
バーコードスキャナーおよびバーコードスキャナー製造方法
バーコードスキャナーは焦点合わせ用光学部品の代わりに細いスリットを利用する。このスリットは、薄い金属プレートを化学的にエッチングすることによって形成することができ、また、使用に際して、透明カバーによって保護することができる。

【発明の詳細な説明】
【技術分野】
【0001】
この発明は、バーコードスキャナーを製造する方法に関するものである。
【背景技術】
【0002】
バーコードスキャナーには一般に、読み取られるバーコードの上に光ビームを照射する光源が備わっている。バーコードから反射された光は次いで、光検出器で感知される。光源は、レーザであってもあるいは発光ダイオードであってもよく、また、レンズが、バーコードの上にビームの焦点を合わせるために慣例的に使用されている。同様に、レンズは光検出器の上に反射光の焦点を合わせるためにも広く使用されている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
この発明の目的は、レンズを採用しないバーコードスキャナーを提供することである。
【課題を解決するための手段】
【0004】
この発明によれば、光透過用スリットと、このスリットを通してビームを指向させるための光源手段と、そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段とを備えてなり、スリットは走査するためのバーコードの近傍に至るように配置されているバーコードスキャナーが提供される。このスリットには特に高いアスペクト比が備わっている必要はない。しかしながら、光源からの光の主要部がそれを通過する箇所では狭いものであるべきである。このスリットは平行側部を有している必要はなく、また、例えばダンベル形状であってもよい。重要な特徴はその光透過率である。
【0005】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されていてもよい。光源手段は、スリットを通して光を斜めに指向させるように構成されていてもよい。
【0006】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されていてもよい。光検出器手段は、指向性があってもよく、また、それがスリットに対して実質的に垂直な線に沿って指向されるように配置することができる。
【0007】
斜め照射とスリットに対して垂直に反射された光の感知との組み合わせによれば、光沢のあるバーコードの誤った読み取りに対する保護がもたらされる。
【0008】
スリットは金属要素、例えばステンレス鋼に形成されている。しかしながら、真鍮のような微細加工することのできる他の材料も使用することができる。
【0009】
このスキャナーは、スキャナーを移動させることによって走査動作が手で実行されるように、手持ち式のものであってもよい。代わりに、このスキャナーは、走査動作をもたらすためにスキャナーを通り越してバーコードを手であるいは機械的に進めることができるように、固定位置に取り付けられていてもよい。このスキャナーはまた、走査のためにバーコードを通り越してそれ自体が機械的に移動されてもよい。
【0010】
このスキャナーには、シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルが含まれていてもよい。このパネルは平坦である必要はない。また、その窓穴に受け入れられた皿状部分を有し、この皿状部分に収容された斜め要素に形成されたスリットが備わった部材があってもよい。
【0011】
スリットの幅は、0.2mm〜0.4mmの範囲にあってもよく、0.3mmであるのが好ましい。
【0012】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にあるが、0.075mmであるのが好ましい。
【0013】
この発明によれば、確認されるシートが通過するシート通路と、このシート通路に沿って通過するシートにおけるバーコードを走査するために配置された、この発明によるバーコードスキャナーとを含んでいるシート確認器が提供される。
【0014】
この発明によれば、光透過用スリットを形成する工程と、光源手段および光検出器手段に関してスリットを設ける工程とを備え、光源からのそのような光はスリットを通過することができるとともに、スリットを通して逆方向へ反射された光源からの光は光検出器手段によって検出することができるバーコードスキャナーの製造方法もまた提供される。
【0015】
スリットは薄い金属要素を化学的にエッチングすることによって形成されるのが好ましい。
【0016】
この発明によれば、バーコードスキャナーを含んでいるシート確認器の製造方法であって、そのバーコードスキャナーを製造するためのこの発明によるバーコードスキャナー製造方法を含んでいるシート確認器の製造方法がさらに提供される。
【発明を実施するための最良の形態】
【0017】
この発明における1つの実施態様が、添付図面を参照して、例示としてこれから説明される。
【0018】
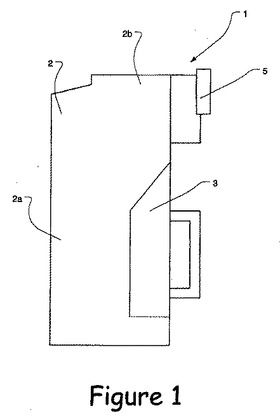
図1および図2によれば、シート確認器1には本体2と取り外し可能な保管箱3とが備わっている。このユニット1は、マネー・コントロール・ピーエルシー(Money Control plc)社から入手することのできるWACS5型紙幣確認器と実質的に同一である。
【0019】
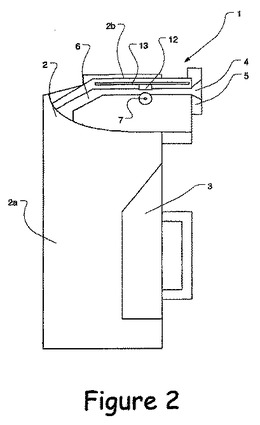
本体2には、垂直部分2aと、この垂直部分2aの底から突出している水平部分2bとが備わっている。シート投入用長穴4が、水平部分2bの遠位端部での斜面部5を通って開口している。シート輸送通路6が、水平部分2bを通って垂直部分2aの下方へ延びている。シートは、モータ(図示略)によって駆動される従動ホイール7(例示の目的で1つだけが示されている)およびベルト(図示略)によって、水平部分2bを通って輸送される。
【0020】
シートは、垂直部分の下方へ輸送され、また、正当なものであると判定されると、保管箱3の中へ横方向に送られる。不正なものであると判定されたシートは投入用長穴4の外へ戻される。
【0021】
