
パイプ継手及びパイプ継手の製造方法
【課題】樹脂カラーの組み立て時にクラックの発生が抑制され、圧入後に樹脂カラーが抜け抜け出しにくいパイプ継手を提供する。
【解決手段】パイプ継手の継手基体12には、接続管部42、ナット部44、ナット部44の端面から延出された基体筒部14、及び基体筒部14の端面18から延出された内筒22が設けられている。基体筒部14及び内筒22の外周には樹脂カラー30が配置され、内筒22との間に管部材26が挿入される環状空間を形成している。樹脂カラー30は端部に圧入部32を備え、基体筒部14には突起部16が突出されている。圧入部32の内径と突起部の外径は、下式で算出される圧入代Pが4〜8%の範囲内に設定され、樹脂カラーを膨張工程で膨張させた後に、突起部16を超えて圧入させる。P={(A−B)/B}×100(%)、ここに、A:基体筒部に形成された突起部の外径(mm)、B:樹脂カラーの圧入部の内径(mm)。
【解決手段】パイプ継手の継手基体12には、接続管部42、ナット部44、ナット部44の端面から延出された基体筒部14、及び基体筒部14の端面18から延出された内筒22が設けられている。基体筒部14及び内筒22の外周には樹脂カラー30が配置され、内筒22との間に管部材26が挿入される環状空間を形成している。樹脂カラー30は端部に圧入部32を備え、基体筒部14には突起部16が突出されている。圧入部32の内径と突起部の外径は、下式で算出される圧入代Pが4〜8%の範囲内に設定され、樹脂カラーを膨張工程で膨張させた後に、突起部16を超えて圧入させる。P={(A−B)/B}×100(%)、ここに、A:基体筒部に形成された突起部の外径(mm)、B:樹脂カラーの圧入部の内径(mm)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パイプ継手及びパイプ継手の製造方法に関する。
【背景技術】
【0002】
近年、住宅用の給水・給湯配管には、作業性の向上を目的として、ポリブテン製パイプや架橋ポリエチレン製パイプ等の樹脂管が広く使用されている。ここに、樹脂管の接続は、端部をヘッダー等に設けられたパイプ継手に挿入するだけのワンタッチ操作で接合可能とされている。このとき、接続部における、差し込み不足に基づく水漏れを防止するため、差し込まれた樹脂管の先端位置を目視で容易に確認できる構造が求められていた。
【0003】
この要求に応えて、樹脂管の先端位置を透明な樹脂カラーで囲み、目視確認を可能としたパイプ継手が提案されている(特許文献1)。
ここに、特許文献1のパイプ継手は、継手基体の突起部を超えて圧入された樹脂カラーで樹脂管の先端位置を囲み、圧入後は、突起部で樹脂カラーの抜け出しを防止する構造である。このため、樹脂カラーの圧入を可能とし、且つ抜け出しを防止するため、樹脂カラーの内部に形成された圧入部の内径と、継手基体に設けられた突起部の外径は、後述する圧入代3%〜5%の範囲内に設定されている。これにより、組み立て時には、圧入部の径方向に力を加え、樹脂の弾性変形を利用して径を拡大させながら突起部を超えさせている。圧入部が突起部を超えた後は、突起部が圧入部の端部に当接され、樹脂カラーの抜け出しが防止される。
【0004】
しかし、樹脂カラーの弾性変形量は小さく、クラックを生じさせずに拡径させ圧入部に突起部を超えさせるには、作業環境の確保と入念な作業を必要とし、量産しづらいという問題があった。例えば、クラックの発生は組み立て作業時の室温に影響され、室温が低い程クラックが発生し易くなる。また、パイプ継手は、長期間に渡り高温・多湿環境で使用されるケースも想定されるため、突起部と圧入部の重なり寸法をより大きくし、抜け出しにくくして欲しいという要求もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開WO2005/080854号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記事実に鑑み、樹脂カラーの組み立て時にクラックの発生が抑制され、圧入後に樹脂カラーが抜け抜け出しにくい、パイプ継手及びパイプ継手の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の発明に係るパイプ継手は、一の管部材へ装着される接続管部と、前記接続管部の外周から突出するナット部と、前記ナット部の端面から延出された基体筒部と、前記基体筒部の端面から延出された内筒と、を備え、内部に流路が形成された継手基体と、前記基体筒部及び前記内筒の外周に配置され、前記内筒との間に他の管部材が挿入される環状空間を形成する樹脂カラーと、前記樹脂カラーの端部から前記基体筒部側へ突出され、前記ナット部と対向すると共に前記基体筒部の外周面と当接された圧入部と、前記基体筒部の外周面の前記内筒側端部から突出された突起部と、を有し、前記圧入部の内径は、圧入時に乗り越える前記突起部の外径との関係において下式で算出される圧入代Pが4〜8%の範囲内に設定され、前記樹脂カラーを膨張工程で膨張させた後、前記圧入部を、前記突起部を超えて前記基体筒部まで圧入させたことを特徴としている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0008】
請求項1に記載の発明によれば、樹脂カラーに形成された圧入部が、基体筒部の外周面から突出された突起部を超えて圧入され、圧入後は、基体筒部の外周面と樹脂カラーの圧入部が当接される。このとき、樹脂カラーの端部に形成された圧入部の内径と、圧入部が圧入時に超える突起部の外径は、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0009】
樹脂カラーは、膨張工程を経て膨張された後、樹脂カラーに力を加え、圧入部を拡径させながら突起部を超えさせる。このように、膨張工程を経て圧入させることにより、樹脂カラーの拡径が容易になり、圧入時のクラックの発生を抑制できる。
