
バリ取りブラシ
【課題】 製造コストを高くすることなくブラシ片の抜け止めを確実に行なうことができるバリ取りブラシを提供する。
【解決手段】 被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシ1において、前記バリ取りブラシ1は、複数本のブラシ片2aを束ねたブラシ部2、及び底部が閉塞された筒状の基台3を有し、該基台3の内側面に凹部4が形成されてあると共に、前記ブラシ部2は、接着剤5を介して前記基台3に固定されてある。
【解決手段】 被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシ1において、前記バリ取りブラシ1は、複数本のブラシ片2aを束ねたブラシ部2、及び底部が閉塞された筒状の基台3を有し、該基台3の内側面に凹部4が形成されてあると共に、前記ブラシ部2は、接着剤5を介して前記基台3に固定されてある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシに関するものである。
【背景技術】
【0002】
従来より、バリ取りブラシとして合成樹脂製ブラシ束の基端部を溶融して一体的に融着し、ブラシ素線の抜け止めを行なっているものが知られている(特許文献1)。
【0003】
また、モノフィラメントを複数本束ねたブラシ束の一端部を熱融着した後、接着剤を介して金属カップに固定したものも知られている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公平6−20416号公報
【特許文献2】特開2005−254398号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載のバリ取りブラシでは、融着部がブラシ束と同材質であることから加工時にブラシ束にかかる衝撃、振動等により、ブラシ束が融着部との接合部から折れる事により、毛抜けが生じ易かった。また、融着部が擦り減り易く、ブラシ束が擦り減った融着部と共に、治具や装置の取り付け部から脱落してしまうという課題があった。
【0006】
一方、上記特許文献2に記載のバリ取りブラシでは、金属カップを有しているので、治具や装置への取り付けは容易となるが、ブラシ束の一端部の熱融着と、接着剤による金属カップへの固定という2工程を必要とすることから、製造コストが高くなっていた。また、ブラシ束の一端部を熱融着している為、ブラシ束の内部に接着剤が入り込みにくいという課題があった。
【0007】
本発明は、上記従来の課題を解決するもので、製造コストを高くすることなくブラシ片の抜け止めを確実に行なうことができるバリ取りブラシを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記従来の課題を解決する為に、請求項1の発明は、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシにおいて、前記バリ取りブラシは、複数本のブラシ片を束ねたブラシ部、及び底部が閉塞された筒状の基台を有し、該基台の内側面に凹部が形成されてあると共に、前記ブラシ部は、接着剤を介して前記基台に固定されてあることを特徴としている。したがって、接着剤が充填された基台にブラシ部の一端を押し込むことによって、ブラシ部の端部底面は、基台の底部に固着される。また、ブラシ部の端部によって押出された接着剤は、束ねられたブラシ片間の隙間に入り込むと共に、基台の内側面に形成された凹部に入り込む事により、ブラシ部の端部側面に接着剤が塗付され、接着層を形成するので、ブラシ片と基台は、接着剤が凹部に入り込んで形成された接着層により、一体的に固着される。その時、基台の内側面の接着面積は、基台の内側面に凹部が形成されていない形態に比べて、増大する。その為、基台の内側面に凹部が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、ブラシ部に衝撃、振動等が加わった場合においても、凹部に形成された固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、基台の内側面に凹部が形成されていない形態に比べて、さらに引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、特に、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、波状の凸部が、基台の内側面に形成された凹部に入り込む為、ブラシ片の長手方向に対して直線状のブラシ片を使用した場合に比べて、より引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0009】