バーコード走査用ステーション12が、水平部分2bにおけるシート通路の上方にかつそれに対して平行に配置されたPCB13に取り付けられている。慣例的な正当性判定およびシート輸送制御のために、付加的な光学センサーおよび/または磁気センサーがあってもよい。
【0022】
PCB13には、紙幣確認・シート輸送制御のためのプロセッサー(図示略)へ入力するための、バーコード走査用ステーションからの信号を含むセンサー信号を処理する回路系が含まれている。
【0023】
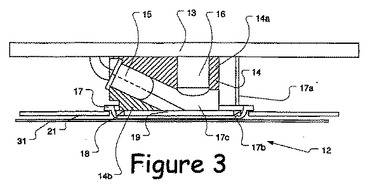
図3および図4によれば、バーコード読み取り用ステーション12には、斜め位置決め用ブロック14、赤外線LED15、フォトトランジスター16、カバー17および薄い金属プレート18が備わっている。フォトトランジスター16はPCB13の上に位置しており、また、そのリード線はPCB13の他方側面におけるトラックへハンダ付けされている。LED15のリード線はフォトトランジスター16のそれらのようにPCB13の同一側面にハンダ付けされている。しかしながら、LED15は、PCB13の上に位置しておらず、また、位置決め用ブロック14の内部に支持されている。
【0024】
PCB13は、ねじ(図示略)によってシート通路の上壁21へ固定されており、バーコード走査用ステーション12は、シート通路の上壁21とPCB13との間に固締されている。
【0025】
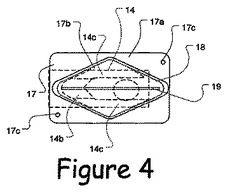
カバー17は、透明プラスチック材料から成型されており、また、丸みを帯びた菱形の皿状部分17bを有する長方形プレート17aを備えている。一対の脚部17cがプレート17aの筋向かいの隅角から突出しており、脚部17cの自由端部がPCB13の下側面に当接している。皿状部分17bはシート通路の上壁21における菱形窓穴にしっくり受け入れられている。
【0026】
位置決め用ブロック14は、カバー17とPCB13との間に配置されており、かつ、主要部分14aと圧入されたカバー部分14bとを備えている。カバー部分14bには、カバー部分14bを定位置に保持するために、主要部分14aの側壁における窓穴(図示略)によって受け入れられた一対の小さい突片(図示略)が備わっている。
【0027】
一対の隆条14cが、主要部分14aの底から突出しており、かつ、カバー17の皿状部分17bの中に受け入れられている。隆条14cの端部は、位置決め用ブロック14をカバー17に対して位置決めするために面取りされている。隆条14cは、位置決め用ブロック14の一方端部から、カバー17の平坦部の上に突き出る、位置決め用ブロック14の他方端部にいくらか足りない位置まで延びている。
【0028】
図3に示された方位では、溝が位置決め用ブロック14の主要部分14aの下側面を横断する状態に延びている。図3に示された方位では、この溝の右側部の床面は平坦であるのに対し、左側部の床面は半円形の断面を有しているとともにPCB13へ向かって傾斜している。カバー部分14bが定位置に嵌められると、カバー部分14bの上側面と溝の左側部とによって、LED15が受け入れられる傾斜状円形断面通路が画定される。
【0029】
フォトトランジスター16は、主要部分14aを通ってその上面から右側部における溝の床面まで延びる円形断面通路に受け入れられている。フォトトランジスター16を保持するこの通路は、PCB13およびシート通路6に対して垂直に延びるように構成されている。
【0030】
薄い金属プレート18は、菱形であり、それが配置されるカバー17の皿状部分17bに合致している。このプレート18には、プレート18のより鋭利な隅角に近い位置の間でプレート18を横切って延びる細い横断状スリット19がある。プレート18は厚さが0.075±0.025mmであり、そのスリットは幅が0.3±0.1mmである。
【0031】
使用に際して、図5に示されたように、長手方向のバーコード32を有しているシート31がバーコード走査用ステーション12を通り越して送られる。LED15はバーコード32がスリット19の下側を通過するときにバーコード32の上に光を照射する。LED15からの光はシート31で反射される。しかしながら、濃いバーコード要素32aからの反射光の強さは、淡いバーコード要素32bからの反射光の強さに比べて無視することができる。反射光は、入射光の強さに依存する電気出力を作成するフォトトランジスター16によって感知される。このため、フォトトランジスター16の出力はスリット19と位置合わせされたバーコード部分の反射率によって変化する。フォトトランジスター16の出力は慣例的な方法で処理される。
【0032】
LED15はスリット19を通して光を斜めに照射するのに対し、フォトトランジスター16は、読み取られるバーコードを有しているシート31に対して垂直に反射した光を感知するように構成されている、ことに留意すべきである。従って、光沢のある濃いバーコード要素32aが淡い要素32bであると誤って判定されることはない。
【0033】
シート確認用装置の製造方法が、図6を参照しながらこれから説明される。
【0034】
位置決め用ブロック14の部分14a,14bは、位置決め用ブロック成型操作101において慣例的な技術を利用して成型されており、また、PCB13はPCB組立操作102において組み立てられている。PCB組立操作102は、LED15およびフォトトランジスター16を含む電子部品をPCB13それ自体へハンダ付けすることを備えている。
【0035】
次いで、位置決め用ブロック14は位置決め用ブロック取付操作103においてPCB組立体へ付加される。この位置決め用ブロック取付操作では、主要部分14aは、フォトトランジスター16が主要部分14aを通して円形断面通路の中にとどまるように、かつ、主要部分14aがPCB13に載置されるように、フォトトランジスター16へ押し付けられる。
【0036】
LED15が溝の傾斜部の中へ導入され、次いで、LED15を定位置に保持するためにカバー部分14bが定位置に圧入される。
【0037】
カバー17はカバー成型操作104において慣例的な技術を利用して成型される。
【0038】
プレート18は、エッチング操作105において、光化学エッチングプロセスを利用してステンレス鋼のシートをエッチングすることによって形成される。
【0039】
シート通路の上壁21は、射出成型操作106において成型される。
