
パターン付ロール及びその製造方法
【課題】サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供する。
【解決手段】基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなるようにした。
【解決手段】基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、DLC(ダイヤモンドライクカーボン)によってパターニングを施したパターン付ロール及びその製造方法に関する。
【背景技術】
【0002】
パターン付ロールとしてグラビア印刷用ロールがある。グラビア印刷では、グラビア製版ロール(グラビアシリンダー)に対し、製版情報に応じた微小な凹部(グラビアセル)を形成して版面を製作し当該グラビアセルにインキを充填して被印刷物に転写するものである。一般的なグラビア製版ロールにおいては、アルミニウムや鉄などの版母材の表面に版面形成用の銅メッキ層(版材)を設け、該銅メッキ層にエッチングによって製版情報に応じ多数の微小な凹部(グラビアセル)を形成し、次いでグラビア製版ロールの耐刷力を増すためのクロムメッキによって硬質のクロム層を形成して表面強化被覆層とし、製版(版面の製作)が完了する。本願出願人は、例えば、特許文献1に記載されたグラビア製版ロールを提案している。
【0003】
また、パターン付ロールとして成形用エンボスロールがある。熱可塑性樹脂フィルムにエンボス加工を施し、LCD用バックライトやリヤプロジェクションスクリーン等に用いられるプリズムシート、レンチキュラーシート、フレネルシート、反射防止フィルムなどの電子部品を作製したり、金属プレートにエンボス加工を施して意匠性を高めたり、滑り防止機能を持たせたりすることが行われている。本願出願人は、例えば、特許文献2に記載されたエンボスロールを提案している。
【0004】
また、パターン付ロールとして連続めっき用ロールがある。連続めっき用ロールは、連続めっき装置に用いられるもので、例えば、リールに巻き付けた鋼板等の帯状のワークを連続的に巻き取りながらめっき浴中を通すことで、連続的にめっきを行うものである。連続めっき用ロールの例としては、例えば、特許文献3や特許文献4に開示されたシンクロール等のロールがある。
【0005】
上述したようなパターン付ロールを製作する場合、基材に感光材を塗布して露光・現像・バーニングしてエッチングすると、いわゆるサイドエッチングと呼ばれるオーバーエッチングが発生する問題があった。そして、パターニングが微細になる程、サイドエッチングの問題がより一層顕在化する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/120789
【特許文献2】特開2009−72828号公報
【特許文献3】特開2006−283044号公報
【特許文献4】特開2001−89836号公報
【特許文献5】特開2009−093170号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した従来技術の問題点に鑑みなされたもので、サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明のパターン付ロールは、基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなることを特徴とする。
【0009】
このようにして、レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめるため、サイドエッチングの問題が解消される利点がある。すなわち、本発明では、エッチングではなくいわゆるリフトオフとよばれる手法を用いているため、従来のようなサイドエッチングの問題が生じないのである。
【0010】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるのが好適である。
【0011】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えるのが好ましい。前記クッション層としては、シリコンゴム等の合成ゴムやポリウレタン、ポリスチレン等の弾力性のある合成樹脂を使用することができる。このクッション層の厚さはクッション性即ち弾力性を付与できる厚さであればよく、特別の限定はないが、例えば、1cm〜5cm程度の厚さがあれば充分である。ゴム又はクッション性を有する樹脂からなるクッション層を備えたグラビア版の例としては、例えば特許文献5などがある
