
パイプコンベアベルト用補強コードおよびパイプコンベアベルト

【課題】円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供する。また、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供する。
【解決手段】有機繊維コードと、有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層とを備え、スティフネスが40mN以上100mN以下であることを特徴とするパイプコンベアベルト用補強コードである。また、その補強コードをゴム被覆してなる補強層を備えるパイプコンベアベルトである。
【解決手段】有機繊維コードと、有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層とを備え、スティフネスが40mN以上100mN以下であることを特徴とするパイプコンベアベルト用補強コードである。また、その補強コードをゴム被覆してなる補強層を備えるパイプコンベアベルトである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無端の搬送ベルトを円筒形状に丸めて被搬送物を連続搬送するパイプコンベアに用いるパイプコンベアベルト用の補強コードおよび該補強コードを用いたパイプコンベアベルトに関するものである。
【背景技術】
【0002】
従来、被搬送物の荷こぼれや飛散を抑制し得る、粉粒体等の搬送に適したコンベアとして、循環走行する無端の搬送ベルトを走行経路の殆どの部分で円筒形状に丸め、被搬送物を搬送ベルトで包み込んで連続搬送するパイプコンベアが知られている。
【0003】
ここで、パイプコンベアでは、搬送ベルト(パイプコンベアベルト)を包囲するように配設した保形ローラーでパイプコンベアベルトを円筒形状に丸めて被搬送物を搬送するため、ベルトを円筒形状に丸めた際の密閉度および内容積を確保する観点から、パイプコンベアベルトには、正常な円筒形状を長期に亘って維持することが求められている。
【0004】
そこで、帆布等の芯体や、補強コードをゴム被覆してなる補強層を配設し、ベルト幅方向の剛性を高めることで正常な円筒形状を長期に亘って維持することを可能としたパイプコンベアベルトが提案されている。
【0005】
具体的には、ベルトの略全幅および略全長に亘って埋設された芯体と、ベルトを円筒形状へ変形させた状態で芯体の径方向外方に位置する部分に埋設された、ナイロンまたはポリエステル製の補強コードをゴム被覆してなる補強層とを備えるパイプコンベアベルトが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−72220号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記従来のパイプコンベアベルトには、円筒形状への変形を繰り返した際のベルト幅方向の剛性の低下を抑制し、正常な円筒形状をより長期間に亘って維持可能にするという点において、更なる改善の余地があった。また、上記従来のパイプコンベアベルトには、補強コードとゴムとの接着性が十分に高くはないため、補強コードとゴムとの接着性を向上してパイプコンベアベルトの耐久性を向上させるという点においても改善の余地があった。
【0008】
そこで、本発明は、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することを目的とする。また、本発明は、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することも目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記目的を達成するため鋭意研究を行い、有機繊維コードをエポキシ化合物およびRFL樹脂で処理して所定のスティフネスを有するコードとすることで、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードが得られることを見出し、本発明を完成させた。
【0010】
即ち、この発明は上記課題を有利に解決することを目的とするものであり、本発明のパイプコンベアベルト用補強コードは、有機繊維コードと、前記有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、前記エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層とを備え、スティフネスが40mN以上100mN以下であることを特徴とする。このように、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成し、スティフネスを40〜100mNとすれば、ゴムとの接着性が良好であり、且つ、パイプコンベアベルト用補強コードとして用いることで円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができるコードを得ることができる。
なお、本発明において、「パイプコンベアベルト用補強コードのスティフネス」は、JIS L1085に準拠してガーレ式柔軟度試験機(ガーレ式スティフネステスター)で測定することができる。
【0011】
ここで、本発明のパイプコンベアベルト用補強コードは、前記エポキシ化合物層の質量が、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下であることが好ましい。エポキシ化合物層の質量をパイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすれば、ゴムとの接着性を十分に向上させることができるからである。
【0012】
また、本発明のパイプコンベアベルト用補強コードは、前記エポキシ化合物が、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルからなる群より選択される少なくとも1種であることが好ましい。これらのエポキシ化合物は、水に可溶で、且つ、ゴムとの接着性を十分に向上させることができるからである。
【0013】
更に、本発明のパイプコンベアベルト用補強コードは、前記有機繊維コードが、ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維よりなることが好ましい。ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維は、有機繊維コードに適しているからである。
【0014】
