
バルーンカテーテル
【課題】切欠形成部で急激に硬度が高くなる部位が生じるのを防止しつつ、コアワイヤをハイポチューブに良好に固着可能なバルーンカテーテルを提供する。
【解決手段】基端側にハブ20、先端側にバルーン40が設けられているバルーンカテーテル10であって、先端側に切欠形成部31bが設けられているハイポチューブ31と、前記ハイポチューブ31の前記切欠形成部31bよりも基端側に基端部が接合され、その接合部位32aからハイポチューブ31よりも先端側に向かって延伸しているアウターチューブ32と、始点隣接部31a1から先端側に向かってハイポチューブ31の内腔およびアウターチューブ32の内腔を挿通させられているコアワイヤ33とを備え、コアワイヤ33は、始点隣接部31a1において、ハイポチューブ31に固着されている。
【解決手段】基端側にハブ20、先端側にバルーン40が設けられているバルーンカテーテル10であって、先端側に切欠形成部31bが設けられているハイポチューブ31と、前記ハイポチューブ31の前記切欠形成部31bよりも基端側に基端部が接合され、その接合部位32aからハイポチューブ31よりも先端側に向かって延伸しているアウターチューブ32と、始点隣接部31a1から先端側に向かってハイポチューブ31の内腔およびアウターチューブ32の内腔を挿通させられているコアワイヤ33とを備え、コアワイヤ33は、始点隣接部31a1において、ハイポチューブ31に固着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バルーンカテーテルに関する。
【背景技術】
【0002】
バルーンカテーテルを構成する構成要素として、金属を材質とするハイポチューブと、そのハイポチューブよりも先端側(バルーン側)に設けられる樹脂製のアウターチューブとがある。これらのハイポチューブとアウターチューブとでは、硬度が大きく異なっている。そのため、たとえば血管等の体腔内にバルーンカテーテルを押し込んだときに、ハイポチューブからアウターチューブへと遷移する部分において、折れ曲がりが発生したり、バルーンカテーテルを操作する際の力が伝わり難い、という問題がある。
【0003】
このような問題に対応する手法としては、(1)コアワイヤをハイポチューブとアウターチューブの接合部分に差し掛かるように、コアワイヤがハイポチューブの先端側およびアウターチューブの所定の部位まで挿入している構成としたものがある(たとえば特許文献1参照)。この手法によれば、ワイヤの挿入によって、ハイポチューブとアウターチューブの遷移部分での硬度の違いが大きくならずに済み、硬度変化が滑らかになる。
【0004】
また、上記の問題に対応した別の手法としては、(2)ハイポチューブ(基部シャフト)にスパイラルスリット加工を施し、そのスパイラルスリットのピッチが、バルーンカテーテルの先端に向かうにつれて狭くなる構成としたものがある(たとえば特許文献2参照)。この手法によれば、ハイポチューブの硬度は、先端側(バルーン側)に向かうにつれて徐々に低くなり、かつ滑らかに変化する状態となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平10−503386号公報(第10頁、図1等)
【特許文献2】特開2001−149482号公報(段落0039、図2〜図5等)
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上述の特許文献2には、コアワイヤ(補強ワイヤ)がハブからガイドワイヤ開口部まで延伸しているバルーンカテーテルが示されている。しかしながら、このような構成の場合、ハイポチューブの全体に亘ってコアワイヤが挿通されるため、ハイポチューブの内腔部を挿通するコアワイヤの分だけ、内腔部の体積が低減される。このように液体が流通する内部空間が減じられる場合、バルーンを膨らませたり、しぼませるまでに時間を要する状態となる。特に、流通させる液体が、造影剤等のような粘度の高い物である場合、液体が流通する内部空間が減じられる影響が顕著となる。そのため、コアワイヤは、さほどハイポチューブの内腔部に差し掛からないことが好ましい。
【0007】
そのようなハイポチューブの内腔部の体積低減を抑えるためには、たとえば特許文献1に示すように、ハイポチューブの先端側に、コアワイヤを固着し、その固着部分を始点としてコアワイヤが先端側(バルーン側)に向かって延伸する構成とすることが考えられる。しかしながら、コアワイヤの固着部位は、硬度が高くなる。そのため、特許文献2に示すようなスパイラルスリット加工(螺旋溝の加工)を施したとしても、固着部位では硬度変化が滑らかにならずに急激に高くなってしまう、という問題がある。つまり、特にスパイラルスリットの加工部位の先端側では、スパイラルスリットのピッチが狭くなっているため、この部位にコアワイヤを固着してしまうと、固着部位が硬くなり、ハイポチューブの滑らかな硬度変化が阻害されてしまう、という問題がある。
【0008】
本発明は上記の事情に基づきなされたもので、その目的とするところは、
(1)コアワイヤの存在による内腔部の体積低減を防止することが可能であること、
(2)ハイポチューブのうち切欠が存在する部分において急激に硬度が高くなる部位が生じるのを防止しつつ、コアワイヤをハイポチューブに良好に固着させることが可能であること、
を達成可能なバルーンカテーテルを提供しよう、とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のバルーンカテーテルは、先端側にバルーンが設けられているバルーンカテーテルであって、先端側に切欠が形成された切欠形成部を有するハイポチューブと、ハイポチューブの切欠形成部よりも基端側にその基端部が接合され、その場所から先端側に向かって延伸するアウターチューブと、切欠形成部の基端に対して隣り合う始点隣接部に固着され、その場所から先端側に向かってハイポチューブおよびアウターチューブに挿通されているコアワイヤと、を備えることを特徴とする。
