
パウチ容器
【課題】良好な擦り切り操作が可能なパウチ容器を提供することである。
【解決手段】パウチ容器10は、表面シート11、裏面シート12、及び底ガゼットシート13を備え、シート材で囲まれた充填部15に粉体100が充填され、容器上部に粉体100の取り出し口18が形成されるスタンディングパウチである。パウチ容器10には、裏面シート12に計量スプーン101による粉体100の擦り切り計量を可能とする擦り切り部として、内装シート材30が容器幅方向に沿って設けられる。
【解決手段】パウチ容器10は、表面シート11、裏面シート12、及び底ガゼットシート13を備え、シート材で囲まれた充填部15に粉体100が充填され、容器上部に粉体100の取り出し口18が形成されるスタンディングパウチである。パウチ容器10には、裏面シート12に計量スプーン101による粉体100の擦り切り計量を可能とする擦り切り部として、内装シート材30が容器幅方向に沿って設けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パウチ容器に関し、より詳しくは、粉体乃至粒体(以下、粉体等という)が充填されるパウチ容器に関する。
【背景技術】
【0002】
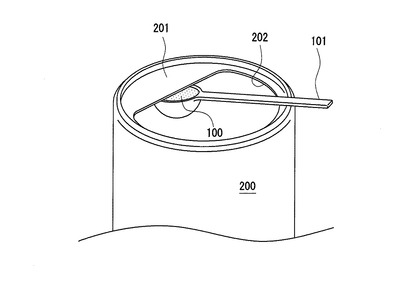
一般的に、粉ミルクやプロテイン粉末などは、金属製の缶やパウチ容器に充填された状態で販売されている。図16に例示するように、粉ミルク等の粉体100を充填する缶200には、計量スプーン101で掬った粉体100を擦り切るための擦り切り部201が設けられている。擦り切り部201は、開口部202の一部を覆うように、缶200の径方向に張り出した板形状を有する。これにより、計量スプーン101の1杯あたりの粉体100の量を一定にでき、簡便な計量が可能になる。近年、粉ミルク等の粉体を充填するパウチ容器にも、当該擦り切り機能が求められている。
【0003】
このような状況に鑑みて、擦り切りバーを備えたパウチ容器が提案されている(特許文献1参照)。特許文献1には、チャックテープの下方に、折り畳み可能な摺り切りバーが折り畳まれた状態で接合され、容器を開口させることにより摺り切りバーが容器の表裏方向に直線状に開くパウチ容器が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−155081号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の擦り切りバーでは、容器の開口幅が小さくなると、大きな撓みが発生するという問題がある。粉体を擦り切るときには擦り切りバーの端部に計量スプーンを押し当てるが、擦り切りバーに撓みが発生すると、擦り切り操作が困難になる場合がある。このため、この擦り切りバーでは、大きな開口幅を維持する必要があり使い難い。また、擦り切りバーが比較的細いことから、バーの材質がパウチ容器を構成するシート材と同様のプラスチックシートを用いた場合には、剛性に乏しく撓み易いことも操作性不良につながる。なお、この擦り切りバーには、撓みを抑制するための固定部が設けられているが、固定部の折り曲げ操作が別途必要となり不便である。
【課題を解決するための手段】
【0006】
本発明に係るパウチ容器は、少なくとも表面部及び裏面部を構成するシート材を備え、シート材で囲まれた容器内部に粉体乃至粒体(以下、粉体等という)が充填され、容器上部に粉体等の取り出し部が形成されるパウチ容器において、少なくとも表面部又は裏面部に、計量スプーンによる粉体等の摺り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられることを特徴とする。
【0007】
上記構成によれば、少なくとも表面部又は裏面部から容器内部側に張り出す擦り切り部を用いて、計量スプーンで掬った粉体等を擦り切ることができる。擦り切り部は、表裏面部に跨って設けられず、表裏面部の少なくともいずれか一方から張り出すため、取り出し部の開口幅が小さくても擦り切り部に撓みが発生し難い。また、擦り切り部が容器幅方向に沿っているため、例えば、擦り切り部の上端と、幅方向両側とが表面部又は裏面部に支持され、計量スプーンから大きな力を受けても擦り切り部にねじれ等が発生し難い。したがって、当該擦り切り部によれば、金属製の缶に設けられた摺り切り部と同様の使用感を得ることができる。
【0008】
本発明に係るパウチ容器において、擦り切り部は、表面部或いは裏面部を構成するシート材又は表面部或いは裏面部の内面に接合された内装シート材から構成され、前記シート材又は内装シート材は、取り出し部を開口したときに容器内部側に張り出し、計量スプーンが押し当てられる張り出し部を有する構成とすることができる。
当該構成によれば、擦り切り部は、取り出し部が閉じた状態では嵩張ることなく、取り出し部が開口されたときには、張り出し部が容器内部側に張り出して、計量スプーンによる擦り切り計量が可能となる。
【0009】
また、張り出し部は、容器幅方向と交差する方向に沿って形成された2つの谷折り線と、容器幅方向と交差する方向に沿って、各谷折り線の間に形成された2つの山折り線とを含むことが好適である。
当該構成によれば、取り出し部が開口されたときに、例えば、張り出し部がより大きく張り出して、擦り切りの操作性がさらに向上する。
【0010】
また、上記各谷折り線は、その上端同士が近づくように、容器幅方向及び上下方向と交差する方向に沿って、つまり正面視ハの字状に形成されることが好適である。
取り出し部を開口すると、内装シート材を接合したシート材が撓んで湾曲するが、当該構成では、例えば、当該シート材の湾曲に起因して、谷折り線と山折り線との間に位置する部分(以下、接続部という)が上方に向かって折れ曲がり易くなる。このため、各接続部の間に位置する部分(以下、当接部という)が、その下端部が持ち上がるようにして容器内部側に張り出し易くなる。擦り切り計量を行うときには、当該下端部に計量スプーンを押し当てることができる。当該下端部は、やや下方を向くため、当該下端部と取り出し部から挿入される計量スプーンとがなす角度を擦り切りに好適な角度(例えば、90°±45°)に調整し易い。
【発明の効果】
【0011】
本発明に係るパウチ容器によれば、良好な擦り切り操作が可能になる。例えば、取り出し部の開口幅が小さくても、擦り切り部に撓みが発生し難く、良好な操作性が得られる。
【図面の簡単な説明】
【0012】
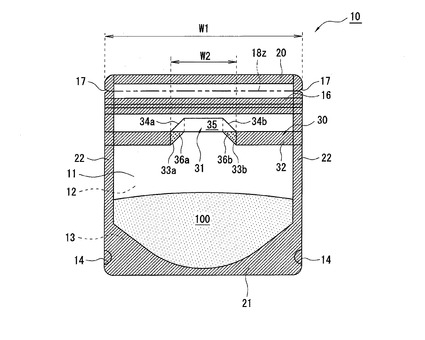
【図1】本発明の第1の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
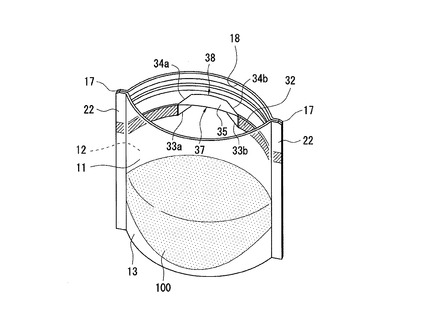
【図2】本発明の第1の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図3】本発明の第1の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
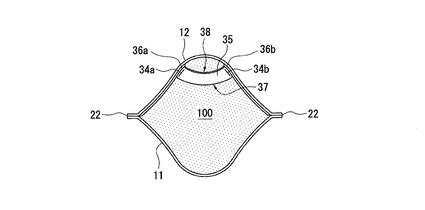
【図4】本発明の第1の実施形態であるパウチ容器において、取り出し口の開口と、張り出し部の張り出しとの関係を説明するための図である。
【図5】本発明の第1の実施形態であるパウチ容器の製造工程の一部を模式的に示す図である。
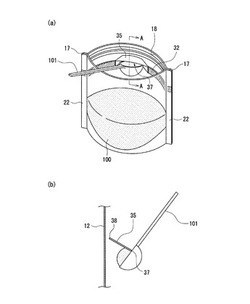
【図6】本発明の第1の実施形態であるパウチ容器において、粉体を擦り切る様子を示す図である。
【図7】本発明の第2の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
【図8】本発明の第2の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図9】本発明の第2の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
【図10】本発明の第3の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
【図11】図10のB‐B線断面を模式的に示す図である。
【図12】本発明の第3の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図13】本発明の第3の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
【図14】本発明の第4の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図15】図14のC‐C線断面を模式的に示す図である。
【図16】擦り切り部を備えた缶において、粉体を擦り切る様子を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。
図1〜図6は、第1の実施形態を、図7〜図9は、第2の実施形態を、図10〜図13は、第3の実施形態を、図14及び図15は、第4の実施形態をそれぞれ示す。
【0014】
なお、本明細書において、「取り出し部」の用語は、容器外部と容器内部空間である充填部とを連通させる開口部だけでなく、シート材が切断される等して当該開口部が形成される部分(即ち、開口部形成予定部)も含むことを意図する。実施形態では、前者を取り出し口18、後者を取り出し口形成予定部18zと称して説明する。
【0015】
本明細書において、「谷折り線」とは、谷折りにより形成される折り目線であり、張り出し部を上面視したときに、折り目線が折り曲げられる部分の内側になるものを意味し、「山折り線」とは、山折りにより形成される折り目線であり、張り出し部を上面視したときに、折り目線が折り曲げられる部分の外側になるものを意味する。
なお、幅方向谷折り線52Aとは、折り曲げ部50を底面視したときに、折り目線が折り曲げられる部分の内側になるものを意味し、幅方向山折り線52Bとは、折り曲げ部50を底面視したときに、折り目線が折り曲げられる部分の外側になるものを意味する。
【0016】
実施形態では、パウチ容器に充填される「粉体乃至粒体」を、粉ミルクやプロテイン粉末などを意図する粉体100として説明する。但し、「粉体乃至粒体」は、計量スプーン101で掬って擦り切ることができるものであれば、特に限定されず、調味料や小麦粉など、又は粒径がより大きなコーヒー豆や茶葉なども含まれる。
