
バレルめっき装置及び電子部品の製造方法
【課題】小型化を進めた場合であっても、めっき膜を形成すべき部分に確実に所望の厚みのめっき膜を形成することを可能とするバレルめっき装置を提供する。
【解決手段】バレル2内に、被めっき物としての電子部品素体31を投入し、バレル2の軸方向を水平方向に対して傾斜させた状態で、めっき液22内でバレル2を回転させつつ、めっきを施すバレルめっき装置であって、バレル2が、軸方向両端に配置された一対の端面2b,2cを有し、一対の端面2b,2cの内、少なくとも一方の端面の内側からバレル2内に延ばされており、但し、端面2b,2cの内面に沿う方向に延びるように、折り曲げられている給電端子6,16を備える、バレルめっき装置。
【解決手段】バレル2内に、被めっき物としての電子部品素体31を投入し、バレル2の軸方向を水平方向に対して傾斜させた状態で、めっき液22内でバレル2を回転させつつ、めっきを施すバレルめっき装置であって、バレル2が、軸方向両端に配置された一対の端面2b,2cを有し、一対の端面2b,2cの内、少なくとも一方の端面の内側からバレル2内に延ばされており、但し、端面2b,2cの内面に沿う方向に延びるように、折り曲げられている給電端子6,16を備える、バレルめっき装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば電子部品素体にめっき膜を形成するのに用いられるバレルめっき装置及び該バレルめっき装置を用いた電子部品の製造方法に関し、より詳細には、バレル内においてめっき膜を確実に形成することを可能とする構造が備えられたバレルめっき装置及び該バレルめっき装置を用いた電子部品の製造方法に関する。
【背景技術】
【0002】
従来、例えば、積層セラミック電子部品などの外部電極を形成するにあたり、導電ペーストの焼き付けにより下地電極を形成した後、該下地電極上にめっき膜を形成する方法が多用されている。このようなめっき膜の形成に際しては、多数のセラミック電子部品に一度にめっき膜を形成するために、バレルめっき法が用いられている。
【0003】
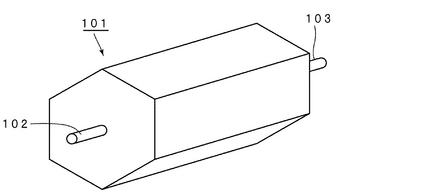
下記の特許文献1には、上記のようなバレルめっき法を用いた電子部品の製造方法の一例が開示されている。図8は、特許文献1に記載のバレルめっきに用いられるバレルを示す斜視図である。六角筒状のバレル101内に、被めっき物としての電子部品素体と導電性メディアとが投入される。そして、特に図示はしないが、バレル101の側面には、多数の貫通孔が形成されており、バレル101は、めっき液に浸漬された状態で、その軸方向周りに回転される。そして、バレル101を回転しつつ、給電端子102,103から電界を印加することにより、内部の電子部品素体の外表面にめっき膜が形成される。
【0004】
なお、上記給電端子102,103の先端部は給電を果たすために露出されているが、先端部以外の部分は絶縁性材料で被覆されているのが、普通である。
【特許文献1】特開2004−111534号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年、電子部品の小型化が進んでいる。積層セラミック電子部品などにおいても、外部電極が形成されるセラミック焼結体の寸法は、0.6mm×0.3mm×0.3mmや、0.4mm×0.2mm×0.2mm程度にまで小さくなってきている。このような小型の電子部品にバレルめっき装置を用いてめっき膜を形成しようとした場合、従来とは異なり、必要な部分にめっき膜が形成されないものがあった。あるいは、必要な部分にめっき膜が形成されたとしても、膜厚が所望の膜厚に達しないものがあった。
【0006】
すなわち、特許文献1に記載のような従来のバレルめっき装置を用いた場合、電子部品の小型化を進めると、必要な部分に所望の膜厚で確実にめっき膜を形成することができないことがあった。
【0007】
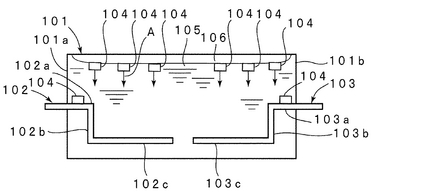
特許文献1に記載のバレル101では、電気めっきに際して電界を印加するために、給電端子102,103が、バレル101内に延ばされている。図9は、特許文献1に記載のバレル101を模式的に示す縦断面図である。バレル101は、軸方向両端に、第1,第2の端面101a,101bを有する。端面101a,101bから第1,第2の給電端子102,103がバレル101に延ばされている。第1の給電端子102は、端面101aの内面から軸方向に延ばされている引き出し部102aと、引き出し部102aの先端で下方に折り曲げて設けられた下方延長部102bと、下方延長部102bの下端からバレル101の長さ方向中央に向って延ばされた先端部102cとを有する。同様に、第2の給電端子103も、引き出し部103a、下方延長部103b及び先端部103cを有する。なお、上記給電端子102,103では、先端部102c,103cは、給電作用果たすために露出されているが、引き出し部102a,103a及び下方延長部102b,103bは絶縁性材料で被覆されている。
【0008】
バレル101では、上記のように、給電端子102,103がバレル101内において、バレル101の長さ方向中央まで延ばされているため、バレル101を回転させてめっきを行った場合、場合によっては、被めっき物としての電子部品素体104においてめっき不良が生じることがあった。すなわち、バレル101内には、多数の電子部品素体と図示しない導電性メディアとが投入されており、かつめっきに際しては、めっき液105にバレル101が浸漬される。
【0009】
ところが、バレル101をめっき液105に浸漬するに際しては、めっき液105の液面の上方からバレル101がめっき液105に浸漬される。従って、バレル101内に存在していた空気が、バレル101内に残存し、バレル101の内部の上方で大きな空気溜まり106が形成されることがある。この空気溜まり106が形成されると、浸漬時に電子部品素体104が空気溜まり106とめっき液105との界面に浮いてしまう。また、この状態で、バレル101を回転し、めっきを行った場合、回転を伴って上方に移動した電子部品素体104も空気溜まり106とめっき液105との界面に移動して浮き上がり、その後、矢印Aで示すように界面から下方に落下することがあった。
【0010】
この場合、下方に落下した電子部品素体104の内、いくつかの電子部品素体104が給電端子102,103の引き出し部102a,103a上に載置されることがあった。前述したように、引き出し部102a,103aは絶縁性材料で被覆されている。そのため、給電端子102,103の引き出し部102a,103aと付着している電子部品素体104において、該付着部分においてめっき膜が形成されないことがあった。
【0011】
すなわち、従来の筒状バレルを用いたバレルめっき方法や、該バレルめっき方法を用いた電子部品の製造方法では、多数の被めっき物に確実にめっき膜を形成することができないことがあった。
【0012】
よって、本発明の目的は、上述した従来技術の欠点を解消し、筒状バレルをめっき液に浸漬した状態で、筒状バレルを回転させつつ、バレルめっきを行うバレルめっき装置であって、被めっき物の外表面にめっき膜を確実に形成することが可能なバレルめっき装置、並びに該めっき装置を用いた電子部品の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係るバレルめっき装置は、内部に複数の被めっき物及び複数の導電性メディアが収納される筒状のバレルと、前記バレルをバレルの軸方向周りに回転させる回転駆動源と、前記バレルの軸方向を水平方向に対して傾斜させた状態で、前記バレルを軸方向周りに回転させるように前記バレルを保持させるバレル保持装置とを備え、前記筒状のバレルが、軸方向両端に配置された一対の端面を有し、前記一対の端面の少なくとも一方の端面の内側からバレル内に延ばされており、但し該端面の内面に沿う方向に延びるように折り曲げられている給電端子をさらに備えることを特徴とする。
【0014】
本発明に係るバレルめっき装置のある特定の局面では、前記給電端子が、前記端面から内側に延び、かつ折り曲げ部を介して端面の内面に沿う方向に下方に延ばされている先端部を有し、前記端面の内面から折り曲げ部までの距離が、前記被めっき物及び導電性メディアの外形寸法の内の最も大きい寸法よりも大きくされている。
【0015】
本発明に係るバレルめっき装置の他の特定の局面では、上記給電端子は、上記第1,第2の端面の双方に設けられている。
【0016】
本発明に係るバレルめっき装置のさらに他の特定局面では、上記給電端子は、第1,第2の内、第1の端面側においてのみ設けられており、前記バレル保持装置により、バレルの第2の端面が第1の端面よりも高い位置となるようにバレルが傾斜されるように構成されている。
【0017】
本発明に係るバレルめっき装置のさらに別の特定の局面では、前記給電端子の前記端面の内面に固定されている基端部分が、前記端面の回転中心からずらされた位置とされている。
【0018】
本発明に係る電子部品の製造方法は、本発明に従って構成されたバレルめっき装置を用いることを特徴とし、前記筒状のバレル内に、複数の電子部品素体と、複数の導電性メディアとを収納する工程と、前記バレルをめっき液に浸漬し、該バレルの軸方向が傾斜された状態で、前記回転駆動源によりバレルを回転させ、バレルめっきを行う工程とを備える。
