
バルク毛管多孔性材料を乾燥させる方法及び装置
本発明はバルク材料の真空乾燥に関する。方法は、材料を加熱すること、前記材料を乾燥チャンバの中に装填すること、加熱及び真空発生をサイクルで実施する、すなわち、材料を、流動層中、温度300℃以下の熱担体を使用して、材料がその分解温度未満の温度に達するまで加熱し、0.1MPa〜0.0001MPaの範囲の一回又は繰り返しの漸増的減圧により、急速パルス化真空作用を有する真空を発生させること、及び材料の温度が安定化するまで真空を維持することを含む。この方法を実施するための装置は、真空チャンバ中に配置された加熱器を備えた二つの真空チャンバ、材料を装填し、取り出すためのシステム及び真空パイプのシステムを介して乾燥チャンバの入口に接続された、受け器に対して並列に接続されたポンプを備えた一つ又は複数の受け器を含む。真空乾燥チャンバは、流動層中の材料を加熱又は冷却するための熱担体循環システムに接続している底部において円錐形を有し、加熱ジャケットを備えている。真空ライン及び熱担体循環ラインは、加熱サイクロンフィルタ及び凝縮物捕集器を備えた熱交換・凝縮器を備えている。本発明は、乾燥時間を減らし、乾燥される産物の品質を高めることを可能にする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、毛管多孔性バルク材料、主に粒状物の真空乾燥に関し、農業、食品加工、木工、化学及び他の産業において使用することができる。
【背景技術】
【0002】
吸湿水分を除去するために、流動化条件下で乾燥に付される材料と相互作用する予熱された乾燥空気を使用する、粒状物をはじめとする毛管多孔性バルク材料のための公知の乾燥法がある(出願RF N 93028584、MPK Cl.F26B17/10)。
【0003】
この方法の欠点は、高い乾燥剤消費量よる低い工程経済性、材料乾燥時間及び乾燥に付される材料の品質のいずれにも影響する、反応区域におけるばらばらの材料粒子の材料加熱温度及び曝露時間の制御を統制する困難さである。
【0004】
乾燥に付される材料のための真空チャンバの使用及びこのチャンバにおける、真空ポンプを使用する10〜30mmHgまでの減圧を伴う、毛管多孔性バルク材料、主に粒状物のための公知の真空乾燥法がある。熱は、周囲空気及び太陽放射から、乾燥に付される粒状物に供給される(特許RF N 2163993、MPK Cl.F26B 5/00、5/04、7/00、A01C 1/00、B02B 1/00)。
【0005】
この粒状物真空乾燥法に使用されるユニットは、互いに対して同軸に配置された二つのチューブから作られ、屋外で垂直に取り付けられ、真空ポンプならびに凍結器及び凝縮ユニットを備えた冷却器に接続された真空チャンバを含む。
【0006】
この方法及びそれに使用されるユニットの主な欠点は、材料の加熱が環境条件に左右され、真空乾燥工程全体もまたそのような条件に左右され、したがって、この方法及びユニットの使用期間が季節的に限定されるため、方法が低効率であることである。
【0007】
技術的本質に関してもっとも近く、プロトタイプとして選択される方法及び装置は、粒状物のための蒸発真空乾燥法及びそのために使用される装置である(特許RF N 2124294、MPK Cl.A23B 9/00、9/08)。粒状物が、加熱要素を有する真空乾燥チャンバの中に装填され、その中で真空が生成される。乾燥に付される材料はさらに、乾燥チャンバの真空セクション中で蒸発する水分及びチャンバの他のセクションから来る水分の凝縮エネルギーを使用する温熱剤の支援によって加熱される。粒状物は、乾燥チャンバから出る熱媒から熱を除去することによって冷却され、この除去された熱は、他方で、乾燥チャンバに装填される前の粒状物を予熱するために使用される。
【0008】
この方法は、ルーバスクリーンによって蒸気セクションと粒状物セクションとに分割された真空乾燥チャンバ、粒状物セクション中に位置する加熱器、入口及び出口回転ロック、真空ポンプ、一つの閉ループシステムに通じるパイプラインによって粒状物を予熱するための、熱交換・加熱器と一体化した熱交換・冷却器ならびに熱媒循環及び凝縮物放出のための配管系を含む、粒状物を真空乾燥させるために使用される装置において作用する。加熱器はチューブのパネルを有し、チューブごとに入力環状ノズル及び出力拡散器があり、前記チューブのパネルは、乾燥チャンバの蒸気セクションと接続されたケースの中に位置し、チューブの入力は加熱器の出口と接続され、チューブの出力は、ポンプを介して加熱器の入口と接続している。界面活性剤を含有する水が熱媒として使用される。
