
パイプの接続部構造
【課題】 両パイプの接続部における軸方向の寸法誤差を吸収することができるパイプの接続部構造の提供。
【解決手段】 アウターパイプ(第1パイプ)1における拡径部11の開口端縁部からパイプ軸線方向にスリット12が形成され、アウターパイプ1の拡径部11におけるスリット12の形成部を除く部分の内周面と該アウターパイプ1の拡径部11内に差し込んだインナーパイプ2の外周面との間にガスケット(環状シール部材)3が介装され、インナーパイプ2におけるガスケット3の介装部分よりパイプ軸線方向内側にスリット12に沿って摺動可能な外向き突出部21が形成され、外向き突出部21に対し少なくともパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側からC型クランプ4で締め付け固定するように構成されている。
【解決手段】 アウターパイプ(第1パイプ)1における拡径部11の開口端縁部からパイプ軸線方向にスリット12が形成され、アウターパイプ1の拡径部11におけるスリット12の形成部を除く部分の内周面と該アウターパイプ1の拡径部11内に差し込んだインナーパイプ2の外周面との間にガスケット(環状シール部材)3が介装され、インナーパイプ2におけるガスケット3の介装部分よりパイプ軸線方向内側にスリット12に沿って摺動可能な外向き突出部21が形成され、外向き突出部21に対し少なくともパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側からC型クランプ4で締め付け固定するように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パイプの接続部構造に関する。
【背景技術】
【0002】
従来、パイプの接続部構造として特許文献1に記載の技術が公知になっている。
このパイプの接続部構造は、端部付近に径方向外側に膨出する山形のビードが形成されたインナーパイプを、端部に径方向外側に拡開して山形のビードの端部側テーパー面に当接するフレアが形成されたアウターパイプに差し込み、山形のビードの端部側テーパー面にフレアを当接させて、テーパー面とフレアを外側から締結ボルトを備えた断面山形のC型クランプで締め付けてインナーパイプとアウターパイプを接続するようにした構造になっている(例えば、特許文献1参照。)。
【特許文献1】特開平9−189386号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来例のパイプの接続部構造にあっては、インナーパイプにおける山形のビードの端部側テーパー面にアウターパイプの端部に形成されたフレアを当接させた状態でC型クランプによって締め付け固定した連結構造であるため、両パイプの接続部における軸線方向の寸法誤差を吸収することができないという問題点があった。
【0004】
本発明の解決しようとする課題は、両パイプの接続部における軸方向の寸法誤差を吸収することができるパイプの接続部構造を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するため請求項1記載の発明は、第1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、第1パイプにおけるスリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、第2パイプにおけるシール部材の介装部分よりパイプ軸線方向内側にスリットに沿って摺動可能な外向き突出部が形成され、外向き突出部に対し少なくともパイプ軸線方向において係合した状態で第1パイプと第2パイプとの重なり部を第1パイプの外側からクランプで締め付け固定するように構成されていることを特徴とする手段とした。
【発明の効果】
【0006】
請求項1記載の発明では、上述のように、1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、第1パイプにおけるスリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、第2パイプにおけるシール部材の介装部分よりパイプ軸線方向内側にスリットに沿って摺動可能な外向き突出部が形成されている。
これにより、第2パイプの突出部が第1パイプのスリットに沿って摺動することで、両パイプの接続部における軸方向の寸法誤差を吸収することができるようになるという効果が得られる。