【0040】
操作101〜106において作られた構成要素は組立操作107において互いに組み立てられる。この組立操作107において、カバー17は上壁21における菱形窓穴の中へ突出する皿状部分17bがある上壁21の上に位置している。次に、このPCB組立体は上壁21までもたらされ、ねじを使用して固定される。これによって、位置決め用ブロック14はカバー17に対して正確に位置決めされる。
【0041】
制御・確認用電子部品とシート処理機構・電気機械構成要素とを含む確認器の他の構成要素は、一組の操作108において形成される。
【0042】
最後に、最終組立操作109において、確認器は操作107および操作108の後に入手することのできる構成要素および部分組立品から組み立てられる。
【0043】
上に説明した実施態様に多くの修正を施すことができることは認識されるであろう。例えば、プレートはエッチングの代わりにレーザ切断法あるいはパンチング法によって形成することができる。プレートおよびカバーは菱形である必要はなく、また、バーコード走査用ステーションはシート通路の下側に位置させることができる。
【図面の簡単な説明】
【0044】
【図1】図1は、シート確認器ユニットの模式的側面図である。
【図2】図2は、図1のシート確認・保管ユニットの一部切欠側面図である。
【図3】図3は、図1の確認器の投入用長穴から見た図1のユニットにおけるバーコード走査用ステーションの断面図である。
【図4】図4は、図3に示されたバーコード走査用ステーションの底面図である。
【図5】図5は、バーコードがその上に印刷されたシートを示している。
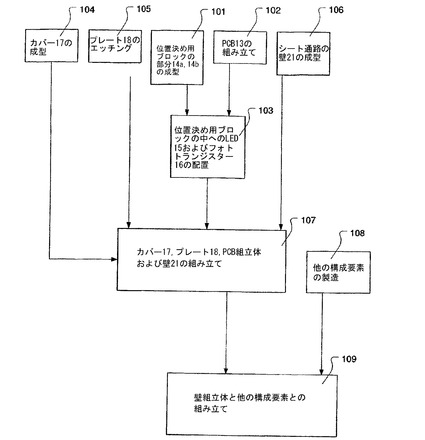
【図6】図6は、シート確認器を製造する製造過程を図示している。
【技術分野】
【0001】
この発明は、バーコードスキャナーを製造する方法に関するものである。
【背景技術】
【0002】
バーコードスキャナーには一般に、読み取られるバーコードの上に光ビームを照射する光源が備わっている。バーコードから反射された光は次いで、光検出器で感知される。光源は、レーザであってもあるいは発光ダイオードであってもよく、また、レンズが、バーコードの上にビームの焦点を合わせるために慣例的に使用されている。同様に、レンズは光検出器の上に反射光の焦点を合わせるためにも広く使用されている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
この発明の目的は、レンズを採用しないバーコードスキャナーを提供することである。
【課題を解決するための手段】
【0004】
この発明によれば、光透過用スリットと、このスリットを通してビームを指向させるための光源手段と、そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段とを備えてなり、スリットは走査するためのバーコードの近傍に至るように配置されているバーコードスキャナーが提供される。このスリットには特に高いアスペクト比が備わっている必要はない。しかしながら、光源からの光の主要部がそれを通過する箇所では狭いものであるべきである。このスリットは平行側部を有している必要はなく、また、例えばダンベル形状であってもよい。重要な特徴はその光透過率である。
【0005】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されていてもよい。光源手段は、スリットを通して光を斜めに指向させるように構成されていてもよい。
【0006】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されていてもよい。光検出器手段は、指向性があってもよく、また、それがスリットに対して実質的に垂直な線に沿って指向されるように配置することができる。
【0007】
斜め照射とスリットに対して垂直に反射された光の感知との組み合わせによれば、光沢のあるバーコードの誤った読み取りに対する保護がもたらされる。
【0008】
スリットは金属要素、例えばステンレス鋼に形成されている。しかしながら、真鍮のような微細加工することのできる他の材料も使用することができる。
【0009】
このスキャナーは、スキャナーを移動させることによって走査動作が手で実行されるように、手持ち式のものであってもよい。代わりに、このスキャナーは、走査動作をもたらすためにスキャナーを通り越してバーコードを手であるいは機械的に進めることができるように、固定位置に取り付けられていてもよい。このスキャナーはまた、走査のためにバーコードを通り越してそれ自体が機械的に移動されてもよい。
【0010】
このスキャナーには、シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルが含まれていてもよい。このパネルは平坦である必要はない。また、その窓穴に受け入れられた皿状部分を有し、この皿状部分に収容された斜め要素に形成されたスリットが備わった部材があってもよい。
【0011】
スリットの幅は、0.2mm〜0.4mmの範囲にあってもよく、0.3mmであるのが好ましい。
【0012】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にあるが、0.075mmであるのが好ましい。
【0013】
この発明によれば、確認されるシートが通過するシート通路と、このシート通路に沿って通過するシートにおけるバーコードを走査するために配置された、この発明によるバーコードスキャナーとを含んでいるシート確認器が提供される。
【0014】
この発明によれば、光透過用スリットを形成する工程と、光源手段および光検出器手段に関してスリットを設ける工程とを備え、光源からのそのような光はスリットを通過することができるとともに、スリットを通して逆方向へ反射された光源からの光は光検出器手段によって検出することができるバーコードスキャナーの製造方法もまた提供される。
【0015】
スリットは薄い金属要素を化学的にエッチングすることによって形成されるのが好ましい。
【0016】
この発明によれば、バーコードスキャナーを含んでいるシート確認器の製造方法であって、そのバーコードスキャナーを製造するためのこの発明によるバーコードスキャナー製造方法を含んでいるシート確認器の製造方法がさらに提供される。