【0009】
この方法の欠点は、乾燥工程が、低圧では材料への熱エネルギーの供給を困難にし、かつ乾燥時間を増す平衡状態で実施されるということである。その他に、前記方法を実現する装置は、複雑な設計を有し、制御システムをはじめとする非標準的装備のための相当な材料費を要する。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、毛管多孔性バルク材料、主に粒状物を乾燥させるのに要する時間を減らし、対流乾燥の段階における毛管多孔性バルク材料のより強力な加熱及び衝撃真空処理中の不平衡条件における強力な水分除去によってその高い品質を保証しながらも、請求項に係わるユニットにおいて前記方法を簡単な設計で実現することを可能にし、ひいては投資費用及び含まれるエネルギーを減らすことである。
【課題を解決するための手段】
【0011】
上記課題は、水分除去を使用する、毛管多孔性バルク材料、主に粒状物の乾燥法であって、材料を予熱すること、加熱要素を有する真空乾燥チャンバの中に材料を装填すること、熱媒によって加熱すること、乾燥チャンバ中に真空を発生させること、材料を冷却し、放出することを含み、前記熱媒による材料の加熱及び真空発生が、温度300℃以下の熱媒による、材料の破壊温度未満の温度までの噴流層加熱及び0.1MPa〜0.0001MPaの範囲の段階ごとの一つ又は多数の減圧による急速真空衝撃作用モードにおける真空発生、次いで材料温度が安定化するまでの真空への曝露を含めてサイクルごとに実施され、所要材料水分が達成されるまで前記サイクルが繰り返され、同じ乾燥チャンバ中、交互の噴流層冷却及び真空衝撃作用によってさらなる冷却が実施される方法によって達成される。
【0012】
材料は、材料を同時に予熱するために、真空衝撃作用を使用する固体層真空輸送機構を介して乾燥チャンバの中に装填される。
【0013】
材料の性質に依存して、湿度100%以下の気体薬剤を熱媒として使用することができる。
【0014】
必要ならば、毛管多孔性バルク材料は、材料に対して化学的に不活性である温熱剤を使用して加熱される。
【0015】
真空衝撃作用の段階数は、下記の式にしたがって計算される。
n=lg[(Pi−Pr)/(Pf−Pr)]/lg(k+1)
【0016】
上記の式中、Piは、真空チャンバ中の初期圧Pa(工程初期圧)であり、Prは、受け器中に発生する圧力Paであり、Pfは、真空チャンバ中の最終圧Pa(工程最終圧)であり、kは、真空乾燥チャンバ容積と受け器容積との比に等しい係数である。
【0017】
この方法は、毛管多孔性バルク材料を乾燥させるために使用される、真空乾燥チャンバ、乾燥チャンバ中に取り付けられた加熱器、材料装填/取り出しシステム、真空ポンプ、熱交換・冷却器、熱媒循環及び凝縮物放出のためのパイプラインシステムを含む装置であって、受け器に対して並列に接続された真空ポンプを備えた一つ又は複数の受け器を備え、前記真空ポンプが、急動弁を備えた真空パイプラインを介して乾燥チャンバ入口に接続されており、さらに、第一の乾燥チャンバに対して並列に取り付けられた第二の乾燥チャンバを備え、各真空乾燥チャンバが、その底部において円錐形であり、前記第二の乾燥チャンバが、材料の噴流層加熱及び冷却のための熱媒循環システムに接続され、加熱ジャケットを有し、前記熱媒真空処理及び循環ラインが、加熱サイクロンフィルタ及び凝縮物タンクを備えた熱交換・凝縮器(冷却器)を有する装置において実現される。
【0018】
真空衝撃作用を使用することを可能にする真空輸送固体層材料供給システムが乾燥チャンバへの入口に取り付けられている。
【0019】
多量の材料が乾燥に付される場合、前記装置はさらに、噴流層中の材料の加熱又は冷却のための、加熱ジャケットを備え、第一の乾燥チャンバに対して並列に取り付けられた、底部において円錐形である一つ又は複数の対の乾燥チャンバを含む。
【0020】
前記装置中に使用され、ポンプに対して並列に接続(真空乾燥ライン)された受け器は、まず、第一の受け器からの、次に、より深い真空の第二の受け器からのステップごとの真空供給により、乾燥時間を減らすことを可能にする。
【0021】