【0019】
本発明に係る電子部品の製造方法のある特定の局面では、上記バレルの軸方向の水平方向に対する傾斜角度は2°以上、30°以下の範囲とされる。
【0020】
本発明に係る電子部品の製造方法の他の特定の局面では、バレルめっきに際し、バレル内にめっき液に浮遊する複数の浮遊体が投入される。
【発明の効果】
【0021】
本発明に係るバレルめっき装置は、筒状のバレルと、バレルをバレルの軸方向周りに回転させる回転駆動源と、バレルの軸方向を水平方向に対して傾斜させた状態でバレルを軸方向周りに回転させるようにバレルを保持するバレル保持装置とを備える。従って、バレルめっきに際し、めっき液に浸漬された状態で、バレルを水平方向に対して傾斜させた状態で回転駆動源により回転させつつバレルめっきを行うことができる。
【0022】
この場合、一対の端面の少なくとも一方の端面の内側からバレル内に給電端子が延ばされているが、該給電端子は端面の内面に沿う方向に延びるように折り曲げられているため、バレルの上方から被めっき物が下方に落下してきたとしても、被めっき物が給電端子上に載置し難い。すなわち、給電端子の先端部分が給電端子の端面に取り付けられている基端部分よりも下方に位置している部分よりも、先端部分が内面に沿うように下方に折り曲げられているため、端面の内面に沿うように延ばされている部分では、被めっき物が載置され難い。
【0023】
なお、給電端子では、先端部が給電作用を果たすために露出されているが、端面から内部に引き出された引き出し部などの他の部分は絶縁性材料で被覆されている。
【0024】
従って、たとえめっき液に浸漬した状態でバレルの内部上方に空気溜まりが生じ、該空気溜まりとめっき液との界面に被めっき物が移動した後、該界面から下方に被めっき物が落下してきたとしても、上記給電端子の引き出し部上に被めっき物が載置され難い。そのため、被めっき物に給電できないことによるめっき不良が生じ難い。よって、多数の被めっき物に確実にめっき膜を形成することが可能となる。
【0025】
給電端子が、前記端面から内側に延び、かつ折り曲げ部分を介して端面の内面に沿う方向に延ばされている先端部を有し、端面の内面から折り曲げ部までの距離が、被めっき物及び導電性メディアの外形寸法の内、最大寸法より大きくされている場合には、端面の内面と給電端子の折り曲げ部とによって被めっき物及び導電性メディアの攪拌を阻害することがないので、めっき膜厚のばらつきを抑制することができる。
【0026】
本発明においては、上記給電端子は、第1,第2の端面の双方において設けられてもよい。その場合には、第1,第2の端面に設けられた給電端子から電界を印加してめっきを行うことができる。
【0027】
また、給電端子は、第1,第2の端面の内、第1の端面側においてのみ設けられていてもよい。その場合には、好ましくは、バレル保持装置により、バレルの第2の端面が第1の端面よりも高い位置となるように傾斜される。この場合には、めっき液の浸漬状態でバレル内部に上方に空気溜まりが生じしたとしても、空気溜まりは第2の端面側に位置する。そして、第2の端面側においては給電端子は、空気溜まりの下方に存在しないため、空気溜まりとめっき液との界面に漂っていた被めっき物が下方に落下したとしても、下方に給電端子が存在しないため、給電端子と被めっき物との付着によるめっき不良がより一層生じ難い。
【0028】
また、給電端子の端面の内面に固定されている基端部分が、端面の回転中心からずらされている場合は、給電端子の基端部分に被めっき物が乗り上げた場合であっても、ずらした距離が大きいほど回転によるめっき液の流れにより、被めっき物が給電端子上から落下し易くなる。従って、めっき不良をより一層確実に軽減することができる。なお、基端部分の引き出し位置から端面の回転中心までの距離が大きければ大きいほど(ずらし量が大きければ大きいほど)めっき液の流れが強くなるので、被めっき物が給電端子上からより落下しやすくなる。
【0029】
本発明に係る電子部品の製造方法では、本発明のバレルめっき装置を用いて、電子部品が製造される。そして、筒状のバレル内に、複数の電子部品素体及び複数の導電性メディアを投入し、バレルをめっき液に浸漬し、バレルの軸方向を水平方向に対して傾斜した状態で、回転駆動源によりバレルを回転させて、バレルめっきが行われる。従って、バレル内上方に空気溜まりが生じたとしても、該空気溜まりとめっき液との界面に捕捉された被めっき物がバレルの回転によるめっき液の流れに伴って下方に落下したとしても、給電端子上に電子部品素体が載置され難いため、電子部品素体と給電端子との接触によるめっき不良を低減することが可能となる。
【0030】
上記バレルの軸方向の傾斜角度を2°以上、30°以下の範囲とした場合には、被めっき物と給電端子との付着によるめっき不良をより確実に低減することが可能となる。
【0031】
バレルめっきに際し、バレル内のめっき液に浮遊する複数の浮遊体を投入した場合には、バレル内部上方に空気溜まりが生じたとしても、該空気溜まりとめっき液との界面に、浮遊体が漂うことになるため、該界面において電子部品素体が捕捉され難い。従って、電子部品素体が下方に確実に落下することなるため、電子部品素体の上記界面における浮遊によるめっき不良を低減することができる。
【発明を実施するための最良の形態】
【0032】
以下、図面を参照しつつ、本発明の具体的な実施形態を説明することにより、本発明を明らかにする。
【0033】
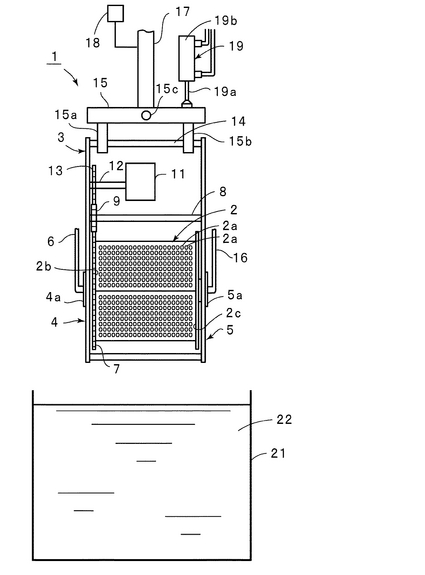
図4は、本発明の一実施形態に係るバレルめっき装置を説明するための略図的正面図である。バレルめっき装置1は、筒状のバレル2を有する。バレル2は、図8に示した従来のバレルめっき装置のバレル101と同様に、筒状の形状を有する。本実施形態では、バレル2は、六角筒状の形状を有する。もっとも、バレル2の横断面形状は六角形に限定されず、他の多角形であってもよい。
【0034】
バレル2の外周側面、すなわち6つの側面には、複数の貫通孔2aが形成されている。貫通孔2aは、バレル2の内部とバレル2の外部とを連通させるために設けられている。
【0035】
なお、貫通孔2aは、少なくとも側面に形成されておればよい。従って、貫通孔2aはバレル2の6つの側面の両端に位置している一対の端面にも形成されていてもよい。
【0036】
他方、バレル2は、支持部材3に回転可能に支持されている。支持部材3は、一対の支持板4,5を有する。支持板4,5は、上下方向に延びるように配置されている。また、支持板4,5には、バレル2を回転可能に支持するために、スリーブ4a,5aが設けられている。スリーブ4a,5aにより、バレル2が回転可能に支持されている。
【0037】
バレル2は、その軸方向が支持板4,5を結ぶ方向に延びるように配置されている。図4に示すように、初期状態では、支持板4,5は、上下方向に延び、従ってバレル2の軸方向は水平方向に一致している。
【0038】
他方、スリーブ4aには、給電端子としての陰極端子6が取り付けられている。陰極端子6は、スリーブ4aを経てバレル2の端面2bからバレル2内に延ばされている。この陰極端子6は、めっきに際し陽極からの電流を通電させるために設けられており、陰極端子6のバレル内に延びている部分が陰極を構成している。
【0039】
また、スリーブ4aとは反対側の面にスリーブ5aが配置されており、スリーブ5aを介して他方の給電端子としての陰極端子16がバレル2の他方の端面2cからバレル2内に延ばされている。
【0040】
支持板4とバレル3との間には、歯車7が配置されている。歯車7は、バレル2と一体に回転するようにバレル2に取り付けられており、かつバレル2の軸方向中心を中心にバレル2とともに回転する。また、支持板4,5間には、ロッド8が回転可能に取り付けられている。このロッド8と一体に歯車9が設けられている。歯車9はロッド8とともに回転するように構成されており、かつ前述した歯車7と噛み合わされている。
【0041】
また、支持板4,5間には、回転駆動源を構成するモーター11が取り付けられている。モーター11の回転軸12に歯車13が一体に設けられている。歯車13は、前述した歯車9に噛み合わされている。従って、モーター11を動作させ、回転軸12を回転させた場合、それにともなってバレル2が軸方向周りに回転され得る。
【0042】
なお、バレル2をその軸方向周りに回転するための回転駆動源は上記モーター11、並びに歯車7,9,13を組み合わせた構造に限定されるものではない。例えば、モーター11の回転軸を直接バレル2に連結してもよく、また複数の歯車に代えて、無端ベルトなどの動力伝達機構を用いてモーターとバレル2とを連結してもよい。
【0043】
図4に示すように、上記支持板4,5の上方には、支持板4,5を連結する連結バー14が架け渡されている。連結バー14の上方に保持プレート15が配置されている。保持プレート15の下面に脚部15a,15bが一体に設けられている。脚部15aが支持板4側に、脚部15bが支持板5側に配置されている。また、連結バー14は、脚部15a,15bに固定されている。
【0044】