更に、圧入後は、突起部が樹脂カラーの移動を規制する。このとき、十分な放湿や放冷が終わった状態で、却圧入代Pが4〜8%の範囲内に設定されているので、抜け防止のための突起部と圧入部の重なり寸法を大きく確保でき、使用時に樹脂カラーが抜け出しにくい。
【0010】
請求項2に記載の発明は、請求項1に記載のパイプ継手において、前記内筒は前記基体筒部より小径とされ、前記内筒の外周面にはO−リングが嵌め込まれていることを特徴としている。
【0011】
請求項2に記載の発明によれば、基体筒部より小径とされた内筒の外周面と樹脂カラーの間に管部材が差し込まれ、管部材の先端部が樹脂カラーで囲まれる。また、内筒の外周面に嵌め込まれたO−リングが、内筒と管部材の間の隙間を塞ぐ。
これにより、樹脂カラーの外側から管部材の挿入位置を確認可能となる。また、水漏れが管部材の内部で防止され、樹脂カラーと基体筒部の接合部には水漏れ防止用の機能を必要としない。
【0012】
請求項3に記載の発明は、請求項1又は2に記載のパイプ継手において、前記膨張工程は、前記樹脂カラーを70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程であることを特徴としている。
【0013】
請求項3に記載の発明によれば、樹脂カラーが70℃±2℃の温水に2日間以上浸漬される。これにより、樹脂カラーに重量比で約1.0%吸湿させることができる。
この結果、樹脂カラーが約1.0%吸湿することで、樹脂カラーの寸法が約0.15%膨張する。これらにより、樹脂カラーの組み立て時に、圧入部が突起部を超え易くなり、樹脂カラーへのクラックの発生が抑制される。
【0014】
上記の方法の他に、樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する方法でもよい。これにより、樹脂カラーに雰囲気中の湿気を重量比で約1.3%吸湿させることができる。
この結果、吸湿によるヤング率の低下と共に、樹脂カラーが約1.3%吸湿することで、樹脂カラーの寸法が約0.2%膨張する。これらにより、樹脂カラーの組み立て時に圧入部が突起部を超え易くなり、クラックの発生が抑制される。
【0015】
請求項4に記載の発明は、請求項1又は2に記載のパイプ継手において、前記膨張工程は、前記樹脂カラーを70℃±2℃に加熱する工程であることを特徴としている。
即ち、樹脂カラーは70℃±2℃に加熱されることにより軟化され、70℃±2℃に加熱された状態では、樹脂カラーのヤング率は常温時より低下(例えば23℃時の約92.4%となる)する。この結果、樹脂カラーの拡径が容易となり、樹脂カラーの組み立て時にクラックの発生が抑制される。
【0016】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載のパイプ継手において、前記樹脂カラーは、透明ナイロンで形成されていることを特徴としている。
これにより、圧入に必要な膨張量が確保され、透明な樹脂カラーで管部材の先端を囲むことができる。この結果、透明な樹脂カラーを通して管部材先端の挿入位置を目視で容易に確認でき、管部材の挿入不良を抑制できる。
【0017】
請求項6に記載の発明に係るパイプ継手の製造方法は、パイプ継手の継手基体に形成された基体筒部に圧入される圧入部を有し、前記圧入部の内径を、前記基体筒部の外周面から突出され圧入時に乗り越える突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定された樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを、温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程を実行する膨張工程と、前記膨張工程を終えた前記樹脂カラーの圧入部を、前記突起部を超えて前記基体筒部まで圧入させる圧入工程と、を有することを特徴としている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0018】
請求項6に記載の発明によれば、パイプ継手の製造方法は、先ず、膨張工程において、樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する、又は樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する。
ここに、樹脂カラーには、継手基体の基体筒部に圧入される圧入部が形成されている。また、基体筒部の外表面からは、圧入時に圧入部が乗り越える突起部が突出されている。圧入部の内径は、突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0019】
次に、圧入工程において、膨張工程を終えた樹脂カラーを圧入させる。即ち、膨張工程で膨張された樹脂カラーの圧入部を、突起部を超えて継手基体の基体筒部まで圧入させる。これにより、樹脂カラーの圧入部を継手基体の基体筒部に当接させることができる。
【0020】
上述したパイプ継手の製造方法とすることにより、圧入時のクラックの発生が抑制される。また、圧入後は、突起部により、樹脂カラーの基体筒部からの抜け出しが規制される。このとき、圧入代Pが4〜8%の範囲内に設定されているので、突起部と圧入部の重なり寸法が大きくなり、使用時に樹脂カラーが抜け出しにくい。
【発明の効果】
【0021】
本発明は、上記構成としてあるので、樹脂カラーの組み立て時にクラックの発生が抑制され、圧入後に樹脂カラーが抜け出しにくい、パイプ継手及びパイプ継手の製造方法を提供することができる。
【図面の簡単な説明】
【0022】
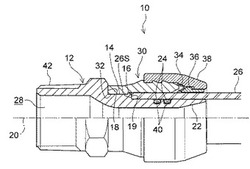
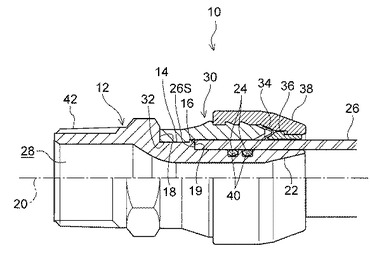
【図1】本発明の実施の形態に係るパイプ継手の組立て状態における基本構成を示す部分断面図である。
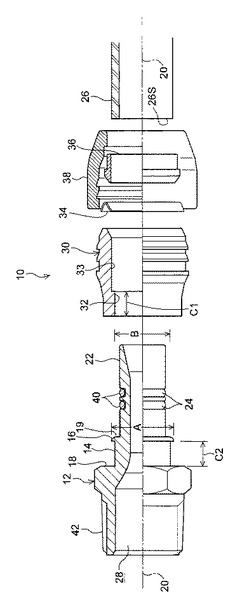
【図2】本発明の実施の形態に係るパイプ継手の分解状態における基本構造を示す部分断面図である。