また、この発明は上記課題を有利に解決することを目的とするものであり、本発明のパイプコンベアベルトは、被搬送物の搬送時にベルト幅方向両端部がオーバーラップした円筒形状に変形するパイプコンベアベルトであって、上面カバーゴムと下面カバーゴムとの間に埋設された芯体と、円筒形状に変形した状態で前記芯体の径方向外方に位置するように埋設された補強層とを備え、前記補強層は、上述したパイプコンベアベルト用補強コードをゴム被覆してなることを特徴とする。このように、円筒形状に変形した状態で芯体の径方向外方に位置するように埋設された補強層の補強コードを、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40〜100mNの上記パイプコンベアベルト用補強コードとすれば、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを得ることができる。
【0015】
ここで、本発明のパイプコンベアベルトは、前記パイプコンベアベルト用補強コードが、ベルト幅方向と平行に配列されていることが好ましい。ベルト幅方向に対して平行に配列したパイプコンベアベルト用補強コードをゴム被覆して補強層とすれば、パイプコンベアベルトの幅方向の剛性の低下を更に抑制することができ、正常な円筒形状を更に長期間に亘って維持することができるからである。
なお、本発明において、「平行に配列」とは、数学的な意味で厳密にパイプコンベアベルト用補強コードが平行であるという限定的な意味ではなく、パイプコンベアベルト用補強コードが同一方向に延在していることを意味する。
【0016】
また、本発明のパイプコンベアベルトは、前記補強層のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層とベルト厚さ方向に重なり合う補助層を更に備えることが好ましい。補強層のベルト幅方向両端部側に補助層を配設すれば、パイプコンベアベルト内のベルト幅方向の曲げ剛性の変化を緩慢にし、正常な円筒形状を保持することができるからである。
【0017】
更に、本発明のパイプコンベアベルトは、前記補強層と前記補助層とが重なり合う部分のベルト幅方向寸法が、それぞれ前記補助層のベルト幅方向寸法の10%以上であることが好ましい。補強層と補助層とが重なり合う部分のベルト幅方向寸法を補助層のベルト幅方向寸法の10%未満とすると、パイプコンベアベルト内のベルト幅方向の曲げ剛性の変化を十分に緩慢にすることができず、芯体が起き上がってカバーゴムに亀裂が入る虞があるからである。
【発明の効果】
【0018】
本発明によれば、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することができる。また、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することもできる。
【図面の簡単な説明】
【0019】
【図1】本発明に従う代表的なパイプコンベアベルトの幅方向断面図である。
【図2】図1に示すパイプコンベアベルトを保形ローラーで円筒形状に丸めた状態を示す横断面図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施の形態を詳細に説明する。ここで、本発明のパイプコンベアベルト用補強コードは、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成し、所定のスティフネスとしたことを特徴とする。また、本発明のパイプコンベアベルトは、円筒形状に変形した状態で芯体の径方向外方に位置するように埋設された補強層の補強コードに、上述したパイプコンベアベルト用補強コードを使用することを特徴とする。
【0021】
<パイプコンベアベルト用補強コード>
本発明のパイプコンベアベルト用補強コードの一例は、有機繊維コードと、該有機繊維コードの表面に形成したエポキシ化合物層と、エポキシ化合物層を形成した有機繊維コードの表面に形成したRFL樹脂層とを備え、JIS L1085に準拠してガーレ式スティフネステスターで測定したスティフネスが40mN以上100mN以下であることを特徴とする。
【0022】
ここで、有機繊維コードとしては、例えば、ポリエチレンテレフタレート(PET)繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート(PEN)繊維からなるコードを用いることができる。
【0023】
具体的には、溶融押出により得たポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維に下撚りをかけた後、任意の本数を合わせて下撚りとは逆方向の上撚りをかけて得たコードに対し、任意に油剤の付与、熱延伸処理、熱セット処理などを施して得た有機繊維コードを用いることができる。
【0024】
エポキシ化合物層は、上記有機繊維コードの表面にエポキシ化合物を付着させた後、例えば温度160〜250℃で3〜5分間熱処理してエポキシ化合物を硬化させることで形成することができる。
【0025】
ここで、エポキシ化合物層の形成に用いるエポキシ化合物としては、例えば、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテルおよびネオペンチルグリコールジグリシジルエーテルなどのジエポキシ化合物、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテルおよびソルビトールポリグリシジルエーテルなどのポリエポキシ化合物、並びに、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルなどのモノエポキシ化合物からなる群より選択される少なくとも1種を挙げることができる。これらのエポキシ化合物は、水に可溶で、且つ、パイプコンベアベルト用補強コードとゴムとの接着性を十分に向上させることができるからである。
【0026】
また、パイプコンベアベルト用補強コード中のエポキシ化合物層の質量は、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすることが好ましい。エポキシ化合物層の質量をパイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすれば、パイプコンベアベルト用補強コードとゴムとの接着性を十分に向上させることができるからである。なお、エポキシ化合物層の質量は、有機繊維コードに付着させるエポキシ化合物の量を調整することにより制御することができる。
【0027】
RFL樹脂層は、エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させた後、既知の方法で乾燥および硬化させて形成することができる。具体的には、RFL樹脂は、例えば温度100〜150℃の熱風を用いて乾燥することができる。また、RFL樹脂は、例えば乾燥後に温度150〜250℃で加熱処理して硬化させることができる。
【0028】
ここで、RFL樹脂層の形成に用いるRFL樹脂は、レゾルシン−ホルムアルデヒド縮合物とゴムラテックスとを含む混合物である。そして、RFL樹脂は、例えばエポキシ化合物層を形成した有機繊維コードをRFL樹脂にディップ(浸漬)することにより、エポキシ化合物層を形成した有機繊維コードに付着させることができる。
