
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、簡単な構成で隙間をなくすと共にシール力を均一化し得るようにしたパウダースラッシュ成形装置のシール構造に関するものである。
【背景技術】
【0002】
自動車などの車両には、車室内の前部にインストルメントパネルなどの内装パネルが設けられている。このような内装パネルには、パウダースラッシュ成形装置によって成形された表皮材などの成形品を使用したものが存在する。
【0003】
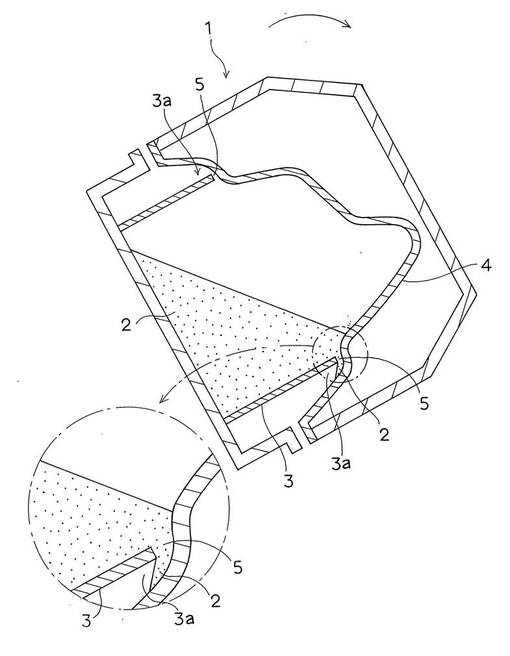
図7に示すように、パウダースラッシュ成形装置1は、粉体材料2を収容可能なリザーバ容器3の開口縁部3aに、加熱した金型4をシール状態で被着し、図8に示すように、リザーバ容器3と金型4とを回転させることにより、金型4に粉体材料2を溶融付着させて成形を行うようにしたものである。
【0004】
この際、リザーバ容器3と金型4との間に隙間5があると、この隙間5から粉体材料2が漏れてしまうので、図9に示すように、リザーバ容器3の開口縁部3aには、金型4との間の隙間5をシールして、粉体材料2の漏れを防止するためのシール材6が取付けられる(例えば、特許文献1参照)。
【0005】
上記特許文献では、図10に示すように、シール材6として、金型4に接する部分(頂部)を平坦にしたスポンジ系の材料のものを使用している。このシール材6は、リザーバ容器3の開口縁部3aに対し、一対の取付プレート7とボルト・ナットなどの締結固定部材8とを用いて、図11に示すように、高さ調整可能に取付けられる(挟着固定される)。この際、リザーバ容器3の開口縁部3aの側に設けられるボルト孔は、高さ調整可能なように長孔とされる。
【特許文献1】特開2008−168450号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1のシール構造には、以下のような問題があった。
【0007】
即ち、上記した表皮材など成形品は複雑形状品であるため、金型4も非常に複雑な形状を有している。そのため、リザーバ容器3と金型4との間には、各部に微小な隙間5が生じ易く、これらの隙間5をなくすために、リザーバ容器3の開口縁部3aに対するシール材6の取付けには、mm単位またはそれ以下の精度の細かい高さ調整が必要となっていた。そのため、シール材6の取付けは、熟練を要すると共に時間の掛かる精密な作業となっていた。また、取付けられたシール材6にシール力の強い部分(強干渉部分)などがあると、その部分でシール材6が破損するなどの不具合が生じるため、メンテナンスも頻繁に行う必要が生じていた。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明は、パウダースラッシュ成形装置を構成するリザーバ容器の開口縁部に、金型に当接してシール可能なシール材が取付けられたパウダースラッシュ成形装置のシール構造において、前記シール材の金型に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部を設けたことを特徴とする。
【発明の効果】
【0009】
本発明によれば、上記構成によって、以下のような作用効果を得ることができる。即ち、膨張可能部の内部に流体を注入して、膨張可能部を風船状に膨らませることにより、膨らんだ膨張可能部で、リザーバ容器と金型との間を隙間なくシールすることができる。
【図面の簡単な説明】
【0010】
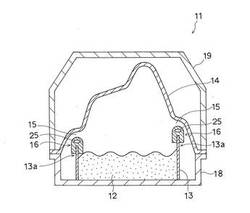
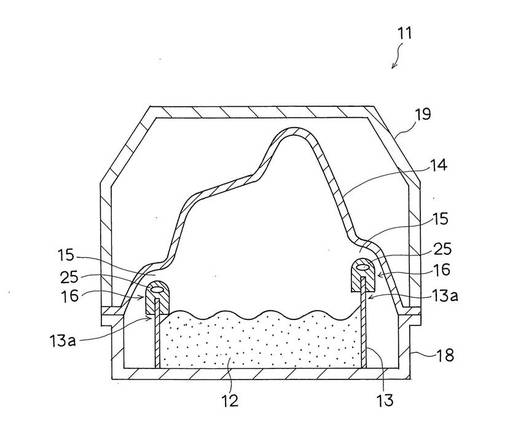
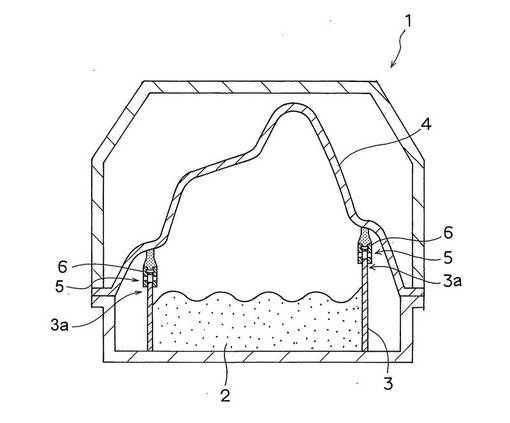
【図1】本発明の実施例にかかるパウダースラッシュ成形装置の断面図である。
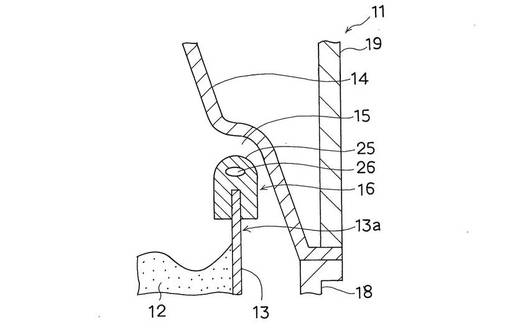