粒状物の噴流層加熱(対流加熱)は、停滞区域を除き、加熱工程を時間的かつ量的制御可能にする均一な全容積加熱の利点を提供する。噴流層においては、毛管多孔性バルク粒子の循環動により、熱媒から材料への熱伝達の係数は2〜3倍増大し、それがまた、一般に乾燥時間をより短くしながらも、不平衡条件における水分除去を増強する。
【0022】
粒状物をはじめとする様々な毛管多孔性バルク材料を乾燥させるための請求項に係わる方法は、乾燥される材料を予熱するとき、特に、固体層真空輸送機構を介してそれを乾燥器に供給し、それを噴流層中で材料の破壊(変性)を生じさせない温度(37〜48℃)まで強力に加熱するとき、さらに、不平衡熱力学的条件におけるパルス化真空モードを使用して強力な水分除去を保証し、噴流層中、熱交換条件において、内部熱を使用する材料の衝撃真空処理によって材料を冷却して、水分を蒸発させ、産物を冷却することにより、乾燥時間を減らし、乾燥材料の品質を高める。
【図面の簡単な説明】
【0023】
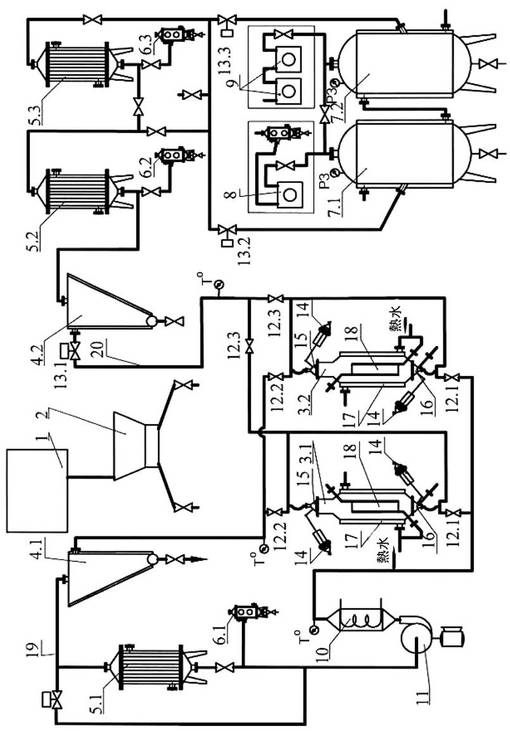
【図1】本発明の一実施形態に係る装置を示す概略図である。
【発明を実施するための形態】
【0024】
本発明は、毛管多孔性バルク材料、主に粒状物を乾燥させるために使用されるユニットの図を示す図面(図1を参照)から明らかになる。前記装置は、加熱ジャケット17を備えた一つ又は複数の対の真空チャンバ及びチャンバ内の加熱器18を含み、図1には、その一対(二つの加熱真空チャンバ3.1及び3.2)が示され、上カバー15及び下カバー16の開閉動駆動装置14、固体層真空輸送機構1、乾燥される材料の真空チャンバへの配送に使用される受けバンカー2、気体温熱剤加熱器10、ファン11、温熱剤を掃去するための二つの加熱サイクロン4.1及び4.2、熱交換・凝縮器5.1、5.2、5.3、熱媒を乾燥させ、乾燥工程中に材料から様々な貴重な成分を捕集するための凝縮物タンク6.1、6.2、6.3、異なる圧力を発生させる二つのタイプの真空ポンプ8及び9からなる真空発生システムならびに急動弁12.3、13.1、13.2、13.3を備えた真空システムのための熱媒循環20のための一つ又は複数の受け器7.1及び7.2及びパイプラインシステム19を有する。
【0025】
請求項に係わる毛管多孔性バルク材料の乾燥法及びユニットの動作は、材料を真空乾燥チャンバに順次供給することから出発する。一つの乾燥チャンバを例にしてこれを考えてみる。予熱された材料(図1には示さず)が配送バンカー2の中に装填される。受けバンカー2からの材料は、開放した上カバー15を介して真空チャンバ3.1の中に計量供給され、その後、カバー15は密封される。300℃に加熱された気体熱媒が、弁12.1を介してチャンバの下寄りセクションに供給され、弁12.2を介してチャンバの上寄りセクションから排出される。同時に、熱い流体熱媒が乾燥チャンバジャケット17及びチャンバ内の加熱器18に供給される。材料を通過する熱媒は噴流層を形成し、その噴流層により、材料を上方に運ぶ強力な区域が真空チャンバの中央に形成され、その後、材料は周辺区域を介して下降する。中央区域及び周辺区域の両方で、材料の破壊を生じさせない所要温度への材料の加熱を伴う強力な熱交換が起こり、その間、混合と同時の停滞区域の非存在により、材料は、厳密に指定された時間内に気体熱媒と接触する。
【0026】
凝縮器5.1を通過する気体熱媒からの溶存蒸気は凝縮され、凝縮物タンク6.1に捕集される。気体熱媒系の汚染を防ぐために、気体熱媒系は、サイクロンにおける蒸気の早期凝縮を避けるために加熱されるサイクロン4.1中で異物を除去される。凝縮器5.1ののち、熱媒は、気体熱媒移動の閉ループを形成することを可能にする加熱器10に入る。
【0027】
所要の材料加熱温度に達したのち、熱媒はもはや真空チャンバ3.1に供給されず、弁12.1、12.2は閉じられ、急動弁12.3、13.1が開かれる。急動弁は、真空チャンバ3.1を、サイクロン4.2、熱交換・凝縮器5.2及び5.3、真空パイプラインシステムを介して、圧力Prの所要希薄状態(真空)が事前に生成されている受け器7.1及び7.2と接続する。真空チャンバ中の材料は高速(衝撃)作用に付され、不平衡条件における強力な水分除去、ひいては材料温度の低下が生じる。凝縮器5.2、5.3を通過する蒸気・気体混合物は蒸気を除かれ、それらの凝縮物が対応する凝縮物タンク6.2及び6.3の中に捕集される。真空処理ライン上の二つ以上の熱交換・凝縮器の使用が、蒸気をその沸点によって異なる画分に分離することを可能にする。
【0028】