【0012】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるように構成してもよい。より具体的には、シリコンゴム等の合成ゴムやポリウレタン、ポリスチレン等の弾力性のある合成樹脂を基材として使用することができる。
【0013】
前記感光材としては、ポジ型感光性組成物又はネガ型感光性組成物のいずれも適用可能であるが、ネガ型感光性組成物が好ましい。
【0014】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであるのが好ましい。より具体的には、0.1μm〜20μmが好ましく、0.1μm〜5μmがさらに好ましい。
【0015】
前記パターン付ロールが、グラビア印刷用ロールであるのが好適である。サイドエッチングの問題がないため、従来よりも濃度範囲を広げることが可能であるからである。
【0016】
本発明に係る製品は、前記グラビア印刷用ロールによって印刷されたことを特徴とする。
【0017】
前記パターン付ロールが、成形用エンボスロールであるのが好ましい。
【0018】
本発明に係る製品は、前記成形用エンボスロールによって成形されたことを特徴とする。
【0019】
前記パターン付ロールが、連続めっき用ロールであるのが好ましい。
【0020】
本発明に係る製品は、前記連続めっき用ロールによってめっきされたことを特徴とする。
【0021】
本発明のパターン付ロールの製造方法は、基材を準備する工程と、該基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成する工程と、該基材及びレジストパターンの表面にDLC被覆膜を形成する工程と、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめる工程と、を含むことを特徴とする。
【0022】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるのが好適である。
【0023】
前記基材が、上述したゴム又はクッション性を有する樹脂からなるクッション層を備えるのが好ましい。
【0024】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなる構成としてもよい。
【0025】
前記感光材としては、ポジ型感光性組成物又はネガ型感光性組成物のいずれも適用可能であるが、ネガ型感光性組成物が好ましい。
【0026】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであるのが好ましい。
【発明の効果】
【0027】
本発明によれば、サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供することができるという著大な効果を有する。
【図面の簡単な説明】
【0028】
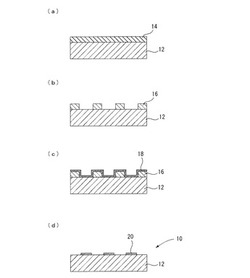
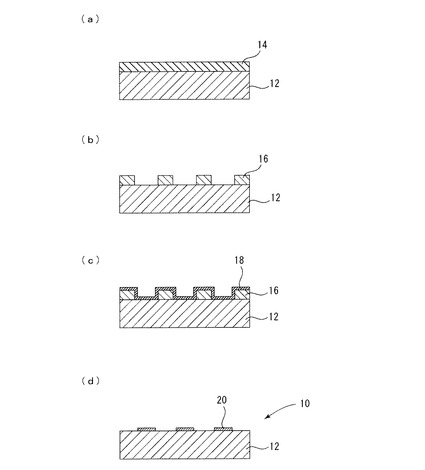
【図1】本発明のパターン付ロールの一例を模式的に示す説明図であり、(a)は基材の表面に感光材を塗布した状態の要部断面図、(b)は露光・現像せしめてレジストパターンを形成した状態の要部断面図、(c)は基材及びレジストパターンの表面にDLC被覆膜を形成した状態の要部断面図、(d)は該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめた状態を示す要部断面図である。
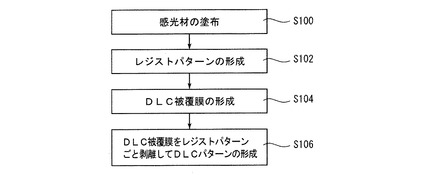
【図2】図1に示したパターン付ロールの製造方法の工程順を示すフローチャートである。
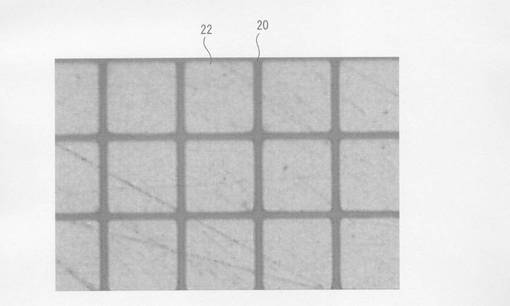
【図3】実施例1にかかるパターン付ロールの表面の拡大写真である。
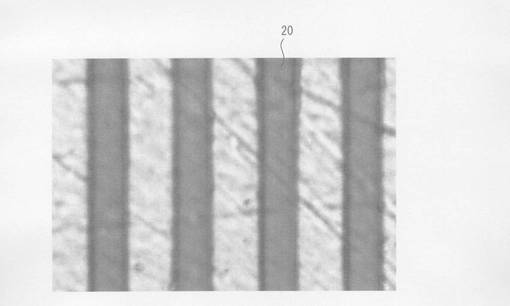
【図4】実施例2にかかるパターン付ロールの表面の拡大写真である。
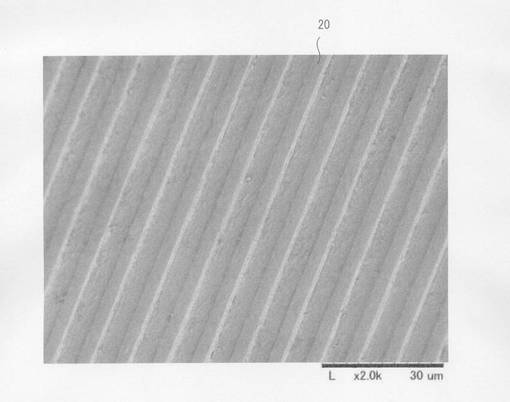
【図5】実施例3にかかるパターン付ロールの表面の拡大写真である。
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態を説明するが、これら実施の形態は例示的に示されるもので、本発明の技術思想から逸脱しない限り種々の変形が可能なことはいうまでもない。
【0030】