【0010】
また、本発明のバルーンカテーテルは、上述の発明に加えて更に、コアワイヤのハイポチューブに対する固着部位が、ハイポチューブとアウターチューブとの間の接合部位よりも先端側に位置している、ことが好ましい。
【0011】
また、本発明のバルーンカテーテルは、上述の発明に加えて更に、切欠は、螺旋溝であり、螺旋溝の溝ピッチが基端側から先端側に向かうにつれて徐々に狭くなる、ことが好ましい。
【発明の効果】
【0012】
本発明によると、バルーンカテーテルにおいて、(1)内腔部の体積低減を防止することが可能となる。さらに、(2)ハイポチューブのうち切欠が存在する部分において急激に硬度が高くなる部位が生じるのを防止しつつ、コアワイヤをハイポチューブに良好に固着させることが可能となる。
【図面の簡単な説明】
【0013】
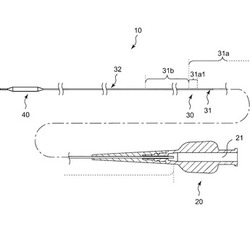
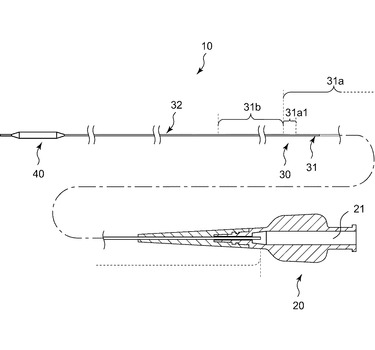
【図1】本発明の一実施の形態に係るバルーンカテーテルの全体構成を示す図である。
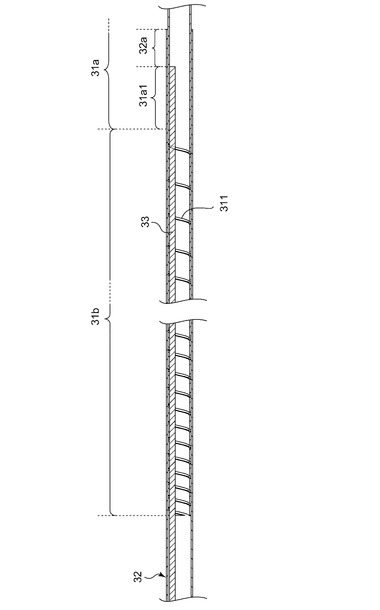
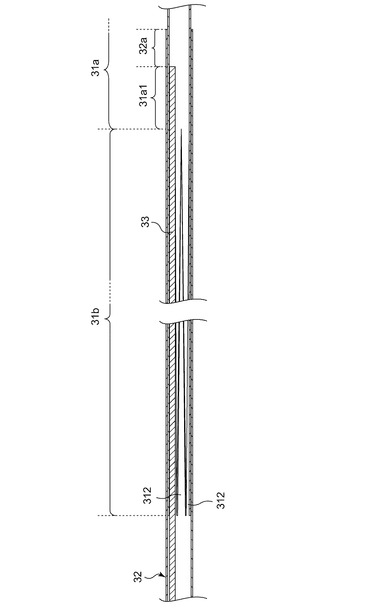
【図2】図1のバルーンカテーテルのうち、シャフト本体部の構成を示す部分的な断面図である。
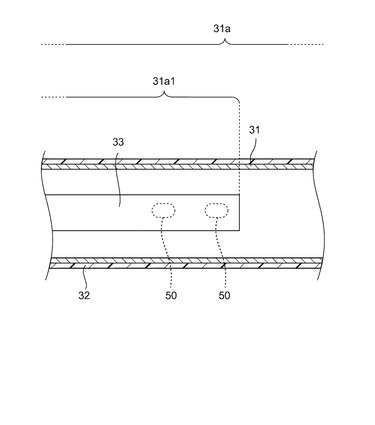
【図3】図1のバルーンカテーテルのうち、コアワイヤの基端側付近の構成を拡大して示す部分的な断面図である。
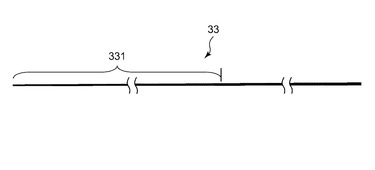
【図4】コアワイヤの全体的な構成を示す図である。
【図5】変形例に係るシャフト本体部の構成を示す部分的な断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態に係る、バルーンカテーテル10について、図面に基づいて説明する。
【0015】
図1に示すように、バルーンカテーテル10は、ハブ20と、シャフト本体部30と、バルーン40とを有している。なお、以下の説明においては、バルーンカテーテル10の長手方向のうち、バルーン40が位置する側を先端側、ハブ20が位置する側を基端側として説明する。
【0016】
図1に示すように、ハブ20は手術に際して把持される部分であり、このハブ20には中空部分である連通管路21が設けられている。
【0017】
図1および図2に示すように、シャフト本体部30には、ハイポチューブ31と、アウターチューブ32と、コアワイヤ33とが設けられている。ハイポチューブ31は金属製(後述)のチューブである。ハイポチューブ31の基端側はハブ20に接続されている。また、ハイポチューブ31の内腔はハブ20の連通管路21に連通している。
【0018】
ハイポチューブ31は、金属を材質として形成されているが、その中でも、たとえばSUS304,SUS304Lといったステンレス合金、コバルト−クロム合金、ニッケル−チタン合金であることが好ましい。
【0019】
このハイポチューブ31の先端部には螺旋溝311が設けられている。螺旋溝311は、ハイポチューブ31を貫通するスパイラル状の溝である。本明細書では、螺旋溝311が設けられていない筒状部分を管体部31aと定義し、ハイポチューブ31のうち螺旋溝311が設けられている部分を切欠形成部31bと定義する。
【0020】
図2に示すように、螺旋溝311は、基端側から先端側に向かうにつれて、徐々に溝ピッチが狭くなるように設けられている。具体的な寸法の例としては、螺旋溝311の最も先端側の溝ピッチがたとえば0.5mm、螺旋溝311の最も基端側の溝ピッチが3.5mmに設けられているものがある。なお、螺旋溝311の溝ピッチは、このような数値に限定されるものではなく、種々の値をとることが可能となっている。
【0021】
また、本明細書では、管体部31aのうち、切欠形成部31bに隣接する部分を始点隣接部31a1と定義する。始点隣接部31a1は切欠形成部の基端から0.1mm〜100mmとするようにしても良いが、0.1mm〜50mmとするのが好ましく、さらに0.1mm〜30mmとするのが一層好ましい。
【0022】
アウターチューブ32は、樹脂製(後述)のチューブである。図2に示すように、アウターチューブ32とハイポチューブ31とは、ハイポチューブ31の切欠形成部31bよりも基端側の部位で接合されている。なお、アウターチューブ32とハイポチューブ31との間の接合は、熱融着によって実現しても良く、接着剤によるものでも良く、またそれ以外の手法によるものでも良い。アウターチューブ32の内腔は、その基端側がハイポチューブ31の内腔に連通している。
【0023】
なお、アウターチューブ32は、ポリアミド系樹脂を材質として形成されている。ポリアミド系樹脂とは、例えば、ナイロン6、ナイロン64、ナイロン66、ナイロン610、ナイロン612、ナイロン46、ナイロン9、ナイロン11、ナイロン12、N−アルコキシメチル変性ナイロン、ヘキサメチレンジアミン−イソフタル酸縮重合体、メタキシロイルジアミン−アジピン酸縮重合体のような各種脂肪族または芳香族ポリアミドをハードセグメントとし、ポリエステル、ポリエーテル等のポリマーをソフトセグメントとするブロック共重合体が代表的であり、その他、前記ポリアミドと柔軟性に富む樹脂とのポリマーアロイ(ポリマーブレンド、グラフト重合、ランダム重合等)や、前記ポリアミドを可塑剤等で軟質化したもの、さらには、これらの混合物をも含む概念である。ただし、脂肪族ポリアミドと芳香族ポリアミドのうち、脂肪族ポリアミド(ナイロン系樹脂)であることが好ましい。