【0029】
なお、パイプコンベアベルト用補強コード中のRFL樹脂層の質量は、パイプコンベアベルト用補強コードの2.0質量%以上7.0質量%以下とすることが好ましい。RFL樹脂層の質量をパイプコンベアベルト用補強コードの2.0質量%以上7.0質量%以下とすれば、ゴムとの接着性を更に向上させることができるからである。なお、RFL樹脂層の質量は、ディップ時間等を調整することにより制御することができる。
【0030】
ここで、この一例のパイプコンベアベルト用補強コードは、スティフネスが40〜100mNとなるように有機繊維コードに上記エポキシ化合物層およびRFL樹脂層を形成する必要がある。パイプコンベアベルト用補強コードのスティフネスが40mN未満の場合、ベルトが円筒形状への変形を繰り返した際にベルトの幅方向の剛性を確保することができず、100mN超の場合、パイプコンベアベルト用補強コードが座屈し易くなるからである。なお、パイプコンベアベルト用補強コードの座屈を確実に防止する観点からは、パイプコンベアベルト用補強コードのスティフネスは80mN以下であることが好ましい。
【0031】
ここで、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成したパイプコンベアベルト用補強コードのスティフネスの大きさは、ソフニング処理を施すことで調整することができる。因みに、「ソフニング処理」は、例えば特開平7−145567号公報に開示されているように、エッジ径が1mmのブレードを3個有するソフニング装置を用いて実施することができる。
【0032】
そして、上述したような、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなり、40〜100mNのスティフネスを有するパイプコンベアベルト用補強コードは、エポキシ化合物層およびRFL樹脂層を形成しているので、ゴムとの接着性が良好である。また、エポキシ化合物層およびRFL樹脂層を形成すると共に、スティフネスを40〜100mNの範囲内としているので、パイプコンベアベルトの補強層に用いた際に、ベルトが円筒形状への変形を繰り返しても、ベルトの幅方向の剛性の低下を抑制することができる。
【0033】
<パイプコンベアベルト>
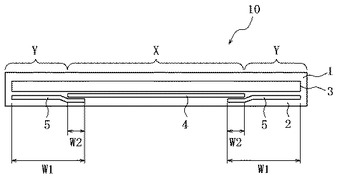
本発明のパイプコンベアベルトの一例は、図1にベルト幅方向の断面を示すように、上面カバーゴム1と下面カバーゴム2との間に埋設された芯体3および補強層4と、補強層4のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層4とベルト厚さ方向(図1では上下方向)に重なり合う補助層5とを備えている。そして、このパイプコンベアベルト10は、図2に示すように、パイプコンベアベルト10を包囲するように配置した複数(図2では6個)の保形ローラー20によって円筒形状に丸められた状態で、被搬送物の搬送に用いられる。なお、パイプコンベアベルト10では、上面カバーゴム1側(図1では上側)の面が被搬送物を積載する搬送面となる。
【0034】
ここで、上面カバーゴム1は、パイプコンベアベルト10の搬送面側の表層に位置しており、下面カバーゴム2は、パイプコンベアベルト10の搬送面とは反対側の表層に位置している。そして、上面カバーゴム1および下面カバーゴム2は、例えば、天然ゴム、BR(ポリブタジエンゴム)、SBR(スチレン・ブタジエンゴム)、NBR(アクリロニトリル・ブタジエンゴム)またはこれらの混合物で構成することができる。
【0035】
芯体3は、パイプコンベアベルト10の略全幅および略全長に亘って、上面カバーゴム1と下面カバーゴム2との間に埋設されている。そして、芯体3としては、ポリエステル繊維、炭素繊維、ポリアミド繊維、ガラス繊維、アラミド繊維等の通常用いられる素材からなる帆布や、スチールコードを用いることができる。なお、芯体3は、帆布等を複数層積層して構成しても良い。また、芯体3と上面カバーゴム1および下面カバーゴム2との接着性を高める観点からは、芯体3は接着ゴム等で被覆しても良い。
【0036】
補強層4は、ベルト幅方向両端部(図1中、Yで示す部分)をオーバーラップさせてパイプコンベアベルト10を円筒形状に変形させた際に、芯体3の径方向外方に位置するように埋設されている。即ち、補強層4は、芯体3よりも下面カバーゴム2側に埋設されている。また、補強層4のパイプコンベアベルト幅方向の埋設範囲は、特に限定されることなく、パイプコンベアベルト10を円筒形状に丸めた際にオーバーラップしない範囲(図1中、Xで示す範囲)とされている。
【0037】
ここで、補強層4は、上述したパイプコンベアベルト用補強コードを互いに平行に配列し、天然ゴム、BR、SBR、NBR等のゴムで被覆したコードゴム引き層よりなる。そして、この一例のパイプコンベアベルト10では、パイプコンベアベルト用補強コードは、特に限定されることなく、パイプコンベアベルト10の幅方向と平行に配列されている。パイプコンベアベルト用補強コードをパイプコンベアベルト10の幅方向と平行に配列すれば、パイプコンベアベルト用補強コードを傾斜させて配列した場合に比べて、パイプコンベアベルトの幅方向の剛性の低下を更に抑制することができ、正常な円筒形状を更に長期間に亘って維持することができるからである。
【0038】
補助層5は、補強層4のベルト幅方向両端部側に、一部が補強層4とベルト厚さ方向(図1では上下方向)に重なり合うように埋設されている。そして、補助層5は、補強層4よりも弾性率の低いコードゴム引き層よりなることが好ましい。補強層4のベルト幅方向両端部側に低弾性率の補助層5を配設すれば、パイプコンベアベルト10内でのベルト幅方向の曲げ剛性の変化を緩慢にし、正常な円筒形状を保持することができるからである。
【0039】
ここで、補強層4と補助層5とがベルト厚さ方向に重なり合う寸法W2は、補助層5のベルト幅方向寸法W1の10%以上(0.10×W1≦W2)とすることが好ましく、15%以下(W2≦0.15×W1)とすることが更に好ましい。補強層4と補助層5とが重なり合う部分のベルト幅方向寸法W2を補助層5のベルト幅方向寸法W1の10%未満(0.10×W1>W2)とした場合、パイプコンベアベルト10内のベルト幅方向の曲げ剛性の変化を十分に緩慢にすることができず、芯体3が起き上がってカバーゴムに亀裂が入る虞があるからである。
【0040】
そして、この一例のパイプコンベアベルト10によれば、円筒形状に変形した状態で芯体3の径方向外方に位置する部分に補強層4を埋設しているので、パイプコンベアベルト10を円筒形状に変形させた際に生じる張力を補強層4で負担し、正常な円筒形状を長期間に亘って維持することができる。また、補強層4のベルト幅方向寸法を、パイプコンベアベルト10を円筒形状に丸めた際にオーバーラップしない寸法としているので、パイプコンベアベルト10を円筒形上にした際の曲げ剛性がパイプ円周上で均一となるようにし、正常な円筒形状とすることができる。更に、補強層4の補強コードを、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40〜100mNの上記パイプコンベアベルト用補強コードとしているので、正常な円筒形状をより長期間に亘って維持することができ、且つ、耐久性を高めることができる。