【発明を実施するための最良の形態】
【0007】
以下にこの発明の実施例を図面に基づいて説明する。
【実施例1】
【0008】
まず、この実施例1のパイプの接続部構造を図面に基づいて説明する。
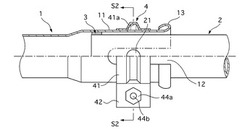
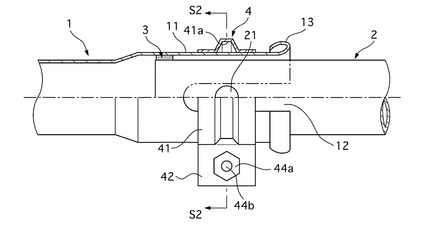
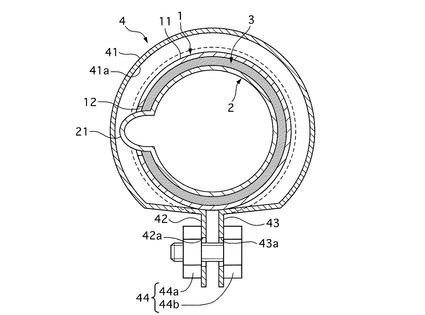
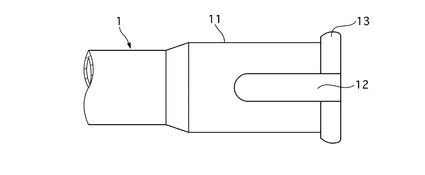
図1はこの実施例1のパイプの接続部構造を示す半断面図、図2は図1のS2―S2線における拡大縦断面図、図3はアウターパイプを示す側面図、図4はインナーパイプを示す側面図である。
【0009】
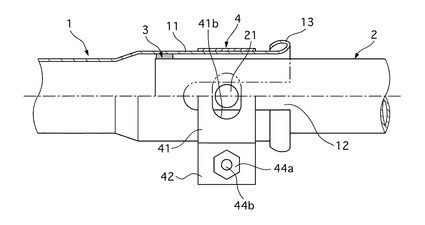
このパイプの接続部構造は、図1、2に示すように、アウターパイプ(第1パイプ)1と、インナーパイプ(第2パイプ)2と、ガスケット(環状シール部材)3と、C型クランプ(クランプ)4と、を備えている。
さらに詳述すると、上記アウターパイプ1は、図3に示すように、その開口端部側が拡径されていて、この拡径部11にはその開口端縁部からパイプ軸線方向にスリット12が形成される。
また、拡径部11の開口端縁部には、該開口端縁部を外側へ折り返して一部切欠環状のストッパ部13が形成されている。
【0010】
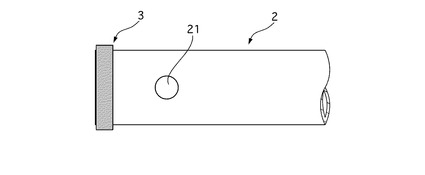
上記インナーパイプ2は、図1、4に示すように、アウターパイプ1の拡径部11の内径より少し小径な外径を有し、アウターパイプ1におけるスリット12の形成部を除く部分の内周面とアウターパイプ1の拡径部11内に差し込まれたインナーパイプ2の先端部外周面との間に環状のガスケット3が介装されている。
なお、ガスケット3はインナーパイプ2の先端部外周面側にのみ固定され、アウターパイプ1における拡径部11の内周面に対しては摺動可能になっている。
また、インナーパイプ2におけるガスケット3が固定されている部分よりパイプ軸線方向内側の位置に、アウターパイプ1の拡径部11に形成されたスリット12に沿って摺動可能な外向き突出部21が形成されている。
この外向き突出部21としては、図2に示すように、エンボス加工で形成する場合の他に、他の突起加工、例えば、インナーパイプ2の外面に突起物を溶接するようにしてもよい。
【0011】
上記C型クランプ4は、図1、2に示すように、外向き突出部21に対しパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側から締め付け固定するように構成されている。
すなわち、このC型クランプ4は、本体部41と、締結フランジ部42、43と、ボルト・ナット44と、で構成されている。
本体部41は、その内側に外向き突出部21に対してパイプ軸線方向において係合する溝部41aを有する一部切欠の略円形に形成されている。
締結フランジ部42、43は、本体部41の切欠された両端部から外向き略平行に延設されている。
ボルト・ナット44は、ナット44aが一方の締結フランジ部42におけるボルト挿通孔42aの外側に予め溶接固定されていて、もう一方の締結フランジ部43のボルト孔43aから挿通したボルト44bをナット44aに螺合して締め付けることにより、アウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側から締め付け固定するように構成されている。
【0012】
次に、この実施例1の作用を説明する。
<両パイプの接続部における軸方向の寸法誤差の吸収について>
インナーパイプ2の突出部21がアウターパイプ1における拡径部11のスリット11に沿って摺動可能であるため、両パイプの接続部における軸方向の寸法誤差を吸収することができる。
【0013】
<アウターパイプからのインナーパイプの抜け落ち阻止作用について>
インナーパイプ2の突出部21がC型クランプ4における本体部41の溝部41aに対しパイプ軸線方向において契合し、C型クランプ4の本体部41がアウターパイプ1のストッパ部13に係合することで、アウターパイプ1からC型クランプ4及びインナーパイプ2が抜け落ちることを阻止することができる。
【0014】
<作業効率の向上及び部品点数の削減作用について>