【0024】
アウターチューブ32として好適に用いられる材料としては、その加工性の観点から、たとえば「PEBAX」(ARKEMA社の登録商標)が挙げられる。なお、アウターチューブ32のショアD硬度は、たとえば55〜72の範囲内とするものがある。しかしながら、アウターチューブ32のショアD硬度は、これに限られるものではない。
【0025】
図2に示すように、コアワイヤ33は、上述のハイポチューブ31の内腔とアウターチューブ32の内腔とに跨って挿通されている。コアワイヤ33は始点隣接部31a1においてハイポチューブ31に固着されている。このコアワイヤ33は、ハイポチューブ31とアウターチューブ32の硬度の違いによるキンク(折れ)を防止したり、ガイドワイヤに沿って血管内にバルーンカテーテル10を押し込んでいく際の作業性を向上させること等を目的として設けられている。
【0026】
なお、コアワイヤ33の材質は、金属であれば良いが、加工性あるいは生体への安全性から、たとえばSUS304を始めとするステンレス合金、コバルト−クロム合金、ニッケル−チタン合金であることが好ましい。
【0027】
また、図4に示すように、コアワイヤ33の先端側には先端に向けて直径の細くなるようにテーパ部331が形成されている。コアワイヤ33のテーパ部331の直径としては、たとえば最も先端側が0.05mm、最も基端側が0.2mmとするものがある。なお、コアワイヤ35の直径は、このような数値に限定されるものではなく、種々の値をとることが可能となっている。
【0028】
<ハイポチューブ31とコアワイヤ33との間の固着について>
続いて、ハイポチューブ31とコアワイヤ33との固着(図3に示す硬変部50の形成)について、以下に説明する。
【0029】
本実施の形態では、ハイポチューブ31とコアワイヤ33との固着は、溶接によって実現されている。この溶接手法としては、たとえばレーザ溶接、電子ビーム溶接等が挙げられるが、レーザ溶接が最も好適である。しかしながら、これらの溶接以外の溶接手法によってハイポチューブ31に対するコアワイヤ33の固着を実現しても良く、たとえば接着剤を用いて実現しても良い。
【0030】
上述のレーザ溶接としては、たとえば炭酸ガスレーザを用いるもの、YAGレーザを用いるもの、半導体レーザを用いるもの、エキシマレーザを用いるもの、その他の種類のレーザを用いることが可能である。
【0031】
レーザ溶接を行う場合、まずコアワイヤ33のうち溶接を行う部位を、ハイポチューブ31の内壁に接触させる。この接触は、たとえば治具を用いたり、ハイポチューブ31を曲げる等により実現される。そのような接触状態を実現した後に、ハイポチューブ31の外方から、ハイポチューブ31のうち溶接させるべき部位にレーザ光を照射する。それにより、ハイポチューブ31とコアワイヤ33との間には、図3に示すような硬変部50が形成される。レーザ溶接によってコアワイヤ33がハイポチューブ31に固着される場合、この硬変部50はコアワイヤ33とハイポチューブ31とが溶融し、その後冷却されることにより形成される。図3の示すように、コアワイヤ33とハイポチューブ31とは、長手方向に離間する2点以上の複数ポイントで固着されるのが好ましい。それによって、コアワイヤ33のハイポチューブ31への取付強度が向上する。
【0032】
以上のように、コアワイヤ33とハイポチューブ31との固着を行った後に、アウターチューブ32をハイポチューブ31に接合する。この接合に先立っては、始点隣接部31a1はアウターチューブ32で覆われる状態となるが、その始点隣接部31a1よりも基端側の部位にて、アウターチューブ32とハイポチューブ31とが接合される。
【0033】
また、硬変部50は、アウターチューブ32とハイポチューブ31との接合部位32aよりも、先端側に位置している。それによって、アウターチューブ32とハイポチューブ31との接合部位32aと、硬変部50とが長手方向において重複し、その重複した部位が硬くなるのを防いでいる。
【0034】
図1に示すように、バルーン40は、アウターチューブ32の先端側に接続されている。このバルーン40の内部はアウターチューブ32の内腔に連通している。そのため、連通管路21、ハイポチューブ31の内腔およびアウターチューブ32の内腔を介して、バルーン40の内部に液体(流体)を供給することを可能としており、かかる供給によってバルーン40を風船状に膨らませることが可能となっている。バルーン40は、たとえば円筒状に膨らんで、血管の狭窄部位を拡張させることが可能となっている。
【0035】
<効果について>
本実施の形態では、螺旋溝311が形成されていない始点隣接部31a1にてコアワイヤ33がハイポチューブ31に固着されている。そのため、硬変部50が螺旋溝311に差し掛かることがなく、螺旋溝311のスリット幅が拡がったり、縮んだりするのを阻害することもない。それにより、ハイポチューブ31が硬くならず、柔軟性を良好に保つことが可能となり、結果としてバルーンカテーテル10の操作性を良好なものとすることが可能となる。
【0036】
また、本実施の形態のように、切欠形成部31bにおいて先端に向けて螺旋溝311の溝ピッチが徐々に狭くなる場合、切欠形成部31bの硬度は先端に向けて徐々に柔らかくなる。また、コアワイヤ33にはテーパ部331が存在するため、コアワイヤ33も基端から先端に向けて硬度が除々に柔らかくなる。従って、本実施形態の場合、上述の硬変部50からコアワイヤ33の先端側に向かって進行するにつれて、バルーンカテーテル10が徐々に柔らかくなる、という優れた特性を備えさせることが可能となる。
