
バンドルファイバ
【課題】 端面研磨時の光ファイバ素線の傷を防止するとともに、光学特性の劣化を防止、さらには、端面の洗浄レベルが向上するとともに、残渣による焼損も防止できるバンドルファイバを提供することにある。
【解決手段】光ファイバ素線束、口金3からなるバンドルファイバ1であって、バンドルファイバ1の端面Pにおいて、少なくとも複数本の光ファイバ素線2の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜させるとともに、バンドルファイバ1の端面光ファイバ素線2間に空隙Sを設ける。
【解決手段】光ファイバ素線束、口金3からなるバンドルファイバ1であって、バンドルファイバ1の端面Pにおいて、少なくとも複数本の光ファイバ素線2の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜させるとともに、バンドルファイバ1の端面光ファイバ素線2間に空隙Sを設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バンドルファイバの端部の改良に関し、さらに詳しくは、医療用あるいは工業用光源用のライトガイド或いはレーザフアイバ用コンバイナの端部の改良に関するものである。
【背景技術】
【0002】
従来から、多数本の光ファイバ素線を集束したバンドルファイバにおいては、端面に凹凸があると照射効率が悪くなったり、光源等の他の部品との接合に問題を生じるので、凹凸を無くすために均一な平面に端面研磨を行っている。
この際、光ファイバ素線同士が密着し、しかも、各々の素線がしっかりと固定されていないので、端面研磨時に動いてしまい光ファイバ素線に傷がついたり、あるいは、この傷により光学特性が悪化するという問題があった。
さらに、光ファイバ素線同士が密着しているので端面研磨の後の端面洗浄において、洗浄剤の残渣や汚れがファイバ素線間に付着してしまい、これが原因となり、ハイパワーレーザ照射時に端面が焦げてしまったりするという問題もあった。
この問題に対処する方法の一つとして光ファイバ素線を熱融着する方法が知られている(特許文献1参照)。
ところが、この方法では、洗浄剤の残渣や汚れがファイバ素線間に付着するのは防止できるものの、熱融着時に集束口金内部の光ファイバ素線束あるいは集束口金との境界部の光ファイバ素線束が自由膨張しながら変形するので、光ファイバ素線の光伝送特性が劣化するとういう問題があった。とり分け、集束口金との境界部の光ファイバ素線束は集束口金の規制がないので、文字どおり自由膨張して過度の膨張変形を起こすことから、素線束の光伝送特性の劣化もその分だけ大きくなる。
一方、上記した熱融着とは別の方法として、光ファイバ素線束の端部を接着剤により固着する方法も知られている。しかしこの方法では光ファイバ素線束の充填度が低く、耐熱性にも劣り、ファイバレーザ等、ハイパワー用には適していない問題、さらには接着剤の劣化といった別の問題を抱えている。
さらに、別な方法として、キヤピラリ穴に光ファイバ素線を挿入・固定して光ファイバ素線間に一定の隙間を設ける方法(特許文献2参照)あるいは、複数本のパイプに光ファイバ素線を挿入・固定して、光ファイバ素線間に一定の隙間を設ける方法も知られてはいるが、構造が複雑化したり、製造工程が掛かるので望ましい方法とは言えない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−289232号公報
【特許文献2】特開2009−145888号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、上記の問題点を解消することにより、シンプルな構成で、端面研磨時の光ファイバ素線の傷を防止し、光学特性の劣化を防止するとともに、端面洗浄時の洗浄残渣や汚れが付着しにくく洗浄レベルが向上するバンドルファイバを提供することにある。
【課題を解決するための手段】
【0005】
本発明者等は、バンドルファイバを構成する光ファイバ素線間に適度な間隙を設け光ファイバ素線同士が接触しないようにすることにより、従来の問題を容易に解消できることを究明した。
【0006】
