
バルブ用金属製弁箱への防食被膜の形成方法および装置
【課題】バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成装置を提供する。
【解決手段】両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱29の外面に、防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガン10が取り付けられたロボット9と、開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブース11とからなり、ロボット9は、集塵ブース11内のバルブ用金属製弁箱29の外面に向けて、溶射ガン10から溶射材を溶射する。
【解決手段】両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱29の外面に、防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガン10が取り付けられたロボット9と、開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブース11とからなり、ロボット9は、集塵ブース11内のバルブ用金属製弁箱29の外面に向けて、溶射ガン10から溶射材を溶射する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、バルブ用金属製弁箱への防食被膜の形成方法および装置、特に、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置に関するものである。
【背景技術】
【0002】
例えば、ダクタイル鋳鉄製の直管は、その形状が2次元に近く、自動溶射装置の制御が比較的容易であることから、自動溶射装置により防食被膜を直管の外面に均一にかつ能率的に形成することは既に行われていた。
【0003】
ダクタイル鋳鉄製の直管の外面に亜鉛等からなる防食被膜を溶射により自動的に形成する装置が特許文献1(特開平5−222511号公報)に開示されている。以下、この鋳鉄管への防食被膜の形成装置を従来装置といい、図面を参照しながら説明する。
【0004】
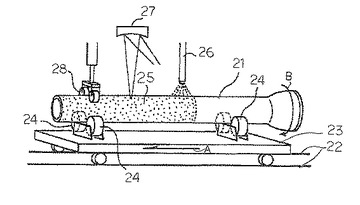
図5は、従来装置を示す概略斜視図である。
【0005】
図5に示すように、従来装置は、ダクタイル鋳鉄製の直管21の長手方向に沿って敷設されたレール22上を走行可能な台車23と、台車23上に設けられた、直管21をその軸芯回りに回転させる複数個の回転ローラ24と、回転ローラ24上に載置された直管21の外面に亜鉛等の溶射材を溶射して防食被膜25を形成する溶射ガン26と、直管21の外面に形成された防食被膜25を局部的に加熱するレーザ照射装置27と、加熱された防食被膜25を押圧する加圧ローラ28とからなっている。溶射ガン26とレーザ照射装置27と加圧ローラ28とは、台車23の走行方向上流側から順次、間隔をあけて、この順番で配置されている。
【0006】
上記従来装置によれば、以下のようにして、直管21の外面に防食被膜25が自動的に形成される。
【0007】
回転ローラ24上に直管21を水平に載置し、台車23を、図中、A矢印方向に走行させるとともに、回転ローラ24により直管21を、図中、B矢印方向に回転させる。そして、溶射ガン26とレーザ照射装置27と加圧ローラ28とをそれぞれ作動させる。これにより、直管21の外面に、溶射ガン26により亜鉛等の溶射材が溶射されて防食被膜25が形成される。この後、防食被膜25は、レーザ照射装置27により局部加熱される。そして、局部加熱された防食被膜25は、加圧ローラ28により押圧される。防食被膜25は、加圧ローラ28により押圧されることによって、防食被膜25に形成されているポーラス部が押し潰される。かくして、水などが浸透しにくい防食性能に優れた防食被膜25が直管21の外面に自動的に形成される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−222511号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上述したように、上述した従来装置によれば、防食性能に優れた防食被膜25が直管21の外面に自動的に形成されるが、従来装置によって、バルブ用金属製弁箱の外面に防食被膜を形成することはできない。
【0010】
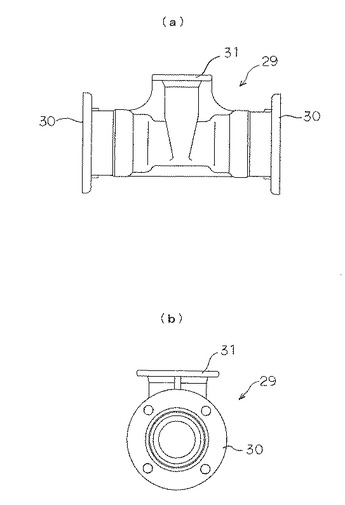
バルブ用金属製弁箱の一例を示す。図6は、バルブ用金属製弁箱を示す図であり、(a)は、正面図、(b)は、側面図である。
【0011】
図示のように、このバルブ用金属製弁箱29は、両端部に受口30が形成され、中央部に弁棒取付用フランジ31が形成されたものである。
【0012】
従来装置によって、バルブ用金属製弁箱の外面に防食被膜を形成することはできない理由は、以下の通りである。
【0013】
図6に示すように、バルブ用金属製弁箱29は、その形状が3次元で複雑であるために、固定したバルブ用金属製弁箱29に対して、常に溶射ガンのヘッドをバルブ用金属製弁箱29と正対させながら、溶射ガンとバルブ用金属製弁箱29との間の距離を一定に維持して移動させることが困難である。すなわち、溶射ガンのヘッドの向き、作動経路等を事前にティーチングして、ロボットにより自動溶射を行うには、溶射ガンの移動が複雑であるので、そのティーチングに長時間を要する。
