
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は金属鋳物からなる部材に金属板部材を接合するための方法、及び接合に関する。本発明は特にパイプをハウジングポートに接合する方法、パイプとハウジングポートの接合、及び排気システムに関する。
【背景技術】
【0002】
金属板からなるパイプと例えば鋳鉄材料からなるハウジングポートの間の接合は、シールを含むフランジによって通常提供される。この方法でのみ、例えばパイプとハウジングポートの間の高温ガスの、漏れのない輸送を確実にすることが可能である。
【0003】
自動車の排気システムにおいて、以前の概念によれば、金属板のマニホールドと排気ガスターボチャージャの鋳鉄タービン・ハウジングを、互いにねじ止めでフランジ接続する。この代案としては、排気マニホールドとタービン・ハウジングが一つの部分から鋳造される統合されたマニホールドとして知られるものがある。
【0004】
特許文献1の刊行物から、排気マニホールド用のガス偏向要素を、エンジン側のフランジに気密の方法で溶接することが知られている。このフランジは、この場合他方でエンジンにねじ止めされる。しかしながら、この手段の結果として排気マニホールドとエンジンとの間、又は必要に応じてターボチャージャとの間の直接的な接合はなされない。
【0005】
特許文献2において、タービン・ハウジングのインレットファンネルを溶接継目によって結合することが開示されている。排気システム内におけるこれらの二つの部材の溶接は、インレットファンネル及びマニホールドが金属板によって製造されることによってのみ可能である。
【0006】
【特許文献1】独国特許出願公開第198 19 946 A1号明細書
【特許文献2】独国特許発明第100 22 052 C2号明細書
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の背景は金属板からなるパイプと金属鋳物からなるハウジングの間の直接的接合を実現することにある。
【課題を解決するための手段】
【0008】
このために、特許請求項1の特徴を有する方法と、特許請求項10の特徴を有する接合と、そして特許請求項18の特徴を有する排気システムが提案される。
【0009】
本発明による、金属板部材を金属鋳物からなる部材に接合するための方法において、金属板部材と該部材はパルス溶接法を用いて互いに溶接される。
【0010】
本発明は金属鋳物を金属板に溶接する困難さを克服する。この困難さの理由は、これら二つの金属材料の温度に依存した異なる溶融特性、異なる流動特性、及び異なる構造である。
【0011】
本発明による好適な実施形態において、パイプをハウジングポートに接合し、該パイプは少なくとも一つの金属板部材から製造され、少なくともハウジングポートは金属鋳物から製造されている。該ポートと少なくとも一つの金属板部材はパルス溶接法を用いて、及び/又はパルス溶接電流源を用いて互いに溶接される。
【0012】
従って、異なる金属材料からなる二つの装置、この場合金属板及び金属鋳物の間に直接的な、安定した、そして気密の接合を実現することが可能である。この適用の場合、ハウジングポートに溶接されるパイプの壁の厚さに関して通常生じる差は問題である。壁の大なる厚さにより、溶接の際に発生する溶融部分から大量の熱が取り去られ、その結果として他方で亀裂が溶接継目及び熱影響部に発生する。この種の困難は本発明による方法を用いて克服される。
【0013】
本発明に従った、溶接の際にパルス溶接電流源を用いる手段により、比較的少量の熱のみが溶接継目へ導入される。従って少なくとも一つのパイプの金属板部材を金属鋳物からなるハウジングポートへ均質に、そして亀裂の無い方法で溶接することが可能である。パルス溶接電流源により導入される熱エネルギー密度は、溶接継目に沿って接合相手に短時間のみ作用する。
【0014】
本発明に従う方法によって提供される接合は、例えばパイプとハウジング間の排気ガスなどの、高温ガスの例えば漏れのない輸送を確実にする。
【0015】
従来の溶接方法においては、溶接継目が高温ガスの流れの中に直接置かれる時に、該溶接継目は例えば、溶接により部分的に変質した構造のスケール発生、摩耗、又は大きな熱荷重にさらされる。ここで、溶接継目が緩くなる危険性がある。
【0016】
本発明による方法を実施するために、レーザ溶接法、TIG(タングステン不活性ガス)溶接法、又はMAG(メタル活性ガス)溶接法が採用されてもよい。レーザ溶接法により、パイプとハウジングポートの間の溶接継目上に極度に短時間のパルスを作用させることができ、従って前記溶接継目を正確に加熱することが可能である。TIG溶接法において、アークは加工中の製品と不溶性のタングステン電極の間で発生する。MAG溶接法は0.5mm以上の大きな板厚範囲において適しているため、特に柔軟性のあるアーク溶接法である。MAG溶接法において、溶接継目を生成するために溶融添加物を用いてもよい。
【0017】
一つの実施形態において、少なくとも、溶接される少なくとも一つの金属板部材の領域及びハウジングポートの領域が溶接前に適切な処理温度に熱的に制御されてもよい。この追加的手段により、溶接される少なくとも一つの金属板部材及びハウジングポートの領域、すなわち溶接継目が生じる所における余りに急な温度勾配を打ち消すことが可能である。亀裂を生じる熱的な不均質性は従って溶接の際に生じる溶接継目に沿って避けられる。これらの領域は既存の初期温度によって、予熱又は冷却されるかのいずれかである。大規模製造プロセスの枠組みの中で、部材の少なくとも一つが加熱されている先行製造ステップの直後に溶接部材が互いに溶接される可能性がある。この場合、溶接される少なくとも一つの部材を、焼鈍炉内で処理温度まで熱的に制御することは可能である。
【0018】
他方で、特定の材料組み合わせの場合には、溶接継目の安定性を増すため、互いに溶接される部材の少なくとも一つに対する溶接後の制御された冷却は有利になり得る。
【0019】