本発明によれば、光ファイバ素線束、口金からなるバンドルファイバであって、該バンドルファイバの端面において、少なくとも複数本の該光ファイバ素線の光軸が該バンドルファイバの長手方向に対して傾斜するとともに、該光ファイバ素線間には空隙が形成されていることを特徴とするバンドルファイバが提供される。
【発明の効果】
【0007】
本発明のバンドルファイバにあっては、以下に記載した優れた効果が期待できる。
(1)光ファイバ素線間に一定の空隙を設けたので、研磨時に擦れ合うことが無く端面研磨時のファイバ素線表面への傷を防止できる。
(2)光ファイバ素線間に所定の隙間を設けたので、洗浄時の残渣が端面に付着しにくく、しかも、通常使用時の端面の汚れが洗浄により容易に除去でき、端面の洗浄レベルが向上するとともに、残渣による焼損が防止できる。
(3)熱融着していないので熱変形に起因する照度低下等の光学特性の劣化が防止できる。
(4)複数本のパイプに光ファイバ素線を挿入する必要が無く、キヤピラリも不要なので構造が簡略化できるとともに、製造工程が削減できる。
(5)従来のように、バンドルファイバの先端部を接着剤で固着する必要がないので、熱的劣化並びに経年劣化する要素が排除され、その結果、該端部の耐熱性、耐久性も向上する。
(6)口金内部に設けられたストッパーにより光ファイバ素線を確実に固定できるとともに移動式ストッパーの場合には光ファイバ素線の傾斜角を高精度で調整可能である。
【図面の簡単な説明】
【0008】
【図1】本発明のバンドルファイバの一例を示す斜視図である。
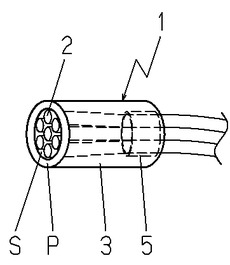
【図2】本発明のバンドルファイバの端面Pにおける光ファイバ素線の配置状態を示す横断面図である。
【発明を実施するための形態】
【0009】
以下、本発明のバンドルファイバを7本の光ファイバ素線を同心円状に配置したレーザファイバ用コンバイナに適用した場合について、添付図面を参照しながら説明する。
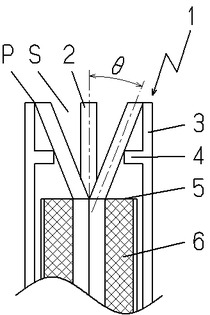
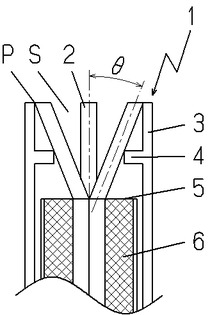
図1〜図2において、1は光ファイバ素線2を集束したバンドルファイバ、3は口金、4は口金3の内部に設けられたストツパー、5は光ファイバ素線2を固定する止金、6は止金5内部に充填する接着剤、Pはバンドルファイバの端面、Sは光ファイバ素線2間に設けられた空隙、θは光ファイバ素線2の光軸のバンドルファイバ1の長手方向に対する傾斜角である。
ここでは、光ファイバ素線2は中心に1本、その外周に6本、合計7本が同心円状に配置されている。そして、中心の1本を除く外周の6本の光ファイバ素線2の光軸はバンドルファイバの長手方向に対して傾斜あるいは互いに不平行に配置している。
【0010】
本発明で特徴的なことは、光ファイバ素線束、口金からなるバンドルファイバであって、バンドルファイバの端面において、少なくとも複数本の光ファイバ素線の光軸がバンドルファイバの長手方向に対して傾斜するとともに、光ファイバ素線間に空隙を設けた点にある。
こうすることにより、端面研磨時の光ファイバ素線の傷を防止するとともに、光伝送特性と照射効率の低下の問題が解消される。
また、端面の洗浄レベルが向上するとともに、残渣による焼損も防止できる。
【0011】
以下、バンドルファイバの端面Pで、少なくとも複数本の光ファイバ素線の光軸がバンドルファイバの長手方向に対して傾斜角θで傾斜している場合につき、更に詳細な説明を図1、2に基づいて行う。
本発明においては、光ファイバ素線2間の空隙Sは口金3内に配置された止金4内部においてバンドルファイバの端面Pで空隙Sを設けるよう外周に位置する6本の光ファイバ素線2の傾斜角θを設定した後、止金4内部に接着剤6を充填することにより接着固定する。
これによりバンドルファイバの端面Pでの6本の光ファイバ素線の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜するとともに、端面Pにおいて光ファイバ素線2間に空隙Sが形成されることになる。
ここで、バンドルファイバの端面Pでの断面積に対する空隙率は5%から30%の範囲にあることが望ましい。また、隣合う光ファイバ素線2間の空隙Sは、狭すぎると研磨時あるいは洗浄時の残渣が残ったり、研磨時の光ファイバ素線2への傷が防止できないこと、逆に空隙Sが広過ぎるとバンドルファイバの端面の強度が低下したり端面の外径が大きくなることを考慮すると、空隙Sは10μm〜50μmの範囲にあることが好ましい。