他方、保持プレート15は、上下方向に延びる保持ロッド17にシャフト15cを中心に回転可能に連結されている。保持ロッド17は、略図的に示す往復駆動源18に連結されており、往復駆動源18を駆動することにより、上下方向に移動し得るように構成されている。すなわち、保持ロッド17及び往復駆動源18からなるバレル移動装置により、支持部材4,5に支持されたバレル2は、図4に示されている上方に位置している第1の状態と、後述するように下方のめっき液に浸漬された第2の状態との間で移動され得るように構成されている。
【0045】
往復駆動源18は、モーターなどの回転駆動源と、回転駆動力を往復駆動力に変化する動力変換機構とを組み合わせたもの、あるいは油圧シリンダーやエアーシリンダーなどの往復駆動源により構成され得る。すなわち、往復駆動源18の機構は特に限定されるものではない。
【0046】
また、保持プレート15の上面には、エアーシリンダー19のシリンダーロッド19aの下端が連結されている。エアーシリンダー19を駆動することにより、図4に示した初期状態からシリンダーロッド19aの一部をシリンダー本体19b内に引き込んだ状態とすることができる。
【0047】
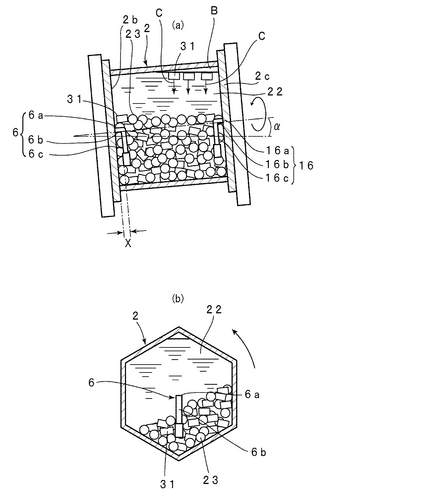
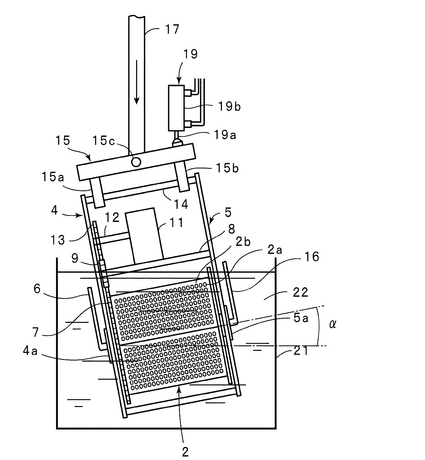
図5に示すように、シリンダーロッド19aが引き込まれた状態とされると、保持プレート15がシリンダー本体19b側に寄せられる。その結果、保持プレート15が保持ロッド17に、シャフト15cを介して連結されているので、保持プレート15が、シリンダーロッド19a側において上方に移動し、保持プレート15の脚部15b側が上方に引き上げられる。すなわち、保持ロッド17は上下方向に延びており、保持プレート15の主面との間の角度θが90°よりも小さくなる。これにともなって、支持板4,5もまた傾斜し、支持板4,5間に支持されているバレル2の軸方向は、水平方向と角度α=(90°−θ)だけ傾斜されることになる。このバレル2の軸方向と水平方向となす角度αを傾斜角度とする。本実施形態では、この傾斜角度αが0°よりも大きくなるように、すなわちバレル2の軸方向が水平方向に対して傾斜されることにより、後述するようにバレル2内の空気を円滑にかつ確実にバレル外に排出させることができる。なお、好ましくは、後述するように、上記傾斜角度は2°〜30°の範囲とされる。
【0048】
なお、図5では、上記筒状のバレル2がめっき液22内に浸漬された状態で、上記のように傾斜されているが、バレル2の傾斜はめっき液22への浸漬の前に行われていてもよく、めっき液浸漬後に行われてもよい。また、上記支持板4,5、ロッド14、保持プレート15、シャフト15c、保持ロッド17及びエアシリンダ19などにより、本発明におけるバレル保持装置にあたる傾斜装置が形成されている。もっとも、バレル2の軸方向水平方向に対して傾斜させる傾斜装置は図示の構造に限定されるものではない。
【0049】
上記支持部材3の下方には、めっき槽21が配置されている。めっき槽21内には、めっき液22が注入されている。なお、めっき槽21内には図示しない陽極が配置されている。めっき液22の液面の上方が開かれており、該めっき液22の上方に上記支持部材3が配置されている。
【0050】
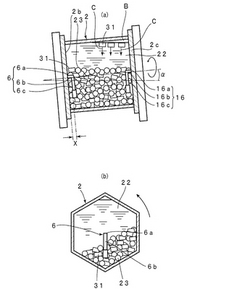
次に、図1(a)及び(b)を参照して、上記バレル2の詳細を説明する。図1(a)及び(b)は、上記バレル2の内部構造を説明するための模式的縦断面図及び横断面図である。
【0051】
バレル2は、軸方向両端に第1,第2の端面2b,2cを有する。バレル2は、軸方向周りに回転されるが、前述したように、バレル2の軸方向は水平方向から所定の角度傾斜された状態で回転され得るように構成されている。
【0052】
そして、第1の端面2bから第1の陰極端子6が、第2の端面2cから第2の陰極端子16がバレル2の内側に延ばされている。第1の陰極端子6は、その基端6aが端面2bの内面の中心から引き出されている。そして、折り曲げ部分6bにおいて端面2bの内面に沿う方向に折り曲げられている。すなわち、第1の陰極端子6は、基端6aと、折り曲げ部分6bとの間に位置している内方突出部と、折り曲げ部6bから端面2bの内面に沿う方向に延ばされた先端部6cとを有する。なお、給電端子としての陰極端子6では、上記先端部6cが露出されて給電作用を果たすように構成されているが、残りの部分は絶縁性材料で被覆されている。すなわち、上記内方突出部は絶縁性材料で被覆されている。従って、内方突出部上に電子部品素体31が乗り上げた場合には、電子部品素体31と内方突出部との付着部分においてめっきが施されない。
【0053】
第2の陰極端子16も同様に、基端16aが第2の端面2cの内面の回転中心から引き出されており、折り曲げ部16bを介して端面2cの内面に沿う方向に延びるように折り曲げられている。すなわち、基端16aと折り曲げ部16bとの間の内方突出部と、先端部16cとを有する。
【0054】
次に、図1及び図4と、図2,図3及び図5とを参照して、本実施形態のバレルめっき装置を用いて電子部品を製造する方法を説明する。
【0055】
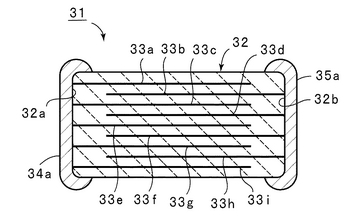
本実施形態の電子部品の製造方法では、図2に示す電子部品素体31にめっき膜を形成する。電子部品素体31は、積層セラミックコンデンサを構成する焼結体32を有する。焼結体32内には、内部電極33a〜33iがセラミック層を介して重なり合うように配置されている。内部電極33a,33c,33e,33g,33iが端面32aに引き出されており、内部電極33b,33d,33f,33hが端面32bが引き出されている。端面32,32aを覆うように、Agペーストの焼付けにより形成された下地電極層34a,35aが形成されている。
【0056】
図1(a)に示すように、多数の電子部品素体31が前述したバレル2内に投入される。また、上記電子部品素体31に加えて複数の導電性メディア23、例えばスチールボールがバレル2に投入される。他方、電子部品素体31及び導電性メディアが投入されたバレル2は、初期の第1の状態では、図4に示すように、めっき液22の上方に配置される。この状態では、支持板4,5は上下方向に延びるように配置されており、バレル2の軸方向の前述した軸角度は0°である。すなわち、バレル2の軸方向は水平方向に延びている。
【0057】
次に、シリンダー19を駆動し、シリンダーロッド19aの一部を引き込み、保持プレート15を図1に示すように傾ける。その結果、バレル2の軸角度が0°よりも大きくなるようにバレル2が傾斜される。
【0058】
次に、往復駆動源18を駆動し、保持ロッド17を下方に移動させ、バレル2を下方に移動し、第2の状態とする。
【0059】
なお、上記バレル2の軸角度を0°よりも大きくなるようにバレル2を傾斜させる工程は、往復駆動源18によるバレル2の下方への移動に先立って行われている。もっとも、往復駆動源18によりバレル2を下方に移動させるに際し、同時にシリンダー18を駆動し、バレル2を傾斜させてもよい。いずれにしても、バレル2がめっき液22に浸漬された状態で、バレル2の軸角度が変化されておればよい。その結果、図5に示すように、バレル2は傾斜された状態でめっき液2に浸漬される。
【0060】
傾斜された状態でめっき液22にバレル2が浸漬されると、バレル2内の空気は上方に移動し、貫通孔2aから外部に排出される。この場合、バレル2が傾斜されていると、図5に示す位置において、バレル2の内、側面の上方に位置する側面部分2bが水平方向に対して傾斜しているため、傾斜している側面部分2bの内側を移動し易くなり、側面部分2bに開口している貫通孔2aから速やかに排出される。
【0061】
すなわち、側面部分2bが水平方向に延ばされている場合には、側面部分2bの内面に接触している気泡が移動し難くなり、残存するおそれがある。これに対して、側面部分2bが傾斜していると、空気が側面部分2bの内面を伝って移動し易くなり、貫通孔2aから外部に容易に排出される。
【0062】
この状態で、第1,第2の陰極端子6,16とめっき液に浸漬されている陽極との間に電流を流すことにより、めっきを行うことができる。この場合、貫通孔2aから内部の空気が容易に排出されるため、空気溜まりが生じ難い。従って、空気溜まりとめっき液との界面に被めっき物としての電子部品素体が捕捉され難く、多数の電子部品素体31に確実にめっき膜を形成することができる。
【0063】
加えて、たとえ、空気がバレル2の内部に残存し、図1(a)に示すように、空気溜まりBがバレル2の内部上方に存在したとしても、本実施形態では、電子部品素体31の外表面にめっき膜を確実に形成することができる。すなわち、空気溜まりBが存在すると、空気溜まりBとめっき液22との界面に、電子部品素体31が捕捉されやすくなる。そして、回転に伴って、捕捉されていた電子部品素体31が図1の矢印Cで示すように下方に落下することとなる。しかしながら、バレル2の軸方向が前述したように傾斜されており、かつ給電端子としての第1,第2の陰極端子6,16は、端面2b,2cの内面に沿うように下方に折り曲げられている。従って、陰極端子6,16に、上方から落下してきた電子部品素体31が載置され難い。