内側パイプ及び少なくとも一つの金属板部材から製造された外側パイプから作られる二重壁のパイプをハウジングポートに接合する場合、本発明による方法の好適な実施形態に従えば、内側パイプをハウジングポート内へ導入し、必要に応じて、外側パイプをポートへ押し込み、外側パイプがそこから製造されている少なくとも一つの金属板部材に該ポートを溶接する。従って、本発明のこの実施形態においては、パルス溶接を用いて外側パイプの少なくとも一つの金属板部材にだけハウジングを溶接する。従って、滑りばめが内側パイプとハウジングポートの間に実施される。
【0020】
金属板部材と金属鋳物からなる部材の間の本発明による接合において、パルス溶接を用いて金属板部材と該部材が互いに溶接される。それらの構造及び、温度依存性の溶融と流動特性に関して互いに異なる、金属板部材と金属鋳物からなる部材の間の接合を許容することがこうして可能である。
【0021】
本発明の好適な実施形態において、パイプが少なくとも一つの金属板部材から作られており、そして少なくともハウジングポートが金属鋳物で作られている、パイプとハウジングポートの間の接合が提供される。本発明による接合は、該ポート及び少なくとも一つの金属板部材が、パルス溶接電流源及び/又はパルス溶接法を用いて互いに溶接されるように設計されている。異なる金属材料から生み出されるパイプとハウジングポートの間の安定した、漏れのない、直接的な接合はこのようにして実現される。
【0022】
本発明によれば金属板部材及び金属鋳物からなる、気体を輸送する部分の間の接合を提供するために今まで必要であったフランジは省略されてもよい。従って該接合を提供するため、材料と同様に重量と構造スペースも節約することが可能である。本発明による接合が例えば排気ガスの流れにより発生する高温にたとえ曝される時でも、亀裂形成の危険性はない。
【0023】
本発明の好適な実施形態において、排気ユニットの一部、例えばターボチャージャとしてハウジングが設計される。この場合、ポートはこの排気ユニットの流入ガスダクトとして設計されている。更にこの場合、パイプが排気マニホールドとして設計される。自動車の領域での適用において、そのような接合を提供するためにさもなければ要求されるフランジが必要ないため、本発明の結果として重量最適化及び最適な構造スペース利用が排気システムの中で得られる。
【0024】
本発明の更なる実施形態において、排気マニホールドがエアギャップで離間された排気マニホールドとして設計される。排気マニホールドを形成するパイプは内側パイプ及び、少なくとも一つの金属板部材から製造される外側パイプを有する。この場合、内側パイプと外側パイプは互いにエアギャップで離間される。
【0025】
内側パイプはハウジングポート内へ導入され、外側パイプはポートへ押し込まれて、該ポートは排気マニホールドの外側パイプがそこから製造される少なくとも一つの金属板部材に溶接される。この手段のおかげで、高温の排気ガスにより生じる熱膨張に起因する内側パイプの噛み込みは防止される。内側パイプがポート内へ、従って排気ユニットの流入ガスダクトに押し込まれているため、流入ガスダクトと排気マニホールドの外側パイプの少なくとも一つの金属板部材との間にある溶接継目の排気ガスとの直接の接触は付加的に避けられる。
【0026】
本発明により、エアギャップで離間された排気マニホールドとターボチャージャの間の1050℃までの温度を有する排気ガスを、漏れのない方法で輸送することが可能である。この接合を提供するため、流入ガスダクトの外壁は、例えば外側パイプの内壁に対応して円筒状に設計される。
【0027】
少なくとも一つの金属板部材から製造された排気マニホールドを有し、そして少なくとも金属鋳物から製造されたポートを伴うハウジングを持つ排気ユニットを有する本発明による排気システムは、該排気マニホールドと排気ユニットの間の接合を有している。この場合、排気ユニットのポートと、排気マニホールドが製造される少なくとも一つの金属板部材が、パルス溶接電流源を用いて互いに溶接される。本発明による特徴を有する排気システムの中で、排気マニホールドと排気ユニットの間の高温の排気ガスを漏れのない方法で輸送することが可能である。
【0028】
例えばMAG、TIG,又はレーザ溶接法などのパルス溶接法が、排気マニホールドと排気ユニットの間で溶接による接合をするために採用される場合、例えば焼鈍などの必要となる熱処理なしに、排気マニホールドと排気ユニットの間に耐久性のある溶接継手が生み出される。しかしながら、個々の材料の組み合わせの関係で、互いに溶接される部材の予熱又は制御された冷却もまた適切である。
【0029】
本発明による排気システムの好適な実施形態において、排気マニホールドがエアギャップで離間された排気マニホールドとして設計され、そして排気ユニットがターボチャージャとして設計される。本発明によればエアギャップで離間された排気マニホールドとターボチャージャの間のフランジ接続を避けることが可能なため、排気ガス規制が確かに守られるように排気システム内の漏れは回避される。
【0030】
エアギャップで離間された排気マニホールドの内側パイプと、ターボチャージャの流入ガスダクトの間に滑りばめを備えることにより、1050℃までの高い排気ガス温度を導入することが可能である。この排気マニホールドのエアギャップで離間された設計によって、排気マニホールドとターボチャージャの間の溶接継目における応力は避けられる。本発明によれば、溶接継目はガスの流れの中には直接位置しないので、排気システムの運転時に溶接継目が排気ガスの高温と比較して低温にさらされる。従って、他方でもっと薄い壁の厚さを要するように、幾何学的により好適に接合を設計することが可能である。
【0031】
排気システムの運転中に高度に加熱されている、エアギャップで離間された排気マニホールドの内側パイプもしくはガスを運ぶパイプの熱膨張は、該ガスを運ぶパイプとターボチャージャの間の滑りばめによって単純な方法で補正される。ガスを運ぶパイプはこの場合、力が伝達されることなく、ターボチャージャ内へ膨張することができ、すなわちターボチャージャの流入ガスダクトに対する、ガスを運ぶパイプもしくは内側パイプの自由な膨張が可能である。
【0032】
