスの非透過性膜からなるバリア包材により被覆し、該バリア包材を前記充填室の周囲にシールして取り付けるバリア包装機に用いるバリア包装機用キャリアにおいて、本体に前記バリア包装袋の周囲形状に対応させた複数のバッグ打抜用穴を相互に間隔をおき並設するとともに、該バッグ打抜用穴の両側の前記本体上に複数対のピンを突設し、前記本体の両側部に前記バリア包材を把持する把持爪を設けるとともに、走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともにバリア包装機の各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されたことを特徴とするバリア包装機用キャリアにある。
【0006】
請求項2記載の発明は、請求項1において、前記把持爪は、前記制御手段により制御されて該把持爪の下降時に前記バリア包材の端部を把持してテンションを付加する張設手段を具備したことを特徴とする。
【0007】
かかる発明によれば、前記キャリアは、制御手段により各作業ステーションに走行、作動制御されており、これにより、把持爪による帯状のバリア包材の張設、ピン係合による各充填袋の固定などが制御された一連の作動が精度良く行われる。
また、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されるため、充填袋の配置精度とともに該充填袋の周囲の打ち抜き精度が高められて、複数のバリア包装袋を精度良く高能率で量産できる。
【0008】
また請求項2のように構成すれば、前記バリア包装機において、前記把持爪は制御手段により制御されて該把持爪の下降時にバリア包材の端部を把持してテンションを付加する張設手段を具備したことにより、バリア包材の張設が容易に精度良く行われ、バリア包装の製造性能、信頼性がさらに高められる。
【発明の効果】
【0009】
以上記載のごとく本発明によれば、バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するバリア包装機用キャリアを提供することができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照して本発明の好適な実施例を例示的に詳しく説明する。但しこの実施例に記載されている構成部品の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、この発明の範囲をそれに限定する趣旨ではなく、単なる説明例に過ぎない。
図1は本発明の実施例を示すキャリアの平面図、図2(A)は図1のP部拡大図、(B)は(A)におけるY−Y矢視図、(C)は(A)におけるX矢視図である。図3はバリア包装袋の平面図である。図4はバリア包装機における充填袋配置ステーションの平面図である。
【0011】
本発明のバリア包装袋の製造に使用されるキャリア100は、図1に示すように、本体102に、バリア包装袋20(図3参照)の周囲形状に対応させた複数のバッグ打抜用穴101を相互に間隔をおき並設し、該バッグ打抜用穴101の両側の本体102上に複数対のピン103を突設し、本体102の両側部に制御される移動式把持爪104、104a、固定式把持爪105、105aを設けるとともに、本体102の両側部にレール107上を走行制御される車輪106を設けた構造となっている。
さらに、コントローラなどからなり走行及び作動制御する制御手段109を具備しており、該制御手段109は、キャリア100を各作業ステーションに走行制御し、移動式把持爪104、104aを作動制御するとともに、さらには各作業ステーションにおけるそれぞれの手段機構を一連に作動制御する。
【0012】
104、104aは移動式把持爪で、図2(C)のように平行リンク50により上下移動する上方爪51、平行リンク50の他端を軸支するとともに、上方爪51が下方位置にある時に遮蔽材11又はバリア包材16を把持する下方爪52、同下方爪52とボルト等で一体のブロック53等から構成されている。
105、105aは固定式把持爪で、移動式把持爪104、104aと同様に平行リンク50、上方爪51、下方爪52、ブロック53を備えている。
前記平行リンク50は上方爪51と下方爪52間に軸支され、図示せぬエアシリンダ等のアクチュエータにより上下するプッシャ54により、図2(C)のように実線と2点鎖線の位置に上方爪51を移動可能とする。プッシャ54は各把持爪104、105、104a、105a毎に設けられている。
【0013】
55はボルトで、ブロック53と一体に固定され、キャリア100と一体の周壁112に形成されたガイド孔56に摺動可能に挿入されている。
57、57aはボルト55同士を連結するプレートで、キャリア100の周壁112との間に圧縮ばね58が装填されていて、移動式把持爪104、104aを常時、キャリア100の外方へ付勢している。