図1において、符号10はパターン付ロールを示す。符号12は基材を示し、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるものを用いることができる。また、ゴム又はクッション性を有する樹脂からなるクッション層を備えるようにしてもよい。さらに、基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなるように構成することもできる。該クッション層は、ゴム又はクッション性を有する樹脂からなり、1mm〜10cm程度の均一な厚さで表面の平滑度が高いシート状のものを、継ぎ目に隙間が開かないように基材12に強固に接着し、その後精密円筒研削、鏡面研磨される。
【0031】
まず、基材12の表面に感光材14を塗布する(図1(a)及び図2のステップ100)。露光・現像せしめてレジストパターン16を形成する(図1(b)及び図2のステップ102)。感光材として用いる感光性組成物はネガ型及びポジ型のいずれでも使用可能であるが、ネガ型感光性組成物を用いるのが好ましい。
【0032】
次に、該基材12及びレジストパターン16の表面にDLC被覆膜18を形成する(図1(c)及び図2のステップ104)。DLC被覆膜はCVD(Chemical Vapor Deposition)法やスパッタ法によって形成すればよい。
【0033】
次いで、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターン20を形成する(図1(d)及び図2のステップ106)。
【実施例】
【0034】
以下に実施例をあげて本発明をさらに具体的に説明するが、これらの実施例は例示的に示されるもので限定的に解釈されるべきでないことはいうまでもない。
【0035】
(実施例1)
円周600mm、面長1100mmの版母材(アルミ中空ロール)を準備し、ブーメランライン(株式会社シンク・ラボラトリー製全自動レーザーグラビア製版ロール製造装置)を用いて下記する銅メッキ層及びニッケルメッキ層の形成までを行った。まず、版母材(アルミ中空ロール)を銅メッキ槽に装着し、中空ロールをメッキ液に全没させて20A/dm2、6.0Vで80μmの銅メッキ層を形成した。メッキ表面はブツやピットの発生がなく、均一な銅メッキ層を得た。この銅メッキ層の表面を4ヘッド型研磨機(株式会社シンク・ラボラトリー製研磨機)を用いて研磨して当該銅メッキ層の表面を均一な研磨面とした。次いで、ニッケルメッキ槽に装着し、メッキ液に半没させて2A/dm2、7.0Vで3μmのニッケルメッキ層を形成した。メッキ表面はブツやピットの発生がなく、均一なニッケルメッキ層を得た。上記形成したニッケルメッキ層を基材としてその表面に感光膜(サーマルレジスト:TSER−NS(株式会社シンク・ラボラトリー製))を塗布(ファウンテンコーター)、乾燥した。得られた感光膜の膜厚は膜厚計(FILLMETRICS社製F20、松下テクノトレーデイング社販売)で計ったところ、7μmであった。ついで、画像をレーザー露光し現像した。上記レーザー露光は、Laser Stream FXを用い露光条件300mJ/cm2で所定のパターン露光を行った。また、上記現像は、TLD現像液(株式会社シンク・ラボラトリー製現像液)を用い、現像液希釈比率(原液1:水7)で、24℃90秒間行い、所定のレジストパターンを形成した。
【0036】
該ニッケルメッキ層及びレジストパターンの表面にDLC被覆膜をCVD法で形成した。雰囲気アルゴン/水素ガス雰囲気、原料ガスにヘキサメチルジシロキサン、成膜温度80−120℃、成膜時間60分で膜厚0.1μmの中間層を成膜した。次に、原料ガスにトルエン、成膜温度80−120℃、成膜時間180分で膜厚5μmのDLC層を成膜した。
【0037】
次いで、該中空ロールを水酸化ナトリウム水溶液中で超音波処理を30分行った。そして、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンが形成されたグラビア印刷用ロールを得た。
【0038】
このグラビア印刷用ロールの表面を光学顕微鏡で観察したところ、図3に示す高精細なグラビア版が観察された。図3において、DLCパターン20の線幅は10μmであり、グラビアセル22は、一辺が100μmであった。また、グラビアセル22の深度は5μmであった。
【0039】
(実施例2)
パターニング形状を変えた以外は実施例1と同様にして、成形用エンボスロールを得た。得られた成形用エンボスロールを光学顕微鏡で観察したところ、図4に示す高精細なDLCパターンが観察された。図4において、DLCパターン20の線幅は30μmであった。
【0040】
(実施例3)
パターニング形状を変えた以外は実施例1と同様にして、連続めっき用ロールを得た。得られた連続めっき用ロールを電子顕微鏡で観察したところ、図5に示す高精細なDLCパターンが観察された。図5において、DLCパターン20の線幅は8μmであった。