一方、光ファイバ素線2のバンドルファイバ1の長手方向に対する傾斜角θはあまり大きいと口金3の内径が大きくなり、逆に小さ過ぎると、光ファイバ素線2への傷防止効果が期待できなく、研磨時あるいは洗浄時の残渣が残ったりし易くなるので、0.5度〜5度の範囲にあることが望ましい。
なお、研磨時あるいは洗浄時の光ファイバ素線への擦れ傷をより防止するため、傾斜した光ファイバ素線2の光軸は互いに不平行に配設されることが望ましい。
さらに、本発明では口金3の内部には、光ファイバ素線2の傾斜角θ及び空隙量Sを調整するための円環突起状のストツパー4が形成されている。
また、このストツパー4は、傾斜角θで傾斜した光ファイバ素線2を固定する効果もある。このストツパー4を設けることにより、空隙量S並びに光ファイバ素線2の傾斜角θが微調整できるので、より高精度に空隙量Sの調整が可能となる。
ここで、ストツパー4が口金3とは別体でバンドルファイバ1の長手方向にスライド移動可能であれば、固定の場合より調整幅が増え、光ファイバ素線2の傾斜角θ及び端面Pでの光ファイバ素線2間の空隙量Sをより自由に設定できるので、更に好ましい。
ストツパー4は口金3の長さにも関係するが、バンドルファイバ1の端面Pから3mmから8mmに設け、高さは2mm〜8mmとすれば良い。
【0012】
本発明で使用する光ファイバ素線2としてはプラスチック(POF)素線やガラス光ファイバ素線が挙げられ、レーザフアイバ等のハイパワー用には耐熱性に優れた石英ガラスを使用するのが望ましい。
光ファイバ2の素線外径は、一般的には25μm〜2mmの範囲で常用されている。
この素線外径が小さ過ぎると、素線自体の強度が弱くなり、折れたりする等、素線加工上の問題を生ずる。逆に、素線外径が大き過ぎると、屈曲性も悪く、撚リや捩ることが困難となったり、集束密度が低下するので、照射密度が低下するとともに均一光化が難しくなる。
従って上記を考慮すると本発明での光ファイバ素線2の外径は0.4mmから1mmの範囲にあることが好ましい。
本発明のバンドルファイバは端面Pでの光ファイバ素線2間の空隙量Sを自由に設定でき、耐熱性にも優れているので、複数個のレーザダイオード(LD)を端面Pに接続したレーザフアイバのコンバイナとしても有用である。
【0013】
次に、本発明のバンドルファイバ1の製造方法について簡潔に記す。
本発明では、バンドルファイバ1の端面Pにおいて、6本の光ファイバ素線2の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜するとともに、光ファイバ素線2間に空隙Sを設けるため、口金3内に配置された止金5内部において、外周に位置する6本の光ファイバ素線2を治具を使い所定の傾斜角θで傾斜させた後、止金5内部に接着剤6を充填することにより接着固定する。
接着剤6の充填による接着固定だけでは、固定強度、固定精度に懸念があるので、本発明では、さらに、口金3内に設けられたストッパー4により、2重(2箇所)で固定することで、光ファイバ素線2が設定された傾斜角θ、且つ、空隙量Sを保つよう機能している。仮に、空隙量Sをさらに、微調整したい場合には、ストッパー4をスライド移動して微調整すれば、さらに高精度での空隙量Sの設定も可能となる。
【0014】
次に、本発明のバンドルファイバ1の端面Pを研磨する際には、通常の研磨剤を使用して端面研磨すればよく、空隙Sにより光ファイバ素線2同士が擦れ合うこともないので光ファイバ素線2の表面の傷が防止できる。また、熱融着の場合のように光ファイバ素線2が変形することもないので、光学特性が劣化することも防止できる。
なお、端面研磨を強い押圧力で行う場合には、光ファイバ素線2のバラケ防止、傷防止のため、予め、光ファイバ素線にワツクス等の減摩剤を塗布しておくことが好ましい。
そして、研磨後は、洗浄により、減摩剤や研磨残渣を洗い流せば、本発明のバンドルファイバ1が完成する。
上述したように、本発明のバンドルファイバ1は、従来のように複数本のパイプに個々に光ファイバ素線を挿入する必要が無く、キヤピラリも不要なので構造が簡略化できるとともに、製造工程も削減できる。
また、従来のように、バンドルファイバの先端部を接着剤で固着する必要がないので、熱的劣化並びに経年劣化する要素が排除され、その結果、端部の耐熱性、耐久性も向上する。