通常、エアギャップで離間された排気マニホールドの壁の厚さ(約2mm)と、ターボチャージャの流入ガスダクトの壁の厚さ(約4mm)は互いに大幅に異なる。従来の溶接方法から生じ、壁の厚さの差及び材料の差に起因する安定した及び/又は気密の溶接継目を提供する困難さは、これら二つの部材を接合するためにパルス溶接電流源を利用する手段により克服される。
【0033】
本発明の更なる利点及び実施形態は説明及び添付図面からわかるであろう。
【0034】
上述の特徴及びまだ説明されていない以下の特徴は、各々の場合に規定された組み合わせにおいてだけでなく、本発明の範囲から逸脱することなく他の組み合わせ又は単独で使用することができる。
【0035】
本発明は例示的実施形態により図式的に図面で説明され、図面を参照して以下に詳細に記述される。
【発明を実施するための最良の形態】
【0036】
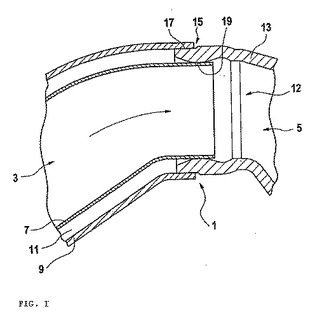
図1は排気マニホールド3のパイプと、排気ユニット、特にターボチャージャ5のハウジング13のポート12との間の接合1を示す。排気マニホールド3は内側パイプ7及び外側パイプ9を有し、少なくとも外側パイプ9は少なくとも一つの金属板部分から製造されている。更に、エアギャップ11が内側パイプ7と外側パイプ9の間に存在する。従ってこの場合、排気マニホールド3はエアギャップで離間された排気マニホールド3として設計されている。ターボチャージャ5のハウジング13は金属鋳物から製造されている。
【0037】
本発明による接合1を排気マニホールド3とターボチャージャ5の間に用意するため、円筒状の一体的に形成される部分15がハウジング13のポート12の領域、すなわちターボチャージャ5の流入ガスダクト部分において、外壁上に一体的に形成される。
【0038】
二重壁の排気マニホールド3がターボチャージャ5のハウジング13に組付けられるとき、第一にガスを運ぶ内側パイプ7をポート12、すなわちターボチャージャ5のハウジング13の内壁へと導入する。排気マニホールド3の外側パイプ9は、ハウジング13の流入ガスダクト12での円筒状の一体的に形成される部分15において、ターボチャージャ5のハウジング13上に押し込まれる。
【0039】
その次に、ターボチャージャ5のハウジング13が円筒状の一体的に形成される部分15に沿って、パルス溶接電流源を用いたパルス溶接法によりエアギャップで離間された排気マニホールド3の外側パイプ9に単独で溶接される。
【0040】
パルス溶接法を用いることにより、低い熱エネルギーが溶接パルスによりハウジング13と外側パイプ9の間の溶接ポイント17へと短時間導入される。この場合に用いられ得る適切なパルス溶接法は、レーザ溶接法かTIG溶接法、又はMAG溶接法である。
【0041】
本発明によるこの手順のおかげで、排気マニホールド3の外側パイプ9などの金属板部分と、ターボチャージャ5のハウジング13などの金属鋳物からなる部材の間に、接合が機械的に安定及び/又は気密に形成されるように本発明による接合1を実現することが可能である。以下に説明するように、本発明による手順に比べて大量の熱エネルギーが溶接ポイント17へと導入される通常の溶接方法は、この目的にふさわしくない。
【0042】
金属鋳物からなる部材を金属板部材に溶接する困難さは、これら二つの金属材料の異なる溶融特性のためである。金属板と金属鋳物は互いに異なる溶融温度、異なる流動特性、及び異なる構造において差がある。これは従来の溶接方法によるこれら二つの金属材料間での均質な、機械的に安定もしくは気密の溶接継手の実現を困難にする。更に、この場合のように外側パイプ9とハウジング13の間には壁の厚さにおいてもかなりの差が存在する。ハウジング13のより大きな壁の厚さによって、従来の溶接方法では亀裂の形成をもたらし得る、大量の熱が溶融部から取り去られる危険性がある。
【0043】
本発明によれば、ターボチャージャ5のハウジング13のポート12の壁は、エアギャップで離間された排気マニホールド3の、内側パイプ7と外側パイプ9の間のエアギャップ11内へ入り込む。この場合、本発明によれば滑りばめ19がハウジング13のポート12の内壁と、エアギャップで離間された排気マニホールド3の内側パイプ7の間に存在するという事実が考慮されている。
【0044】
本発明による接合1は自動車の排気システム内に配置される。エアギャップで離間された排気マニホールド3は、内燃機関のシリンダに接続される。内燃機関の運転中に発生する排気ガスは、この場合カーブした矢印の方向にエアギャップで離間された排気マニホールド3のガスを運ぶ内側パイプ7を通って、ターボチャージャ5の方向へ流れる。この場合生じる、熱的に誘起されるガスを運ぶ内側パイプ7の膨張は、該ガスを運ぶ内側パイプ7とポート12におけるハウジング13の内壁との間の滑りばめ19によって、本発明による接合1の中で補正される。この配置では、ガスを運ぶ内側パイプ7が熱膨張を補正するために、滑りばめ19におけるハウジング13に関し、ハウジング13の内壁に対して変位することができる。
【0045】
更に、排気マニホールド3のエアギャップで離間された設計は、溶接ポイント17が外側パイプ9とハウジング13の間の接合1において、流れている排気ガスに直接さらされないことを確実にする。従って、エアギャップ離間により、溶接ポイント17には排気ガスの実際の温度よりも低い温度が作用する。溶接ポイント17はそれゆえ比較的小さい応力にさらされる。本発明による接合は従って幾何学的に好適に、薄い壁の厚さで設計することが可能である。このために実施されたテストは、本発明に従って設計されている接合1により、1050℃までの温度を有する排気ガスが排気マニホールド3からターボチャージャ5に輸送され得ることを示している。
【0046】
本発明によれば、特別な適用とは別に、自動車の排気システムにおいてエアギャップで離間された排気マニホールド3の外側パイプ9などの金属板部材と、ターボチャージャ5のハウジング13などの金属鋳物からなる部材の間に、安定した亀裂の無い溶接継手を実現することが可能である。エアギャップで離間された排気マニホールド3のガスを運ぶ内側パイプ7の中を、矢印の方向にターボチャージャ5内へと流れる高温の排気ガスは、本発明による接合1を通って漏れなしに輸送される。