【0037】
また、本実施の形態では、コアワイヤ33の基端は始点隣接部31aに位置している。そのため、コアワイヤ33の寸法を極力短くし、コアワイヤ33がハイポチューブ31の内腔を占める部位を低減し、液体が流通する内部空間を確保できる。その結果、バルーン40を膨らませたり、しぼませるまでに要する時間を短くすることが可能となる。
【0038】
加えて、硬変部50は、ハイポチューブ31とアウターチューブ32との間の接合部位32aよりも先端側に位置している。それによって、上述の接合部位32aと硬変部50とが長手方向において重複し、その重複した部分が硬くなるのを防ぐことが可能となる。その結果、長手方向において重複して接合される場合よりも硬度を低くすることが可能となり、バルーンカテーテル10の操作性が悪化するのを防ぐことが可能となる。
【0039】
<変形例について>
以上、本発明の一実施の形態に係る、バルーンカテーテル10について説明したが、本発明はこれ以外にも種々変形可能となっている。以下、それについて述べる。
【0040】
上述の実施の形態においては、螺旋溝311に関しては、そのピッチが基端側から先端側に向かうにつれて、徐々に狭くなるものについて説明している。しかしながら、螺旋溝311は、このようなものには限られない。たとえば、切欠形成部31bにおいて、基端側から先端側に向かうにつれて、段階的に螺旋溝311の本数が増えるようなものとしても良い。このような構成の場合においても、螺旋溝311の溝ピッチは、先端側の方が基端側よりも狭い状態となり、本発明を良好に適用可能となる。
【0041】
また、上述の実施の形態における螺旋溝311に代えて、たとえば、切欠形成部31bに図5に示すようなスリット312を設けても良い。このスリット312は、ハイポチューブ31の基端側から先端側に向かうにつれて幅が拡がる形状に設けられている。そのため、先端側の方が基端側よりも柔軟に変形することが可能となっている。ここで、図5に示す構成においても、基端側よりも柔軟に変形する先端側に硬変部50が設けられていない構成となることにより、ハイポチューブ31の柔軟性を良好に保つことが可能となり、結果としてバルーンカテーテル10の操作性を良好なものとすることが可能となる。
【0042】
なお、切欠形成部31bに形成される切欠は、螺旋溝311およびスリット312に限られるものではない。たとえば、切欠形成部31bには非貫通の切り込み部が形成されていても良い。この場合、切り込み部が切欠形成部31bに占める割合は、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりも多くすることが好ましい。
【0043】
また、切欠形成部31bには、当該切欠形成部31bを貫通する孔部または非貫通の穴部が多数形成されていても良い。この場合にも、孔部または穴部が切欠形成部31bに占める割合は、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりも多くすることが好ましい。
【0044】
また、切欠形成部31bには、当該切欠形成部31bを貫通する他のスリットが形成されていても良い。この場合、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりもスリットの本数を多くしたり、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりもスリットのピッチが狭くなることが好ましい。なお、ここでいう他のスリットは、長孔状のものとしても良く、ハイポチューブ31の長手方向に沿うものとしても良く、長手方向とは直交する方向に沿うものとしても良く、それらの組み合わせとしても良い。また、上述の螺旋溝311、スリット312、孔部、穴部、他のスリットを適宜組み合わせて、切欠形成部31bに形成するようにしても良い。
【0045】
また、上述の実施の形態では、硬変部50は、ハイポチューブ31とアウターチューブ32との接合部位32aよりも先端側に位置している構成としている。しかしながら、硬変部50を、ハイポチューブ31とアウターチューブ32との接合部位32aよりも基端側に位置する構成としても良い。この場合、ハイポチューブ31の内腔においてはコアワイヤ33が長くなるため、ハイポチューブ31の内腔のうち液体が流通する内部空間が減じられるものの、ハイポチューブ31が硬くならず、柔軟性を良好に保つことは可能となる。
【0046】
なお、本発明のバルーンカテーテル10は、ガイドワイヤが挿通されるインナーチューブを有してもよい。このインナーチューブは、アウターチューブ32の内腔およびバルーン40の内腔とに跨って挿通され、アウターチューブ32に形成された開口部に近位開口部を有し、バルーン40の先端よりも遠位側に遠位開口部を有するものでもよい。
【符号の説明】
【0047】
10…バルーンカテーテル
20…ハブ
21…連通管路
30…シャフト本体部
31…ハイポチューブ
31a…管体部
31a1…始点隣接部
31b…切欠形成部
32…アウターチューブ
32a…接合部位
33…コアワイヤ
40…バルーン
50…硬変部
311…螺旋溝
312…スリット
331…テーパ部
【技術分野】
【0001】
本発明は、バルーンカテーテルに関する。
【背景技術】
【0002】