【0014】
また、防食被膜の形成を手動で行う場合には、溶射ガンのヘッドとバルブ用金属製弁箱29との間の距離を一定に維持することが困難である。溶射ガンのヘッドとバルブ用金属製弁箱29との距離を一定に維持できないと、防食被膜の密着性が劣り剥離の問題が発生する。
【0015】
さらには、手動による場合、バルブ用金属製弁箱29の形状に沿って溶射ガンを一定のスピードで移動させることが困難であるので、防食被膜の厚さを均一に維持することができない。従って、防食性能を保つためには規定値より厚めに防食被膜を形成する傾向にあった。
【0016】
また、手動による場合は、防塵マスクを装着して集塵フードの下で作業を行っても、空気圧により溶融金属を吹き付けるため、ミスト状の微粒子の飛散と溶射時の騒音とにより、劣悪な環境となるので、作業環境の改善が必要であり、しかも、未付着の溶射材の回収リサイクル効率も悪いので、この改善も必要である。
【0017】
従って、この発明の目的は、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置を提供するものである。
【課題を解決するための手段】
【0018】
この発明は、上記目的を達成するためになされたものであり、下記を特徴とする。
【0019】
請求項1に記載の発明は、両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、防食被膜を溶射により形成する装置であって、ターンテーブルと、前記ターンテーブル上に、前記ターンテーブルの回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガンが取り付けられたロボットと、開閉扉を有し、前記ロボットと前記ターンテーブルの一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブースとからなり、前記ロボットは、前記集塵ブース内の前記弁箱固定手段により固定されたバルブ用金属製弁箱の外面に向けて、前記溶射ガンから溶射材を溶射することに特徴を有するものである。
【0020】
請求項2に記載の発明は、両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、溶射ガンが取り付けられたロボットにより防食被膜を形成する方法であって、ターンテーブル上に、鉛直軸を中心として回転可能な弁箱固定手段を、前記ターンテーブルの回転方向に沿って間隔をあけて複数個設け、前記弁箱固定手段により前記バルブ用金属製弁箱を固定し、前記受口を含む前記バルブ用金属製弁箱の両端部外面に前記防食被膜を形成する際には、前記バルブ用金属製弁箱を鉛直軸を中心として回転させながら、定位置に固定した前記溶射ガンから前記バルブ用金属製弁箱に向けて溶射材を溶射して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行い、前記フランジを含む前記バルブ用金属製弁箱の中央部外面に前記防食被膜を形成する際には、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、前記バルブ用金属製弁箱を鉛直軸を中心として所定角度回転させて、2回目の溶射を行うことを繰り返し行い、このようにして、前記バルブ用金属製弁箱の全外面に前記防食被膜を形成したら、前記ターンテーブルを回転させて、次のバルブ用金属製弁箱を前記ロボットに正対させて、前回と同様にして、次のバルブ用金属製弁箱に防食被膜を形成することに特徴を有するものである。
【0021】
請求項3に記載の発明は、請求項2に記載の発明において、前記バルブ用金属製弁箱の前記中央部外面に前記防食被膜を形成する際に、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行って、前記バルブ用金属製弁箱の一方の半面に前記防食被膜を形成し、次いで、前記バルブ用金属製弁箱を鉛直軸を中心として180°回転させ、前記一方の半面の場合と同様にして、前記バルブ用金属製弁箱の他方の半面に前記防食被膜を形成することに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置を提供することができる。
【図面の簡単な説明】
【0023】
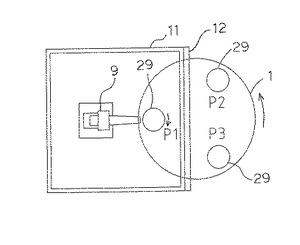
【図1】この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す平面図である。
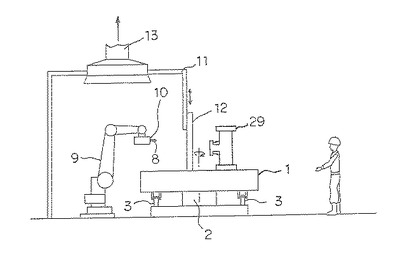
【図2】この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す側面図である。
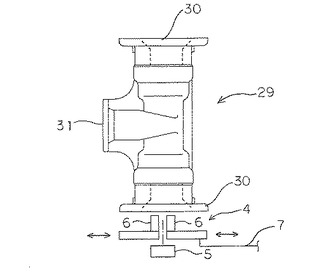
【図3】バルブ用金属製弁箱の弁箱固定手段を示す正面図である。
【図4】バルブ用金属製弁箱の溶射範囲を示す正面図である。
【図5】従来装置を示す概略斜視図である。
【図6】バルブ用金属製弁箱を示す図であり、(a)は、正面図、(b)は、側面図である。
【発明を実施するための形態】
【0024】
次に、この発明の、バルブ用金属製弁箱への防食被膜の形成装置の一実施態様を、図面を参照しながら説明する。
【0025】