【0017】
実施形態では、取り出し口18が設けられる部分を容器の「上部」とし、上部に対向する部分を容器の「下部」とする。また、各シート材が積層される方向を容器の「表裏方向」とし、上下方向及び表裏方向に直交する方向を容器の「幅方向又は左右方向」とする。以下では、単に、上下方向、表裏方向、幅方向という場合がある。
【0018】
<第1の実施形態>
図1〜図4を参照して、第1の実施形態であるパウチ容器10の構成を説明する。
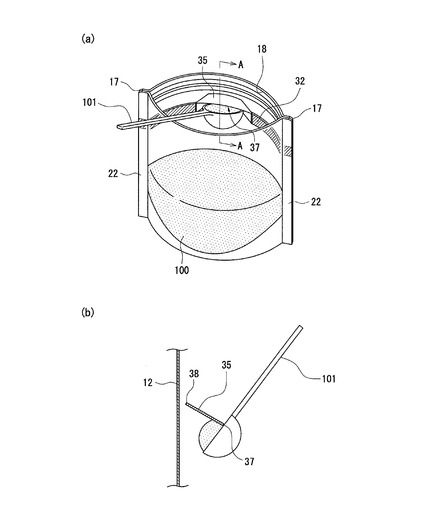
図1は、粉体100が充填されたパウチ容器10を示す正面図である。図2及び図3は、パウチ容器10の斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。図4は、張り出し部31の近傍を拡大して示す上面図であって、取り出し口18が閉じられた状態(a)、及び取り出し口18が開口した状態(b)をそれぞれ示す。なお、図2では、図面の明瞭化のため、接合部32のみにハッチングを付する。
【0019】
パウチ容器10は、表面シート11と、裏面シート12と、底ガゼットシート13と、を備え、内容物の充填により自立可能なスタンディングパウチである。表面シート11及び裏面シート12は、容器の壁面部のうち、表面部及び裏面部をそれぞれ構成するシート材であり、底ガゼットシート13は、表面部と裏面部との間に折り込まれて挿入され、粉体100の充填により展開する底ガゼット部を構成するシート材である。
【0020】
パウチ容器10は、互いに重ね合わされた表面シート11と裏面シート12との間に、底ガゼットシート13を容器下端側から挿入した状態で各シート材の端縁同士を接合するシール部を形成し、シート材で囲まれた容器内部空間を密閉した構造である。この容器内部空間が、粉体100が充填される充填部15となる。表面シート11及び裏面シート12は、いずれも上下方向にやや長く延びた略矩形状を呈する。底ガゼットシート13も略矩形状を呈し、例えば、表面シート11及び裏面シート12の下端から1/4程度の範囲に設けられる。
【0021】
さらに、パウチ容器10には、少なくとも表面部又は裏面部に、計量スプーン101による粉体100の擦り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられる。本実施形態では、擦り切り部として、内装シート材30を備える。内装シート材30は、裏面部を構成する裏面シート12の内面に接合されている。そして、内装シート材30にかからない範囲で粉体100が充填される。以下、内装シート材30よりも下方を充填部15と称する。
【0022】
パウチ容器10を構成する各シート材は、通常、樹脂フィルムから構成される。シート材を構成する樹脂フィルムには、耐衝撃性、耐磨耗性、及び耐熱性など、包装体としての基本的な性能を備えることが要求される。また、上記シール部は、通常、ヒートシールにより形成されるので、シート材には、ヒートシール性も要求される。シート材としては、ベースフィルム層と、ヒートシール性を付与するシーラント層とを有する複層シート材が好適であり、高いガスバリア性が要求される場合には、ベースフィルム層とシーラント層との間にガスバリア層を設けることが好適である。
【0023】
ここで、ベースフィルム層、シーラント層、及びガスバリア層の構成材料を例示する。なお、これら各層の積層は、慣用のラミネート法、例えば、接着剤によるドライラミネーション、熱接着性層を挟んで熱により接着させる熱ラミネーションなどにより行うことができる。
【0024】
ベースフィルム層を構成するフィルムとしては、ポリエステル(ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)、ポリカーボネート(PC)など)、ポリオレフィン(ポリエチレン(PE)、ポリプロピレン(PP)など)、ポリアミド(ナイロン−6、ナイロン−66など)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリメチルメタクリレート(PMMA)、ポリエーテルスルフォン(PES)及びエチレン−ビニルアルコール共重合体(EVOH)等から構成される一層又は二層以上の延伸又未延伸フィルムが例示できる。
【0025】
シーラント層を構成するフィルムとしては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、エチレン−プロピレン共重合体(EP)、未延伸ポリプロピレン(CPP)、二軸延伸ナイロン(ON)、エチレン−オレフィン共重合体、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)及びエチレン−酢酸ビニル共重合体(EVA)等から構成される一層又は二層以上の延伸又未延伸フィルムが例示できる。
【0026】
ガスバリア層としては、アルミニウム等の金属薄膜、又は塩化ビニリデン(PVDC)、エチレン−ビニルアルコール共重合体(EVOH)などの樹脂フィルム、或いは任意の合成樹脂フィルム(例えば、ベースフィルム層であってもよい)に、アルミニウム、酸化アルミニウムやシリカ等の無機酸化物などを蒸着(又はスパッタリング)したフィルムが例示できる。
【0027】
シート材には、内容物の商品名や原材料・使用上の注意事項等の商品説明、その他各種デザインなどを表示するための印刷層(図示せず)を設けることができる。例えば、印刷層は、グラビア印刷等の公知の方法により、ベースフィルム層の内側の面に形成できる。
【0028】
上記シール部は、ヒートシールにより形成されることが好適である。ヒートシールによるシール部は、各シート材のシーラント層が容器の内側となるように重ね合わせて熱圧着することで形成できる。
【0029】
パウチ容器10は、上記シール部として、上縁シール部20(図1参照)と、下縁シール部21と、サイドシール部22とを有する。上縁シール部20は、粉体100の充填後に形成されるシール部であって、表面シート11及び裏面シート12の上縁同士を接合して形成される。下縁シール部21は、底ガゼットシート13の端縁に形成されるシール部であり、底ガゼットシート13と表面シート11及び裏面シート12とが接合されて形成される。また、底ガゼットシート13には、幅方向両端に切欠き14が形成されており、切欠き14を通して表面シート11と裏面シート12とが直接接合されている。サイドシール部22は、容器幅方向両端部において、表面シート11と裏面シート12とを接合して形成される。後述するように、サイドシール部22の一部は、内装シート材30の幅方向両端部を表裏面シートの間に挟んだ状態で形成される。
【0030】
パウチ容器10の充填部15に粉体100を充填すると、表面シート11及び裏面シート12が互いに離間し、底ガゼットシート13が展開して、特に容器下部が膨らんだ形態となる。こうして、パウチ容器10の自立性が発現する。なお、後述する張り出し部31は、粉体100の充填により張り出さず、通常、ほぼ折り畳まれた形態を維持する。粉体100は、例えば、容器上端から充填し、充填後に上縁シール部20を形成することで充填部15を密閉する。
【0031】
また、パウチ容器10には、上縁シール部20の近傍に、チャック16と、ノッチ17とが設けられている。チャック16は、内装シート材30よりも上方に設けられ、ノッチ17は、チャック16よりも上方に設けられる。
【0032】
チャック16は、例えば、凸条部付きの第1のシートと、凸条部に嵌合する凹条部付きの第2のシートとを対向配置して構成される。例えば、第1のシートが表面シート11の内面に接合され、第2のシートが裏面シート12の内面に接合される。
【0033】
ノッチ17は、表面シート11及び裏面シート12を切断して開封するための切断起点となる切り込みであり、左右のサイドシール部22にそれぞれ設けることができる。ノッチ17からシート材を幅方向に沿って切断すると、上縁シール部20が除去されて、容器外部と充填部15とを連通させる取り出し口18(図2,3参照)が形成される。なお、図1のノッチ17から延びる二点鎖線は、開封時に切断されて取り出し口18となる取り出し口形成予定部18zを示す。以下、シート材を切断して取り出し口形成予定部18zに取り出し口18を形成することを開封という。開封後はチャック16により取り出し口18を開閉できる。
【0034】
以下、パウチ容器10の上記各構成要素、特に内装シート材30の構成について、さらに詳説する。
【0035】
内装シート材30は、取り出し口18を開口したときに、裏面シート12の内面から容器内部側に張り出す張り出し部31を有する(図2,3参照)。張り出し部31は、擦り切り計量を行う際に、計量スプーン101の押し当てられる部分である。つまり、張り出し部31は、取り出し口18が閉じた状態では折り畳まれており、取り出し口18の開口により容器内部側に張り出して擦り切り機能を発現する。本実施形態では、さらに、張り出し部31の容器幅方向両側に形成された裏面シート12との接合部32を有する。
【0036】
内装シート材30は、取り出し口18(取り出し口形成予定部18z)よりも下方に設けられる。さらに、内装シート材30は、チャック16よりも下方に設けられる。内装シート材30は、充填部15の大容量化等の観点から、チャック16に接触しない範囲で、チャック16に近接して設けられることが好ましい。チャック16の下端と内装シート材30の上端との間隔は、例えば、0.5mm〜10mm程度が好適である。
【0037】
また、内装シート材30は、容器幅方向に沿って、チャック16と略平行に設けられることが好適である。本実施形態では、チャック16及び内装シート材30がパウチ容器10の全幅に亘って設けられる。そして、チャック16及び内装シート材30の幅方向両端部には、サイドシール部22が形成される。内装シート材30は、例えば、裏面シート12の幅方向中央部のみに設けられてもよいが、生産性の観点から、後述するように、谷折り線33及び山折り線34を有する内装シート材30の長尺体30pを用いて設けられることが好ましい(図5参照)。
【0038】
