
パイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法および該方法により製作の粉体流出防止用のシール部材

【課題】 パイル織物からなる原反の切断時にパイル織物の繊維が切断刃の刃間に入り込まなくしてシール部材を切断して形成する方法およびこの方法により製作のシール部材を提供する。
【解決手段】 パイル織物3からなる原反2を切断して粉体流出防止用のシール部材1の製作方法において、パイル織物3の原反2を断続的に順送りし、異なる形状に形状化した複数の切断刃7および切断刃8を有する図1の(a)に示す基台5により複数の切断工程で所定形状のシール部材1に形成する方法から形成の形状化した支持層4とパイル3aを有するパイル織物3からなる粉体流出防止用のシール部材1である。
【解決手段】 パイル織物3からなる原反2を切断して粉体流出防止用のシール部材1の製作方法において、パイル織物3の原反2を断続的に順送りし、異なる形状に形状化した複数の切断刃7および切断刃8を有する図1の(a)に示す基台5により複数の切断工程で所定形状のシール部材1に形成する方法から形成の形状化した支持層4とパイル3aを有するパイル織物3からなる粉体流出防止用のシール部材1である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、粉体を取り扱う装置の粉体担持体ロールから粉体が外部に漏出しないようにするために、粉体担持体の端部に配設する粉体流出防止用のシール部材に関し、特に電子写真の画像処理装置の現像ローラあるいは感光ドラムの端部に装着するトナー流出防止用のシール部材に関する。
【背景技術】
【0002】
従来のパイル織物を用いたシール部材の形状を加工する方法としては、切断刃を所望する形状に曲げたり、あるいは、複数枚の刃を組合せて所定形状の切断刃に構成し、この切断刃を用いて1回の切断工程によりシール部材の形状に加工するものが提案されている(例えば、特許文献1参照。)。
【0003】
このように切断刃を用いてパイル織物またはパイル編物もしくはフェルトの原反を切断することで、形状化したシール部材を多数製作している。ところで、このシール部材を原反から切断して製作するための切断刃の構造は、1回の切断操作のみで角部を有するシール部材を形成するために、互いに方向の異なる刃板の端部同士を突き合わせて角部とした刃先からなるシール部材形状に形成されている。したがって、この切断刃の構造では、方向の異なる刃と刃の突き合わせた端部間に隙間を有する。このため突き合わせた刃の端部間の隙間にパイル織物またはパイル編物もしくはフェルトの切断時にパイル織物またはパイル編物もしくはフェルトの繊維が入り込み、繊維を挟持された状態で切断を繰り返すこととなる。そこで、この入り込んだ繊維の毛羽が切断刃の刃を押圧するようになり、切断刃の刃が倒れるようになる。このために切断刃の切断力が落ちて切断精度が低下することとなり、得られるシール部材の品質を、長時間すなわち多数の切断回数にわたって維持することは難しくなってくる。そこで切断刃の刃と刃の突き合わせの隙間に入った毛羽を取り除く必要がある。このために生産工程を止めて頻繁に掃除を行う必要があり、シール部材の生産コストにも大きな影響を与えていた。
【0004】
【特許文献1】特開2000−8272号公報
【特許文献2】特開2005−141263号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明が解決しようとする課題は、粉体を取り扱う装置から粉体が外部に漏れ出さないように、これらの装置の端部をシールするシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を従来の刃と刃の間に隙間のある切断刃により切断してシール部材を形成する方法に代えて、パイル織物またはパイル編物もしくはフェルトからなる原反の切断時にパイル織物またはパイル編物もしくはフェルトの繊維が切断刃の刃間に入り込まなくして切断刃によりシール部材を形成する方法およびこの方法により製作のシール部材を提供することである。
【課題を解決するための手段】
【0006】
上記の課題を解決するための本発明の手段として、請求項1の発明は、パイル織物またはパイル編物もしくはフェルトからなる原反を切断してパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により所定形状のシール部材に形成することを特徴とする形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0007】
請求項2の発明は、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により切断する方法は、複数の切断刃の中の1枚の形状化した切断刃でパイル織物またはパイル編物もしくはフェルトからなる原反を形状化した形状に切断し、次いで、該形状化した形状の切断の端部方向と交差した方向の他の切断刃で切断して角部を有する所定形状のシール部材に形成することを特徴とする請求項1の手段の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0008】