【0015】
以上の説明では、バンドルファイバ1の端面形状が円形の例で説明したが、これらの断面は楕円形や方形などに、本発明の思想の範囲内であれば随時且つ種々の変更および応用が可能である。また、光ファイバ素線2の本数も7本で同心配置としたが、この本数に限定されることなく、さらに多数本に拡張できることは言うまでもない。
さらに、バンドルファイバの表層部保護の観点から、その表面をネット状の部材あるいはチューブ状部材、またはステンレス管等の保護管で全体的にカバーしてもよい。この状態のバンドルファイバは、端部Pを除く中間部分が可撓性を呈するので、治療あるいは作業時における取扱性にも優れる。
【0016】
以下に、本発明のバンドルファイバ1の一例を図1〜図2の場合について示す。
先ず、長さ500mm、素線径が440μmの石英光ファイバ素線2を7本準備して、中心1本、その外周に6本同心状に配置した光ファイバ素線束を作成した。
次に、この光ファイバ素線束の片方の端面Pに0.5mmの空隙Sを設けるよう6本の同心状に配置した外周の各光ファイバ素線2を所定の傾斜角(3度)となるよう配置した。そして、この状態でファイバ素線2を長さ10mm,内径1.35mmのステンレスパイプからなる止金5内に収納すると共に、止金5内にエポキシ系接着剤6を流し込んで光ファイバ素線束を接着固定した。
次に、接着剤6が確実に固化したところで、止金5を長さ30mm、内径1.5mm、厚さ2mmのステンレスからなる口金3に挿入し接着剤6にて固定した。
この際、口金3内に一体でリング状に設けられた幅3mm、高さ3mmのストッパー4は口金3の先端から40mmの位置とした。
また、この際の光ファイバ素線束の傾斜角θは3度、端面断面積1.5mm、空隙率30%、空隙量Sは0.5mmであった。
最後に、上記の方法にて作成したバンドルファイバ1の端面Pを端面研磨後、洗浄して本発明のバンドルファイバ1が完成した。
【0017】
研磨後の本発明のバンドルファイバを調べたところ、光ファイバ素線には損傷、洗浄残渣の付着は一切見られず、しかも、照度低下等の光学特性の劣化も確認されなかった。
さらに、本発明のバンドルファイバをレーザ用ファイバのコンバイナとして、7個の半導体レーザ(LD)に接続してテストしたところ、バンドルファイバの端面が焦げることもなく十分な耐熱性が確保されていることも確認できた。
【0018】
本発明のバンドルファイバは光硬化樹脂材料に使用する真空バンドルファイバ等の工業用バンドルファイバ、あるいは、医療用バンドルファイバにも適用できる。
【符号の説明】
【0019】
1 バンドルファイバ
2 光ファイバ素線
3 口金
4 ストッパー
5 止金
6 接着剤
P バンドルファイバの端面
S 空隙
θ 光ファイバ素線2の光軸のバンドルファイバ1の長手方向に対する傾斜角
【技術分野】
【0001】
本発明は、バンドルファイバの端部の改良に関し、さらに詳しくは、医療用あるいは工業用光源用のライトガイド或いはレーザフアイバ用コンバイナの端部の改良に関するものである。
【背景技術】
【0002】
従来から、多数本の光ファイバ素線を集束したバンドルファイバにおいては、端面に凹凸があると照射効率が悪くなったり、光源等の他の部品との接合に問題を生じるので、凹凸を無くすために均一な平面に端面研磨を行っている。
この際、光ファイバ素線同士が密着し、しかも、各々の素線がしっかりと固定されていないので、端面研磨時に動いてしまい光ファイバ素線に傷がついたり、あるいは、この傷により光学特性が悪化するという問題があった。
さらに、光ファイバ素線同士が密着しているので端面研磨の後の端面洗浄において、洗浄剤の残渣や汚れがファイバ素線間に付着してしまい、これが原因となり、ハイパワーレーザ照射時に端面が焦げてしまったりするという問題もあった。
この問題に対処する方法の一つとして光ファイバ素線を熱融着する方法が知られている(特許文献1参照)。
ところが、この方法では、洗浄剤の残渣や汚れがファイバ素線間に付着するのは防止できるものの、熱融着時に集束口金内部の光ファイバ素線束あるいは集束口金との境界部の光ファイバ素線束が自由膨張しながら変形するので、光ファイバ素線の光伝送特性が劣化するとういう問題があった。とり分け、集束口金との境界部の光ファイバ素線束は集束口金の規制がないので、文字どおり自由膨張して過度の膨張変形を起こすことから、素線束の光伝送特性の劣化もその分だけ大きくなる。