【0047】
これ迄は、このタイプ、特に排気マニホールド3の場合の金属板、及びターボチャージャ5のハウジング13の場合の金属鋳物などの、異なる金属材料から生産される二つの部材間の排気システムの接続に関して、互いにフランジ接続により結合されることが必要であった。本発明に従って接合1が生み出され設計されていることにより、このタイプのフランジはこの場合省略されてもよい。
【0048】
従って本発明による接合1などの排気システムにおける接合が最適に設計されることが可能である。フランジがもはや必要とされないため、材料の削減及び重量軽減が達成され、更にスペースの問題が解決される。
【図面の簡単な説明】
【0049】
【図1】本発明による配置の実施形態を図式的例示で示す。
【技術分野】
【0001】
本発明は金属鋳物からなる部材に金属板部材を接合するための方法、及び接合に関する。本発明は特にパイプをハウジングポートに接合する方法、パイプとハウジングポートの接合、及び排気システムに関する。
【背景技術】
【0002】
金属板からなるパイプと例えば鋳鉄材料からなるハウジングポートの間の接合は、シールを含むフランジによって通常提供される。この方法でのみ、例えばパイプとハウジングポートの間の高温ガスの、漏れのない輸送を確実にすることが可能である。
【0003】
自動車の排気システムにおいて、以前の概念によれば、金属板のマニホールドと排気ガスターボチャージャの鋳鉄タービン・ハウジングを、互いにねじ止めでフランジ接続する。この代案としては、排気マニホールドとタービン・ハウジングが一つの部分から鋳造される統合されたマニホールドとして知られるものがある。
【0004】
特許文献1の刊行物から、排気マニホールド用のガス偏向要素を、エンジン側のフランジに気密の方法で溶接することが知られている。このフランジは、この場合他方でエンジンにねじ止めされる。しかしながら、この手段の結果として排気マニホールドとエンジンとの間、又は必要に応じてターボチャージャとの間の直接的な接合はなされない。
【0005】
特許文献2において、タービン・ハウジングのインレットファンネルを溶接継目によって結合することが開示されている。排気システム内におけるこれらの二つの部材の溶接は、インレットファンネル及びマニホールドが金属板によって製造されることによってのみ可能である。
【0006】
【特許文献1】独国特許出願公開第198 19 946 A1号明細書
【特許文献2】独国特許発明第100 22 052 C2号明細書
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の背景は金属板からなるパイプと金属鋳物からなるハウジングの間の直接的接合を実現することにある。
【課題を解決するための手段】
【0008】
このために、特許請求項1の特徴を有する方法と、特許請求項10の特徴を有する接合と、そして特許請求項18の特徴を有する排気システムが提案される。
【0009】
本発明による、金属板部材を金属鋳物からなる部材に接合するための方法において、金属板部材と該部材はパルス溶接法を用いて互いに溶接される。
【0010】
本発明は金属鋳物を金属板に溶接する困難さを克服する。この困難さの理由は、これら二つの金属材料の温度に依存した異なる溶融特性、異なる流動特性、及び異なる構造である。
【0011】
本発明による好適な実施形態において、パイプをハウジングポートに接合し、該パイプは少なくとも一つの金属板部材から製造され、少なくともハウジングポートは金属鋳物から製造されている。該ポートと少なくとも一つの金属板部材はパルス溶接法を用いて、及び/又はパルス溶接電流源を用いて互いに溶接される。
【0012】
従って、異なる金属材料からなる二つの装置、この場合金属板及び金属鋳物の間に直接的な、安定した、そして気密の接合を実現することが可能である。この適用の場合、ハウジングポートに溶接されるパイプの壁の厚さに関して通常生じる差は問題である。壁の大なる厚さにより、溶接の際に発生する溶融部分から大量の熱が取り去られ、その結果として他方で亀裂が溶接継目及び熱影響部に発生する。この種の困難は本発明による方法を用いて克服される。
【0013】
本発明に従った、溶接の際にパルス溶接電流源を用いる手段により、比較的少量の熱のみが溶接継目へ導入される。従って少なくとも一つのパイプの金属板部材を金属鋳物からなるハウジングポートへ均質に、そして亀裂の無い方法で溶接することが可能である。パルス溶接電流源により導入される熱エネルギー密度は、溶接継目に沿って接合相手に短時間のみ作用する。
【0014】
本発明に従う方法によって提供される接合は、例えばパイプとハウジング間の排気ガスなどの、高温ガスの例えば漏れのない輸送を確実にする。
【0015】
従来の溶接方法においては、溶接継目が高温ガスの流れの中に直接置かれる時に、該溶接継目は例えば、溶接により部分的に変質した構造のスケール発生、摩耗、又は大きな熱荷重にさらされる。ここで、溶接継目が緩くなる危険性がある。
【0016】
本発明による方法を実施するために、レーザ溶接法、TIG(タングステン不活性ガス)溶接法、又はMAG(メタル活性ガス)溶接法が採用されてもよい。レーザ溶接法により、パイプとハウジングポートの間の溶接継目上に極度に短時間のパルスを作用させることができ、従って前記溶接継目を正確に加熱することが可能である。TIG溶接法において、アークは加工中の製品と不溶性のタングステン電極の間で発生する。MAG溶接法は0.5mm以上の大きな板厚範囲において適しているため、特に柔軟性のあるアーク溶接法である。MAG溶接法において、溶接継目を生成するために溶融添加物を用いてもよい。
【0017】