バルーンカテーテルを構成する構成要素として、金属を材質とするハイポチューブと、そのハイポチューブよりも先端側(バルーン側)に設けられる樹脂製のアウターチューブとがある。これらのハイポチューブとアウターチューブとでは、硬度が大きく異なっている。そのため、たとえば血管等の体腔内にバルーンカテーテルを押し込んだときに、ハイポチューブからアウターチューブへと遷移する部分において、折れ曲がりが発生したり、バルーンカテーテルを操作する際の力が伝わり難い、という問題がある。
【0003】
このような問題に対応する手法としては、(1)コアワイヤをハイポチューブとアウターチューブの接合部分に差し掛かるように、コアワイヤがハイポチューブの先端側およびアウターチューブの所定の部位まで挿入している構成としたものがある(たとえば特許文献1参照)。この手法によれば、ワイヤの挿入によって、ハイポチューブとアウターチューブの遷移部分での硬度の違いが大きくならずに済み、硬度変化が滑らかになる。
【0004】
また、上記の問題に対応した別の手法としては、(2)ハイポチューブ(基部シャフト)にスパイラルスリット加工を施し、そのスパイラルスリットのピッチが、バルーンカテーテルの先端に向かうにつれて狭くなる構成としたものがある(たとえば特許文献2参照)。この手法によれば、ハイポチューブの硬度は、先端側(バルーン側)に向かうにつれて徐々に低くなり、かつ滑らかに変化する状態となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平10−503386号公報(第10頁、図1等)
【特許文献2】特開2001−149482号公報(段落0039、図2〜図5等)
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上述の特許文献2には、コアワイヤ(補強ワイヤ)がハブからガイドワイヤ開口部まで延伸しているバルーンカテーテルが示されている。しかしながら、このような構成の場合、ハイポチューブの全体に亘ってコアワイヤが挿通されるため、ハイポチューブの内腔部を挿通するコアワイヤの分だけ、内腔部の体積が低減される。このように液体が流通する内部空間が減じられる場合、バルーンを膨らませたり、しぼませるまでに時間を要する状態となる。特に、流通させる液体が、造影剤等のような粘度の高い物である場合、液体が流通する内部空間が減じられる影響が顕著となる。そのため、コアワイヤは、さほどハイポチューブの内腔部に差し掛からないことが好ましい。
【0007】
そのようなハイポチューブの内腔部の体積低減を抑えるためには、たとえば特許文献1に示すように、ハイポチューブの先端側に、コアワイヤを固着し、その固着部分を始点としてコアワイヤが先端側(バルーン側)に向かって延伸する構成とすることが考えられる。しかしながら、コアワイヤの固着部位は、硬度が高くなる。そのため、特許文献2に示すようなスパイラルスリット加工(螺旋溝の加工)を施したとしても、固着部位では硬度変化が滑らかにならずに急激に高くなってしまう、という問題がある。つまり、特にスパイラルスリットの加工部位の先端側では、スパイラルスリットのピッチが狭くなっているため、この部位にコアワイヤを固着してしまうと、固着部位が硬くなり、ハイポチューブの滑らかな硬度変化が阻害されてしまう、という問題がある。
【0008】
本発明は上記の事情に基づきなされたもので、その目的とするところは、
(1)コアワイヤの存在による内腔部の体積低減を防止することが可能であること、
(2)ハイポチューブのうち切欠が存在する部分において急激に硬度が高くなる部位が生じるのを防止しつつ、コアワイヤをハイポチューブに良好に固着させることが可能であること、
を達成可能なバルーンカテーテルを提供しよう、とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のバルーンカテーテルは、先端側にバルーンが設けられているバルーンカテーテルであって、先端側に切欠が形成された切欠形成部を有するハイポチューブと、ハイポチューブの切欠形成部よりも基端側にその基端部が接合され、その場所から先端側に向かって延伸するアウターチューブと、切欠形成部の基端に対して隣り合う始点隣接部に固着され、その場所から先端側に向かってハイポチューブおよびアウターチューブに挿通されているコアワイヤと、を備えることを特徴とする。
【0010】
また、本発明のバルーンカテーテルは、上述の発明に加えて更に、コアワイヤのハイポチューブに対する固着部位が、ハイポチューブとアウターチューブとの間の接合部位よりも先端側に位置している、ことが好ましい。
【0011】
また、本発明のバルーンカテーテルは、上述の発明に加えて更に、切欠は、螺旋溝であり、螺旋溝の溝ピッチが基端側から先端側に向かうにつれて徐々に狭くなる、ことが好ましい。
【発明の効果】
【0012】
本発明によると、バルーンカテーテルにおいて、(1)内腔部の体積低減を防止することが可能となる。さらに、(2)ハイポチューブのうち切欠が存在する部分において急激に硬度が高くなる部位が生じるのを防止しつつ、コアワイヤをハイポチューブに良好に固着させることが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施の形態に係るバルーンカテーテルの全体構成を示す図である。
【図2】図1のバルーンカテーテルのうち、シャフト本体部の構成を示す部分的な断面図である。
【図3】図1のバルーンカテーテルのうち、コアワイヤの基端側付近の構成を拡大して示す部分的な断面図である。
【図4】コアワイヤの全体的な構成を示す図である。
【図5】変形例に係るシャフト本体部の構成を示す部分的な断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態に係る、バルーンカテーテル10について、図面に基づいて説明する。
【0015】