ストッパ部13は、アウターパイプ1における拡径部11の開口端縁部を外側へ折り返して一部切欠環状の折り返し部で構成することで、別体の部材を拡径部11の開口端縁部に取り付け固定する場合に比べて、作業効率を向上させることができると共に、部品点数を削減することができる。
【0015】
<アウターパイプの部分的変形の発生防止作用について>
C型クランプ4は、一部切欠環状の本体部41でアウターパイプ1の外周面に沿って、ほぼ均等に締め付けることができるため、Uボルトクランプを用いた場合に生じるアウターパイプ1の部分的変形の発生を防止することができる。
これにより、接続状態を解除する際に、C型クランプ4による締結状態を解除することで、アウターパイプ1内からインナーパイプ2をスムーズに抜き取ることができるようになる。
【0016】
次に、この実施例1の効果を請求項1〜4に対応する(1)〜(4)と共に列記する。
【0017】
(1)この実施例1のパイプの接続部構造では、上述のように、アウターパイプ(第1パイプ)1における拡径部11の開口端縁部からパイプ軸線方向にスリット12が形成され、アウターパイプ1の拡径部11におけるスリット12の形成部を除く部分の内周面と該アウターパイプ1の拡径部11内に差し込んだインナーパイプ2の外周面との間にガスケット(環状シール部材)3が介装され、インナーパイプ2におけるガスケット3の介装部分よりパイプ軸線方向内側にスリット12に沿って摺動可能な外向き突出部21が形成され、外向き突出部21に対し少なくともパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側からC型クランプ4で締め付け固定するように構成されている。
これにより、インナーパイプ2の突出部21がアウターパイプ1における拡径部11のスリット11に沿って摺動することで、両パイプの接続部における軸方向の寸法誤差を吸収することができるようになるという効果が得られる。
【0018】
(2)この実施例1のパイプの接続部構造では、上述のように、アウターパイプ1における拡径部11の開口端縁部にC型クランプ4に係合可能なストッパ部13が形成されている。
これにより、インナーパイプ2の突出部21がC型クランプ4における本体部41の溝部41aに対しパイプ軸線方向において契合し、C型クランプ4の本体部41がアウターパイプ1のストッパ部13に係合することで、アウターパイプ1からC型クランプ4及びインナーパイプ2が抜け落ちることを阻止することができる。
【0019】
(3)この実施例1のパイプの接続部構造では、上述のように、ストッパ部13は、アウターパイプ1における拡径部11の開口端縁部を外側へ折り返して一部切欠環状の折り返し部で構成されている。
これにより、別体の部材を拡径部11の開口端縁部に取り付け固定する場合に比べて、作業効率を向上させることができると共に、部品点数を削減することができる。
【0020】
(4)この実施例1のパイプの接続部構造では、上述のように、C型クランプ4は、その本体部41が一部切欠の略円形に形成され、該切欠された両端部には外向き略平行に延設された締結フランジ部42、43を備え、該両締結フランジ部42、43間をボルト・ナット44で締め付けることにより、アウターパイプ1とインナーパイプ2との重なり部をアウターパイプの1外側から締め付け固定するように構成されている。
これにより、アウターパイプ1の外周面に沿って、ほぼ均等に締め付けることができるため、Uボルトクランプを用いた場合に生じるアウターパイプ1の部分的変形の発生を防止することができる。
従って、接続状態を解除する際に、C型クランプ4による締結状態を解除することで、アウターパイプ1内からインナーパイプ2をスムーズに抜き取ることができるようになる。
【0021】
次に、他の実施例について説明する。この他の実施例の説明にあたっては、前記実施例1と同様の構成部分については図示を省略し、もしくは同一の符号を付けてその説明を省略し、相違点についてのみ説明する。
【実施例2】
【0022】
この実施例2は、実施例1における装置の変形例を示すものであり、図5の半断面図に示すように、C型クランプ4の本体部41が山形ではなく平板状で、外向き突出部21に対して係合する溝部41aに換えて、外向き突出部21に対して係合する穴41bが形成されている点で、上記実施例1とは相違したものである。
【0023】
従って、この実施例2では、実施例1と同様の効果が得られる他、C型クランプ4の構造の簡略化による部品コストの低減化が可能になるという追加の効果が得られる。
【0024】