【0041】
(実施例4)
レジストパターン形成の表面の基材をステンレス鋼とした以外は実施例1と同様にして、グラビア印刷用ロールを得た。得られたグラビア印刷用ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0042】
(実施例5)
レジストパターン形成の表面の基材をチタンとした以外は実施例1と同様にして、グラビア印刷用ロールを得た。得られたグラビア印刷用ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0043】
基材として、シリコンゴム上に板厚0.4mmのニッケルスリーブを嵌着せしめたロールを使用した以外は実施例1〜3と同様にしてパターン付ロールを作製した。得られたパターン付ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0044】
基材として、シリコンゴムを用いたロールを使用した以外は実施例1と同様にしてパターン付ロールを作製した。得られたパターン付ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【符号の説明】
【0045】
10:パターン付ロール、12:基材、14:感光材、16:レジストパターン、18:DLC被覆膜、20:DLCパターン、22:グラビアセル。
【技術分野】
【0001】
本発明は、DLC(ダイヤモンドライクカーボン)によってパターニングを施したパターン付ロール及びその製造方法に関する。
【背景技術】
【0002】
パターン付ロールとしてグラビア印刷用ロールがある。グラビア印刷では、グラビア製版ロール(グラビアシリンダー)に対し、製版情報に応じた微小な凹部(グラビアセル)を形成して版面を製作し当該グラビアセルにインキを充填して被印刷物に転写するものである。一般的なグラビア製版ロールにおいては、アルミニウムや鉄などの版母材の表面に版面形成用の銅メッキ層(版材)を設け、該銅メッキ層にエッチングによって製版情報に応じ多数の微小な凹部(グラビアセル)を形成し、次いでグラビア製版ロールの耐刷力を増すためのクロムメッキによって硬質のクロム層を形成して表面強化被覆層とし、製版(版面の製作)が完了する。本願出願人は、例えば、特許文献1に記載されたグラビア製版ロールを提案している。
【0003】
また、パターン付ロールとして成形用エンボスロールがある。熱可塑性樹脂フィルムにエンボス加工を施し、LCD用バックライトやリヤプロジェクションスクリーン等に用いられるプリズムシート、レンチキュラーシート、フレネルシート、反射防止フィルムなどの電子部品を作製したり、金属プレートにエンボス加工を施して意匠性を高めたり、滑り防止機能を持たせたりすることが行われている。本願出願人は、例えば、特許文献2に記載されたエンボスロールを提案している。
【0004】
また、パターン付ロールとして連続めっき用ロールがある。連続めっき用ロールは、連続めっき装置に用いられるもので、例えば、リールに巻き付けた鋼板等の帯状のワークを連続的に巻き取りながらめっき浴中を通すことで、連続的にめっきを行うものである。連続めっき用ロールの例としては、例えば、特許文献3や特許文献4に開示されたシンクロール等のロールがある。
【0005】
上述したようなパターン付ロールを製作する場合、基材に感光材を塗布して露光・現像・バーニングしてエッチングすると、いわゆるサイドエッチングと呼ばれるオーバーエッチングが発生する問題があった。そして、パターニングが微細になる程、サイドエッチングの問題がより一層顕在化する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/120789
【特許文献2】特開2009−72828号公報
【特許文献3】特開2006−283044号公報
【特許文献4】特開2001−89836号公報
【特許文献5】特開2009−093170号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した従来技術の問題点に鑑みなされたもので、サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明のパターン付ロールは、基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなることを特徴とする。
【0009】
このようにして、レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめるため、サイドエッチングの問題が解消される利点がある。すなわち、本発明では、エッチングではなくいわゆるリフトオフとよばれる手法を用いているため、従来のようなサイドエッチングの問題が生じないのである。