内装シート材30では、裏面シート12の幅方向中央部に張り出し部31が設けられ、張り出し部31の幅方向両側からパウチ容器10の幅方向端部に亘って接合部32が設けられる。張り出し部31の幅方向長さW2(折り畳み形態)は、パウチ容器10や計量スプーン101のサイズなどによっても異なるが、張り出し部31の剛的安定性を担保して擦り切り性を向上する観点から、パウチ容器10の全幅W1の10%〜50%程度が好ましく、W1の15%〜45%程度がより好ましく、W1の20%〜40%程度が特に好ましい(図1参照)。
【0039】
張り出し部31は、容器幅方向と交差する方向に沿って形成された2つの谷折り線33a,33bと、容器幅方向と交差する方向に沿って、各谷折り線33a,33bの間に形成された2つの山折り線34a,34bとを含み、正面視左右対称の形状を有する。以下、谷折り線33a,33b、山折り線34a,34bで共通する内容は、谷折り線33a、山折り線34aを用いて説明する(後述の接続部36a,36bについても同様)。谷折り線33aは、接合部32と略接する部分に形成されており、接合部32の端部は谷折り線33aに沿って形成されている。即ち、谷折り線33a,33bは、張り出し部31と接合部32との境界線となる。
【0040】
張り出し部31では、各折り目線を伸ばした場合の幅方向長さが、張り出し部31により隔てられた接合部32同士の間隔(即ち、W2)よりも長くなっている。そして、谷折り線33aと山折り線34aとの間に位置する部分である接続部36aは、接合部32と略直交するように上方に延びており、接続部36a,36bの間に位置する部分である当接部35は、接合部32と略平行に形成されている。当接部35の第1端部37の長さは、W2と略同等である。当接部35の第2端部38は、第1端部37よりも短く、当接部35は、正面視台形形状を呈する。また、第1端部37は、接合部32の上端と正面視同一直線上に位置する。
【0041】
張り出し部31では、谷折り線33a,33bの上端同士が近づくように、幅方向及び上下方向と交差する方向に沿って、好ましくは幅方向及び上下方向に対して略45°の角度で谷折り線33a,33bが形成される。つまり、谷折り線33a,33bは、正面視ハの字状に形成される。そして、山折り線34aは、谷折り線33aの上方において、谷折り線33aと略平行に形成される。
【0042】
なお、張り出し部31において、擦り切り計量時に計量スプーン101が押し当てられる部分は、当接部35の第1端部37である。第1端部37は、折り畳み形態において、当接部35の下端部であり、第2端部38が上端部である。第1端部37は、取り出し口18を開口することにより上方に持ち上がり、当接部35が容器内部側に張り出して、計量スプーン101が当接可能になる。
【0043】
ここで、特に図4を参照しながら、取り出し口18の開口による当接部35の張り出しについて詳説する。
図4(a)に示すように、取り出し口18が閉じた状態では、裏面シート12が平坦であり、張り出し部31が各折り目線で折り畳まれている。このとき、張り出し部31の幅方向長さは、W2である。図4(b)に示すように、取り出し口18を開口すると、裏面シート12が大きく湾曲し、裏面シート12に接合された接合部32も大きく湾曲する。このとき、張り出し部31の幅方向長さは、W2よりも小さなW3である。
【0044】
W2がW3に変化することにより、裏面シート12に接合されていない張り出し部31の当接部35は、裏面シート12から離間し、その表面が上方を向き、第1端部37及び第2端部38が上面視円弧形状を呈するように湾曲する。当接部35には、通常、幅方向長さの縮小による変形力が上方に向かって作用する(図2参照)。そして、その変形力は、第2端部38よりも長い第1端部37側でより大きく作用する。このため、当接部35は、第1端部37が上方に持ち上がった状態で容器内部側に張り出す。なお、当接部35は、第2端部38から第1端部37に向かって下方に傾斜している。
【0045】
次に、図5を参照しながら、上記構成を備えるパウチ容器10の製造方法の一例について説明する。
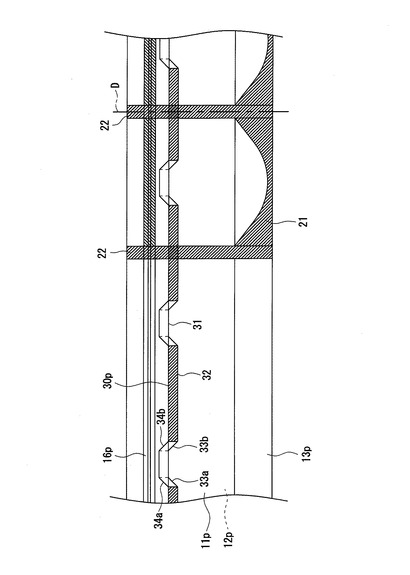
図5は、パウチ容器10の製造工程のうち、各シート材の長尺体を積層し、各シール部を形成する工程を模式的に示す。ここでは、長尺体の長手方向をMD方向とし、長尺体の幅方向をTD方向とする。
【0046】
図5に示すように、まず、表面シート11、裏面シート12、底ガゼットシート13、チャック16を構成するシート(例えば、凸条部付きの第1のシート及び凹条部付きの第2のシート)、及び内装シート材30の長尺体(以下、長尺体11p,12p,13p,16p,30pとする)をそれぞれ準備して互いに積層する。長尺体13pは、積層前において、MD方向に沿った一端側に向かって山折りされ、折り畳まれた状態で積層される。長尺体16pは、第1のシートの凸条部と第2のシートの凹条部とが嵌合した状態で積層される。
【0047】
長尺体30pは、谷折り線33a,33b、及び山折り線34a,34bが形成されて、接合部32となる部分により複数の張り出し部31が繋がった形状に加工される。そして、張り出し部31が折り畳まれた状態で積層される。図5に示す例では、長尺体11p等を積層する前に、長尺体12pの内面に長尺体30pを接合する。この接合は、例えば、ヒートシールによりなされる。こうして、長尺体30pの張り出し部31を除く部分に、MD方向に沿った接合部32が形成される。
【0048】
各長尺体の積層工程では、長尺体11pと、長尺体30pが接合された長尺体12pとを重ね合わせ、長尺体11p及び長尺体12pの下端に長尺体13pを挿入し、長尺体11p及び長尺体12pの上部に長尺体16pを挿入する。このとき、長尺体16pを長尺体30pよりも上端側に挿入する。なお、長尺体16pよりも上端側の部分には、後の工程でノッチ17等が形成される。
【0049】
積層工程を経た上記長尺体には、ヒートシール工程で各シール部が形成される。ヒートシール工程では、上記長尺体の下縁をヒートシールし、TD方向に沿って上記長尺体の所定部位をヒートシールする。ここで、長尺体の下縁は、パウチ容器10の下縁となる部分であり、所定部位は、パウチ容器10の幅方向端縁となる部分である。即ち、このヒートシール工程により、下縁シール部21及びサイドシール部22(2つの容器分の幅広シール部)を形成する。ヒートシール工程では、さらに、長尺体16pを長尺体11p及び長尺体12pに接合する。
【0050】
続いて、ダイカットロール等を用いて、例えば、サイドシール部22の仮想線Dに沿って上記長尺体をカットし、個々の容器サイズに分割する。このとき、サイドシール部22にノッチ17を形成できる。そして、容器上端から粉体100を充填した後、上縁シール部20を形成することにより、図1に示す粉体100が充填されたパウチ容器10が得られる。
【0051】
次に、図6を参照し、内装シート材30を用いて粉体100を擦り切る様子を例示しながら、上記構成を備えるパウチ容器10の作用効果について詳説する。なお、図2〜4を適宜参照する。
図6(a)は、パウチ容器10の斜視図、図6(b)は、A−A断面の一部を模式的に示す図であって、いずれも粉体100を擦り切る様子を示す。
【0052】
図2等に示すように、充填部15から粉体100を取り出すときには、ノッチ17を用いて取り出し口18を形成した後、チャック16を開放することにより取り出し口18を開口する。そして、取り出し口18を開口することで、容器上部において、表面シート11及び裏面シート12が互いに離間し、裏面シート12が湾曲する。そして、上記のように、張り出し部31の当接部35が、裏面シート12の湾曲に連動して第1端部37が上方に持ち上がり、容器内部側に張り出す。なお、当接部35は、第2端部38から第1端部37に向かって下方に傾斜している。
【0053】
当接部35が容器内部側に張り出すと、図6に示すように、粉体100を掬った計量スプーン101の皿部を第1端部37に押し当てることができる。そして、第1端部37に皿部を押し当てながら計量スプーン101を上方に引くことにより余分な粉体100を擦り切ることができる。こうして、計量スプーン101の1杯あたりの粉体100の量を一定にでき、簡便な計量が可能になる。
【0054】
パウチ容器10では、擦り切りに使用される第1端部37が、やや下方を向くため、掬った粉体100が皿部からこぼれ落ちない状態で、第1端部37と取り出し口18から挿入される計量スプーン101とがなす角度を、擦り切り易い角度、例えば、90°近傍に調整し易い(図6(b)参照)。さらに、当接部35の傾斜により、擦り切り後に当接部35の上面に残存する粉体100が自然と充填部15内に滑落し、当該上面を衛生的に保つことができる。
【0055】
また、パウチ容器10では、接続部36a,36bが上方に向かって折り曲げられている。このため、第1端部37に計量スプーン101が押し当てられて上方に向かう力が当接部35に作用しても、当接部35と支持部である接合部32とを繋ぐ接続部36a,36bには、撓みやねじれが発生し難く、操作性がさらに向上する。
【0056】
つまり、パウチ容器10によれば、折り畳み可能で柔軟な容器において、良好な擦り切り操作を可能とする擦り切り部を提供できる。
【0057】
<第2の実施形態>
図7〜図9を参照して、第2の実施形態であるパウチ容器10xの構成を説明する。ここでは、第1の実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
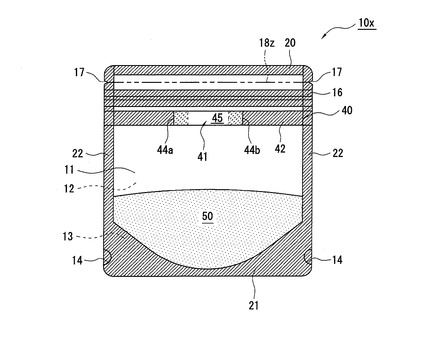
図7は、粉体100が充填されたパウチ容器10xを示す正面図である。図8及び図9は、パウチ容器10xの斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。
【0058】
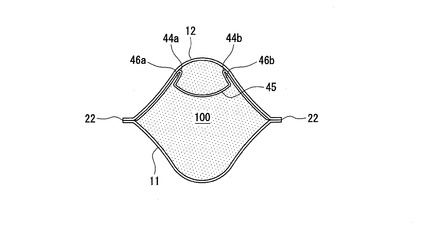
パウチ容器10xは、擦り切り部として、内装シート材40を備える。内装シート材40は、内装シート材30と同様に、容器幅方向に沿って裏面シート12の内面に接合されており、取り出し口18を開口したときに、裏面シート12の内面から容器内部側に張り出す張り出し部41を有する(図8,9参照)。また、内装シート材40は、張り出し部41の容器幅方向両側に形成された裏面シート12との接合部42を有する。内装シート材40の配置やサイズは、内装シート材30と同様である。
【0059】