請求項2の発明は、請求項1記載の発明において、凹部は、ねじ状の溝部にて形成されてあることを特徴としている。したがって、凹部はねじ状の溝部を使用する為、通常のねじと螺合させるためのねじ溝であれば加工が容易であり、バリ取りブラシの製造コストを低減させることができる。また、ねじ状の溝部に形成された螺旋状の凹凸部の表面に接着剤が固着される事により、螺旋状の凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、さらにブラシ片の抜け止め力を向上させることができる。さらに、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、ねじ状の溝部に形成された螺旋状の凹凸部にたいしてブラシ片の波状等の凹凸部が連続的に食い込む様に入り込み、よりブラシ片の抜け止め力を向上させることができる。
【0010】
請求項3の発明は、請求項1記載の発明において、凹部は、リング状の溝部にて形成されてあることを特徴としている。したがって、リング状の溝部に接着剤が入り込み、ブラシ部の端部側面にリング状に接着層を形成させることができるので、リング状の固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0011】
請求項4の発明は、請求項1〜3のいずれか1項に記載の発明において、凹部は、基台の開口部側の深さが前記基台の底部側の深さより大の溝部にて形成されてあることを特徴としている。したがって、ブラシ部の端部によって押出された接着剤は、凹部に入り込むと共に、基台の開口部側に入り込む量が多いので、凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0012】
請求項5の発明は、請求項1〜4のいずれか1項に記載の発明において、基台の内側面に前記基台の底部に向って広がりを有するテーパ部が形成されてあることを特徴としている。したがって、ブラシ部の端部によって押出された接着剤は、基台の底部に向って広がりを有するテーパ部とブラシ部との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【発明の効果】
【0013】
請求項1の発明では、従来の発明と比較して製造コストを高くすることなく、ブラシ片の抜け止めを確実に行なうことができる。また、請求項2の発明では、凹部はねじ状の溝部を使用する為、通常のねじと螺合させるためのねじ溝であれば加工が容易であり、バリ取りブラシの製造コストを低減させることができる。また、ねじ状の溝部に形成された螺旋状の凹凸部の表面に接着剤が固着される事により、螺旋状の凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、さらにブラシ片の抜け止め力を向上させることができる。また、請求項3の発明では、リング状の溝部に接着剤が入り込み、ブラシ部の端部側面にリング状に接着層を形成させることができるので、リング状の固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、請求項4の発明では、ブラシ部の端部によって押出された接着剤は、凹部に入り込むと共に、基台の開口部側に入り込む量が多いので、凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、請求項5の発明では、ブラシ部の端部によって押出された接着剤は、基台の底部に向って広がりを有するテーパ部とブラシ部との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【図面の簡単な説明】
【0014】
【図1】(a)は、本発明に係るバリ取りブラシの外観斜視図、(b)は、本発明に係るバリ取りブラシの断面図、(c)は、本発明に係る基台を示す断面図
【図2】(a)及び(b)は、本発明に係るバリ取りブラシの製造手順を示す断面図
【図3】(a)は、凹部が形成されていない形態のバリ取りブラシの断面図、(b)は、本発明に係るバリ取りブラシの断面図
【図4】本発明を構成する基台の一例を示す断面図
【図5】(a)及び(c)は、本発明を構成する基台の他例を示す正面図、(b)、(d)及び(e)は本発明を構成する基台の他例を示す断面図
【図6】(a)は、本発明に係るバリ取りブラシの他例を示す斜視図、(b)は、同断面図