【0064】
図9に示したように、従来のバレルめっき装置では、給電端子上に、落下してきた電子部品素体が載置し、両者の接触によるめっき不良が生じがちであった。これに対し、本実施形態では、給電端子と電子部品素体31との接触によるめっき不良を確実に抑制することができる。
【0065】
従って、たとえ、傾斜されているバレル2内に空気溜まりBが生じたとしても、確実にめっき不良を低減することが可能となる。
【0066】
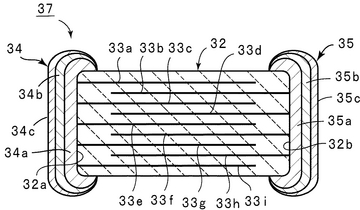
このようにして、図3に示すNiめっき膜34b,35bを形成する。しかる後、めっき液を交換することにより、Niめっき膜34b,35b上に、Snめっき膜34c,35cを形成する。従って、図3に示すように、下地電極層34a,35a上に、Niめっき膜34b,35b及びSnめっき膜34c,35cが積層された外部電極34,35が形成される。上記のようにして、積層セラミックコンデンサ37が得られる。
【0067】
好ましくは、陰極端子6,16の上記内方突出部の内方突出寸法、すなわち基端6a,16aから折り曲げ部6b,16bまでに至る寸法Xは、被めっき物としての電子部品素体31及び導電性メディアの外形寸法の内、最大寸法よりも大きいことが望ましく、それによって、内方突出部上への電子部品素体31の乗り上げをより確実に防止することができる。
【0068】
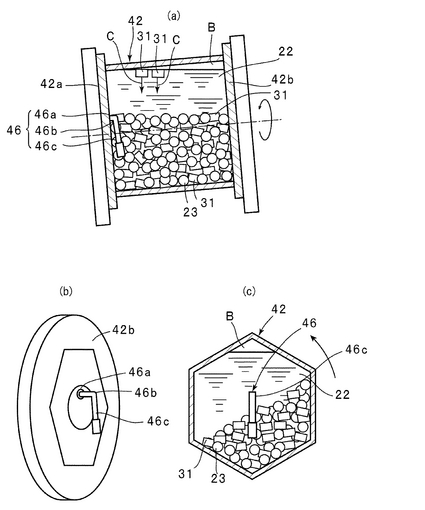
図6(a)〜(c)は、上記実施形態のバレルめっき装置の変形例を説明するための縦断面図、第1の端面内側部分を模式的に示す斜視図及び横断面図である。
【0069】
本変形例のバレルめっき装置では、バレル42は、軸方向両端に第1,第2の端面42a,42bを有する。ここでは、第1の端面42aの内面にのみ、給電端子としての第1の陰極端子46が設けられている。すなわち、第2の端面42b側には陰極端子は設けられていない。そして、バレル42は、第2の端面42b側が第1の端面42a側よりも上方となるように傾斜された状態で回転される。従って、たとえ空気溜まりが生じたとしても、空気溜まりBは、第2の端面42b側に位置することになる。よって、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が下方に落下したとしても、第1の端面42a側には落下しない。よって、給電端子としての陰極端子46上に電子部品素体31が載置され難いため、より一層確実にめっき不良を軽減することができる。
【0070】
また、本変形例では、図6(b)に示されているように、上記陰極端子46の基端46aは、第1の端面42aの回転中心からずらされた位置とされている。従って、第1の端面42aの回転中心からずらされて陰極端子46の基端46aが第1の端面42aから内部に引き出されているため、たとえ内方突出部上に電子部品素体31が乗り上げたとしても、回転に伴ってめっき液の回転方向への流れが生じ、内方突出部に付着した電子部品素体を落とすため電子部品素体31と内方突出部との付着によるめっき不良を確実に軽減することができる。
【0071】
また、前述した実施形態及び図6に示した変形例では、好ましくは、上記バレル2,42の傾斜角度は、2°〜30°の範囲とされる。傾斜角度が2°未満では、バレル2,42内に存在し得る空気を迅速に上部端面側おいて上方に移動させることができず、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が陰極端子上に落下し易くなるおそれがある。また、上記角度が30°を超えると、やはり、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が落下した場合、逆に第1の端面2b,42a側の陰極端子に乗り上げるおそれがある。攪拌性が悪化し、膜厚ばらつき悪化、複めっき物同士のくっつき等の不良が増加するおそれもある。
【0072】
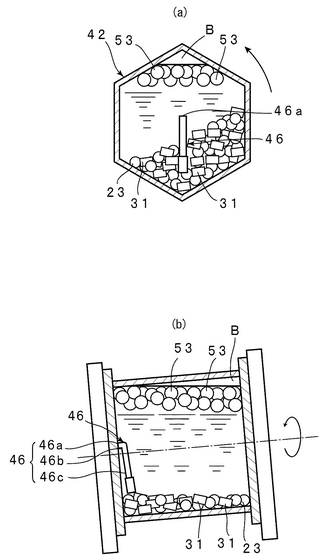
図7(a)及び(b)は、本発明のバレルめっき装置のさらに他の変形例を説明するための横断面及び縦断面図である。本変形例では、バレル42内において、めっき液22に浮遊する複数の浮遊体51が収納されている。その他の点については、バレル42は図6に示したバレル42と同様とされている。このように、本発明においては、バレル42内に、複数の浮遊体51を浮遊させてもよい。このような浮遊体51を浮遊させることにより、浮遊体43は、空気溜まりBが存在したとしても、空気溜まりBとめっき液22との界面に漂うこととなる。従って、電子部品素体31が上記界面に捕捉されることを確実に抑制することができ、それによってめっき不良を確実に軽減することができる。このような浮遊体51については、めっき液22に浮遊し得る限り、特に限定されず、従ってめっき液22よりも比重の軽い適宜の材料からなる浮遊体を用いればよい。より好ましくは、浮遊体51は、電子部品素体31よりも比重の小さいものが望ましく、それによって上記界面への電子部品素体31の近接をより確実に防止することができる。
【0073】
なお、上記実施形態では、被めっき物として、上記積層セラミックコンデンサを得るための電子部品素体31を示したが、本発明に係るバレルめっき装置は、電子部品素体31に限らず、他の電子部品素体、あるいは電子部品素体以外の被めっき物のめっきにも用いることができる。
【図面の簡単な説明】
【0074】
【図1】(a)及び(b)は、本発明の一実施形態に用いられる筒状のバレル内を説明するための縦断面図及び横断面図。
【図2】本発明の一実施形態でめっき膜が形成される電子部品素体を説明するための正面断面図。
【図3】本発明の一実施形態においてめっき膜が形成された電子部品としての積層セラミックコンデンサを示す正面断面図。
【図4】本発明の一実施形態に係るバレルめっき装置において、バレルが傾斜される前の状態を示す正面断面図。
【図5】本発明の一実施形態の電子部品の製造方法において、バレルをめっき液に傾斜させた状態で浸漬する工程を説明するための正面断面図。
【図6】(a)は、本発明で用いられるバレルの変形例を示す縦断面図、(b)は、第1の端面側の内部構造示す斜視図、(c)は、該バレルの横断面図。
【図7】(a)及び(b)は、本発明で用いられるバレルめっき装置におけるバレルめっき方法のさらに他の変形例を説明するための横断面図及び縦断面図。
【図8】従来のバレルめっき装置に用いられる筒状バレルを示す斜視図。
【図9】従来のバレルめっき装置における問題点を説明するための略図的縦断面図。
【符号の説明】
【0075】
1…バレルめっき装置
2…バレル
2a…貫通孔
2b,2c…端面
3…支持部材
4,5…支持板
4a,5a…スリーブ
6…陰極端子
6a…基端部
6b…折り曲げ部
6c…先端部
7…歯車
8…ロッド
9…歯車
11…モーター
12…回転軸
13…歯車
14…連結バー
15…保持プレート
15a,15b…脚部
15c…シャフト
16…陰極端子
16a…基端部
16b…折り曲げ部
16c…先端部
17…保持ロッド
18…移動装置
19…シリンダー
19a…シリンダーロッド
19b…シリンダー本体
21…めっき槽
22…めっき液
23…導電性メディア
31…電子部品素体
32…セラミック焼結体
32a,32b…端面
33a〜33i…内部電極
34,35…外部電極
34a,35a…下地電極層
34b,35b…Niめっき膜
34c,35c…Snめっき膜
37…積層セラミックコンデンサ
42…バレル
42a,42b…第1,第2の端面
46…陰極端子
46a…基端部
46b…折り曲げ部分
46c…先端部
51…浮遊体
【技術分野】
【0001】
本発明は、例えば電子部品素体にめっき膜を形成するのに用いられるバレルめっき装置及び該バレルめっき装置を用いた電子部品の製造方法に関し、より詳細には、バレル内においてめっき膜を確実に形成することを可能とする構造が備えられたバレルめっき装置及び該バレルめっき装置を用いた電子部品の製造方法に関する。
【背景技術】
【0002】
従来、例えば、積層セラミック電子部品などの外部電極を形成するにあたり、導電ペーストの焼き付けにより下地電極を形成した後、該下地電極上にめっき膜を形成する方法が多用されている。このようなめっき膜の形成に際しては、多数のセラミック電子部品に一度にめっき膜を形成するために、バレルめっき法が用いられている。
【0003】
下記の特許文献1には、上記のようなバレルめっき法を用いた電子部品の製造方法の一例が開示されている。図8は、特許文献1に記載のバレルめっきに用いられるバレルを示す斜視図である。六角筒状のバレル101内に、被めっき物としての電子部品素体と導電性メディアとが投入される。そして、特に図示はしないが、バレル101の側面には、多数の貫通孔が形成されており、バレル101は、めっき液に浸漬された状態で、その軸方向周りに回転される。そして、バレル101を回転しつつ、給電端子102,103から電界を印加することにより、内部の電子部品素体の外表面にめっき膜が形成される。
【0004】
なお、上記給電端子102,103の先端部は給電を果たすために露出されているが、先端部以外の部分は絶縁性材料で被覆されているのが、普通である。