図1に示すように、バルーンカテーテル10は、ハブ20と、シャフト本体部30と、バルーン40とを有している。なお、以下の説明においては、バルーンカテーテル10の長手方向のうち、バルーン40が位置する側を先端側、ハブ20が位置する側を基端側として説明する。
【0016】
図1に示すように、ハブ20は手術に際して把持される部分であり、このハブ20には中空部分である連通管路21が設けられている。
【0017】
図1および図2に示すように、シャフト本体部30には、ハイポチューブ31と、アウターチューブ32と、コアワイヤ33とが設けられている。ハイポチューブ31は金属製(後述)のチューブである。ハイポチューブ31の基端側はハブ20に接続されている。また、ハイポチューブ31の内腔はハブ20の連通管路21に連通している。
【0018】
ハイポチューブ31は、金属を材質として形成されているが、その中でも、たとえばSUS304,SUS304Lといったステンレス合金、コバルト−クロム合金、ニッケル−チタン合金であることが好ましい。
【0019】
このハイポチューブ31の先端部には螺旋溝311が設けられている。螺旋溝311は、ハイポチューブ31を貫通するスパイラル状の溝である。本明細書では、螺旋溝311が設けられていない筒状部分を管体部31aと定義し、ハイポチューブ31のうち螺旋溝311が設けられている部分を切欠形成部31bと定義する。
【0020】
図2に示すように、螺旋溝311は、基端側から先端側に向かうにつれて、徐々に溝ピッチが狭くなるように設けられている。具体的な寸法の例としては、螺旋溝311の最も先端側の溝ピッチがたとえば0.5mm、螺旋溝311の最も基端側の溝ピッチが3.5mmに設けられているものがある。なお、螺旋溝311の溝ピッチは、このような数値に限定されるものではなく、種々の値をとることが可能となっている。
【0021】
また、本明細書では、管体部31aのうち、切欠形成部31bに隣接する部分を始点隣接部31a1と定義する。始点隣接部31a1は切欠形成部の基端から0.1mm〜100mmとするようにしても良いが、0.1mm〜50mmとするのが好ましく、さらに0.1mm〜30mmとするのが一層好ましい。
【0022】
アウターチューブ32は、樹脂製(後述)のチューブである。図2に示すように、アウターチューブ32とハイポチューブ31とは、ハイポチューブ31の切欠形成部31bよりも基端側の部位で接合されている。なお、アウターチューブ32とハイポチューブ31との間の接合は、熱融着によって実現しても良く、接着剤によるものでも良く、またそれ以外の手法によるものでも良い。アウターチューブ32の内腔は、その基端側がハイポチューブ31の内腔に連通している。
【0023】
なお、アウターチューブ32は、ポリアミド系樹脂を材質として形成されている。ポリアミド系樹脂とは、例えば、ナイロン6、ナイロン64、ナイロン66、ナイロン610、ナイロン612、ナイロン46、ナイロン9、ナイロン11、ナイロン12、N−アルコキシメチル変性ナイロン、ヘキサメチレンジアミン−イソフタル酸縮重合体、メタキシロイルジアミン−アジピン酸縮重合体のような各種脂肪族または芳香族ポリアミドをハードセグメントとし、ポリエステル、ポリエーテル等のポリマーをソフトセグメントとするブロック共重合体が代表的であり、その他、前記ポリアミドと柔軟性に富む樹脂とのポリマーアロイ(ポリマーブレンド、グラフト重合、ランダム重合等)や、前記ポリアミドを可塑剤等で軟質化したもの、さらには、これらの混合物をも含む概念である。ただし、脂肪族ポリアミドと芳香族ポリアミドのうち、脂肪族ポリアミド(ナイロン系樹脂)であることが好ましい。
【0024】
アウターチューブ32として好適に用いられる材料としては、その加工性の観点から、たとえば「PEBAX」(ARKEMA社の登録商標)が挙げられる。なお、アウターチューブ32のショアD硬度は、たとえば55〜72の範囲内とするものがある。しかしながら、アウターチューブ32のショアD硬度は、これに限られるものではない。
【0025】
図2に示すように、コアワイヤ33は、上述のハイポチューブ31の内腔とアウターチューブ32の内腔とに跨って挿通されている。コアワイヤ33は始点隣接部31a1においてハイポチューブ31に固着されている。このコアワイヤ33は、ハイポチューブ31とアウターチューブ32の硬度の違いによるキンク(折れ)を防止したり、ガイドワイヤに沿って血管内にバルーンカテーテル10を押し込んでいく際の作業性を向上させること等を目的として設けられている。
【0026】
なお、コアワイヤ33の材質は、金属であれば良いが、加工性あるいは生体への安全性から、たとえばSUS304を始めとするステンレス合金、コバルト−クロム合金、ニッケル−チタン合金であることが好ましい。
【0027】
また、図4に示すように、コアワイヤ33の先端側には先端に向けて直径の細くなるようにテーパ部331が形成されている。コアワイヤ33のテーパ部331の直径としては、たとえば最も先端側が0.05mm、最も基端側が0.2mmとするものがある。なお、コアワイヤ35の直径は、このような数値に限定されるものではなく、種々の値をとることが可能となっている。
【0028】
<ハイポチューブ31とコアワイヤ33との間の固着について>
続いて、ハイポチューブ31とコアワイヤ33との固着(図3に示す硬変部50の形成)について、以下に説明する。
【0029】
本実施の形態では、ハイポチューブ31とコアワイヤ33との固着は、溶接によって実現されている。この溶接手法としては、たとえばレーザ溶接、電子ビーム溶接等が挙げられるが、レーザ溶接が最も好適である。しかしながら、これらの溶接以外の溶接手法によってハイポチューブ31に対するコアワイヤ33の固着を実現しても良く、たとえば接着剤を用いて実現しても良い。