張り出し部41は、いずれも幅方向と略直交する方向(即ち、上下方向)に沿って形成された谷折り線43a,43b、及び山折り線44a,44bを含み、正面視左右対称の形状を有する。なお、2つの山折り線44a,44bは、各谷折り線43a,43bの間に形成されている。谷折り線43aは、接合部42と略接する部分に形成されており、接合部42の端部は谷折り線43aに沿って形成されている。即ち、谷折り線43a,43bは、張り出し部41と接合部42との境界線となる。
【0060】
張り出し部41では、各折り目線を伸ばした場合の幅方向長さが、張り出し部41により隔てられた接合部42同士の間隔よりも長くなっている。接続部46a,46bは、接合部42に沿って、且つ互いに離れる方向に向かって折り返されている。接続部46a,46bの幅方向長さは、5mm〜20mm程度が好適である。そして、当接部45、及び接続部46a,46bが、いずれも正面視で接合部42と重なるように形成されている(図7参照)。
【0061】
張り出し部41において、擦り切り計量時に計量スプーン101が押し当てられる部分は、当接部45の第1端部47である。第1端部47は、折り畳み形態において、当接部45の下端部であり、第2端部48が上端部である。本実施形態では、取り出し口18の開口により、第1端部47と第2端部48とが上下方向に並んだ状態を維持しながら、当接部45が容器内部側に張り出す。
【0062】
パウチ容器10xでは、パウチ容器10と同様に、取り出し口18を開口することにより、裏面シート12が湾曲し、裏面シート12に接合された接合部42も湾曲する。そして、張り出し部41の幅方向長さが縮小することにより、裏面シート12に接合されていない当接部45は、裏面シート12から離間し、表面シート11側に向かって湾曲すると共に、上記のように容器内部側に張り出す。こうして、計量スプーン101による擦り切り計量が可能になる。
【0063】
また、パウチ容器10xでは、当接部45の表裏面が上下方向に沿っているため、擦り切り後に当接部45の表裏面上に粉体100が残存し難く、当接部45を衛生的に保つことができる。また、パウチ容器10xでは、当接部45が短い接続部46a,46bを介して接合部42により支持されているため、第1端部47に計量スプーン101が押し当てられても、大きな撓みやねじれが発生し難く、良好な操作性が得られる。
【0064】
<第3の実施形態>
図10〜図13を参照して、第3の実施形態であるパウチ容器10yの構成を説明する。ここでは、上記実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
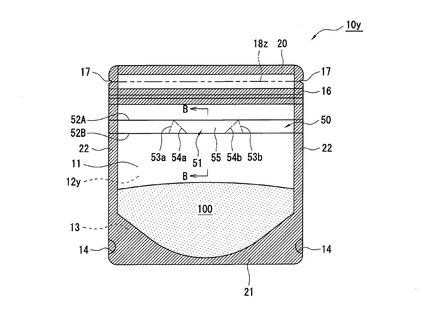
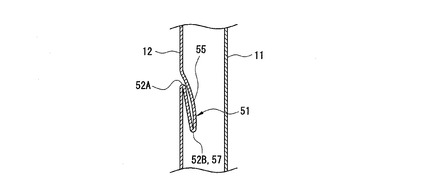
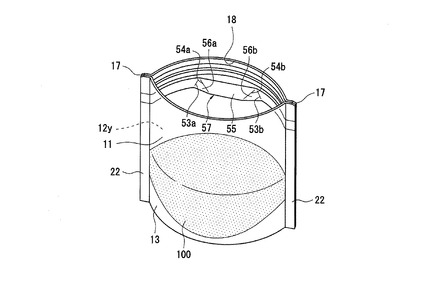
図10は、粉体100が充填されたパウチ容器10yを示す正面図であり、図11は、B‐B線断面を模式的に示す図である。図12及び図13は、パウチ容器10yの斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。
【0065】
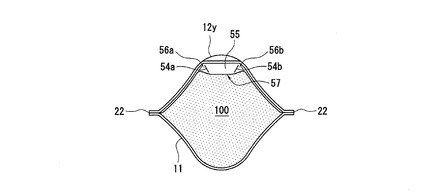
パウチ容器10yは、擦り切り部として、裏面シート12yを容器幅方向に沿って折り曲げて形成される折り曲げ部50を備える。裏面シート12yには、パウチ容器10yの全幅に亘って幅方向谷折り線52A及び幅方向山折り線52Bが形成され、裏面シート12yの一部において、その外面同士が重なり合うように折り返された折り曲げ部50が形成される。幅方向谷折り線52Aと、幅方向山折り線52Bとは、互いに略平行であり、折り畳み形態において、幅方向谷折り線52Aが折り曲げ部50の上端部となり、幅方向山折り線52Bが折り曲げ部50の下端部となる。
【0066】
折り曲げ部50は、内装シート材30と同様に、チャック16の下方に設けられる。折り曲げ部50は、左右のサイドシール部22の近傍に亘る幅広の張り出し部を構成することもできるが、本実施形態では、幅方向中央部に、谷折り線53a,53b、及び山折り線54a,54bを形成して張り出し部51を設けている。張り出し部51のチャック16等に対する配置や幅方向長さ等のサイズは、内装シート材30と同様である。
【0067】
張り出し部51は、容器幅方向と交差する方向に沿って形成された2つの谷折り線53a,53bと、容器幅方向と交差する方向に沿って、各谷折り線53a,53bの間に形成された2つの山折り線54a,54bとを含み、正面視左右対称の形状を有する。張り出し部51では、谷折り線53a,53bの上端同士が近づくように、幅方向及び上下方向と交差する方向に沿って、正面視ハの字状を呈するように、幅方向谷折り線52Aから幅方向山折り線52Bに亘って谷折り線53a,53bが形成される。山折り線54aは、谷折り線53aの上端から幅方向山折り線52Bに亘って形成される。山折り線54a,54bは、各谷折り線53a,53bとは逆向きのハの字となるように形成される。
【0068】
なお、本実施形態では、折り畳み形態において、張り出し部51が各折り目線で折れ曲がっておらず、取り出し口18の開口により各折り目線で折れ曲がる。
【0069】
張り出し部51において、擦り切り計量時に計量スプーン101が押し当てられる部分は、幅方向山折り線52Bが形成された当接部55の端部57である。端部57は、折り畳み形態において、当接部55の下端部であり、取り出し口18を開口することにより上方に持ち上がる。そして、当接部55が容器内部側に張り出して、計量スプーン101が当接可能になる。
【0070】
取り出し口18を開口すると、裏面シート12が湾曲し、裏面シート12の一部である折り曲げ部50の一部(張り出し部51以外)も湾曲する。張り出し部51では、裏面シート12の湾曲により、接続部56a,56bが上方に折れ曲がる。そして、接続部56a,56bの折れ曲がりに伴い、端部57が次第に上方に持ち上がり、当接部55は容器内部側に張り出す。
【0071】
パウチ容器10yでは、パウチ容器10と同様に、擦り切りに使用される端部57が、やや下方を向くため、端部57と計量スプーン101とがなす角度を、擦り切り易い角度に調整し易い。また、当接部55の傾斜により、擦り切り後に当接部55の上面に残存する粉体100が自然と充填部15内に滑落する。さらに、張り出し部51は、裏面シート12yの一部を折り返して形成されているため、端部57に計量スプーン101が押し当てられても、大きな撓みやねじれが発生し難く、良好な操作性が得られる。
【0072】
<第4の実施形態>
図14及び図15を参照して、第4の実施形態であるパウチ容器10zの構成を説明する。ここでは、上記実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
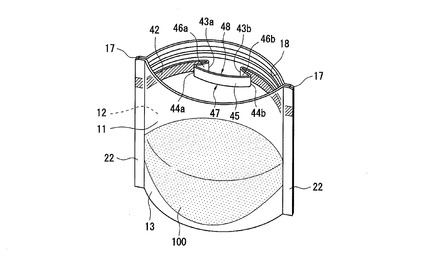
図14は、粉体100が充填されたパウチ容器10zを示す斜視図、図15は、C‐C線断面を模式的に示す図であって、いずれも取り出し口18を開口した状態を示す。
【0073】
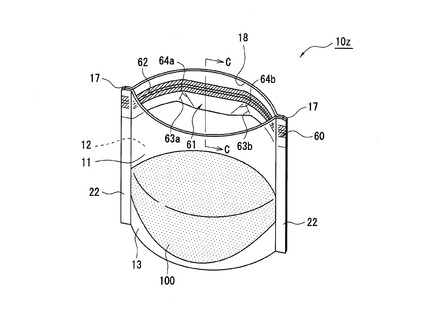
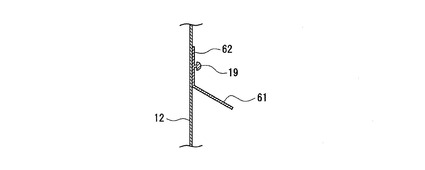
パウチ容器10zは、一見してパウチ容器10yと類似した形状を呈し、張り出し部61の配置やサイズ、張り出し部61における谷折り線63a,63b、及び山折り線64a,64bの構成はパウチ容器10yと同様である。一方、パウチ容器10zは、チャックシート部60Aと、擦り切りシート部60Bとを含むチャック付き擦り切り部60を備える。つまり、パウチ容器10zの擦り切り部は、チャックを構成する一方のシート材と一体化した形態である。
【0074】
パウチ容器10zでは、凸条部70を含むチャックシート部60Aが裏面シート12の内面に接合されて接合部62を構成している。擦り切りシート部60Bは、折り曲げ部50と同様に、サイドシール部22を除き裏面シート12に接合されておらず、その上端が擦り切りシート部60Bに繋がっている。なお、取り出し口18が開口したときの張り出し形態を含む擦り切りシート部60Bの形態は、1枚のシート材から構成される点を除き折り曲げ部50と同様である。
【0075】
上記実施形態は、本発明の目的を損なわない範囲で適宜設計変更できる。
例えば、上記各実施形態では、スタンディングパウチを例示したが、自立性を有さない平パウチなど、他のパウチ形態に本発明の構成を適用してもよい。
【0076】
また、上記実施形態では、取り出し口18の開口に伴い張り出し部が容器内部側に張り出すものとして説明したが、取り出し口18の開口によらず、常時、表面部又は裏面部から張り出した擦り切り部を設けてもよい。この場合、パウチ容器の外形に影響を与えない範囲で張り出していることが好適である。
【符号の説明】
【0077】
<第1実施形態>
10 パウチ容器、11 表面シート、12 裏面シート、13 底ガゼットシート、14 切欠き、15 充填部、16 チャック、17 ノッチ、18 取り出し口、18z 取り出し口形成予定部、20 上縁シール部、21 下縁シール部、22 サイドシール部、30 内装シート材、31 張り出し部、32 接合部、33a,33b 谷折り線、34a,34b 山折り線、35 当接部、36a,36b 接続部、37 第1端部、38 第2端部、100 粉体、101 計量スプーン。
<第2実施形態>
10x パウチ容器、40 内装シート材、41 張り出し部、42 接合部、43a,43b 谷折り線、44a,44b 山折り線、45 当接部、46a,46b 接続部、47 第1端部、48 第2端部。
<第3実施形態>
10y パウチ容器、50 折り曲げ部、51 張り出し部、52A 幅方向谷折り線、52B 幅方向山折り線、53a,53b 谷折り線、54a,54b 山折り線、55 当接部、56a,56b 接続部、57 端部。
<第4実施形態>
10z パウチ容器、60 チャック付き擦り切り部、60A チャックシート部、60B 擦り切りシート部、61 張り出し部、62 接合部、63a,63b 谷折り線、64a,64b 山折り線、70 凸条部。
【技術分野】
【0001】
本発明は、パウチ容器に関し、より詳しくは、粉体乃至粒体(以下、粉体等という)が充填されるパウチ容器に関する。
【背景技術】