【発明を実施するための形態】
【0015】
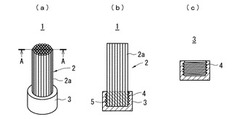
図1(a)は、本発明に係るバリ取りブラシの外観斜視図であり、図1(b)は、図1(a)のA−A断面図である。また、図1(c)は、本発明を構成する基台を示す断面図である。これらの図に示すように、バリ取りブラシ1は、複数のブラシ片2aが束ねられて形成されたブラシ部2と、底部が閉塞された筒状の基台3とから構成されてある。そして、基台3の内側面には、ねじ状の溝部にて形成された凹部4が形成されてあり、ブラシ部2の一端が、接着剤5を介して基台3に固定されてある。
【0016】
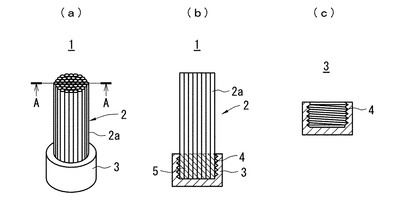
図2(a)及び(b)は、本発明に係るバリ取りブラシの製造手順を示す断面図である。これらの図に示すように、基台3には予め、接着剤5が所定量、充填されており、この接着剤5は、基台3の内側面のねじ状の溝部にて形成された凹部4にも入り込んでいる。この基台3に、複数のブラシ片2aが束ねられて形成されたブラシ部2の一端が押し込まれるのである。すると、ブラシ部2の一端と基台3とは、接着剤5を介して固定されるのである。この時、接着剤5は、ねじ状の溝部にて形成された凹部4の全体に回り込んで、塗付され、接着層を形成することとなるので、ブラシ片2aと基台3は、接着剤5が凹部4に入り込んで形成された接着層により、一体的に固着される。その時、基台3の内側面の接着面積は、基台3の内側面に凹部4が形成されていない形態に比べて、増大する。その為、基台3の内側面に凹部4が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。また、ブラシ部2に衝撃、振動等が加わった場合においても、凹部4に形成された固体化した接着層がブラシ部2の基台3からの抜け方向にたいして引っ掛かる為、基台3の内側面に凹部4が形成されてない形態に比べて、さらに引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができるのである。
【0017】
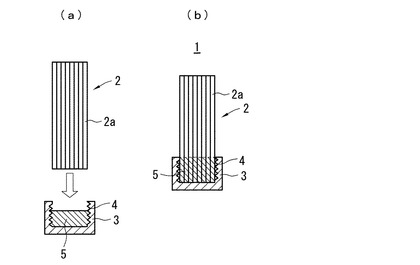
図3(a)は、基台に凹部が形成されていない形態のバリ取りブラシの断面図であり、図3(b)は、本発明に係るバリ取りブラシの断面図である。図3(a)は、基台31に凹部が形成されていないことから、基台31に塗付された接着剤5は、その殆どが、複数本のブラシ片2aの隙間に入り込むことになり、基台31の内側面とブラシ片2aの外周面との間に入り込む接着剤5が少ないことから、ブラシ部2と基台31との固着は弱いものとなっている。一方、図3(b)に示す本発明に係るバリ取りブラシ1は、基台3に、ねじ状の溝部にて形成された凹部4が形成されてあるので、接着剤5は、凹部4の全体に回り込んで、塗付され、接着層を形成することとなるので、基台3の内側面とブラシ片2aの外周面との間に入り込む接着剤5の量が多くなり、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができるのである。また、基台3の内側面の接着面積は、基台3の内側面に凹部4が形成されていない形態に比べて、増大する。その為、基台3の内側面に凹部4が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。また、ブラシ部2に衝撃、振動等が加わった場合においても、凹部4に形成された固体化した接着層がブラシ部2の基台3からの抜け方向にたいして引っ掛かる為、基台3の内側面に凹部4が形成されていない形態に比べて、さらに引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0018】
特に、凹部が形成されていない基台31にたいして、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、ブラシ片2a間およびブラシ片2aと基台31の内側面の間に隙間が生じやすい。しかしながら、凹部4が形成されてある基台3にたいして、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、波状の凹凸部が、ねじ状の溝部にて形成された凹部4に入り込み、ブラシ片2a間の隙間が少なくなる為、ブラシ片2aの抜け止めを確実に行なうことができる。
【0019】
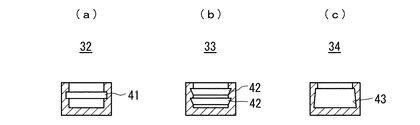