【0010】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるのが好適である。
【0011】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えるのが好ましい。前記クッション層としては、シリコンゴム等の合成ゴムやポリウレタン、ポリスチレン等の弾力性のある合成樹脂を使用することができる。このクッション層の厚さはクッション性即ち弾力性を付与できる厚さであればよく、特別の限定はないが、例えば、1cm〜5cm程度の厚さがあれば充分である。ゴム又はクッション性を有する樹脂からなるクッション層を備えたグラビア版の例としては、例えば特許文献5などがある
【0012】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるように構成してもよい。より具体的には、シリコンゴム等の合成ゴムやポリウレタン、ポリスチレン等の弾力性のある合成樹脂を基材として使用することができる。
【0013】
前記感光材としては、ポジ型感光性組成物又はネガ型感光性組成物のいずれも適用可能であるが、ネガ型感光性組成物が好ましい。
【0014】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであるのが好ましい。より具体的には、0.1μm〜20μmが好ましく、0.1μm〜5μmがさらに好ましい。
【0015】
前記パターン付ロールが、グラビア印刷用ロールであるのが好適である。サイドエッチングの問題がないため、従来よりも濃度範囲を広げることが可能であるからである。
【0016】
本発明に係る製品は、前記グラビア印刷用ロールによって印刷されたことを特徴とする。
【0017】
前記パターン付ロールが、成形用エンボスロールであるのが好ましい。
【0018】
本発明に係る製品は、前記成形用エンボスロールによって成形されたことを特徴とする。
【0019】
前記パターン付ロールが、連続めっき用ロールであるのが好ましい。
【0020】
本発明に係る製品は、前記連続めっき用ロールによってめっきされたことを特徴とする。
【0021】
本発明のパターン付ロールの製造方法は、基材を準備する工程と、該基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成する工程と、該基材及びレジストパターンの表面にDLC被覆膜を形成する工程と、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめる工程と、を含むことを特徴とする。
【0022】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるのが好適である。
【0023】
前記基材が、上述したゴム又はクッション性を有する樹脂からなるクッション層を備えるのが好ましい。
【0024】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなる構成としてもよい。
【0025】
前記感光材としては、ポジ型感光性組成物又はネガ型感光性組成物のいずれも適用可能であるが、ネガ型感光性組成物が好ましい。
【0026】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであるのが好ましい。
【発明の効果】
【0027】
本発明によれば、サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供することができるという著大な効果を有する。
【図面の簡単な説明】
【0028】
【図1】本発明のパターン付ロールの一例を模式的に示す説明図であり、(a)は基材の表面に感光材を塗布した状態の要部断面図、(b)は露光・現像せしめてレジストパターンを形成した状態の要部断面図、(c)は基材及びレジストパターンの表面にDLC被覆膜を形成した状態の要部断面図、(d)は該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめた状態を示す要部断面図である。
【図2】図1に示したパターン付ロールの製造方法の工程順を示すフローチャートである。
【図3】実施例1にかかるパターン付ロールの表面の拡大写真である。
【図4】実施例2にかかるパターン付ロールの表面の拡大写真である。
【図5】実施例3にかかるパターン付ロールの表面の拡大写真である。