【発明を実施するための形態】
【0023】
図1、2に示すように、本実施の形態に係るパイプ継手10は、継手基体12を備えている。ここに、図1は、パイプ継手10の組立て後の状態を示す部分断面図であり、図2は、分解した状態を示す部分断面図である。
【0024】
継手基体12は砲金又は樹脂材料(例えば、ガラス繊維40%入りPPSなど)で筒状に形成され、内部には、給水や給湯用の水や湯が通過する流路28が設けられている。継手基体12には、流路28を囲んで、他の継手部材へ装着されるオネジ部42を有している。オネジ部42の外周からは、ナット部44が突出されている。また、ナット部44の端面からは、基体筒部14が円筒状に延出されている。更に、基体筒部14の端面18からは、基体筒部14よりも小径とされた内筒22が延出されている。
【0025】
基体筒部14の外周面には、後述する樹脂カラー30の圧入部32が圧入後に当接される。基体筒部14の外周面の端部には、突起部16が突出されている。突起部16は、基体筒部14における内筒22側の外周面に、端面18に沿って環状に形成されている。突起部16は、圧入された圧入部32の抜け出し防止用として機能する。
ここに突起部16の外径は、突起部16が連続した環状のときは頂部間の径とされ、突起部16が連続した環状でないときは、頂部を周方向に環状につないだ外周線の径とされる。
【0026】
内筒22は、基体筒部14の軸線20の方向へ延設されている。内筒22は、基体筒部14より小径に形成され、内筒22の外周面には溝40が形成されている。溝40にはシール用のO−リング24が嵌め込まれている。内筒22と樹脂カラー30との間には環状空間が形成されている。
【0027】
環状空間にはパイプ26が挿入され、パイプ26の内部と流路28が連通される。このとき、パイプ26の先端26Sは、O−リング24を乗り越え、端面(段部)19に当接される。内筒22の外周面とパイプ26の内周面の隙間はO−リング24でシールされており、パイプ26の外周面への水漏れが防止される。O−リング24は、シール性能を向上させるため、軸線20の方向に二重に設けるのが望ましい。
なお、水漏れがパイプ26の内部で防止されるため、樹脂カラー30と基体筒部14の当接部には、水漏れ防止機能は要求されない。
【0028】
基体筒部14の外周面、及び内筒22の外周面の一部は、樹脂カラー30で覆われている。樹脂カラー30は、透明な樹脂材料である微結晶性ポリアミド(例えばトロガミドCX7323樹脂)、又はグリルアミドで筒状に形成されている。
樹脂カラー30の内周面には、圧入部32が形成されている。圧入部32は、樹脂カラー30の圧入時の圧入口側端部(ナット部44側)に設けられ、圧入部32の軸線20方向の幅C1は、基体筒部14の軸線20方向の幅C2より小さくされている。
また、圧入部32の内径Bは、圧入部32以外の内周部33の径より小さくされている。更に、圧入部32の内径Bは、突起部16の外径Aより小径に形成されている。
【0029】
ここに、圧入部32の内径Bと、突起部16の外径Aは、下記(1)式で算出される圧入代Pが4〜8%の範囲内となる値にそれぞれ設定されている。これにより、圧入部32が、突起部16を超えて基体筒部14の外周面に当接される位置まで圧入された後は、樹脂カラー30の軸線20方向の移動が、突起部16によって妨げられ、圧入部32の抜け出しが防止される。
P={(A−B)/B}×100(%)・・・(1)
ここに、
A:基体筒部14の突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0030】
なお、樹脂カラー30の圧入は、次の膨張工程A、B、Cのいずれかを行った後に実行される。
先ず、膨張工程Aについて説明する。
膨張工程Aは、樹脂カラー30を、70℃±2℃の温水に2日間以上浸漬させる工程である。これにより、樹脂カラー30は温水から水分を吸湿して寸法変化(拡大)する。具体的には、例えば、トロガミドCX7323樹脂は、70℃±2℃の温水に2日浸漬すると、重量比で約1.0%吸湿し、樹脂カラー30の寸法が約0.15%膨張する。このとき、樹脂カラー30の浸漬期間は、樹脂材料の加水分解を防ぐため10日以下が望ましい。吸湿による膨張及びヤング率の低下により、クラックの発生を伴わずに樹脂カラー30を圧入させることができる。
【0031】
次に、膨張工程Bについて説明する。
膨張工程Bは、樹脂カラー30を温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置させる工程である。これにより、樹脂カラー30は雰囲気中から水分を吸湿して寸法変化(拡大)する。具体的には、例えば、トロガミドCX7323樹脂は、70℃±2℃、相対湿度90%±5%の雰囲気中に2日間放置されると、重量比で約1.3%吸湿し、樹脂カラー30の寸法が約0.2%膨張する。吸湿による膨張及びヤング率の低下により、クラックの発生を伴わずに樹脂カラー30を圧入させることができる。
【0032】
次に、膨張工程Cについて説明する。
膨張工程Cは、樹脂カラー30を70℃±2℃に加熱する工程である。これにより、樹脂カラー30は70℃±2℃まで上昇される。この結果、樹脂のヤング率を温度23℃のときの約92.4%まで低下させることができる。これにより、クラックの発生を抑制して突起部16を超えさせることができる。
【0033】
なお、図1、2に示すように、パイプ継手には上述した部材以外に、下記部材が配置されている。
即ち、樹脂カラー30の先端には、金属製のパイプ保持部材34が配置されている。パイプ保持部材34は、環状に形成され、樹脂製(例えばポリブテン樹脂)のパイプ26を囲み、パイプ26を保持して抜け出しを防止する。更に、パイプ保持部材34は、断面がくの字状に折り曲げられた爪部を有し、パイプ26が抜け出る方向へ移動したとき、パイプ26の外表面に爪部を食い込ませ、パイプ26の抜け出しを規制する。
【0034】