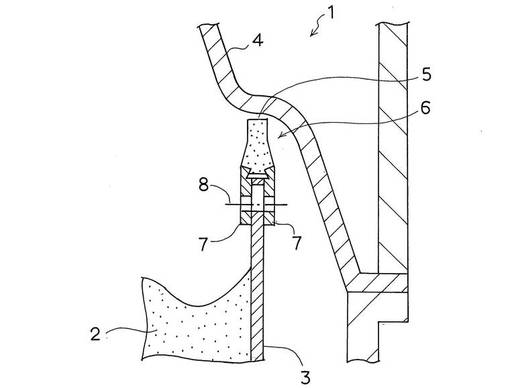
【図2】図1の部分拡大図である。
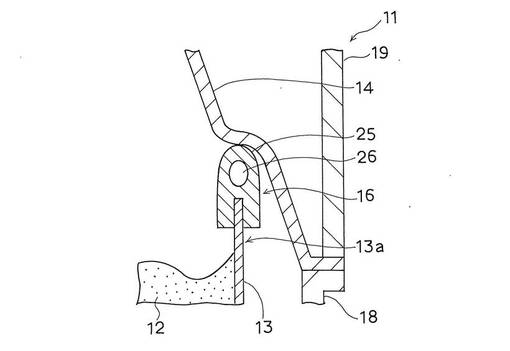
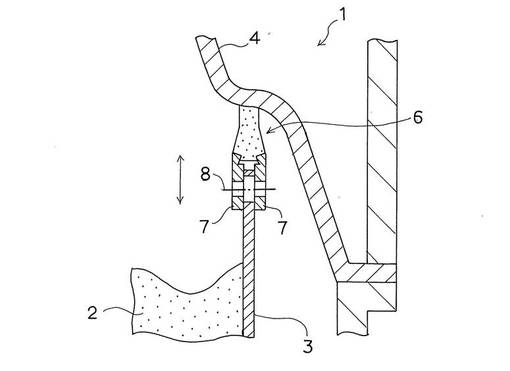
【図3】膨張可能部を膨らませた状態を示す図2と同様の部分拡大図である。
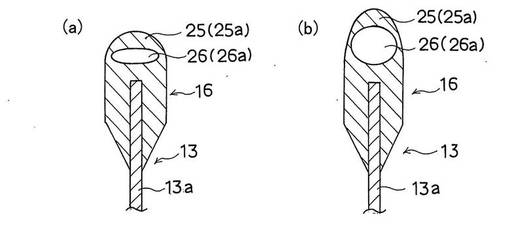
【図4】中空部を横長楕円形状にしたシール材の断面図であり、(a)は膨らます前、(b)は膨らませた後の状態を示すものである。
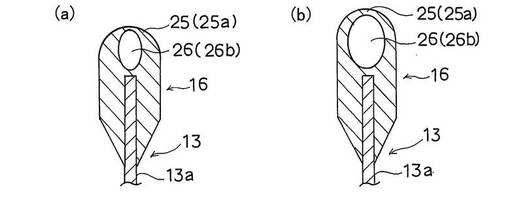
【図5】中空部を縦長楕円形状にしたシール材の断面図であり、(a)は膨らます前、(b)は膨らませた後の状態を示すものである。
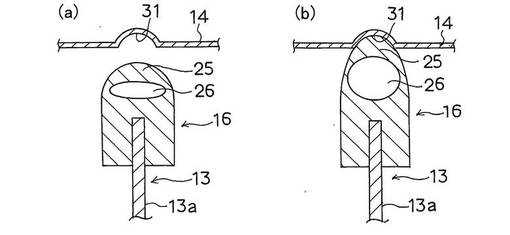
【図6】金型のシール材が当接する部分に凹部を設けた状態を示す断面図であり、(a)はシール材を膨らます前、(b)はシール材を膨らませた後の状態を示すものである。
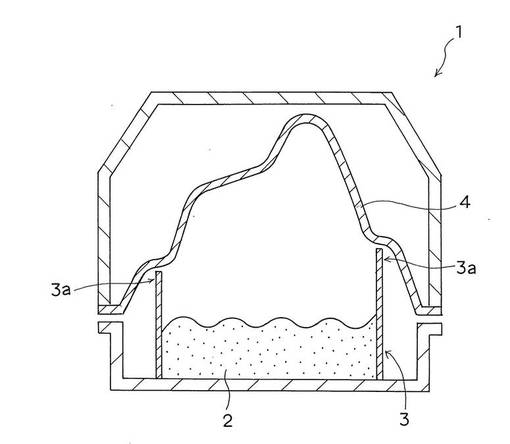
【図7】従来例にかかるパウダースラッシュ成形装置の断面図である。
【図8】図7のパウダースラッシュ成形装置を回転させた状態を示すものである。
【図9】特許文献1のパウダースラッシュ成形装置の断面図である。
【図10】図9の部分拡大図である。
【図11】図10のシール材を高さ調整した状態を示すものである。
【発明を実施するための形態】
【0011】
以下、本発明を具体化した実施例を、図面を用いて詳細に説明する。
【0012】
図1〜図6は、この実施例およびその変形例を示すものである。
【実施例】
【0013】
<構成>以下、構成について説明する。
【0014】
自動車などの車両には、車室内の前部にインストルメントパネルなどの内装パネルが設けられている。このような内装パネルには、パウダースラッシュ成形装置によって成形された表皮材などの成形品を使用したものが存在する。
【0015】
図1に示すように、パウダースラッシュ成形装置11は、粉体材料12を収容可能なリザーバ容器13の開口縁部13aに、加熱した金型14をシール状態で被着し、リザーバ容器13と金型14とを回転させることにより、金型14に粉体材料12を溶融付着させて成形を行うようにしたものである。
【0016】
この際、リザーバ容器13と金型14との間に、図2に示すような隙間15があると、この隙間15から粉体材料12が漏れてしまうので、リザーバ容器13の開口縁部13aには、金型14との間の隙間15をシールして、粉体材料12の漏れを防止するためのシール材16が取付けられる。即ち、金型14に当接してシール可能なシール材16が取付けられる。
【0017】
なお、リザーバ容器13は、パウダーボックス18の内部に設置される。また、金型14は、金型取付部材19に取付けられる。リザーバ容器13と金型14とは、図示しない型締用シリンダーによって型締めされる。
【0018】
そして、以上のような基本構成に対し、この実施例のものでは、以下のような構成を備えるようにしている。
【0019】
(構成1)
図2、図3に示すように、シール材16の金型14に当接する部分(当接部)に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設ける。
【0020】
ここで、膨張可能部25は、伸縮性を有すると共に流体の漏れが生じないゴム系の素材などによって構成される。そして、膨張可能部25は、その内部に流体が注入される中空部26が設けられる。中空部26に注入される流体には、リザーバ容器13と金型14とを型締めするための図示しない型締用シリンダーの作動空気(シリンダーエア)を好適に用いることができる。これにより、シリンダーエアの供給系統をそのまま利用することが可能となるので、新たに、流体供給系統を設ける必要をなくすことができる。
【0021】