一方、上記した熱融着とは別の方法として、光ファイバ素線束の端部を接着剤により固着する方法も知られている。しかしこの方法では光ファイバ素線束の充填度が低く、耐熱性にも劣り、ファイバレーザ等、ハイパワー用には適していない問題、さらには接着剤の劣化といった別の問題を抱えている。
さらに、別な方法として、キヤピラリ穴に光ファイバ素線を挿入・固定して光ファイバ素線間に一定の隙間を設ける方法(特許文献2参照)あるいは、複数本のパイプに光ファイバ素線を挿入・固定して、光ファイバ素線間に一定の隙間を設ける方法も知られてはいるが、構造が複雑化したり、製造工程が掛かるので望ましい方法とは言えない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−289232号公報
【特許文献2】特開2009−145888号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、上記の問題点を解消することにより、シンプルな構成で、端面研磨時の光ファイバ素線の傷を防止し、光学特性の劣化を防止するとともに、端面洗浄時の洗浄残渣や汚れが付着しにくく洗浄レベルが向上するバンドルファイバを提供することにある。
【課題を解決するための手段】
【0005】
本発明者等は、バンドルファイバを構成する光ファイバ素線間に適度な間隙を設け光ファイバ素線同士が接触しないようにすることにより、従来の問題を容易に解消できることを究明した。
【0006】
本発明によれば、光ファイバ素線束、口金からなるバンドルファイバであって、該バンドルファイバの端面において、少なくとも複数本の該光ファイバ素線の光軸が該バンドルファイバの長手方向に対して傾斜するとともに、該光ファイバ素線間には空隙が形成されていることを特徴とするバンドルファイバが提供される。
【発明の効果】
【0007】
本発明のバンドルファイバにあっては、以下に記載した優れた効果が期待できる。
(1)光ファイバ素線間に一定の空隙を設けたので、研磨時に擦れ合うことが無く端面研磨時のファイバ素線表面への傷を防止できる。
(2)光ファイバ素線間に所定の隙間を設けたので、洗浄時の残渣が端面に付着しにくく、しかも、通常使用時の端面の汚れが洗浄により容易に除去でき、端面の洗浄レベルが向上するとともに、残渣による焼損が防止できる。
(3)熱融着していないので熱変形に起因する照度低下等の光学特性の劣化が防止できる。
(4)複数本のパイプに光ファイバ素線を挿入する必要が無く、キヤピラリも不要なので構造が簡略化できるとともに、製造工程が削減できる。
(5)従来のように、バンドルファイバの先端部を接着剤で固着する必要がないので、熱的劣化並びに経年劣化する要素が排除され、その結果、該端部の耐熱性、耐久性も向上する。
(6)口金内部に設けられたストッパーにより光ファイバ素線を確実に固定できるとともに移動式ストッパーの場合には光ファイバ素線の傾斜角を高精度で調整可能である。
【図面の簡単な説明】
【0008】
【図1】本発明のバンドルファイバの一例を示す斜視図である。
【図2】本発明のバンドルファイバの端面Pにおける光ファイバ素線の配置状態を示す横断面図である。
【発明を実施するための形態】
【0009】
以下、本発明のバンドルファイバを7本の光ファイバ素線を同心円状に配置したレーザファイバ用コンバイナに適用した場合について、添付図面を参照しながら説明する。
図1〜図2において、1は光ファイバ素線2を集束したバンドルファイバ、3は口金、4は口金3の内部に設けられたストツパー、5は光ファイバ素線2を固定する止金、6は止金5内部に充填する接着剤、Pはバンドルファイバの端面、Sは光ファイバ素線2間に設けられた空隙、θは光ファイバ素線2の光軸のバンドルファイバ1の長手方向に対する傾斜角である。
ここでは、光ファイバ素線2は中心に1本、その外周に6本、合計7本が同心円状に配置されている。そして、中心の1本を除く外周の6本の光ファイバ素線2の光軸はバンドルファイバの長手方向に対して傾斜あるいは互いに不平行に配置している。
【0010】
本発明で特徴的なことは、光ファイバ素線束、口金からなるバンドルファイバであって、バンドルファイバの端面において、少なくとも複数本の光ファイバ素線の光軸がバンドルファイバの長手方向に対して傾斜するとともに、光ファイバ素線間に空隙を設けた点にある。