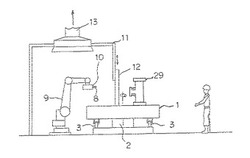
図1は、この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す平面図、図2は、この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す側面図、図3は、バルブ用金属製弁箱の弁箱固定手段を示す正面図である。
【0026】
図1から図3において、1は、ターンテーブルである。ターンテーブル1は、駆動手段2により車輪3を介して回転する。図3に示すように、4は、弁箱固定手段である。弁箱固定手段4は、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて複数個(この例では3個)、設けられ、それぞれ駆動手段5により鉛直軸を中心として回転可能になっている。弁箱固定手段4は、バルブ用金属製弁箱29をその内側から固定する複数個の爪6を有し、バルブ用金属製弁箱29は、爪6を開くことによってターンテーブル1上に垂直に固定される。複数個の爪6は、エアー給排気口7からのエアーの給排気により開閉可能になっている。
【0027】
9は、溶射ガン10が取り付けられたロボットである。ロボット9は、溶射ガン10の溶射ヘッド8をバルブ用金属製弁箱29と正対させながら、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持しつつ、溶射ガン10を鉛直方向または水平方向に移動させることができる。溶射ヘッド8からは、例えば、亜鉛と、アルミニウム−マグネシウム合金とからなる溶射材がバルブ用金属製弁箱29に向けてアーク溶射される。
【0028】
後述するように、受口30を含むバルブ用金属製弁箱29の両端部外面に防食被膜を形成する際には、溶射ガン10を定位置に固定し、この状態で駆動手段5によりバルブ用金属製弁箱29を駆動手段5により回転させて、1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行う。
【0029】
一方、弁棒取付用フランジ31を含むバルブ用金属製弁箱29の中央部外面に防食被膜を形成する際には、バルブ用金属製弁箱29を回転させず定位置に固定し、溶射ガン10を鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、バルブ用金属製弁箱29を駆動手段5により所定角度回転させて、2回目の溶射を行うことを繰り返し行う。
【0030】
なお、弁棒取付用フランジ31を含むバルブ用金属製弁箱29の中央部外面に防食被膜を形成する際には、定位置に固定したバルブ用金属製弁箱29に対して、溶射ガン10を水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の一方の半面に防食被膜を形成し、次いで、バルブ用金属製弁箱29を駆動手段5により鉛直軸を中心として180°回転させ、一方の半面の場合と同様にして、バルブ用金属製弁箱29の他方の半面に防食被膜を形成しても良い。
【0031】
11は、集塵ブースである。集塵ブース11は、昇降可能な開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つ(この例では1つ)の弁箱固定手段4とともに遮蔽する。集塵ブース11を設置することによって、バルブ用金属製弁箱29に付着しなかった溶射材が周囲に飛散することを防止することができるので、作業環境が改善される。また、集塵ブース11に、吸引機(図示せず)に接続された吸引フード13を設けることによって、バルブ用金属製弁箱29に付着しなかった溶射材の回収が可能になる。
【0032】
以上のように構成されている、この発明の、バルブ用金属製弁箱への防食被膜の形成装置によれば、以下のようにして、バルブ用金属製弁箱の全外面に防食被膜が自動的に形成される。
【0033】
先ず、図1に示すように、ターンテーブル1のP2位置の弁箱固定手段4にバルブ用金属製弁箱29をセットする。
【0034】
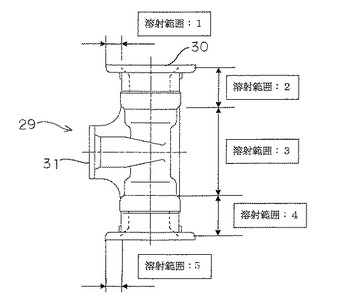
次いで、集塵ブース11の開閉扉12を開き、ターンテーブル1を回転させてバルブ用金属製弁箱29を集塵ブース11内のP1位置に移動させる。この後、集塵ブース11の開閉扉12を閉じる。P1位置は、ロボット9と正対している。バルブ用金属製弁箱29がP1位置に移動すると、ロボット9は、溶射ヘッド8をバルブ用金属製弁箱29の上部受口30の上面に向ける。そして、駆動手段5によりバルブ用金属製弁箱29を回転させながら溶射材を溶射して、上部受口30の上面に防食被膜を形成する(図4の溶射範囲1参照)。
【0035】
次に、ロボット9は、溶射ヘッド8をバルブ用金属製弁箱29の上部受口30を含む上端部外面に向け、駆動手段5によりバルブ用金属製弁箱29を回転させながら上部受口30を含む上端部外面への1回目の溶射を行う。このようにして、1回目の溶射が完了したら、溶射ガン10を一段、下降させて、1回目と同様にして、2回目の溶射を行う。この操作を繰り返し行って、バルブ用金属製弁箱29の上端部外面に防食被膜を形成する(図4の溶射範囲2参照)。
【0036】