【0041】
以上、図面を参照して本発明の実施形態を説明したが、本発明のパイプコンベアベルト用補強コードおよびパイプコンベアベルトは上述した一例に限定されることは無く、本発明のパイプコンベアベルト用補強コードおよびパイプコンベアベルトには適宜変更を加えることができる。
【実施例】
【0042】
以下、実施例により本発明を更に詳細に説明するが、本発明は下記の実施例に何ら限定されるものではない。
【0043】
(実施例1)
芯体が3枚の帆布よりなる点以外は図1に示すのと同様の構成を有するパイプコンベアベルトを、表1に示す諸元で作製した。
なお、パイプコンベアベルト用補強コードとしては、ポリエチレンテレフタレート繊維に下撚りを27回かけた後、下撚りとは反対方向に上撚りを39回かけて作製したコードに対し、エポキシ化合物層を形成した後、RFL樹脂層を形成したコードを用いた。また、補強層におけるパイプコンベアベルト用補強コードの打ち込み本数は、51.1本/5cmとした。
そして、以下の方法でパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。なお、使用したパイプコンベアベルト用補強コードについて、パイプコンベアベルト用補強コードの質量に対するエポキシ化合物層の質量の比、オートグラフで測定した5%伸張時応力、熱収縮率(150℃のオーブンで30分間加熱した際のコードの長さの変化率)およびガーレ式スティフネステスターで測定したスティフネスも表1に併せて示す。
【0044】
(実施例2)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0045】
(比較例1)
パイプコンベアベルト用補強コードとして、有機繊維コード上にエポキシ化合物層を形成することなくRFL樹脂層を直接形成した、表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0046】
(比較例2)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、比較例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0047】
(比較例3)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0048】
<幅方向の剛性>
まず、作製直後のパイプコンベアベルトのたわみと、作製したパイプコンベアベルトを円筒形状に5万回変形させた後のたわみとを、JIS K6369に準拠してトラフ試験により測定した。次に、作製直後のパイプコンベアベルトをベルト幅方向に曲げて丸めた際の反力と、作製したパイプコンベアベルトを円筒形状に5万回変形させた後にベルト幅方向に曲げて丸めた際の反力とを、トラフ試験により測定したたわみから「はりのたわみの式(v=5Pa3/384EI)」を用いて算出した。
そして、5万回屈曲後の幅方向の剛性の保持率を、以下の式を用いて算出した。
5万回屈曲後保持率=(5万回屈曲後の反力/作製直後(初期)の反力)×100%
<ゴムとの接着性>
JIS K6256に準拠してパイプコンベアベルトと同様の構成を有する短冊状の積層シートを作製し、該積層シートを5万回屈曲させる前と後とで、50mm/分の速度でゴム片を引き剥がした際の接着力を測定した。
そして、5万回屈曲後の接着力の保持率を、以下の式を用いて算出した。
5万回屈曲後保持率=(5万回屈曲後の接着力/初期の接着力)×100%
【0049】
【表1】

【0050】
実施例1〜2および比較例1〜3より、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40、45mNのパイプコンベアベルト用補強コードを用いた実施例1,2のパイプコンベアベルトは、幅方向の剛性の低下を抑制することができ、且つ、補強コードとゴムとの接着性が良好であることが分かる。
【産業上の利用可能性】
【0051】
本発明によれば、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することができる。また、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することもできる。
【符号の説明】
【0052】
1 上面カバーゴム
2 下面カバーゴム
3 芯体
4 補強層
5 補助層
10 パイプコンベアベルト
20 保形ローラー
【技術分野】
【0001】
本発明は、無端の搬送ベルトを円筒形状に丸めて被搬送物を連続搬送するパイプコンベアに用いるパイプコンベアベルト用の補強コードおよび該補強コードを用いたパイプコンベアベルトに関するものである。
【背景技術】
【0002】
従来、被搬送物の荷こぼれや飛散を抑制し得る、粉粒体等の搬送に適したコンベアとして、循環走行する無端の搬送ベルトを走行経路の殆どの部分で円筒形状に丸め、被搬送物を搬送ベルトで包み込んで連続搬送するパイプコンベアが知られている。
【0003】
ここで、パイプコンベアでは、搬送ベルト(パイプコンベアベルト)を包囲するように配設した保形ローラーでパイプコンベアベルトを円筒形状に丸めて被搬送物を搬送するため、ベルトを円筒形状に丸めた際の密閉度および内容積を確保する観点から、パイプコンベアベルトには、正常な円筒形状を長期に亘って維持することが求められている。
【0004】
そこで、帆布等の芯体や、補強コードをゴム被覆してなる補強層を配設し、ベルト幅方向の剛性を高めることで正常な円筒形状を長期に亘って維持することを可能としたパイプコンベアベルトが提案されている。
【0005】
具体的には、ベルトの略全幅および略全長に亘って埋設された芯体と、ベルトを円筒形状へ変形させた状態で芯体の径方向外方に位置する部分に埋設された、ナイロンまたはポリエステル製の補強コードをゴム被覆してなる補強層とを備えるパイプコンベアベルトが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−72220号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記従来のパイプコンベアベルトには、円筒形状への変形を繰り返した際のベルト幅方向の剛性の低下を抑制し、正常な円筒形状をより長期間に亘って維持可能にするという点において、更なる改善の余地があった。また、上記従来のパイプコンベアベルトには、補強コードとゴムとの接着性が十分に高くはないため、補強コードとゴムとの接着性を向上してパイプコンベアベルトの耐久性を向上させるという点においても改善の余地があった。