受け器7.1、7.2ならびに真空ポンプ8及び9のための請求項に係わる接続図は、ステップごとの真空処理を適用し、材料の乾燥及び乾燥時間の削減にもっとも好ましい条件を保証することを可能にする。
【0029】
真空衝撃が通され、真空チャンバ3.1が真空に曝露されたのち5〜10分以内に弁12.3、13.1が閉じられ、一回目の乾燥サイクルは終了する。乾燥に付される材料の性質及びその乾燥の所要レベルに依存して、複数の乾燥サイクルがあるべきである。
【0030】
乾燥工程が終了したのち、乾燥した材料は、乾燥チャンバ3.1中、噴流層中の気体薬剤を使用して冷却され、その間、加熱器10はオフにされ、複数の真空衝撃動作が実行される。これらの条件において、材料はただちに冷却され、さらに処理される用意ができる。
【0031】
第二の乾燥チャンバ及び複数の対の乾燥チャンバの適用が処理時間の使用を効率的にする。
【0032】
請求項に係わる乾燥ユニットの設計は根本的に新規であり、開発された乾燥法のための配置と完全に適合する。
【技術分野】
【0001】
本発明は、毛管多孔性バルク材料、主に粒状物の真空乾燥に関し、農業、食品加工、木工、化学及び他の産業において使用することができる。
【背景技術】
【0002】
吸湿水分を除去するために、流動化条件下で乾燥に付される材料と相互作用する予熱された乾燥空気を使用する、粒状物をはじめとする毛管多孔性バルク材料のための公知の乾燥法がある(出願RF N 93028584、MPK Cl.F26B17/10)。
【0003】
この方法の欠点は、高い乾燥剤消費量よる低い工程経済性、材料乾燥時間及び乾燥に付される材料の品質のいずれにも影響する、反応区域におけるばらばらの材料粒子の材料加熱温度及び曝露時間の制御を統制する困難さである。
【0004】
乾燥に付される材料のための真空チャンバの使用及びこのチャンバにおける、真空ポンプを使用する10〜30mmHgまでの減圧を伴う、毛管多孔性バルク材料、主に粒状物のための公知の真空乾燥法がある。熱は、周囲空気及び太陽放射から、乾燥に付される粒状物に供給される(特許RF N 2163993、MPK Cl.F26B 5/00、5/04、7/00、A01C 1/00、B02B 1/00)。
【0005】
この粒状物真空乾燥法に使用されるユニットは、互いに対して同軸に配置された二つのチューブから作られ、屋外で垂直に取り付けられ、真空ポンプならびに凍結器及び凝縮ユニットを備えた冷却器に接続された真空チャンバを含む。
【0006】
この方法及びそれに使用されるユニットの主な欠点は、材料の加熱が環境条件に左右され、真空乾燥工程全体もまたそのような条件に左右され、したがって、この方法及びユニットの使用期間が季節的に限定されるため、方法が低効率であることである。
【0007】
技術的本質に関してもっとも近く、プロトタイプとして選択される方法及び装置は、粒状物のための蒸発真空乾燥法及びそのために使用される装置である(特許RF N 2124294、MPK Cl.A23B 9/00、9/08)。粒状物が、加熱要素を有する真空乾燥チャンバの中に装填され、その中で真空が生成される。乾燥に付される材料はさらに、乾燥チャンバの真空セクション中で蒸発する水分及びチャンバの他のセクションから来る水分の凝縮エネルギーを使用する温熱剤の支援によって加熱される。粒状物は、乾燥チャンバから出る熱媒から熱を除去することによって冷却され、この除去された熱は、他方で、乾燥チャンバに装填される前の粒状物を予熱するために使用される。
【0008】
この方法は、ルーバスクリーンによって蒸気セクションと粒状物セクションとに分割された真空乾燥チャンバ、粒状物セクション中に位置する加熱器、入口及び出口回転ロック、真空ポンプ、一つの閉ループシステムに通じるパイプラインによって粒状物を予熱するための、熱交換・加熱器と一体化した熱交換・冷却器ならびに熱媒循環及び凝縮物放出のための配管系を含む、粒状物を真空乾燥させるために使用される装置において作用する。加熱器はチューブのパネルを有し、チューブごとに入力環状ノズル及び出力拡散器があり、前記チューブのパネルは、乾燥チャンバの蒸気セクションと接続されたケースの中に位置し、チューブの入力は加熱器の出口と接続され、チューブの出力は、ポンプを介して加熱器の入口と接続している。界面活性剤を含有する水が熱媒として使用される。
【0009】