以上本実施例を説明してきたが、本発明は上述の実施例に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等があっても、本発明に含まれる。
【0025】
例えば、実施例では、クランプとしてC型クランプ4を用いる場合を例に採ったが、Uボルトクランプ等、その他公知のクランプを用いることができる。
【0026】
また、実施例では、アウターパイプ1の開口端部側に拡径部11を形成したが、拡径部11の形成は省略することができる。
【図面の簡単な説明】
【0027】
【図1】実施例1のパイプの接続部構造を示す半断面図である。
【図2】図1のS2―S2線における拡大縦断面図である。
【図3】アウターパイプを示す側面図である。
【図4】インナーパイプを示す側面図である。
【図5】実施例2のパイプの接続部構造を示す半断面図である。
【符号の説明】
【0028】
1 アウターパイプ(第1パイプ)
11 拡径部
12 スリット
13 ストッパ部
2 インナーパイプ(第2パイプ)
21 突出部
3 ガスケット(環状シール部材)
4 C型クランプ(クランプ)
41 本体部
41a 溝部
41b 穴
42 締結フランジ部
42a ボルト挿通孔
43 締結フランジ部
43a ボルト挿通孔
44 ボルト・ナット
44a ナット
44b ボルト
【技術分野】
【0001】
本発明は、パイプの接続部構造に関する。
【背景技術】
【0002】
従来、パイプの接続部構造として特許文献1に記載の技術が公知になっている。
このパイプの接続部構造は、端部付近に径方向外側に膨出する山形のビードが形成されたインナーパイプを、端部に径方向外側に拡開して山形のビードの端部側テーパー面に当接するフレアが形成されたアウターパイプに差し込み、山形のビードの端部側テーパー面にフレアを当接させて、テーパー面とフレアを外側から締結ボルトを備えた断面山形のC型クランプで締め付けてインナーパイプとアウターパイプを接続するようにした構造になっている(例えば、特許文献1参照。)。
【特許文献1】特開平9−189386号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来例のパイプの接続部構造にあっては、インナーパイプにおける山形のビードの端部側テーパー面にアウターパイプの端部に形成されたフレアを当接させた状態でC型クランプによって締め付け固定した連結構造であるため、両パイプの接続部における軸線方向の寸法誤差を吸収することができないという問題点があった。
【0004】
本発明の解決しようとする課題は、両パイプの接続部における軸方向の寸法誤差を吸収することができるパイプの接続部構造を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するため請求項1記載の発明は、第1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、第1パイプにおけるスリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、第2パイプにおけるシール部材の介装部分よりパイプ軸線方向内側にスリットに沿って摺動可能な外向き突出部が形成され、外向き突出部に対し少なくともパイプ軸線方向において係合した状態で第1パイプと第2パイプとの重なり部を第1パイプの外側からクランプで締め付け固定するように構成されていることを特徴とする手段とした。
【発明の効果】
【0006】
請求項1記載の発明では、上述のように、1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、第1パイプにおけるスリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、第2パイプにおけるシール部材の介装部分よりパイプ軸線方向内側にスリットに沿って摺動可能な外向き突出部が形成されている。
これにより、第2パイプの突出部が第1パイプのスリットに沿って摺動することで、両パイプの接続部における軸方向の寸法誤差を吸収することができるようになるという効果が得られる。
【発明を実施するための最良の形態】
【0007】
以下にこの発明の実施例を図面に基づいて説明する。
【実施例1】
【0008】
まず、この実施例1のパイプの接続部構造を図面に基づいて説明する。
図1はこの実施例1のパイプの接続部構造を示す半断面図、図2は図1のS2―S2線における拡大縦断面図、図3はアウターパイプを示す側面図、図4はインナーパイプを示す側面図である。