パイプ保持部材34の先端でありナット部44と反対側には、開放リング36が配置されている。開放リング36は、軸線20の方向にパイプ26に沿って移動可能とされ、パイプ26を引き出す際に使用される。即ち、開放リング36のパイプ保持部材34側の先端部には、爪部と同じ方向に傾斜する傾斜部が設けられており、傾斜部をパイプ保持部材34の方向へ移動させることで、爪部とパイプ26の外表面の間に入り込み、パイプ26の外表面に食い込んだ爪部を解除させる。
これにより、パイプ26をパイプ継手10から取り外すことができる。
【0035】
また、樹脂カラー30の外周面には、樹脂製(例えばポリアセタール樹脂)のスリーブ38が装着されている。スリーブ38は、樹脂カラー30、パイプ保持部材34及び開放リング36の、それぞれの少なくとも一部の外周面を覆っている。これにより、樹脂カラー30、パイプ保持部材34及び開放リング36の径方向の移動が規制される。
【0036】
上述した構成とすることにより、膨張工程A、B又はCにより膨張させた状態で、樹脂カラー30に突起部16を超えさせるので、樹脂カラー30へのクラックの発生が抑制される。また、従来の圧入代P(P=3〜5%)よりも大きい圧入代P(P=4〜8%)で圧入されているので、圧入後に樹脂カラー30が抜けにくい。
更に、樹脂カラー30は、透明ナイロン(例えば、微結晶性ポリアミドやグリルアミド)で形成されており、必要とされる膨張量が確保されると共に、圧入後は、樹脂カラー30を通してパイプ26の端部の挿入位置を目視で確認できる。
なお、本実施の形態において説明した樹脂材料は例示であり、上述した樹脂材料と同等程度の物性値を備えていれば、他の樹脂材料を使用してもよい。
【0037】
次にパイプ継手10の製造方法について、図1、2を用いて説明する。なお、各部材は既に説明してあるので、詳細な説明は省略する。
【0038】
先ず、膨張工程を実行する。具体的には、樹脂カラー30を70℃±2℃の温水に2日間以上浸漬する、これにより、樹脂カラー30に重量比で約1.0%吸湿させることができる。この結果、吸湿による樹脂カラー30の寸法の伸び約0.15%が期待でき、容易に突起部16を超えさせることができる。
【0039】
ここに、樹脂カラー30は、継手基体12に形成された基体筒部14の外周に圧入される圧入部32を有しており、圧入部32の内径を、基体筒部14から突出され圧入時に乗り越える突起部16の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部の端部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0040】
次に、圧入工程を実行する。具体的には、膨張工程を終えた樹脂カラー30を圧入させる。即ち、膨張工程で膨張された樹脂カラー30の圧入部32を、突起部16を超えて継手基体12の基体筒部14まで圧入させる。
【0041】
これにより、圧入された樹脂カラー30の圧入部32と、継手基体12の基体筒部14を当接させることができる。
この結果、圧入後は、突起部16により、樹脂カラー30の基体筒部14からの抜け出しが規制される。このとき、上述して圧入代Pが4〜8%の範囲内に設定されているので、突起部16と圧入部32の重なり寸法が大きくなり、使用時に樹脂カラーが抜けにくい。
【0042】
なお、膨張工程は、上述した膨張工程Aを例にとり説明したが、膨張工程B又は膨張工程Cでもよい。この結果、樹脂カラー30の膨張により、クラックを発生させずに突起部16を超えさせることができる。また、圧入代が4〜8%と大きくされているので、圧入後は、パイプ継手10の使用時に、圧入した樹脂カラー30が抜けにくくなる。
なお、吸湿や高温状態によっては所定の性能を発揮できない可能性があります。直ちに所定の性能を発揮させたい場合には、吸湿状態又は高温状態でカバーの組み立てを行い、組立て後に、除湿又は冷却することが望ましい。樹脂カラー30をすぐには使用しない場合には、自然の冷却又は放湿に任せてもよい。
【符号の説明】
【0043】
10 パイプ継手
12 継手基体
14 基体筒部
16 突起部
18 基体筒部の端面
22 内筒
24 O−リング
26 パイプ(管部材)
28 流路
30 樹脂カラー
32 圧入部
34 パイプ保持部材
42 オネジ部(接続管部)
44 ナット部
【技術分野】
【0001】
本発明は、パイプ継手及びパイプ継手の製造方法に関する。
【背景技術】
【0002】
近年、住宅用の給水・給湯配管には、作業性の向上を目的として、ポリブテン製パイプや架橋ポリエチレン製パイプ等の樹脂管が広く使用されている。ここに、樹脂管の接続は、端部をヘッダー等に設けられたパイプ継手に挿入するだけのワンタッチ操作で接合可能とされている。このとき、接続部における、差し込み不足に基づく水漏れを防止するため、差し込まれた樹脂管の先端位置を目視で容易に確認できる構造が求められていた。
【0003】
この要求に応えて、樹脂管の先端位置を透明な樹脂カラーで囲み、目視確認を可能としたパイプ継手が提案されている(特許文献1)。
ここに、特許文献1のパイプ継手は、継手基体の突起部を超えて圧入された樹脂カラーで樹脂管の先端位置を囲み、圧入後は、突起部で樹脂カラーの抜け出しを防止する構造である。このため、樹脂カラーの圧入を可能とし、且つ抜け出しを防止するため、樹脂カラーの内部に形成された圧入部の内径と、継手基体に設けられた突起部の外径は、後述する圧入代3%〜5%の範囲内に設定されている。これにより、組み立て時には、圧入部の径方向に力を加え、樹脂の弾性変形を利用して径を拡大させながら突起部を超えさせている。圧入部が突起部を超えた後は、突起部が圧入部の端部に当接され、樹脂カラーの抜け出しが防止される。
【0004】