なお、中空部26へ注入される媒体(流体)には、上記したような空気(シリンダーエア以外のものも含む)や、不揮発性ガスなどの気体、および、水や、オイルなどの液体などを使用することができる。要するに、流体であれば使用が可能である。
【0022】
また、膨張可能部25を設けたことに伴い、シール材16の開口縁部13aに対する取付部分の構造は、簡略化することができる。例えば、図示するように、シール材16の取付部分を二股状にして、開口縁部13aの両面に跨るように挟着させ、これらの間をボルト・ナットなどの締結固定部材を用いて直接固定するようにしても良い。または、図10と同様に、一対の取付プレートとボルト・ナットなどの締結固定部材とを用いて挟着固定する構造としても良い。この際、開口縁部13aの側に設けられるボルト孔は、丸孔にして高さ調整ができないようにしても、または、長孔にして高さ調整可能にしても良い。
【0023】
(構成2)
膨張可能部25の流体が注入される中空部26を、非円形状にする(非円形状中空部)。
【0024】
ここで、例えば、図4に示すように、中空部26は、横長の楕円形状の断面のものとすることができる(横長楕円状中空部26a)。
【0025】
また、例えば、図5に示すように、中空部26は、縦長の楕円形状の断面のものとすることができる(縦長楕円状中空部26b)。
【0026】
なお、中空部26の断面形状は、上記した楕円形状とするのが最も好ましいが、楕円形状以外にも、金型14の形状などに応じて、長円形状や角取矩形状や多重円形状やその他の自由形状などとすることができる。
【0027】
更に、膨張可能部25の表面と中空部26とは、同じ形状にしても良いが、これらを、異なる形状にすることもできる。例えば、図4、図5では、楕円形状の中空部26に対し、膨張可能部25の表面を半円形状として(半円形表面25a)、金型14に接する部分(頂部)の肉厚を一定でないものとして変化を付けるようにしている。或いは、上記において、膨張可能部25の表面を、平坦なものや曲率の大きい円弧状のものなどとして異ならせるようにすることもできる。
【0028】
これらの形状は、金型14の形状や状況に応じて適宜選定することができる。なお、上記した非円形状は、膨らませる前の中空部26に対するものである。膨らませた後の中空部26は、非円形状となっても円形状となっても良い。また、後述するような作用効果を必要としない場合には、中空部26を円形状にしても良い。
【0029】
(構成3)
図6に示すように、金型14のシール材16が当接する部分に凹部31を設ける。
【0030】
この場合、凹部31は、膨らんだ膨張可能部25の頂部の形状とほぼ合致する形状とされている。
【0031】
<作用効果>この実施例によれば、以下のような作用効果を得ることができる。
【0032】
パウダースラッシュ成形装置11では、粉体材料12を収容したリザーバ容器13の開口縁部13aに、加熱した金型14をシール状態で被着して、リザーバ容器13と金型14とを回転させるようにする。これにより、金型14に粉体材料12が溶融付着されて成形品が成形される。
【0033】
この際、リザーバ容器13と金型14との間の隙間15をシール材16でシールすることにより、隙間15から粉体材料12が漏れるのが防止される。
【0034】
(作用効果1)
膨張可能部25の内部に流体を注入して、膨張可能部25を風船状に膨らませることにより、膨らんだ膨張可能部25で、リザーバ容器13と金型14との間を隙間なくシールすることができる。
【0035】
そして、上記により、風船状に膨らんだ膨張可能部25が複雑形状を有する金型14の微細な部分にまで容易且つ確実に追従して金型14に密着または圧接するようになるので、膨張可能部25と金型14との間の隙間15をなくして、隙間15からのパウダーの漏れを有効に防止することができる。
【0036】