【0009】
このパイプの接続部構造は、図1、2に示すように、アウターパイプ(第1パイプ)1と、インナーパイプ(第2パイプ)2と、ガスケット(環状シール部材)3と、C型クランプ(クランプ)4と、を備えている。
さらに詳述すると、上記アウターパイプ1は、図3に示すように、その開口端部側が拡径されていて、この拡径部11にはその開口端縁部からパイプ軸線方向にスリット12が形成される。
また、拡径部11の開口端縁部には、該開口端縁部を外側へ折り返して一部切欠環状のストッパ部13が形成されている。
【0010】
上記インナーパイプ2は、図1、4に示すように、アウターパイプ1の拡径部11の内径より少し小径な外径を有し、アウターパイプ1におけるスリット12の形成部を除く部分の内周面とアウターパイプ1の拡径部11内に差し込まれたインナーパイプ2の先端部外周面との間に環状のガスケット3が介装されている。
なお、ガスケット3はインナーパイプ2の先端部外周面側にのみ固定され、アウターパイプ1における拡径部11の内周面に対しては摺動可能になっている。
また、インナーパイプ2におけるガスケット3が固定されている部分よりパイプ軸線方向内側の位置に、アウターパイプ1の拡径部11に形成されたスリット12に沿って摺動可能な外向き突出部21が形成されている。
この外向き突出部21としては、図2に示すように、エンボス加工で形成する場合の他に、他の突起加工、例えば、インナーパイプ2の外面に突起物を溶接するようにしてもよい。
【0011】
上記C型クランプ4は、図1、2に示すように、外向き突出部21に対しパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側から締め付け固定するように構成されている。
すなわち、このC型クランプ4は、本体部41と、締結フランジ部42、43と、ボルト・ナット44と、で構成されている。
本体部41は、その内側に外向き突出部21に対してパイプ軸線方向において係合する溝部41aを有する一部切欠の略円形に形成されている。
締結フランジ部42、43は、本体部41の切欠された両端部から外向き略平行に延設されている。
ボルト・ナット44は、ナット44aが一方の締結フランジ部42におけるボルト挿通孔42aの外側に予め溶接固定されていて、もう一方の締結フランジ部43のボルト孔43aから挿通したボルト44bをナット44aに螺合して締め付けることにより、アウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側から締め付け固定するように構成されている。
【0012】
次に、この実施例1の作用を説明する。
<両パイプの接続部における軸方向の寸法誤差の吸収について>
インナーパイプ2の突出部21がアウターパイプ1における拡径部11のスリット11に沿って摺動可能であるため、両パイプの接続部における軸方向の寸法誤差を吸収することができる。
【0013】
<アウターパイプからのインナーパイプの抜け落ち阻止作用について>
インナーパイプ2の突出部21がC型クランプ4における本体部41の溝部41aに対しパイプ軸線方向において契合し、C型クランプ4の本体部41がアウターパイプ1のストッパ部13に係合することで、アウターパイプ1からC型クランプ4及びインナーパイプ2が抜け落ちることを阻止することができる。
【0014】
<作業効率の向上及び部品点数の削減作用について>
ストッパ部13は、アウターパイプ1における拡径部11の開口端縁部を外側へ折り返して一部切欠環状の折り返し部で構成することで、別体の部材を拡径部11の開口端縁部に取り付け固定する場合に比べて、作業効率を向上させることができると共に、部品点数を削減することができる。
【0015】
<アウターパイプの部分的変形の発生防止作用について>
C型クランプ4は、一部切欠環状の本体部41でアウターパイプ1の外周面に沿って、ほぼ均等に締め付けることができるため、Uボルトクランプを用いた場合に生じるアウターパイプ1の部分的変形の発生を防止することができる。
これにより、接続状態を解除する際に、C型クランプ4による締結状態を解除することで、アウターパイプ1内からインナーパイプ2をスムーズに抜き取ることができるようになる。
【0016】
次に、この実施例1の効果を請求項1〜4に対応する(1)〜(4)と共に列記する。
【0017】