請求項3の発明は、異なる形状に形状化した複数の切断刃を複数箇所にこれらの切断刃の端部を互いに交差して分割配置し、分割配置した複数の切断刃に対向してパイル織物またはパイル編物もしくはフェルトからなる原反を断続的に順送りし、分割配置した複数の切断刃により該原反を順次に断続的に複数回にわたる切断工程により切断して所定形状のシール部材に形成することを特徴とする請求項1または2の手段の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0009】
請求項4の発明は、上記の方法により製作されたシール部材であって、パイル織物またはパイル編物もしくはフェルトからなる原反から複数回の切断により形状化されたシール部材は繊維の欠落の無い角部を有していることを特徴とするパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材である。
【発明の効果】
【0010】
本発明のシール部材の製作方法は、上記の手段のとおり、順送りして複数の切断刃により複数回の切断により所定形状のシール部材に製作するので、パイル織物またはパイル編物もしくはフェルトの繊維が切断刃の間に挟まれて繊維が抜けることがなく、さらに、複数の形状の異なる切断刃の端部が順次に交差しながら切断して角部を形成するので、角部の形状が正確に形成され、さらに、上記の方法において、切断刃の端部は交差して分割配置してパイル織物またはパイル編物もしくはフェルトの原反にこれらの切断刃を断続的に順送りして切断するので、シール部材の切断形状が正確に切断されているのみならず、切断刃の間に挟まれた繊維が無いので切断刃が倒れることなく、したがって切断刃が長期間にわたり使用でき、低コストでシール部材が製作できるなどの優れた効果を奏する。さらに、これらの方法で切断され製作されたパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材は形状が特に角部の形状が正確であるので、高いシール特性が発揮でき粉体の漏出が的確に防止できるなど優れた効果を奏する。
【発明を実施するための最良の形態】
【0011】
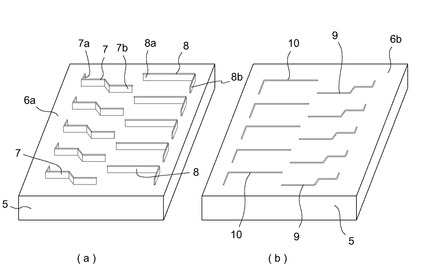
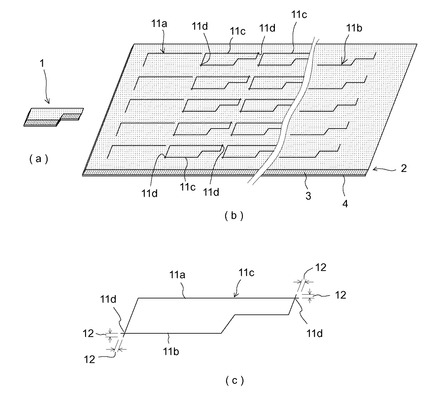
本発明を実施するための最良の形態について、以下に図面を参照して説明する。図1の(a)は本発明のシール部材1を製作するための切断刃7、8を配置した基台5の表面6aであり、(b)は切断刃7と切断刃8をそれぞれ挿通する溝9と溝10を配置した基台5の裏面6bである。図2の(a)は本発明のシール部材1であり、(b)はパイル織物3の原反2の先の切断部分11aと後の切断部分11bおよび両者からなるシール部材1の切断輪郭線であり、(c)は先の切断部分11aと後の切断部分11bからなるシール部材の切断輪郭線11c図3の(a)は本発明のシール部材1を製作するための他の形状に配置の切断刃7および切断刃8を有する基台5の表面6aを示し、(b)はこの基台5により原反2を切断する工程の説明図である。図4の(a)は上記の工程で切断して形成のシール部材1であり、(b)はパイル織物3の原反2に先の切断部分11aと後の切断部分11bおよび両者からなるシール部材1の切断輪郭線11cで切断した状態を示し、(c)は先の切断部分11aと後の切断部分11bからなるシール部材の切断輪郭線11cを示す図である。図5(a)は従来のシール部材13を製作するための切断刃15を配置した基台14の表面14aであり(b)は切断刃15を挿通する溝21を有する基台14の裏面14bである。図6の(a)は従来の方法により製作のシール部材13であり、(b)はパイル織物3の原反2の切断部分20からなるシール部材13の切断輪郭線13bである。
【0012】
本発明の方法におけるシール部材1は、パイル織物またはパイル編物もしくはフェルト(以下、これらを「パイル織物3」という。)の原反2から製作される。このパイル織物3からなる原反2はパイル3aを表面に有するパイル織地またはパイル編地を表面に有するか、あるいは縮絨した織りフェルトを表面に有し、パイル織物3の裏面に接着した弾性を有する合成樹脂の支持層4から形成されている。これらのパイル織物3を構成する繊維は綿や絹などの天然繊維、レーヨンなどの人造繊維あるいは、ポリエステル繊維、ポリプロピレン繊維、ポリエチレンテレフタレート繊維、アクリル繊維、ポリアミド繊維その他の合成繊維である。支持層4はポリウレタン、ポリスチレン、ポリプロピレンなどの合成樹脂発泡体あるいはエラストマーなどで曲げることができる素材である。
【0013】