一つの実施形態において、少なくとも、溶接される少なくとも一つの金属板部材の領域及びハウジングポートの領域が溶接前に適切な処理温度に熱的に制御されてもよい。この追加的手段により、溶接される少なくとも一つの金属板部材及びハウジングポートの領域、すなわち溶接継目が生じる所における余りに急な温度勾配を打ち消すことが可能である。亀裂を生じる熱的な不均質性は従って溶接の際に生じる溶接継目に沿って避けられる。これらの領域は既存の初期温度によって、予熱又は冷却されるかのいずれかである。大規模製造プロセスの枠組みの中で、部材の少なくとも一つが加熱されている先行製造ステップの直後に溶接部材が互いに溶接される可能性がある。この場合、溶接される少なくとも一つの部材を、焼鈍炉内で処理温度まで熱的に制御することは可能である。
【0018】
他方で、特定の材料組み合わせの場合には、溶接継目の安定性を増すため、互いに溶接される部材の少なくとも一つに対する溶接後の制御された冷却は有利になり得る。
【0019】
内側パイプ及び少なくとも一つの金属板部材から製造された外側パイプから作られる二重壁のパイプをハウジングポートに接合する場合、本発明による方法の好適な実施形態に従えば、内側パイプをハウジングポート内へ導入し、必要に応じて、外側パイプをポートへ押し込み、外側パイプがそこから製造されている少なくとも一つの金属板部材に該ポートを溶接する。従って、本発明のこの実施形態においては、パルス溶接を用いて外側パイプの少なくとも一つの金属板部材にだけハウジングを溶接する。従って、滑りばめが内側パイプとハウジングポートの間に実施される。
【0020】
金属板部材と金属鋳物からなる部材の間の本発明による接合において、パルス溶接を用いて金属板部材と該部材が互いに溶接される。それらの構造及び、温度依存性の溶融と流動特性に関して互いに異なる、金属板部材と金属鋳物からなる部材の間の接合を許容することがこうして可能である。
【0021】
本発明の好適な実施形態において、パイプが少なくとも一つの金属板部材から作られており、そして少なくともハウジングポートが金属鋳物で作られている、パイプとハウジングポートの間の接合が提供される。本発明による接合は、該ポート及び少なくとも一つの金属板部材が、パルス溶接電流源及び/又はパルス溶接法を用いて互いに溶接されるように設計されている。異なる金属材料から生み出されるパイプとハウジングポートの間の安定した、漏れのない、直接的な接合はこのようにして実現される。
【0022】
本発明によれば金属板部材及び金属鋳物からなる、気体を輸送する部分の間の接合を提供するために今まで必要であったフランジは省略されてもよい。従って該接合を提供するため、材料と同様に重量と構造スペースも節約することが可能である。本発明による接合が例えば排気ガスの流れにより発生する高温にたとえ曝される時でも、亀裂形成の危険性はない。
【0023】
本発明の好適な実施形態において、排気ユニットの一部、例えばターボチャージャとしてハウジングが設計される。この場合、ポートはこの排気ユニットの流入ガスダクトとして設計されている。更にこの場合、パイプが排気マニホールドとして設計される。自動車の領域での適用において、そのような接合を提供するためにさもなければ要求されるフランジが必要ないため、本発明の結果として重量最適化及び最適な構造スペース利用が排気システムの中で得られる。
【0024】
本発明の更なる実施形態において、排気マニホールドがエアギャップで離間された排気マニホールドとして設計される。排気マニホールドを形成するパイプは内側パイプ及び、少なくとも一つの金属板部材から製造される外側パイプを有する。この場合、内側パイプと外側パイプは互いにエアギャップで離間される。
【0025】
内側パイプはハウジングポート内へ導入され、外側パイプはポートへ押し込まれて、該ポートは排気マニホールドの外側パイプがそこから製造される少なくとも一つの金属板部材に溶接される。この手段のおかげで、高温の排気ガスにより生じる熱膨張に起因する内側パイプの噛み込みは防止される。内側パイプがポート内へ、従って排気ユニットの流入ガスダクトに押し込まれているため、流入ガスダクトと排気マニホールドの外側パイプの少なくとも一つの金属板部材との間にある溶接継目の排気ガスとの直接の接触は付加的に避けられる。
【0026】
本発明により、エアギャップで離間された排気マニホールドとターボチャージャの間の1050℃までの温度を有する排気ガスを、漏れのない方法で輸送することが可能である。この接合を提供するため、流入ガスダクトの外壁は、例えば外側パイプの内壁に対応して円筒状に設計される。
【0027】
少なくとも一つの金属板部材から製造された排気マニホールドを有し、そして少なくとも金属鋳物から製造されたポートを伴うハウジングを持つ排気ユニットを有する本発明による排気システムは、該排気マニホールドと排気ユニットの間の接合を有している。この場合、排気ユニットのポートと、排気マニホールドが製造される少なくとも一つの金属板部材が、パルス溶接電流源を用いて互いに溶接される。本発明による特徴を有する排気システムの中で、排気マニホールドと排気ユニットの間の高温の排気ガスを漏れのない方法で輸送することが可能である。
【0028】
例えばMAG、TIG,又はレーザ溶接法などのパルス溶接法が、排気マニホールドと排気ユニットの間で溶接による接合をするために採用される場合、例えば焼鈍などの必要となる熱処理なしに、排気マニホールドと排気ユニットの間に耐久性のある溶接継手が生み出される。しかしながら、個々の材料の組み合わせの関係で、互いに溶接される部材の予熱又は制御された冷却もまた適切である。
【0029】
本発明による排気システムの好適な実施形態において、排気マニホールドがエアギャップで離間された排気マニホールドとして設計され、そして排気ユニットがターボチャージャとして設計される。本発明によればエアギャップで離間された排気マニホールドとターボチャージャの間のフランジ接続を避けることが可能なため、排気ガス規制が確かに守られるように排気システム内の漏れは回避される。
【0030】
エアギャップで離間された排気マニホールドの内側パイプと、ターボチャージャの流入ガスダクトの間に滑りばめを備えることにより、1050℃までの高い排気ガス温度を導入することが可能である。この排気マニホールドのエアギャップで離間された設計によって、排気マニホールドとターボチャージャの間の溶接継目における応力は避けられる。本発明によれば、溶接継目はガスの流れの中には直接位置しないので、排気システムの運転時に溶接継目が排気ガスの高温と比較して低温にさらされる。従って、他方でもっと薄い壁の厚さを要するように、幾何学的により好適に接合を設計することが可能である。