(1)この実施例1のパイプの接続部構造では、上述のように、アウターパイプ(第1パイプ)1における拡径部11の開口端縁部からパイプ軸線方向にスリット12が形成され、アウターパイプ1の拡径部11におけるスリット12の形成部を除く部分の内周面と該アウターパイプ1の拡径部11内に差し込んだインナーパイプ2の外周面との間にガスケット(環状シール部材)3が介装され、インナーパイプ2におけるガスケット3の介装部分よりパイプ軸線方向内側にスリット12に沿って摺動可能な外向き突出部21が形成され、外向き突出部21に対し少なくともパイプ軸線方向において係合した状態でアウターパイプ1とインナーパイプ2との重なり部をアウターパイプ1の外側からC型クランプ4で締め付け固定するように構成されている。
これにより、インナーパイプ2の突出部21がアウターパイプ1における拡径部11のスリット11に沿って摺動することで、両パイプの接続部における軸方向の寸法誤差を吸収することができるようになるという効果が得られる。
【0018】
(2)この実施例1のパイプの接続部構造では、上述のように、アウターパイプ1における拡径部11の開口端縁部にC型クランプ4に係合可能なストッパ部13が形成されている。
これにより、インナーパイプ2の突出部21がC型クランプ4における本体部41の溝部41aに対しパイプ軸線方向において契合し、C型クランプ4の本体部41がアウターパイプ1のストッパ部13に係合することで、アウターパイプ1からC型クランプ4及びインナーパイプ2が抜け落ちることを阻止することができる。
【0019】
(3)この実施例1のパイプの接続部構造では、上述のように、ストッパ部13は、アウターパイプ1における拡径部11の開口端縁部を外側へ折り返して一部切欠環状の折り返し部で構成されている。
これにより、別体の部材を拡径部11の開口端縁部に取り付け固定する場合に比べて、作業効率を向上させることができると共に、部品点数を削減することができる。
【0020】
(4)この実施例1のパイプの接続部構造では、上述のように、C型クランプ4は、その本体部41が一部切欠の略円形に形成され、該切欠された両端部には外向き略平行に延設された締結フランジ部42、43を備え、該両締結フランジ部42、43間をボルト・ナット44で締め付けることにより、アウターパイプ1とインナーパイプ2との重なり部をアウターパイプの1外側から締め付け固定するように構成されている。
これにより、アウターパイプ1の外周面に沿って、ほぼ均等に締め付けることができるため、Uボルトクランプを用いた場合に生じるアウターパイプ1の部分的変形の発生を防止することができる。
従って、接続状態を解除する際に、C型クランプ4による締結状態を解除することで、アウターパイプ1内からインナーパイプ2をスムーズに抜き取ることができるようになる。
【0021】
次に、他の実施例について説明する。この他の実施例の説明にあたっては、前記実施例1と同様の構成部分については図示を省略し、もしくは同一の符号を付けてその説明を省略し、相違点についてのみ説明する。
【実施例2】
【0022】
この実施例2は、実施例1における装置の変形例を示すものであり、図5の半断面図に示すように、C型クランプ4の本体部41が山形ではなく平板状で、外向き突出部21に対して係合する溝部41aに換えて、外向き突出部21に対して係合する穴41bが形成されている点で、上記実施例1とは相違したものである。
【0023】
従って、この実施例2では、実施例1と同様の効果が得られる他、C型クランプ4の構造の簡略化による部品コストの低減化が可能になるという追加の効果が得られる。
【0024】
以上本実施例を説明してきたが、本発明は上述の実施例に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等があっても、本発明に含まれる。
【0025】
例えば、実施例では、クランプとしてC型クランプ4を用いる場合を例に採ったが、Uボルトクランプ等、その他公知のクランプを用いることができる。
【0026】
また、実施例では、アウターパイプ1の開口端部側に拡径部11を形成したが、拡径部11の形成は省略することができる。
【図面の簡単な説明】
【0027】
【図1】実施例1のパイプの接続部構造を示す半断面図である。
【図2】図1のS2―S2線における拡大縦断面図である。
【図3】アウターパイプを示す側面図である。
【図4】インナーパイプを示す側面図である。
【図5】実施例2のパイプの接続部構造を示す半断面図である。
【符号の説明】
【0028】
1 アウターパイプ(第1パイプ)
11 拡径部