次に、バルブ用金属製弁箱29の回転を中止した後、ロボット9は、溶射ガン10を鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、バルブ用金属製弁箱29を駆動手段5により所定角度回転させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の中央部外面に防食被膜を形成する(図4の溶射範囲3参照)。
【0037】
次に、バルブ用金属製弁箱29を上下反転させた後、上記溶射範囲1と2の場合と同様にして、バルブ用金属製弁箱29の下部受口30の下面および下部受口30の下端部外面に防食被膜を形成する(図4の溶射範囲4および5参照)。
【0038】
なお、溶射範囲3の溶射に際しては、定位置に固定したバルブ用金属製弁箱29に対して、溶射ガン10を水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の一方の半面に防食被膜を形成し、次いで、バルブ用金属製弁箱29を駆動手段5により鉛直軸を中心として180°回転させ、一方の半面の場合と同様にして、バルブ用金属製弁箱29の他方の半面に防食被膜を形成しても良い。
【0039】
以上のようにして、バルブ用金属製弁箱29の全外面に防食被膜を形成することができる。
【0040】
このように、溶射範囲1、2、4、5を溶射する際には、ロボット9は、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持した状態で、バルブ用金属製弁箱29を回転させるのみで良く、溶射範囲3を溶射する際には、ロボット9は、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持した状態で、溶射ヘッド8を鉛直方向または水平方向に移動させるのみで良いので、バルブ用金属製弁箱29の形状が3次元で複雑であっても、バルブ用金属製弁箱29を固定して溶射する場合に比べて、ロボット9の作動経路等のティーチング等が簡素化される。
【0041】
また、集塵ブース11によって、ロボット9と溶射中のバルブ用金属製弁箱29とが遮蔽されているので、バルブ用金属製弁箱29に付着しなかった溶射材が周囲に飛散することを防止することができ、この結果、作業環境が改善される。しかも、バルブ用金属製弁箱29に付着しなかった溶射材は、吸引フード13を介して吸引機(図示せず)により回収されるので、付着しなかった溶射材のリサイクルを図ることができる。
【0042】
このようにして、バルブ用金属製弁箱29への防食被膜の形成が完了したら、集塵ブース11の開閉扉12を開き、ターンテーブル1を回転させて、防食被膜の形成が完了したP1位置のバルブ用金属製弁箱29をP3位置に移動させる。これによって、防食被膜の形成が完了したバルブ用金属製弁箱29は、集塵ブース11外に搬出される。これと同時に、P2位置の次のバルブ用金属製弁箱29がP1位置に移動するので、同様にして、次のバルブ用金属製弁箱29に防食被膜を形成することができる。
【符号の説明】
【0043】
1:ターンテーブル
2:駆動手段
3:車輪
4:弁箱固定手段
5:駆動手段
6:爪
7:エアー給排気口
8:溶射ヘッド
9:ロボット
10:溶射ガン
11:集塵ブース
12:開閉扉
13:吸引フード
21:直管
22:レール
23:台車
24:回転ローラ
25:防食被膜
26:溶射ガン
27:レーザ照射装置
28:加圧ローラ
29:バルブ用金属製弁箱
30:受口
31:弁棒取付用フランジ
【技術分野】
【0001】
この発明は、バルブ用金属製弁箱への防食被膜の形成方法および装置、特に、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置に関するものである。
【背景技術】
【0002】
例えば、ダクタイル鋳鉄製の直管は、その形状が2次元に近く、自動溶射装置の制御が比較的容易であることから、自動溶射装置により防食被膜を直管の外面に均一にかつ能率的に形成することは既に行われていた。
【0003】
ダクタイル鋳鉄製の直管の外面に亜鉛等からなる防食被膜を溶射により自動的に形成する装置が特許文献1(特開平5−222511号公報)に開示されている。以下、この鋳鉄管への防食被膜の形成装置を従来装置といい、図面を参照しながら説明する。
【0004】
図5は、従来装置を示す概略斜視図である。
【0005】
図5に示すように、従来装置は、ダクタイル鋳鉄製の直管21の長手方向に沿って敷設されたレール22上を走行可能な台車23と、台車23上に設けられた、直管21をその軸芯回りに回転させる複数個の回転ローラ24と、回転ローラ24上に載置された直管21の外面に亜鉛等の溶射材を溶射して防食被膜25を形成する溶射ガン26と、直管21の外面に形成された防食被膜25を局部的に加熱するレーザ照射装置27と、加熱された防食被膜25を押圧する加圧ローラ28とからなっている。溶射ガン26とレーザ照射装置27と加圧ローラ28とは、台車23の走行方向上流側から順次、間隔をあけて、この順番で配置されている。
【0006】
上記従来装置によれば、以下のようにして、直管21の外面に防食被膜25が自動的に形成される。
【0007】