【発明を実施するための最良の形態】
【0017】
この発明における1つの実施態様が、添付図面を参照して、例示としてこれから説明される。
【0018】
図1および図2によれば、シート確認器1には本体2と取り外し可能な保管箱3とが備わっている。このユニット1は、マネー・コントロール・ピーエルシー(Money Control plc)社から入手することのできるWACS5型紙幣確認器と実質的に同一である。
【0019】
本体2には、垂直部分2aと、この垂直部分2aの底から突出している水平部分2bとが備わっている。シート投入用長穴4が、水平部分2bの遠位端部での斜面部5を通って開口している。シート輸送通路6が、水平部分2bを通って垂直部分2aの下方へ延びている。シートは、モータ(図示略)によって駆動される従動ホイール7(例示の目的で1つだけが示されている)およびベルト(図示略)によって、水平部分2bを通って輸送される。
【0020】
シートは、垂直部分の下方へ輸送され、また、正当なものであると判定されると、保管箱3の中へ横方向に送られる。不正なものであると判定されたシートは投入用長穴4の外へ戻される。
【0021】
バーコード走査用ステーション12が、水平部分2bにおけるシート通路の上方にかつそれに対して平行に配置されたPCB13に取り付けられている。慣例的な正当性判定およびシート輸送制御のために、付加的な光学センサーおよび/または磁気センサーがあってもよい。
【0022】
PCB13には、紙幣確認・シート輸送制御のためのプロセッサー(図示略)へ入力するための、バーコード走査用ステーションからの信号を含むセンサー信号を処理する回路系が含まれている。
【0023】
図3および図4によれば、バーコード読み取り用ステーション12には、斜め位置決め用ブロック14、赤外線LED15、フォトトランジスター16、カバー17および薄い金属プレート18が備わっている。フォトトランジスター16はPCB13の上に位置しており、また、そのリード線はPCB13の他方側面におけるトラックへハンダ付けされている。LED15のリード線はフォトトランジスター16のそれらのようにPCB13の同一側面にハンダ付けされている。しかしながら、LED15は、PCB13の上に位置しておらず、また、位置決め用ブロック14の内部に支持されている。
【0024】
PCB13は、ねじ(図示略)によってシート通路の上壁21へ固定されており、バーコード走査用ステーション12は、シート通路の上壁21とPCB13との間に固締されている。
【0025】
カバー17は、透明プラスチック材料から成型されており、また、丸みを帯びた菱形の皿状部分17bを有する長方形プレート17aを備えている。一対の脚部17cがプレート17aの筋向かいの隅角から突出しており、脚部17cの自由端部がPCB13の下側面に当接している。皿状部分17bはシート通路の上壁21における菱形窓穴にしっくり受け入れられている。
【0026】
位置決め用ブロック14は、カバー17とPCB13との間に配置されており、かつ、主要部分14aと圧入されたカバー部分14bとを備えている。カバー部分14bには、カバー部分14bを定位置に保持するために、主要部分14aの側壁における窓穴(図示略)によって受け入れられた一対の小さい突片(図示略)が備わっている。
【0027】
一対の隆条14cが、主要部分14aの底から突出しており、かつ、カバー17の皿状部分17bの中に受け入れられている。隆条14cの端部は、位置決め用ブロック14をカバー17に対して位置決めするために面取りされている。隆条14cは、位置決め用ブロック14の一方端部から、カバー17の平坦部の上に突き出る、位置決め用ブロック14の他方端部にいくらか足りない位置まで延びている。
【0028】
図3に示された方位では、溝が位置決め用ブロック14の主要部分14aの下側面を横断する状態に延びている。図3に示された方位では、この溝の右側部の床面は平坦であるのに対し、左側部の床面は半円形の断面を有しているとともにPCB13へ向かって傾斜している。カバー部分14bが定位置に嵌められると、カバー部分14bの上側面と溝の左側部とによって、LED15が受け入れられる傾斜状円形断面通路が画定される。
【0029】
フォトトランジスター16は、主要部分14aを通ってその上面から右側部における溝の床面まで延びる円形断面通路に受け入れられている。フォトトランジスター16を保持するこの通路は、PCB13およびシート通路6に対して垂直に延びるように構成されている。
【0030】
薄い金属プレート18は、菱形であり、それが配置されるカバー17の皿状部分17bに合致している。このプレート18には、プレート18のより鋭利な隅角に近い位置の間でプレート18を横切って延びる細い横断状スリット19がある。プレート18は厚さが0.075±0.025mmであり、そのスリットは幅が0.3±0.1mmである。
【0031】
使用に際して、図5に示されたように、長手方向のバーコード32を有しているシート31がバーコード走査用ステーション12を通り越して送られる。LED15はバーコード32がスリット19の下側を通過するときにバーコード32の上に光を照射する。LED15からの光はシート31で反射される。しかしながら、濃いバーコード要素32aからの反射光の強さは、淡いバーコード要素32bからの反射光の強さに比べて無視することができる。反射光は、入射光の強さに依存する電気出力を作成するフォトトランジスター16によって感知される。このため、フォトトランジスター16の出力はスリット19と位置合わせされたバーコード部分の反射率によって変化する。フォトトランジスター16の出力は慣例的な方法で処理される。
【0032】
LED15はスリット19を通して光を斜めに照射するのに対し、フォトトランジスター16は、読み取られるバーコードを有しているシート31に対して垂直に反射した光を感知するように構成されている、ことに留意すべきである。従って、光沢のある濃いバーコード要素32aが淡い要素32bであると誤って判定されることはない。
【0033】
シート確認用装置の製造方法が、図6を参照しながらこれから説明される。
【0034】
位置決め用ブロック14の部分14a,14bは、位置決め用ブロック成型操作101において慣例的な技術を利用して成型されており、また、PCB13はPCB組立操作102において組み立てられている。PCB組立操作102は、LED15およびフォトトランジスター16を含む電子部品をPCB13それ自体へハンダ付けすることを備えている。