上記のパイル織物3からシール部材1を製作するために、図2に示すパイル織物3の原反2を切断する刃物は、図1の(a)に示すように、木材あるいはプラスチック材からなる矩形状の基台5の表面6aに互いに離間して縦列に配置した複数の切断刃7の列と、この切断刃7の列と離間して同じく互いに離間して縦列に配置した複数の切断刃8の列とを有し、これらは基台5の表面6aから突出して配設されている。この基台5は、図3に示すように、パイル織物3の原反2をシール部材1に切断するときの型枠となる。図1の(b)は基台5の裏面6bから見た図で、基台5の裏面6bには、切断刃7および切断刃8が挿通される切断刃7用の溝9aおよび切断刃8用の溝10aが表面6aまで形成されている。これらのパイル織物3の原反2を切断するために先に作動する切断刃7の端部7aおよび端部7bと後で作動する切断刃8の端部8aおよび端部8bは互いに交差するように交点11d を超えた余分の切断部分12の長さに形成されている。しかし、切断刃7と切断刃8による切断は、時間差を置いて行われるので、交点11dで互いの切断刃が他の切断刃の切断作用の障害になることなく行われる。したがって、これらの切断刃7および切断刃8で切断した原反1は、図2の(b)あるいは(c)に示すように、切断による切断部分11の交点11dよりもそれぞれ突出した余分の切断部分12を形成して切断することができる。
【0014】
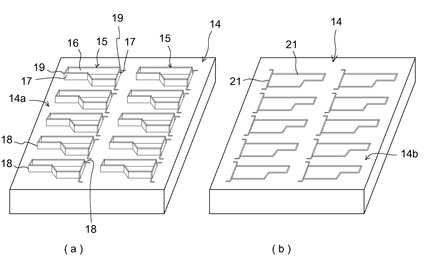
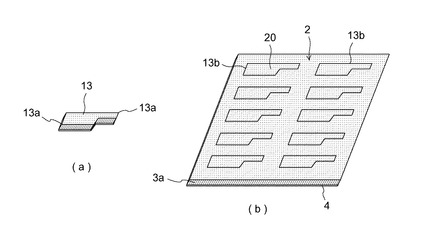
ところで、図5の(a)に示すように、従来のパイル織物3の原反2を切断するための基台14の表面に設けた切断刃15の形状は切断するシール部材13の輪郭形状に形成されている。また、図5の(b)に示すように、この基台14は裏面に切断刃15を挿通するシール部材13の輪郭形状の溝21を形成している。そこで、この切断刃15によるときは、一度の切断作業で目的形状のシール部材13を切断して形成できる。ところで、この従来の切断刃15を有する基台14を用いてシール部材13を形成するための切断刃15では、その一例として一方の長辺の先端部を刃先とした刃板16をシール部材13の輪郭形状に曲折し、この輪郭形状を形成する刃板16の長手方向の先端部17、17同士をシール部材13の輪郭形状の角部19として突き合わせ、これらを切断刃15の突き合わせ部18に形成して基台14に配設して一体形状からなる切断刃15としている。この一体形状からなる切断刃15の場合、この突き合わせ部18は、図6に示すシール部材13の切断輪郭線13bに相当する箇所である、図5の(a)に示す、角部19に形成されている。したがって、このような従来の突き合わせ部18からなる角部19を有する切断刃15を有する基台14を用いて、パイル織物3の原反2を切断してシール部材13に形成するときは、1回の切断工程によってパイル織物3の原反2を切断してシール部材13に形成できる。しかしながら、この場合、繰り返して切断しているうちにシール部材13の輪郭形状をした、図5の(a)に示す、切断刃15の角部19を形成している突き合わせ部18である刃板16の先端部17と他の先端部17との間に間隙が生じてくる。この結果、この間隙にパイル織物3の原反2の繊維の一部が噛込み、切断刃15の突き合わせ部18が徐々に噛込んだ繊維に押されて斜めに倒れてくる。このようになると、切断されたシール部材13の角部13aの切断輪郭線13bの部分は繊維の一部が欠落した状態に形成される。このような繊維の欠落により角部13aの欠けたシール部材13を粉体処理装置の粉体のシールに使用すると粉体のシールは不十分となり、粉体が粉体担持体の外部へ漏れだす原因となった。
【0015】
これに対し、本発明の方法における型枠である基台5により製作のシール部材1では、その製作工程でパイル織物3の原反2を少なくとも2回の切断により1個のシール部材1が製作する必要があるが、最初の切断時における原反2の切断端部2aは実際に必要な長さよりも長く切断され、すなわち、図2の(c)に示すように、後から切断する切断部分11bとで形成される交点11dよりも長く切断されて、余分の切断部分12が形成される。同様に、後から切断した原反2の切断端部2aは実際に必要な長さよりも、先の切断部分11aとの交点11dよりも余分の切断部分12だけ長く切断され、これらの2回の切断により、図2の(a)に示す、シール部材1が形成される。これらの本発明の方法による2回の切断に使用されるそれぞれの切断刃7あるいは切断刃8には、図1に示すように、その端部7aや7bあるいは端部8aや8bが独立して存在している。すなわち、従来の方法の切断刃15の先端部17で角部19を形成する突き合わせ部18が、本発明における切断刃7あるいは切断刃8の端部には存在しない。そこで、従来の切断刃15における繊維の噛込みは生じることがない。その結果、本発明の方法における切断刃7あるいは切断刃8で切断されて形成のシール部材1の角部1aには繊維の欠落がない。
【0016】
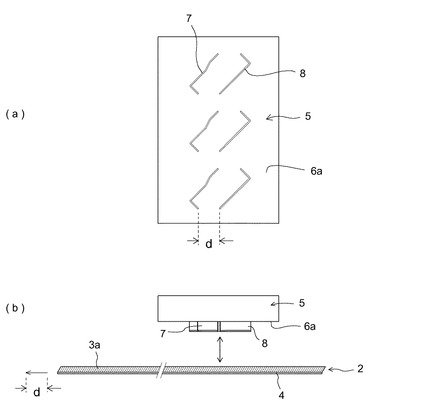