この方法の欠点は、乾燥工程が、低圧では材料への熱エネルギーの供給を困難にし、かつ乾燥時間を増す平衡状態で実施されるということである。その他に、前記方法を実現する装置は、複雑な設計を有し、制御システムをはじめとする非標準的装備のための相当な材料費を要する。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、毛管多孔性バルク材料、主に粒状物を乾燥させるのに要する時間を減らし、対流乾燥の段階における毛管多孔性バルク材料のより強力な加熱及び衝撃真空処理中の不平衡条件における強力な水分除去によってその高い品質を保証しながらも、請求項に係わるユニットにおいて前記方法を簡単な設計で実現することを可能にし、ひいては投資費用及び含まれるエネルギーを減らすことである。
【課題を解決するための手段】
【0011】
上記課題は、水分除去を使用する、毛管多孔性バルク材料、主に粒状物の乾燥法であって、材料を予熱すること、加熱要素を有する真空乾燥チャンバの中に材料を装填すること、熱媒によって加熱すること、乾燥チャンバ中に真空を発生させること、材料を冷却し、放出することを含み、前記熱媒による材料の加熱及び真空発生が、温度300℃以下の熱媒による、材料の破壊温度未満の温度までの噴流層加熱及び0.1MPa〜0.0001MPaの範囲の段階ごとの一つ又は多数の減圧による急速真空衝撃作用モードにおける真空発生、次いで材料温度が安定化するまでの真空への曝露を含めてサイクルごとに実施され、所要材料水分が達成されるまで前記サイクルが繰り返され、同じ乾燥チャンバ中、交互の噴流層冷却及び真空衝撃作用によってさらなる冷却が実施される方法によって達成される。
【0012】
材料は、材料を同時に予熱するために、真空衝撃作用を使用する固体層真空輸送機構を介して乾燥チャンバの中に装填される。
【0013】
材料の性質に依存して、湿度100%以下の気体薬剤を熱媒として使用することができる。
【0014】
必要ならば、毛管多孔性バルク材料は、材料に対して化学的に不活性である温熱剤を使用して加熱される。
【0015】
真空衝撃作用の段階数は、下記の式にしたがって計算される。
n=lg[(Pi−Pr)/(Pf−Pr)]/lg(k+1)
【0016】
上記の式中、Piは、真空チャンバ中の初期圧Pa(工程初期圧)であり、Prは、受け器中に発生する圧力Paであり、Pfは、真空チャンバ中の最終圧Pa(工程最終圧)であり、kは、真空乾燥チャンバ容積と受け器容積との比に等しい係数である。
【0017】
この方法は、毛管多孔性バルク材料を乾燥させるために使用される、真空乾燥チャンバ、乾燥チャンバ中に取り付けられた加熱器、材料装填/取り出しシステム、真空ポンプ、熱交換・冷却器、熱媒循環及び凝縮物放出のためのパイプラインシステムを含む装置であって、受け器に対して並列に接続された真空ポンプを備えた一つ又は複数の受け器を備え、前記真空ポンプが、急動弁を備えた真空パイプラインを介して乾燥チャンバ入口に接続されており、さらに、第一の乾燥チャンバに対して並列に取り付けられた第二の乾燥チャンバを備え、各真空乾燥チャンバが、その底部において円錐形であり、前記第二の乾燥チャンバが、材料の噴流層加熱及び冷却のための熱媒循環システムに接続され、加熱ジャケットを有し、前記熱媒真空処理及び循環ラインが、加熱サイクロンフィルタ及び凝縮物タンクを備えた熱交換・凝縮器(冷却器)を有する装置において実現される。
【0018】
真空衝撃作用を使用することを可能にする真空輸送固体層材料供給システムが乾燥チャンバへの入口に取り付けられている。
【0019】
多量の材料が乾燥に付される場合、前記装置はさらに、噴流層中の材料の加熱又は冷却のための、加熱ジャケットを備え、第一の乾燥チャンバに対して並列に取り付けられた、底部において円錐形である一つ又は複数の対の乾燥チャンバを含む。
【0020】
前記装置中に使用され、ポンプに対して並列に接続(真空乾燥ライン)された受け器は、まず、第一の受け器からの、次に、より深い真空の第二の受け器からのステップごとの真空供給により、乾燥時間を減らすことを可能にする。
【0021】
粒状物の噴流層加熱(対流加熱)は、停滞区域を除き、加熱工程を時間的かつ量的制御可能にする均一な全容積加熱の利点を提供する。噴流層においては、毛管多孔性バルク粒子の循環動により、熱媒から材料への熱伝達の係数は2〜3倍増大し、それがまた、一般に乾燥時間をより短くしながらも、不平衡条件における水分除去を増強する。
【0022】