この際、膨張可能部25の内部に注入された流体が、膨張可能部25と金型14との間のシール力の弱い所へ回込むように作用することによって、シール力の均一化を図ることができる。これにより、シール力の強い部分(強干渉部分)をなくすことができ、当該部分でシール材16が破損するなどの不具合を防止すると共に、メンテナンスの手間を削減することがきる。
【0037】
また、シール材16は、膨張可能部25を風船状に膨らますことによって、シール性を確保するものとされているので、リザーバ容器13に対するシール材16の取付構造や取付作業を容易化することができる。即ち、細かい高さ調整作業などをなくすことができる。
【0038】
(作用効果2)
シール材16における膨張可能部25の中空部26を非円形状にしたことにより、中空部26の形状によってシール材16の膨らむ形状や、膨らむ方向を制御してシール性の向上や複雑形状に対する追従性の向上を図ることができる。
【0039】
例えば、図4(a)に示すように、中空部26を、横長の楕円形断面のものとすることにより、図4(b)に示すように、膨張可能部25を図中上方(金型14の側)へ向けて膨らみ易いものとすることができる。即ち、膨張可能部25による隙間調整可能範囲を大きくすることができる。
【0040】
また、例えば、図5(a)に示すように、中空部26を、縦長の楕円形断面のものとすることにより、図5(b)に示すように、金型14に接する部分(頂部)を大きく膨らませてシール面積を増やすことができる。
【0041】
更に、膨張可能部25の表面と中空部26とを、異なる形状にすることにより、膨らんだ膨張可能部25の肉厚をコントロールすることができる。
【0042】
例えば、図4の場合には、金型14に接する部分(頂部)の肉厚を大きくして(即ち、厚くして)、磨耗に強いものとすることができる。これにより、メンテナンスの手間を削減することが可能となる。
【0043】
また、例えば、図5の場合には、金型14に接する部分(頂部)の肉厚を小さくして(即ち、薄くして)、膨張可能部25を膨らみ易いものとすることにより、金型14に対する密着性や追随性をより向上することができる。
【0044】
(作用効果3)
図6(a)に示すように、金型14のシール材16が当接する部分に凹部31を設けたことにより、図6(b)に示すように、金型14とシール材16との間のシール面積を増やしてシール性をより向上することが可能となる。
【0045】
以上、この発明の実施例を図面により詳述してきたが、実施例はこの発明の例示にしか過ぎないものであるため、この発明は実施例の構成にのみ限定されるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれることは勿論である。また、例えば、各実施例に複数の構成が含まれている場合には、特に記載がなくとも、これらの構成の可能な組合せが含まれることは勿論である。また、複数の実施例や変形例が示されている場合には、特に記載がなくとも、これらに跨がった構成の組合せのうちの可能なものが含まれることは勿論である。また、図面に描かれている構成については、特に記載がなくとも、含まれることは勿論である。更に、「等」の用語がある場合には、同等のものを含むという意味で用いられている。また、「ほぼ」「約」「程度」などの用語がある場合には、常識的に認められる範囲や精度のものを含むという意味で用いられている。
【符号の説明】
【0046】
11 パウダースラッシュ成形装置
13 リザーバ容器
13a 開口縁部
14 金型
16 シール材
25 膨張可能部
26 中空部
31 凹部
【技術分野】
【0001】
この発明は、簡単な構成で隙間をなくすと共にシール力を均一化し得るようにしたパウダースラッシュ成形装置のシール構造に関するものである。
【背景技術】
【0002】
自動車などの車両には、車室内の前部にインストルメントパネルなどの内装パネルが設けられている。このような内装パネルには、パウダースラッシュ成形装置によって成形された表皮材などの成形品を使用したものが存在する。
【0003】