【0035】
次いで、位置決め用ブロック14は位置決め用ブロック取付操作103においてPCB組立体へ付加される。この位置決め用ブロック取付操作では、主要部分14aは、フォトトランジスター16が主要部分14aを通して円形断面通路の中にとどまるように、かつ、主要部分14aがPCB13に載置されるように、フォトトランジスター16へ押し付けられる。
【0036】
LED15が溝の傾斜部の中へ導入され、次いで、LED15を定位置に保持するためにカバー部分14bが定位置に圧入される。
【0037】
カバー17はカバー成型操作104において慣例的な技術を利用して成型される。
【0038】
プレート18は、エッチング操作105において、光化学エッチングプロセスを利用してステンレス鋼のシートをエッチングすることによって形成される。
【0039】
シート通路の上壁21は、射出成型操作106において成型される。
【0040】
操作101〜106において作られた構成要素は組立操作107において互いに組み立てられる。この組立操作107において、カバー17は上壁21における菱形窓穴の中へ突出する皿状部分17bがある上壁21の上に位置している。次に、このPCB組立体は上壁21までもたらされ、ねじを使用して固定される。これによって、位置決め用ブロック14はカバー17に対して正確に位置決めされる。
【0041】
制御・確認用電子部品とシート処理機構・電気機械構成要素とを含む確認器の他の構成要素は、一組の操作108において形成される。
【0042】
最後に、最終組立操作109において、確認器は操作107および操作108の後に入手することのできる構成要素および部分組立品から組み立てられる。
【0043】
上に説明した実施態様に多くの修正を施すことができることは認識されるであろう。例えば、プレートはエッチングの代わりにレーザ切断法あるいはパンチング法によって形成することができる。プレートおよびカバーは菱形である必要はなく、また、バーコード走査用ステーションはシート通路の下側に位置させることができる。
【図面の簡単な説明】
【0044】
【図1】図1は、シート確認器ユニットの模式的側面図である。
【図2】図2は、図1のシート確認・保管ユニットの一部切欠側面図である。
【図3】図3は、図1の確認器の投入用長穴から見た図1のユニットにおけるバーコード走査用ステーションの断面図である。
【図4】図4は、図3に示されたバーコード走査用ステーションの底面図である。
【図5】図5は、バーコードがその上に印刷されたシートを示している。
【図6】図6は、シート確認器を製造する製造過程を図示している。
【特許請求の範囲】
【請求項1】
光源手段(15)と、光検出器手段(16)と、走査するためのバーコード(32)の近傍に至るように配置された細長い光透過用開口(19)とを備えてなり、光源手段(15)は、前記開口(19)を通してビームを指向させるために構成されており、かつ、光検出器手段(16)は、その開口(19)を通して逆方向へ反射された前記ビームからの光を検出するために構成されており、前記開口(19)は金属要素(18)に形成されたスリット(19)からなることを特徴とするバーコードスキャナー。
【請求項2】
光源手段(15)は、スリット(19)を通るそのビーム通路がスリット(19)と実質的に位置合わせされた平面に存在するように、スリット(19)を通して前記ビームを指向させるために構成されている請求項1に記載のバーコードスキャナー。
【請求項3】
光源手段(15)は、スリット(19)を通して光を斜めに指向させるように構成されている請求項2に記載のバーコードスキャナー。
【請求項4】
光検出器手段(16)は、スリット(19)と実質的に位置合わせされた平面に存在するスリット(19)を通る通路に従う前記ビームの反射光を感知するために構成されている請求項1、2または3に記載のバーコードスキャナー。
【請求項5】
光検出器手段(16)は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項4に記載のバーコードスキャナー。
【請求項6】
光源は、赤外線LED(15)である請求項1〜5のいずれか1つに記載のバーコードスキャナー。
【請求項7】
金属要素(18)は、ステンレス鋼から形成されている請求項1〜6のいずれか1つに記載のバーコードスキャナー。
【請求項8】
シート(31)が通過することのできるパネル(21)であってスリット(19)が露出する窓穴を有しているパネル(21)を含んでいる請求項1〜7のいずれか1つに記載のバーコードスキャナー。
【請求項9】
皿状部分を有している部材(17)を含み、スリット(19)は、前記皿状部分に収容された斜め要素(18)に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項8に記載のバーコードスキャナー。
【請求項10】
スリット(19)の幅は、0.2mm〜0.4mmの範囲にある請求項1〜9のいずれか1つに記載のバーコードスキャナー。
【請求項11】
スリット(19)の幅は、0.3mmである請求項10に記載のバーコードスキャナー。
【請求項12】
スリット(19)の開口の間隙は、0.05mm〜0.1mmの範囲にある請求項1〜11のいずれか1つに記載のバーコードスキャナー。
【請求項13】
スリット(19)の開口の間隙は、0.075mmである請求項12に記載のバーコードスキャナー。
【請求項14】
確認されるシート(31)が通過するシート通路(6)と、このシート通路(6)に沿って通過するシート(31)におけるバーコード(32)を走査するために配置された、請求項1〜13のいずれか1つに記載のバーコードスキャナー(12)とを含んでいるシート確認器。
【請求項15】
金属要素(18)に光透過用スリット(19)を形成する工程と、光源手段(15)および光検出器手段(16)に関してその要素(18)を設ける工程とを備え、光源手段(15)からのそのような光がスリット(19)を通過することができるとともに、スリット(19)を通して逆方向へ反射された光源手段(15)からの光を光検出器手段(16)によって検出することができるバーコードスキャナーの製造方法。
【請求項16】