回転ローラ24上に直管21を水平に載置し、台車23を、図中、A矢印方向に走行させるとともに、回転ローラ24により直管21を、図中、B矢印方向に回転させる。そして、溶射ガン26とレーザ照射装置27と加圧ローラ28とをそれぞれ作動させる。これにより、直管21の外面に、溶射ガン26により亜鉛等の溶射材が溶射されて防食被膜25が形成される。この後、防食被膜25は、レーザ照射装置27により局部加熱される。そして、局部加熱された防食被膜25は、加圧ローラ28により押圧される。防食被膜25は、加圧ローラ28により押圧されることによって、防食被膜25に形成されているポーラス部が押し潰される。かくして、水などが浸透しにくい防食性能に優れた防食被膜25が直管21の外面に自動的に形成される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−222511号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上述したように、上述した従来装置によれば、防食性能に優れた防食被膜25が直管21の外面に自動的に形成されるが、従来装置によって、バルブ用金属製弁箱の外面に防食被膜を形成することはできない。
【0010】
バルブ用金属製弁箱の一例を示す。図6は、バルブ用金属製弁箱を示す図であり、(a)は、正面図、(b)は、側面図である。
【0011】
図示のように、このバルブ用金属製弁箱29は、両端部に受口30が形成され、中央部に弁棒取付用フランジ31が形成されたものである。
【0012】
従来装置によって、バルブ用金属製弁箱の外面に防食被膜を形成することはできない理由は、以下の通りである。
【0013】
図6に示すように、バルブ用金属製弁箱29は、その形状が3次元で複雑であるために、固定したバルブ用金属製弁箱29に対して、常に溶射ガンのヘッドをバルブ用金属製弁箱29と正対させながら、溶射ガンとバルブ用金属製弁箱29との間の距離を一定に維持して移動させることが困難である。すなわち、溶射ガンのヘッドの向き、作動経路等を事前にティーチングして、ロボットにより自動溶射を行うには、溶射ガンの移動が複雑であるので、そのティーチングに長時間を要する。
【0014】
また、防食被膜の形成を手動で行う場合には、溶射ガンのヘッドとバルブ用金属製弁箱29との間の距離を一定に維持することが困難である。溶射ガンのヘッドとバルブ用金属製弁箱29との距離を一定に維持できないと、防食被膜の密着性が劣り剥離の問題が発生する。
【0015】
さらには、手動による場合、バルブ用金属製弁箱29の形状に沿って溶射ガンを一定のスピードで移動させることが困難であるので、防食被膜の厚さを均一に維持することができない。従って、防食性能を保つためには規定値より厚めに防食被膜を形成する傾向にあった。
【0016】
また、手動による場合は、防塵マスクを装着して集塵フードの下で作業を行っても、空気圧により溶融金属を吹き付けるため、ミスト状の微粒子の飛散と溶射時の騒音とにより、劣悪な環境となるので、作業環境の改善が必要であり、しかも、未付着の溶射材の回収リサイクル効率も悪いので、この改善も必要である。
【0017】
従って、この発明の目的は、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置を提供するものである。
【課題を解決するための手段】
【0018】
この発明は、上記目的を達成するためになされたものであり、下記を特徴とする。
【0019】
請求項1に記載の発明は、両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、防食被膜を溶射により形成する装置であって、ターンテーブルと、前記ターンテーブル上に、前記ターンテーブルの回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガンが取り付けられたロボットと、開閉扉を有し、前記ロボットと前記ターンテーブルの一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブースとからなり、前記ロボットは、前記集塵ブース内の前記弁箱固定手段により固定されたバルブ用金属製弁箱の外面に向けて、前記溶射ガンから溶射材を溶射することに特徴を有するものである。
【0020】
請求項2に記載の発明は、両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、溶射ガンが取り付けられたロボットにより防食被膜を形成する方法であって、ターンテーブル上に、鉛直軸を中心として回転可能な弁箱固定手段を、前記ターンテーブルの回転方向に沿って間隔をあけて複数個設け、前記弁箱固定手段により前記バルブ用金属製弁箱を固定し、前記受口を含む前記バルブ用金属製弁箱の両端部外面に前記防食被膜を形成する際には、前記バルブ用金属製弁箱を鉛直軸を中心として回転させながら、定位置に固定した前記溶射ガンから前記バルブ用金属製弁箱に向けて溶射材を溶射して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行い、前記フランジを含む前記バルブ用金属製弁箱の中央部外面に前記防食被膜を形成する際には、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、前記バルブ用金属製弁箱を鉛直軸を中心として所定角度回転させて、2回目の溶射を行うことを繰り返し行い、このようにして、前記バルブ用金属製弁箱の全外面に前記防食被膜を形成したら、前記ターンテーブルを回転させて、次のバルブ用金属製弁箱を前記ロボットに正対させて、前回と同様にして、次のバルブ用金属製弁箱に防食被膜を形成することに特徴を有するものである。
【0021】