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態を説明するが、これら実施の形態は例示的に示されるもので、本発明の技術思想から逸脱しない限り種々の変形が可能なことはいうまでもない。
【0030】
図1において、符号10はパターン付ロールを示す。符号12は基材を示し、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなるものを用いることができる。また、ゴム又はクッション性を有する樹脂からなるクッション層を備えるようにしてもよい。さらに、基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなるように構成することもできる。該クッション層は、ゴム又はクッション性を有する樹脂からなり、1mm〜10cm程度の均一な厚さで表面の平滑度が高いシート状のものを、継ぎ目に隙間が開かないように基材12に強固に接着し、その後精密円筒研削、鏡面研磨される。
【0031】
まず、基材12の表面に感光材14を塗布する(図1(a)及び図2のステップ100)。露光・現像せしめてレジストパターン16を形成する(図1(b)及び図2のステップ102)。感光材として用いる感光性組成物はネガ型及びポジ型のいずれでも使用可能であるが、ネガ型感光性組成物を用いるのが好ましい。
【0032】
次に、該基材12及びレジストパターン16の表面にDLC被覆膜18を形成する(図1(c)及び図2のステップ104)。DLC被覆膜はCVD(Chemical Vapor Deposition)法やスパッタ法によって形成すればよい。
【0033】
次いで、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターン20を形成する(図1(d)及び図2のステップ106)。
【実施例】
【0034】
以下に実施例をあげて本発明をさらに具体的に説明するが、これらの実施例は例示的に示されるもので限定的に解釈されるべきでないことはいうまでもない。
【0035】
(実施例1)
円周600mm、面長1100mmの版母材(アルミ中空ロール)を準備し、ブーメランライン(株式会社シンク・ラボラトリー製全自動レーザーグラビア製版ロール製造装置)を用いて下記する銅メッキ層及びニッケルメッキ層の形成までを行った。まず、版母材(アルミ中空ロール)を銅メッキ槽に装着し、中空ロールをメッキ液に全没させて20A/dm2、6.0Vで80μmの銅メッキ層を形成した。メッキ表面はブツやピットの発生がなく、均一な銅メッキ層を得た。この銅メッキ層の表面を4ヘッド型研磨機(株式会社シンク・ラボラトリー製研磨機)を用いて研磨して当該銅メッキ層の表面を均一な研磨面とした。次いで、ニッケルメッキ槽に装着し、メッキ液に半没させて2A/dm2、7.0Vで3μmのニッケルメッキ層を形成した。メッキ表面はブツやピットの発生がなく、均一なニッケルメッキ層を得た。上記形成したニッケルメッキ層を基材としてその表面に感光膜(サーマルレジスト:TSER−NS(株式会社シンク・ラボラトリー製))を塗布(ファウンテンコーター)、乾燥した。得られた感光膜の膜厚は膜厚計(FILLMETRICS社製F20、松下テクノトレーデイング社販売)で計ったところ、7μmであった。ついで、画像をレーザー露光し現像した。上記レーザー露光は、Laser Stream FXを用い露光条件300mJ/cm2で所定のパターン露光を行った。また、上記現像は、TLD現像液(株式会社シンク・ラボラトリー製現像液)を用い、現像液希釈比率(原液1:水7)で、24℃90秒間行い、所定のレジストパターンを形成した。
【0036】
該ニッケルメッキ層及びレジストパターンの表面にDLC被覆膜をCVD法で形成した。雰囲気アルゴン/水素ガス雰囲気、原料ガスにヘキサメチルジシロキサン、成膜温度80−120℃、成膜時間60分で膜厚0.1μmの中間層を成膜した。次に、原料ガスにトルエン、成膜温度80−120℃、成膜時間180分で膜厚5μmのDLC層を成膜した。
【0037】
次いで、該中空ロールを水酸化ナトリウム水溶液中で超音波処理を30分行った。そして、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンが形成されたグラビア印刷用ロールを得た。
【0038】
このグラビア印刷用ロールの表面を光学顕微鏡で観察したところ、図3に示す高精細なグラビア版が観察された。図3において、DLCパターン20の線幅は10μmであり、グラビアセル22は、一辺が100μmであった。また、グラビアセル22の深度は5μmであった。
【0039】
(実施例2)