図7に示すように、パウダースラッシュ成形装置1は、粉体材料2を収容可能なリザーバ容器3の開口縁部3aに、加熱した金型4をシール状態で被着し、図8に示すように、リザーバ容器3と金型4とを回転させることにより、金型4に粉体材料2を溶融付着させて成形を行うようにしたものである。
【0004】
この際、リザーバ容器3と金型4との間に隙間5があると、この隙間5から粉体材料2が漏れてしまうので、図9に示すように、リザーバ容器3の開口縁部3aには、金型4との間の隙間5をシールして、粉体材料2の漏れを防止するためのシール材6が取付けられる(例えば、特許文献1参照)。
【0005】
上記特許文献では、図10に示すように、シール材6として、金型4に接する部分(頂部)を平坦にしたスポンジ系の材料のものを使用している。このシール材6は、リザーバ容器3の開口縁部3aに対し、一対の取付プレート7とボルト・ナットなどの締結固定部材8とを用いて、図11に示すように、高さ調整可能に取付けられる(挟着固定される)。この際、リザーバ容器3の開口縁部3aの側に設けられるボルト孔は、高さ調整可能なように長孔とされる。
【特許文献1】特開2008−168450号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1のシール構造には、以下のような問題があった。
【0007】
即ち、上記した表皮材など成形品は複雑形状品であるため、金型4も非常に複雑な形状を有している。そのため、リザーバ容器3と金型4との間には、各部に微小な隙間5が生じ易く、これらの隙間5をなくすために、リザーバ容器3の開口縁部3aに対するシール材6の取付けには、mm単位またはそれ以下の精度の細かい高さ調整が必要となっていた。そのため、シール材6の取付けは、熟練を要すると共に時間の掛かる精密な作業となっていた。また、取付けられたシール材6にシール力の強い部分(強干渉部分)などがあると、その部分でシール材6が破損するなどの不具合が生じるため、メンテナンスも頻繁に行う必要が生じていた。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明は、パウダースラッシュ成形装置を構成するリザーバ容器の開口縁部に、金型に当接してシール可能なシール材が取付けられたパウダースラッシュ成形装置のシール構造において、前記シール材の金型に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部を設けたことを特徴とする。
【発明の効果】
【0009】
本発明によれば、上記構成によって、以下のような作用効果を得ることができる。即ち、膨張可能部の内部に流体を注入して、膨張可能部を風船状に膨らませることにより、膨らんだ膨張可能部で、リザーバ容器と金型との間を隙間なくシールすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施例にかかるパウダースラッシュ成形装置の断面図である。
【図2】図1の部分拡大図である。
【図3】膨張可能部を膨らませた状態を示す図2と同様の部分拡大図である。
【図4】中空部を横長楕円形状にしたシール材の断面図であり、(a)は膨らます前、(b)は膨らませた後の状態を示すものである。
【図5】中空部を縦長楕円形状にしたシール材の断面図であり、(a)は膨らます前、(b)は膨らませた後の状態を示すものである。
【図6】金型のシール材が当接する部分に凹部を設けた状態を示す断面図であり、(a)はシール材を膨らます前、(b)はシール材を膨らませた後の状態を示すものである。
【図7】従来例にかかるパウダースラッシュ成形装置の断面図である。
【図8】図7のパウダースラッシュ成形装置を回転させた状態を示すものである。
【図9】特許文献1のパウダースラッシュ成形装置の断面図である。
【図10】図9の部分拡大図である。
【図11】図10のシール材を高さ調整した状態を示すものである。
【発明を実施するための形態】
【0011】
以下、本発明を具体化した実施例を、図面を用いて詳細に説明する。
【0012】