図1の(a)に示す基台5の表面6aに2種類の切断刃7および切断刃8の向きと異なり、斜め向きとした、図3の(a)に示す、2種類の切断刃7および切断刃8を互いに距離dを離間して表面6aに有する基台5を用いて、(b)に示すように、パイル織物3の原反2を間欠的に移動しながら切断して、本発明のパイル部材1を形成する。この場合、パイル織物3の原反2の間欠的に前方の矢印方向に移動する距離は上記の切断刃7と切断刃の間隙の距離dと同様である。したがって、支持層4にパイル3aを有するパイル織物3の原反2が距離dだけ前方へ移動して停止すると、切断刃7と切断刃8を有する表面6aを下方に向けた基台5が矢印方向に下に降りてきて原反2を切断し、図4の(b)に示すように原反2を距離dだけ離間した先の切断部分11aと後の切断部分11bでそれぞれ形成して切断し、(c)に示すように先の切断部分11aと後の切断部分11bからなる切断輪郭線11cで余分の切断部分12を形成して切断し、この切断をすると切断刃7と切断刃8を有する基台5は上方に一旦上昇する。このように基台5は上昇すると、再び原反2は距離dだけ前方へ移動して停止し、この停止に合わせて再び切断刃7と切断刃8を有する基台5が降りてきて原反5を切断し、先の切断部分11aと後の切断部分11bでパイル部材1が原反2に形成され、図4の(a)のパイル部材1が製作される。この図4の(b)のように、原反2が順次に間欠移動しながら切断輪郭線11cの形状に切断されてパイル部材1が製作されて行く。
【0017】
この本発明における切断方法は、切断刃7と切断刃8を有する基台5の2回にわたる昇降で初めて最初のパイル部材1が形成されるので一見すると効率が悪いように思われる。しかし、最初のパイル部材1が一旦形成された後は、順次1回の切断刃7と切断刃8を有する基台5の昇降によりパイル部材1は次々と形成されて行くので、切断効率は従来の方法の基台14による切断に比して実質的に劣ることはない。しかも、切断部分11aと切断部分11bの交点11dより先端側の余分の切断部分12を有し、この同一の交点11dにおける2本の余分の切断部分12は時間差を置いて切断されているので、得られたシール部材1の角部1aにはパイル織物3の繊維の欠けは全く生じることはない。したがって、このシール部材1を例えば電子写真装置の現像ドラムの端部に適用するときトナーの粉末が外部に漏れだすことはない。
【図面の簡単な説明】
【0018】
【図1】本発明のシール部材を製作するための切断刃を配置した基台である。
【図2】パイル織物からなる本発明のシール部材と原反の切断状況および切断輪郭模様を示す図である。
【図3】本発明のシール部材を製作するための他の形状に配置の切断刃を有する基台と、該基台による原反を切断する工程の説明図である。
【図4】図3の基台で切断して形成のシール部材と、原反の切断状況および切断輪郭線を示す図である。
【図5】(a)は従来のシール部材を製作するための切断刃を配置した基台である。
【図6】(a)は従来の方法により製作のシール部材であり、(b)はパイル織物の原反の切断部分からなる従来のシール部材の切断輪郭線である。
【符号の説明】
【0019】
1 シール部材
1a 角部
2 原反
3 パイル織物
3a パイル
4 支持層
5 基台
6a 表面
6b 裏面
7 切断刃
7a 端部
7b 端部
8 切断刃
8a 端部
8b 端部
9 溝(切断刃7の)
10 溝(切断刃8の)
11 切断部分
11a 先の切断部分
11b 後の切断部分
11c 切断輪郭線
11d 交点
12 余分の切断部分
13 従来のシール部材
13a 角部
13b 切断輪郭線
14 基台
14a 表面
14b 裏面
15 切断刃
16 刃板(長方形の)
17 先端部
18 突き合わせ部
19 角部(切断刃の)
20 切断部分(パイル織物の)
21 溝
d 距離
【技術分野】
【0001】
この発明は、粉体を取り扱う装置の粉体担持体ロールから粉体が外部に漏出しないようにするために、粉体担持体の端部に配設する粉体流出防止用のシール部材に関し、特に電子写真の画像処理装置の現像ローラあるいは感光ドラムの端部に装着するトナー流出防止用のシール部材に関する。
【背景技術】
【0002】
従来のパイル織物を用いたシール部材の形状を加工する方法としては、切断刃を所望する形状に曲げたり、あるいは、複数枚の刃を組合せて所定形状の切断刃に構成し、この切断刃を用いて1回の切断工程によりシール部材の形状に加工するものが提案されている(例えば、特許文献1参照。)。
【0003】
このように切断刃を用いてパイル織物またはパイル編物もしくはフェルトの原反を切断することで、形状化したシール部材を多数製作している。ところで、このシール部材を原反から切断して製作するための切断刃の構造は、1回の切断操作のみで角部を有するシール部材を形成するために、互いに方向の異なる刃板の端部同士を突き合わせて角部とした刃先からなるシール部材形状に形成されている。したがって、この切断刃の構造では、方向の異なる刃と刃の突き合わせた端部間に隙間を有する。このため突き合わせた刃の端部間の隙間にパイル織物またはパイル編物もしくはフェルトの切断時にパイル織物またはパイル編物もしくはフェルトの繊維が入り込み、繊維を挟持された状態で切断を繰り返すこととなる。そこで、この入り込んだ繊維の毛羽が切断刃の刃を押圧するようになり、切断刃の刃が倒れるようになる。このために切断刃の切断力が落ちて切断精度が低下することとなり、得られるシール部材の品質を、長時間すなわち多数の切断回数にわたって維持することは難しくなってくる。そこで切断刃の刃と刃の突き合わせの隙間に入った毛羽を取り除く必要がある。このために生産工程を止めて頻繁に掃除を行う必要があり、シール部材の生産コストにも大きな影響を与えていた。