パターニング形状を変えた以外は実施例1と同様にして、成形用エンボスロールを得た。得られた成形用エンボスロールを光学顕微鏡で観察したところ、図4に示す高精細なDLCパターンが観察された。図4において、DLCパターン20の線幅は30μmであった。
【0040】
(実施例3)
パターニング形状を変えた以外は実施例1と同様にして、連続めっき用ロールを得た。得られた連続めっき用ロールを電子顕微鏡で観察したところ、図5に示す高精細なDLCパターンが観察された。図5において、DLCパターン20の線幅は8μmであった。
【0041】
(実施例4)
レジストパターン形成の表面の基材をステンレス鋼とした以外は実施例1と同様にして、グラビア印刷用ロールを得た。得られたグラビア印刷用ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0042】
(実施例5)
レジストパターン形成の表面の基材をチタンとした以外は実施例1と同様にして、グラビア印刷用ロールを得た。得られたグラビア印刷用ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0043】
基材として、シリコンゴム上に板厚0.4mmのニッケルスリーブを嵌着せしめたロールを使用した以外は実施例1〜3と同様にしてパターン付ロールを作製した。得られたパターン付ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【0044】
基材として、シリコンゴムを用いたロールを使用した以外は実施例1と同様にしてパターン付ロールを作製した。得られたパターン付ロールを電子顕微鏡で観察したところ、高精細なDLCパターンが観察された。
【符号の説明】
【0045】
10:パターン付ロール、12:基材、14:感光材、16:レジストパターン、18:DLC被覆膜、20:DLCパターン、22:グラビアセル。
【特許請求の範囲】
【請求項1】
基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなることを特徴とするパターン付ロール。
【請求項2】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなることを特徴とする請求項1記載のパターン付ロール。
【請求項3】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えることを特徴とする請求項1又は2記載のパターン付ロール。
【請求項4】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなることを特徴とする請求項1記載のパターン付ロール。
【請求項5】
前記感光材が、ネガ型感光性組成物であることを特徴とする1〜4いずれか1項記載のパターン付ロール。
【請求項6】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであることを特徴とする請求項1〜5いずれか1項記載のパターン付ロール。
【請求項7】
前記パターン付ロールが、グラビア印刷用ロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項8】
請求項7記載のパターン付ロールによって印刷されたことを特徴とする製品。
【請求項9】
前記パターン付ロールが、成形用エンボスロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項10】
請求項9記載のパターン付ロールによって成形されたことを特徴とする製品。
【請求項11】
前記パターン付ロールが、連続めっき用ロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項12】
請求項11記載のパターン付ロールによってめっきされたことを特徴とする製品。
【請求項13】
基材を準備する工程と、該基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成する工程と、該基材及びレジストパターンの表面にDLC被覆膜を形成する工程と、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめる工程と、を含むことを特徴とするパターン付ロールの製造方法。
【請求項14】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなることを特徴とする請求項13記載のパターン付ロールの製造方法。
【請求項15】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えることを特徴とする請求項13又は14記載のパターン付ロールの製造方法。