【0008】
そこで、本発明は、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することを目的とする。また、本発明は、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することも目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記目的を達成するため鋭意研究を行い、有機繊維コードをエポキシ化合物およびRFL樹脂で処理して所定のスティフネスを有するコードとすることで、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードが得られることを見出し、本発明を完成させた。
【0010】
即ち、この発明は上記課題を有利に解決することを目的とするものであり、本発明のパイプコンベアベルト用補強コードは、有機繊維コードと、前記有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、前記エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層とを備え、スティフネスが40mN以上100mN以下であることを特徴とする。このように、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成し、スティフネスを40〜100mNとすれば、ゴムとの接着性が良好であり、且つ、パイプコンベアベルト用補強コードとして用いることで円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができるコードを得ることができる。
なお、本発明において、「パイプコンベアベルト用補強コードのスティフネス」は、JIS L1085に準拠してガーレ式柔軟度試験機(ガーレ式スティフネステスター)で測定することができる。
【0011】
ここで、本発明のパイプコンベアベルト用補強コードは、前記エポキシ化合物層の質量が、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下であることが好ましい。エポキシ化合物層の質量をパイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすれば、ゴムとの接着性を十分に向上させることができるからである。
【0012】
また、本発明のパイプコンベアベルト用補強コードは、前記エポキシ化合物が、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルからなる群より選択される少なくとも1種であることが好ましい。これらのエポキシ化合物は、水に可溶で、且つ、ゴムとの接着性を十分に向上させることができるからである。
【0013】
更に、本発明のパイプコンベアベルト用補強コードは、前記有機繊維コードが、ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維よりなることが好ましい。ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維は、有機繊維コードに適しているからである。
【0014】
また、この発明は上記課題を有利に解決することを目的とするものであり、本発明のパイプコンベアベルトは、被搬送物の搬送時にベルト幅方向両端部がオーバーラップした円筒形状に変形するパイプコンベアベルトであって、上面カバーゴムと下面カバーゴムとの間に埋設された芯体と、円筒形状に変形した状態で前記芯体の径方向外方に位置するように埋設された補強層とを備え、前記補強層は、上述したパイプコンベアベルト用補強コードをゴム被覆してなることを特徴とする。このように、円筒形状に変形した状態で芯体の径方向外方に位置するように埋設された補強層の補強コードを、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40〜100mNの上記パイプコンベアベルト用補強コードとすれば、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを得ることができる。
【0015】
ここで、本発明のパイプコンベアベルトは、前記パイプコンベアベルト用補強コードが、ベルト幅方向と平行に配列されていることが好ましい。ベルト幅方向に対して平行に配列したパイプコンベアベルト用補強コードをゴム被覆して補強層とすれば、パイプコンベアベルトの幅方向の剛性の低下を更に抑制することができ、正常な円筒形状を更に長期間に亘って維持することができるからである。
なお、本発明において、「平行に配列」とは、数学的な意味で厳密にパイプコンベアベルト用補強コードが平行であるという限定的な意味ではなく、パイプコンベアベルト用補強コードが同一方向に延在していることを意味する。
【0016】
また、本発明のパイプコンベアベルトは、前記補強層のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層とベルト厚さ方向に重なり合う補助層を更に備えることが好ましい。補強層のベルト幅方向両端部側に補助層を配設すれば、パイプコンベアベルト内のベルト幅方向の曲げ剛性の変化を緩慢にし、正常な円筒形状を保持することができるからである。
【0017】
更に、本発明のパイプコンベアベルトは、前記補強層と前記補助層とが重なり合う部分のベルト幅方向寸法が、それぞれ前記補助層のベルト幅方向寸法の10%以上であることが好ましい。補強層と補助層とが重なり合う部分のベルト幅方向寸法を補助層のベルト幅方向寸法の10%未満とすると、パイプコンベアベルト内のベルト幅方向の曲げ剛性の変化を十分に緩慢にすることができず、芯体が起き上がってカバーゴムに亀裂が入る虞があるからである。
【発明の効果】
【0018】
本発明によれば、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することができる。また、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することもできる。
【図面の簡単な説明】
【0019】
【図1】本発明に従う代表的なパイプコンベアベルトの幅方向断面図である。
【図2】図1に示すパイプコンベアベルトを保形ローラーで円筒形状に丸めた状態を示す横断面図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施の形態を詳細に説明する。ここで、本発明のパイプコンベアベルト用補強コードは、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成し、所定のスティフネスとしたことを特徴とする。また、本発明のパイプコンベアベルトは、円筒形状に変形した状態で芯体の径方向外方に位置するように埋設された補強層の補強コードに、上述したパイプコンベアベルト用補強コードを使用することを特徴とする。