粒状物をはじめとする様々な毛管多孔性バルク材料を乾燥させるための請求項に係わる方法は、乾燥される材料を予熱するとき、特に、固体層真空輸送機構を介してそれを乾燥器に供給し、それを噴流層中で材料の破壊(変性)を生じさせない温度(37〜48℃)まで強力に加熱するとき、さらに、不平衡熱力学的条件におけるパルス化真空モードを使用して強力な水分除去を保証し、噴流層中、熱交換条件において、内部熱を使用する材料の衝撃真空処理によって材料を冷却して、水分を蒸発させ、産物を冷却することにより、乾燥時間を減らし、乾燥材料の品質を高める。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る装置を示す概略図である。
【発明を実施するための形態】
【0024】
本発明は、毛管多孔性バルク材料、主に粒状物を乾燥させるために使用されるユニットの図を示す図面(図1を参照)から明らかになる。前記装置は、加熱ジャケット17を備えた一つ又は複数の対の真空チャンバ及びチャンバ内の加熱器18を含み、図1には、その一対(二つの加熱真空チャンバ3.1及び3.2)が示され、上カバー15及び下カバー16の開閉動駆動装置14、固体層真空輸送機構1、乾燥される材料の真空チャンバへの配送に使用される受けバンカー2、気体温熱剤加熱器10、ファン11、温熱剤を掃去するための二つの加熱サイクロン4.1及び4.2、熱交換・凝縮器5.1、5.2、5.3、熱媒を乾燥させ、乾燥工程中に材料から様々な貴重な成分を捕集するための凝縮物タンク6.1、6.2、6.3、異なる圧力を発生させる二つのタイプの真空ポンプ8及び9からなる真空発生システムならびに急動弁12.3、13.1、13.2、13.3を備えた真空システムのための熱媒循環20のための一つ又は複数の受け器7.1及び7.2及びパイプラインシステム19を有する。
【0025】
請求項に係わる毛管多孔性バルク材料の乾燥法及びユニットの動作は、材料を真空乾燥チャンバに順次供給することから出発する。一つの乾燥チャンバを例にしてこれを考えてみる。予熱された材料(図1には示さず)が配送バンカー2の中に装填される。受けバンカー2からの材料は、開放した上カバー15を介して真空チャンバ3.1の中に計量供給され、その後、カバー15は密封される。300℃に加熱された気体熱媒が、弁12.1を介してチャンバの下寄りセクションに供給され、弁12.2を介してチャンバの上寄りセクションから排出される。同時に、熱い流体熱媒が乾燥チャンバジャケット17及びチャンバ内の加熱器18に供給される。材料を通過する熱媒は噴流層を形成し、その噴流層により、材料を上方に運ぶ強力な区域が真空チャンバの中央に形成され、その後、材料は周辺区域を介して下降する。中央区域及び周辺区域の両方で、材料の破壊を生じさせない所要温度への材料の加熱を伴う強力な熱交換が起こり、その間、混合と同時の停滞区域の非存在により、材料は、厳密に指定された時間内に気体熱媒と接触する。
【0026】
凝縮器5.1を通過する気体熱媒からの溶存蒸気は凝縮され、凝縮物タンク6.1に捕集される。気体熱媒系の汚染を防ぐために、気体熱媒系は、サイクロンにおける蒸気の早期凝縮を避けるために加熱されるサイクロン4.1中で異物を除去される。凝縮器5.1ののち、熱媒は、気体熱媒移動の閉ループを形成することを可能にする加熱器10に入る。
【0027】
所要の材料加熱温度に達したのち、熱媒はもはや真空チャンバ3.1に供給されず、弁12.1、12.2は閉じられ、急動弁12.3、13.1が開かれる。急動弁は、真空チャンバ3.1を、サイクロン4.2、熱交換・凝縮器5.2及び5.3、真空パイプラインシステムを介して、圧力Prの所要希薄状態(真空)が事前に生成されている受け器7.1及び7.2と接続する。真空チャンバ中の材料は高速(衝撃)作用に付され、不平衡条件における強力な水分除去、ひいては材料温度の低下が生じる。凝縮器5.2、5.3を通過する蒸気・気体混合物は蒸気を除かれ、それらの凝縮物が対応する凝縮物タンク6.2及び6.3の中に捕集される。真空処理ライン上の二つ以上の熱交換・凝縮器の使用が、蒸気をその沸点によって異なる画分に分離することを可能にする。
【0028】
受け器7.1、7.2ならびに真空ポンプ8及び9のための請求項に係わる接続図は、ステップごとの真空処理を適用し、材料の乾燥及び乾燥時間の削減にもっとも好ましい条件を保証することを可能にする。
【0029】