請求項3に記載の発明は、請求項2に記載の発明において、前記バルブ用金属製弁箱の前記中央部外面に前記防食被膜を形成する際に、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行って、前記バルブ用金属製弁箱の一方の半面に前記防食被膜を形成し、次いで、前記バルブ用金属製弁箱を鉛直軸を中心として180°回転させ、前記一方の半面の場合と同様にして、前記バルブ用金属製弁箱の他方の半面に前記防食被膜を形成することに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成方法および装置を提供することができる。
【図面の簡単な説明】
【0023】
【図1】この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す平面図である。
【図2】この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す側面図である。
【図3】バルブ用金属製弁箱の弁箱固定手段を示す正面図である。
【図4】バルブ用金属製弁箱の溶射範囲を示す正面図である。
【図5】従来装置を示す概略斜視図である。
【図6】バルブ用金属製弁箱を示す図であり、(a)は、正面図、(b)は、側面図である。
【発明を実施するための形態】
【0024】
次に、この発明の、バルブ用金属製弁箱への防食被膜の形成装置の一実施態様を、図面を参照しながら説明する。
【0025】
図1は、この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す平面図、図2は、この発明の、バルブ用金属製弁箱への防食被膜の形成装置を示す側面図、図3は、バルブ用金属製弁箱の弁箱固定手段を示す正面図である。
【0026】
図1から図3において、1は、ターンテーブルである。ターンテーブル1は、駆動手段2により車輪3を介して回転する。図3に示すように、4は、弁箱固定手段である。弁箱固定手段4は、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて複数個(この例では3個)、設けられ、それぞれ駆動手段5により鉛直軸を中心として回転可能になっている。弁箱固定手段4は、バルブ用金属製弁箱29をその内側から固定する複数個の爪6を有し、バルブ用金属製弁箱29は、爪6を開くことによってターンテーブル1上に垂直に固定される。複数個の爪6は、エアー給排気口7からのエアーの給排気により開閉可能になっている。
【0027】
9は、溶射ガン10が取り付けられたロボットである。ロボット9は、溶射ガン10の溶射ヘッド8をバルブ用金属製弁箱29と正対させながら、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持しつつ、溶射ガン10を鉛直方向または水平方向に移動させることができる。溶射ヘッド8からは、例えば、亜鉛と、アルミニウム−マグネシウム合金とからなる溶射材がバルブ用金属製弁箱29に向けてアーク溶射される。
【0028】
後述するように、受口30を含むバルブ用金属製弁箱29の両端部外面に防食被膜を形成する際には、溶射ガン10を定位置に固定し、この状態で駆動手段5によりバルブ用金属製弁箱29を駆動手段5により回転させて、1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行う。
【0029】
一方、弁棒取付用フランジ31を含むバルブ用金属製弁箱29の中央部外面に防食被膜を形成する際には、バルブ用金属製弁箱29を回転させず定位置に固定し、溶射ガン10を鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、バルブ用金属製弁箱29を駆動手段5により所定角度回転させて、2回目の溶射を行うことを繰り返し行う。
【0030】
なお、弁棒取付用フランジ31を含むバルブ用金属製弁箱29の中央部外面に防食被膜を形成する際には、定位置に固定したバルブ用金属製弁箱29に対して、溶射ガン10を水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の一方の半面に防食被膜を形成し、次いで、バルブ用金属製弁箱29を駆動手段5により鉛直軸を中心として180°回転させ、一方の半面の場合と同様にして、バルブ用金属製弁箱29の他方の半面に防食被膜を形成しても良い。
【0031】
11は、集塵ブースである。集塵ブース11は、昇降可能な開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つ(この例では1つ)の弁箱固定手段4とともに遮蔽する。集塵ブース11を設置することによって、バルブ用金属製弁箱29に付着しなかった溶射材が周囲に飛散することを防止することができるので、作業環境が改善される。また、集塵ブース11に、吸引機(図示せず)に接続された吸引フード13を設けることによって、バルブ用金属製弁箱29に付着しなかった溶射材の回収が可能になる。
【0032】
以上のように構成されている、この発明の、バルブ用金属製弁箱への防食被膜の形成装置によれば、以下のようにして、バルブ用金属製弁箱の全外面に防食被膜が自動的に形成される。
【0033】
先ず、図1に示すように、ターンテーブル1のP2位置の弁箱固定手段4にバルブ用金属製弁箱29をセットする。
【0034】