【請求項16】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなることを特徴とする請求項13記載のパターン付ロールの製造方法。
【請求項17】
前記感光材が、ネガ型感光性組成物であることを特徴とする13〜16いずれか1項記載のパターン付ロールの製造方法。
【請求項18】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであることを特徴とする請求項13〜17いずれか1項記載のパターン付ロールの製造方法。
【請求項1】
基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなることを特徴とするパターン付ロール。
【請求項2】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなることを特徴とする請求項1記載のパターン付ロール。
【請求項3】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えることを特徴とする請求項1又は2記載のパターン付ロール。
【請求項4】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなることを特徴とする請求項1記載のパターン付ロール。
【請求項5】
前記感光材が、ネガ型感光性組成物であることを特徴とする1〜4いずれか1項記載のパターン付ロール。
【請求項6】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであることを特徴とする請求項1〜5いずれか1項記載のパターン付ロール。
【請求項7】
前記パターン付ロールが、グラビア印刷用ロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項8】
請求項7記載のパターン付ロールによって印刷されたことを特徴とする製品。
【請求項9】
前記パターン付ロールが、成形用エンボスロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項10】
請求項9記載のパターン付ロールによって成形されたことを特徴とする製品。
【請求項11】
前記パターン付ロールが、連続めっき用ロールであることを特徴とする請求項1〜6いずれか1項記載のパターン付ロール。
【請求項12】
請求項11記載のパターン付ロールによってめっきされたことを特徴とする製品。
【請求項13】
基材を準備する工程と、該基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成する工程と、該基材及びレジストパターンの表面にDLC被覆膜を形成する工程と、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめる工程と、を含むことを特徴とするパターン付ロールの製造方法。
【請求項14】
前記感光材が塗布される基材が、Ni、ステンレス鋼、Ti、Cu、Alからなる群から選ばれた少なくとも一種の材料からなることを特徴とする請求項13記載のパターン付ロールの製造方法。
【請求項15】
前記基材が、ゴム又はクッション性を有する樹脂からなるクッション層を備えることを特徴とする請求項13又は14記載のパターン付ロールの製造方法。
【請求項16】
前記感光材が塗布される基材が、ゴム又はクッション性を有する樹脂からなるクッション性を有する材料からなることを特徴とする請求項13記載のパターン付ロールの製造方法。
【請求項17】
前記感光材が、ネガ型感光性組成物であることを特徴とする13〜16いずれか1項記載のパターン付ロールの製造方法。
【請求項18】
前記DLC被覆膜の厚さが、0.1μm〜数10μmであることを特徴とする請求項13〜17いずれか1項記載のパターン付ロールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−154964(P2012−154964A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−11141(P2011−11141)
【出願日】平成23年1月21日(2011.1.21)
【出願人】(000131625)株式会社シンク・ラボラトリー (52)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月21日(2011.1.21)
【出願人】(000131625)株式会社シンク・ラボラトリー (52)
【Fターム(参考)】
[ Back to top ]