【0002】
一般的に、粉ミルクやプロテイン粉末などは、金属製の缶やパウチ容器に充填された状態で販売されている。図16に例示するように、粉ミルク等の粉体100を充填する缶200には、計量スプーン101で掬った粉体100を擦り切るための擦り切り部201が設けられている。擦り切り部201は、開口部202の一部を覆うように、缶200の径方向に張り出した板形状を有する。これにより、計量スプーン101の1杯あたりの粉体100の量を一定にでき、簡便な計量が可能になる。近年、粉ミルク等の粉体を充填するパウチ容器にも、当該擦り切り機能が求められている。
【0003】
このような状況に鑑みて、擦り切りバーを備えたパウチ容器が提案されている(特許文献1参照)。特許文献1には、チャックテープの下方に、折り畳み可能な摺り切りバーが折り畳まれた状態で接合され、容器を開口させることにより摺り切りバーが容器の表裏方向に直線状に開くパウチ容器が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−155081号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の擦り切りバーでは、容器の開口幅が小さくなると、大きな撓みが発生するという問題がある。粉体を擦り切るときには擦り切りバーの端部に計量スプーンを押し当てるが、擦り切りバーに撓みが発生すると、擦り切り操作が困難になる場合がある。このため、この擦り切りバーでは、大きな開口幅を維持する必要があり使い難い。また、擦り切りバーが比較的細いことから、バーの材質がパウチ容器を構成するシート材と同様のプラスチックシートを用いた場合には、剛性に乏しく撓み易いことも操作性不良につながる。なお、この擦り切りバーには、撓みを抑制するための固定部が設けられているが、固定部の折り曲げ操作が別途必要となり不便である。
【課題を解決するための手段】
【0006】
本発明に係るパウチ容器は、少なくとも表面部及び裏面部を構成するシート材を備え、シート材で囲まれた容器内部に粉体乃至粒体(以下、粉体等という)が充填され、容器上部に粉体等の取り出し部が形成されるパウチ容器において、少なくとも表面部又は裏面部に、計量スプーンによる粉体等の摺り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられることを特徴とする。
【0007】
上記構成によれば、少なくとも表面部又は裏面部から容器内部側に張り出す擦り切り部を用いて、計量スプーンで掬った粉体等を擦り切ることができる。擦り切り部は、表裏面部に跨って設けられず、表裏面部の少なくともいずれか一方から張り出すため、取り出し部の開口幅が小さくても擦り切り部に撓みが発生し難い。また、擦り切り部が容器幅方向に沿っているため、例えば、擦り切り部の上端と、幅方向両側とが表面部又は裏面部に支持され、計量スプーンから大きな力を受けても擦り切り部にねじれ等が発生し難い。したがって、当該擦り切り部によれば、金属製の缶に設けられた摺り切り部と同様の使用感を得ることができる。
【0008】
本発明に係るパウチ容器において、擦り切り部は、表面部或いは裏面部を構成するシート材又は表面部或いは裏面部の内面に接合された内装シート材から構成され、前記シート材又は内装シート材は、取り出し部を開口したときに容器内部側に張り出し、計量スプーンが押し当てられる張り出し部を有する構成とすることができる。
当該構成によれば、擦り切り部は、取り出し部が閉じた状態では嵩張ることなく、取り出し部が開口されたときには、張り出し部が容器内部側に張り出して、計量スプーンによる擦り切り計量が可能となる。
【0009】
また、張り出し部は、容器幅方向と交差する方向に沿って形成された2つの谷折り線と、容器幅方向と交差する方向に沿って、各谷折り線の間に形成された2つの山折り線とを含むことが好適である。
当該構成によれば、取り出し部が開口されたときに、例えば、張り出し部がより大きく張り出して、擦り切りの操作性がさらに向上する。
【0010】
また、上記各谷折り線は、その上端同士が近づくように、容器幅方向及び上下方向と交差する方向に沿って、つまり正面視ハの字状に形成されることが好適である。
取り出し部を開口すると、内装シート材を接合したシート材が撓んで湾曲するが、当該構成では、例えば、当該シート材の湾曲に起因して、谷折り線と山折り線との間に位置する部分(以下、接続部という)が上方に向かって折れ曲がり易くなる。このため、各接続部の間に位置する部分(以下、当接部という)が、その下端部が持ち上がるようにして容器内部側に張り出し易くなる。擦り切り計量を行うときには、当該下端部に計量スプーンを押し当てることができる。当該下端部は、やや下方を向くため、当該下端部と取り出し部から挿入される計量スプーンとがなす角度を擦り切りに好適な角度(例えば、90°±45°)に調整し易い。
【発明の効果】
【0011】
本発明に係るパウチ容器によれば、良好な擦り切り操作が可能になる。例えば、取り出し部の開口幅が小さくても、擦り切り部に撓みが発生し難く、良好な操作性が得られる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
【図2】本発明の第1の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図3】本発明の第1の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
【図4】本発明の第1の実施形態であるパウチ容器において、取り出し口の開口と、張り出し部の張り出しとの関係を説明するための図である。
【図5】本発明の第1の実施形態であるパウチ容器の製造工程の一部を模式的に示す図である。
【図6】本発明の第1の実施形態であるパウチ容器において、粉体を擦り切る様子を示す図である。
【図7】本発明の第2の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
【図8】本発明の第2の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図9】本発明の第2の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
【図10】本発明の第3の実施形態であるパウチ容器の正面図であって、粉体を充填した形態を示す図である。
【図11】図10のB‐B線断面を模式的に示す図である。
【図12】本発明の第3の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図13】本発明の第3の実施形態であるパウチ容器の上面図であって、取り出し口を開口した状態を示す図である。
【図14】本発明の第4の実施形態であるパウチ容器の斜視図であって、取り出し口を開口した状態を示す図である。
【図15】図14のC‐C線断面を模式的に示す図である。
【図16】擦り切り部を備えた缶において、粉体を擦り切る様子を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。
図1〜図6は、第1の実施形態を、図7〜図9は、第2の実施形態を、図10〜図13は、第3の実施形態を、図14及び図15は、第4の実施形態をそれぞれ示す。
【0014】
なお、本明細書において、「取り出し部」の用語は、容器外部と容器内部空間である充填部とを連通させる開口部だけでなく、シート材が切断される等して当該開口部が形成される部分(即ち、開口部形成予定部)も含むことを意図する。実施形態では、前者を取り出し口18、後者を取り出し口形成予定部18zと称して説明する。
【0015】
本明細書において、「谷折り線」とは、谷折りにより形成される折り目線であり、張り出し部を上面視したときに、折り目線が折り曲げられる部分の内側になるものを意味し、「山折り線」とは、山折りにより形成される折り目線であり、張り出し部を上面視したときに、折り目線が折り曲げられる部分の外側になるものを意味する。
なお、幅方向谷折り線52Aとは、折り曲げ部50を底面視したときに、折り目線が折り曲げられる部分の内側になるものを意味し、幅方向山折り線52Bとは、折り曲げ部50を底面視したときに、折り目線が折り曲げられる部分の外側になるものを意味する。
【0016】
実施形態では、パウチ容器に充填される「粉体乃至粒体」を、粉ミルクやプロテイン粉末などを意図する粉体100として説明する。但し、「粉体乃至粒体」は、計量スプーン101で掬って擦り切ることができるものであれば、特に限定されず、調味料や小麦粉など、又は粒径がより大きなコーヒー豆や茶葉なども含まれる。
【0017】
実施形態では、取り出し口18が設けられる部分を容器の「上部」とし、上部に対向する部分を容器の「下部」とする。また、各シート材が積層される方向を容器の「表裏方向」とし、上下方向及び表裏方向に直交する方向を容器の「幅方向又は左右方向」とする。以下では、単に、上下方向、表裏方向、幅方向という場合がある。
【0018】
<第1の実施形態>
図1〜図4を参照して、第1の実施形態であるパウチ容器10の構成を説明する。
図1は、粉体100が充填されたパウチ容器10を示す正面図である。図2及び図3は、パウチ容器10の斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。図4は、張り出し部31の近傍を拡大して示す上面図であって、取り出し口18が閉じられた状態(a)、及び取り出し口18が開口した状態(b)をそれぞれ示す。なお、図2では、図面の明瞭化のため、接合部32のみにハッチングを付する。
【0019】
パウチ容器10は、表面シート11と、裏面シート12と、底ガゼットシート13と、を備え、内容物の充填により自立可能なスタンディングパウチである。表面シート11及び裏面シート12は、容器の壁面部のうち、表面部及び裏面部をそれぞれ構成するシート材であり、底ガゼットシート13は、表面部と裏面部との間に折り込まれて挿入され、粉体100の充填により展開する底ガゼット部を構成するシート材である。
【0020】
パウチ容器10は、互いに重ね合わされた表面シート11と裏面シート12との間に、底ガゼットシート13を容器下端側から挿入した状態で各シート材の端縁同士を接合するシール部を形成し、シート材で囲まれた容器内部空間を密閉した構造である。この容器内部空間が、粉体100が充填される充填部15となる。表面シート11及び裏面シート12は、いずれも上下方向にやや長く延びた略矩形状を呈する。底ガゼットシート13も略矩形状を呈し、例えば、表面シート11及び裏面シート12の下端から1/4程度の範囲に設けられる。