図4は、本発明を構成する基台の一例を示す断面図である。図4(a)は、基台32の凹部41が、リング状の溝部にて形成されてあるものである。このように構成することによって、前述した接着剤5がリング状の溝部に溜まって、ブラシ部2と基台32との固着が確実なものとなり、ブラシ片2aの抜け止めを確実に行なうことができる。また、図4(b)は、基台33の凹部42が、基台33の開口部側の深さが基台33の底部側の深さより大の溝部にて形成されてあるものである。このように構成することによって、前述したブラシ部2の端部によって押出された接着剤5は、凹部42に入り込むと共に、基台33の開口部側に入り込む量が多いので、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0020】
また、図4(c)は、基台34の内側面に、基台34の底部に向って広がりを有するテーパ部を有する凹部43が形成されてあるものである。このように構成することによって、前述したブラシ部2の端部によって押出された接着剤5は、基台34の底部に向って広がりを有するテーパ部を有する凹部43とブラシ部2との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部2の基台34からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0021】
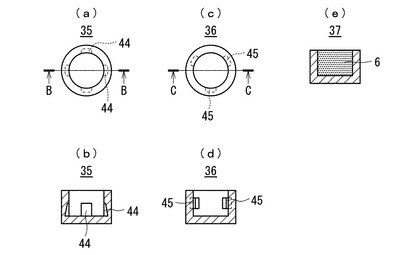
図5(a)は、本発明を構成する基台の他例を示す正面図であり、図5(b)は、図5(a)のB−B断面図である。これらの図に示すように、基台35の内側面に部分的に、基台35の底部に向って広がりを有するテーパ部を有する凹部44が複数個形成されてあるものである。また、図5(c)は、本発明を構成する基台の別の他例を示す正面図であり、図5(d)は、図5(c)のC−C断面図である。これらの図に示すように、基台36の内側面に部分的に、凹部45が複数個形成されてあるものである。さらに、図5(e)は、本発明を構成する基台のさらに別の他例を示す断面図である。この基台37は、内側面にサンドブラスト加工等を施すことによって、微細な凹部6が形成されてあるものである。
【0022】
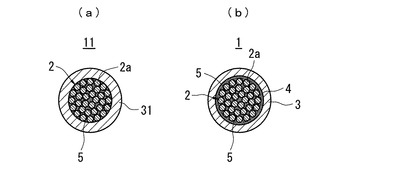
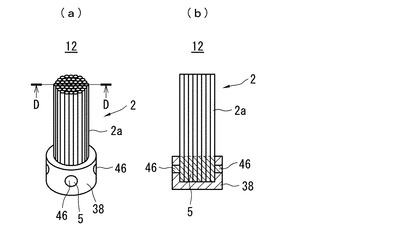
図6(a)は、本発明に係るバリ取りブラシの他例を示す斜視図であり、図6(b)は、図6(a)のD−D断面図である。これらの図に示すように、バリ取りブラシ12は、複数のブラシ片2aが束ねられて形成されたブラシ部2と、底部が閉塞された筒状の基台38とから構成されてある。そして、基台38の内側面には、基台38の外周面に貫通する凹部46が複数個形成されてあり、ブラシ部2の一端が、接着剤5を介して基台38に固定されてある。このように構成することによって、凹部46に溜まった接着剤5は外気に接触する面積が多くなるので乾燥が速くなり、バリ取りブラシ12の製造を迅速に行うことができる。
【0023】
尚、本発明の趣旨を逸脱しない範囲で様々な実施形態をとることができることは言うまでもない。例えば、図4(b)で説明した構成と、図4(c)で説明した構成とを含んだ基台を製造することも可能であり、同基台は、本発明に含まれるものである。
【産業上の利用可能性】
【0024】
本発明のバリ取りブラシは、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のブラシとして、広く好適に使用することができる。
【符号の説明】
【0025】
1、11、12 バリ取りブラシ
2 ブラシ部
2a ブラシ片
3、31、32、33、34、35、36、37、38 基台
4、41、42、45、46 凹部
5 接着剤
6 微細な凹部
43、44 テーパ部を有する凹部
【技術分野】
【0001】
本発明は、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシに関するものである。
【背景技術】
【0002】
従来より、バリ取りブラシとして合成樹脂製ブラシ束の基端部を溶融して一体的に融着し、ブラシ素線の抜け止めを行なっているものが知られている(特許文献1)。
【0003】
また、モノフィラメントを複数本束ねたブラシ束の一端部を熱融着した後、接着剤を介して金属カップに固定したものも知られている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公平6−20416号公報