図1〜図6は、この実施例およびその変形例を示すものである。
【実施例】
【0013】
<構成>以下、構成について説明する。
【0014】
自動車などの車両には、車室内の前部にインストルメントパネルなどの内装パネルが設けられている。このような内装パネルには、パウダースラッシュ成形装置によって成形された表皮材などの成形品を使用したものが存在する。
【0015】
図1に示すように、パウダースラッシュ成形装置11は、粉体材料12を収容可能なリザーバ容器13の開口縁部13aに、加熱した金型14をシール状態で被着し、リザーバ容器13と金型14とを回転させることにより、金型14に粉体材料12を溶融付着させて成形を行うようにしたものである。
【0016】
この際、リザーバ容器13と金型14との間に、図2に示すような隙間15があると、この隙間15から粉体材料12が漏れてしまうので、リザーバ容器13の開口縁部13aには、金型14との間の隙間15をシールして、粉体材料12の漏れを防止するためのシール材16が取付けられる。即ち、金型14に当接してシール可能なシール材16が取付けられる。
【0017】
なお、リザーバ容器13は、パウダーボックス18の内部に設置される。また、金型14は、金型取付部材19に取付けられる。リザーバ容器13と金型14とは、図示しない型締用シリンダーによって型締めされる。
【0018】
そして、以上のような基本構成に対し、この実施例のものでは、以下のような構成を備えるようにしている。
【0019】
(構成1)
図2、図3に示すように、シール材16の金型14に当接する部分(当接部)に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設ける。
【0020】
ここで、膨張可能部25は、伸縮性を有すると共に流体の漏れが生じないゴム系の素材などによって構成される。そして、膨張可能部25は、その内部に流体が注入される中空部26が設けられる。中空部26に注入される流体には、リザーバ容器13と金型14とを型締めするための図示しない型締用シリンダーの作動空気(シリンダーエア)を好適に用いることができる。これにより、シリンダーエアの供給系統をそのまま利用することが可能となるので、新たに、流体供給系統を設ける必要をなくすことができる。
【0021】
なお、中空部26へ注入される媒体(流体)には、上記したような空気(シリンダーエア以外のものも含む)や、不揮発性ガスなどの気体、および、水や、オイルなどの液体などを使用することができる。要するに、流体であれば使用が可能である。
【0022】
また、膨張可能部25を設けたことに伴い、シール材16の開口縁部13aに対する取付部分の構造は、簡略化することができる。例えば、図示するように、シール材16の取付部分を二股状にして、開口縁部13aの両面に跨るように挟着させ、これらの間をボルト・ナットなどの締結固定部材を用いて直接固定するようにしても良い。または、図10と同様に、一対の取付プレートとボルト・ナットなどの締結固定部材とを用いて挟着固定する構造としても良い。この際、開口縁部13aの側に設けられるボルト孔は、丸孔にして高さ調整ができないようにしても、または、長孔にして高さ調整可能にしても良い。
【0023】
(構成2)
膨張可能部25の流体が注入される中空部26を、非円形状にする(非円形状中空部)。
【0024】
ここで、例えば、図4に示すように、中空部26は、横長の楕円形状の断面のものとすることができる(横長楕円状中空部26a)。
【0025】
また、例えば、図5に示すように、中空部26は、縦長の楕円形状の断面のものとすることができる(縦長楕円状中空部26b)。
【0026】
なお、中空部26の断面形状は、上記した楕円形状とするのが最も好ましいが、楕円形状以外にも、金型14の形状などに応じて、長円形状や角取矩形状や多重円形状やその他の自由形状などとすることができる。
【0027】