スリット(19)は、薄い金属要素(18)を化学的にエッチングすることによって形成される請求項15に記載の方法。
【請求項17】
バーコードスキャナー(12)を含んでいるシート確認器の製造方法であって、前記バーコードスキャナー(12)を製造するための請求項15または16による方法を含んでいるシート確認器の製造方法。
【請求項18】
光透過用スリットをその中に有している金属要素と、
このスリットを通してビームを指向させるための光源手段と、
そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段と
を備えてなり、
スリットは、走査するためのバーコードの近傍に至るように配置されているバーコードスキャナー。
【請求項19】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されている請求項18に記載のバーコードスキャナー。
【請求項20】
光源手段は、スリットを通して光を斜めに指向させるように構成されている請求項19に記載のバーコードスキャナー。
【請求項21】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されている請求項18に記載のバーコードスキャナー。
【請求項22】
光検出器手段は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項21に記載のバーコードスキャナー。
【請求項23】
光源は、赤外線LEDである請求項18に記載のバーコードスキャナー。
【請求項24】
金属要素は、ステンレス鋼から形成されている請求項18に記載のバーコードスキャナー。
【請求項25】
シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルを含んでいる請求項18に記載のバーコードスキャナー。
【請求項26】
皿状部分を有している部材を含み、スリットは、前記皿状部分に収容された斜め要素に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項25に記載のバーコードスキャナー。
【請求項27】
スリットの幅は、0.2mm〜0.4mmの範囲にある請求項18に記載のバーコードスキャナー。
【請求項28】
スリットの幅は、0.3mmである請求項27に記載のバーコードスキャナー。
【請求項29】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にある請求項18に記載のバーコードスキャナー。
【請求項30】
スリットの開口の間隙は、0.075mmである請求項29に記載のバーコードスキャナー。
【請求項31】
スリットをその中に有している金属要素と、
このスリットに対して垂直であって位置合わせされた平面にこのスリットを通して光を斜めに指向させるための光源手段と、
それに対して垂直である通路に沿ってそのスリットを通過する光を受けるための光検出器手段と
を備えてなり、
光源手段および光検出器手段は、前記部材の同一側面の上にあるバーコードスキャナー。
【請求項32】
確認されるシートが通過するシート通路とバーコードスキャナーとを含んでいるシート確認器であって、
光透過用スリットをその中に有している金属要素と、
このスリットを通してビームを指向させるための光源手段と、
そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段と
を備えてなり、
スリットは、走査するためのバーコードの近傍に至るように配置されているシート確認器。
【請求項33】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されている請求項32に記載のシート確認器。
【請求項34】
光源手段は、スリットを通して光を斜めに指向させるように構成されている請求項33に記載のシート確認器。
【請求項35】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されている請求項32に記載のシート確認器。
【請求項36】
光検出器手段は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項35に記載のシート確認器。
【請求項37】
光源は、赤外線LEDである請求項32に記載のシート確認器。
【請求項38】
金属要素は、ステンレス鋼から形成されている請求項32に記載のシート確認器。
【請求項39】
シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルを含んでいる請求項32に記載のシート確認器。
【請求項40】
皿状部分を有している部材を含み、スリットは、前記皿状部分に収容された斜め要素に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項39に記載のシート確認器。
【請求項41】
スリットの幅は、0.2mm〜0.4mmの範囲にある請求項32に記載のシート確認器。
【請求項42】
スリットの幅は、0.3mmである請求項41に記載のシート確認器。
【請求項43】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にある請求項32に記載のシート確認器。
【請求項44】
スリットの開口の間隙は、0.075mmである請求項43に記載のシート確認器。
【請求項45】
確認されるシートが通過するシート通路とバーコードスキャナーとを含んでいるシート確認器であって、
スリットをその中に有している金属要素と、
このスリットに対して垂直であって位置合わせされた平面にこのスリットを通して光を斜めに指向させるための光源手段と、
それに対して垂直である通路に沿ってそのスリットを通過する光を受けるための光検出器手段と
を備えてなり、
光源手段および光検出器手段は、前記部材の同一側面の上にあるシート確認器。
【請求項46】
金属要素に光透過用スリットを形成する工程と、光源手段および光検出器手段に関してその金属要素を設ける工程とを備え、光源からのそのような光はスリットを通過することができるとともに、スリットを通して逆方向へ反射された光源からの光は光検出器手段によって検出することができるバーコードスキャナーの製造方法。
【請求項47】