【特許文献2】特開2005−254398号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載のバリ取りブラシでは、融着部がブラシ束と同材質であることから加工時にブラシ束にかかる衝撃、振動等により、ブラシ束が融着部との接合部から折れる事により、毛抜けが生じ易かった。また、融着部が擦り減り易く、ブラシ束が擦り減った融着部と共に、治具や装置の取り付け部から脱落してしまうという課題があった。
【0006】
一方、上記特許文献2に記載のバリ取りブラシでは、金属カップを有しているので、治具や装置への取り付けは容易となるが、ブラシ束の一端部の熱融着と、接着剤による金属カップへの固定という2工程を必要とすることから、製造コストが高くなっていた。また、ブラシ束の一端部を熱融着している為、ブラシ束の内部に接着剤が入り込みにくいという課題があった。
【0007】
本発明は、上記従来の課題を解決するもので、製造コストを高くすることなくブラシ片の抜け止めを確実に行なうことができるバリ取りブラシを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記従来の課題を解決する為に、請求項1の発明は、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシにおいて、前記バリ取りブラシは、複数本のブラシ片を束ねたブラシ部、及び底部が閉塞された筒状の基台を有し、該基台の内側面に凹部が形成されてあると共に、前記ブラシ部は、接着剤を介して前記基台に固定されてあることを特徴としている。したがって、接着剤が充填された基台にブラシ部の一端を押し込むことによって、ブラシ部の端部底面は、基台の底部に固着される。また、ブラシ部の端部によって押出された接着剤は、束ねられたブラシ片間の隙間に入り込むと共に、基台の内側面に形成された凹部に入り込む事により、ブラシ部の端部側面に接着剤が塗付され、接着層を形成するので、ブラシ片と基台は、接着剤が凹部に入り込んで形成された接着層により、一体的に固着される。その時、基台の内側面の接着面積は、基台の内側面に凹部が形成されていない形態に比べて、増大する。その為、基台の内側面に凹部が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、ブラシ部に衝撃、振動等が加わった場合においても、凹部に形成された固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、基台の内側面に凹部が形成されていない形態に比べて、さらに引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、特に、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、波状の凸部が、基台の内側面に形成された凹部に入り込む為、ブラシ片の長手方向に対して直線状のブラシ片を使用した場合に比べて、より引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0009】
請求項2の発明は、請求項1記載の発明において、凹部は、ねじ状の溝部にて形成されてあることを特徴としている。したがって、凹部はねじ状の溝部を使用する為、通常のねじと螺合させるためのねじ溝であれば加工が容易であり、バリ取りブラシの製造コストを低減させることができる。また、ねじ状の溝部に形成された螺旋状の凹凸部の表面に接着剤が固着される事により、螺旋状の凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、さらにブラシ片の抜け止め力を向上させることができる。さらに、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、ねじ状の溝部に形成された螺旋状の凹凸部にたいしてブラシ片の波状等の凹凸部が連続的に食い込む様に入り込み、よりブラシ片の抜け止め力を向上させることができる。
【0010】
請求項3の発明は、請求項1記載の発明において、凹部は、リング状の溝部にて形成されてあることを特徴としている。したがって、リング状の溝部に接着剤が入り込み、ブラシ部の端部側面にリング状に接着層を形成させることができるので、リング状の固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0011】