【0030】
上述のレーザ溶接としては、たとえば炭酸ガスレーザを用いるもの、YAGレーザを用いるもの、半導体レーザを用いるもの、エキシマレーザを用いるもの、その他の種類のレーザを用いることが可能である。
【0031】
レーザ溶接を行う場合、まずコアワイヤ33のうち溶接を行う部位を、ハイポチューブ31の内壁に接触させる。この接触は、たとえば治具を用いたり、ハイポチューブ31を曲げる等により実現される。そのような接触状態を実現した後に、ハイポチューブ31の外方から、ハイポチューブ31のうち溶接させるべき部位にレーザ光を照射する。それにより、ハイポチューブ31とコアワイヤ33との間には、図3に示すような硬変部50が形成される。レーザ溶接によってコアワイヤ33がハイポチューブ31に固着される場合、この硬変部50はコアワイヤ33とハイポチューブ31とが溶融し、その後冷却されることにより形成される。図3の示すように、コアワイヤ33とハイポチューブ31とは、長手方向に離間する2点以上の複数ポイントで固着されるのが好ましい。それによって、コアワイヤ33のハイポチューブ31への取付強度が向上する。
【0032】
以上のように、コアワイヤ33とハイポチューブ31との固着を行った後に、アウターチューブ32をハイポチューブ31に接合する。この接合に先立っては、始点隣接部31a1はアウターチューブ32で覆われる状態となるが、その始点隣接部31a1よりも基端側の部位にて、アウターチューブ32とハイポチューブ31とが接合される。
【0033】
また、硬変部50は、アウターチューブ32とハイポチューブ31との接合部位32aよりも、先端側に位置している。それによって、アウターチューブ32とハイポチューブ31との接合部位32aと、硬変部50とが長手方向において重複し、その重複した部位が硬くなるのを防いでいる。
【0034】
図1に示すように、バルーン40は、アウターチューブ32の先端側に接続されている。このバルーン40の内部はアウターチューブ32の内腔に連通している。そのため、連通管路21、ハイポチューブ31の内腔およびアウターチューブ32の内腔を介して、バルーン40の内部に液体(流体)を供給することを可能としており、かかる供給によってバルーン40を風船状に膨らませることが可能となっている。バルーン40は、たとえば円筒状に膨らんで、血管の狭窄部位を拡張させることが可能となっている。
【0035】
<効果について>
本実施の形態では、螺旋溝311が形成されていない始点隣接部31a1にてコアワイヤ33がハイポチューブ31に固着されている。そのため、硬変部50が螺旋溝311に差し掛かることがなく、螺旋溝311のスリット幅が拡がったり、縮んだりするのを阻害することもない。それにより、ハイポチューブ31が硬くならず、柔軟性を良好に保つことが可能となり、結果としてバルーンカテーテル10の操作性を良好なものとすることが可能となる。
【0036】
また、本実施の形態のように、切欠形成部31bにおいて先端に向けて螺旋溝311の溝ピッチが徐々に狭くなる場合、切欠形成部31bの硬度は先端に向けて徐々に柔らかくなる。また、コアワイヤ33にはテーパ部331が存在するため、コアワイヤ33も基端から先端に向けて硬度が除々に柔らかくなる。従って、本実施形態の場合、上述の硬変部50からコアワイヤ33の先端側に向かって進行するにつれて、バルーンカテーテル10が徐々に柔らかくなる、という優れた特性を備えさせることが可能となる。
【0037】
また、本実施の形態では、コアワイヤ33の基端は始点隣接部31aに位置している。そのため、コアワイヤ33の寸法を極力短くし、コアワイヤ33がハイポチューブ31の内腔を占める部位を低減し、液体が流通する内部空間を確保できる。その結果、バルーン40を膨らませたり、しぼませるまでに要する時間を短くすることが可能となる。
【0038】
加えて、硬変部50は、ハイポチューブ31とアウターチューブ32との間の接合部位32aよりも先端側に位置している。それによって、上述の接合部位32aと硬変部50とが長手方向において重複し、その重複した部分が硬くなるのを防ぐことが可能となる。その結果、長手方向において重複して接合される場合よりも硬度を低くすることが可能となり、バルーンカテーテル10の操作性が悪化するのを防ぐことが可能となる。
【0039】
<変形例について>
以上、本発明の一実施の形態に係る、バルーンカテーテル10について説明したが、本発明はこれ以外にも種々変形可能となっている。以下、それについて述べる。
【0040】
上述の実施の形態においては、螺旋溝311に関しては、そのピッチが基端側から先端側に向かうにつれて、徐々に狭くなるものについて説明している。しかしながら、螺旋溝311は、このようなものには限られない。たとえば、切欠形成部31bにおいて、基端側から先端側に向かうにつれて、段階的に螺旋溝311の本数が増えるようなものとしても良い。このような構成の場合においても、螺旋溝311の溝ピッチは、先端側の方が基端側よりも狭い状態となり、本発明を良好に適用可能となる。
【0041】
また、上述の実施の形態における螺旋溝311に代えて、たとえば、切欠形成部31bに図5に示すようなスリット312を設けても良い。このスリット312は、ハイポチューブ31の基端側から先端側に向かうにつれて幅が拡がる形状に設けられている。そのため、先端側の方が基端側よりも柔軟に変形することが可能となっている。ここで、図5に示す構成においても、基端側よりも柔軟に変形する先端側に硬変部50が設けられていない構成となることにより、ハイポチューブ31の柔軟性を良好に保つことが可能となり、結果としてバルーンカテーテル10の操作性を良好なものとすることが可能となる。