スリットは、薄い金属要素を化学的にエッチングすることによって形成される請求項46に記載の方法。
【請求項48】
バーコードスキャナーを含んでいるシート確認器の製造方法であって、前記バーコードスキャナーを製造するための請求項46による方法を含んでいるシート確認器の製造方法。
【請求項49】
バーコードスキャナーを含んでいるシート確認器の製造方法であって、前記バーコードスキャナーを製造するための請求項47による方法を含んでいるシート確認器の製造方法。
【請求項1】
光源手段(15)と、光検出器手段(16)と、走査するためのバーコード(32)の近傍に至るように配置された細長い光透過用開口(19)とを備えてなり、光源手段(15)は、前記開口(19)を通してビームを指向させるために構成されており、かつ、光検出器手段(16)は、その開口(19)を通して逆方向へ反射された前記ビームからの光を検出するために構成されており、前記開口(19)は金属要素(18)に形成されたスリット(19)からなることを特徴とするバーコードスキャナー。
【請求項2】
光源手段(15)は、スリット(19)を通るそのビーム通路がスリット(19)と実質的に位置合わせされた平面に存在するように、スリット(19)を通して前記ビームを指向させるために構成されている請求項1に記載のバーコードスキャナー。
【請求項3】
光源手段(15)は、スリット(19)を通して光を斜めに指向させるように構成されている請求項2に記載のバーコードスキャナー。
【請求項4】
光検出器手段(16)は、スリット(19)と実質的に位置合わせされた平面に存在するスリット(19)を通る通路に従う前記ビームの反射光を感知するために構成されている請求項1、2または3に記載のバーコードスキャナー。
【請求項5】
光検出器手段(16)は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項4に記載のバーコードスキャナー。
【請求項6】
光源は、赤外線LED(15)である請求項1〜5のいずれか1つに記載のバーコードスキャナー。
【請求項7】
金属要素(18)は、ステンレス鋼から形成されている請求項1〜6のいずれか1つに記載のバーコードスキャナー。
【請求項8】
シート(31)が通過することのできるパネル(21)であってスリット(19)が露出する窓穴を有しているパネル(21)を含んでいる請求項1〜7のいずれか1つに記載のバーコードスキャナー。
【請求項9】
皿状部分を有している部材(17)を含み、スリット(19)は、前記皿状部分に収容された斜め要素(18)に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項8に記載のバーコードスキャナー。
【請求項10】
スリット(19)の幅は、0.2mm〜0.4mmの範囲にある請求項1〜9のいずれか1つに記載のバーコードスキャナー。
【請求項11】
スリット(19)の幅は、0.3mmである請求項10に記載のバーコードスキャナー。
【請求項12】
スリット(19)の開口の間隙は、0.05mm〜0.1mmの範囲にある請求項1〜11のいずれか1つに記載のバーコードスキャナー。
【請求項13】
スリット(19)の開口の間隙は、0.075mmである請求項12に記載のバーコードスキャナー。
【請求項14】
確認されるシート(31)が通過するシート通路(6)と、このシート通路(6)に沿って通過するシート(31)におけるバーコード(32)を走査するために配置された、請求項1〜13のいずれか1つに記載のバーコードスキャナー(12)とを含んでいるシート確認器。
【請求項15】
金属要素(18)に光透過用スリット(19)を形成する工程と、光源手段(15)および光検出器手段(16)に関してその要素(18)を設ける工程とを備え、光源手段(15)からのそのような光がスリット(19)を通過することができるとともに、スリット(19)を通して逆方向へ反射された光源手段(15)からの光を光検出器手段(16)によって検出することができるバーコードスキャナーの製造方法。
【請求項16】
スリット(19)は、薄い金属要素(18)を化学的にエッチングすることによって形成される請求項15に記載の方法。
【請求項17】
バーコードスキャナー(12)を含んでいるシート確認器の製造方法であって、前記バーコードスキャナー(12)を製造するための請求項15または16による方法を含んでいるシート確認器の製造方法。
【請求項18】
光透過用スリットをその中に有している金属要素と、
このスリットを通してビームを指向させるための光源手段と、
そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段と
を備えてなり、
スリットは、走査するためのバーコードの近傍に至るように配置されているバーコードスキャナー。
【請求項19】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されている請求項18に記載のバーコードスキャナー。
【請求項20】
光源手段は、スリットを通して光を斜めに指向させるように構成されている請求項19に記載のバーコードスキャナー。
【請求項21】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されている請求項18に記載のバーコードスキャナー。
【請求項22】
光検出器手段は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項21に記載のバーコードスキャナー。
【請求項23】
光源は、赤外線LEDである請求項18に記載のバーコードスキャナー。
【請求項24】
金属要素は、ステンレス鋼から形成されている請求項18に記載のバーコードスキャナー。
【請求項25】
シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルを含んでいる請求項18に記載のバーコードスキャナー。
【請求項26】
皿状部分を有している部材を含み、スリットは、前記皿状部分に収容された斜め要素に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項25に記載のバーコードスキャナー。
【請求項27】
スリットの幅は、0.2mm〜0.4mmの範囲にある請求項18に記載のバーコードスキャナー。