こうすることにより、端面研磨時の光ファイバ素線の傷を防止するとともに、光伝送特性と照射効率の低下の問題が解消される。
また、端面の洗浄レベルが向上するとともに、残渣による焼損も防止できる。
【0011】
以下、バンドルファイバの端面Pで、少なくとも複数本の光ファイバ素線の光軸がバンドルファイバの長手方向に対して傾斜角θで傾斜している場合につき、更に詳細な説明を図1、2に基づいて行う。
本発明においては、光ファイバ素線2間の空隙Sは口金3内に配置された止金4内部においてバンドルファイバの端面Pで空隙Sを設けるよう外周に位置する6本の光ファイバ素線2の傾斜角θを設定した後、止金4内部に接着剤6を充填することにより接着固定する。
これによりバンドルファイバの端面Pでの6本の光ファイバ素線の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜するとともに、端面Pにおいて光ファイバ素線2間に空隙Sが形成されることになる。
ここで、バンドルファイバの端面Pでの断面積に対する空隙率は5%から30%の範囲にあることが望ましい。また、隣合う光ファイバ素線2間の空隙Sは、狭すぎると研磨時あるいは洗浄時の残渣が残ったり、研磨時の光ファイバ素線2への傷が防止できないこと、逆に空隙Sが広過ぎるとバンドルファイバの端面の強度が低下したり端面の外径が大きくなることを考慮すると、空隙Sは10μm〜50μmの範囲にあることが好ましい。
一方、光ファイバ素線2のバンドルファイバ1の長手方向に対する傾斜角θはあまり大きいと口金3の内径が大きくなり、逆に小さ過ぎると、光ファイバ素線2への傷防止効果が期待できなく、研磨時あるいは洗浄時の残渣が残ったりし易くなるので、0.5度〜5度の範囲にあることが望ましい。
なお、研磨時あるいは洗浄時の光ファイバ素線への擦れ傷をより防止するため、傾斜した光ファイバ素線2の光軸は互いに不平行に配設されることが望ましい。
さらに、本発明では口金3の内部には、光ファイバ素線2の傾斜角θ及び空隙量Sを調整するための円環突起状のストツパー4が形成されている。
また、このストツパー4は、傾斜角θで傾斜した光ファイバ素線2を固定する効果もある。このストツパー4を設けることにより、空隙量S並びに光ファイバ素線2の傾斜角θが微調整できるので、より高精度に空隙量Sの調整が可能となる。
ここで、ストツパー4が口金3とは別体でバンドルファイバ1の長手方向にスライド移動可能であれば、固定の場合より調整幅が増え、光ファイバ素線2の傾斜角θ及び端面Pでの光ファイバ素線2間の空隙量Sをより自由に設定できるので、更に好ましい。
ストツパー4は口金3の長さにも関係するが、バンドルファイバ1の端面Pから3mmから8mmに設け、高さは2mm〜8mmとすれば良い。
【0012】
本発明で使用する光ファイバ素線2としてはプラスチック(POF)素線やガラス光ファイバ素線が挙げられ、レーザフアイバ等のハイパワー用には耐熱性に優れた石英ガラスを使用するのが望ましい。
光ファイバ2の素線外径は、一般的には25μm〜2mmの範囲で常用されている。
この素線外径が小さ過ぎると、素線自体の強度が弱くなり、折れたりする等、素線加工上の問題を生ずる。逆に、素線外径が大き過ぎると、屈曲性も悪く、撚リや捩ることが困難となったり、集束密度が低下するので、照射密度が低下するとともに均一光化が難しくなる。
従って上記を考慮すると本発明での光ファイバ素線2の外径は0.4mmから1mmの範囲にあることが好ましい。
本発明のバンドルファイバは端面Pでの光ファイバ素線2間の空隙量Sを自由に設定でき、耐熱性にも優れているので、複数個のレーザダイオード(LD)を端面Pに接続したレーザフアイバのコンバイナとしても有用である。
【0013】
次に、本発明のバンドルファイバ1の製造方法について簡潔に記す。
本発明では、バンドルファイバ1の端面Pにおいて、6本の光ファイバ素線2の光軸がバンドルファイバ1の長手方向に対して傾斜角θで傾斜するとともに、光ファイバ素線2間に空隙Sを設けるため、口金3内に配置された止金5内部において、外周に位置する6本の光ファイバ素線2を治具を使い所定の傾斜角θで傾斜させた後、止金5内部に接着剤6を充填することにより接着固定する。