【特許文献1】特開2004−111534号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年、電子部品の小型化が進んでいる。積層セラミック電子部品などにおいても、外部電極が形成されるセラミック焼結体の寸法は、0.6mm×0.3mm×0.3mmや、0.4mm×0.2mm×0.2mm程度にまで小さくなってきている。このような小型の電子部品にバレルめっき装置を用いてめっき膜を形成しようとした場合、従来とは異なり、必要な部分にめっき膜が形成されないものがあった。あるいは、必要な部分にめっき膜が形成されたとしても、膜厚が所望の膜厚に達しないものがあった。
【0006】
すなわち、特許文献1に記載のような従来のバレルめっき装置を用いた場合、電子部品の小型化を進めると、必要な部分に所望の膜厚で確実にめっき膜を形成することができないことがあった。
【0007】
特許文献1に記載のバレル101では、電気めっきに際して電界を印加するために、給電端子102,103が、バレル101内に延ばされている。図9は、特許文献1に記載のバレル101を模式的に示す縦断面図である。バレル101は、軸方向両端に、第1,第2の端面101a,101bを有する。端面101a,101bから第1,第2の給電端子102,103がバレル101に延ばされている。第1の給電端子102は、端面101aの内面から軸方向に延ばされている引き出し部102aと、引き出し部102aの先端で下方に折り曲げて設けられた下方延長部102bと、下方延長部102bの下端からバレル101の長さ方向中央に向って延ばされた先端部102cとを有する。同様に、第2の給電端子103も、引き出し部103a、下方延長部103b及び先端部103cを有する。なお、上記給電端子102,103では、先端部102c,103cは、給電作用果たすために露出されているが、引き出し部102a,103a及び下方延長部102b,103bは絶縁性材料で被覆されている。
【0008】
バレル101では、上記のように、給電端子102,103がバレル101内において、バレル101の長さ方向中央まで延ばされているため、バレル101を回転させてめっきを行った場合、場合によっては、被めっき物としての電子部品素体104においてめっき不良が生じることがあった。すなわち、バレル101内には、多数の電子部品素体と図示しない導電性メディアとが投入されており、かつめっきに際しては、めっき液105にバレル101が浸漬される。
【0009】
ところが、バレル101をめっき液105に浸漬するに際しては、めっき液105の液面の上方からバレル101がめっき液105に浸漬される。従って、バレル101内に存在していた空気が、バレル101内に残存し、バレル101の内部の上方で大きな空気溜まり106が形成されることがある。この空気溜まり106が形成されると、浸漬時に電子部品素体104が空気溜まり106とめっき液105との界面に浮いてしまう。また、この状態で、バレル101を回転し、めっきを行った場合、回転を伴って上方に移動した電子部品素体104も空気溜まり106とめっき液105との界面に移動して浮き上がり、その後、矢印Aで示すように界面から下方に落下することがあった。
【0010】
この場合、下方に落下した電子部品素体104の内、いくつかの電子部品素体104が給電端子102,103の引き出し部102a,103a上に載置されることがあった。前述したように、引き出し部102a,103aは絶縁性材料で被覆されている。そのため、給電端子102,103の引き出し部102a,103aと付着している電子部品素体104において、該付着部分においてめっき膜が形成されないことがあった。
【0011】
すなわち、従来の筒状バレルを用いたバレルめっき方法や、該バレルめっき方法を用いた電子部品の製造方法では、多数の被めっき物に確実にめっき膜を形成することができないことがあった。
【0012】
よって、本発明の目的は、上述した従来技術の欠点を解消し、筒状バレルをめっき液に浸漬した状態で、筒状バレルを回転させつつ、バレルめっきを行うバレルめっき装置であって、被めっき物の外表面にめっき膜を確実に形成することが可能なバレルめっき装置、並びに該めっき装置を用いた電子部品の製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係るバレルめっき装置は、内部に複数の被めっき物及び複数の導電性メディアが収納される筒状のバレルと、前記バレルをバレルの軸方向周りに回転させる回転駆動源と、前記バレルの軸方向を水平方向に対して傾斜させた状態で、前記バレルを軸方向周りに回転させるように前記バレルを保持させるバレル保持装置とを備え、前記筒状のバレルが、軸方向両端に配置された一対の端面を有し、前記一対の端面の少なくとも一方の端面の内側からバレル内に延ばされており、但し該端面の内面に沿う方向に延びるように折り曲げられている給電端子をさらに備えることを特徴とする。
【0014】
本発明に係るバレルめっき装置のある特定の局面では、前記給電端子が、前記端面から内側に延び、かつ折り曲げ部を介して端面の内面に沿う方向に下方に延ばされている先端部を有し、前記端面の内面から折り曲げ部までの距離が、前記被めっき物及び導電性メディアの外形寸法の内の最も大きい寸法よりも大きくされている。
【0015】
本発明に係るバレルめっき装置の他の特定の局面では、上記給電端子は、上記第1,第2の端面の双方に設けられている。
【0016】
本発明に係るバレルめっき装置のさらに他の特定局面では、上記給電端子は、第1,第2の内、第1の端面側においてのみ設けられており、前記バレル保持装置により、バレルの第2の端面が第1の端面よりも高い位置となるようにバレルが傾斜されるように構成されている。
【0017】
本発明に係るバレルめっき装置のさらに別の特定の局面では、前記給電端子の前記端面の内面に固定されている基端部分が、前記端面の回転中心からずらされた位置とされている。
【0018】
本発明に係る電子部品の製造方法は、本発明に従って構成されたバレルめっき装置を用いることを特徴とし、前記筒状のバレル内に、複数の電子部品素体と、複数の導電性メディアとを収納する工程と、前記バレルをめっき液に浸漬し、該バレルの軸方向が傾斜された状態で、前記回転駆動源によりバレルを回転させ、バレルめっきを行う工程とを備える。
【0019】
本発明に係る電子部品の製造方法のある特定の局面では、上記バレルの軸方向の水平方向に対する傾斜角度は2°以上、30°以下の範囲とされる。
【0020】
本発明に係る電子部品の製造方法の他の特定の局面では、バレルめっきに際し、バレル内にめっき液に浮遊する複数の浮遊体が投入される。
【発明の効果】
【0021】
本発明に係るバレルめっき装置は、筒状のバレルと、バレルをバレルの軸方向周りに回転させる回転駆動源と、バレルの軸方向を水平方向に対して傾斜させた状態でバレルを軸方向周りに回転させるようにバレルを保持するバレル保持装置とを備える。従って、バレルめっきに際し、めっき液に浸漬された状態で、バレルを水平方向に対して傾斜させた状態で回転駆動源により回転させつつバレルめっきを行うことができる。
【0022】
この場合、一対の端面の少なくとも一方の端面の内側からバレル内に給電端子が延ばされているが、該給電端子は端面の内面に沿う方向に延びるように折り曲げられているため、バレルの上方から被めっき物が下方に落下してきたとしても、被めっき物が給電端子上に載置し難い。すなわち、給電端子の先端部分が給電端子の端面に取り付けられている基端部分よりも下方に位置している部分よりも、先端部分が内面に沿うように下方に折り曲げられているため、端面の内面に沿うように延ばされている部分では、被めっき物が載置され難い。
【0023】
なお、給電端子では、先端部が給電作用を果たすために露出されているが、端面から内部に引き出された引き出し部などの他の部分は絶縁性材料で被覆されている。
【0024】
従って、たとえめっき液に浸漬した状態でバレルの内部上方に空気溜まりが生じ、該空気溜まりとめっき液との界面に被めっき物が移動した後、該界面から下方に被めっき物が落下してきたとしても、上記給電端子の引き出し部上に被めっき物が載置され難い。そのため、被めっき物に給電できないことによるめっき不良が生じ難い。よって、多数の被めっき物に確実にめっき膜を形成することが可能となる。
【0025】
給電端子が、前記端面から内側に延び、かつ折り曲げ部分を介して端面の内面に沿う方向に延ばされている先端部を有し、端面の内面から折り曲げ部までの距離が、被めっき物及び導電性メディアの外形寸法の内、最大寸法より大きくされている場合には、端面の内面と給電端子の折り曲げ部とによって被めっき物及び導電性メディアの攪拌を阻害することがないので、めっき膜厚のばらつきを抑制することができる。
【0026】
本発明においては、上記給電端子は、第1,第2の端面の双方において設けられてもよい。その場合には、第1,第2の端面に設けられた給電端子から電界を印加してめっきを行うことができる。
【0027】