請求項4の発明は、請求項1〜3のいずれか1項に記載の発明において、凹部は、基台の開口部側の深さが前記基台の底部側の深さより大の溝部にて形成されてあることを特徴としている。したがって、ブラシ部の端部によって押出された接着剤は、凹部に入り込むと共に、基台の開口部側に入り込む量が多いので、凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【0012】
請求項5の発明は、請求項1〜4のいずれか1項に記載の発明において、基台の内側面に前記基台の底部に向って広がりを有するテーパ部が形成されてあることを特徴としている。したがって、ブラシ部の端部によって押出された接着剤は、基台の底部に向って広がりを有するテーパ部とブラシ部との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【発明の効果】
【0013】
請求項1の発明では、従来の発明と比較して製造コストを高くすることなく、ブラシ片の抜け止めを確実に行なうことができる。また、請求項2の発明では、凹部はねじ状の溝部を使用する為、通常のねじと螺合させるためのねじ溝であれば加工が容易であり、バリ取りブラシの製造コストを低減させることができる。また、ねじ状の溝部に形成された螺旋状の凹凸部の表面に接着剤が固着される事により、螺旋状の凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、さらにブラシ片の抜け止め力を向上させることができる。また、請求項3の発明では、リング状の溝部に接着剤が入り込み、ブラシ部の端部側面にリング状に接着層を形成させることができるので、リング状の固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、請求項4の発明では、ブラシ部の端部によって押出された接着剤は、凹部に入り込むと共に、基台の開口部側に入り込む量が多いので、凹部に形成された固体化した接着層が、ブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。また、請求項5の発明では、ブラシ部の端部によって押出された接着剤は、基台の底部に向って広がりを有するテーパ部とブラシ部との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部の基台からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片の抜け止めを確実に行なうことができる。
【図面の簡単な説明】
【0014】
【図1】(a)は、本発明に係るバリ取りブラシの外観斜視図、(b)は、本発明に係るバリ取りブラシの断面図、(c)は、本発明に係る基台を示す断面図
【図2】(a)及び(b)は、本発明に係るバリ取りブラシの製造手順を示す断面図
【図3】(a)は、凹部が形成されていない形態のバリ取りブラシの断面図、(b)は、本発明に係るバリ取りブラシの断面図
【図4】本発明を構成する基台の一例を示す断面図
【図5】(a)及び(c)は、本発明を構成する基台の他例を示す正面図、(b)、(d)及び(e)は本発明を構成する基台の他例を示す断面図
【図6】(a)は、本発明に係るバリ取りブラシの他例を示す斜視図、(b)は、同断面図
【発明を実施するための形態】
【0015】
図1(a)は、本発明に係るバリ取りブラシの外観斜視図であり、図1(b)は、図1(a)のA−A断面図である。また、図1(c)は、本発明を構成する基台を示す断面図である。これらの図に示すように、バリ取りブラシ1は、複数のブラシ片2aが束ねられて形成されたブラシ部2と、底部が閉塞された筒状の基台3とから構成されてある。そして、基台3の内側面には、ねじ状の溝部にて形成された凹部4が形成されてあり、ブラシ部2の一端が、接着剤5を介して基台3に固定されてある。
【0016】
図2(a)及び(b)は、本発明に係るバリ取りブラシの製造手順を示す断面図である。これらの図に示すように、基台3には予め、接着剤5が所定量、充填されており、この接着剤5は、基台3の内側面のねじ状の溝部にて形成された凹部4にも入り込んでいる。この基台3に、複数のブラシ片2aが束ねられて形成されたブラシ部2の一端が押し込まれるのである。すると、ブラシ部2の一端と基台3とは、接着剤5を介して固定されるのである。この時、接着剤5は、ねじ状の溝部にて形成された凹部4の全体に回り込んで、塗付され、接着層を形成することとなるので、ブラシ片2aと基台3は、接着剤5が凹部4に入り込んで形成された接着層により、一体的に固着される。その時、基台3の内側面の接着面積は、基台3の内側面に凹部4が形成されていない形態に比べて、増大する。その為、基台3の内側面に凹部4が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。また、ブラシ部2に衝撃、振動等が加わった場合においても、凹部4に形成された固体化した接着層がブラシ部2の基台3からの抜け方向にたいして引っ掛かる為、基台3の内側面に凹部4が形成されてない形態に比べて、さらに引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができるのである。