バリア包材16を把持する場合は、プレート57を図示せぬプッシャで押して、図2(B)の位置に移動式把持爪104を前進させる。
次に、図2(B)の状態で、プッシャ54(移動式把持爪104と固定式把持爪105a用)を上昇させて、上方爪51を図2(C)の二点鎖線の位置に移動させ、上方爪51と下方爪52を「開」の状態とする。
【0014】
この状態で、バリア包材16を同爪104と105aとの間に図示しない移載手段(例えば吸盤により包材を吸着及び脱着するもの等)により装填する。
プッシャ54を元の位置に下降させて上方爪51を図2(C)の実線の状態に復帰させて、同包材16を把持する。次にプレート57を押していた図示しないプッシャを元の位置に戻すことにより、移動式把持爪104は圧縮ばね58により反把持爪側へ戻り、同包材16を固定式把持爪105aとの間でテンションをかけた状態になる。遮蔽材11の場合は把持爪104aと105を同様にして移動させて遮蔽材11を装着できる。
また、前記バッグ打抜用穴101は、好ましくは図示のようにキャリア100の本体102に穿穴して、バリア包装袋20のバッグ打抜手段(メス刃)とし、かつ打ち抜かれたバリア包装袋20の落下手段に構成される。必要に応じバッグ打抜手段(メス刃)のみの構造にすることも可能であり、この場合は打ち抜かれたバリア包装袋20は吸着手段(図示省略)などで搬出される。
【0015】
図3に本発明のバリア包装袋20を示す。例えば本例の如く充填室9a、9bが複室の場合、該充填室9bの表裏面を、水分、ガスなどの非透過性膜からなるバリア包材16及び遮蔽材11(図2参照)により被覆して、該バリア包材16が前記充填室9bの周囲(表裏面)にシール17される。
【0016】
本発明のバリア包装機は、制御手段109により前記キャリア100が各作業ステーションへ走行制御され、各作業ステーションの製造手段も一連に作動制御されて、各作業ステーションにおいてキャリア100により、複数の充填袋にバリア包材16及び遮蔽材11をシールにより付設してバリア包装袋20を製造する。
【0017】
図示のバリア包装機の各ステーションについてさらに詳述すると、先ず図4に示す遮蔽材の配置ステーションでは、アルミニウム薄板等の不透明材などからなり水分やガスを遮断する非透過性材の遮蔽材11が適用される。キャリア100の本体102上に帯状の遮蔽材11が吸着手段(図示省略)などにより繰り出されてカッター(図示省略)などにより処要の長さに切断され、把持爪104a、105が前記した手順で開閉制御される。
【0018】
図4に示す充填袋の配置ステーション140では、吸着などの手段(図示省略)により前記バリア包装袋20の中間品である充填袋10がキャリア100の本体102上へ搬送され、各充填袋10はその両側部に設けた複数対のピン孔6が本体102上に突設したピン103にピン係合されて固定され、各充填袋10の充填室9b側が後述するバリア包材16とは反対側に張設されている遮蔽材11上に精度良く載置され、全体的にバッグ打抜用穴101の上側に載置される。
【0019】
かかる実施例によれば、充填袋の充填室の表裏面側を水分、ガスなどの非透過性膜1からなる遮蔽材11とバリア包材16により被覆して、遮蔽材及びバリア包材を充填室9bの周囲にシールして取り付けるバリア包装機において、本体102にバリア包装袋20の周囲形状に対応させた複数のバッグ打抜用穴101を相互に間隔をおき並設して、バッグ打抜用穴101の両側の本体102上に複数対のピン6を突設し、本体の両側部に制御される把持爪104、105、104a、105aを設けるとともに走行制御される車輪106を設けたバリア包装用のキャリア100と、走行及び作動制御する制御手段109とを具備しているので、このキャリア100は、制御手段109により各ステーションへ走行、作動制御されて、把持爪104a、105により帯状の遮蔽材11が張設され、複数の充填袋10がピン係合6、103により固定され、把持爪104、105aにより帯状のバリア包材16が張設されて、それらが相互に精度良く配置されるとともに制御された一連の作動が行われる。
なお、図示しないが、バリア包材の配置はバリア包材の配置ステーションによって、バッグ打抜・製品搬出は、バッグ打抜・製品搬出ステーションによってそれぞれ行われる。
【0020】
また、前記バリア包装機において、前記把持爪104、105、104a105aは、制御手段109により開閉制御されて遮蔽材11及びバリア包材16の端部を把持して適度のテンションが付加されて張設され、遮蔽材11及びバリア包材16の配置が容易に精度良く行われ、バリア包装の製造性能、信頼性がさらに高められる。
【0021】