【0021】
<パイプコンベアベルト用補強コード>
本発明のパイプコンベアベルト用補強コードの一例は、有機繊維コードと、該有機繊維コードの表面に形成したエポキシ化合物層と、エポキシ化合物層を形成した有機繊維コードの表面に形成したRFL樹脂層とを備え、JIS L1085に準拠してガーレ式スティフネステスターで測定したスティフネスが40mN以上100mN以下であることを特徴とする。
【0022】
ここで、有機繊維コードとしては、例えば、ポリエチレンテレフタレート(PET)繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート(PEN)繊維からなるコードを用いることができる。
【0023】
具体的には、溶融押出により得たポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維に下撚りをかけた後、任意の本数を合わせて下撚りとは逆方向の上撚りをかけて得たコードに対し、任意に油剤の付与、熱延伸処理、熱セット処理などを施して得た有機繊維コードを用いることができる。
【0024】
エポキシ化合物層は、上記有機繊維コードの表面にエポキシ化合物を付着させた後、例えば温度160〜250℃で3〜5分間熱処理してエポキシ化合物を硬化させることで形成することができる。
【0025】
ここで、エポキシ化合物層の形成に用いるエポキシ化合物としては、例えば、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテルおよびネオペンチルグリコールジグリシジルエーテルなどのジエポキシ化合物、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテルおよびソルビトールポリグリシジルエーテルなどのポリエポキシ化合物、並びに、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルなどのモノエポキシ化合物からなる群より選択される少なくとも1種を挙げることができる。これらのエポキシ化合物は、水に可溶で、且つ、パイプコンベアベルト用補強コードとゴムとの接着性を十分に向上させることができるからである。
【0026】
また、パイプコンベアベルト用補強コード中のエポキシ化合物層の質量は、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすることが好ましい。エポキシ化合物層の質量をパイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下とすれば、パイプコンベアベルト用補強コードとゴムとの接着性を十分に向上させることができるからである。なお、エポキシ化合物層の質量は、有機繊維コードに付着させるエポキシ化合物の量を調整することにより制御することができる。
【0027】
RFL樹脂層は、エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させた後、既知の方法で乾燥および硬化させて形成することができる。具体的には、RFL樹脂は、例えば温度100〜150℃の熱風を用いて乾燥することができる。また、RFL樹脂は、例えば乾燥後に温度150〜250℃で加熱処理して硬化させることができる。
【0028】
ここで、RFL樹脂層の形成に用いるRFL樹脂は、レゾルシン−ホルムアルデヒド縮合物とゴムラテックスとを含む混合物である。そして、RFL樹脂は、例えばエポキシ化合物層を形成した有機繊維コードをRFL樹脂にディップ(浸漬)することにより、エポキシ化合物層を形成した有機繊維コードに付着させることができる。
【0029】
なお、パイプコンベアベルト用補強コード中のRFL樹脂層の質量は、パイプコンベアベルト用補強コードの2.0質量%以上7.0質量%以下とすることが好ましい。RFL樹脂層の質量をパイプコンベアベルト用補強コードの2.0質量%以上7.0質量%以下とすれば、ゴムとの接着性を更に向上させることができるからである。なお、RFL樹脂層の質量は、ディップ時間等を調整することにより制御することができる。
【0030】
ここで、この一例のパイプコンベアベルト用補強コードは、スティフネスが40〜100mNとなるように有機繊維コードに上記エポキシ化合物層およびRFL樹脂層を形成する必要がある。パイプコンベアベルト用補強コードのスティフネスが40mN未満の場合、ベルトが円筒形状への変形を繰り返した際にベルトの幅方向の剛性を確保することができず、100mN超の場合、パイプコンベアベルト用補強コードが座屈し易くなるからである。なお、パイプコンベアベルト用補強コードの座屈を確実に防止する観点からは、パイプコンベアベルト用補強コードのスティフネスは80mN以下であることが好ましい。
【0031】
ここで、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成したパイプコンベアベルト用補強コードのスティフネスの大きさは、ソフニング処理を施すことで調整することができる。因みに、「ソフニング処理」は、例えば特開平7−145567号公報に開示されているように、エッジ径が1mmのブレードを3個有するソフニング装置を用いて実施することができる。
【0032】
そして、上述したような、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなり、40〜100mNのスティフネスを有するパイプコンベアベルト用補強コードは、エポキシ化合物層およびRFL樹脂層を形成しているので、ゴムとの接着性が良好である。また、エポキシ化合物層およびRFL樹脂層を形成すると共に、スティフネスを40〜100mNの範囲内としているので、パイプコンベアベルトの補強層に用いた際に、ベルトが円筒形状への変形を繰り返しても、ベルトの幅方向の剛性の低下を抑制することができる。
【0033】
<パイプコンベアベルト>
本発明のパイプコンベアベルトの一例は、図1にベルト幅方向の断面を示すように、上面カバーゴム1と下面カバーゴム2との間に埋設された芯体3および補強層4と、補強層4のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層4とベルト厚さ方向(図1では上下方向)に重なり合う補助層5とを備えている。そして、このパイプコンベアベルト10は、図2に示すように、パイプコンベアベルト10を包囲するように配置した複数(図2では6個)の保形ローラー20によって円筒形状に丸められた状態で、被搬送物の搬送に用いられる。なお、パイプコンベアベルト10では、上面カバーゴム1側(図1では上側)の面が被搬送物を積載する搬送面となる。
【0034】
ここで、上面カバーゴム1は、パイプコンベアベルト10の搬送面側の表層に位置しており、下面カバーゴム2は、パイプコンベアベルト10の搬送面とは反対側の表層に位置している。そして、上面カバーゴム1および下面カバーゴム2は、例えば、天然ゴム、BR(ポリブタジエンゴム)、SBR(スチレン・ブタジエンゴム)、NBR(アクリロニトリル・ブタジエンゴム)またはこれらの混合物で構成することができる。