【0017】
図3(a)は、基台に凹部が形成されていない形態のバリ取りブラシの断面図であり、図3(b)は、本発明に係るバリ取りブラシの断面図である。図3(a)は、基台31に凹部が形成されていないことから、基台31に塗付された接着剤5は、その殆どが、複数本のブラシ片2aの隙間に入り込むことになり、基台31の内側面とブラシ片2aの外周面との間に入り込む接着剤5が少ないことから、ブラシ部2と基台31との固着は弱いものとなっている。一方、図3(b)に示す本発明に係るバリ取りブラシ1は、基台3に、ねじ状の溝部にて形成された凹部4が形成されてあるので、接着剤5は、凹部4の全体に回り込んで、塗付され、接着層を形成することとなるので、基台3の内側面とブラシ片2aの外周面との間に入り込む接着剤5の量が多くなり、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができるのである。また、基台3の内側面の接着面積は、基台3の内側面に凹部4が形成されていない形態に比べて、増大する。その為、基台3の内側面に凹部4が形成されていない形態に比べて、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。また、ブラシ部2に衝撃、振動等が加わった場合においても、凹部4に形成された固体化した接着層がブラシ部2の基台3からの抜け方向にたいして引っ掛かる為、基台3の内側面に凹部4が形成されていない形態に比べて、さらに引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0018】
特に、凹部が形成されていない基台31にたいして、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、ブラシ片2a間およびブラシ片2aと基台31の内側面の間に隙間が生じやすい。しかしながら、凹部4が形成されてある基台3にたいして、ブラシ片の長手方向に対して波状等の凹凸部が形成されたブラシ片を使用した場合には、波状の凹凸部が、ねじ状の溝部にて形成された凹部4に入り込み、ブラシ片2a間の隙間が少なくなる為、ブラシ片2aの抜け止めを確実に行なうことができる。
【0019】
図4は、本発明を構成する基台の一例を示す断面図である。図4(a)は、基台32の凹部41が、リング状の溝部にて形成されてあるものである。このように構成することによって、前述した接着剤5がリング状の溝部に溜まって、ブラシ部2と基台32との固着が確実なものとなり、ブラシ片2aの抜け止めを確実に行なうことができる。また、図4(b)は、基台33の凹部42が、基台33の開口部側の深さが基台33の底部側の深さより大の溝部にて形成されてあるものである。このように構成することによって、前述したブラシ部2の端部によって押出された接着剤5は、凹部42に入り込むと共に、基台33の開口部側に入り込む量が多いので、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0020】
また、図4(c)は、基台34の内側面に、基台34の底部に向って広がりを有するテーパ部を有する凹部43が形成されてあるものである。このように構成することによって、前述したブラシ部2の端部によって押出された接着剤5は、基台34の底部に向って広がりを有するテーパ部を有する凹部43とブラシ部2との間に溜まり、固体化した接着層が形成されるので、固体化した接着層がブラシ部2の基台34からの抜け方向にたいして引っ掛かる為、引っ張り強度が増し、ブラシ片2aの抜け止めを確実に行なうことができる。
【0021】
図5(a)は、本発明を構成する基台の他例を示す正面図であり、図5(b)は、図5(a)のB−B断面図である。これらの図に示すように、基台35の内側面に部分的に、基台35の底部に向って広がりを有するテーパ部を有する凹部44が複数個形成されてあるものである。また、図5(c)は、本発明を構成する基台の別の他例を示す正面図であり、図5(d)は、図5(c)のC−C断面図である。これらの図に示すように、基台36の内側面に部分的に、凹部45が複数個形成されてあるものである。さらに、図5(e)は、本発明を構成する基台のさらに別の他例を示す断面図である。この基台37は、内側面にサンドブラスト加工等を施すことによって、微細な凹部6が形成されてあるものである。