【0031】
排気システムの運転中に高度に加熱されている、エアギャップで離間された排気マニホールドの内側パイプもしくはガスを運ぶパイプの熱膨張は、該ガスを運ぶパイプとターボチャージャの間の滑りばめによって単純な方法で補正される。ガスを運ぶパイプはこの場合、力が伝達されることなく、ターボチャージャ内へ膨張することができ、すなわちターボチャージャの流入ガスダクトに対する、ガスを運ぶパイプもしくは内側パイプの自由な膨張が可能である。
【0032】
通常、エアギャップで離間された排気マニホールドの壁の厚さ(約2mm)と、ターボチャージャの流入ガスダクトの壁の厚さ(約4mm)は互いに大幅に異なる。従来の溶接方法から生じ、壁の厚さの差及び材料の差に起因する安定した及び/又は気密の溶接継目を提供する困難さは、これら二つの部材を接合するためにパルス溶接電流源を利用する手段により克服される。
【0033】
本発明の更なる利点及び実施形態は説明及び添付図面からわかるであろう。
【0034】
上述の特徴及びまだ説明されていない以下の特徴は、各々の場合に規定された組み合わせにおいてだけでなく、本発明の範囲から逸脱することなく他の組み合わせ又は単独で使用することができる。
【0035】
本発明は例示的実施形態により図式的に図面で説明され、図面を参照して以下に詳細に記述される。
【発明を実施するための最良の形態】
【0036】
図1は排気マニホールド3のパイプと、排気ユニット、特にターボチャージャ5のハウジング13のポート12との間の接合1を示す。排気マニホールド3は内側パイプ7及び外側パイプ9を有し、少なくとも外側パイプ9は少なくとも一つの金属板部分から製造されている。更に、エアギャップ11が内側パイプ7と外側パイプ9の間に存在する。従ってこの場合、排気マニホールド3はエアギャップで離間された排気マニホールド3として設計されている。ターボチャージャ5のハウジング13は金属鋳物から製造されている。
【0037】
本発明による接合1を排気マニホールド3とターボチャージャ5の間に用意するため、円筒状の一体的に形成される部分15がハウジング13のポート12の領域、すなわちターボチャージャ5の流入ガスダクト部分において、外壁上に一体的に形成される。
【0038】
二重壁の排気マニホールド3がターボチャージャ5のハウジング13に組付けられるとき、第一にガスを運ぶ内側パイプ7をポート12、すなわちターボチャージャ5のハウジング13の内壁へと導入する。排気マニホールド3の外側パイプ9は、ハウジング13の流入ガスダクト12での円筒状の一体的に形成される部分15において、ターボチャージャ5のハウジング13上に押し込まれる。
【0039】
その次に、ターボチャージャ5のハウジング13が円筒状の一体的に形成される部分15に沿って、パルス溶接電流源を用いたパルス溶接法によりエアギャップで離間された排気マニホールド3の外側パイプ9に単独で溶接される。
【0040】
パルス溶接法を用いることにより、低い熱エネルギーが溶接パルスによりハウジング13と外側パイプ9の間の溶接ポイント17へと短時間導入される。この場合に用いられ得る適切なパルス溶接法は、レーザ溶接法かTIG溶接法、又はMAG溶接法である。
【0041】
本発明によるこの手順のおかげで、排気マニホールド3の外側パイプ9などの金属板部分と、ターボチャージャ5のハウジング13などの金属鋳物からなる部材の間に、接合が機械的に安定及び/又は気密に形成されるように本発明による接合1を実現することが可能である。以下に説明するように、本発明による手順に比べて大量の熱エネルギーが溶接ポイント17へと導入される通常の溶接方法は、この目的にふさわしくない。
【0042】
金属鋳物からなる部材を金属板部材に溶接する困難さは、これら二つの金属材料の異なる溶融特性のためである。金属板と金属鋳物は互いに異なる溶融温度、異なる流動特性、及び異なる構造において差がある。これは従来の溶接方法によるこれら二つの金属材料間での均質な、機械的に安定もしくは気密の溶接継手の実現を困難にする。更に、この場合のように外側パイプ9とハウジング13の間には壁の厚さにおいてもかなりの差が存在する。ハウジング13のより大きな壁の厚さによって、従来の溶接方法では亀裂の形成をもたらし得る、大量の熱が溶融部から取り去られる危険性がある。
【0043】
本発明によれば、ターボチャージャ5のハウジング13のポート12の壁は、エアギャップで離間された排気マニホールド3の、内側パイプ7と外側パイプ9の間のエアギャップ11内へ入り込む。この場合、本発明によれば滑りばめ19がハウジング13のポート12の内壁と、エアギャップで離間された排気マニホールド3の内側パイプ7の間に存在するという事実が考慮されている。
【0044】
本発明による接合1は自動車の排気システム内に配置される。エアギャップで離間された排気マニホールド3は、内燃機関のシリンダに接続される。内燃機関の運転中に発生する排気ガスは、この場合カーブした矢印の方向にエアギャップで離間された排気マニホールド3のガスを運ぶ内側パイプ7を通って、ターボチャージャ5の方向へ流れる。この場合生じる、熱的に誘起されるガスを運ぶ内側パイプ7の膨張は、該ガスを運ぶ内側パイプ7とポート12におけるハウジング13の内壁との間の滑りばめ19によって、本発明による接合1の中で補正される。この配置では、ガスを運ぶ内側パイプ7が熱膨張を補正するために、滑りばめ19におけるハウジング13に関し、ハウジング13の内壁に対して変位することができる。
【0045】