しかし、樹脂カラーの弾性変形量は小さく、クラックを生じさせずに拡径させ圧入部に突起部を超えさせるには、作業環境の確保と入念な作業を必要とし、量産しづらいという問題があった。例えば、クラックの発生は組み立て作業時の室温に影響され、室温が低い程クラックが発生し易くなる。また、パイプ継手は、長期間に渡り高温・多湿環境で使用されるケースも想定されるため、突起部と圧入部の重なり寸法をより大きくし、抜け出しにくくして欲しいという要求もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開WO2005/080854号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記事実に鑑み、樹脂カラーの組み立て時にクラックの発生が抑制され、圧入後に樹脂カラーが抜け抜け出しにくい、パイプ継手及びパイプ継手の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の発明に係るパイプ継手は、一の管部材へ装着される接続管部と、前記接続管部の外周から突出するナット部と、前記ナット部の端面から延出された基体筒部と、前記基体筒部の端面から延出された内筒と、を備え、内部に流路が形成された継手基体と、前記基体筒部及び前記内筒の外周に配置され、前記内筒との間に他の管部材が挿入される環状空間を形成する樹脂カラーと、前記樹脂カラーの端部から前記基体筒部側へ突出され、前記ナット部と対向すると共に前記基体筒部の外周面と当接された圧入部と、前記基体筒部の外周面の前記内筒側端部から突出された突起部と、を有し、前記圧入部の内径は、圧入時に乗り越える前記突起部の外径との関係において下式で算出される圧入代Pが4〜8%の範囲内に設定され、前記樹脂カラーを膨張工程で膨張させた後、前記圧入部を、前記突起部を超えて前記基体筒部まで圧入させたことを特徴としている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0008】
請求項1に記載の発明によれば、樹脂カラーに形成された圧入部が、基体筒部の外周面から突出された突起部を超えて圧入され、圧入後は、基体筒部の外周面と樹脂カラーの圧入部が当接される。このとき、樹脂カラーの端部に形成された圧入部の内径と、圧入部が圧入時に超える突起部の外径は、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0009】
樹脂カラーは、膨張工程を経て膨張された後、樹脂カラーに力を加え、圧入部を拡径させながら突起部を超えさせる。このように、膨張工程を経て圧入させることにより、樹脂カラーの拡径が容易になり、圧入時のクラックの発生を抑制できる。
更に、圧入後は、突起部が樹脂カラーの移動を規制する。このとき、十分な放湿や放冷が終わった状態で、却圧入代Pが4〜8%の範囲内に設定されているので、抜け防止のための突起部と圧入部の重なり寸法を大きく確保でき、使用時に樹脂カラーが抜け出しにくい。
【0010】
請求項2に記載の発明は、請求項1に記載のパイプ継手において、前記内筒は前記基体筒部より小径とされ、前記内筒の外周面にはO−リングが嵌め込まれていることを特徴としている。
【0011】
請求項2に記載の発明によれば、基体筒部より小径とされた内筒の外周面と樹脂カラーの間に管部材が差し込まれ、管部材の先端部が樹脂カラーで囲まれる。また、内筒の外周面に嵌め込まれたO−リングが、内筒と管部材の間の隙間を塞ぐ。
これにより、樹脂カラーの外側から管部材の挿入位置を確認可能となる。また、水漏れが管部材の内部で防止され、樹脂カラーと基体筒部の接合部には水漏れ防止用の機能を必要としない。
【0012】
請求項3に記載の発明は、請求項1又は2に記載のパイプ継手において、前記膨張工程は、前記樹脂カラーを70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程であることを特徴としている。
【0013】
請求項3に記載の発明によれば、樹脂カラーが70℃±2℃の温水に2日間以上浸漬される。これにより、樹脂カラーに重量比で約1.0%吸湿させることができる。
この結果、樹脂カラーが約1.0%吸湿することで、樹脂カラーの寸法が約0.15%膨張する。これらにより、樹脂カラーの組み立て時に、圧入部が突起部を超え易くなり、樹脂カラーへのクラックの発生が抑制される。
【0014】
上記の方法の他に、樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する方法でもよい。これにより、樹脂カラーに雰囲気中の湿気を重量比で約1.3%吸湿させることができる。
この結果、吸湿によるヤング率の低下と共に、樹脂カラーが約1.3%吸湿することで、樹脂カラーの寸法が約0.2%膨張する。これらにより、樹脂カラーの組み立て時に圧入部が突起部を超え易くなり、クラックの発生が抑制される。
【0015】
請求項4に記載の発明は、請求項1又は2に記載のパイプ継手において、前記膨張工程は、前記樹脂カラーを70℃±2℃に加熱する工程であることを特徴としている。
即ち、樹脂カラーは70℃±2℃に加熱されることにより軟化され、70℃±2℃に加熱された状態では、樹脂カラーのヤング率は常温時より低下(例えば23℃時の約92.4%となる)する。この結果、樹脂カラーの拡径が容易となり、樹脂カラーの組み立て時にクラックの発生が抑制される。
【0016】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載のパイプ継手において、前記樹脂カラーは、透明ナイロンで形成されていることを特徴としている。
これにより、圧入に必要な膨張量が確保され、透明な樹脂カラーで管部材の先端を囲むことができる。この結果、透明な樹脂カラーを通して管部材先端の挿入位置を目視で容易に確認でき、管部材の挿入不良を抑制できる。
【0017】
請求項6に記載の発明に係るパイプ継手の製造方法は、パイプ継手の継手基体に形成された基体筒部に圧入される圧入部を有し、前記圧入部の内径を、前記基体筒部の外周面から突出され圧入時に乗り越える突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定された樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを、温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程を実行する膨張工程と、前記膨張工程を終えた前記樹脂カラーの圧入部を、前記突起部を超えて前記基体筒部まで圧入させる圧入工程と、を有することを特徴としている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0018】