【0022】
図6(a)は、本発明に係るバリ取りブラシの他例を示す斜視図であり、図6(b)は、図6(a)のD−D断面図である。これらの図に示すように、バリ取りブラシ12は、複数のブラシ片2aが束ねられて形成されたブラシ部2と、底部が閉塞された筒状の基台38とから構成されてある。そして、基台38の内側面には、基台38の外周面に貫通する凹部46が複数個形成されてあり、ブラシ部2の一端が、接着剤5を介して基台38に固定されてある。このように構成することによって、凹部46に溜まった接着剤5は外気に接触する面積が多くなるので乾燥が速くなり、バリ取りブラシ12の製造を迅速に行うことができる。
【0023】
尚、本発明の趣旨を逸脱しない範囲で様々な実施形態をとることができることは言うまでもない。例えば、図4(b)で説明した構成と、図4(c)で説明した構成とを含んだ基台を製造することも可能であり、同基台は、本発明に含まれるものである。
【産業上の利用可能性】
【0024】
本発明のバリ取りブラシは、被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のブラシとして、広く好適に使用することができる。
【符号の説明】
【0025】
1、11、12 バリ取りブラシ
2 ブラシ部
2a ブラシ片
3、31、32、33、34、35、36、37、38 基台
4、41、42、45、46 凹部
5 接着剤
6 微細な凹部
43、44 テーパ部を有する凹部
【特許請求の範囲】
【請求項1】
被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシにおいて、前記バリ取りブラシは、複数本のブラシ片を束ねたブラシ部、及び底部が閉塞された筒状の基台を有し、該基台の内側面に凹部が形成されてあると共に、前記ブラシ部は、接着剤を介して前記基台に固定されてあることを特徴とするバリ取りブラシ。
【請求項2】
凹部は、ねじ状の溝部にて形成されてあることを特徴とする請求項1に記載のバリ取りブラシ。
【請求項3】
凹部は、リング状の溝部にて形成されてあることを特徴とする請求項1に記載のバリ取りブラシ。
【請求項4】
凹部は、基台の開口部側の深さが前記基台の底部側の深さより大の溝部にて形成されてあることを特徴とする請求項1〜3のいずれか1項に記載のバリ取りブラシ。
【請求項5】
基台の内側面に前記基台の底部に向って広がりを有するテーパ部が形成されてあることを特徴とする請求項1〜4のいずれか1項に記載のバリ取りブラシ。
【請求項1】
被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシにおいて、前記バリ取りブラシは、複数本のブラシ片を束ねたブラシ部、及び底部が閉塞された筒状の基台を有し、該基台の内側面に凹部が形成されてあると共に、前記ブラシ部は、接着剤を介して前記基台に固定されてあることを特徴とするバリ取りブラシ。
【請求項2】
凹部は、ねじ状の溝部にて形成されてあることを特徴とする請求項1に記載のバリ取りブラシ。
【請求項3】
凹部は、リング状の溝部にて形成されてあることを特徴とする請求項1に記載のバリ取りブラシ。
【請求項4】
凹部は、基台の開口部側の深さが前記基台の底部側の深さより大の溝部にて形成されてあることを特徴とする請求項1〜3のいずれか1項に記載のバリ取りブラシ。
【請求項5】
基台の内側面に前記基台の底部に向って広がりを有するテーパ部が形成されてあることを特徴とする請求項1〜4のいずれか1項に記載のバリ取りブラシ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−115905(P2011−115905A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−276069(P2009−276069)
【出願日】平成21年12月4日(2009.12.4)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月4日(2009.12.4)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
[ Back to top ]