接着剤6の充填による接着固定だけでは、固定強度、固定精度に懸念があるので、本発明では、さらに、口金3内に設けられたストッパー4により、2重(2箇所)で固定することで、光ファイバ素線2が設定された傾斜角θ、且つ、空隙量Sを保つよう機能している。仮に、空隙量Sをさらに、微調整したい場合には、ストッパー4をスライド移動して微調整すれば、さらに高精度での空隙量Sの設定も可能となる。
【0014】
次に、本発明のバンドルファイバ1の端面Pを研磨する際には、通常の研磨剤を使用して端面研磨すればよく、空隙Sにより光ファイバ素線2同士が擦れ合うこともないので光ファイバ素線2の表面の傷が防止できる。また、熱融着の場合のように光ファイバ素線2が変形することもないので、光学特性が劣化することも防止できる。
なお、端面研磨を強い押圧力で行う場合には、光ファイバ素線2のバラケ防止、傷防止のため、予め、光ファイバ素線にワツクス等の減摩剤を塗布しておくことが好ましい。
そして、研磨後は、洗浄により、減摩剤や研磨残渣を洗い流せば、本発明のバンドルファイバ1が完成する。
上述したように、本発明のバンドルファイバ1は、従来のように複数本のパイプに個々に光ファイバ素線を挿入する必要が無く、キヤピラリも不要なので構造が簡略化できるとともに、製造工程も削減できる。
また、従来のように、バンドルファイバの先端部を接着剤で固着する必要がないので、熱的劣化並びに経年劣化する要素が排除され、その結果、端部の耐熱性、耐久性も向上する。
【0015】
以上の説明では、バンドルファイバ1の端面形状が円形の例で説明したが、これらの断面は楕円形や方形などに、本発明の思想の範囲内であれば随時且つ種々の変更および応用が可能である。また、光ファイバ素線2の本数も7本で同心配置としたが、この本数に限定されることなく、さらに多数本に拡張できることは言うまでもない。
さらに、バンドルファイバの表層部保護の観点から、その表面をネット状の部材あるいはチューブ状部材、またはステンレス管等の保護管で全体的にカバーしてもよい。この状態のバンドルファイバは、端部Pを除く中間部分が可撓性を呈するので、治療あるいは作業時における取扱性にも優れる。
【0016】
以下に、本発明のバンドルファイバ1の一例を図1〜図2の場合について示す。
先ず、長さ500mm、素線径が440μmの石英光ファイバ素線2を7本準備して、中心1本、その外周に6本同心状に配置した光ファイバ素線束を作成した。
次に、この光ファイバ素線束の片方の端面Pに0.5mmの空隙Sを設けるよう6本の同心状に配置した外周の各光ファイバ素線2を所定の傾斜角(3度)となるよう配置した。そして、この状態でファイバ素線2を長さ10mm,内径1.35mmのステンレスパイプからなる止金5内に収納すると共に、止金5内にエポキシ系接着剤6を流し込んで光ファイバ素線束を接着固定した。
次に、接着剤6が確実に固化したところで、止金5を長さ30mm、内径1.5mm、厚さ2mmのステンレスからなる口金3に挿入し接着剤6にて固定した。
この際、口金3内に一体でリング状に設けられた幅3mm、高さ3mmのストッパー4は口金3の先端から40mmの位置とした。
また、この際の光ファイバ素線束の傾斜角θは3度、端面断面積1.5mm、空隙率30%、空隙量Sは0.5mmであった。
最後に、上記の方法にて作成したバンドルファイバ1の端面Pを端面研磨後、洗浄して本発明のバンドルファイバ1が完成した。
【0017】
研磨後の本発明のバンドルファイバを調べたところ、光ファイバ素線には損傷、洗浄残渣の付着は一切見られず、しかも、照度低下等の光学特性の劣化も確認されなかった。
さらに、本発明のバンドルファイバをレーザ用ファイバのコンバイナとして、7個の半導体レーザ(LD)に接続してテストしたところ、バンドルファイバの端面が焦げることもなく十分な耐熱性が確保されていることも確認できた。
【0018】
本発明のバンドルファイバは光硬化樹脂材料に使用する真空バンドルファイバ等の工業用バンドルファイバ、あるいは、医療用バンドルファイバにも適用できる。
【符号の説明】
【0019】
1 バンドルファイバ
2 光ファイバ素線
3 口金
4 ストッパー
5 止金
6 接着剤
P バンドルファイバの端面
S 空隙
θ 光ファイバ素線2の光軸のバンドルファイバ1の長手方向に対する傾斜角
【特許請求の範囲】
【請求項1】