また、給電端子は、第1,第2の端面の内、第1の端面側においてのみ設けられていてもよい。その場合には、好ましくは、バレル保持装置により、バレルの第2の端面が第1の端面よりも高い位置となるように傾斜される。この場合には、めっき液の浸漬状態でバレル内部に上方に空気溜まりが生じしたとしても、空気溜まりは第2の端面側に位置する。そして、第2の端面側においては給電端子は、空気溜まりの下方に存在しないため、空気溜まりとめっき液との界面に漂っていた被めっき物が下方に落下したとしても、下方に給電端子が存在しないため、給電端子と被めっき物との付着によるめっき不良がより一層生じ難い。
【0028】
また、給電端子の端面の内面に固定されている基端部分が、端面の回転中心からずらされている場合は、給電端子の基端部分に被めっき物が乗り上げた場合であっても、ずらした距離が大きいほど回転によるめっき液の流れにより、被めっき物が給電端子上から落下し易くなる。従って、めっき不良をより一層確実に軽減することができる。なお、基端部分の引き出し位置から端面の回転中心までの距離が大きければ大きいほど(ずらし量が大きければ大きいほど)めっき液の流れが強くなるので、被めっき物が給電端子上からより落下しやすくなる。
【0029】
本発明に係る電子部品の製造方法では、本発明のバレルめっき装置を用いて、電子部品が製造される。そして、筒状のバレル内に、複数の電子部品素体及び複数の導電性メディアを投入し、バレルをめっき液に浸漬し、バレルの軸方向を水平方向に対して傾斜した状態で、回転駆動源によりバレルを回転させて、バレルめっきが行われる。従って、バレル内上方に空気溜まりが生じたとしても、該空気溜まりとめっき液との界面に捕捉された被めっき物がバレルの回転によるめっき液の流れに伴って下方に落下したとしても、給電端子上に電子部品素体が載置され難いため、電子部品素体と給電端子との接触によるめっき不良を低減することが可能となる。
【0030】
上記バレルの軸方向の傾斜角度を2°以上、30°以下の範囲とした場合には、被めっき物と給電端子との付着によるめっき不良をより確実に低減することが可能となる。
【0031】
バレルめっきに際し、バレル内のめっき液に浮遊する複数の浮遊体を投入した場合には、バレル内部上方に空気溜まりが生じたとしても、該空気溜まりとめっき液との界面に、浮遊体が漂うことになるため、該界面において電子部品素体が捕捉され難い。従って、電子部品素体が下方に確実に落下することなるため、電子部品素体の上記界面における浮遊によるめっき不良を低減することができる。
【発明を実施するための最良の形態】
【0032】
以下、図面を参照しつつ、本発明の具体的な実施形態を説明することにより、本発明を明らかにする。
【0033】
図4は、本発明の一実施形態に係るバレルめっき装置を説明するための略図的正面図である。バレルめっき装置1は、筒状のバレル2を有する。バレル2は、図8に示した従来のバレルめっき装置のバレル101と同様に、筒状の形状を有する。本実施形態では、バレル2は、六角筒状の形状を有する。もっとも、バレル2の横断面形状は六角形に限定されず、他の多角形であってもよい。
【0034】
バレル2の外周側面、すなわち6つの側面には、複数の貫通孔2aが形成されている。貫通孔2aは、バレル2の内部とバレル2の外部とを連通させるために設けられている。
【0035】
なお、貫通孔2aは、少なくとも側面に形成されておればよい。従って、貫通孔2aはバレル2の6つの側面の両端に位置している一対の端面にも形成されていてもよい。
【0036】
他方、バレル2は、支持部材3に回転可能に支持されている。支持部材3は、一対の支持板4,5を有する。支持板4,5は、上下方向に延びるように配置されている。また、支持板4,5には、バレル2を回転可能に支持するために、スリーブ4a,5aが設けられている。スリーブ4a,5aにより、バレル2が回転可能に支持されている。
【0037】
バレル2は、その軸方向が支持板4,5を結ぶ方向に延びるように配置されている。図4に示すように、初期状態では、支持板4,5は、上下方向に延び、従ってバレル2の軸方向は水平方向に一致している。
【0038】
他方、スリーブ4aには、給電端子としての陰極端子6が取り付けられている。陰極端子6は、スリーブ4aを経てバレル2の端面2bからバレル2内に延ばされている。この陰極端子6は、めっきに際し陽極からの電流を通電させるために設けられており、陰極端子6のバレル内に延びている部分が陰極を構成している。
【0039】
また、スリーブ4aとは反対側の面にスリーブ5aが配置されており、スリーブ5aを介して他方の給電端子としての陰極端子16がバレル2の他方の端面2cからバレル2内に延ばされている。
【0040】
支持板4とバレル3との間には、歯車7が配置されている。歯車7は、バレル2と一体に回転するようにバレル2に取り付けられており、かつバレル2の軸方向中心を中心にバレル2とともに回転する。また、支持板4,5間には、ロッド8が回転可能に取り付けられている。このロッド8と一体に歯車9が設けられている。歯車9はロッド8とともに回転するように構成されており、かつ前述した歯車7と噛み合わされている。
【0041】
また、支持板4,5間には、回転駆動源を構成するモーター11が取り付けられている。モーター11の回転軸12に歯車13が一体に設けられている。歯車13は、前述した歯車9に噛み合わされている。従って、モーター11を動作させ、回転軸12を回転させた場合、それにともなってバレル2が軸方向周りに回転され得る。
【0042】
なお、バレル2をその軸方向周りに回転するための回転駆動源は上記モーター11、並びに歯車7,9,13を組み合わせた構造に限定されるものではない。例えば、モーター11の回転軸を直接バレル2に連結してもよく、また複数の歯車に代えて、無端ベルトなどの動力伝達機構を用いてモーターとバレル2とを連結してもよい。
【0043】
図4に示すように、上記支持板4,5の上方には、支持板4,5を連結する連結バー14が架け渡されている。連結バー14の上方に保持プレート15が配置されている。保持プレート15の下面に脚部15a,15bが一体に設けられている。脚部15aが支持板4側に、脚部15bが支持板5側に配置されている。また、連結バー14は、脚部15a,15bに固定されている。
【0044】
他方、保持プレート15は、上下方向に延びる保持ロッド17にシャフト15cを中心に回転可能に連結されている。保持ロッド17は、略図的に示す往復駆動源18に連結されており、往復駆動源18を駆動することにより、上下方向に移動し得るように構成されている。すなわち、保持ロッド17及び往復駆動源18からなるバレル移動装置により、支持部材4,5に支持されたバレル2は、図4に示されている上方に位置している第1の状態と、後述するように下方のめっき液に浸漬された第2の状態との間で移動され得るように構成されている。
【0045】
往復駆動源18は、モーターなどの回転駆動源と、回転駆動力を往復駆動力に変化する動力変換機構とを組み合わせたもの、あるいは油圧シリンダーやエアーシリンダーなどの往復駆動源により構成され得る。すなわち、往復駆動源18の機構は特に限定されるものではない。
【0046】
また、保持プレート15の上面には、エアーシリンダー19のシリンダーロッド19aの下端が連結されている。エアーシリンダー19を駆動することにより、図4に示した初期状態からシリンダーロッド19aの一部をシリンダー本体19b内に引き込んだ状態とすることができる。
【0047】
図5に示すように、シリンダーロッド19aが引き込まれた状態とされると、保持プレート15がシリンダー本体19b側に寄せられる。その結果、保持プレート15が保持ロッド17に、シャフト15cを介して連結されているので、保持プレート15が、シリンダーロッド19a側において上方に移動し、保持プレート15の脚部15b側が上方に引き上げられる。すなわち、保持ロッド17は上下方向に延びており、保持プレート15の主面との間の角度θが90°よりも小さくなる。これにともなって、支持板4,5もまた傾斜し、支持板4,5間に支持されているバレル2の軸方向は、水平方向と角度α=(90°−θ)だけ傾斜されることになる。このバレル2の軸方向と水平方向となす角度αを傾斜角度とする。本実施形態では、この傾斜角度αが0°よりも大きくなるように、すなわちバレル2の軸方向が水平方向に対して傾斜されることにより、後述するようにバレル2内の空気を円滑にかつ確実にバレル外に排出させることができる。なお、好ましくは、後述するように、上記傾斜角度は2°〜30°の範囲とされる。
【0048】
なお、図5では、上記筒状のバレル2がめっき液22内に浸漬された状態で、上記のように傾斜されているが、バレル2の傾斜はめっき液22への浸漬の前に行われていてもよく、めっき液浸漬後に行われてもよい。また、上記支持板4,5、ロッド14、保持プレート15、シャフト15c、保持ロッド17及びエアシリンダ19などにより、本発明におけるバレル保持装置にあたる傾斜装置が形成されている。もっとも、バレル2の軸方向水平方向に対して傾斜させる傾斜装置は図示の構造に限定されるものではない。
【0049】
上記支持部材3の下方には、めっき槽21が配置されている。めっき槽21内には、めっき液22が注入されている。なお、めっき槽21内には図示しない陽極が配置されている。めっき液22の液面の上方が開かれており、該めっき液22の上方に上記支持部材3が配置されている。
【0050】
次に、図1(a)及び(b)を参照して、上記バレル2の詳細を説明する。図1(a)及び(b)は、上記バレル2の内部構造を説明するための模式的縦断面図及び横断面図である。