【0004】
【特許文献1】特開2000−8272号公報
【特許文献2】特開2005−141263号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明が解決しようとする課題は、粉体を取り扱う装置から粉体が外部に漏れ出さないように、これらの装置の端部をシールするシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を従来の刃と刃の間に隙間のある切断刃により切断してシール部材を形成する方法に代えて、パイル織物またはパイル編物もしくはフェルトからなる原反の切断時にパイル織物またはパイル編物もしくはフェルトの繊維が切断刃の刃間に入り込まなくして切断刃によりシール部材を形成する方法およびこの方法により製作のシール部材を提供することである。
【課題を解決するための手段】
【0006】
上記の課題を解決するための本発明の手段として、請求項1の発明は、パイル織物またはパイル編物もしくはフェルトからなる原反を切断してパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により所定形状のシール部材に形成することを特徴とする形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0007】
請求項2の発明は、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により切断する方法は、複数の切断刃の中の1枚の形状化した切断刃でパイル織物またはパイル編物もしくはフェルトからなる原反を形状化した形状に切断し、次いで、該形状化した形状の切断の端部方向と交差した方向の他の切断刃で切断して角部を有する所定形状のシール部材に形成することを特徴とする請求項1の手段の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0008】
請求項3の発明は、異なる形状に形状化した複数の切断刃を複数箇所にこれらの切断刃の端部を互いに交差して分割配置し、分割配置した複数の切断刃に対向してパイル織物またはパイル編物もしくはフェルトからなる原反を断続的に順送りし、分割配置した複数の切断刃により該原反を順次に断続的に複数回にわたる切断工程により切断して所定形状のシール部材に形成することを特徴とする請求項1または2の手段の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法である。
【0009】
請求項4の発明は、上記の方法により製作されたシール部材であって、パイル織物またはパイル編物もしくはフェルトからなる原反から複数回の切断により形状化されたシール部材は繊維の欠落の無い角部を有していることを特徴とするパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材である。
【発明の効果】
【0010】
本発明のシール部材の製作方法は、上記の手段のとおり、順送りして複数の切断刃により複数回の切断により所定形状のシール部材に製作するので、パイル織物またはパイル編物もしくはフェルトの繊維が切断刃の間に挟まれて繊維が抜けることがなく、さらに、複数の形状の異なる切断刃の端部が順次に交差しながら切断して角部を形成するので、角部の形状が正確に形成され、さらに、上記の方法において、切断刃の端部は交差して分割配置してパイル織物またはパイル編物もしくはフェルトの原反にこれらの切断刃を断続的に順送りして切断するので、シール部材の切断形状が正確に切断されているのみならず、切断刃の間に挟まれた繊維が無いので切断刃が倒れることなく、したがって切断刃が長期間にわたり使用でき、低コストでシール部材が製作できるなどの優れた効果を奏する。さらに、これらの方法で切断され製作されたパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材は形状が特に角部の形状が正確であるので、高いシール特性が発揮でき粉体の漏出が的確に防止できるなど優れた効果を奏する。
【発明を実施するための最良の形態】
【0011】