【0021】
さらに、パウチ容器10には、少なくとも表面部又は裏面部に、計量スプーン101による粉体100の擦り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられる。本実施形態では、擦り切り部として、内装シート材30を備える。内装シート材30は、裏面部を構成する裏面シート12の内面に接合されている。そして、内装シート材30にかからない範囲で粉体100が充填される。以下、内装シート材30よりも下方を充填部15と称する。
【0022】
パウチ容器10を構成する各シート材は、通常、樹脂フィルムから構成される。シート材を構成する樹脂フィルムには、耐衝撃性、耐磨耗性、及び耐熱性など、包装体としての基本的な性能を備えることが要求される。また、上記シール部は、通常、ヒートシールにより形成されるので、シート材には、ヒートシール性も要求される。シート材としては、ベースフィルム層と、ヒートシール性を付与するシーラント層とを有する複層シート材が好適であり、高いガスバリア性が要求される場合には、ベースフィルム層とシーラント層との間にガスバリア層を設けることが好適である。
【0023】
ここで、ベースフィルム層、シーラント層、及びガスバリア層の構成材料を例示する。なお、これら各層の積層は、慣用のラミネート法、例えば、接着剤によるドライラミネーション、熱接着性層を挟んで熱により接着させる熱ラミネーションなどにより行うことができる。
【0024】
ベースフィルム層を構成するフィルムとしては、ポリエステル(ポリエチレンテレフタレート(PET)、ポリエチレンナフタレ−ト(PEN)、ポリブチレンテレフタレート(PBT)、ポリカーボネート(PC)など)、ポリオレフィン(ポリエチレン(PE)、ポリプロピレン(PP)など)、ポリアミド(ナイロン−6、ナイロン−66など)、ポリアクリロニトリル(PAN)、ポリイミド(PI)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン(PVDC)、ポリメチルメタクリレート(PMMA)、ポリエーテルスルフォン(PES)及びエチレン−ビニルアルコール共重合体(EVOH)等から構成される一層又は二層以上の延伸又未延伸フィルムが例示できる。
【0025】
シーラント層を構成するフィルムとしては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、エチレン−プロピレン共重合体(EP)、未延伸ポリプロピレン(CPP)、二軸延伸ナイロン(ON)、エチレン−オレフィン共重合体、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)及びエチレン−酢酸ビニル共重合体(EVA)等から構成される一層又は二層以上の延伸又未延伸フィルムが例示できる。
【0026】
ガスバリア層としては、アルミニウム等の金属薄膜、又は塩化ビニリデン(PVDC)、エチレン−ビニルアルコール共重合体(EVOH)などの樹脂フィルム、或いは任意の合成樹脂フィルム(例えば、ベースフィルム層であってもよい)に、アルミニウム、酸化アルミニウムやシリカ等の無機酸化物などを蒸着(又はスパッタリング)したフィルムが例示できる。
【0027】
シート材には、内容物の商品名や原材料・使用上の注意事項等の商品説明、その他各種デザインなどを表示するための印刷層(図示せず)を設けることができる。例えば、印刷層は、グラビア印刷等の公知の方法により、ベースフィルム層の内側の面に形成できる。
【0028】
上記シール部は、ヒートシールにより形成されることが好適である。ヒートシールによるシール部は、各シート材のシーラント層が容器の内側となるように重ね合わせて熱圧着することで形成できる。
【0029】
パウチ容器10は、上記シール部として、上縁シール部20(図1参照)と、下縁シール部21と、サイドシール部22とを有する。上縁シール部20は、粉体100の充填後に形成されるシール部であって、表面シート11及び裏面シート12の上縁同士を接合して形成される。下縁シール部21は、底ガゼットシート13の端縁に形成されるシール部であり、底ガゼットシート13と表面シート11及び裏面シート12とが接合されて形成される。また、底ガゼットシート13には、幅方向両端に切欠き14が形成されており、切欠き14を通して表面シート11と裏面シート12とが直接接合されている。サイドシール部22は、容器幅方向両端部において、表面シート11と裏面シート12とを接合して形成される。後述するように、サイドシール部22の一部は、内装シート材30の幅方向両端部を表裏面シートの間に挟んだ状態で形成される。
【0030】
パウチ容器10の充填部15に粉体100を充填すると、表面シート11及び裏面シート12が互いに離間し、底ガゼットシート13が展開して、特に容器下部が膨らんだ形態となる。こうして、パウチ容器10の自立性が発現する。なお、後述する張り出し部31は、粉体100の充填により張り出さず、通常、ほぼ折り畳まれた形態を維持する。粉体100は、例えば、容器上端から充填し、充填後に上縁シール部20を形成することで充填部15を密閉する。
【0031】
また、パウチ容器10には、上縁シール部20の近傍に、チャック16と、ノッチ17とが設けられている。チャック16は、内装シート材30よりも上方に設けられ、ノッチ17は、チャック16よりも上方に設けられる。
【0032】
チャック16は、例えば、凸条部付きの第1のシートと、凸条部に嵌合する凹条部付きの第2のシートとを対向配置して構成される。例えば、第1のシートが表面シート11の内面に接合され、第2のシートが裏面シート12の内面に接合される。
【0033】
ノッチ17は、表面シート11及び裏面シート12を切断して開封するための切断起点となる切り込みであり、左右のサイドシール部22にそれぞれ設けることができる。ノッチ17からシート材を幅方向に沿って切断すると、上縁シール部20が除去されて、容器外部と充填部15とを連通させる取り出し口18(図2,3参照)が形成される。なお、図1のノッチ17から延びる二点鎖線は、開封時に切断されて取り出し口18となる取り出し口形成予定部18zを示す。以下、シート材を切断して取り出し口形成予定部18zに取り出し口18を形成することを開封という。開封後はチャック16により取り出し口18を開閉できる。
【0034】
以下、パウチ容器10の上記各構成要素、特に内装シート材30の構成について、さらに詳説する。
【0035】
内装シート材30は、取り出し口18を開口したときに、裏面シート12の内面から容器内部側に張り出す張り出し部31を有する(図2,3参照)。張り出し部31は、擦り切り計量を行う際に、計量スプーン101の押し当てられる部分である。つまり、張り出し部31は、取り出し口18が閉じた状態では折り畳まれており、取り出し口18の開口により容器内部側に張り出して擦り切り機能を発現する。本実施形態では、さらに、張り出し部31の容器幅方向両側に形成された裏面シート12との接合部32を有する。
【0036】
内装シート材30は、取り出し口18(取り出し口形成予定部18z)よりも下方に設けられる。さらに、内装シート材30は、チャック16よりも下方に設けられる。内装シート材30は、充填部15の大容量化等の観点から、チャック16に接触しない範囲で、チャック16に近接して設けられることが好ましい。チャック16の下端と内装シート材30の上端との間隔は、例えば、0.5mm〜10mm程度が好適である。
【0037】
また、内装シート材30は、容器幅方向に沿って、チャック16と略平行に設けられることが好適である。本実施形態では、チャック16及び内装シート材30がパウチ容器10の全幅に亘って設けられる。そして、チャック16及び内装シート材30の幅方向両端部には、サイドシール部22が形成される。内装シート材30は、例えば、裏面シート12の幅方向中央部のみに設けられてもよいが、生産性の観点から、後述するように、谷折り線33及び山折り線34を有する内装シート材30の長尺体30pを用いて設けられることが好ましい(図5参照)。
【0038】
内装シート材30では、裏面シート12の幅方向中央部に張り出し部31が設けられ、張り出し部31の幅方向両側からパウチ容器10の幅方向端部に亘って接合部32が設けられる。張り出し部31の幅方向長さW2(折り畳み形態)は、パウチ容器10や計量スプーン101のサイズなどによっても異なるが、張り出し部31の剛的安定性を担保して擦り切り性を向上する観点から、パウチ容器10の全幅W1の10%〜50%程度が好ましく、W1の15%〜45%程度がより好ましく、W1の20%〜40%程度が特に好ましい(図1参照)。
【0039】
張り出し部31は、容器幅方向と交差する方向に沿って形成された2つの谷折り線33a,33bと、容器幅方向と交差する方向に沿って、各谷折り線33a,33bの間に形成された2つの山折り線34a,34bとを含み、正面視左右対称の形状を有する。以下、谷折り線33a,33b、山折り線34a,34bで共通する内容は、谷折り線33a、山折り線34aを用いて説明する(後述の接続部36a,36bについても同様)。谷折り線33aは、接合部32と略接する部分に形成されており、接合部32の端部は谷折り線33aに沿って形成されている。即ち、谷折り線33a,33bは、張り出し部31と接合部32との境界線となる。
【0040】
張り出し部31では、各折り目線を伸ばした場合の幅方向長さが、張り出し部31により隔てられた接合部32同士の間隔(即ち、W2)よりも長くなっている。そして、谷折り線33aと山折り線34aとの間に位置する部分である接続部36aは、接合部32と略直交するように上方に延びており、接続部36a,36bの間に位置する部分である当接部35は、接合部32と略平行に形成されている。当接部35の第1端部37の長さは、W2と略同等である。当接部35の第2端部38は、第1端部37よりも短く、当接部35は、正面視台形形状を呈する。また、第1端部37は、接合部32の上端と正面視同一直線上に位置する。
【0041】