【0051】
バレル2は、軸方向両端に第1,第2の端面2b,2cを有する。バレル2は、軸方向周りに回転されるが、前述したように、バレル2の軸方向は水平方向から所定の角度傾斜された状態で回転され得るように構成されている。
【0052】
そして、第1の端面2bから第1の陰極端子6が、第2の端面2cから第2の陰極端子16がバレル2の内側に延ばされている。第1の陰極端子6は、その基端6aが端面2bの内面の中心から引き出されている。そして、折り曲げ部分6bにおいて端面2bの内面に沿う方向に折り曲げられている。すなわち、第1の陰極端子6は、基端6aと、折り曲げ部分6bとの間に位置している内方突出部と、折り曲げ部6bから端面2bの内面に沿う方向に延ばされた先端部6cとを有する。なお、給電端子としての陰極端子6では、上記先端部6cが露出されて給電作用を果たすように構成されているが、残りの部分は絶縁性材料で被覆されている。すなわち、上記内方突出部は絶縁性材料で被覆されている。従って、内方突出部上に電子部品素体31が乗り上げた場合には、電子部品素体31と内方突出部との付着部分においてめっきが施されない。
【0053】
第2の陰極端子16も同様に、基端16aが第2の端面2cの内面の回転中心から引き出されており、折り曲げ部16bを介して端面2cの内面に沿う方向に延びるように折り曲げられている。すなわち、基端16aと折り曲げ部16bとの間の内方突出部と、先端部16cとを有する。
【0054】
次に、図1及び図4と、図2,図3及び図5とを参照して、本実施形態のバレルめっき装置を用いて電子部品を製造する方法を説明する。
【0055】
本実施形態の電子部品の製造方法では、図2に示す電子部品素体31にめっき膜を形成する。電子部品素体31は、積層セラミックコンデンサを構成する焼結体32を有する。焼結体32内には、内部電極33a〜33iがセラミック層を介して重なり合うように配置されている。内部電極33a,33c,33e,33g,33iが端面32aに引き出されており、内部電極33b,33d,33f,33hが端面32bが引き出されている。端面32,32aを覆うように、Agペーストの焼付けにより形成された下地電極層34a,35aが形成されている。
【0056】
図1(a)に示すように、多数の電子部品素体31が前述したバレル2内に投入される。また、上記電子部品素体31に加えて複数の導電性メディア23、例えばスチールボールがバレル2に投入される。他方、電子部品素体31及び導電性メディアが投入されたバレル2は、初期の第1の状態では、図4に示すように、めっき液22の上方に配置される。この状態では、支持板4,5は上下方向に延びるように配置されており、バレル2の軸方向の前述した軸角度は0°である。すなわち、バレル2の軸方向は水平方向に延びている。
【0057】
次に、シリンダー19を駆動し、シリンダーロッド19aの一部を引き込み、保持プレート15を図1に示すように傾ける。その結果、バレル2の軸角度が0°よりも大きくなるようにバレル2が傾斜される。
【0058】
次に、往復駆動源18を駆動し、保持ロッド17を下方に移動させ、バレル2を下方に移動し、第2の状態とする。
【0059】
なお、上記バレル2の軸角度を0°よりも大きくなるようにバレル2を傾斜させる工程は、往復駆動源18によるバレル2の下方への移動に先立って行われている。もっとも、往復駆動源18によりバレル2を下方に移動させるに際し、同時にシリンダー18を駆動し、バレル2を傾斜させてもよい。いずれにしても、バレル2がめっき液22に浸漬された状態で、バレル2の軸角度が変化されておればよい。その結果、図5に示すように、バレル2は傾斜された状態でめっき液2に浸漬される。
【0060】
傾斜された状態でめっき液22にバレル2が浸漬されると、バレル2内の空気は上方に移動し、貫通孔2aから外部に排出される。この場合、バレル2が傾斜されていると、図5に示す位置において、バレル2の内、側面の上方に位置する側面部分2bが水平方向に対して傾斜しているため、傾斜している側面部分2bの内側を移動し易くなり、側面部分2bに開口している貫通孔2aから速やかに排出される。
【0061】
すなわち、側面部分2bが水平方向に延ばされている場合には、側面部分2bの内面に接触している気泡が移動し難くなり、残存するおそれがある。これに対して、側面部分2bが傾斜していると、空気が側面部分2bの内面を伝って移動し易くなり、貫通孔2aから外部に容易に排出される。
【0062】
この状態で、第1,第2の陰極端子6,16とめっき液に浸漬されている陽極との間に電流を流すことにより、めっきを行うことができる。この場合、貫通孔2aから内部の空気が容易に排出されるため、空気溜まりが生じ難い。従って、空気溜まりとめっき液との界面に被めっき物としての電子部品素体が捕捉され難く、多数の電子部品素体31に確実にめっき膜を形成することができる。
【0063】
加えて、たとえ、空気がバレル2の内部に残存し、図1(a)に示すように、空気溜まりBがバレル2の内部上方に存在したとしても、本実施形態では、電子部品素体31の外表面にめっき膜を確実に形成することができる。すなわち、空気溜まりBが存在すると、空気溜まりBとめっき液22との界面に、電子部品素体31が捕捉されやすくなる。そして、回転に伴って、捕捉されていた電子部品素体31が図1の矢印Cで示すように下方に落下することとなる。しかしながら、バレル2の軸方向が前述したように傾斜されており、かつ給電端子としての第1,第2の陰極端子6,16は、端面2b,2cの内面に沿うように下方に折り曲げられている。従って、陰極端子6,16に、上方から落下してきた電子部品素体31が載置され難い。
【0064】
図9に示したように、従来のバレルめっき装置では、給電端子上に、落下してきた電子部品素体が載置し、両者の接触によるめっき不良が生じがちであった。これに対し、本実施形態では、給電端子と電子部品素体31との接触によるめっき不良を確実に抑制することができる。
【0065】
従って、たとえ、傾斜されているバレル2内に空気溜まりBが生じたとしても、確実にめっき不良を低減することが可能となる。
【0066】
このようにして、図3に示すNiめっき膜34b,35bを形成する。しかる後、めっき液を交換することにより、Niめっき膜34b,35b上に、Snめっき膜34c,35cを形成する。従って、図3に示すように、下地電極層34a,35a上に、Niめっき膜34b,35b及びSnめっき膜34c,35cが積層された外部電極34,35が形成される。上記のようにして、積層セラミックコンデンサ37が得られる。
【0067】
好ましくは、陰極端子6,16の上記内方突出部の内方突出寸法、すなわち基端6a,16aから折り曲げ部6b,16bまでに至る寸法Xは、被めっき物としての電子部品素体31及び導電性メディアの外形寸法の内、最大寸法よりも大きいことが望ましく、それによって、内方突出部上への電子部品素体31の乗り上げをより確実に防止することができる。
【0068】
図6(a)〜(c)は、上記実施形態のバレルめっき装置の変形例を説明するための縦断面図、第1の端面内側部分を模式的に示す斜視図及び横断面図である。
【0069】
本変形例のバレルめっき装置では、バレル42は、軸方向両端に第1,第2の端面42a,42bを有する。ここでは、第1の端面42aの内面にのみ、給電端子としての第1の陰極端子46が設けられている。すなわち、第2の端面42b側には陰極端子は設けられていない。そして、バレル42は、第2の端面42b側が第1の端面42a側よりも上方となるように傾斜された状態で回転される。従って、たとえ空気溜まりが生じたとしても、空気溜まりBは、第2の端面42b側に位置することになる。よって、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が下方に落下したとしても、第1の端面42a側には落下しない。よって、給電端子としての陰極端子46上に電子部品素体31が載置され難いため、より一層確実にめっき不良を軽減することができる。
【0070】
また、本変形例では、図6(b)に示されているように、上記陰極端子46の基端46aは、第1の端面42aの回転中心からずらされた位置とされている。従って、第1の端面42aの回転中心からずらされて陰極端子46の基端46aが第1の端面42aから内部に引き出されているため、たとえ内方突出部上に電子部品素体31が乗り上げたとしても、回転に伴ってめっき液の回転方向への流れが生じ、内方突出部に付着した電子部品素体を落とすため電子部品素体31と内方突出部との付着によるめっき不良を確実に軽減することができる。
【0071】
また、前述した実施形態及び図6に示した変形例では、好ましくは、上記バレル2,42の傾斜角度は、2°〜30°の範囲とされる。傾斜角度が2°未満では、バレル2,42内に存在し得る空気を迅速に上部端面側おいて上方に移動させることができず、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が陰極端子上に落下し易くなるおそれがある。また、上記角度が30°を超えると、やはり、空気溜まりBとめっき液22との界面に捕捉された電子部品素体31が落下した場合、逆に第1の端面2b,42a側の陰極端子に乗り上げるおそれがある。攪拌性が悪化し、膜厚ばらつき悪化、複めっき物同士のくっつき等の不良が増加するおそれもある。