本発明を実施するための最良の形態について、以下に図面を参照して説明する。図1の(a)は本発明のシール部材1を製作するための切断刃7、8を配置した基台5の表面6aであり、(b)は切断刃7と切断刃8をそれぞれ挿通する溝9と溝10を配置した基台5の裏面6bである。図2の(a)は本発明のシール部材1であり、(b)はパイル織物3の原反2の先の切断部分11aと後の切断部分11bおよび両者からなるシール部材1の切断輪郭線であり、(c)は先の切断部分11aと後の切断部分11bからなるシール部材の切断輪郭線11c図3の(a)は本発明のシール部材1を製作するための他の形状に配置の切断刃7および切断刃8を有する基台5の表面6aを示し、(b)はこの基台5により原反2を切断する工程の説明図である。図4の(a)は上記の工程で切断して形成のシール部材1であり、(b)はパイル織物3の原反2に先の切断部分11aと後の切断部分11bおよび両者からなるシール部材1の切断輪郭線11cで切断した状態を示し、(c)は先の切断部分11aと後の切断部分11bからなるシール部材の切断輪郭線11cを示す図である。図5(a)は従来のシール部材13を製作するための切断刃15を配置した基台14の表面14aであり(b)は切断刃15を挿通する溝21を有する基台14の裏面14bである。図6の(a)は従来の方法により製作のシール部材13であり、(b)はパイル織物3の原反2の切断部分20からなるシール部材13の切断輪郭線13bである。
【0012】
本発明の方法におけるシール部材1は、パイル織物またはパイル編物もしくはフェルト(以下、これらを「パイル織物3」という。)の原反2から製作される。このパイル織物3からなる原反2はパイル3aを表面に有するパイル織地またはパイル編地を表面に有するか、あるいは縮絨した織りフェルトを表面に有し、パイル織物3の裏面に接着した弾性を有する合成樹脂の支持層4から形成されている。これらのパイル織物3を構成する繊維は綿や絹などの天然繊維、レーヨンなどの人造繊維あるいは、ポリエステル繊維、ポリプロピレン繊維、ポリエチレンテレフタレート繊維、アクリル繊維、ポリアミド繊維その他の合成繊維である。支持層4はポリウレタン、ポリスチレン、ポリプロピレンなどの合成樹脂発泡体あるいはエラストマーなどで曲げることができる素材である。
【0013】
上記のパイル織物3からシール部材1を製作するために、図2に示すパイル織物3の原反2を切断する刃物は、図1の(a)に示すように、木材あるいはプラスチック材からなる矩形状の基台5の表面6aに互いに離間して縦列に配置した複数の切断刃7の列と、この切断刃7の列と離間して同じく互いに離間して縦列に配置した複数の切断刃8の列とを有し、これらは基台5の表面6aから突出して配設されている。この基台5は、図3に示すように、パイル織物3の原反2をシール部材1に切断するときの型枠となる。図1の(b)は基台5の裏面6bから見た図で、基台5の裏面6bには、切断刃7および切断刃8が挿通される切断刃7用の溝9aおよび切断刃8用の溝10aが表面6aまで形成されている。これらのパイル織物3の原反2を切断するために先に作動する切断刃7の端部7aおよび端部7bと後で作動する切断刃8の端部8aおよび端部8bは互いに交差するように交点11d を超えた余分の切断部分12の長さに形成されている。しかし、切断刃7と切断刃8による切断は、時間差を置いて行われるので、交点11dで互いの切断刃が他の切断刃の切断作用の障害になることなく行われる。したがって、これらの切断刃7および切断刃8で切断した原反1は、図2の(b)あるいは(c)に示すように、切断による切断部分11の交点11dよりもそれぞれ突出した余分の切断部分12を形成して切断することができる。
【0014】
ところで、図5の(a)に示すように、従来のパイル織物3の原反2を切断するための基台14の表面に設けた切断刃15の形状は切断するシール部材13の輪郭形状に形成されている。また、図5の(b)に示すように、この基台14は裏面に切断刃15を挿通するシール部材13の輪郭形状の溝21を形成している。そこで、この切断刃15によるときは、一度の切断作業で目的形状のシール部材13を切断して形成できる。ところで、この従来の切断刃15を有する基台14を用いてシール部材13を形成するための切断刃15では、その一例として一方の長辺の先端部を刃先とした刃板16をシール部材13の輪郭形状に曲折し、この輪郭形状を形成する刃板16の長手方向の先端部17、17同士をシール部材13の輪郭形状の角部19として突き合わせ、これらを切断刃15の突き合わせ部18に形成して基台14に配設して一体形状からなる切断刃15としている。この一体形状からなる切断刃15の場合、この突き合わせ部18は、図6に示すシール部材13の切断輪郭線13bに相当する箇所である、図5の(a)に示す、角部19に形成されている。したがって、このような従来の突き合わせ部18からなる角部19を有する切断刃15を有する基台14を用いて、パイル織物3の原反2を切断してシール部材13に形成するときは、1回の切断工程によってパイル織物3の原反2を切断してシール部材13に形成できる。しかしながら、この場合、繰り返して切断しているうちにシール部材13の輪郭形状をした、図5の(a)に示す、切断刃15の角部19を形成している突き合わせ部18である刃板16の先端部17と他の先端部17との間に間隙が生じてくる。この結果、この間隙にパイル織物3の原反2の繊維の一部が噛込み、切断刃15の突き合わせ部18が徐々に噛込んだ繊維に押されて斜めに倒れてくる。このようになると、切断されたシール部材13の角部13aの切断輪郭線13bの部分は繊維の一部が欠落した状態に形成される。このような繊維の欠落により角部13aの欠けたシール部材13を粉体処理装置の粉体のシールに使用すると粉体のシールは不十分となり、粉体が粉体担持体の外部へ漏れだす原因となった。