更に、排気マニホールド3のエアギャップで離間された設計は、溶接ポイント17が外側パイプ9とハウジング13の間の接合1において、流れている排気ガスに直接さらされないことを確実にする。従って、エアギャップ離間により、溶接ポイント17には排気ガスの実際の温度よりも低い温度が作用する。溶接ポイント17はそれゆえ比較的小さい応力にさらされる。本発明による接合は従って幾何学的に好適に、薄い壁の厚さで設計することが可能である。このために実施されたテストは、本発明に従って設計されている接合1により、1050℃までの温度を有する排気ガスが排気マニホールド3からターボチャージャ5に輸送され得ることを示している。
【0046】
本発明によれば、特別な適用とは別に、自動車の排気システムにおいてエアギャップで離間された排気マニホールド3の外側パイプ9などの金属板部材と、ターボチャージャ5のハウジング13などの金属鋳物からなる部材の間に、安定した亀裂の無い溶接継手を実現することが可能である。エアギャップで離間された排気マニホールド3のガスを運ぶ内側パイプ7の中を、矢印の方向にターボチャージャ5内へと流れる高温の排気ガスは、本発明による接合1を通って漏れなしに輸送される。
【0047】
これ迄は、このタイプ、特に排気マニホールド3の場合の金属板、及びターボチャージャ5のハウジング13の場合の金属鋳物などの、異なる金属材料から生産される二つの部材間の排気システムの接続に関して、互いにフランジ接続により結合されることが必要であった。本発明に従って接合1が生み出され設計されていることにより、このタイプのフランジはこの場合省略されてもよい。
【0048】
従って本発明による接合1などの排気システムにおける接合が最適に設計されることが可能である。フランジがもはや必要とされないため、材料の削減及び重量軽減が達成され、更にスペースの問題が解決される。
【図面の簡単な説明】
【0049】
【図1】本発明による配置の実施形態を図式的例示で示す。
【特許請求の範囲】
【請求項1】
金属板部材(9)を金属鋳物からなる部材(13)に接合する方法であって、前記金属板部材(9)と前記部材(13)がパルス溶接法を用いて互いに溶接される方法。
【請求項2】
パイプ(3)をハウジング(13)のポート(12)に接合するための方法であって、前記パイプ(3)が少なくとも一つの金属板部材(9)から製造され、少なくとも前記ハウジング(13)の前記ポート(12)が金属鋳物から製造され、前記ポート(12)と前記少なくとも一つの金属板部材(9)がパルス溶接法を用いて互いに溶接される請求項1に記載の方法。
【請求項3】
前記接合がパルス溶接電流源を用いて行われる請求項1あるいは2に記載の方法。
【請求項4】
レーザ溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項5】
TIG溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項6】
MAG溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項7】
少なくとも、互いに溶接される前記少なくとも一つの金属板部材(9)の領域及び前記ハウジング(13)の前記ポート(12)の領域が、溶接前に処理温度へと熱的に制御される請求項1〜6のいずれか一項に記載の方法。
【請求項8】
少なくとも、互いに溶接される前記少なくとも一つの金属板部材(9)の領域及び前記ハウジング(13)の前記ポート(12)の領域が、制御された方法で溶接後に冷却される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
内側パイプ(7)及び前記少なくとも一つの金属板部材から製造される外側パイプ(9)から成るパイプに関して、前記内側パイプ(7)が前記ハウジング(13)の前記ポート(12)内へと導入され、前記ポート(12)が、前記外側パイプ(9)が製造される前記少なくとも一つの金属板部材に溶接される、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
金属板部材(9)及び部材(13)がパルス溶接法を用いて互いに溶接される、前記金属板部材(9)と金属鋳物からなる前記部材(13)との間の接合。
【請求項11】
パイプ(3)とハウジング(13)のポート(12)との間の接合であって、
前記パイプ(3)が少なくとも一つの金属板部材(9)から製造され、少なくとも前記ハウジング(13)の前記ポート(12)が金属鋳物から製造され、前記ポート(12)と前記少なくとも一つの金属板部材(9)とが前記パルス溶接電流源を用いて溶接される、請求項10に記載の接合。
【請求項12】
前記パイプ(3)が内側パイプ(7)と、前記少なくとも一つの金属板部材から製造される外側パイプ(9)とを有し、前記内側パイプ(7)と前記外側パイプ(9)がエアギャップ(11)により互いに離間される、請求項10あるいは11に記載の接合。
【請求項13】
前記内側パイプ(7)が前記ハウジング(13)の前記ポート(12)内へ導入され、前記ポート(12)が、そこから前記外側パイプ(9)が製造される前記少なくとも一つの金属板部材に溶接される請求項1〜12のいずれか一項に記載の接合。
【請求項14】
前記パイプが排気マニホールド(3)として設計される請求項1〜13のいずれか一項に記載の接合。
【請求項15】
前記内側パイプ(7)がエアギャップで離間された排気マニホールド(3)のガスを運ぶパイプ(7)として設計される請求項1〜14のいずれか一項に記載の接合。
【請求項16】
前記ハウジングが排気ユニット(5)の部分として設計され、そして前記ポートがこの排気ユニット(5)の流入ガスダクト(12)として設計される、請求項1〜15のいずれか一項に記載の接合。
【請求項17】
前記排気ユニットがターボチャージャ(5)として設計される請求項16に記載の接合。
【請求項18】
排気システムであって、少なくとも一つの金属板部材から製造される排気マニホールド(3)と、ポート(12)を持つハウジングを伴う排気ユニット(5)とを有し、少なくとも前記ポート(12)が金属鋳物から製造され、前記排気ユニット(5)の前記ポート(12)と、そこから前記排気マニホールド(3)が製造される前記少なくとも一つの金属板部材とがパルス溶接電流源を用いて互いに溶接される排気システム。
【請求項19】