張り出し部31では、谷折り線33a,33bの上端同士が近づくように、幅方向及び上下方向と交差する方向に沿って、好ましくは幅方向及び上下方向に対して略45°の角度で谷折り線33a,33bが形成される。つまり、谷折り線33a,33bは、正面視ハの字状に形成される。そして、山折り線34aは、谷折り線33aの上方において、谷折り線33aと略平行に形成される。
【0042】
なお、張り出し部31において、擦り切り計量時に計量スプーン101が押し当てられる部分は、当接部35の第1端部37である。第1端部37は、折り畳み形態において、当接部35の下端部であり、第2端部38が上端部である。第1端部37は、取り出し口18を開口することにより上方に持ち上がり、当接部35が容器内部側に張り出して、計量スプーン101が当接可能になる。
【0043】
ここで、特に図4を参照しながら、取り出し口18の開口による当接部35の張り出しについて詳説する。
図4(a)に示すように、取り出し口18が閉じた状態では、裏面シート12が平坦であり、張り出し部31が各折り目線で折り畳まれている。このとき、張り出し部31の幅方向長さは、W2である。図4(b)に示すように、取り出し口18を開口すると、裏面シート12が大きく湾曲し、裏面シート12に接合された接合部32も大きく湾曲する。このとき、張り出し部31の幅方向長さは、W2よりも小さなW3である。
【0044】
W2がW3に変化することにより、裏面シート12に接合されていない張り出し部31の当接部35は、裏面シート12から離間し、その表面が上方を向き、第1端部37及び第2端部38が上面視円弧形状を呈するように湾曲する。当接部35には、通常、幅方向長さの縮小による変形力が上方に向かって作用する(図2参照)。そして、その変形力は、第2端部38よりも長い第1端部37側でより大きく作用する。このため、当接部35は、第1端部37が上方に持ち上がった状態で容器内部側に張り出す。なお、当接部35は、第2端部38から第1端部37に向かって下方に傾斜している。
【0045】
次に、図5を参照しながら、上記構成を備えるパウチ容器10の製造方法の一例について説明する。
図5は、パウチ容器10の製造工程のうち、各シート材の長尺体を積層し、各シール部を形成する工程を模式的に示す。ここでは、長尺体の長手方向をMD方向とし、長尺体の幅方向をTD方向とする。
【0046】
図5に示すように、まず、表面シート11、裏面シート12、底ガゼットシート13、チャック16を構成するシート(例えば、凸条部付きの第1のシート及び凹条部付きの第2のシート)、及び内装シート材30の長尺体(以下、長尺体11p,12p,13p,16p,30pとする)をそれぞれ準備して互いに積層する。長尺体13pは、積層前において、MD方向に沿った一端側に向かって山折りされ、折り畳まれた状態で積層される。長尺体16pは、第1のシートの凸条部と第2のシートの凹条部とが嵌合した状態で積層される。
【0047】
長尺体30pは、谷折り線33a,33b、及び山折り線34a,34bが形成されて、接合部32となる部分により複数の張り出し部31が繋がった形状に加工される。そして、張り出し部31が折り畳まれた状態で積層される。図5に示す例では、長尺体11p等を積層する前に、長尺体12pの内面に長尺体30pを接合する。この接合は、例えば、ヒートシールによりなされる。こうして、長尺体30pの張り出し部31を除く部分に、MD方向に沿った接合部32が形成される。
【0048】
各長尺体の積層工程では、長尺体11pと、長尺体30pが接合された長尺体12pとを重ね合わせ、長尺体11p及び長尺体12pの下端に長尺体13pを挿入し、長尺体11p及び長尺体12pの上部に長尺体16pを挿入する。このとき、長尺体16pを長尺体30pよりも上端側に挿入する。なお、長尺体16pよりも上端側の部分には、後の工程でノッチ17等が形成される。
【0049】
積層工程を経た上記長尺体には、ヒートシール工程で各シール部が形成される。ヒートシール工程では、上記長尺体の下縁をヒートシールし、TD方向に沿って上記長尺体の所定部位をヒートシールする。ここで、長尺体の下縁は、パウチ容器10の下縁となる部分であり、所定部位は、パウチ容器10の幅方向端縁となる部分である。即ち、このヒートシール工程により、下縁シール部21及びサイドシール部22(2つの容器分の幅広シール部)を形成する。ヒートシール工程では、さらに、長尺体16pを長尺体11p及び長尺体12pに接合する。
【0050】
続いて、ダイカットロール等を用いて、例えば、サイドシール部22の仮想線Dに沿って上記長尺体をカットし、個々の容器サイズに分割する。このとき、サイドシール部22にノッチ17を形成できる。そして、容器上端から粉体100を充填した後、上縁シール部20を形成することにより、図1に示す粉体100が充填されたパウチ容器10が得られる。
【0051】
次に、図6を参照し、内装シート材30を用いて粉体100を擦り切る様子を例示しながら、上記構成を備えるパウチ容器10の作用効果について詳説する。なお、図2〜4を適宜参照する。
図6(a)は、パウチ容器10の斜視図、図6(b)は、A−A断面の一部を模式的に示す図であって、いずれも粉体100を擦り切る様子を示す。
【0052】
図2等に示すように、充填部15から粉体100を取り出すときには、ノッチ17を用いて取り出し口18を形成した後、チャック16を開放することにより取り出し口18を開口する。そして、取り出し口18を開口することで、容器上部において、表面シート11及び裏面シート12が互いに離間し、裏面シート12が湾曲する。そして、上記のように、張り出し部31の当接部35が、裏面シート12の湾曲に連動して第1端部37が上方に持ち上がり、容器内部側に張り出す。なお、当接部35は、第2端部38から第1端部37に向かって下方に傾斜している。
【0053】
当接部35が容器内部側に張り出すと、図6に示すように、粉体100を掬った計量スプーン101の皿部を第1端部37に押し当てることができる。そして、第1端部37に皿部を押し当てながら計量スプーン101を上方に引くことにより余分な粉体100を擦り切ることができる。こうして、計量スプーン101の1杯あたりの粉体100の量を一定にでき、簡便な計量が可能になる。
【0054】
パウチ容器10では、擦り切りに使用される第1端部37が、やや下方を向くため、掬った粉体100が皿部からこぼれ落ちない状態で、第1端部37と取り出し口18から挿入される計量スプーン101とがなす角度を、擦り切り易い角度、例えば、90°近傍に調整し易い(図6(b)参照)。さらに、当接部35の傾斜により、擦り切り後に当接部35の上面に残存する粉体100が自然と充填部15内に滑落し、当該上面を衛生的に保つことができる。
【0055】
また、パウチ容器10では、接続部36a,36bが上方に向かって折り曲げられている。このため、第1端部37に計量スプーン101が押し当てられて上方に向かう力が当接部35に作用しても、当接部35と支持部である接合部32とを繋ぐ接続部36a,36bには、撓みやねじれが発生し難く、操作性がさらに向上する。
【0056】
つまり、パウチ容器10によれば、折り畳み可能で柔軟な容器において、良好な擦り切り操作を可能とする擦り切り部を提供できる。
【0057】
<第2の実施形態>
図7〜図9を参照して、第2の実施形態であるパウチ容器10xの構成を説明する。ここでは、第1の実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
図7は、粉体100が充填されたパウチ容器10xを示す正面図である。図8及び図9は、パウチ容器10xの斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。
【0058】
パウチ容器10xは、擦り切り部として、内装シート材40を備える。内装シート材40は、内装シート材30と同様に、容器幅方向に沿って裏面シート12の内面に接合されており、取り出し口18を開口したときに、裏面シート12の内面から容器内部側に張り出す張り出し部41を有する(図8,9参照)。また、内装シート材40は、張り出し部41の容器幅方向両側に形成された裏面シート12との接合部42を有する。内装シート材40の配置やサイズは、内装シート材30と同様である。
【0059】
張り出し部41は、いずれも幅方向と略直交する方向(即ち、上下方向)に沿って形成された谷折り線43a,43b、及び山折り線44a,44bを含み、正面視左右対称の形状を有する。なお、2つの山折り線44a,44bは、各谷折り線43a,43bの間に形成されている。谷折り線43aは、接合部42と略接する部分に形成されており、接合部42の端部は谷折り線43aに沿って形成されている。即ち、谷折り線43a,43bは、張り出し部41と接合部42との境界線となる。
【0060】
張り出し部41では、各折り目線を伸ばした場合の幅方向長さが、張り出し部41により隔てられた接合部42同士の間隔よりも長くなっている。接続部46a,46bは、接合部42に沿って、且つ互いに離れる方向に向かって折り返されている。接続部46a,46bの幅方向長さは、5mm〜20mm程度が好適である。そして、当接部45、及び接続部46a,46bが、いずれも正面視で接合部42と重なるように形成されている(図7参照)。
【0061】
張り出し部41において、擦り切り計量時に計量スプーン101が押し当てられる部分は、当接部45の第1端部47である。第1端部47は、折り畳み形態において、当接部45の下端部であり、第2端部48が上端部である。本実施形態では、取り出し口18の開口により、第1端部47と第2端部48とが上下方向に並んだ状態を維持しながら、当接部45が容器内部側に張り出す。
【0062】
パウチ容器10xでは、パウチ容器10と同様に、取り出し口18を開口することにより、裏面シート12が湾曲し、裏面シート12に接合された接合部42も湾曲する。そして、張り出し部41の幅方向長さが縮小することにより、裏面シート12に接合されていない当接部45は、裏面シート12から離間し、表面シート11側に向かって湾曲すると共に、上記のように容器内部側に張り出す。こうして、計量スプーン101による擦り切り計量が可能になる。
【0063】
また、パウチ容器10xでは、当接部45の表裏面が上下方向に沿っているため、擦り切り後に当接部45の表裏面上に粉体100が残存し難く、当接部45を衛生的に保つことができる。また、パウチ容器10xでは、当接部45が短い接続部46a,46bを介して接合部42により支持されているため、第1端部47に計量スプーン101が押し当てられても、大きな撓みやねじれが発生し難く、良好な操作性が得られる。