【0015】
これに対し、本発明の方法における型枠である基台5により製作のシール部材1では、その製作工程でパイル織物3の原反2を少なくとも2回の切断により1個のシール部材1が製作する必要があるが、最初の切断時における原反2の切断端部2aは実際に必要な長さよりも長く切断され、すなわち、図2の(c)に示すように、後から切断する切断部分11bとで形成される交点11dよりも長く切断されて、余分の切断部分12が形成される。同様に、後から切断した原反2の切断端部2aは実際に必要な長さよりも、先の切断部分11aとの交点11dよりも余分の切断部分12だけ長く切断され、これらの2回の切断により、図2の(a)に示す、シール部材1が形成される。これらの本発明の方法による2回の切断に使用されるそれぞれの切断刃7あるいは切断刃8には、図1に示すように、その端部7aや7bあるいは端部8aや8bが独立して存在している。すなわち、従来の方法の切断刃15の先端部17で角部19を形成する突き合わせ部18が、本発明における切断刃7あるいは切断刃8の端部には存在しない。そこで、従来の切断刃15における繊維の噛込みは生じることがない。その結果、本発明の方法における切断刃7あるいは切断刃8で切断されて形成のシール部材1の角部1aには繊維の欠落がない。
【0016】
図1の(a)に示す基台5の表面6aに2種類の切断刃7および切断刃8の向きと異なり、斜め向きとした、図3の(a)に示す、2種類の切断刃7および切断刃8を互いに距離dを離間して表面6aに有する基台5を用いて、(b)に示すように、パイル織物3の原反2を間欠的に移動しながら切断して、本発明のパイル部材1を形成する。この場合、パイル織物3の原反2の間欠的に前方の矢印方向に移動する距離は上記の切断刃7と切断刃の間隙の距離dと同様である。したがって、支持層4にパイル3aを有するパイル織物3の原反2が距離dだけ前方へ移動して停止すると、切断刃7と切断刃8を有する表面6aを下方に向けた基台5が矢印方向に下に降りてきて原反2を切断し、図4の(b)に示すように原反2を距離dだけ離間した先の切断部分11aと後の切断部分11bでそれぞれ形成して切断し、(c)に示すように先の切断部分11aと後の切断部分11bからなる切断輪郭線11cで余分の切断部分12を形成して切断し、この切断をすると切断刃7と切断刃8を有する基台5は上方に一旦上昇する。このように基台5は上昇すると、再び原反2は距離dだけ前方へ移動して停止し、この停止に合わせて再び切断刃7と切断刃8を有する基台5が降りてきて原反5を切断し、先の切断部分11aと後の切断部分11bでパイル部材1が原反2に形成され、図4の(a)のパイル部材1が製作される。この図4の(b)のように、原反2が順次に間欠移動しながら切断輪郭線11cの形状に切断されてパイル部材1が製作されて行く。
【0017】
この本発明における切断方法は、切断刃7と切断刃8を有する基台5の2回にわたる昇降で初めて最初のパイル部材1が形成されるので一見すると効率が悪いように思われる。しかし、最初のパイル部材1が一旦形成された後は、順次1回の切断刃7と切断刃8を有する基台5の昇降によりパイル部材1は次々と形成されて行くので、切断効率は従来の方法の基台14による切断に比して実質的に劣ることはない。しかも、切断部分11aと切断部分11bの交点11dより先端側の余分の切断部分12を有し、この同一の交点11dにおける2本の余分の切断部分12は時間差を置いて切断されているので、得られたシール部材1の角部1aにはパイル織物3の繊維の欠けは全く生じることはない。したがって、このシール部材1を例えば電子写真装置の現像ドラムの端部に適用するときトナーの粉末が外部に漏れだすことはない。
【図面の簡単な説明】
【0018】
【図1】本発明のシール部材を製作するための切断刃を配置した基台である。
【図2】パイル織物からなる本発明のシール部材と原反の切断状況および切断輪郭模様を示す図である。
【図3】本発明のシール部材を製作するための他の形状に配置の切断刃を有する基台と、該基台による原反を切断する工程の説明図である。
【図4】図3の基台で切断して形成のシール部材と、原反の切断状況および切断輪郭線を示す図である。
【図5】(a)は従来のシール部材を製作するための切断刃を配置した基台である。
【図6】(a)は従来の方法により製作のシール部材であり、(b)はパイル織物の原反の切断部分からなる従来のシール部材の切断輪郭線である。
【符号の説明】
【0019】
1 シール部材
1a 角部
2 原反
3 パイル織物
3a パイル
4 支持層
5 基台
6a 表面
6b 裏面
7 切断刃
7a 端部
7b 端部
8 切断刃
8a 端部
8b 端部
9 溝(切断刃7の)
10 溝(切断刃8の)