前記排気マニホールドがエアギャップで離間された排気マニホールド(3)として設計され、前記排気ユニットがターボチャージャ(5)として設計される請求項18に記載の排気システム。
【請求項1】
金属板部材(9)を金属鋳物からなる部材(13)に接合する方法であって、前記金属板部材(9)と前記部材(13)がパルス溶接法を用いて互いに溶接される方法。
【請求項2】
パイプ(3)をハウジング(13)のポート(12)に接合するための方法であって、前記パイプ(3)が少なくとも一つの金属板部材(9)から製造され、少なくとも前記ハウジング(13)の前記ポート(12)が金属鋳物から製造され、前記ポート(12)と前記少なくとも一つの金属板部材(9)がパルス溶接法を用いて互いに溶接される請求項1に記載の方法。
【請求項3】
前記接合がパルス溶接電流源を用いて行われる請求項1あるいは2に記載の方法。
【請求項4】
レーザ溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項5】
TIG溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項6】
MAG溶接法が用いられる請求項1〜3のいずれか一項に記載の方法。
【請求項7】
少なくとも、互いに溶接される前記少なくとも一つの金属板部材(9)の領域及び前記ハウジング(13)の前記ポート(12)の領域が、溶接前に処理温度へと熱的に制御される請求項1〜6のいずれか一項に記載の方法。
【請求項8】
少なくとも、互いに溶接される前記少なくとも一つの金属板部材(9)の領域及び前記ハウジング(13)の前記ポート(12)の領域が、制御された方法で溶接後に冷却される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
内側パイプ(7)及び前記少なくとも一つの金属板部材から製造される外側パイプ(9)から成るパイプに関して、前記内側パイプ(7)が前記ハウジング(13)の前記ポート(12)内へと導入され、前記ポート(12)が、前記外側パイプ(9)が製造される前記少なくとも一つの金属板部材に溶接される、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
金属板部材(9)及び部材(13)がパルス溶接法を用いて互いに溶接される、前記金属板部材(9)と金属鋳物からなる前記部材(13)との間の接合。
【請求項11】
パイプ(3)とハウジング(13)のポート(12)との間の接合であって、
前記パイプ(3)が少なくとも一つの金属板部材(9)から製造され、少なくとも前記ハウジング(13)の前記ポート(12)が金属鋳物から製造され、前記ポート(12)と前記少なくとも一つの金属板部材(9)とが前記パルス溶接電流源を用いて溶接される、請求項10に記載の接合。
【請求項12】
前記パイプ(3)が内側パイプ(7)と、前記少なくとも一つの金属板部材から製造される外側パイプ(9)とを有し、前記内側パイプ(7)と前記外側パイプ(9)がエアギャップ(11)により互いに離間される、請求項10あるいは11に記載の接合。
【請求項13】
前記内側パイプ(7)が前記ハウジング(13)の前記ポート(12)内へ導入され、前記ポート(12)が、そこから前記外側パイプ(9)が製造される前記少なくとも一つの金属板部材に溶接される請求項1〜12のいずれか一項に記載の接合。
【請求項14】
前記パイプが排気マニホールド(3)として設計される請求項1〜13のいずれか一項に記載の接合。
【請求項15】
前記内側パイプ(7)がエアギャップで離間された排気マニホールド(3)のガスを運ぶパイプ(7)として設計される請求項1〜14のいずれか一項に記載の接合。
【請求項16】
前記ハウジングが排気ユニット(5)の部分として設計され、そして前記ポートがこの排気ユニット(5)の流入ガスダクト(12)として設計される、請求項1〜15のいずれか一項に記載の接合。
【請求項17】
前記排気ユニットがターボチャージャ(5)として設計される請求項16に記載の接合。
【請求項18】
排気システムであって、少なくとも一つの金属板部材から製造される排気マニホールド(3)と、ポート(12)を持つハウジングを伴う排気ユニット(5)とを有し、少なくとも前記ポート(12)が金属鋳物から製造され、前記排気ユニット(5)の前記ポート(12)と、そこから前記排気マニホールド(3)が製造される前記少なくとも一つの金属板部材とがパルス溶接電流源を用いて互いに溶接される排気システム。
【請求項19】
前記排気マニホールドがエアギャップで離間された排気マニホールド(3)として設計され、前記排気ユニットがターボチャージャ(5)として設計される請求項18に記載の排気システム。
【図1】

【公表番号】特表2007−534495(P2007−534495A)
【公表日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2007−500137(P2007−500137)
【出願日】平成17年2月23日(2005.2.23)
【国際出願番号】PCT/EP2005/001873
【国際公開番号】WO2005/080045
【国際公開日】平成17年9月1日(2005.9.1)
【出願人】(598051819)ダイムラークライスラー・アクチェンゲゼルシャフト (1,147)
【出願人】(506288003)ボルグヴァーナー ターボ システムズ ゲーエムベーハー (1)
【Fターム(参考)】
【公表日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成17年2月23日(2005.2.23)
【国際出願番号】PCT/EP2005/001873
【国際公開番号】WO2005/080045
【国際公開日】平成17年9月1日(2005.9.1)
【出願人】(598051819)ダイムラークライスラー・アクチェンゲゼルシャフト (1,147)
【出願人】(506288003)ボルグヴァーナー ターボ システムズ ゲーエムベーハー (1)
【Fターム(参考)】
[ Back to top ]