前記の実施例では、主として複室型の充填袋10において、変質の虞がある粉状体bが充填されている充填室9b側のみをバリア化するバリア包装袋20の製造方法について説明しているが、キャリア100に設ける把持爪104、105、104a、105aの配置や遮蔽材11及びバリア包材16の幅変更などにより、単室型の充填袋などにおいても同様な製造工程によりバリア包装が可能である。
粉体充填前の充填用袋体をバリア包装袋に製造することも可能である。また、構成部品の寸法、材質、形状、その相対配置などについては、特に特定される記載がない限り図示例のものに特定されないで改変が可能である。
【産業上の利用可能性】
【0022】
バリア包装の各作業ステーションにおいて、充填袋及びバリア包材の配置、各種の加工及び打抜製造を、制御された一連の工程で高能率かつ精度良く遂行するキャリアを提供できるため、バリア包装機用キャリアへの利用に適している。
【図面の簡単な説明】
【0023】
【図1】本発明の実施例を示すキャリアの平面図である。
【図2】(A)は図1のP部拡大図、(B)は(A)におけるY−Y矢視図、(C)は(A)におけるX矢視図である。
【図3】バリア包装袋の平面図である。
【図4】バリア包装機における充填袋配置ステーションの平面図である。
【符号の説明】
【0024】
6 ピン孔
9b 充填室
10 充填袋
11 遮蔽材
16 バリア包材
17 シール
20 バリア包装袋
100 キャリア
102 本体
103 ピン
140 充填袋の配置ステーション
【特許請求の範囲】
【請求項1】
内部に形成された充填室内に粉体等の流動体が充填される充填袋の前記充填室の表裏面側を水分、ガスの非透過性膜からなるバリア包材により被覆し、該バリア包材を前記充填室の周囲にシールして取り付けるバリア包装機に用いるバリア包装機用キャリアにおいて、本体に前記バリア包装袋の周囲形状に対応させた複数のバッグ打抜用穴を相互に間隔をおき並設するとともに、該バッグ打抜用穴の両側の前記本体上に複数対のピンを突設し、前記本体の両側部に前記バリア包材を把持する把持爪を設けるとともに、走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともにバリア包装機の各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されたことを特徴とするバリア包装機用キャリア。
【請求項2】
前記把持爪は、前記制御手段により制御されて該把持爪の下降時に前記バリア包材の端部を把持してテンションを付加する張設手段を具備したことを特徴とする請求項1記載のバリア包装機用キャリア。
【請求項1】
内部に形成された充填室内に粉体等の流動体が充填される充填袋の前記充填室の表裏面側を水分、ガスの非透過性膜からなるバリア包材により被覆し、該バリア包材を前記充填室の周囲にシールして取り付けるバリア包装機に用いるバリア包装機用キャリアにおいて、本体に前記バリア包装袋の周囲形状に対応させた複数のバッグ打抜用穴を相互に間隔をおき並設するとともに、該バッグ打抜用穴の両側の前記本体上に複数対のピンを突設し、前記本体の両側部に前記バリア包材を把持する把持爪を設けるとともに、走行制御される車輪を設け、制御手段によって前記車輪を走行制御するとともにバリア包装機の各作業ステーションにおける一連の作業を制御し、バッグ打抜・製品搬出ステーションでは前記複数対のピンで位置決めされたバリア充填袋が打抜きされて、該打ち抜かれたバリア包装袋が落下可能に構成されたことを特徴とするバリア包装機用キャリア。
【請求項2】
前記把持爪は、前記制御手段により制御されて該把持爪の下降時に前記バリア包材の端部を把持してテンションを付加する張設手段を具備したことを特徴とする請求項1記載のバリア包装機用キャリア。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−183907(P2008−183907A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2008−101426(P2008−101426)
【出願日】平成20年4月9日(2008.4.9)
【分割の表示】特願2002−316962(P2002−316962)の分割
【原出願日】平成14年10月31日(2002.10.31)
【出願人】(000149435)株式会社大塚製薬工場 (154)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成20年4月9日(2008.4.9)
【分割の表示】特願2002−316962(P2002−316962)の分割
【原出願日】平成14年10月31日(2002.10.31)
【出願人】(000149435)株式会社大塚製薬工場 (154)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
[ Back to top ]