【0042】
なお、切欠形成部31bに形成される切欠は、螺旋溝311およびスリット312に限られるものではない。たとえば、切欠形成部31bには非貫通の切り込み部が形成されていても良い。この場合、切り込み部が切欠形成部31bに占める割合は、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりも多くすることが好ましい。
【0043】
また、切欠形成部31bには、当該切欠形成部31bを貫通する孔部または非貫通の穴部が多数形成されていても良い。この場合にも、孔部または穴部が切欠形成部31bに占める割合は、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりも多くすることが好ましい。
【0044】
また、切欠形成部31bには、当該切欠形成部31bを貫通する他のスリットが形成されていても良い。この場合、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりもスリットの本数を多くしたり、切欠形成部31bの先端側の方が、切欠形成部31bの基端側よりもスリットのピッチが狭くなることが好ましい。なお、ここでいう他のスリットは、長孔状のものとしても良く、ハイポチューブ31の長手方向に沿うものとしても良く、長手方向とは直交する方向に沿うものとしても良く、それらの組み合わせとしても良い。また、上述の螺旋溝311、スリット312、孔部、穴部、他のスリットを適宜組み合わせて、切欠形成部31bに形成するようにしても良い。
【0045】
また、上述の実施の形態では、硬変部50は、ハイポチューブ31とアウターチューブ32との接合部位32aよりも先端側に位置している構成としている。しかしながら、硬変部50を、ハイポチューブ31とアウターチューブ32との接合部位32aよりも基端側に位置する構成としても良い。この場合、ハイポチューブ31の内腔においてはコアワイヤ33が長くなるため、ハイポチューブ31の内腔のうち液体が流通する内部空間が減じられるものの、ハイポチューブ31が硬くならず、柔軟性を良好に保つことは可能となる。
【0046】
なお、本発明のバルーンカテーテル10は、ガイドワイヤが挿通されるインナーチューブを有してもよい。このインナーチューブは、アウターチューブ32の内腔およびバルーン40の内腔とに跨って挿通され、アウターチューブ32に形成された開口部に近位開口部を有し、バルーン40の先端よりも遠位側に遠位開口部を有するものでもよい。
【符号の説明】
【0047】
10…バルーンカテーテル
20…ハブ
21…連通管路
30…シャフト本体部
31…ハイポチューブ
31a…管体部
31a1…始点隣接部
31b…切欠形成部
32…アウターチューブ
32a…接合部位
33…コアワイヤ
40…バルーン
50…硬変部
311…螺旋溝
312…スリット
331…テーパ部
【特許請求の範囲】
【請求項1】
先端側にバルーンが設けられているバルーンカテーテルであって、
先端側に切欠が形成された切欠形成部を有するハイポチューブと、
前記ハイポチューブの前記切欠形成部よりも基端側にその基端部が接合され、その場所から先端側に向かって延伸するアウターチューブと、
前記切欠形成部の基端に対して隣り合う始点隣接部に固着され、その場所から先端側に向かってハイポチューブおよびアウターチューブに挿通されているコアワイヤと、
を備えることを特徴とするバルーンカテーテル。
【請求項2】
前記コアワイヤの前記ハイポチューブに対する固着部位が、前記ハイポチューブと前記アウターチューブとの間の接合部位よりも先端側に位置している、
ことを特徴とする請求項1記載のバルーンカテーテル。
【請求項3】
前記切欠は、螺旋溝であり、前記螺旋溝の溝ピッチが基端側から先端側に向かうにつれて徐々に狭くなる、
ことを特徴とする請求項1又は請求項2に記載のバルーンカテーテル。
【請求項1】
先端側にバルーンが設けられているバルーンカテーテルであって、
先端側に切欠が形成された切欠形成部を有するハイポチューブと、
前記ハイポチューブの前記切欠形成部よりも基端側にその基端部が接合され、その場所から先端側に向かって延伸するアウターチューブと、
前記切欠形成部の基端に対して隣り合う始点隣接部に固着され、その場所から先端側に向かってハイポチューブおよびアウターチューブに挿通されているコアワイヤと、
を備えることを特徴とするバルーンカテーテル。
【請求項2】
前記コアワイヤの前記ハイポチューブに対する固着部位が、前記ハイポチューブと前記アウターチューブとの間の接合部位よりも先端側に位置している、
ことを特徴とする請求項1記載のバルーンカテーテル。
【請求項3】
前記切欠は、螺旋溝であり、前記螺旋溝の溝ピッチが基端側から先端側に向かうにつれて徐々に狭くなる、
ことを特徴とする請求項1又は請求項2に記載のバルーンカテーテル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−111264(P2013−111264A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−260221(P2011−260221)
【出願日】平成23年11月29日(2011.11.29)
【出願人】(594170727)日本ライフライン株式会社 (83)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月29日(2011.11.29)
【出願人】(594170727)日本ライフライン株式会社 (83)
【Fターム(参考)】
[ Back to top ]