真空衝撃が通され、真空チャンバ3.1が真空に曝露されたのち5〜10分以内に弁12.3、13.1が閉じられ、一回目の乾燥サイクルは終了する。乾燥に付される材料の性質及びその乾燥の所要レベルに依存して、複数の乾燥サイクルがあるべきである。
【0030】
乾燥工程が終了したのち、乾燥した材料は、乾燥チャンバ3.1中、噴流層中の気体薬剤を使用して冷却され、その間、加熱器10はオフにされ、複数の真空衝撃動作が実行される。これらの条件において、材料はただちに冷却され、さらに処理される用意ができる。
【0031】
第二の乾燥チャンバ及び複数の対の乾燥チャンバの適用が処理時間の使用を効率的にする。
【0032】
請求項に係わる乾燥ユニットの設計は根本的に新規であり、開発された乾燥法のための配置と完全に適合する。
【特許請求の範囲】
【請求項1】
水分除去を使用する、毛管多孔性バルク材料、主に粒状物の乾燥法であって、
材料を予熱すること、加熱要素を有する真空乾燥チャンバの中に材料を装填すること、熱媒によって材料を加熱すること、乾燥チャンバ中に真空を発生させること、材料を冷却し、放出することを含み、
前記熱媒による材料の加熱及び真空発生が、温度300℃以下の熱媒による、材料の破壊温度未満である温度までの噴流層加熱及び0.1MPa〜0.0001MPaの範囲の段階ごとの一つ又は多数の減圧による急速真空衝撃作用モードにおける真空発生、次いで、材料温度が安定化するまでの真空への曝露、を含めてサイクルごとに実施され、所要材料水分が達成されるまで前記サイクルが繰り返され、同じ乾燥チャンバ中、交互の噴流層冷却及び真空衝撃作用によってさらなる冷却が実施される、ことを特徴とする方法。
【請求項2】
材料が、乾燥チャンバの中に装填されると同時に、真空衝撃作用を使用する固体層真空輸送機構を介して予備乾燥される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項3】
湿度100%以下の気体薬剤が前記熱媒として使用される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項4】
材料が、材料に対して化学的に不活性である熱媒を使用して加熱される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項5】
真空衝撃作用の段階数が、下記の式にしたがって計算される、請求項1記載の毛管多孔性バルク材料の乾燥法。
n=lg[(Pi−Pr)/(Pf−Pr)]/lg(k+1)、30
但し、上記の式中、Piは、真空チャンバ中の初期圧Pa(工程初期圧)であり、Prは、受け器中に発生する圧力Paであり、Pfは、真空チャンバ中の最終圧Pa(工程最終圧)であり、kは、真空乾燥チャンバ容積と受け器容積との比に等しい係数である。
【請求項6】
毛管多孔性バルク材料、主に粒状物を乾燥させるための、真空乾燥チャンバ、乾燥チャンバ中に取り付けられた加熱器、粒状物装填/取り出しシステム、真空ポンプ、熱交換・冷却器、熱媒循環及び凝縮物放出のためのパイプラインシステムを含む装置であって、
受け器に対して並列に接続されたポンプを備えた一つ又は複数の前記受け器を備え、前記ポンプが、急動弁を備えた真空パイプラインシステムを介して乾燥チャンバ入口に接続されており、さらに、第一の乾燥チャンバに対して並列に取り付けられた第二の乾燥チャンバを備え、各真空乾燥チャンバが、その底部において円錐形であり、材料の噴流層加熱及び冷却のための熱媒循環システムに接続され、加熱ジャケットを有し、前記熱媒真空処理及び循環ラインが、加熱サイクロンフィルタ及び凝縮物タンクを備えた熱交換・凝縮器を有することを特徴とする装置。
【請求項7】
真空衝撃作用を使用することを可能にする真空輸送固体層材料供給システムが乾燥チャンバへの入口に取り付けられている、請求項6記載の毛管多孔性バルク材料を乾燥させるための装置。
【請求項8】
底部において円錐形であり、加熱ジャケットを有し、第一の乾燥チャンバに対して並列に設置された一つ又は複数の対の真空乾燥チャンバを有する、請求項6記載の毛管多孔性バルク材料を乾燥させるための装置。
【請求項1】
水分除去を使用する、毛管多孔性バルク材料、主に粒状物の乾燥法であって、
材料を予熱すること、加熱要素を有する真空乾燥チャンバの中に材料を装填すること、熱媒によって材料を加熱すること、乾燥チャンバ中に真空を発生させること、材料を冷却し、放出することを含み、