次いで、集塵ブース11の開閉扉12を開き、ターンテーブル1を回転させてバルブ用金属製弁箱29を集塵ブース11内のP1位置に移動させる。この後、集塵ブース11の開閉扉12を閉じる。P1位置は、ロボット9と正対している。バルブ用金属製弁箱29がP1位置に移動すると、ロボット9は、溶射ヘッド8をバルブ用金属製弁箱29の上部受口30の上面に向ける。そして、駆動手段5によりバルブ用金属製弁箱29を回転させながら溶射材を溶射して、上部受口30の上面に防食被膜を形成する(図4の溶射範囲1参照)。
【0035】
次に、ロボット9は、溶射ヘッド8をバルブ用金属製弁箱29の上部受口30を含む上端部外面に向け、駆動手段5によりバルブ用金属製弁箱29を回転させながら上部受口30を含む上端部外面への1回目の溶射を行う。このようにして、1回目の溶射が完了したら、溶射ガン10を一段、下降させて、1回目と同様にして、2回目の溶射を行う。この操作を繰り返し行って、バルブ用金属製弁箱29の上端部外面に防食被膜を形成する(図4の溶射範囲2参照)。
【0036】
次に、バルブ用金属製弁箱29の回転を中止した後、ロボット9は、溶射ガン10を鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、バルブ用金属製弁箱29を駆動手段5により所定角度回転させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の中央部外面に防食被膜を形成する(図4の溶射範囲3参照)。
【0037】
次に、バルブ用金属製弁箱29を上下反転させた後、上記溶射範囲1と2の場合と同様にして、バルブ用金属製弁箱29の下部受口30の下面および下部受口30の下端部外面に防食被膜を形成する(図4の溶射範囲4および5参照)。
【0038】
なお、溶射範囲3の溶射に際しては、定位置に固定したバルブ用金属製弁箱29に対して、溶射ガン10を水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、溶射ガン10を一段下降させて、2回目の溶射を行うことを繰り返し行って、バルブ用金属製弁箱29の一方の半面に防食被膜を形成し、次いで、バルブ用金属製弁箱29を駆動手段5により鉛直軸を中心として180°回転させ、一方の半面の場合と同様にして、バルブ用金属製弁箱29の他方の半面に防食被膜を形成しても良い。
【0039】
以上のようにして、バルブ用金属製弁箱29の全外面に防食被膜を形成することができる。
【0040】
このように、溶射範囲1、2、4、5を溶射する際には、ロボット9は、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持した状態で、バルブ用金属製弁箱29を回転させるのみで良く、溶射範囲3を溶射する際には、ロボット9は、溶射ヘッド8とバルブ用金属製弁箱29との間の距離を一定に維持した状態で、溶射ヘッド8を鉛直方向または水平方向に移動させるのみで良いので、バルブ用金属製弁箱29の形状が3次元で複雑であっても、バルブ用金属製弁箱29を固定して溶射する場合に比べて、ロボット9の作動経路等のティーチング等が簡素化される。
【0041】
また、集塵ブース11によって、ロボット9と溶射中のバルブ用金属製弁箱29とが遮蔽されているので、バルブ用金属製弁箱29に付着しなかった溶射材が周囲に飛散することを防止することができ、この結果、作業環境が改善される。しかも、バルブ用金属製弁箱29に付着しなかった溶射材は、吸引フード13を介して吸引機(図示せず)により回収されるので、付着しなかった溶射材のリサイクルを図ることができる。
【0042】
このようにして、バルブ用金属製弁箱29への防食被膜の形成が完了したら、集塵ブース11の開閉扉12を開き、ターンテーブル1を回転させて、防食被膜の形成が完了したP1位置のバルブ用金属製弁箱29をP3位置に移動させる。これによって、防食被膜の形成が完了したバルブ用金属製弁箱29は、集塵ブース11外に搬出される。これと同時に、P2位置の次のバルブ用金属製弁箱29がP1位置に移動するので、同様にして、次のバルブ用金属製弁箱29に防食被膜を形成することができる。
【符号の説明】
【0043】
1:ターンテーブル
2:駆動手段
3:車輪
4:弁箱固定手段
5:駆動手段
6:爪
7:エアー給排気口
8:溶射ヘッド
9:ロボット
10:溶射ガン
11:集塵ブース
12:開閉扉
13:吸引フード
21:直管
22:レール
23:台車
24:回転ローラ
25:防食被膜
26:溶射ガン
27:レーザ照射装置
28:加圧ローラ
29:バルブ用金属製弁箱
30:受口
31:弁棒取付用フランジ
【特許請求の範囲】
【請求項1】
両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、防食被膜を溶射により形成する装置であって、ターンテーブルと、前記ターンテーブル上に、前記ターンテーブルの回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガンが取り付けられたロボットと、開閉扉を有し、前記ロボットと前記ターンテーブルの一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブースとからなり、前記ロボットは、前記集塵ブース内の前記弁箱固定手段により固定されたバルブ用金属製弁箱の外面に向けて、前記溶射ガンから溶射材を溶射することを特徴とする、バルブ用金属製弁箱への防食被膜の形成装置。
【請求項2】