更に、膨張可能部25の表面と中空部26とは、同じ形状にしても良いが、これらを、異なる形状にすることもできる。例えば、図4、図5では、楕円形状の中空部26に対し、膨張可能部25の表面を半円形状として(半円形表面25a)、金型14に接する部分(頂部)の肉厚を一定でないものとして変化を付けるようにしている。或いは、上記において、膨張可能部25の表面を、平坦なものや曲率の大きい円弧状のものなどとして異ならせるようにすることもできる。
【0028】
これらの形状は、金型14の形状や状況に応じて適宜選定することができる。なお、上記した非円形状は、膨らませる前の中空部26に対するものである。膨らませた後の中空部26は、非円形状となっても円形状となっても良い。また、後述するような作用効果を必要としない場合には、中空部26を円形状にしても良い。
【0029】
(構成3)
図6に示すように、金型14のシール材16が当接する部分に凹部31を設ける。
【0030】
この場合、凹部31は、膨らんだ膨張可能部25の頂部の形状とほぼ合致する形状とされている。
【0031】
<作用効果>この実施例によれば、以下のような作用効果を得ることができる。
【0032】
パウダースラッシュ成形装置11では、粉体材料12を収容したリザーバ容器13の開口縁部13aに、加熱した金型14をシール状態で被着して、リザーバ容器13と金型14とを回転させるようにする。これにより、金型14に粉体材料12が溶融付着されて成形品が成形される。
【0033】
この際、リザーバ容器13と金型14との間の隙間15をシール材16でシールすることにより、隙間15から粉体材料12が漏れるのが防止される。
【0034】
(作用効果1)
膨張可能部25の内部に流体を注入して、膨張可能部25を風船状に膨らませることにより、膨らんだ膨張可能部25で、リザーバ容器13と金型14との間を隙間なくシールすることができる。
【0035】
そして、上記により、風船状に膨らんだ膨張可能部25が複雑形状を有する金型14の微細な部分にまで容易且つ確実に追従して金型14に密着または圧接するようになるので、膨張可能部25と金型14との間の隙間15をなくして、隙間15からのパウダーの漏れを有効に防止することができる。
【0036】
この際、膨張可能部25の内部に注入された流体が、膨張可能部25と金型14との間のシール力の弱い所へ回込むように作用することによって、シール力の均一化を図ることができる。これにより、シール力の強い部分(強干渉部分)をなくすことができ、当該部分でシール材16が破損するなどの不具合を防止すると共に、メンテナンスの手間を削減することがきる。
【0037】
また、シール材16は、膨張可能部25を風船状に膨らますことによって、シール性を確保するものとされているので、リザーバ容器13に対するシール材16の取付構造や取付作業を容易化することができる。即ち、細かい高さ調整作業などをなくすことができる。
【0038】
(作用効果2)
シール材16における膨張可能部25の中空部26を非円形状にしたことにより、中空部26の形状によってシール材16の膨らむ形状や、膨らむ方向を制御してシール性の向上や複雑形状に対する追従性の向上を図ることができる。
【0039】
例えば、図4(a)に示すように、中空部26を、横長の楕円形断面のものとすることにより、図4(b)に示すように、膨張可能部25を図中上方(金型14の側)へ向けて膨らみ易いものとすることができる。即ち、膨張可能部25による隙間調整可能範囲を大きくすることができる。
【0040】
また、例えば、図5(a)に示すように、中空部26を、縦長の楕円形断面のものとすることにより、図5(b)に示すように、金型14に接する部分(頂部)を大きく膨らませてシール面積を増やすことができる。
【0041】
更に、膨張可能部25の表面と中空部26とを、異なる形状にすることにより、膨らんだ膨張可能部25の肉厚をコントロールすることができる。
【0042】
例えば、図4の場合には、金型14に接する部分(頂部)の肉厚を大きくして(即ち、厚くして)、磨耗に強いものとすることができる。これにより、メンテナンスの手間を削減することが可能となる。