光ファイバ素線束、口金からなるバンドルファイバであって、該バンドルファイバの端面において、少なくとも複数本の該光ファイバ素線の光軸が該バンドルファイバの長手方向に対して傾斜するとともに、該光ファイバ素線間には空隙が形成されていることを特徴とするバンドルファイバ。
【請求項2】
該傾斜した光ファイバ素線の光軸が互いに不平行に配設される請求項1に記載のバンドルファイバ。
【請求項3】
該光ファイバ素線の傾斜の開始点が該口金内に配置された止金部であることを特徴とする請求項1または2に記載のバンドルファイバ。
【請求項4】
該口金の内部に該光ファイバ素線の広がりを規制する円環突起状のストッパーが形成されている請求項1〜3のいずれかに記載のバンドルファイバ。
【請求項5】
該ストッパーが該バンドルファイバの長手方向に移動可能である請求項1〜4のいずれかに記載のバンドルファイバ。
【請求項6】
該光ファイバ素線の該バンドルファイバの長手方向に対する傾斜角が0.5度〜5度の範囲にある請求項1〜5のいずれかに記載のバンドルファイバ。
【請求項7】
該バンドルファイバの端面での断面積に対する空隙率が5%から30%の範囲にある請求項1〜6のいずれかに記載のバンドルファイバ。
【請求項8】
該バンドルファイバの端面での該光ファイバ素線間の空隙量が10μm〜50μmの範囲にある請求項1〜7のいずれかに記載のバンドルファイバ。
【請求項9】
該光ファイバ素線径が25μmから2mmの範囲にある請求項1〜8のいずれかに記載のバンドルファイバ。
【請求項10】
該ストッパーが該バンドルファイバの端面から3mm〜8mmに位置し、高さが2mm〜8mmである請求項4〜9のいずれかに記載のバンドルファイバ。
【請求項11】
レーザ用フアイバのコンバイナとして有用な請求項1〜10のいずれかに記載のバンドルファイバ。
【請求項1】
光ファイバ素線束、口金からなるバンドルファイバであって、該バンドルファイバの端面において、少なくとも複数本の該光ファイバ素線の光軸が該バンドルファイバの長手方向に対して傾斜するとともに、該光ファイバ素線間には空隙が形成されていることを特徴とするバンドルファイバ。
【請求項2】
該傾斜した光ファイバ素線の光軸が互いに不平行に配設される請求項1に記載のバンドルファイバ。
【請求項3】
該光ファイバ素線の傾斜の開始点が該口金内に配置された止金部であることを特徴とする請求項1または2に記載のバンドルファイバ。
【請求項4】
該口金の内部に該光ファイバ素線の広がりを規制する円環突起状のストッパーが形成されている請求項1〜3のいずれかに記載のバンドルファイバ。
【請求項5】
該ストッパーが該バンドルファイバの長手方向に移動可能である請求項1〜4のいずれかに記載のバンドルファイバ。
【請求項6】
該光ファイバ素線の該バンドルファイバの長手方向に対する傾斜角が0.5度〜5度の範囲にある請求項1〜5のいずれかに記載のバンドルファイバ。
【請求項7】
該バンドルファイバの端面での断面積に対する空隙率が5%から30%の範囲にある請求項1〜6のいずれかに記載のバンドルファイバ。
【請求項8】
該バンドルファイバの端面での該光ファイバ素線間の空隙量が10μm〜50μmの範囲にある請求項1〜7のいずれかに記載のバンドルファイバ。
【請求項9】
該光ファイバ素線径が25μmから2mmの範囲にある請求項1〜8のいずれかに記載のバンドルファイバ。
【請求項10】
該ストッパーが該バンドルファイバの端面から3mm〜8mmに位置し、高さが2mm〜8mmである請求項4〜9のいずれかに記載のバンドルファイバ。
【請求項11】
レーザ用フアイバのコンバイナとして有用な請求項1〜10のいずれかに記載のバンドルファイバ。
【図1】


【図2】
【図2】
【公開番号】特開2011−191458(P2011−191458A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−56890(P2010−56890)
【出願日】平成22年3月15日(2010.3.15)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月15日(2010.3.15)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
[ Back to top ]