【0035】
芯体3は、パイプコンベアベルト10の略全幅および略全長に亘って、上面カバーゴム1と下面カバーゴム2との間に埋設されている。そして、芯体3としては、ポリエステル繊維、炭素繊維、ポリアミド繊維、ガラス繊維、アラミド繊維等の通常用いられる素材からなる帆布や、スチールコードを用いることができる。なお、芯体3は、帆布等を複数層積層して構成しても良い。また、芯体3と上面カバーゴム1および下面カバーゴム2との接着性を高める観点からは、芯体3は接着ゴム等で被覆しても良い。
【0036】
補強層4は、ベルト幅方向両端部(図1中、Yで示す部分)をオーバーラップさせてパイプコンベアベルト10を円筒形状に変形させた際に、芯体3の径方向外方に位置するように埋設されている。即ち、補強層4は、芯体3よりも下面カバーゴム2側に埋設されている。また、補強層4のパイプコンベアベルト幅方向の埋設範囲は、特に限定されることなく、パイプコンベアベルト10を円筒形状に丸めた際にオーバーラップしない範囲(図1中、Xで示す範囲)とされている。
【0037】
ここで、補強層4は、上述したパイプコンベアベルト用補強コードを互いに平行に配列し、天然ゴム、BR、SBR、NBR等のゴムで被覆したコードゴム引き層よりなる。そして、この一例のパイプコンベアベルト10では、パイプコンベアベルト用補強コードは、特に限定されることなく、パイプコンベアベルト10の幅方向と平行に配列されている。パイプコンベアベルト用補強コードをパイプコンベアベルト10の幅方向と平行に配列すれば、パイプコンベアベルト用補強コードを傾斜させて配列した場合に比べて、パイプコンベアベルトの幅方向の剛性の低下を更に抑制することができ、正常な円筒形状を更に長期間に亘って維持することができるからである。
【0038】
補助層5は、補強層4のベルト幅方向両端部側に、一部が補強層4とベルト厚さ方向(図1では上下方向)に重なり合うように埋設されている。そして、補助層5は、補強層4よりも弾性率の低いコードゴム引き層よりなることが好ましい。補強層4のベルト幅方向両端部側に低弾性率の補助層5を配設すれば、パイプコンベアベルト10内でのベルト幅方向の曲げ剛性の変化を緩慢にし、正常な円筒形状を保持することができるからである。
【0039】
ここで、補強層4と補助層5とがベルト厚さ方向に重なり合う寸法W2は、補助層5のベルト幅方向寸法W1の10%以上(0.10×W1≦W2)とすることが好ましく、15%以下(W2≦0.15×W1)とすることが更に好ましい。補強層4と補助層5とが重なり合う部分のベルト幅方向寸法W2を補助層5のベルト幅方向寸法W1の10%未満(0.10×W1>W2)とした場合、パイプコンベアベルト10内のベルト幅方向の曲げ剛性の変化を十分に緩慢にすることができず、芯体3が起き上がってカバーゴムに亀裂が入る虞があるからである。
【0040】
そして、この一例のパイプコンベアベルト10によれば、円筒形状に変形した状態で芯体3の径方向外方に位置する部分に補強層4を埋設しているので、パイプコンベアベルト10を円筒形状に変形させた際に生じる張力を補強層4で負担し、正常な円筒形状を長期間に亘って維持することができる。また、補強層4のベルト幅方向寸法を、パイプコンベアベルト10を円筒形状に丸めた際にオーバーラップしない寸法としているので、パイプコンベアベルト10を円筒形上にした際の曲げ剛性がパイプ円周上で均一となるようにし、正常な円筒形状とすることができる。更に、補強層4の補強コードを、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40〜100mNの上記パイプコンベアベルト用補強コードとしているので、正常な円筒形状をより長期間に亘って維持することができ、且つ、耐久性を高めることができる。
【0041】
以上、図面を参照して本発明の実施形態を説明したが、本発明のパイプコンベアベルト用補強コードおよびパイプコンベアベルトは上述した一例に限定されることは無く、本発明のパイプコンベアベルト用補強コードおよびパイプコンベアベルトには適宜変更を加えることができる。
【実施例】
【0042】
以下、実施例により本発明を更に詳細に説明するが、本発明は下記の実施例に何ら限定されるものではない。
【0043】
(実施例1)
芯体が3枚の帆布よりなる点以外は図1に示すのと同様の構成を有するパイプコンベアベルトを、表1に示す諸元で作製した。
なお、パイプコンベアベルト用補強コードとしては、ポリエチレンテレフタレート繊維に下撚りを27回かけた後、下撚りとは反対方向に上撚りを39回かけて作製したコードに対し、エポキシ化合物層を形成した後、RFL樹脂層を形成したコードを用いた。また、補強層におけるパイプコンベアベルト用補強コードの打ち込み本数は、51.1本/5cmとした。
そして、以下の方法でパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。なお、使用したパイプコンベアベルト用補強コードについて、パイプコンベアベルト用補強コードの質量に対するエポキシ化合物層の質量の比、オートグラフで測定した5%伸張時応力、熱収縮率(150℃のオーブンで30分間加熱した際のコードの長さの変化率)およびガーレ式スティフネステスターで測定したスティフネスも表1に併せて示す。
【0044】
(実施例2)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0045】
(比較例1)
パイプコンベアベルト用補強コードとして、有機繊維コード上にエポキシ化合物層を形成することなくRFL樹脂層を直接形成した、表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0046】
(比較例2)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、比較例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0047】
(比較例3)
パイプコンベアベルト用補強コードとして表1に示す諸元を有するコードを使用した以外は、実施例1と同様にしてパイプコンベアベルトを作製した。
そして、実施例1と同様にしてパイプコンベアベルトの幅方向の剛性およびパイプコンベアベルト用補強コードとゴムとの接着性を評価した。結果を表1に示す。
【0048】
<幅方向の剛性>
まず、作製直後のパイプコンベアベルトのたわみと、作製したパイプコンベアベルトを円筒形状に5万回変形させた後のたわみとを、JIS K6369に準拠してトラフ試験により測定した。次に、作製直後のパイプコンベアベルトをベルト幅方向に曲げて丸めた際の反力と、作製したパイプコンベアベルトを円筒形状に5万回変形させた後にベルト幅方向に曲げて丸めた際の反力とを、トラフ試験により測定したたわみから「はりのたわみの式(v=5Pa3/384EI)」を用いて算出した。