12 スリット
13 ストッパ部
2 インナーパイプ(第2パイプ)
21 突出部
3 ガスケット(環状シール部材)
4 C型クランプ(クランプ)
41 本体部
41a 溝部
41b 穴
42 締結フランジ部
42a ボルト挿通孔
43 締結フランジ部
43a ボルト挿通孔
44 ボルト・ナット
44a ナット
44b ボルト
【特許請求の範囲】
【請求項1】
第1パイプ内に第2パイプを差し込んだ状態で接続するパイプの接続部構造であって、
前記第1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、
前記第1パイプにおける前記スリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、
前記第2パイプにおける前記シール部材の介装部分よりパイプ軸線方向内側に前記スリットに沿って摺動可能な外向き突出部が形成され、
前記外向き突出部に対し少なくともパイプ軸線方向において係合した状態で前記第1パイプと前記第2パイプとの重なり部を前記第1パイプの外側からクランプで締め付け固定するように構成されていることを特徴とするパイプの接続部構造。
【請求項2】
請求項1に記載のパイプの接続部構造において、
前記第1パイプの開口端縁部に前記クランプに係合可能なストッパ部が形成されていることを特徴とするパイプの接続部構造。
【請求項3】
請求項2に記載のパイプの接続部構造において、
前記ストッパ部は、前記第1パイプの開口端縁部を外側へ折り返した折り返し部で構成されていることを特徴とするパイプの接続部構造。
【請求項4】
請求項1〜3のいずれか1項に記載のパイプの接続部構造において、
前記クランプは、その本体部が一部切欠の略円形に形成され、該切欠された両端部には外向き略平行に延設された締結フランジ部を備え、該両締結フランジ部間をボルト・ナットで締め付けることにより、前記第1パイプと前記第2パイプとの重なり部を前記第1パイプの外側から締め付け固定するように構成されていることを特徴とするパイプの接続部構造。
【請求項1】
第1パイプ内に第2パイプを差し込んだ状態で接続するパイプの接続部構造であって、
前記第1パイプの開口端縁部からパイプ軸線方向にスリットが形成され、
前記第1パイプにおける前記スリット形成部を除く部分の内周面と該第1パイプ内に差し込んだ第2パイプの外周面との間に環状シール部材が介装され、
前記第2パイプにおける前記シール部材の介装部分よりパイプ軸線方向内側に前記スリットに沿って摺動可能な外向き突出部が形成され、
前記外向き突出部に対し少なくともパイプ軸線方向において係合した状態で前記第1パイプと前記第2パイプとの重なり部を前記第1パイプの外側からクランプで締め付け固定するように構成されていることを特徴とするパイプの接続部構造。
【請求項2】
請求項1に記載のパイプの接続部構造において、
前記第1パイプの開口端縁部に前記クランプに係合可能なストッパ部が形成されていることを特徴とするパイプの接続部構造。
【請求項3】
請求項2に記載のパイプの接続部構造において、
前記ストッパ部は、前記第1パイプの開口端縁部を外側へ折り返した折り返し部で構成されていることを特徴とするパイプの接続部構造。
【請求項4】
請求項1〜3のいずれか1項に記載のパイプの接続部構造において、
前記クランプは、その本体部が一部切欠の略円形に形成され、該切欠された両端部には外向き略平行に延設された締結フランジ部を備え、該両締結フランジ部間をボルト・ナットで締め付けることにより、前記第1パイプと前記第2パイプとの重なり部を前記第1パイプの外側から締め付け固定するように構成されていることを特徴とするパイプの接続部構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−139016(P2010−139016A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−317177(P2008−317177)
【出願日】平成20年12月12日(2008.12.12)
【出願人】(000004765)カルソニックカンセイ株式会社 (3,404)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月12日(2008.12.12)
【出願人】(000004765)カルソニックカンセイ株式会社 (3,404)
【Fターム(参考)】
[ Back to top ]