請求項6に記載の発明によれば、パイプ継手の製造方法は、先ず、膨張工程において、樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する、又は樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する。
ここに、樹脂カラーには、継手基体の基体筒部に圧入される圧入部が形成されている。また、基体筒部の外表面からは、圧入時に圧入部が乗り越える突起部が突出されている。圧入部の内径は、突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0019】
次に、圧入工程において、膨張工程を終えた樹脂カラーを圧入させる。即ち、膨張工程で膨張された樹脂カラーの圧入部を、突起部を超えて継手基体の基体筒部まで圧入させる。これにより、樹脂カラーの圧入部を継手基体の基体筒部に当接させることができる。
【0020】
上述したパイプ継手の製造方法とすることにより、圧入時のクラックの発生が抑制される。また、圧入後は、突起部により、樹脂カラーの基体筒部からの抜け出しが規制される。このとき、圧入代Pが4〜8%の範囲内に設定されているので、突起部と圧入部の重なり寸法が大きくなり、使用時に樹脂カラーが抜け出しにくい。
【発明の効果】
【0021】
本発明は、上記構成としてあるので、樹脂カラーの組み立て時にクラックの発生が抑制され、圧入後に樹脂カラーが抜け出しにくい、パイプ継手及びパイプ継手の製造方法を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施の形態に係るパイプ継手の組立て状態における基本構成を示す部分断面図である。
【図2】本発明の実施の形態に係るパイプ継手の分解状態における基本構造を示す部分断面図である。
【発明を実施するための形態】
【0023】
図1、2に示すように、本実施の形態に係るパイプ継手10は、継手基体12を備えている。ここに、図1は、パイプ継手10の組立て後の状態を示す部分断面図であり、図2は、分解した状態を示す部分断面図である。
【0024】
継手基体12は砲金又は樹脂材料(例えば、ガラス繊維40%入りPPSなど)で筒状に形成され、内部には、給水や給湯用の水や湯が通過する流路28が設けられている。継手基体12には、流路28を囲んで、他の継手部材へ装着されるオネジ部42を有している。オネジ部42の外周からは、ナット部44が突出されている。また、ナット部44の端面からは、基体筒部14が円筒状に延出されている。更に、基体筒部14の端面18からは、基体筒部14よりも小径とされた内筒22が延出されている。
【0025】
基体筒部14の外周面には、後述する樹脂カラー30の圧入部32が圧入後に当接される。基体筒部14の外周面の端部には、突起部16が突出されている。突起部16は、基体筒部14における内筒22側の外周面に、端面18に沿って環状に形成されている。突起部16は、圧入された圧入部32の抜け出し防止用として機能する。
ここに突起部16の外径は、突起部16が連続した環状のときは頂部間の径とされ、突起部16が連続した環状でないときは、頂部を周方向に環状につないだ外周線の径とされる。
【0026】
内筒22は、基体筒部14の軸線20の方向へ延設されている。内筒22は、基体筒部14より小径に形成され、内筒22の外周面には溝40が形成されている。溝40にはシール用のO−リング24が嵌め込まれている。内筒22と樹脂カラー30との間には環状空間が形成されている。
【0027】
環状空間にはパイプ26が挿入され、パイプ26の内部と流路28が連通される。このとき、パイプ26の先端26Sは、O−リング24を乗り越え、端面(段部)19に当接される。内筒22の外周面とパイプ26の内周面の隙間はO−リング24でシールされており、パイプ26の外周面への水漏れが防止される。O−リング24は、シール性能を向上させるため、軸線20の方向に二重に設けるのが望ましい。
なお、水漏れがパイプ26の内部で防止されるため、樹脂カラー30と基体筒部14の当接部には、水漏れ防止機能は要求されない。
【0028】
基体筒部14の外周面、及び内筒22の外周面の一部は、樹脂カラー30で覆われている。樹脂カラー30は、透明な樹脂材料である微結晶性ポリアミド(例えばトロガミドCX7323樹脂)、又はグリルアミドで筒状に形成されている。
樹脂カラー30の内周面には、圧入部32が形成されている。圧入部32は、樹脂カラー30の圧入時の圧入口側端部(ナット部44側)に設けられ、圧入部32の軸線20方向の幅C1は、基体筒部14の軸線20方向の幅C2より小さくされている。
また、圧入部32の内径Bは、圧入部32以外の内周部33の径より小さくされている。更に、圧入部32の内径Bは、突起部16の外径Aより小径に形成されている。
【0029】
ここに、圧入部32の内径Bと、突起部16の外径Aは、下記(1)式で算出される圧入代Pが4〜8%の範囲内となる値にそれぞれ設定されている。これにより、圧入部32が、突起部16を超えて基体筒部14の外周面に当接される位置まで圧入された後は、樹脂カラー30の軸線20方向の移動が、突起部16によって妨げられ、圧入部32の抜け出しが防止される。
P={(A−B)/B}×100(%)・・・(1)
ここに、
A:基体筒部14の突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0030】
なお、樹脂カラー30の圧入は、次の膨張工程A、B、Cのいずれかを行った後に実行される。
先ず、膨張工程Aについて説明する。