【請求項28】
スリットの幅は、0.3mmである請求項27に記載のバーコードスキャナー。
【請求項29】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にある請求項18に記載のバーコードスキャナー。
【請求項30】
スリットの開口の間隙は、0.075mmである請求項29に記載のバーコードスキャナー。
【請求項31】
スリットをその中に有している金属要素と、
このスリットに対して垂直であって位置合わせされた平面にこのスリットを通して光を斜めに指向させるための光源手段と、
それに対して垂直である通路に沿ってそのスリットを通過する光を受けるための光検出器手段と
を備えてなり、
光源手段および光検出器手段は、前記部材の同一側面の上にあるバーコードスキャナー。
【請求項32】
確認されるシートが通過するシート通路とバーコードスキャナーとを含んでいるシート確認器であって、
光透過用スリットをその中に有している金属要素と、
このスリットを通してビームを指向させるための光源手段と、
そのスリットを通して逆方向へ反射された前記ビームからの光を検出するための光検出器手段と
を備えてなり、
スリットは、走査するためのバーコードの近傍に至るように配置されているシート確認器。
【請求項33】
光源手段は、スリットを通るそのビーム通路がスリットと実質的に位置合わせされた平面に存在するように、スリットを通して前記ビームを指向させるために構成されている請求項32に記載のシート確認器。
【請求項34】
光源手段は、スリットを通して光を斜めに指向させるように構成されている請求項33に記載のシート確認器。
【請求項35】
光検出器手段は、スリットと実質的に位置合わせされた平面に存在するスリットを通る通路に従う前記ビームの反射光を感知するために構成されている請求項32に記載のシート確認器。
【請求項36】
光検出器手段は、指向性があり、かつ、それがスリット(19)に対して実質的に垂直な線に沿って指向されるように配置されている請求項35に記載のシート確認器。
【請求項37】
光源は、赤外線LEDである請求項32に記載のシート確認器。
【請求項38】
金属要素は、ステンレス鋼から形成されている請求項32に記載のシート確認器。
【請求項39】
シートが通過することのできるパネルであってスリットが露出する窓穴を有しているパネルを含んでいる請求項32に記載のシート確認器。
【請求項40】
皿状部分を有している部材を含み、スリットは、前記皿状部分に収容された斜め要素に形成され、かつ、その皿状部分は、前記窓穴に受け入れられている請求項39に記載のシート確認器。
【請求項41】
スリットの幅は、0.2mm〜0.4mmの範囲にある請求項32に記載のシート確認器。
【請求項42】
スリットの幅は、0.3mmである請求項41に記載のシート確認器。
【請求項43】
スリットの開口の間隙は、0.05mm〜0.1mmの範囲にある請求項32に記載のシート確認器。
【請求項44】
スリットの開口の間隙は、0.075mmである請求項43に記載のシート確認器。
【請求項45】
確認されるシートが通過するシート通路とバーコードスキャナーとを含んでいるシート確認器であって、
スリットをその中に有している金属要素と、
このスリットに対して垂直であって位置合わせされた平面にこのスリットを通して光を斜めに指向させるための光源手段と、
それに対して垂直である通路に沿ってそのスリットを通過する光を受けるための光検出器手段と
を備えてなり、
光源手段および光検出器手段は、前記部材の同一側面の上にあるシート確認器。
【請求項46】
金属要素に光透過用スリットを形成する工程と、光源手段および光検出器手段に関してその金属要素を設ける工程とを備え、光源からのそのような光はスリットを通過することができるとともに、スリットを通して逆方向へ反射された光源からの光は光検出器手段によって検出することができるバーコードスキャナーの製造方法。
【請求項47】
スリットは、薄い金属要素を化学的にエッチングすることによって形成される請求項46に記載の方法。
【請求項48】
バーコードスキャナーを含んでいるシート確認器の製造方法であって、前記バーコードスキャナーを製造するための請求項46による方法を含んでいるシート確認器の製造方法。
【請求項49】
バーコードスキャナーを含んでいるシート確認器の製造方法であって、前記バーコードスキャナーを製造するための請求項47による方法を含んでいるシート確認器の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−513418(P2007−513418A)
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願番号】特願2006−541937(P2006−541937)
【出願日】平成16年11月22日(2004.11.22)
【国際出願番号】PCT/EP2004/053046
【国際公開番号】WO2005/055123
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(505257305)マネー コントロールズ リミテッド (6)
【氏名又は名称原語表記】MONEY CONTROLS LIMITED
【住所又は居所原語表記】Coin House,New Coin Street,Royton,Oldham,Lancashire OL2 6JZ,UNITED KINGDOM
【Fターム(参考)】
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願日】平成16年11月22日(2004.11.22)
【国際出願番号】PCT/EP2004/053046
【国際公開番号】WO2005/055123
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(505257305)マネー コントロールズ リミテッド (6)
【氏名又は名称原語表記】MONEY CONTROLS LIMITED
【住所又は居所原語表記】Coin House,New Coin Street,Royton,Oldham,Lancashire OL2 6JZ,UNITED KINGDOM
【Fターム(参考)】
[ Back to top ]