【0043】
また、例えば、図5の場合には、金型14に接する部分(頂部)の肉厚を小さくして(即ち、薄くして)、膨張可能部25を膨らみ易いものとすることにより、金型14に対する密着性や追随性をより向上することができる。
【0044】
(作用効果3)
図6(a)に示すように、金型14のシール材16が当接する部分に凹部31を設けたことにより、図6(b)に示すように、金型14とシール材16との間のシール面積を増やしてシール性をより向上することが可能となる。
【0045】
以上、この発明の実施例を図面により詳述してきたが、実施例はこの発明の例示にしか過ぎないものであるため、この発明は実施例の構成にのみ限定されるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれることは勿論である。また、例えば、各実施例に複数の構成が含まれている場合には、特に記載がなくとも、これらの構成の可能な組合せが含まれることは勿論である。また、複数の実施例や変形例が示されている場合には、特に記載がなくとも、これらに跨がった構成の組合せのうちの可能なものが含まれることは勿論である。また、図面に描かれている構成については、特に記載がなくとも、含まれることは勿論である。更に、「等」の用語がある場合には、同等のものを含むという意味で用いられている。また、「ほぼ」「約」「程度」などの用語がある場合には、常識的に認められる範囲や精度のものを含むという意味で用いられている。
【符号の説明】
【0046】
11 パウダースラッシュ成形装置
13 リザーバ容器
13a 開口縁部
14 金型
16 シール材
25 膨張可能部
26 中空部
31 凹部
【特許請求の範囲】
【請求項1】
パウダースラッシュ成形装置を構成するリザーバ容器の開口縁部に、金型に当接してシール可能なシール材が取付けられたパウダースラッシュ成形装置のシール構造において、
前記シール材の金型に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部を設けたことを特徴とするパウダースラッシュ成形装置のシール構造。
【請求項2】
前記膨張可能部の流体が注入される中空部を、非円形状にしたことを特徴とする請求項1記載のパウダースラッシュ成形装置のシール構造。
【請求項3】
前記金型のシール材が当接する部分に凹部を設けたことを特徴とする請求項1または請求項2記載のパウダースラッシュ成形装置のシール構造。
【請求項1】
パウダースラッシュ成形装置を構成するリザーバ容器の開口縁部に、金型に当接してシール可能なシール材が取付けられたパウダースラッシュ成形装置のシール構造において、
前記シール材の金型に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部を設けたことを特徴とするパウダースラッシュ成形装置のシール構造。
【請求項2】
前記膨張可能部の流体が注入される中空部を、非円形状にしたことを特徴とする請求項1記載のパウダースラッシュ成形装置のシール構造。
【請求項3】
前記金型のシール材が当接する部分に凹部を設けたことを特徴とする請求項1または請求項2記載のパウダースラッシュ成形装置のシール構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−250458(P2012−250458A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−125223(P2011−125223)
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000004765)カルソニックカンセイ株式会社 (3,404)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000004765)カルソニックカンセイ株式会社 (3,404)
【Fターム(参考)】
[ Back to top ]