両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、溶射ガンが取り付けられたロボットにより防食被膜を形成する方法であって、ターンテーブル上に、鉛直軸を中心として回転可能な弁箱固定手段を、前記ターンテーブルの回転方向に沿って間隔をあけて複数個設け、前記弁箱固定手段により前記バルブ用金属製弁箱を固定し、前記受口を含む前記バルブ用金属製弁箱の両端部外面に前記防食被膜を形成する際には、前記バルブ用金属製弁箱を鉛直軸を中心として回転させながら、定位置に固定した前記溶射ガンから前記バルブ用金属製弁箱に向けて溶射材を溶射して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行い、前記フランジを含む前記バルブ用金属製弁箱の中央部外面に前記防食被膜を形成する際には、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、前記バルブ用金属製弁箱を鉛直軸を中心として所定角度回転させて、2回目の溶射を行うことを繰り返し行い、このようにして、前記バルブ用金属製弁箱の全外面に前記防食被膜を形成したら、前記ターンテーブルを回転させて、次のバルブ用金属製弁箱を前記ロボットに正対させて、前回と同様にして、次のバルブ用金属製弁箱に防食被膜を形成することを特徴とする、バルブ用金属製弁箱への防食被膜の形成方法。
【請求項3】
前記バルブ用金属製弁箱の前記中央部外面に前記防食被膜を形成する際に、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行って、前記バルブ用金属製弁箱の一方の半面に前記防食被膜を形成し、次いで、前記バルブ用金属製弁箱を鉛直軸を中心として180°回転させ、前記一方の半面の場合と同様にして、前記バルブ用金属製弁箱の他方の半面に前記防食被膜を形成することを特徴とする、請求項2に記載の、バルブ用金属製弁箱への防食被膜の形成方法。
【請求項1】
両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、防食被膜を溶射により形成する装置であって、ターンテーブルと、前記ターンテーブル上に、前記ターンテーブルの回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガンが取り付けられたロボットと、開閉扉を有し、前記ロボットと前記ターンテーブルの一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブースとからなり、前記ロボットは、前記集塵ブース内の前記弁箱固定手段により固定されたバルブ用金属製弁箱の外面に向けて、前記溶射ガンから溶射材を溶射することを特徴とする、バルブ用金属製弁箱への防食被膜の形成装置。
【請求項2】
両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱の外面に、溶射ガンが取り付けられたロボットにより防食被膜を形成する方法であって、ターンテーブル上に、鉛直軸を中心として回転可能な弁箱固定手段を、前記ターンテーブルの回転方向に沿って間隔をあけて複数個設け、前記弁箱固定手段により前記バルブ用金属製弁箱を固定し、前記受口を含む前記バルブ用金属製弁箱の両端部外面に前記防食被膜を形成する際には、前記バルブ用金属製弁箱を鉛直軸を中心として回転させながら、定位置に固定した前記溶射ガンから前記バルブ用金属製弁箱に向けて溶射材を溶射して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行い、前記フランジを含む前記バルブ用金属製弁箱の中央部外面に前記防食被膜を形成する際には、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを鉛直方向に移動させて1回目の溶射を行い、1回目の溶射完了後、前記バルブ用金属製弁箱を鉛直軸を中心として所定角度回転させて、2回目の溶射を行うことを繰り返し行い、このようにして、前記バルブ用金属製弁箱の全外面に前記防食被膜を形成したら、前記ターンテーブルを回転させて、次のバルブ用金属製弁箱を前記ロボットに正対させて、前回と同様にして、次のバルブ用金属製弁箱に防食被膜を形成することを特徴とする、バルブ用金属製弁箱への防食被膜の形成方法。
【請求項3】
前記バルブ用金属製弁箱の前記中央部外面に前記防食被膜を形成する際に、定位置に固定した前記バルブ用金属製弁箱に対して、前記溶射ガンを水平方向に移動して1回目の溶射を行い、1回目の溶射完了後、前記溶射ガンを一段下降させて、2回目の溶射を行うことを繰り返し行って、前記バルブ用金属製弁箱の一方の半面に前記防食被膜を形成し、次いで、前記バルブ用金属製弁箱を鉛直軸を中心として180°回転させ、前記一方の半面の場合と同様にして、前記バルブ用金属製弁箱の他方の半面に前記防食被膜を形成することを特徴とする、請求項2に記載の、バルブ用金属製弁箱への防食被膜の形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−72117(P2013−72117A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212441(P2011−212441)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
[ Back to top ]