11 切断部分
11a 先の切断部分
11b 後の切断部分
11c 切断輪郭線
11d 交点
12 余分の切断部分
13 従来のシール部材
13a 角部
13b 切断輪郭線
14 基台
14a 表面
14b 裏面
15 切断刃
16 刃板(長方形の)
17 先端部
18 突き合わせ部
19 角部(切断刃の)
20 切断部分(パイル織物の)
21 溝
d 距離
【特許請求の範囲】
【請求項1】
パイル織物またはパイル編物もしくはフェルトからなる原反を切断してパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により所定形状のシール部材に形成することを特徴とする形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項2】
パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により切断する方法は、複数の切断刃の中の1枚の形状化した切断刃でパイル織物またはパイル編物もしくはフェルトからなる原反を形状化した形状に切断し、次いで、該形状化した形状の切断の端部方向と交差した方向の他の切断刃で切断して角部を有する所定形状のシール部材に形成することを特徴とする請求項1に記載の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項3】
異なる形状に形状化した複数の切断刃を複数箇所にこれらの切断刃の端部を互いに交差して分割配置し、分割配置した複数の切断刃に対向してパイル織物またはパイル編物もしくはフェルトからなる原反を断続的に順送りし、分割配置した複数の切断刃により該原反を順次に断続的に複数回にわたる切断工程により切断して所定形状のシール部材に形成することを特徴とする請求項1または2に記載の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項4】
パイル織物またはパイル編物もしくはフェルトからなる原反から複数回の切断により形状化されたシール部材は繊維の欠落の無い角部を有していることを特徴とするパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材。
【請求項1】
パイル織物またはパイル編物もしくはフェルトからなる原反を切断してパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法において、パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により所定形状のシール部材に形成することを特徴とする形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項2】
パイル織物またはパイル編物もしくはフェルトからなる原反を異なる形状に形状化した複数の切断刃に断続的に順送りし、複数の切断工程により切断する方法は、複数の切断刃の中の1枚の形状化した切断刃でパイル織物またはパイル編物もしくはフェルトからなる原反を形状化した形状に切断し、次いで、該形状化した形状の切断の端部方向と交差した方向の他の切断刃で切断して角部を有する所定形状のシール部材に形成することを特徴とする請求項1に記載の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項3】
異なる形状に形状化した複数の切断刃を複数箇所にこれらの切断刃の端部を互いに交差して分割配置し、分割配置した複数の切断刃に対向してパイル織物またはパイル編物もしくはフェルトからなる原反を断続的に順送りし、分割配置した複数の切断刃により該原反を順次に断続的に複数回にわたる切断工程により切断して所定形状のシール部材に形成することを特徴とする請求項1または2に記載の形状化したパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法。
【請求項4】
パイル織物またはパイル編物もしくはフェルトからなる原反から複数回の切断により形状化されたシール部材は繊維の欠落の無い角部を有していることを特徴とするパイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−275328(P2009−275328A)
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願番号】特願2008−130234(P2008−130234)
【出願日】平成20年5月17日(2008.5.17)
【出願人】(596116363)三和テクノ株式会社 (16)
【出願人】(505094157)
【Fターム(参考)】
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願日】平成20年5月17日(2008.5.17)
【出願人】(596116363)三和テクノ株式会社 (16)
【出願人】(505094157)
【Fターム(参考)】
[ Back to top ]