【0072】
図7(a)及び(b)は、本発明のバレルめっき装置のさらに他の変形例を説明するための横断面及び縦断面図である。本変形例では、バレル42内において、めっき液22に浮遊する複数の浮遊体51が収納されている。その他の点については、バレル42は図6に示したバレル42と同様とされている。このように、本発明においては、バレル42内に、複数の浮遊体51を浮遊させてもよい。このような浮遊体51を浮遊させることにより、浮遊体43は、空気溜まりBが存在したとしても、空気溜まりBとめっき液22との界面に漂うこととなる。従って、電子部品素体31が上記界面に捕捉されることを確実に抑制することができ、それによってめっき不良を確実に軽減することができる。このような浮遊体51については、めっき液22に浮遊し得る限り、特に限定されず、従ってめっき液22よりも比重の軽い適宜の材料からなる浮遊体を用いればよい。より好ましくは、浮遊体51は、電子部品素体31よりも比重の小さいものが望ましく、それによって上記界面への電子部品素体31の近接をより確実に防止することができる。
【0073】
なお、上記実施形態では、被めっき物として、上記積層セラミックコンデンサを得るための電子部品素体31を示したが、本発明に係るバレルめっき装置は、電子部品素体31に限らず、他の電子部品素体、あるいは電子部品素体以外の被めっき物のめっきにも用いることができる。
【図面の簡単な説明】
【0074】
【図1】(a)及び(b)は、本発明の一実施形態に用いられる筒状のバレル内を説明するための縦断面図及び横断面図。
【図2】本発明の一実施形態でめっき膜が形成される電子部品素体を説明するための正面断面図。
【図3】本発明の一実施形態においてめっき膜が形成された電子部品としての積層セラミックコンデンサを示す正面断面図。
【図4】本発明の一実施形態に係るバレルめっき装置において、バレルが傾斜される前の状態を示す正面断面図。
【図5】本発明の一実施形態の電子部品の製造方法において、バレルをめっき液に傾斜させた状態で浸漬する工程を説明するための正面断面図。
【図6】(a)は、本発明で用いられるバレルの変形例を示す縦断面図、(b)は、第1の端面側の内部構造示す斜視図、(c)は、該バレルの横断面図。
【図7】(a)及び(b)は、本発明で用いられるバレルめっき装置におけるバレルめっき方法のさらに他の変形例を説明するための横断面図及び縦断面図。
【図8】従来のバレルめっき装置に用いられる筒状バレルを示す斜視図。
【図9】従来のバレルめっき装置における問題点を説明するための略図的縦断面図。
【符号の説明】
【0075】
1…バレルめっき装置
2…バレル
2a…貫通孔
2b,2c…端面
3…支持部材
4,5…支持板
4a,5a…スリーブ
6…陰極端子
6a…基端部
6b…折り曲げ部
6c…先端部
7…歯車
8…ロッド
9…歯車
11…モーター
12…回転軸
13…歯車
14…連結バー
15…保持プレート
15a,15b…脚部
15c…シャフト
16…陰極端子
16a…基端部
16b…折り曲げ部
16c…先端部
17…保持ロッド
18…移動装置
19…シリンダー
19a…シリンダーロッド
19b…シリンダー本体
21…めっき槽
22…めっき液
23…導電性メディア
31…電子部品素体
32…セラミック焼結体
32a,32b…端面
33a〜33i…内部電極
34,35…外部電極
34a,35a…下地電極層
34b,35b…Niめっき膜
34c,35c…Snめっき膜
37…積層セラミックコンデンサ
42…バレル
42a,42b…第1,第2の端面
46…陰極端子
46a…基端部
46b…折り曲げ部分
46c…先端部
51…浮遊体
【特許請求の範囲】
【請求項1】
内部に複数の被めっき物及び複数の導電性メディアが収納される筒状のバレルと、
前記バレルをバレルの軸方向周りに回転させる回転駆動源と、
前記バレルの軸方向を水平方向に対して傾斜させた状態で、前記バレルを軸方向周りに回転させるように前記バレルを保持するバレル保持装置とを備え、
前記筒状のバレルが、軸方向両端に配置された一対の端面を有し、
前記一対の端面の少なくとも一方の端面の内側からバレル内に延ばされており、但し該端面の内面に沿う方向に延びるように折り曲げられている給電端子をさらに備えることを特徴とする、バレルめっき装置。
【請求項2】
前記給電端子が、前記端面から内側に延びる内方突出部と、内方突出部の先端で折り曲げられている折り曲げ部と、折り曲げ部を介して端面の内面に沿う方向に下方に延ばされている先端部とを有し、前記端面の内面から折り曲げ部までの距離が、前記被めっき物及び導電性メディアの外形寸法の内の最大外形寸法よりも大きくされている、請求項1に記載のバレルめっき装置。
【請求項3】
前記給電端子が、前記第1,第2の端面の双方において設けられている、請求項1に記載のバレルめっき装置。
【請求項4】
前記給電端子が、第1,第2の端面の内、第1の端面側においてのみ設けられており、前記バレル保持装置により、前記バレルの第2の端面が第1の端面よりも高い位置となるようにバレルが傾斜されるように構成されている、請求項1に記載のバレルめっき装置。
【請求項5】
前記給電端子の前記端面の内面に固定されている基端部分が、前記端面の回転中心からずらされた位置とされていることを特徴とする、請求項1〜4のいずれか1項に記載のバレルめっき装置。
【請求項6】
請求項1〜5のいずれか1項に記載のバレルめっき装置を用いた電子部品の製造方法であって、
前記筒状のバレル内に、複数の電子部品素体と、複数の導電性メディアとを収納する工程と、
前記バレルをめっき液に浸漬し、該バレルの軸方向が傾斜された状態で、前記回転駆動源によりバレルを回転させ、バレルめっきを行う工程とを備える、電子部品の製造方法。
【請求項7】
前記バレルの軸方向の傾斜角度を2°以上、30°以下の範囲とする、請求項6に記載の電子部品の製造方法。
【請求項8】
前記バレルめっきに際し、前記バレル内にめっき液に浮遊する複数の浮遊体を投入することを特徴とする、請求項6または7に記載の電子部品の製造方法。
【請求項1】
内部に複数の被めっき物及び複数の導電性メディアが収納される筒状のバレルと、
前記バレルをバレルの軸方向周りに回転させる回転駆動源と、
前記バレルの軸方向を水平方向に対して傾斜させた状態で、前記バレルを軸方向周りに回転させるように前記バレルを保持するバレル保持装置とを備え、
前記筒状のバレルが、軸方向両端に配置された一対の端面を有し、
前記一対の端面の少なくとも一方の端面の内側からバレル内に延ばされており、但し該端面の内面に沿う方向に延びるように折り曲げられている給電端子をさらに備えることを特徴とする、バレルめっき装置。
【請求項2】
前記給電端子が、前記端面から内側に延びる内方突出部と、内方突出部の先端で折り曲げられている折り曲げ部と、折り曲げ部を介して端面の内面に沿う方向に下方に延ばされている先端部とを有し、前記端面の内面から折り曲げ部までの距離が、前記被めっき物及び導電性メディアの外形寸法の内の最大外形寸法よりも大きくされている、請求項1に記載のバレルめっき装置。
【請求項3】
前記給電端子が、前記第1,第2の端面の双方において設けられている、請求項1に記載のバレルめっき装置。
【請求項4】
前記給電端子が、第1,第2の端面の内、第1の端面側においてのみ設けられており、前記バレル保持装置により、前記バレルの第2の端面が第1の端面よりも高い位置となるようにバレルが傾斜されるように構成されている、請求項1に記載のバレルめっき装置。
【請求項5】
前記給電端子の前記端面の内面に固定されている基端部分が、前記端面の回転中心からずらされた位置とされていることを特徴とする、請求項1〜4のいずれか1項に記載のバレルめっき装置。
【請求項6】
請求項1〜5のいずれか1項に記載のバレルめっき装置を用いた電子部品の製造方法であって、
前記筒状のバレル内に、複数の電子部品素体と、複数の導電性メディアとを収納する工程と、
前記バレルをめっき液に浸漬し、該バレルの軸方向が傾斜された状態で、前記回転駆動源によりバレルを回転させ、バレルめっきを行う工程とを備える、電子部品の製造方法。
【請求項7】
前記バレルの軸方向の傾斜角度を2°以上、30°以下の範囲とする、請求項6に記載の電子部品の製造方法。
【請求項8】
前記バレルめっきに際し、前記バレル内にめっき液に浮遊する複数の浮遊体を投入することを特徴とする、請求項6または7に記載の電子部品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−274353(P2006−274353A)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願番号】特願2005−95342(P2005−95342)
【出願日】平成17年3月29日(2005.3.29)
【出願人】(000006231)株式会社村田製作所 (3,635)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願日】平成17年3月29日(2005.3.29)
【出願人】(000006231)株式会社村田製作所 (3,635)
[ Back to top ]