前記熱媒による材料の加熱及び真空発生が、温度300℃以下の熱媒による、材料の破壊温度未満である温度までの噴流層加熱及び0.1MPa〜0.0001MPaの範囲の段階ごとの一つ又は多数の減圧による急速真空衝撃作用モードにおける真空発生、次いで、材料温度が安定化するまでの真空への曝露、を含めてサイクルごとに実施され、所要材料水分が達成されるまで前記サイクルが繰り返され、同じ乾燥チャンバ中、交互の噴流層冷却及び真空衝撃作用によってさらなる冷却が実施される、ことを特徴とする方法。
【請求項2】
材料が、乾燥チャンバの中に装填されると同時に、真空衝撃作用を使用する固体層真空輸送機構を介して予備乾燥される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項3】
湿度100%以下の気体薬剤が前記熱媒として使用される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項4】
材料が、材料に対して化学的に不活性である熱媒を使用して加熱される、請求項1記載の毛管多孔性バルク材料の乾燥法。
【請求項5】
真空衝撃作用の段階数が、下記の式にしたがって計算される、請求項1記載の毛管多孔性バルク材料の乾燥法。
n=lg[(Pi−Pr)/(Pf−Pr)]/lg(k+1)、30
但し、上記の式中、Piは、真空チャンバ中の初期圧Pa(工程初期圧)であり、Prは、受け器中に発生する圧力Paであり、Pfは、真空チャンバ中の最終圧Pa(工程最終圧)であり、kは、真空乾燥チャンバ容積と受け器容積との比に等しい係数である。
【請求項6】
毛管多孔性バルク材料、主に粒状物を乾燥させるための、真空乾燥チャンバ、乾燥チャンバ中に取り付けられた加熱器、粒状物装填/取り出しシステム、真空ポンプ、熱交換・冷却器、熱媒循環及び凝縮物放出のためのパイプラインシステムを含む装置であって、
受け器に対して並列に接続されたポンプを備えた一つ又は複数の前記受け器を備え、前記ポンプが、急動弁を備えた真空パイプラインシステムを介して乾燥チャンバ入口に接続されており、さらに、第一の乾燥チャンバに対して並列に取り付けられた第二の乾燥チャンバを備え、各真空乾燥チャンバが、その底部において円錐形であり、材料の噴流層加熱及び冷却のための熱媒循環システムに接続され、加熱ジャケットを有し、前記熱媒真空処理及び循環ラインが、加熱サイクロンフィルタ及び凝縮物タンクを備えた熱交換・凝縮器を有することを特徴とする装置。
【請求項7】
真空衝撃作用を使用することを可能にする真空輸送固体層材料供給システムが乾燥チャンバへの入口に取り付けられている、請求項6記載の毛管多孔性バルク材料を乾燥させるための装置。
【請求項8】
底部において円錐形であり、加熱ジャケットを有し、第一の乾燥チャンバに対して並列に設置された一つ又は複数の対の真空乾燥チャンバを有する、請求項6記載の毛管多孔性バルク材料を乾燥させるための装置。
【図1】

【公表番号】特表2013−502554(P2013−502554A)
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−525508(P2012−525508)
【出願日】平成22年8月13日(2010.8.13)
【国際出願番号】PCT/RU2010/000448
【国際公開番号】WO2011/021966
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(511154319)ザクルイトエ・アクツィオネルノエ・オブスチェストヴォ“ツイン・トレーディング・カンパニー” (8)
【氏名又は名称原語表記】ZAKRYTOE AKCIONERNOE OBSCHESTVO ‘TWIN TRADING COMPANY’
【Fターム(参考)】
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成22年8月13日(2010.8.13)
【国際出願番号】PCT/RU2010/000448
【国際公開番号】WO2011/021966
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(511154319)ザクルイトエ・アクツィオネルノエ・オブスチェストヴォ“ツイン・トレーディング・カンパニー” (8)
【氏名又は名称原語表記】ZAKRYTOE AKCIONERNOE OBSCHESTVO ‘TWIN TRADING COMPANY’
【Fターム(参考)】
[ Back to top ]