そして、5万回屈曲後の幅方向の剛性の保持率を、以下の式を用いて算出した。
5万回屈曲後保持率=(5万回屈曲後の反力/作製直後(初期)の反力)×100%
<ゴムとの接着性>
JIS K6256に準拠してパイプコンベアベルトと同様の構成を有する短冊状の積層シートを作製し、該積層シートを5万回屈曲させる前と後とで、50mm/分の速度でゴム片を引き剥がした際の接着力を測定した。
そして、5万回屈曲後の接着力の保持率を、以下の式を用いて算出した。
5万回屈曲後保持率=(5万回屈曲後の接着力/初期の接着力)×100%
【0049】
【表1】
【0050】
実施例1〜2および比較例1〜3より、有機繊維コードにエポキシ化合物層およびRFL樹脂層を順次形成してなる、スティフネスが40、45mNのパイプコンベアベルト用補強コードを用いた実施例1,2のパイプコンベアベルトは、幅方向の剛性の低下を抑制することができ、且つ、補強コードとゴムとの接着性が良好であることが分かる。
【産業上の利用可能性】
【0051】
本発明によれば、円筒形状への変形を繰り返した際のパイプコンベアベルトの幅方向の剛性の低下を抑制することができ、且つ、ゴムとの接着性が良好なパイプコンベアベルト用補強コードを提供することができる。また、正常な円筒形状をより長期間に亘って維持可能であり、且つ、耐久性が高いパイプコンベアベルトを提供することもできる。
【符号の説明】
【0052】
1 上面カバーゴム
2 下面カバーゴム
3 芯体
4 補強層
5 補助層
10 パイプコンベアベルト
20 保形ローラー
【特許請求の範囲】
【請求項1】
有機繊維コードと、
前記有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、
前記エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層と、
を備え、
スティフネスが40mN以上100mN以下であることを特徴とする、パイプコンベアベルト用補強コード。
【請求項2】
前記エポキシ化合物層の質量が、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下であることを特徴とする、請求項1に記載のパイプコンベアベルト用補強コード。
【請求項3】
前記エポキシ化合物が、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルからなる群より選択される少なくとも1種であることを特徴とする、請求項1または2に記載のパイプコンベアベルト用補強コード。
【請求項4】
前記有機繊維コードが、ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維よりなることを特徴とする、請求項1〜3の何れかに記載のパイプコンベアベルト用補強コード。
【請求項5】
被搬送物の搬送時にベルト幅方向両端部がオーバーラップした円筒形状に変形するパイプコンベアベルトであって、
上面カバーゴムと下面カバーゴムとの間に埋設された芯体と、円筒形状に変形した状態で前記芯体の径方向外方に位置するように埋設された補強層とを備え、
前記補強層は、請求項1〜4の何れかに記載のパイプコンベアベルト用補強コードをゴム被覆してなることを特徴とする、パイプコンベアベルト。
【請求項6】
前記パイプコンベアベルト用補強コードが、ベルト幅方向と平行に配列されていることを特徴とする、請求項5に記載のパイプコンベアベルト。
【請求項7】
前記補強層のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層とベルト厚さ方向に重なり合う補助層を更に備えることを特徴とする、請求項5または6に記載のパイプコンベアベルト。
【請求項8】
前記補強層と前記補助層とが重なり合う部分のベルト幅方向寸法が、それぞれ前記補助層のベルト幅方向寸法の10%以上であることを特徴とする、請求項7に記載のパイプコンベアベルト。
【請求項1】
有機繊維コードと、
前記有機繊維コードの表面にエポキシ化合物を付着させて形成したエポキシ化合物層と、
前記エポキシ化合物層を形成した有機繊維コードの表面にRFL樹脂を付着させて形成したRFL樹脂層と、
を備え、
スティフネスが40mN以上100mN以下であることを特徴とする、パイプコンベアベルト用補強コード。
【請求項2】
前記エポキシ化合物層の質量が、パイプコンベアベルト用補強コードの0.80質量%以上1.50質量%以下であることを特徴とする、請求項1に記載のパイプコンベアベルト用補強コード。
【請求項3】
前記エポキシ化合物が、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、アリルグリシジルエーテル、2−エチルヘキシルグリシジルエーテルおよびフェニルグリシジルエーテルからなる群より選択される少なくとも1種であることを特徴とする、請求項1または2に記載のパイプコンベアベルト用補強コード。
【請求項4】
前記有機繊維コードが、ポリエチレンテレフタレート繊維、ナイロン繊維、アラミド繊維、ビニロン繊維またはポリエチレンナフタレート繊維よりなることを特徴とする、請求項1〜3の何れかに記載のパイプコンベアベルト用補強コード。
【請求項5】
被搬送物の搬送時にベルト幅方向両端部がオーバーラップした円筒形状に変形するパイプコンベアベルトであって、
上面カバーゴムと下面カバーゴムとの間に埋設された芯体と、円筒形状に変形した状態で前記芯体の径方向外方に位置するように埋設された補強層とを備え、
前記補強層は、請求項1〜4の何れかに記載のパイプコンベアベルト用補強コードをゴム被覆してなることを特徴とする、パイプコンベアベルト。
【請求項6】
前記パイプコンベアベルト用補強コードが、ベルト幅方向と平行に配列されていることを特徴とする、請求項5に記載のパイプコンベアベルト。
【請求項7】
前記補強層のベルト幅方向両端部側にそれぞれ埋設され、且つ、一部が補強層とベルト厚さ方向に重なり合う補助層を更に備えることを特徴とする、請求項5または6に記載のパイプコンベアベルト。
【請求項8】
前記補強層と前記補助層とが重なり合う部分のベルト幅方向寸法が、それぞれ前記補助層のベルト幅方向寸法の10%以上であることを特徴とする、請求項7に記載のパイプコンベアベルト。
【図1】

【図2】

【図2】
【公開番号】特開2013−1462(P2013−1462A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−130659(P2011−130659)
【出願日】平成23年6月10日(2011.6.10)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月10日(2011.6.10)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]