膨張工程Aは、樹脂カラー30を、70℃±2℃の温水に2日間以上浸漬させる工程である。これにより、樹脂カラー30は温水から水分を吸湿して寸法変化(拡大)する。具体的には、例えば、トロガミドCX7323樹脂は、70℃±2℃の温水に2日浸漬すると、重量比で約1.0%吸湿し、樹脂カラー30の寸法が約0.15%膨張する。このとき、樹脂カラー30の浸漬期間は、樹脂材料の加水分解を防ぐため10日以下が望ましい。吸湿による膨張及びヤング率の低下により、クラックの発生を伴わずに樹脂カラー30を圧入させることができる。
【0031】
次に、膨張工程Bについて説明する。
膨張工程Bは、樹脂カラー30を温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置させる工程である。これにより、樹脂カラー30は雰囲気中から水分を吸湿して寸法変化(拡大)する。具体的には、例えば、トロガミドCX7323樹脂は、70℃±2℃、相対湿度90%±5%の雰囲気中に2日間放置されると、重量比で約1.3%吸湿し、樹脂カラー30の寸法が約0.2%膨張する。吸湿による膨張及びヤング率の低下により、クラックの発生を伴わずに樹脂カラー30を圧入させることができる。
【0032】
次に、膨張工程Cについて説明する。
膨張工程Cは、樹脂カラー30を70℃±2℃に加熱する工程である。これにより、樹脂カラー30は70℃±2℃まで上昇される。この結果、樹脂のヤング率を温度23℃のときの約92.4%まで低下させることができる。これにより、クラックの発生を抑制して突起部16を超えさせることができる。
【0033】
なお、図1、2に示すように、パイプ継手には上述した部材以外に、下記部材が配置されている。
即ち、樹脂カラー30の先端には、金属製のパイプ保持部材34が配置されている。パイプ保持部材34は、環状に形成され、樹脂製(例えばポリブテン樹脂)のパイプ26を囲み、パイプ26を保持して抜け出しを防止する。更に、パイプ保持部材34は、断面がくの字状に折り曲げられた爪部を有し、パイプ26が抜け出る方向へ移動したとき、パイプ26の外表面に爪部を食い込ませ、パイプ26の抜け出しを規制する。
【0034】
パイプ保持部材34の先端でありナット部44と反対側には、開放リング36が配置されている。開放リング36は、軸線20の方向にパイプ26に沿って移動可能とされ、パイプ26を引き出す際に使用される。即ち、開放リング36のパイプ保持部材34側の先端部には、爪部と同じ方向に傾斜する傾斜部が設けられており、傾斜部をパイプ保持部材34の方向へ移動させることで、爪部とパイプ26の外表面の間に入り込み、パイプ26の外表面に食い込んだ爪部を解除させる。
これにより、パイプ26をパイプ継手10から取り外すことができる。
【0035】
また、樹脂カラー30の外周面には、樹脂製(例えばポリアセタール樹脂)のスリーブ38が装着されている。スリーブ38は、樹脂カラー30、パイプ保持部材34及び開放リング36の、それぞれの少なくとも一部の外周面を覆っている。これにより、樹脂カラー30、パイプ保持部材34及び開放リング36の径方向の移動が規制される。
【0036】
上述した構成とすることにより、膨張工程A、B又はCにより膨張させた状態で、樹脂カラー30に突起部16を超えさせるので、樹脂カラー30へのクラックの発生が抑制される。また、従来の圧入代P(P=3〜5%)よりも大きい圧入代P(P=4〜8%)で圧入されているので、圧入後に樹脂カラー30が抜けにくい。
更に、樹脂カラー30は、透明ナイロン(例えば、微結晶性ポリアミドやグリルアミド)で形成されており、必要とされる膨張量が確保されると共に、圧入後は、樹脂カラー30を通してパイプ26の端部の挿入位置を目視で確認できる。
なお、本実施の形態において説明した樹脂材料は例示であり、上述した樹脂材料と同等程度の物性値を備えていれば、他の樹脂材料を使用してもよい。
【0037】
次にパイプ継手10の製造方法について、図1、2を用いて説明する。なお、各部材は既に説明してあるので、詳細な説明は省略する。
【0038】
先ず、膨張工程を実行する。具体的には、樹脂カラー30を70℃±2℃の温水に2日間以上浸漬する、これにより、樹脂カラー30に重量比で約1.0%吸湿させることができる。この結果、吸湿による樹脂カラー30の寸法の伸び約0.15%が期待でき、容易に突起部16を超えさせることができる。
【0039】
ここに、樹脂カラー30は、継手基体12に形成された基体筒部14の外周に圧入される圧入部32を有しており、圧入部32の内径を、基体筒部14から突出され圧入時に乗り越える突起部16の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定されている。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部の端部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【0040】
次に、圧入工程を実行する。具体的には、膨張工程を終えた樹脂カラー30を圧入させる。即ち、膨張工程で膨張された樹脂カラー30の圧入部32を、突起部16を超えて継手基体12の基体筒部14まで圧入させる。
【0041】
これにより、圧入された樹脂カラー30の圧入部32と、継手基体12の基体筒部14を当接させることができる。
この結果、圧入後は、突起部16により、樹脂カラー30の基体筒部14からの抜け出しが規制される。このとき、上述して圧入代Pが4〜8%の範囲内に設定されているので、突起部16と圧入部32の重なり寸法が大きくなり、使用時に樹脂カラーが抜けにくい。
【0042】
なお、膨張工程は、上述した膨張工程Aを例にとり説明したが、膨張工程B又は膨張工程Cでもよい。この結果、樹脂カラー30の膨張により、クラックを発生させずに突起部16を超えさせることができる。また、圧入代が4〜8%と大きくされているので、圧入後は、パイプ継手10の使用時に、圧入した樹脂カラー30が抜けにくくなる。