【0064】
<第3の実施形態>
図10〜図13を参照して、第3の実施形態であるパウチ容器10yの構成を説明する。ここでは、上記実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
図10は、粉体100が充填されたパウチ容器10yを示す正面図であり、図11は、B‐B線断面を模式的に示す図である。図12及び図13は、パウチ容器10yの斜視図及び上面図であって、いずれも取り出し口18を開口した状態を示す。
【0065】
パウチ容器10yは、擦り切り部として、裏面シート12yを容器幅方向に沿って折り曲げて形成される折り曲げ部50を備える。裏面シート12yには、パウチ容器10yの全幅に亘って幅方向谷折り線52A及び幅方向山折り線52Bが形成され、裏面シート12yの一部において、その外面同士が重なり合うように折り返された折り曲げ部50が形成される。幅方向谷折り線52Aと、幅方向山折り線52Bとは、互いに略平行であり、折り畳み形態において、幅方向谷折り線52Aが折り曲げ部50の上端部となり、幅方向山折り線52Bが折り曲げ部50の下端部となる。
【0066】
折り曲げ部50は、内装シート材30と同様に、チャック16の下方に設けられる。折り曲げ部50は、左右のサイドシール部22の近傍に亘る幅広の張り出し部を構成することもできるが、本実施形態では、幅方向中央部に、谷折り線53a,53b、及び山折り線54a,54bを形成して張り出し部51を設けている。張り出し部51のチャック16等に対する配置や幅方向長さ等のサイズは、内装シート材30と同様である。
【0067】
張り出し部51は、容器幅方向と交差する方向に沿って形成された2つの谷折り線53a,53bと、容器幅方向と交差する方向に沿って、各谷折り線53a,53bの間に形成された2つの山折り線54a,54bとを含み、正面視左右対称の形状を有する。張り出し部51では、谷折り線53a,53bの上端同士が近づくように、幅方向及び上下方向と交差する方向に沿って、正面視ハの字状を呈するように、幅方向谷折り線52Aから幅方向山折り線52Bに亘って谷折り線53a,53bが形成される。山折り線54aは、谷折り線53aの上端から幅方向山折り線52Bに亘って形成される。山折り線54a,54bは、各谷折り線53a,53bとは逆向きのハの字となるように形成される。
【0068】
なお、本実施形態では、折り畳み形態において、張り出し部51が各折り目線で折れ曲がっておらず、取り出し口18の開口により各折り目線で折れ曲がる。
【0069】
張り出し部51において、擦り切り計量時に計量スプーン101が押し当てられる部分は、幅方向山折り線52Bが形成された当接部55の端部57である。端部57は、折り畳み形態において、当接部55の下端部であり、取り出し口18を開口することにより上方に持ち上がる。そして、当接部55が容器内部側に張り出して、計量スプーン101が当接可能になる。
【0070】
取り出し口18を開口すると、裏面シート12が湾曲し、裏面シート12の一部である折り曲げ部50の一部(張り出し部51以外)も湾曲する。張り出し部51では、裏面シート12の湾曲により、接続部56a,56bが上方に折れ曲がる。そして、接続部56a,56bの折れ曲がりに伴い、端部57が次第に上方に持ち上がり、当接部55は容器内部側に張り出す。
【0071】
パウチ容器10yでは、パウチ容器10と同様に、擦り切りに使用される端部57が、やや下方を向くため、端部57と計量スプーン101とがなす角度を、擦り切り易い角度に調整し易い。また、当接部55の傾斜により、擦り切り後に当接部55の上面に残存する粉体100が自然と充填部15内に滑落する。さらに、張り出し部51は、裏面シート12yの一部を折り返して形成されているため、端部57に計量スプーン101が押し当てられても、大きな撓みやねじれが発生し難く、良好な操作性が得られる。
【0072】
<第4の実施形態>
図14及び図15を参照して、第4の実施形態であるパウチ容器10zの構成を説明する。ここでは、上記実施形態と同じ構成には同じ符号を付して重複する説明を省略する。
図14は、粉体100が充填されたパウチ容器10zを示す斜視図、図15は、C‐C線断面を模式的に示す図であって、いずれも取り出し口18を開口した状態を示す。
【0073】
パウチ容器10zは、一見してパウチ容器10yと類似した形状を呈し、張り出し部61の配置やサイズ、張り出し部61における谷折り線63a,63b、及び山折り線64a,64bの構成はパウチ容器10yと同様である。一方、パウチ容器10zは、チャックシート部60Aと、擦り切りシート部60Bとを含むチャック付き擦り切り部60を備える。つまり、パウチ容器10zの擦り切り部は、チャックを構成する一方のシート材と一体化した形態である。
【0074】
パウチ容器10zでは、凸条部70を含むチャックシート部60Aが裏面シート12の内面に接合されて接合部62を構成している。擦り切りシート部60Bは、折り曲げ部50と同様に、サイドシール部22を除き裏面シート12に接合されておらず、その上端が擦り切りシート部60Bに繋がっている。なお、取り出し口18が開口したときの張り出し形態を含む擦り切りシート部60Bの形態は、1枚のシート材から構成される点を除き折り曲げ部50と同様である。
【0075】
上記実施形態は、本発明の目的を損なわない範囲で適宜設計変更できる。
例えば、上記各実施形態では、スタンディングパウチを例示したが、自立性を有さない平パウチなど、他のパウチ形態に本発明の構成を適用してもよい。
【0076】
また、上記実施形態では、取り出し口18の開口に伴い張り出し部が容器内部側に張り出すものとして説明したが、取り出し口18の開口によらず、常時、表面部又は裏面部から張り出した擦り切り部を設けてもよい。この場合、パウチ容器の外形に影響を与えない範囲で張り出していることが好適である。
【符号の説明】
【0077】
<第1実施形態>
10 パウチ容器、11 表面シート、12 裏面シート、13 底ガゼットシート、14 切欠き、15 充填部、16 チャック、17 ノッチ、18 取り出し口、18z 取り出し口形成予定部、20 上縁シール部、21 下縁シール部、22 サイドシール部、30 内装シート材、31 張り出し部、32 接合部、33a,33b 谷折り線、34a,34b 山折り線、35 当接部、36a,36b 接続部、37 第1端部、38 第2端部、100 粉体、101 計量スプーン。
<第2実施形態>
10x パウチ容器、40 内装シート材、41 張り出し部、42 接合部、43a,43b 谷折り線、44a,44b 山折り線、45 当接部、46a,46b 接続部、47 第1端部、48 第2端部。
<第3実施形態>
10y パウチ容器、50 折り曲げ部、51 張り出し部、52A 幅方向谷折り線、52B 幅方向山折り線、53a,53b 谷折り線、54a,54b 山折り線、55 当接部、56a,56b 接続部、57 端部。
<第4実施形態>
10z パウチ容器、60 チャック付き擦り切り部、60A チャックシート部、60B 擦り切りシート部、61 張り出し部、62 接合部、63a,63b 谷折り線、64a,64b 山折り線、70 凸条部。
【特許請求の範囲】
【請求項1】
少なくとも表面部及び裏面部を構成するシート材を備え、シート材で囲まれた容器内部に粉体乃至粒体(以下、粉体等という)が充填され、容器上部に粉体等の取り出し部が形成されるパウチ容器において、
少なくとも表面部又は裏面部に、計量スプーンによる粉体等の摺り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられることを特徴とするパウチ容器。
【請求項2】
請求項1に記載のパウチ容器において、
擦り切り部は、表面部或いは裏面部を構成するシート材又は表面部或いは裏面部の内面に接合された内装シート材から構成され、
前記シート材又は内装シート材は、取り出し部を開口したときに容器内部側に張り出し、計量スプーンが押し当てられる張り出し部を有することを特徴とするパウチ容器。
【請求項3】
請求項2に記載のパウチ容器において、
張り出し部は、
容器幅方向と交差する方向に沿って形成された2つの谷折り線と、
容器幅方向と交差する方向に沿って、各谷折り線の間に形成された2つの山折り線と、
を含むことを特徴とするパウチ容器。
【請求項4】
請求項3に記載のパウチ容器において、
各谷折り線は、その上端同士が近づくように、容器幅方向及び容器上下方向と交差する方向に沿って形成されたことを特徴とするパウチ容器。
【請求項1】
少なくとも表面部及び裏面部を構成するシート材を備え、シート材で囲まれた容器内部に粉体乃至粒体(以下、粉体等という)が充填され、容器上部に粉体等の取り出し部が形成されるパウチ容器において、
少なくとも表面部又は裏面部に、計量スプーンによる粉体等の摺り切り計量を可能とする擦り切り部が、容器幅方向に沿って設けられることを特徴とするパウチ容器。
【請求項2】
請求項1に記載のパウチ容器において、
擦り切り部は、表面部或いは裏面部を構成するシート材又は表面部或いは裏面部の内面に接合された内装シート材から構成され、
前記シート材又は内装シート材は、取り出し部を開口したときに容器内部側に張り出し、計量スプーンが押し当てられる張り出し部を有することを特徴とするパウチ容器。
【請求項3】
請求項2に記載のパウチ容器において、
張り出し部は、
容器幅方向と交差する方向に沿って形成された2つの谷折り線と、
容器幅方向と交差する方向に沿って、各谷折り線の間に形成された2つの山折り線と、
を含むことを特徴とするパウチ容器。
【請求項4】
請求項3に記載のパウチ容器において、
各谷折り線は、その上端同士が近づくように、容器幅方向及び容器上下方向と交差する方向に沿って形成されたことを特徴とするパウチ容器。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−79095(P2013−79095A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219735(P2011−219735)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]