なお、吸湿や高温状態によっては所定の性能を発揮できない可能性があります。直ちに所定の性能を発揮させたい場合には、吸湿状態又は高温状態でカバーの組み立てを行い、組立て後に、除湿又は冷却することが望ましい。樹脂カラー30をすぐには使用しない場合には、自然の冷却又は放湿に任せてもよい。
【符号の説明】
【0043】
10 パイプ継手
12 継手基体
14 基体筒部
16 突起部
18 基体筒部の端面
22 内筒
24 O−リング
26 パイプ(管部材)
28 流路
30 樹脂カラー
32 圧入部
34 パイプ保持部材
42 オネジ部(接続管部)
44 ナット部
【特許請求の範囲】
【請求項1】
一の管部材へ装着される接続管部と、前記接続管部の外周から突出するナット部と、前記ナット部の端面から延出された基体筒部と、前記基体筒部の端面から延出された内筒と、を備え、内部に流路が形成された継手基体と、
前記基体筒部及び前記内筒の外周に配置され、前記内筒との間に他の管部材が挿入される環状空間を形成する樹脂カラーと、
前記樹脂カラーの端部から前記基体筒部側へ突出され、前記ナット部と対向すると共に前記基体筒部の外周面と当接された圧入部と、
前記基体筒部の外周面の前記内筒側端部から突出された突起部と、
を有し、
前記圧入部の内径は、圧入時に乗り越える前記突起部の外径との関係において下式で算出される圧入代Pが4〜8%の範囲内に設定され、前記樹脂カラーを膨張工程で膨張させた後、前記圧入部を、前記突起部を超えて前記基体筒部まで圧入させたパイプ継手。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【請求項2】
前記内筒は前記基体筒部より小径とされ、前記内筒の外周面にはO−リングが嵌め込まれている請求項1に記載のパイプ継手。
【請求項3】
前記膨張工程は、前記樹脂カラーを70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程である請求項1又は2に記載のパイプ継手。
【請求項4】
前記膨張工程は、前記樹脂カラーを70℃±2℃に加熱する工程である請求項1又は2に記載のパイプ継手。
【請求項5】
前記樹脂カラーは、透明ナイロンで形成されている請求項1〜4のいずれか1項に記載のパイプ継手。
【請求項6】
パイプ継手の継手基体に形成された基体筒部に圧入される圧入部を有し、前記圧入部の内径を、前記基体筒部の外周面から突出され圧入時に乗り越える突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定された樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを、温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程を実行する膨張工程と、
前記膨張工程を終えた前記樹脂カラーの圧入部を、前記突起部を超えて前記基体筒部まで圧入させる圧入工程と、
を有するパイプ継手の製造方法。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【請求項1】
一の管部材へ装着される接続管部と、前記接続管部の外周から突出するナット部と、前記ナット部の端面から延出された基体筒部と、前記基体筒部の端面から延出された内筒と、を備え、内部に流路が形成された継手基体と、
前記基体筒部及び前記内筒の外周に配置され、前記内筒との間に他の管部材が挿入される環状空間を形成する樹脂カラーと、
前記樹脂カラーの端部から前記基体筒部側へ突出され、前記ナット部と対向すると共に前記基体筒部の外周面と当接された圧入部と、
前記基体筒部の外周面の前記内筒側端部から突出された突起部と、
を有し、
前記圧入部の内径は、圧入時に乗り越える前記突起部の外径との関係において下式で算出される圧入代Pが4〜8%の範囲内に設定され、前記樹脂カラーを膨張工程で膨張させた後、前記圧入部を、前記突起部を超えて前記基体筒部まで圧入させたパイプ継手。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【請求項2】
前記内筒は前記基体筒部より小径とされ、前記内筒の外周面にはO−リングが嵌め込まれている請求項1に記載のパイプ継手。
【請求項3】
前記膨張工程は、前記樹脂カラーを70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程である請求項1又は2に記載のパイプ継手。
【請求項4】
前記膨張工程は、前記樹脂カラーを70℃±2℃に加熱する工程である請求項1又は2に記載のパイプ継手。
【請求項5】
前記樹脂カラーは、透明ナイロンで形成されている請求項1〜4のいずれか1項に記載のパイプ継手。
【請求項6】
パイプ継手の継手基体に形成された基体筒部に圧入される圧入部を有し、前記圧入部の内径を、前記基体筒部の外周面から突出され圧入時に乗り越える突起部の外径との関係において、下式で算出される圧入代Pが4〜8%の範囲内に設定された樹脂カラーを、70℃±2℃の温水に2日間以上浸漬する工程、又は前記樹脂カラーを、温度70℃±2℃、相対湿度90%±5%の雰囲気中に2日間以上放置する工程を実行する膨張工程と、
前記膨張工程を終えた前記樹脂カラーの圧入部を、前記突起部を超えて前記基体筒部まで圧入させる圧入工程と、
を有するパイプ継手の製造方法。
P={(A−B)/B}×100(%)
ここに、
A:基体筒部に形成された突起部の外径(mm)
B:樹脂カラーの圧入部の内径(mm)
【図1】


【図2】
【図2】
【公開番号】特開2012−225384(P2012−225384A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−92024(P2011−92024)
【出願日】平成23年4月18日(2011.4.18)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月18日(2011.4.18)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]